Nusantara VII Unit Usaha Way Berulu Bandar Lampung)
Oleh
Samuel Saortua Manullang
F34102125
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Nusantara VII Unit Usaha Way Berulu Bandar Lampung)
SKRIPSI
Sebagai Salah Satu Syarat Untuk Memperoleh Gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
Samuel Saortua Manullang
F34102125
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
KAJIAN POTENSI PENERAPAN PRODUKSI
BERSIH PADA INDUSTRI
CRUMB RUBBER
(Studi Kasus : Pabrik SIR 3L/SIR 3WF PT. Perkebunan
Nusantara VII Unit Usaha Way Berulu Bandar Lampung)
SKRIPSI
Sebagai Salah Satu Syarat untuk Memperoleh Gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Dilahirkan pada tanggal 31 Januari 1984 Di Bandar Lampung
Tanggal Lulus : Disetujui,
Bogor, Agustus 2006
Saya menyatakan dengan sebenar-benarnya bahwa segala pernyataan dalam skripsi saya yang berjudul :
KAJIAN POTENSI PENERAPAN PRODUKSI BERSIH
PADA INDUSTRI CRUMB RUBBER
(
Studi Kasus : Pabrik SIR 3L/SIR 3WF PT. Perkebunan Nusantara VIIUnit Usaha Way Berulu Bandar Lampung
)
merupakan gagasan atau hasil penelitian saya sendiri, dengan arahan Dosen Pembimbing, kecuali dengan jelas ditunjukkan rujukannya. Skripsi ini belum pernah diajukan untuk memperoleh gelar atau capaian akademik lainnya pada program sejenis di perguruan tinggi lain. Semua data dan informasi yang digunakan telah dinyatakan dengan jelas dan dapat diperiksa kebenarannya.
Bogor, Agustus 2006 Yang Membuat Pernyataan
i
Nusantara VII Unit Usaha Way Berulu). Di bawah bimbingan Bapak Andes Ismayana.
RINGKASAN
Produksi bersih adalah suatu pendekatan penanganan limbah yang bersifat preventif dan terpadu, sehingga dapat mengurangi dampak negatif terhadap lingkungan melalui pengurangan jumlah limbah yang dihasilkan. Pelaksanaan strategi produksi bersih untuk mencegah terbentuknya limbah tersebut dapat dibagi menjadi tiga kelompok utama, yaitu kegiatan recycle, reduksi pada sumbernya dan modifikasi produk. Penerapan produksi bersih pada industri, diharapakan akan dapat membantu mengurangi pencemaran yang ditimbulkan selama proses produksi dan memberikan keuntungan secara ekonomi bagi industri yang bersangkutan.
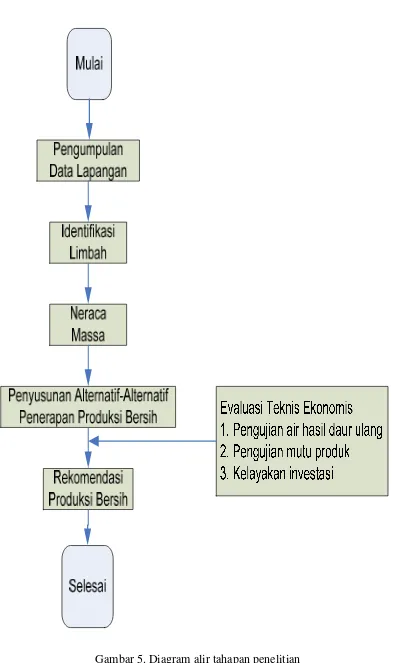
Tujuan Penelitian ini adalah untuk mempelajari dan mengkaji potensi penerapan produksi bersih pada industri crumb rubber. Tahapan yang dilakukan dalam penelitian ini meliputi pengumpulan data lapangan, pengukuran neraca massa, pengumpulan kemungkinan penerapan produksi bersih, evaluasi kelayakan teknis terhadap produk SIR 3L/SIR 3WF melalui pengujian di laboratorium dan mencoba menerapkannya di pabrik, serta melakukan analisis finansial untuk mengetahui kelayakan penerapan produksi bersih yang diusulkan.
