STUDI PENERAPAN PROSES KAPABILITAS DAN
ACCEPTANCE SAMPLING PLANS BERDASARKAN
MIL-STD 1916 UNTUK MENGENDALIKAN KUALITAS
PRODUK DI PT. PUTRA AREZDA PURNAMA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
Oleh :
Benedict Yan P.B NIM. 080403228
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
ABSTRAK
PT. Putra Arezda Purnama adalah perusahaan swasta yang bergerak dibidang pendaurulangan (vulkanisir) ban dan produksi liner ban. Pendaurulangan ban bertujuan untuk mengolah ban lama menjadi ban baru dan layak digunakan kembali. Di pabrik PT. Putra Arezda Purnama memproduksi lapisan ban berupa bunga ban yang disebut dengan istilah liner. Liner merupakan bahan yang digunakan dalam proses vulkanisir.
Penelitian ini menggunakan pengendalian proses secara statistik untuk melihat kemampuan proses di PT. Putra Arezda Purnama. Dengan teknik penelitian ini perusahaan juga dapat menurunkan variabilitas yang dimiliki sebanyak mungkin. Ini merupakan sebuah keharusan karena PT. Putra Arezda Purnama tidak memiliki metode khusus dalam mengendalikan produk liner. Teknik ini juga dapat mengendalikan produk akhir dengan menentukan rencana sampling penerimaan berdasarkan US DOD (United States Departement of Defense) spesifikasi yang digunakan adalah MIL-STD 1916 dan memberikan petunjuk arahan terhadap lot yang diterima dan ditolak.
Dari hasil perhitungan batas kendali dapat dilihat masing – masing. Untuk batas kendali berat (4.244 – 4.375 kg), batas kendali lebar (22.37 – 23.05), batas kendali tebal (3.01 – 3.25) dan batas kendali kadar air (1.214 – 2.526). Dari hasil perhitungan indeks process capability masing – masing adalah : Cp berat = 0.277 ; Cp lebar = 0.44 ; Cp tebal = 0.52 ; Cp kadar air 0.47 yang berarti dari keempat karakteristik mutu mempunyai process capability yang rendah. Dari analisis yang didapat, rendahnya proses kapabilitas disebabkan oleh kinerja operator dalam proses pencetakan dan proses pencampuran bahan, mesin mixer dan mesin curing press yang tidak diperiksa sebelum melakukan proses produksi maka didapat produk akhir yang kurang optimum. Tindakan korektif yang dilakukan dari masing – masing variabel yaitu : melakukan pembersihan dan perawatan terhadap mesin mixer agar berat bahan tidak berlebihan, melakukan pemeriksaan yang akurat sebelum melakukan proses pencetakan supaya tidak terjadi kesalahan dan proses dapat terkendali dengan baik, melakukan perawatan secara berkala terhadap mesin curing press serta melakukan pemeriksaan terhadap tempratur mesin, melakukan pemeriksaan pada proses pengeringan sehingga liner kering dengan sempurna. Dari hasil perhitungan rencana sampling penerimaan berdasarkan metode MIL-STD 1916, didapat lot yang diterima terdapat pada variabel berat liner, lebar liner dan ketebalan liner. Sedangkan variabel kadar air liner ditolak. Untuk lot yang ditolak dibutuhkan pemeriksaan yang ketat agar variabel tersebut dapat diterima.
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Tuhan Yang Maha Esa, karena atas
Kasih dan Karunia-Nya yang melimpah, sehingga penulis dapat menyelesaikan
penelitian Tugas Sarjana ini dengan baik.
Tugas Sarjana ini berjudul “Studi Penerapan Proses Kapabilitas dan Acceptance Sampling Plans Berdasarkan MIL-STD 1916 untuk Mengendalikan Kualitas Produksi di PT. Putra Arezda Purnama”, Tugas sarjana ini bertujuan memenuhi persyaratan akademis penyelesaian program
Sarjana Teknik Industri Universitas Sumatera Utara.
Penulis menyadari akan keterbatasan dan kemampuan yang ada pada penulis
dalam penyelesaian Tugas Sarjana ini. Oleh karena itu penulis mengharapkan
kritik dan saran yang membangun dari pembaca untuk kesempurnaan Tugas
Sarjana ini.
Akhir kata penulis mengucapkan terima kasih, semoga Tugas Sarjana ini
bermanfaat bagi pembaca.
.
Medan, Mei 2011
Penulis
UCAPAN TERIMA KASIH
Dalam kesempatan ini penulis mengucapkan terima kasih yang sebesar –
besarnya kepada semua pihak yang telah membantu dan mendorong penulis untuk
dapat menyelesaikan Tugas Sarjana ini, Oleh karena itu, penulis mengucapkan
terima kasih terutama kepada :
1. Ibu Ir, Khawarita Siregar, MT, selaku Ketua Departemen Teknik Industri yang
telah memberikan izin pelaksanaan Tugas Sarjana ini dan dukungan serta
perhatian yang diberikan kepada penulis.
2. Bapak Ir. A. Jabbar M. Rambe , M.Eng, selaku Dosen Pembimbing I atas
bimbingan, pengarahan, dan masukan yang diberikan dalam penyelesaian
Tugas Sarjana ini.
3. Ibu Khalida Syahputri ST, MT, selaku Dosen Pembimbing II atas bimbingan,
pengarahan, dan masukan yang diberikan dalam penyelesaian Tugas Sarjana
ini.
4. Kak Dina, Bang Mijok, bang Nur, Bang Ridho, Kak Rahma, Bang Kumis atas
bantuan dan tenaga yang telah diberikan dalam memperlancar penyelesaian
Tugas Sarjana ini.
5. Bapak Ir. Topan Alacu, selaku Wakil Direktur di PT. Putra Arezda Purnama
yang telah memberikan izin untuk melaksanakan riset di perusahaan beliau.
6. Segenap pimpinan dan karyawan PT. Putra Arezda Purnama yang tidak bisa
penulis dan pengarahan selama di lapangan untuk melaksanakan penelitian di
perusahaan tersebut.
7. Kedua orang tua saya, ayahanda R. H. Bratha dan Ibunda L. Sitepu yang telah
memberikan dukungan sepenuhnya berupa dukungan moral, materil dan
dukungan doa untuk kelancaran dalam penulisan laporan ini.
8. Bang Yoga Angga, yang telah mendukung dan membantu penulis dalam
penyelesaian tugas sarjana ini.
9. Salsalina Okta Sartika Sembiring Depari, selaku pacar, sahabat, teman yang
telah menemani dan memberikan dukungan dalam bentuk support, motivasi,
tenaga dan doa dalam penyelesaian tugas sarjana ini.
10.Sahabat - sahabat penulis Alex, Kitok, Ijep, yang telah membantu dan
memberikan motivasi kepada penulis.
11.Teman - teman kampus Yudha, Dwi, Tiwi, Titin, Bade, Riza, Yansen, Randi
yang telah memberikan motivasi kepada penulis.
Kepada semua pihak yang telah banyak membantu dalam menyelesaikan
laporan ini dan tidak dapat penulis sebutkan satu per satu, penulis ucapkan terima
kasih. Semoga laporan ini dapat bermanfaat bagi kita semua.