Kemungkinan penerapan produksi bersih yang dapat dilakukan antara lain melalui tindakan good housekeeping, penggantian mesin pengering dan membuat instalasi daur ulang air pada setiap stasiun proses. Good housekeeping dengan menghentikan aliran air saat tidak digunakan, akan menghemat penggunaan sumber daya air sebanyak 10.291,5 kg/hari dan memberikan keuntungan secara ekonomi sebesar Rp. 4.787.015,04/tahun. Good housekeeping melalui pemasangan talang akan mencegah terjadinya kebocoran air sebanyak 9.381,363 kg/hari dan terbuangnya limbah berupa campuran latek homogen sebanyak 178,716 kg/hari. Pemasangan talang tersebut memberikan keuntungan secara ekonomi sebesar Rp. 181.621.459,9 per tahun. Penggantian mesin pengering lama dengan mesin pengering baru akan memberikan penghematan sebanyak 26,8 l solar/ton karet kering dan memberikan keuntungan secara ekonomi sebesar Rp. 634.047.264/tahun. Investasi penggantian mesin penegring ini layak untuk diterapkan, karena memiliki nilai NPV positif, IRR sebesar 19,271 persen, dan B/C ratio sebesar 1.1814.
ii
Perkebunan Nusantara VII, Way Berulu Unit). Under guidance of Mr. Andes Ismayana.
SUMMARY
Cleaner Production is an approach to solve industrial waste problem which has preventive and integrated action, so that it can reduce the negative impacts from industrial waste towards environment by reducing the amount of waste products. Implementation of cleaner production strategy can be classified into three groups. They are recycling process, resource reduction, and product modification. This implementation should help the industry to reduce its waste pollution during production. Consequently, this reduction will give financial benefit for the industry.
The purpose of this research is to study the effectiveness of implementation of cleaner production in crumb rubber industry. Methodology used in this research comprises six stages. They are collecting data field, measuring mass balance, and collecting potencies of net production implementation, evaluating technical properness of SIR 3L or SIR 3WF thought laboratory test and trial implementation in the plant, and analyzing financial statement to study the effectiveness of net production implementation which has been proposed before.
Feasible possibilities of cleaner production that can be implemented in the industry are good housekeeping action, dryer machine replacement, and water-recycle installation set-up in every process station. Good housekeeping can be implemented by stopping water faucet when it is not needed. This action saves water resource up to 10,291.5 kg per day and gives financial benefit as much as Rp. 4,787,015.04 per year. Good housekeeping also can be done by establishing permanent gutter which will prevent water leakage of 9,381.363 kg per day and the waste of homogeny latex as much 178.716 kg per day. The installation of permanent gutter will give financial benefit as much Rp. 181,621,459.9 per year. Replacing the old machine with new dryer machines saves energy up to 26.8 L diesel fuel per ton dry rubber and gives financial benefit as much as Rp. 634,047,264 per year. Investment on new dryer machine gives positive NPV, with IRR of 19.271 percent, and B/C ratio of 1.1814. Thus, this investment is worth.
iii
KATA PENGANTAR
Puji Syukur penulis panjatkan kepada Bapa di Sorga, karena berkat dan rahmat dan kasih-Nya penulis dapat menyelesaikan skripsi berjudul “Kajian Potensi Penerapan Produksi Bersih Pada Industri Crumb Rubber (Studi Kasus di PT. Perkebunan Nusantara VII Unit Usaha Way Berulu Bandar Lampung). Kegiatan penulisan skripsi ini merupakan salah satu persyaratan yang harus dipenuhi oleh seluruh mahasiswa Departemen Teknologi Industri Pertanian Institut Pertanian Bogor.
Skripsi ini disusun berdasarkan hasil penelitian yang dilakukan di PT. Perkebunan Nusantara VII Unit Usaha Way Berulu Bandar Lampung. Hasil penelitian ini diharapkan dapat mengkaji potensi penerapan produksi bersih yang dapat dilakukan oleh Unit Usaha Way Berulu sebagai upaya mengurangi terbentuknya limbah yang dapat memberikan dampak negatif bagi lingkungan.