Medan, Mei 2011
D A F T A R I S I
BAB HALAMAN
LEMBAR PENGESAHAN ... i
KATA PENGANTAR ... ii
UCAPAN TERIMA KASIH ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... x
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xiv I. PENDAHULUAN ... I-1
1.1. Latar Belakang Masalah ... I-1
1.2. Perumusan Masalah ... I-3
1.3. Tujuan Penelitian ... I-3
1.4. Manfaat Penelitian ... I-4
1.5. Pembatasan Masalah ... I-4
1.6. Asumsi yang digunakan ... I-5
1.7. Sistematika Penulisan ... I-5
II. GAMBARAN UMUM PERUSAHAAN ... II-1 2.1. Sejarah Perusahaan ... II-1
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Organisasi dan Manajemen ... II-2
D A F T A R I S I (Lanjutan)
BAB HALAMAN
2.3.2. Pembagian Tugas dan Tanggung Jawab ... II-3
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja ... II-5
2.4. Proses Pengolahan ... II-6
2.4.1. Bahan yang Digunakan ... II-6
2.4.1.1. Bahan Baku ... II-6
2.4.1.2. Bahan Tambahan ... II-7
2.4.1.3. Bahan Penolong ... II-7
2.4.2. Uraian Proses ... II-8
2.4.2.1. Proses Pencampuran (Compouding) ... II-8
2.4.2.2. Proses Pencetakan Liner ... II-8
2.4.2.3. Proses Finishing ... II-10
III. LANDASAN TEORI ... III-1 3.1. Konsep Kualitas ... III-1
3.2. Pengendalian Proses Statistik ... III-4
3.2.1. Control Chart ... III-5
3.2.2. Peta Kendali X dan R ... III-7
3.2.3. Revisi Peta Kendali X dan R ... III-11
3.2.4. Variasi dalam Proses ... III-12
D A F T A R I S I (Lanjutan)
BAB HALAMAN
3.4. Acceptance Sampling Plans ... III-19
3.5. Metode Sampling Penerimaan ... III-21
3.5.1. Aturan Pengalihan Prosedur Pemeriksaan ... III-26 3.6. Penentuan Sampel ... III-30
3.6.1. Sampel Acak (Random Sampling / Probability
Sampling) ... III-30
3.6.2. Sampel Tidak Acak (nonrandom sampling /
nonprobabilitysampling) ... III-30
IV. METODOLOGI PENELITIAN ... IV-1 4.1. Jenis Penelitian ... IV-1
4.2. Lokasi Penelitian ... IV-1
4.3. Metode Pengambilan Sampel ... IV-1
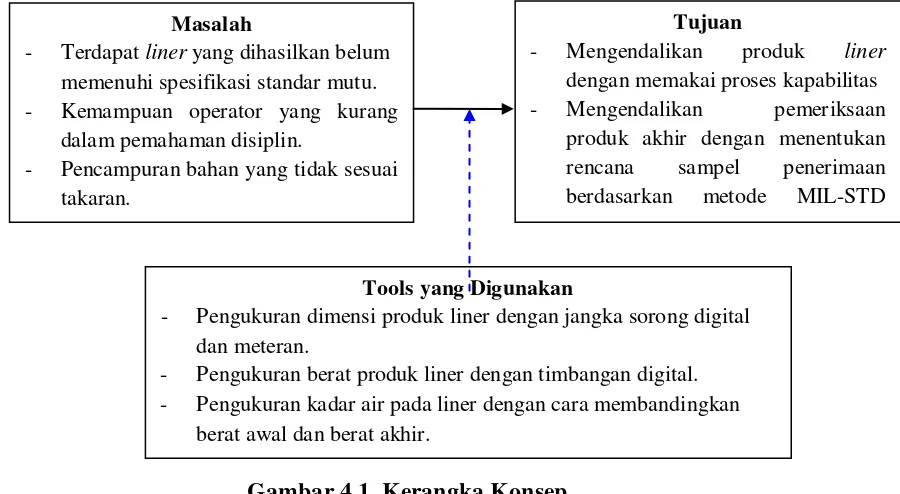
4.4. Kerangka Konsep ... IV-2
4.5. Instrumen Penelitian ... IV-2
4.6. Metode Pengumpulan Data ... IV-3
4.7. Metode Pengolahan Data ... IV-4
4.8. Pelaksanaan Penelitian... IV-8
4.9. Analisis Data ... IV-9
D A F T A R I S I (Lanjutan)
BAB HALAMAN
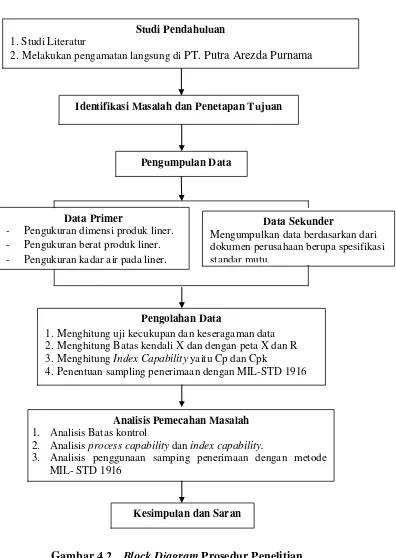
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1 5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-6
5.2.1. Uji Kecukupan Data ... V-6
5.2.2. Uji Kenormalan Data ... V-8
5.2.3. Penentuan Batas Kendali untuk Masing-masing
Karakteristik Mutu ... V-16
5.2.3.1. Penentuan Batas Kendali Mutu dan Penentuan
Indeks Process Capability Berat Liner ... V-17
5.2.3.2. Penentuan Batas Kendali Mutu dan Penentuan
Indeks Process Capability Lebar Liner ... V-20
5.2.3.3. Penentuan Batas Kendali Mutu dan Penentuan
Indeks Process Capability Tebal Liner ... V-24
5.2.3.4. Penentuan Batas Kendali Mutu dan Penentuan
Indeks Process Capability Kadar Air pada liner V-28
5.2.4. Penentuan Rencana Sampling Penerimaan ... V-32
5.2.4.1. Penentuan Rencana Sampling Penerimaan
untuk Pengujian Nilai Berat Liner ... V-33
5.2.4.2. Penentuan Rencana Sampling Penerimaan
D A F T A R I S I (Lanjutan)
BAB HALAMAN
5.2.4.3. Penentuan Rencana Sampling Penerimaan
untuk Pengujian Nilai Tebal Liner ... V-41
5.2.4.4. Penentuan Rencana Sampling Penerimaan
untuk Pengujian Nilai Kadar Air Liner ... V-45
VI. ANALISIS PEMECAHAN MASALAH ... VI-1 6.1. Analisis dan Evaluasi Karakteristik Mutu ... VI-1
6.2. Analisis dan Evaluasi Indeks Process Capability dan Indeks
Performance ... VI-2
6.3. Analisis dan Evaluasi Rencana Sampling Penerimaan ... VI-7
VII. KESIMPULAN DAN SARAN ... VII-1 7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-2
D A F T A R T A B E L
TABEL HALAMAN
2.1. Rincian Tenaga Kerja PT. Putra Arezda Purnama ... II-5
3.1. Kode Huruf untuk Lot/Batch ... III-25
5.1. Spesifikasi dan Standar Liner ... V-1
5.2. Data Hasil Pengukuran Berat Liner ... V-2
5.3. Data Hasil Pengukuran Lebar Liner ... V-3
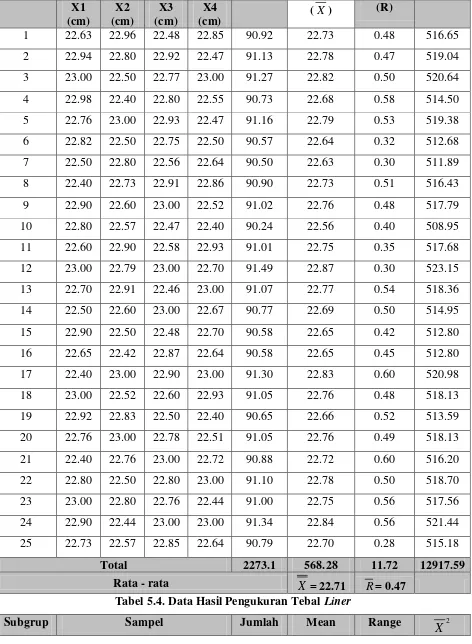
5.4. Data Hasil Pengukuran Tebal Liner ... V-4
5.5. Data Hasil Pengukuran Kadar Air Pada Liner ... V-5
5.6. Distribusi Frekuensi Berat Liner... V-9
5.7. Penentuan Nilai Liner ... V-10
5.8. Distribusi Frekuensi Lebar Liner ... V-11
5.9. Penentuan Nilai Lebar Liner ... V-12
5.10. Distribusi Frekuensi Tebal Liner ... V-13
5.11. Penentuan Nilai Berat Liner... V-14
5.12. Distribusi Kadar Air pada Liner ... V-15
5.13. Penentuan Nilai Kadar Air Liner ... V-16
5.14. Data Ukuran Sampel Berat Liner ... V-33
5.15. Distribusi Frekuensi Berat Liner ... V-34
5.16. Penentuan Nilai Berat Liner... V-35
D A F T A R T A B E L (Lanjutan)
TABEL HALAMAN
5.18. Perhitungan Penarikan Sampel ... V-36
5.19. Data Ukuran Sampel Lebar Liner ... V-38
5.20. Distribusi Frekuensi LebarLiner ... V-38
5.21. Penentuan Nilai Lebar Liner ... V-39
5.22. Revisi Penentuan Nilai Lebar Liner ... V-39
5.23. Perhitungan Penarikan Sampel ... V-40
5.24. Data Ukuran Sampel Tebal Liner ... V-42
5.25. Distribusi Frekuensi Tebal Liner ... V-42
5.26. Penentuan Nilai Tebal Liner ... V-43
5.27. Revisi Penentuan Nilai Lebar Liner ... V-43
5.28. Perhitungan Penarikan Sampel ... V-44
5.29. Data Ukuran Sampel Kadar Air Liner ... V-46
5.30. Distribusi Frekuensi Kadar Air Liner ... V-46
5.31. Penentuan Nilai Kadar Air Liner ... V-47
5.32. Revisi Penentuan Nilai Kadar Air Liner ... V-47
5.33. Perhitungan Penarikan Sampel ... V-48
5.34. Probabilitas Penerimaan dengan Perencanaan Sampel Tunggal ... V-48
6.1. Batas Kontrol Karakteristik Mutu Liner ... VI-1
D A F T A R T A B E L (Lanjutan)
TABEL HALAMAN
6.3. Indeks Process Capability dari Hasil Masing-Masing Karakteristik
Mutu ... VI-2
D A F T A R G A M B A R
GAMBAR HALAMAN
2.1 Struktur Organisasi PT. Putra Arezda Purnama ... II-4
2.8. Blok Diagram Pembuatan Liner ... II-11
3.1. Control Chart ... III-5
3.2. Skema Pemecahan Masalah dengan Menggunakan Peta Batas Kendali III-14
3.3. Histogram Frekuensi dibandingkan dengan Toleransi Produk... III-15
3.4. Nilai Cp dan Cpk ... III-17
3.5. Aturan Pemeriksaan Terhadap Lot ... III-25
4.1. Kerangka Konsep ... IV-2
4.2. Blok Diagram Prosedur Penelitian... IV-10
5.1. Peta Kontrol Berat Liner ... IV-18
5.2. Peta Kontrol R Berat Liner ... IV-18
5.3. Peta Kontrol Lebar Liner ... IV-21
5.4. Peta Kontrol R Lebar Liner ... IV-22
5.5. Peta Kontrol Tebal Liner ... IV-25
5.6. Peta Kontrol Tebal Liner ... IV-25
5.7. Peta Kontrol Kadar Air Liner... IV-28
5.8. Peta Kontrol R Kadar Air Liner... IV-29
D A F T A R L A M P I R A N
LAMPIRAN HALAMAN
1. Faktor – Faktor Perhitungan Garis Tengah dan Batas Kontrol 3δ untuk
Peta , Peta R ... L-1
2. Distribusi Normal ... L-2
3. Nilai Kritik Sebaran Chi-Kuadrat ... L-3
4. Faktor – Faktor Perhitungan MIL-STD 1916 untuk Variables Sampling
Plans ... L-4
5 Kode Huruf untuk Lot/Batch ... L-5
ABSTRAK
PT. Putra Arezda Purnama adalah perusahaan swasta yang bergerak dibidang pendaurulangan (vulkanisir) ban dan produksi liner ban. Pendaurulangan ban bertujuan untuk mengolah ban lama menjadi ban baru dan layak digunakan kembali. Di pabrik PT. Putra Arezda Purnama memproduksi lapisan ban berupa bunga ban yang disebut dengan istilah liner. Liner merupakan bahan yang digunakan dalam proses vulkanisir.
Penelitian ini menggunakan pengendalian proses secara statistik untuk melihat kemampuan proses di PT. Putra Arezda Purnama. Dengan teknik penelitian ini perusahaan juga dapat menurunkan variabilitas yang dimiliki sebanyak mungkin. Ini merupakan sebuah keharusan karena PT. Putra Arezda Purnama tidak memiliki metode khusus dalam mengendalikan produk liner. Teknik ini juga dapat mengendalikan produk akhir dengan menentukan rencana sampling penerimaan berdasarkan US DOD (United States Departement of Defense) spesifikasi yang digunakan adalah MIL-STD 1916 dan memberikan petunjuk arahan terhadap lot yang diterima dan ditolak.
Dari hasil perhitungan batas kendali dapat dilihat masing – masing. Untuk batas kendali berat (4.244 – 4.375 kg), batas kendali lebar (22.37 – 23.05), batas kendali tebal (3.01 – 3.25) dan batas kendali kadar air (1.214 – 2.526). Dari hasil perhitungan indeks process capability masing – masing adalah : Cp berat = 0.277 ; Cp lebar = 0.44 ; Cp tebal = 0.52 ; Cp kadar air 0.47 yang berarti dari keempat karakteristik mutu mempunyai process capability yang rendah. Dari analisis yang didapat, rendahnya proses kapabilitas disebabkan oleh kinerja operator dalam proses pencetakan dan proses pencampuran bahan, mesin mixer dan mesin curing press yang tidak diperiksa sebelum melakukan proses produksi maka didapat produk akhir yang kurang optimum. Tindakan korektif yang dilakukan dari masing – masing variabel yaitu : melakukan pembersihan dan perawatan terhadap mesin mixer agar berat bahan tidak berlebihan, melakukan pemeriksaan yang akurat sebelum melakukan proses pencetakan supaya tidak terjadi kesalahan dan proses dapat terkendali dengan baik, melakukan perawatan secara berkala terhadap mesin curing press serta melakukan pemeriksaan terhadap tempratur mesin, melakukan pemeriksaan pada proses pengeringan sehingga liner kering dengan sempurna. Dari hasil perhitungan rencana sampling penerimaan berdasarkan metode MIL-STD 1916, didapat lot yang diterima terdapat pada variabel berat liner, lebar liner dan ketebalan liner. Sedangkan variabel kadar air liner ditolak. Untuk lot yang ditolak dibutuhkan pemeriksaan yang ketat agar variabel tersebut dapat diterima.
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Kualitas merupakan faktor dasar yang mempengaruhi pilihan konsumen
untuk berbagai jenis produk yang berkembang pesat dewasa ini. Kualitas telah
menjadi satu-satunya kekuatan terpenting yang membuahkan keberhasilan
organisasi dan pertumbuhan perusahaan baik di pasar berskala nasional maupun
internasional. Sehingga sudah menjadi hal yang umum apabila suatu perusahaan
mempunyai suatu departemen quality control yang bertanggung jawab dalam
masalah kualitas produk.
Dalam dunia perindustrian, kompetisi adalah hal yang paling utama.
Perusahaan yang dapat menghasilkan produk dengan kualitas terbaik akan
mendapatkan keuntungan paling banyak dan akan mengalahkan para kompetitor
mereka. Jika kualitas produk tidak sesuai dengan spesifikasi pasar, maka produk
tersebut tidak akan mampu bersaing dengan produk sejenis yang diproduksi
perusahaan lain.
PT. Putra Arezda Purnama adalah perusahaan yang bergerak di bidang
pendaurulangan (vulkanisir) ban dan produksi liner. Di dalam laporan ini hanya
membahas mengenai produksi liner. Liner adalah lapisan ban yang digunakan
Pabrik vulkanisir ban PT. Putra Arezda Purnama telah memiliki standar
kualitas produk liner. Namun dalam memproduksi liner masih mengalami
berbagai variasi kualitas dan kadang-kadang berada di luar standar yang
ditetapkan. Variasi tersebut muncul pada setiap pengukuran di setiap shift kerja
produksi, dan tidak terpusat pada titik tengah batas spesifikasi yang ditetapkan.
Sementara data yang berada di luar batas spesifikasi muncul minimal sekali dalam
setiap hari sehingga selalu saja ada produk yang tidak termasuk dalam kategori
baik (A-Grade). Masalah umumnya terjadi pada produksi liner ban yang tidak
sesuai standar. Hal ini disebabkan oleh kesalahan pada pekerja saat proses
pencetakan, akibatnya dimensi liner tidak sesuai dengan standar yang diinginkan
perusahaan. Pencampuran bahan chusiom gum dan hexan pada mesin mixer yang
berlebihan mengakibatkan berat liner yang berlebih. Proses pengeringan liner
yang tidak merata, hal ini disebabkan oleh waktu pengeringan tidak sesuai.
Akibatnya, kadar air pada liner meningkat sehingga berpengaruh terhadap
kelenturan liner.
Pabrik Vulkanisir ban PT. Putra Arezda Purnama di dalam melakukan
pemeriksaan kualitas liner berpedoman pada spesifikasi mutu yang telah
ditetapkan sehingga apabila hasil pengukuran berada dalam batas spesifikasi maka
produk akan dapat dikatakan baik dan memiliki kategori A-Grade serta layak
untuk dikirim kepada konsumen, sementara pengendalian secara statistik belum
dilakukan. Maka untuk melakukan pengendalian secara statistik terhadap proses
kemampuan proses dan MIL-STD 1916 untuk mengendalikan hasil akhir produk
liner.
1.2. Perumusan Masalah
Masih terdapatnya produk liner yang dihasilkan belum memenuhi
spesifikasi standar kualitas yang telah ditetapkan perusahaan, sehingga perlu
diambil langkah konkrit agar kualitas yang dihasilkan dapat tercapai. Langkah
yang diambil adalah dengan menggunakan proses pengendalian statistik untuk
melihat dan memeriksa produk akhir yang dihasilkan. Perumusan permasalahan
dapat diuraikan sebagai berikut:
1. Menentukan proses pengendalian statistik terhadap produk liner.
2. Menentukan indeks capability pada pengujian nilai berat, lebar, tebal dan
kadar air pada liner.
3. Penentuan mutu produk diperiksa dengan menggunakan rencana sampel
penerimaan variabel berdasarkan MIL-STD 1916 yang digunakan dan
menganalisis faktor yang berpengaruh terhadap kualitas liner.
1.3. Tujuan Penelitian
Tujuan dari penelitian ini adalah :
1. Mengendalikan keseluruhan proses yang berlangsung dengan menghasilkan
tindakan – tindakan korektif yang dapat diambil untuk meningkatkan
kemampuan proses.
2. Mengendalikan pemeriksaan produk akhir dengan menentukan rencana
sampel penerimaan variable berdasarkan metode MIL-STD 1916 dan dapat
memberikan petunjuk pelaksanaan atas kegiatan pemeriksaan terhadap lot
yang diterima dan ditolak.
1.4. Manfaat Penelitian
Manfaat yang diharapkan dapat diperoleh dari penelitian ini adalah :
1. Dapat memberikan jaminan kualitas produk liner yang baik.
2. Memberikan masukan bagi perusahaan dengan menerapkan metode statistik
dan perencanaan sampel untuk pengendalian mutu produk liner.
1.5. Pembatasan Masalah
Batasan-batasan dalam penelitian ini adalah :
1. Objek Penelitian ini dilakukan pada Pabrik vulkanisir ban PT. Putra Arezda
Purnama berupa produk liner.
2. Analisis masalah dilakukan pada produk liner.
3. Variabel yang diuji adalah berat, lebar, tebal, kadar air pada liner.
4. Tidak melakukan suatu evaluasi sistem manajeman perusahaan yang
5. Spesifikasi standar mutu adalah :
− Berat liner = 4.25 – 4.40 kg
− lebar liner = 22.4 - 23 cm
− Tebal liner = 3.00 – 3.25 cm
− Kadar air liner = 1% - 2.5%
1.6. Asumsi yang Digunakan
Asumsi yang digunakan dalam penelitian ini adalah :
1. Metode kerja tidak berubah selama penelitian.
2. Kondisi perusahaan tidak berubah selama penelitian.
3. Tidak terjadi perubahan prosedur pengendalian kualitas selama penelitian
berlangsung.
4. Tingkat kepercayaan yang digunakan 95%.
5. Tingkat ketelitian yang digunakan 5%.
I.7. Sistematika Penulisan
Untuk memudahkan penulisan, pembahasan dan penilaian Tugas Akhir ini,
maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan sistematika
yang ada. Sistematika penulisannya adalah sebagai berikut :
BAB I : PENDAHULUAN
Dalam bab ini, akan diuraikan mengenai latar belakang
melihat kualitas, tujuan penelitian penentuan karakteristik mutu
liner, batasan dan asumsi yang digunakan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Pada bab ini diuraikan mengenai sejarah perusahaan PT. Putra
Arezda Purnama, proses produksi yang berlangsung, produk
yang dihasilkan, serta objek penelitian.