Selama penulisan skripsi ini, penulis banyak mendapatkan bantuan berupa pengarahan, petunjuk pengerjaan, saran dan dorongan serta semangat. Penulis menyadari bahwa semua bantuan yang diperoleh atas berkat kepercayaan semua pihak kepada penulis. Oleh karena itu, penulis menyampaikan terima kasih yang sebesar-besarnya kepada :
1. Ir. Andes Ismayana, MT selaku dosen pembimbing yang telah bersedia membimbing dan memberikan arahan serta nasihat mulai dari penulisan proposal, penelitian hingga menyelesaikan penulisan skripsi ini.
2. Dr. Ir. Mohamad Yani, M.Eng. selaku penguji yang telah memberikan banyak masukan untuk perbaikan skripsi ini.
3. Dr. Ir. Mulyorini Rahayuningsih, MSi. selaku penguji yang telah memberikan banyak masukan untuk perbaikan skripsi ini.
4. Seluruh Dosen Pengajar dan staf TIN-IPB yang telah banyak memberikan ilmu yang berharga dan bantuan selama penulis melangsungkan perkuliahaan. 5. Kedua Orangtua penulis (Papa, Mama) dan kepada kak Orlande, kak Novi dan
iv
6. Drs. H. Yusa’ari Supadin, selaku Kepala Bagian Sumber Daya Manusia PT. Perkebunan Nusantara VII Bandar Lampung yang telah mengijinkan melakukan penelitian.
7. Ir. H. Mujitaba Naning, MBA selaku Manajer PT. Perkebunan Nusantara VII Unit Usaha Way Berulu, serta seluruh karyawan bagian pengolahan dan laboratorium yang telah memberikan masukan serta bantuan untuk penulisan skripsi ini.
8. Ir. Tanto P Utomo, MSi selaku staf pengajar Universitas Lampung yang telah memberikan masukan dan bantuan untuk penulisan skripsi ini.
9. Ir. Dadi Maspanger, MT selaku peneliti di BPTK dan Dr. Suharto Honggokusumo selaku Direktur Eksekutif Gapkindo yang telah memberikan masukan untuk penulisan skripsi ini.
10.Adriel, Jeni Eva, Putra, dan Thomas yang telah memberikan bantuan dan dukungan untuk penulisan skripsi ini. Terima kasih untuk seluruh anggota
Useless Community dan Gibol : Amin, Arif, Eko, Frans, Hadi, Haiman, Iklash, Indra, Irham, Irpan, Iyas, Lutfi dan Sesar atas kebersamaannya selama ini. Terima kasih kepada seluruh TIN 39 atas kebersamaan dan keceriaannya.
Penulis telah berusaha menyelesaikan penelitian ini sebaik mungkin, apabila masih terdapat kekurangan, penulis mengharapkan kritik dan saran yang membantu untuk menyempurnakannya.
Bogor, Agustus 2006
v
DAFTAR ISI
RINGKASAN ... KATA PENGANTAR ... DAFTAR ISI ... DAFTAR TABEL ... DAFTAR GAMBAR ... DAFTAR LAMPIRAN ... I. PENDAHULUAN ...
A. LATAR BELAKANG ... B. TUJUAN PENELITIAN ... C. RUANG LINGKUP PENELITIAN ... II. TINJAUAN PUSTAKA ... A. PENGENDALIAN LIMBAH ... B. PENERAPAN PRODUKSI BERSIH ... C. TANAMAN KARET DAN LATEKS ... D. INDUSTRI CRUMB RUBBER ... E. LIMBAH INDUSTRI KARET ... III.METODOLOGI ... A. KERANGKA PEMIKIRAN ... B. LOKASI DAN WAKTU PENELITIAN ... C. TEKNIK PENGUMPULAN DATA ... D. IDENTIFIKASI SUMBER LIMBAH ... E. PEMILIHAN POTENSI PENERAPAN PRODUKSI BERSIH ... F. ANALISIS DATA ... 1. Evaluasi Kelayakan Teknis ………. 2. Evaluasi Kelayakan Finansial ………. IV.HASIL DAN PEMBAHASAN ………... A. KEADAAN UMUM PERUSAHAAN ……….
vi
2. Sarana dan Prasarana ……….. B. PROSES PRODUKSI ………... 1. Bahan Baku dan Bahan Penunjang ………... 2. Proses Pengolahan ……….. C. IDENTIFIKASI SUMBER LIMBAH ……….. D. KAJIAN POTENSI PRODUKSI BERSIH ………..