BAB III : LANDASAN TEORI
Dalam bab ini diuraikan mengenai tinjauan-tinjauan
kepustakaan yang berisi teori mengenai kualitas, teori
mengenai perencanaan sampel berupa MIL-STD 1916, dan
pemikiran-pemikiran yang digunakan sebagai landasan dalam
pembahasan serta pemecahan masalah.
BAB IV : METODOLOGI PENELITIAN
Bab ini berisi metodologi yang digunakan untuk mencapai
tujuan penelitian meliputi tahapan-tahapan penelitian dan
penjelasan tiap tahapan secara ringkas disertai diagram alirnya.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Bab ini memuat data-data hasil penelitian yang diperoleh dari
perusahaan sebagai bahan untuk melakukan pengolahan data
BAB VI : PEMBAHASAN DAN ANALISA DATA
Pada bab ini akan diuraikan tentang hasil yang diperoleh dari
analisa data dan pemecahan yang telah dilakukan pada bab
sebelumnya.
BAB VII : KESIMPULAN DAN SARAN
Bab ini berisikan kesimpulan yang dapat diambil oleh penulis
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Putra Arezda Purnama adalah perusahaan yang bergerak di bidang
pendaurulangan (vulkanisir) ban dan produksi liner ban. Vulkanisir ban yang
dimaksudkan yaitu mengolah ban lama menjadi baru agar layak digunakan
kembali. sedangkan liner adalah lapisan ban yang digunakan untuk melapisi ban
yang sudah tipis.
PT. Putra Arezda Purnama pertama didirikan Tahun 1988, tanggal 5
Agustus 1985. Pada saat itu perusahaan masih dibangun dan dilakukan penataan
tata letak. Setelah selesai dibangun, PT. Putra Arezda Purnama bekerja sama
dengan perusahaan Malaysia bernama Guodual Malaysia tahun 1989. Pada tahun
1995 PT. Putra Arezda Purnama mengambil kontrak konsultan dan pada tahun
2001 PT. Putra Arezda Purnama menambahkan sistem ISO pada perusahaan agar
dapat melakukan pengendalian kualitas/mutu dengan cara menentukan standar
mutu produknya sebagai standar spesifikasi hasil ban vulkanisir yang baik.
PT. Putra Arezda Purnama merupakan pabrik yang terletak di jalan
Sisimangaraja Km. 10 Medan – Sumatera Utara. Perusahaan beroperasi disebuah
area dengan luas sekitar kurang lebih 3,5 Hektar yang terdiri dari beberapa
bangunan untuk mesin produksi, gudang produk, dan gudang bahan jadi di
2.2. Ruang Lingkup Bidang Usaha
PT. Putra Arezda Purnama adalah perusahaan swasta yang bergerak
dibidang pendaurulangan (vulkanisir) ban dan produksi liner ban. Pendaurulangan
ban bertujuan untuk mengolah ban lama menjadi ban baru dan layak digunakan
kembali. Di pabrik PT. Putra Arezda Purnama memproduksi lapisan ban berupa
bunga ban yang disebut dengan istilah liner. Liner merupakan bahan yang
digunakan dalam proses vulkanisir. Liner ban digunakan untuk membungkus ban
bekas yang telah licin. Proses pembungkusan ban tersebut bertujuan untuk
menghasilkan liner ban baru untuk mengganti liner ban lama yang rusak dan tipis.
Sebelum memproduksi liner ban, bahan baku yang digunakan harus di
perhatikan terlebih dahulu. Hal ini bertujuan untuk menghasilkan liner yang
sesuai dengan keinginan perusahaan. Dalam kegiatan proses operasinya, liner
yang telah dihasilkan akan diuji oleh tenaga ahli dengan suatu sistem
pengendalian mutu baik dan ketat dari pihak manajemen. PT. Putra Arezda
Purnama memasarkan hasil produksinya kepada perusahaan ban dan perusahaan
yang membutuhkan jasa vulkanisir ban tersebut.
2.3. Organisasi dan Manajemen 2.3.1. Struktur Organisasi
Suatu sistem pengorganisasian pada unit yang berbeda-beda memerlukan
struktur organisasi yang dapat mempersatukan seluruh sumber daya dengan cara
yang teratur. Dengan struktur organisasi tersebut diharapkan setiap personil yang
melaksanakan aktifitas masing-masing dengan baik dan mendukung tercapainya
sasaran perusahaan dengan efektif dan efisien. Struktur organisasi
menggambarkan hubungan kerjasama antara dua orang atau lebih dengan tugas
yang berkaitan satu dengan yang lain untuk mencapai tujuan tertentu yang
diharapkan oleh semua pihak yang terkait didalamnya.
Struktur organisasi dari PT. Putra Arezda Purnama berbentuk struktur
organisasi lini dan fungsional. Bentuk atau hubungan lini ditunjukkan dengan
adanya spesialisasi atau pembagian tugas setiap unit organisasi (departemen)
sehingga pelimpahan wewenang dari pimpinan dalam bidang pekerjaan tertentu
dapat langsung dilimpahkan kepada departemen yang menangani pekerjaan
tersebut. Yang termasuk dalam hubungan lini ini adalah production manager dan
factory manager. Hubungan masing – masing departemen tersebut terbagi atas
beberapa seksi yang memiliki tugas dan tanggung jawab yang berbeda sesuai
dengan fungsi masing – masing unit dalam organisasi
Struktur organisasi PT. Putra Arezda Purnama dapat dilihat pada Gambar 2.1.
2.3.2. Pembagian Tugas dan Tanggung Jawab
Tugas dan tanggung jawab antara atasan dan bawahan, dapat diketahui
dari struktur organisasi. Dimana dalam struktur digambarkan hubungan antara
atasan dan bawahan, baik hubungan secara langsung maupun hubungan yang
tidak langsung. Wewenang dan tanggung jawab untuk masing-masing jabatan
2.3.3. Jumlah Tenaga Kerja dan Jam Kerja
Tenaga kerja di PT. Putra Arezda Purnama berjumlah 225 orang. Perincian
jumlah tenaga kerja di PT. Putra Arezda Purnama dapat dilihat pada Tabel 2.1
Tabel 2.1. Rincian Tenaga Kerja PT. Putra Arezda Purnama
No Departemen Total
1 Direktur utama and manager 8
2 Finance and Accounting 17
3 Inspection 22
4 Mechanical 15
5 Personel and administration 47
6 Production 86
7 Quality Control 16
8 Security and Safety 16
9 Gudang 18
10 Logistik 10
Total 225
Sumber : PT. Putra Arezda Purnama
Jam kerja di perusahaan dibagi berdasarkan beberapa bagian, antara lain:
1. Bagian Administrasi
Terdiri dari 1 shift kerja
Senin – Jumat : Pukul 08.00 WIB – 12.00 WIB = waktu kerja
Pukul 12.00 WIB – 13.00 WIB = waktu istirahat
Pukul 13.00 WIB – 17.00 WIB = waktu kerja
2. Bagian Produksi
Jadwal kerja bagian produksi adalah senin sampai dengan sabtu, terbagi atas 3
shift, yaitu:
Shift I : Pukul 08.30 WIB – 12.00 WIB = waktu kerja
Pukul 12.00 WIB – 13.00 WIB = waktu istirahat
Pukul 13.00 WIB – 16.00 WIB = waktu kerja
Shift II : Pukul 16.00 WIB – 20.00 WIB = waktu kerja
Pukul 20.00 WIB – 21.00 WIB = waktu istirahat
Pukul 21.00 WIB – 24.00 WIB = waktu kerja
Shift III : Pukul 00.00 WIB – 04.00 WIB = waktu kerja
Pukul 04.00 WIB – 05.00 WIB = waktu istirahat
Pukul 05.00 WIB – 08.00 WIB = waktu kerja
3. Satpam
Jadwal kerja untuk bagian keamanan adalah senin – minggu, dibagi atas 2
shift, yaitu :
Shift I : Pukul 07.00 WIB – 19.00 WIB
Shift II : Pukul 19.00 WIB – 07.00 WIB
2.4. Proses Pengolahan 2.4.1. Bahan yang Digunakan 2.4.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi
besar dalam produk dibandingkan dengan bahan-bahan lainnya. Kualitas bahan
baku yang digunakan sangat menentukan kualitas produk yang dihasilkan. Bahan
baku dalam pembuatan liner yaitu chusion gum. Chusion gum merupakan bahan
latex karet yang telah diproses terlebih dahulu sesuai ketentuan.
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang ikut dalam proses produksi, dan
merupakan bagian dalam produk yang dihasilkan. Bahan tambahan yaitu larutan
alkali yang berfungsi sebagai bahan yang digunakan untuk menetralisir keasaman
liner.
2.4.1.3.Bahan Penolong
Bahan Penolong adalah bahan yang digunakan dalam proses produksi
tetapi tidak terdapat dalam produk akhir. Bahan ini secara tidak langsung
mempengaruhi kualitas produk yang dihasilkan. Adapun bahan-bahan penolong
yang digunakan oleh PT. Putra Arezda Purnama antara lain:
- hexan (SBP) merupakan bahan kimia yang digunakan sebagai campuran
bahan baku. Ketentuan pencampuran bahan dengan komposisi 1 kg
chusion gum dapat dicampur dengan 200 ml hexan.
- Air (H2O) merupakan bahan yang digunakan sebagai campuran bahan
baku serta bahan yang digunakan dalam pencucian cetakan liner.