1. Kegiatan Perusahaan Yang Dapat Digolongkan Sebagai Pengelolaan Lingkungan ... 2. Kemungkinan Penerapan Produksi Bersih Pada Industri SIR 3L atau
SIR 3 WF UU. Wabe ... E. ANALISIS FINANSIAL ……….. 1. Penggantian Mesin Pengering ………
2. Good Housekeeping ………
3. Pembuatan Talang Permanen ………. 4. Daur Ulang Air Limbah ………..
F. REKOMENDASI ……….
V. KESIMPULAN DAN SARAN ………..
A. KESIMPULAN ……….
B. SARAN ……….
Nusantara VII Unit Usaha Way Berulu Bandar Lampung)
Oleh
Samuel Saortua Manullang
F34102125
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Nusantara VII Unit Usaha Way Berulu Bandar Lampung)
SKRIPSI
Sebagai Salah Satu Syarat Untuk Memperoleh Gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
Samuel Saortua Manullang
F34102125
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
KAJIAN POTENSI PENERAPAN PRODUKSI
BERSIH PADA INDUSTRI
CRUMB RUBBER
(Studi Kasus : Pabrik SIR 3L/SIR 3WF PT. Perkebunan
Nusantara VII Unit Usaha Way Berulu Bandar Lampung)
SKRIPSI
Sebagai Salah Satu Syarat untuk Memperoleh Gelar
SARJANA TEKNOLOGI PERTANIAN
Pada Departemen Teknologi Industri Pertanian Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Dilahirkan pada tanggal 31 Januari 1984 Di Bandar Lampung
Tanggal Lulus : Disetujui,
Bogor, Agustus 2006
Saya menyatakan dengan sebenar-benarnya bahwa segala pernyataan dalam skripsi saya yang berjudul :
KAJIAN POTENSI PENERAPAN PRODUKSI BERSIH
PADA INDUSTRI CRUMB RUBBER
(
Studi Kasus : Pabrik SIR 3L/SIR 3WF PT. Perkebunan Nusantara VIIUnit Usaha Way Berulu Bandar Lampung
)
merupakan gagasan atau hasil penelitian saya sendiri, dengan arahan Dosen Pembimbing, kecuali dengan jelas ditunjukkan rujukannya. Skripsi ini belum pernah diajukan untuk memperoleh gelar atau capaian akademik lainnya pada program sejenis di perguruan tinggi lain. Semua data dan informasi yang digunakan telah dinyatakan dengan jelas dan dapat diperiksa kebenarannya.
Bogor, Agustus 2006 Yang Membuat Pernyataan
i
Nusantara VII Unit Usaha Way Berulu). Di bawah bimbingan Bapak Andes Ismayana.
RINGKASAN
Produksi bersih adalah suatu pendekatan penanganan limbah yang bersifat preventif dan terpadu, sehingga dapat mengurangi dampak negatif terhadap lingkungan melalui pengurangan jumlah limbah yang dihasilkan. Pelaksanaan strategi produksi bersih untuk mencegah terbentuknya limbah tersebut dapat dibagi menjadi tiga kelompok utama, yaitu kegiatan recycle, reduksi pada sumbernya dan modifikasi produk. Penerapan produksi bersih pada industri, diharapakan akan dapat membantu mengurangi pencemaran yang ditimbulkan selama proses produksi dan memberikan keuntungan secara ekonomi bagi industri yang bersangkutan.
Tujuan Penelitian ini adalah untuk mempelajari dan mengkaji potensi penerapan produksi bersih pada industri crumb rubber. Tahapan yang dilakukan dalam penelitian ini meliputi pengumpulan data lapangan, pengukuran neraca massa, pengumpulan kemungkinan penerapan produksi bersih, evaluasi kelayakan teknis terhadap produk SIR 3L/SIR 3WF melalui pengujian di laboratorium dan mencoba menerapkannya di pabrik, serta melakukan analisis finansial untuk mengetahui kelayakan penerapan produksi bersih yang diusulkan.