- HNO3 digunakan untuk mencuci cetakan liner dari kotoran-kotoran yang
2.4.2. Uraian Proses
Proses pembuatan sarung tangan di PT. Putra Arezda Purnama terdiri dari
beberapa tahapan, antara lain:
1. Proses pencampuran (Compounding)
2. Proses pencetakan liner
3. Proses Finishing
2.4.2.1. Proses Pencampuran (Compounding)
Pada tahap ini dilakukan proses pencampuran bahan baku dengan bahan
tambahan. Bahan baku berupa chusion gum diletakkan ke dalam mesin mixer dan
diaduk dengan bahan tambahan yaitu SBP (hexan) dan air. Ketentuan
pencampuran bahan dengan komposisi 1 kg chusion gum dapat dicampur dengan
200 ml hexan. Proses pengadukan berlangsung selama ± 8 jam sehingga bahan
dapat tercampur dengan merata. Hasil pencampuran diambil dan kemudian
dilanjutkan pada proses pencetakan liner.
2.4.2.2. Proses Pencetakan liner
Pembuatan liner pada PT. Putra Arezda Purnama terdiri dari beberapa
tahap dimana pada setiap tahap cetakan dipindahkan dengan menggunakan
conveyor mengikuti aliran yang telah ditentukan. Tahap-tahap pencetakan liner,
1. Acid Washing
Cetakan liner dicelupkan ke tangki yang berisi larutan acid HNO3 untuk
mencuci cetakan dari kotoran-kotoran. Suhu pada tangki sekitar 50-700C.
2. Alkali Washing
Cetakan selanjutnya dibersihkan dengan cara mencelupkan pada bak yang
berisi larutan alkali untuk mentralisir keasaman Nitric Acid.
3. Rinsing
Cetakan dibersihkan dengan mencelupkannya ke dalam air bersih untuk
membersihkan cetakan dari larutan kimia pada proses sebelumnya. Derajat
keasaman (pH) air pada rinsing tank harus tetap pada skala 7, dan dijaga
kebersihannya.
4. Drying I
Proses ini dilakukan dengan menggunakan Coagulant Oven. Fungsi
Coagulant Oven adalah sebagai pengering bahan kimia yang terdapat pada
cetakan setelah dicelupkan ke dalam Coagulant Tank. Suhu standar pada
Coagulant Oven adalah 100 - 1400C selama ± 30 menit.
5. Curing
Proses curing adalah proses pemasakan / pencetakan bunga ban dengan mesin
curing press. Pencetakan bunga ban liner berlangsung dengan temperatur
sekitar 200 – 250 0 C.
6. Leaching
Proses leaching adalah proses pencucian liner dengan menggunakan air.
7. Drying II
Liner yang telah berbentuk bunga dikeringkan kembali dengan menggunakan
oven pada suhu sekitar 100 - 1500C. Pengeringan berlangsung selama ± 30
menit.
2.4.2.3. Proses Finishing
Setelah liner dikeringkan dengan oven selanjutnya liner dimasukkan ke
dalam keranjang. Maka proses selanjutnya adalah proses finishing, adapun proses
finishing yang terdiri dari :
1. Inspection
Pemeriksaan kualitas liner dilakukan pada bagian inspeksi diatur oleh bagian
Quality Control untuk melihat dan menguji mutunya. Pemeriksaan ini
dilakukan dengan menggunakan pengukuran terhadap liner. Tujuannya agar
mengetahui apakah liner yang telah dihasilkan sesuai dengan permintaan
perusahaan.
2. Proses Penyimpanan
liner yang telah dinyatakan oleh bagian Quality Control dengan mutu yang
bagus selanjutnya dimasukkan ke dalam kotak penyimpanan dan disimpan ke
dalam ruangan tempat penyimpanan.
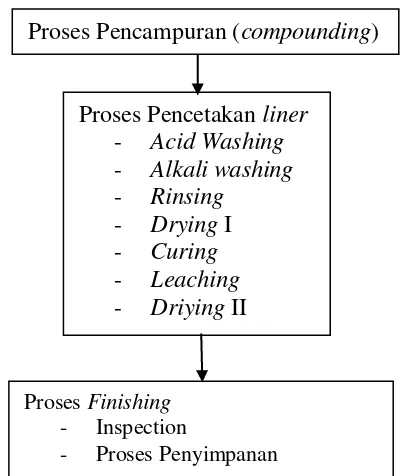
Gambar 2.2. Blok diagram pembuatan liner
Proses Pencetakan liner - Acid Washing - Alkali washing - Rinsing
- Drying I
- Curing
- Leaching - Driying II
Proses Finishing
- Inspection
- Proses Penyimpanan
BAB III
LANDASAN TEORI
3.1. Konsep Kualitas
Kualitas produk dapat diartikan sebagai produk atau jasa yang dapat
memenuhi harapan pelanggan. Harapan ini didasarkan pada kepuasan akan
kebutuhan pelanggan dan harga atau nilai jual produk. Kualitas dapat
didefenisikan sebagai keseluruhan segi, keistimewaan dan karakteristik sebuah
produk atau jasa layanan yang memberikan kepuasan terhadap kebutuhan
pelanggan. Kebutuhan ini meliputi harga, keamanan, kemampuan, ketahanan,
keandalan, kemudahan penggunaan dan lain sebagainya. Harga lebih mudah
diartikan kepada nilai rupiah produk itu sendiri. Sementara kebutuhan yang lain
didefinisikan dengan menerjemahkan karakteristik itu oleh perusahaan penghasil
produk ke dalam spesifikasi-spesifikasi yang ditetapkan. Kualitas juga merupakan
kesesuaian spesifikasi, dan tingkat kesesuaian merupakan pengukur kualitas. Jika
spesifikasi tidak memuaskan kebutuhan pelanggan, spesifikasi-spesifikasi tersebut
harus dirubah1
Sedangkan menurut Eugene L. Grant kualitas memiliki empat arti yang
berbeda secara teknik .
2
1
Besterfield D.H., Quality Control, 2th Edition, Prentice-Hall International, Inc., New Jersey, 1998, hal. 1.
2
Grant E. L., and Leavenworth R. S., International Edition Statistical Quality Control, 7th Edition, Mc Graw-Hill, United States of America, 1996, hal. 4.
. Arti yang pertama murni bersifat deskriptif. Lebih
menggambarkan beberapa karakteristik dari barang atau jasa. Pada pengertian ini
memberitahukan fakta-fakta yang dapat diukur. Sedangkan tiga arti lainnya
mengandung tingkat kepuasan dalam perancangan, spesifikasi dan produksi atau
penerapan.
Adapun pendapat dari beberapa ahli mendefinisikan kualitas adalah sebagai
berikut3
Dari beberapa definisi diatas, dapat dikatakan secara garis besar bahwa
kualitas adalah keseluruhan ciri atau karakteristik produk atau jasa dalam
tujuaanya untuk memenuhi kebutuhan dan harapan pelanggan. Pelanggan yang :
Juran (1962), “kualitas adalah kesesuaian dengan tujuan atau manfaatnya.”
Crosby (1979), “kualitas adalah kesesuaian dengan kebutuhan yang meliputi
availability, delivery, realibility, maintainability, dan costefffectivenes.”
Deming (1982), “kualitas harus bertujuan memenuhi kebutuhan pelanggan
sekarang dan di masa mendatang.”
Feigenbaum (1991), “kualitas merupakan keseluruhan karakteristik produk dan
jasa yang meliputi marketing, engineering, manufacture, dan maintanance,
dalam mana produk dan jasa tersebut dalam pemakaiannya sesuai dengan
kebutuhan dan harapan pelanggan.”
Perbendaharaan istilah ISO 8402 dan dari Standar Nasional (SNI 19-8402-1991),
“kualitas adalah keseluruhan ciri dan karakteristik produk atau jasa yang
kemampuannya dapat memuaskan kebutuhan, baik yang dinyatakan secara
tegas maupun tersamar. Istilah kebutuhan diartikan sebagai spesifikasi yang
tercantum dalam kontrak maupun kriteria-kriteria yang harus didefenisikan.
3
dimaksud di sini bukan pelanggan atau konsumen yang hanya datang sekali untuk
mencoba dan tidak pernah kembali lagi, melainkan mereka yang datang
berulang-ulang untuk membeli dan membeli 4
Pengendalian Proses Statistik (Statistical Process Control) merupakan
teknik penyelesaian masalah yang digunakan sebagai pemonitor, pengendali,
penganalisis, pengelola, dan memperbaiki proses dengan menggunakan
metode-metode statistik. Filosofi pada konsep pengendalian kualitas proses statistik atau
yang lebih dikenal dengan pengendalian proses statistik (Statistical Process
Control) adalah output pada proses atau pelayanan dapat dikemukakan ke dalam
pengendalian statistik melalui alat-alat manajeman dan tindakan perancangan .
3.2. Pengendalian Proses Statistik
5
Sementara itu, untuk menentukan apakah proses berada dalam pengendalian,
pengendalian proses statistik menggunakan alat yang disebut peta pengendali
(control chart) yang merupakan gambar sederhana dengan tiga garis. Dimana
garis tengah yang disebut garis pusat (center line) merupakan target nilai pada .
Sasaran pengendalian proses statistik terutama adalah mengadakan
pengurangan terhadap variasi atau kesalahan-kesalahan proses. Selain itu, tujuan
utama dalam pengendalian proses statistik adalah mendeteksi adanya sebab
khusus (assignable cause atau special cause) dalam variasi atau kesalahan proses
melalui analisis data dari masa lalu maupun masa mendatang.
4
Dorothea Wahyu Ariani., Pengendalian Kualitas Statistik, Andi, Yogyakarta, 2003, hal 5. 5
beberapa kasus, dan kedua garis lainnya merupakan batas kendali pengendali atas
dan batas pengendali bawah.
3.2.1. Control Chart
Pada dasarnya control chart digunakan untuk6
- Memonitor proses secara kontinu sepanjang proses berjalan :
- Untuk mencapai suatu keadaan terkendali secara statistik, dimana semua nilai
rata-rata dan range dari sebuah sub grup sampel berada dalam batas-batas
pengendalian, sehingga variasi penyebab khusus tidak ada lagi dalam proses.
- Memonitor kemampuan proses (process capability) dengan cara menentukan
indeks capability dengan batas-batas kendali yang sudah dalam pengendalian.
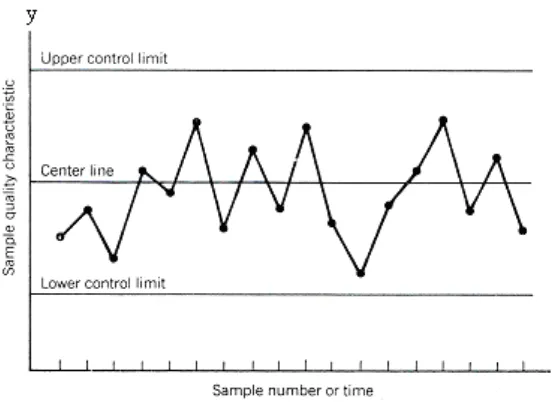
Penggunaan peta kendali selalu memiliki ketiga unsur berikut7
- Garis tengah (central line) yaitu rata-rata dari semua sampel yang diteliti. :
- Upper Control Limit (UCL) yaitu suatu batas kendali yang berada di atas
garis tengah.
- Lower Control Limit (LCL) yaitu batas kendali yang berada di bawah garis
tengah.
Secara umum control chart dapat dilihat pada Gambar 3.1.
6
Banks, J., Principles of Quality Control, John Wiley & Sons, Inc., Canada, 1987, hal. 135. 7
Gambar 3.1. Control Chart
Peta kendali dapat dibagi atas dua tipe umum, yaitu8
1. Peta kendali atribut (sifat), digunakan apabila karakteristik mutu tidak dapat
dinyatakan secara numerik. Peta kendali atribut dapat dibagi atas : :
a. Peta kendali p yaitu peta kendali bagian yang ditolak (fraction
nonconforming). Berhubungan dengan bagian produk yang tak sesuai atau
cacat yang dihasilkan oleh suatu proses dan dinamakan peta kendali untuk
bagian yang ditolak.
b. Peta kendali c yaitu peta kendali jumlah ketidasesuaian (number of
nonconformities). Peta ini dirancang untuk mempelajari banyaknya cacat
atau ketidaksesuaian yang diamati dari bagian tak sesuai.
c. Peta kendali u yaitu peta kendali untuk ketidaksesuaian per unit (number
of nonconformities per unit).
8
[image:38.595.167.447.110.312.2]d. Peta kendali np yaitu peta kendali jumlah bagian yang ditolak (number of
nonconforming items).
2. Peta kendali variabel, digunakan apabila karakteristik mutu dapat diulur dan
dinyatakan dalam bilangan. Peta kendali variabel dapat dibagi atas :
a. Peta kendali X dan R
Pengendali rata-rata (X ) proses tingkat kualitas biasanya dengan peta
kendali X . Variabilitas atau pemencaran proses dapat dikendalikan
dengan peta kendali atau rentang yang disebut peta R.
b. Peta kendali X dan s
Perbandingan rata-rata (X ) dengan data awal dikendalikan dengan peta s.
c. Peta kendali mX , mR
Perhitungan rata-rata dan range secara berkelompok digunakan peta
kendali mX , mR.
d. Peta kendali X , mR merupakan peta kendali yang bersifat individual,
dengan ukuran sampel yang digunakan adalah n = 1. Digunakan apabila
data bersifat individual.
Untuk mengendalikan mutu pada perusahaan ini, penulis menggunakan peta
kendali untuk variabel, yaitu peta X dan R, karena karakteristik mutu yang
3.2.2. Peta Kendali X dan R
Peta kendali X dan R merupakan peta kendali untuk variabel. Peta kendali
X dan R dapat digunakan dengan efektif pada pengendalian proses. Peta X
memeriksa variasi dari rata-rata beberapa sampel sedangkan peta R memeriksa
variasi dari range sampelnya.
Peta kendali ini dapat memberikan tiga macam informasi yang semuanya
diperlukan untuk menentukan tindakan selanjutnya. Ketiga informasi itu adalah :
a. Keragaman dasar dari karakteristik mutu.
b. Kekonsistenan penampilan (performance).
c. Tingkat rata-rata dari karakteristik mutu.
Langkah-langkah penggunaan peta kendali X dan R adalah9
a. Persiapan keputusan-keputusan bagi peta kendali
:
- Menetapkan tujuan dari penggunaan peta kendali
- Memilih variabel
- Menetapkan dasar pembuatan subgrup
- Menetapkan ukuran dan frekuensi subgrup-subgrup
- Menyiapkan formulir lembaran data
- Menentukan metode pengukuran
b. Memulai penggunaan peta kendali
- Membuat pengukuran-pengukuran
- Mencatat hasil pengukuran dan data lain yang berhubungan
9
- Menghitung rata-rata X untuk setiap subgrup :
g X X
g
1 i
i
∑
=
=
Keterangan :
X = rata-rata dari nilai rata-rata subgrup
i
X = nilai rata-rata subgrup ke-i
g = jumlah subgrup
- Menghitung rentang (R) untuk setiap subgrup
R = data max – data min
- Memplot peta X
- Memplot peta R
c. Menentukan batas-batas kendali peta X dan R10
- Menghitung batas kendali peta X
UCLX = X+3σX LCLX = X−3σX
- Menghitung batas kendali peta R
UCLR = R + 3σR
2 3 R
d R d
σ =
LCLR = R - 3σR
10
Dengan menggunakan aturan batas 3-sigma rumus batas kendali peta X di
atas dapat disederhanakan dengan menggunakan R dan faktor A2 untuk
menggantikan 3σX11
n
σ
.
σx = ,
2
d R
σ = dan karena
n d
3 A
2
2 = maka didapat :
R n d 3 n 3σ 3σ 2
X = = , sehingga :
UCLx = X + A2R
LCLx = X – A2R
Dan untuk batas kendali peta R , turunan D4 dan D3 didapat dari substitusi :
R
3σ σ
d = dan
2
d R
σ = , sehingga didapat :
R d d 3 R 3σ R 2 3
R = +
+ R
d d 3 R 3σ R 2 3
R = −
−
= R d 3d 1 2 3
+ = R
d 3d 1 2 3 −
= D4R = D4R
Penggunaan peta X dan R secara bersama-sama dapat dilakukan tanpa
menggunakan standar deviasi populasi, tetapi dengan menggunakan faktor-faktor
yang terdapat dalam tabel faktor untuk perhitungan garis pusat dan batas kontrol
3σ untuk peta X , s, dan R. Sehingga rumus batas kontrol atas dan batas kontrol
bawah untuk peta disederhanakan menjadi :
11
UCLx = X + A2R UCLR = D4R
LCLx = X – A2R LCLR = D3R
Keterangan :
σx = standard deviasi dari rata-rata subgrup rata-rata
σR = standard deviasi dari rata-rata subgrup range
Nilai A2, D4, danD3 diperoleh dari tabel faktor untuk perhitungan garis pusat
dan batas kontrol 3σ untuk peta X , s, dan R12
X
.
3.2.3. Revisi Peta Kendali dan R
Jika terdapat data yang di luar batas kendali, maka dilakukan revisi terhadap
peta kendali tersebut, dengan cara membuang data yang di luar kendali dan
menghitung kembali batas-batas kendali.
Data yang berada di luar batas pengendalian merupakan jenis data yang
tidak normal yang disebabkan oleh jenis variasi penyebab khusus (variasi tidak
alami)13
X .
Harga dan R yang baru adalah :
d g 1 i d i g g X X new X − −
=
∑
= dand g 1 i d i g g R R new R − − =
∑
− 12Besterfield D.H., Quality Control, 5th Edition, Prentice-Hall International, Inc., New Jersey, 1998, hal. 122.
13
Keterangan :
d
X : jumlah rata-rata subgroup yang ditolak
Rd : jumlah range subgroup yang ditolak
gd : jumlah subgroup yang ditolak
Sedangkan untuk perhitungan batas kendali digunakan nilai :
0
X = X new dan R0 =Rnew dengan
2 0 0
d R
σ =
UCLx = X + A0 σ0 UCLR = D2σ0
LCLx = X - A0 σ0 LCLR = D1σ0
3.2.4. Variasi Dalam Proses
Variasi adalah ketidakseragaman dalam proses operasional sehingga
menimbulkan perbedaan dalam kualitas produk (barang atau jasa) yang
dihasilkan. Pada dasarnya dikenal dua sumber atau penyebab timbulnya variasi,
yaitu14
Adalah kejadian-kejadian di luar sistem manajemen kualitas yang
mempengaruhi variasi dalam sistem itu. Penyebab khusus dapat bersumber
dari faktor manusia, mesin dan peralatan, material, lingkungan, metode kerja
dan lain-lain. Penyebab khusus ini mengambil pola-pola non acak (non :
1. Variasi Penyebab Khusus (Special-Causes Variation)
14
random patterns) sehingga dapat diidentifikasi/ditemukan, sebab variasi ini
tidak selalu aktif dalam proses tetapi memiliki pengaruh yang lebih kuat pada
proses, sehingga hal inilah yang menyebabkan variasi. Dalam konteks analisa
data menggunakan peta-peta kontrol, jenis variasi ini sering ditandai dengan
titik-titik pengamatan yang melewati atau keluar dari batas-batas pengendalian
yang didefenisikan.