Kemungkinan penerapan produksi bersih yang dapat dilakukan antara lain melalui tindakan good housekeeping, penggantian mesin pengering dan membuat instalasi daur ulang air pada setiap stasiun proses. Good housekeeping dengan menghentikan aliran air saat tidak digunakan, akan menghemat penggunaan sumber daya air sebanyak 10.291,5 kg/hari dan memberikan keuntungan secara ekonomi sebesar Rp. 4.787.015,04/tahun. Good housekeeping melalui pemasangan talang akan mencegah terjadinya kebocoran air sebanyak 9.381,363 kg/hari dan terbuangnya limbah berupa campuran latek homogen sebanyak 178,716 kg/hari. Pemasangan talang tersebut memberikan keuntungan secara ekonomi sebesar Rp. 181.621.459,9 per tahun. Penggantian mesin pengering lama dengan mesin pengering baru akan memberikan penghematan sebanyak 26,8 l solar/ton karet kering dan memberikan keuntungan secara ekonomi sebesar Rp. 634.047.264/tahun. Investasi penggantian mesin penegring ini layak untuk diterapkan, karena memiliki nilai NPV positif, IRR sebesar 19,271 persen, dan B/C ratio sebesar 1.1814.
ii
Perkebunan Nusantara VII, Way Berulu Unit). Under guidance of Mr. Andes Ismayana.
SUMMARY
Cleaner Production is an approach to solve industrial waste problem which has preventive and integrated action, so that it can reduce the negative impacts from industrial waste towards environment by reducing the amount of waste products. Implementation of cleaner production strategy can be classified into three groups. They are recycling process, resource reduction, and product modification. This implementation should help the industry to reduce its waste pollution during production. Consequently, this reduction will give financial benefit for the industry.
The purpose of this research is to study the effectiveness of implementation of cleaner production in crumb rubber industry. Methodology used in this research comprises six stages. They are collecting data field, measuring mass balance, and collecting potencies of net production implementation, evaluating technical properness of SIR 3L or SIR 3WF thought laboratory test and trial implementation in the plant, and analyzing financial statement to study the effectiveness of net production implementation which has been proposed before.
Feasible possibilities of cleaner production that can be implemented in the industry are good housekeeping action, dryer machine replacement, and water-recycle installation set-up in every process station. Good housekeeping can be implemented by stopping water faucet when it is not needed. This action saves water resource up to 10,291.5 kg per day and gives financial benefit as much as Rp. 4,787,015.04 per year. Good housekeeping also can be done by establishing permanent gutter which will prevent water leakage of 9,381.363 kg per day and the waste of homogeny latex as much 178.716 kg per day. The installation of permanent gutter will give financial benefit as much Rp. 181,621,459.9 per year. Replacing the old machine with new dryer machines saves energy up to 26.8 L diesel fuel per ton dry rubber and gives financial benefit as much as Rp. 634,047,264 per year. Investment on new dryer machine gives positive NPV, with IRR of 19.271 percent, and B/C ratio of 1.1814. Thus, this investment is worth.
iii
KATA PENGANTAR
Puji Syukur penulis panjatkan kepada Bapa di Sorga, karena berkat dan rahmat dan kasih-Nya penulis dapat menyelesaikan skripsi berjudul “Kajian Potensi Penerapan Produksi Bersih Pada Industri Crumb Rubber (Studi Kasus di PT. Perkebunan Nusantara VII Unit Usaha Way Berulu Bandar Lampung). Kegiatan penulisan skripsi ini merupakan salah satu persyaratan yang harus dipenuhi oleh seluruh mahasiswa Departemen Teknologi Industri Pertanian Institut Pertanian Bogor.
Skripsi ini disusun berdasarkan hasil penelitian yang dilakukan di PT. Perkebunan Nusantara VII Unit Usaha Way Berulu Bandar Lampung. Hasil penelitian ini diharapkan dapat mengkaji potensi penerapan produksi bersih yang dapat dilakukan oleh Unit Usaha Way Berulu sebagai upaya mengurangi terbentuknya limbah yang dapat memberikan dampak negatif bagi lingkungan.