2. Variasi Penyebab Umum (Common-Causes Variation)
Adalah faktor-faktor didalam sistem manajemen kualitas atau yang melekat di
dalam proses yang menyebabkan timbulnya variasi dalam sistem itu beserta
hasil-hasilnya. Penyebab umum sering disebut juga sebagai penyebab acak
(random causes) atau penyebab sistem (system causes). Karena penyebab
umum ini selalu melekat pada sistem manajemen kualitas, untuk
menghilangkannya harus ditelusuri elemen-elemen dalam sistem itu dan
hanya pihak manajemen yang dapat memperbaikinya, karena pihak
manajemen yang mengendalikan sistem manajemen kualitas itu. Dalam
konteks analisa data dengan menggunakan peta-peta kontrol, jenis variasi ini
sering ditandai dengan titik-titik pengamatan yang berada dalam batas-batas
pengendalian yang didefenisikan.
Suatu proses yang hanya mempunyai variasi penyebab umum yang
mempengaruhi produk atau outcomes merupakan proses yang stabil karena
penyebab sistem yang mempengaruhi variasi biasanya relatif stabil sepanjang
waktu. Variasi penyebab umum dapat diperkirakan dalam batas-batas
apabila variasi penyebab khusus terjadi dalam proses, proses itu akan menjadi
tidak stabil. Upaya-upaya menghilangkan variasi penyebab khusus akan
membawa proses ke dalam pengendalian proses menggunakan peta-peta kontrol
statistikal.
Penentuan karakteristik mutu dapat dilihat pada skema pemecahan masalah
dengan peta kendali pada Gambar 2.2. Terdapat dua macam keadaan dari peta
kendali, yaitu data yang diluar batas kendali hasil perhitungan dan batas kendali
spesifikasi yang telah ditetapkan.
Peta kontrol juga dapat digunakan untuk membentuk parameter proses
produksi dan informasi ini dapat digunakan untuk menentukan process capability.
3.3. Process Capability
Process capability ditentukan dari tingkat variasi yang terjadi dalam proses
yang disebabkan oleh penyebab umum15
15
DoD Handbook., Approve for public release, MIL-STD 1916, United States of America, 10 Februari 1999, hal. 25.
. Semakin besar variabilitas semakin
rendah kemampuan untuk reproduksi. Dalam istilah non kuantitatif, definisi
kemampuan proses adalah sebagai berikut : “Kemampuan proses adalah
variabilitas bawaan dari produk yang diperoleh dari suatu proses”.
Oleh karena itu melalui process capability dapat dilihat variabilitas atau
tingkat keseragaman dalam karakteristik proses yang telah ditetapkan dalam
ukuran indeks dan sejauh mana proses mampu (capable) dalam memproduksi dari
diijinkan. Dalam hal ini, pihak manajemen memiliki kewajiban untuk memastikan
bahwa proses yang dilakukan mampu memenuhi spesifikasi sehingga bisa
dikatakan sebagai proses yang stabil. Suatu proses dapat stabil dan diramalkan,
seperti yang ditunjukkan control chart, tapi juga dapat menghasilkan buangan,
karena proses yang sangat beragam tidak akan mampu mencapai tujuan mutu
produk. Skema dari pemecahan masalah dengan menggunakan peta batas kendali
dapat dilihat pada Gambar 3.2.
Batas Kendali
In Control
Tidak Ya
Dalam batas spesifikasi Dalam batas spesifikasi
Hilangkan penyebab
khusus - Hilangkan penyebab khusus- Telusuri penyebab umum
Proses Baik Ganti spesifikasi atau pemeriksaan 100%
[image:47.595.118.497.310.494.2]Ya Tidak Ya Tidak
Gambar 3.2 Skema Pemecahan Masalah dengan Menggunakan Peta Batas Kendali
Dampak dari variabilitas yang berlebihan semacam ini dapat ditunjukkan
secara grafis pada Gambar 3.3 yang memiliki batas spesifikasi dan nilai sasaran
yang sama. Perbedaan terlihat dari variabilitas proses dan hasil-hasilnya ditinjau
dari kesesuaian dengan spesifikasi produk. Keadaan pertama menunjukkan
kondisi yang ideal dimana prosesnya mampu menangani toleransi dan pusat
histogram merupakan titik tengah toleransi. Keadaan kedua menunjukkan proses
mengakibatkan dihasilkannya produk dengan ukuran berlebih dalam persentase
besar. Keadaan ketiga menunjukkan proses yang berada tepat di tengah tapi
menghasilkan cacat baik di atas spesifikasi maupun di bawah spesifikasi.
USL LSL
(2)
USL LSL
[image:48.595.143.494.253.659.2](3)
Ukuran dari proses capability disebut capability index, yaitu Cp dan Cpk.
Capability Index suatu proses adalah perbandingan variasi proses terhadap
spesifakasi yang telah ditentukan. Nilai capability index minimum untuk
distribusi normal adalah satu. Perlu diketahui, nilai Cp tidak mengindikasikan
bahwa suatu proses telah benar-benar sesuai dengan spesifikasi yang telah
ditentukan terhadap proses, tetapi hanya merupakan hasil perhitungan dari proses
statistical control. Nilai yang menentukan bahwa proses telah sesuai atau tidak
terhadap karakteristik proses adalah nilai dari Cpk (performance index), dimana
nilai minimum dari Cpk yang dianjurkan adalah 1,00. Kedua nilai ini harus
dilakukan secara bersama, untuk menghasilkan standar proses yang diinginkan.
Berikut adalah merupakan analisa hubungan antara nilai Cp dan Cpk16
- Nilai Cp = Cpk ketika proses terpusat (process centered).
:
- Nilai Cpk hampir mendekati atau sama dengan nilai Cp.
- Nilai Cpk = 1, maka disimpulkan bahwa proses menghasilkan produk
dengan spesifikasi yang tepat pada batas-batas penerimaan.
- Nilai Cpk < 1, mengindikasikan produk tidak sesuai dengan spesifikasi.
- Nilai Cp < 1, mengindikasikan proses tidak capable.
- Nilai Cpk = 0, mengindikasikan rata-rata sama dengan batas spesifikasi.
- Nilai Cpk < 0, menyatakan rata-rata spesifikasi yang keluar.
Secara jelasnya dapat dilihat melalui Gambar 3.4.
16
[image:50.595.136.483.116.604.2]
Gambar 3.4 Nilai Cp dan Cpk
Proses capability sama dengan 6σ0 , bila proses dalam statistical control.
Process capability dapat ditentukan dengan menggunakan peta X dan R ataupun
dengan metode cepat (dengan asumsi proses dalam statistical control), yaitu dari
a. Dari Standar Deviasi
Process Capability = 6σ0 , dimana
4 0
C s
σ =
b. Dari Range
Process Capability = 6σ0 , dimana
2 0 d R σ = 0 p 6σ LSL USL
C = −
0 pl
3σ LSL X
C = −
0 pu
3σ X USL
C = −
Cpk = min [Cpu:Cpl]
(
) (
)
{
}
3σ LSL X or X USL MinCpk = − −
3.4. Acceptance Sampling Plans (Rencana Sampling Penerimaan) Melakukan rencana sampling penerimaan tidak terlepas dari cara pemilihan sampel yang representatif, sehingga dapat memberi gambaran yang tepat tentang
karakteristik populasi yang diselidiki. Rencana sampling menunjukkan ukuran
sampel dan cacat yang diijinkan dalam sampel untuk menentukan apakah suatu
populasi diterima atau tidak. Didalam rencana sampling secara statistik
memerlukan pertimbangan terhadap resiko produsen (α), yaitu penolakan
terhadap suatu lot yang baik. Dan resiko konsumen (β), yaitu penerimaan
terhadap lot yang jelek.
Dalam penelitian ini, jenis sampel yang digunakan adalah simple random.
mempunyai probabilitas yang sama untuk dipilih. Pemilihan sampel yang bersifat
random akan memberikan hasil yang memuaskan bila populasi dari sampel
tersebut adalah yang homogen.
Secara umum simple random dapat dilakukan dengan dua cara, yaitu :
dengan tabel random dan dengan cara undi. Simple random dengan cara undi
dapat dilakukan dengan penomoran setiap unit populasinya. Biasanya ini
dilakukan untuk penelitian dengan menggunakan kuisioner. Sedangkan untuk
kondisi dalam pabrik, penomoran tidak dapat dilakukan karena jumlah populasi
yang biasanya besar dan dapat mempengaruhi mutu produk. Jadi cara undi
dilakukan langsung tanpa melihat sampel yang akan diambil.
Pemeriksaan bahan baku, produk setengah jadi atau produk jadi adalah
salah satu bagian yang paling penting dalam jaminan mutu. Apabila pemeriksaan
bertujuan untuk penerimaan atau penolakan suatu produk, berdasarkan
kesesuaiannya dengan standard, jenis prosedur pemeriksaan yang digunakan
dinamakan sampling penerimaan (acceptance sampling). Perencanaan sampling
merupakan salah satu teknik dari tiga teknik untuk menentukan langkah apakah
suatu produk diterima atau ditolak. Ketiga teknik itu adalah :
- Menerima lot produk tanpa pemeriksaan
- Melakukan pemeriksaan 100%
- Melakukan sampling penerimaan
Keunggulan dari sampling penerimaan adalah17
- Dapat menggunakan metoda statistik
:
17
- Lebih mudah karena pemeriksaan lebih sedikit
- Lebih sedikit penanganan terhadap produk, jadi kerusakan akibat pemeriksaan
berkurang
- Lebih sedikit personil yang terlibat dalam aktivitas pemeriksaan
- Penolakan seluruh lot dibandingkan dengan pengembalian beberapa produk
yang rusak memberikan motivasi yang lebih kuat bagi produsen untuk
meningkatkan mutu.
Kekurangan dalam penerimaan sampling adalah :
- Beresiko menerima kotak yang jelek dan menolak yang baik
- Biasanya lebih sedikit informasi tentang produk atau tentang proses yang
menghasilkan produk yang ditimbulkan dibandingkan pemeriksaan 100%
- Memerlukan perencanaan dan dokumentasi tentang prosedur sampling
pemeriksaan
3.5. Metode Perencanaan Sampling Penerimaan
Metode perencanaan sampling penerimaan yang dibahas pada penelitian ini
adalah metode penerimaan sampling alternatif (alternative acceptence sampling
methode) atau disebut sebagai MIL-STD 1916 yang dikeluarkan pada 1 April
1996 oleh Departemen Pertahanan Amerika Serikat yang digunakan sebagai
standar metode penerimaan produk (methods for acceptance product).
MIL-STD 1916 adalah singkatan dari Military Standard 1916 yang
merupakan salah satu dari teknik untuk rencana sampel penerimaan yang terdiri
batch yang bersifat variabel atau atribut. Perlu diketahui bahwa kedua sifat sampel
tersebut dapat dipilih salah satunya sesuai dengan penelitian yang dilakukan dan
disesuaikan dengan produk yang dihasilkan.
Tujuan dari standar ini adalah untuk membantu sebuah perusahaan yang
menghasilkan barang maupun jasa dalam menghasilkan proses yang efisien dan
efektif yang sesuai dengan prosedur yang berlaku dengan menggunakan alat
perencanaan sampling ini.
Perencanaan sampling ini bisa digunakan sebagai perencanaan kualitas
dalam bagian-bagian sistem produksi seperti18
a. Produk akhir (end item)
:
b. Bahan baku (raw material)
c. Operasi dan servis (operation and service)
d. Bahan-bahan dalam proses (material in process)
e. Persediaan (supplies in storage)
f. Sistem perawatan (maintanance system)
g. Perencanaan data (data and records)
h. Prosedur administratif (administrative procedures)
Pada standar ini sistem penerimaan sampling tidak lagi menggunakan sistem
AQL (Acceptance Quality Level) tetapi lebih memfokuskan kepada spesifikasi
kualitas dari produk yang disimpulkan ke dalam ukuran-ukuran spesifikasi yang
terdapat dalam standar ini. Dalam hal ini spesifikasi kualitas produk diperoleh
dari ukuran yang telah ada sebelumnya.
18
Dalam beberapa hal, standar ini sama dengan sederetan standar
militer yang telah digunakan selama bertahun-tahun untuk penarikan sampel
berdasarkan variabel dan atribut. Beberapa pokok kesamaannya adalah prosedur
dan tabel yang telah tersedia, pemeriksaan adalah lot demi lot, digunakan untuk
pemeriksaan normal, diperketat atau diperlonggar tergantung pada keadaan bahwa
ukuran sampel sangat dipengaruhi oleh ukuran lot, terdapat beberapa taraf
pemeriksaan dan semua pola diidentifikasi oleh kode huruf ukuran sampel.
Dalam penerapan metode sampling alaternatif ini juga menggunakan
konsep Statistical Process Control (SPC) sebagai langkah untuk memperoleh
tingkat kualitas yang dibuat kedalam ukuran baku dan prosedur pelaksanaan
pemeriksaan proses. Untuk kriteria penerimaan dalam perencanaan sampling
adalah merupakan hal yang harus dipenuhi untuk menjamin bahwa sistem kualitas
yang diteliti sesusai dengan tuntutan standar ini.
Dalam menentukan proses perencanaan sampling, hal-hal yang pertama
sekali yang harus diketahui lebih dahulu adalah19
19
DoD Test Method Standard, Approve for public release, MIL-STD 1916, United States of America, 1 April 1996, hal. 10.
:
1. Verification Level
Verification Level (VL) adalah gambaran dari tingkat utilitas suatu
karakteristik dalam suatu proses. Penetuan nilai VL tergantung jenis
karakteristik yang diteliti. Jenis karakteristik dalam hal pemeriksaan dibagi
atas tiga bagian, yaitu : minor karakteristik, major karakteristik dan kritikal
a. Minor karakteristik adalah gambaran karakteristik yang menunjukkan
bahwa kurangnya usaha untuk menghindari adanya kesalahan-kesalahan
yang terjadi, baik itu pada saat produksi atau penanganan material. Tingkat
VL yang digunakan adalah mulai dari VL-I sampai VL-III, yaitu :
VL-I : digunakan apabila kondisi produksi tidak pernah mengalami
kesalahan.
VL-II : pemeriksaan dengan kondisi variasi produksi hampir tidak
pernah ada.
VL-III : pemeriksaan dengan sedikit variasi dalam produksi.
b. Major karakteristik adalah gambaran karakteristik yang harus menghindari
kesalahan produksi atau pengurangan material (material reduction) pada
saat proses lagi berjalan. Tingkat VL yang digunakan adalah mulai VL-IV
sampai VL-VI, yaitu :
VL-IV : jenis level umum yang digunakan oleh perusahaan.
VL-V : jenis level yang membutuhkan satu kali pemeriksaan dari
VL-IV.
VL-VI : jenis pemeriksaan yang digunakan apabila ada perbedaan yang
besar terhadap spesifikasi yang ditetapkan.
c. Kritikal karakteristik adalah karakteristik yang menunjukkan bahwa suatu
sistem dalam keadaan sangat berbahaya (hazardous) atau bisa dikatakan
sebagai kondisi tak terselamatkan (unsafe condition) bila dalam jangka
otomatis yang menggunakan sistem komputerisasi. Hal ini terdapat pada
kondisi suatu perusahaan yang terancam hancur/tutup (unsafe
manufacture). Verification level yang digunakan adalah VL-VII.
2. Tipe dari sampling yang diteliti (variabel)
Penggunaan perencanaan sampling variabel, atribut dan continous MIL-STD
1916 harus menggunakan prinsip sampel secara random dan khusus untuk
variabel distribusinya normal.
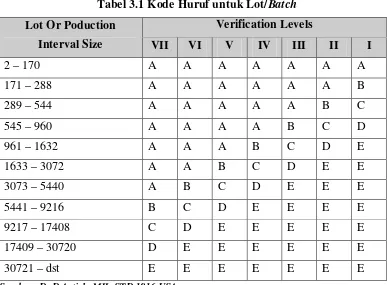
3. Penentuan kode huruf (CL) terhadap besar lot yang diperiksa.
Setelah VL dispesifikasi maka kode huruf jumlah lot/batch bisa dilihat dari
[image:57.595.115.502.443.728.2]Tabel 3.1.
Tabel 3.1 Kode Huruf untuk Lot/Batch Lot Or Poduction
Interval Size
Verification Levels
VII VI V IV III II I
2 – 170 A A A A A A A
171 – 288 A A A A A A B
289 – 544 A A A A A B C
545 – 960 A A A A B C D
961 – 1632 A A A B C D E
1633 – 3072 A A B C D E E
3073 – 5440 A B C D E E E
5441 – 9216 B C D E E E E
9217 – 17408 C D E E E E E
17409 – 30720 D E E E E E E
30721 – dst E E E E E E E
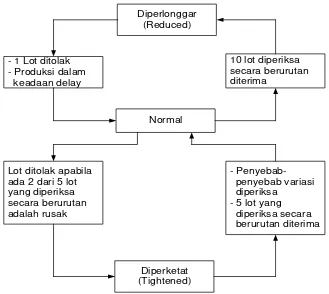
4. Tingkat pemeriksaan (normal, diperketat, diperlonggar)
Aturan tingkat pemeriksaan hanya diaplikasikan terhadap ukuran yang ada
yaitu : normal, diperketat (tightened), diperlonggar (reduced). Penggunaan
tingkat pemeriksaan dapat dilihat pada Gambar 3.5.
Diperlonggar (Reduced)
- 1 Lot ditolak - Produksi dalam keadaan delay
10 lot diperiksa secara berurutan diterima
Normal
Lot ditolak apabila ada 2 dari 5 lot yang diperiksa secara berurutan adalah rusak
- penyebab variasi diperiksa
- 5 lot yang diperiksa secara berurutan diterima
[image:58.595.147.476.233.527.2]Diperketat (Tightened)
Gambar 3.5 Aturan Pemeriksaan Terhadap Lot
3.5.1. Aturan Pengalihan Prosedur Pemeriksaan
Aturan pengalihan pemeriksaan prosedur pemeriksaan normal, ketat dan
diperlonggar adalah sebagai berikut20 :
20
1. Normal ke ketat
Dua lot tidak memenuhi kriteria penerimaan dari lima lot terakhir yang
diperiksa.
2. Ketat ke normal
- Penyebab-penyebab produk rusak yang telah ditemukan.
- Lima lot secara berurutan diterima atau sesuai dengan kriteria penerimaan.
3. Normal ke longgar
- Sepuluh lot secara berurutan diterima atau sesuai dengan kriteria
penerimaan.
- Proses produksi dalam keadaan mantap.
4. Longgar ke normal
- 1 lot ditolak.
- Proses produksi tidak teratur dan sering mengalami delay.
- Kondisi pabrikasi lainnya menjamin pemeriksaan normal untuk dilakukan
kembali.
Bagi perencanaan sampling penerimaan, pemeriksaan normal dilakukan
pada awal pemeriksaan. Pengalihan prosedur pemeriksaan dapat dilakukan sesuai
dengan kondisi yang dihadapi atau yang terjadi.
Setelah dipenuhi syarat-syarat tersebut di atas, maka diadakan perhitungan
terhadap sistem penerimaan samplin