Selama penulisan skripsi ini, penulis banyak mendapatkan bantuan berupa pengarahan, petunjuk pengerjaan, saran dan dorongan serta semangat. Penulis menyadari bahwa semua bantuan yang diperoleh atas berkat kepercayaan semua pihak kepada penulis. Oleh karena itu, penulis menyampaikan terima kasih yang sebesar-besarnya kepada :
1. Ir. Andes Ismayana, MT selaku dosen pembimbing yang telah bersedia membimbing dan memberikan arahan serta nasihat mulai dari penulisan proposal, penelitian hingga menyelesaikan penulisan skripsi ini.
2. Dr. Ir. Mohamad Yani, M.Eng. selaku penguji yang telah memberikan banyak masukan untuk perbaikan skripsi ini.
3. Dr. Ir. Mulyorini Rahayuningsih, MSi. selaku penguji yang telah memberikan banyak masukan untuk perbaikan skripsi ini.
4. Seluruh Dosen Pengajar dan staf TIN-IPB yang telah banyak memberikan ilmu yang berharga dan bantuan selama penulis melangsungkan perkuliahaan. 5. Kedua Orangtua penulis (Papa, Mama) dan kepada kak Orlande, kak Novi dan
iv
6. Drs. H. Yusa’ari Supadin, selaku Kepala Bagian Sumber Daya Manusia PT. Perkebunan Nusantara VII Bandar Lampung yang telah mengijinkan melakukan penelitian.
7. Ir. H. Mujitaba Naning, MBA selaku Manajer PT. Perkebunan Nusantara VII Unit Usaha Way Berulu, serta seluruh karyawan bagian pengolahan dan laboratorium yang telah memberikan masukan serta bantuan untuk penulisan skripsi ini.
8. Ir. Tanto P Utomo, MSi selaku staf pengajar Universitas Lampung yang telah memberikan masukan dan bantuan untuk penulisan skripsi ini.
9. Ir. Dadi Maspanger, MT selaku peneliti di BPTK dan Dr. Suharto Honggokusumo selaku Direktur Eksekutif Gapkindo yang telah memberikan masukan untuk penulisan skripsi ini.
10.Adriel, Jeni Eva, Putra, dan Thomas yang telah memberikan bantuan dan dukungan untuk penulisan skripsi ini. Terima kasih untuk seluruh anggota
Useless Community dan Gibol : Amin, Arif, Eko, Frans, Hadi, Haiman, Iklash, Indra, Irham, Irpan, Iyas, Lutfi dan Sesar atas kebersamaannya selama ini. Terima kasih kepada seluruh TIN 39 atas kebersamaan dan keceriaannya.
Penulis telah berusaha menyelesaikan penelitian ini sebaik mungkin, apabila masih terdapat kekurangan, penulis mengharapkan kritik dan saran yang membantu untuk menyempurnakannya.
Bogor, Agustus 2006
v
DAFTAR ISI
RINGKASAN ... KATA PENGANTAR ... DAFTAR ISI ... DAFTAR TABEL ... DAFTAR GAMBAR ... DAFTAR LAMPIRAN ... I. PENDAHULUAN ...
A. LATAR BELAKANG ... B. TUJUAN PENELITIAN ... C. RUANG LINGKUP PENELITIAN ... II. TINJAUAN PUSTAKA ... A. PENGENDALIAN LIMBAH ... B. PENERAPAN PRODUKSI BERSIH ... C. TANAMAN KARET DAN LATEKS ... D. INDUSTRI CRUMB RUBBER ... E. LIMBAH INDUSTRI KARET ... III.METODOLOGI ... A. KERANGKA PEMIKIRAN ... B. LOKASI DAN WAKTU PENELITIAN ... C. TEKNIK PENGUMPULAN DATA ... D. IDENTIFIKASI SUMBER LIMBAH ... E. PEMILIHAN POTENSI PENERAPAN PRODUKSI BERSIH ... F. ANALISIS DATA ... 1. Evaluasi Kelayakan Teknis ………. 2. Evaluasi Kelayakan Finansial ………. IV.HASIL DAN PEMBAHASAN ………... A. KEADAAN UMUM PERUSAHAAN ……….
vi
2. Sarana dan Prasarana ……….. B. PROSES PRODUKSI ………... 1. Bahan Baku dan Bahan Penunjang ………... 2. Proses Pengolahan ……….. C. IDENTIFIKASI SUMBER LIMBAH ……….. D. KAJIAN POTENSI PRODUKSI BERSIH ………..
1. Kegiatan Perusahaan Yang Dapat Digolongkan Sebagai Pengelolaan Lingkungan ... 2. Kemungkinan Penerapan Produksi Bersih Pada Industri SIR 3L atau
SIR 3 WF UU. Wabe ... E. ANALISIS FINANSIAL ……….. 1. Penggantian Mesin Pengering ………
2. Good Housekeeping ………
3. Pembuatan Talang Permanen ………. 4. Daur Ulang Air Limbah ………..
F. REKOMENDASI ……….
V. KESIMPULAN DAN SARAN ………..
A. KESIMPULAN ……….
B. SARAN ……….
vii
Tabel 1. Komposisi Lateks ………..…………... Tabel 2. Neraca Massa di Proses Pencampuran ... Tabel 3. Neraca Massa di Bak Pembekuan ... Tabel 4. Neraca Massa di Mesin Mobile Crusher ... Tabel 5. Neraca Massa di Mesin Creper I ... Tabel 6. Neraca Massa di Mesin Creper II ... Tabel 7. Neraca Massa di Mesin Hammer Mills ... Tabel 8. Neraca Massa di Mesin Vortex Pump ... Tabel 9. Neraca Massa di Mesin Pengering ... Tabel 10. Neraca Massa Keseluruhan Proses ... Tabel 11. Neraca Air Keseluruhan Proses ... Tabel 12. Karakteristik Air Masing-Masing Stasiun Proses ...
viii
Gambar 1. Unsur- Unsur Definisi Produksi Bersih ……….. Gambar 2. Teknik Minimasi Limbah Dalam Produksi Bersih ... Gambar 3. Tahapan Penerapan Produksi Bersih ... Gambar 4. Pohon Industri Karet ... Gambar 5. Diagram Alir Tahapan Penelitian ... Gambar 6. Diagram Alir Proses Produksi SIR 3L dan SIR 3 WF di Unit Usaha
Way Berulu ………. Gambar 7. Diagram Alir Proses Produksi SIR 3L PT. Perkebunan Nusantara VII
Unit Usaha Way Berulu ……….. Gambar 8. Rancangan Pembuatan Daur Ulang Air Limbah ………. Gambar 9. Rancangan Proses Pendistribusian Air Hasil Daur Ulang ………..
Halaman 5 7 11 13 25
31
ix
Lampiran 1. Standar Kualitas Karet Remah (SNI 06-1903-1990) ... Lampiran 2. Struktur Organisasi Unit Usaha Way Berulu ... Lampiran 3. Uji Mutu SIR 3L/SIR 3WF ... Lampiran 4. Pengamatan Visual Terhadap Air Hasil Daur Ulang ... Lampiran 5. Perhitungan Berat Rata-Rata Bahan Untuk Pembuatan Neraca
Massa ...
Lampiran 6. Potensi Penerapan Produksi Bersih Pada Setiap Stasiun Proses ... Lampiran 7. Perhitungan Ukuran Bak Pengendapan, Penampungan dan Penyaringan Instalasi Daur Ulang Air ... Lampiran 8. Perincian Biaya Investasi, Total Modal, Depresiasi dan Modal Kerja Penggantian Mesin Pengering ... Lampiran 9. Perincian Biaya Operasional Mesin Pengering ... Lampiran 10. Nilai Penghematan Penggantian Mesin Pengering ... Lampiran 11. Arus Penerimaan Pengeluaran dan Analisis Penggantian Mesin Pengering ... Lampiran 12. Hasil Analisis Finansial Mesin Pengering ... Lampiran 13. Perincian Biaya Investasi dan Total Modal Pembuatan Daur Ulang Air ……….. Lampiran 14. Depresiasi Pembuatan Daur Ulang Air ……….. Lampiran 15. Modal Kerja Pembuatan Daur Ulang Air ………... Lampiran 16. Perincian Biaya Operasional Pembuatan Daur Ulang Air …………. Lampiran 17. Nilai Penghematan Pembuatan Daur Ulang Air ………. Lampiran 18. Arus Penerimaan Pengeluaran dan Hasil Analisis Finansial
Pembuatan Daur Ulang Air ...
I. PENDAHULUAN
A. LATAR BELAKANG
Pembangunan di Indonesia harus didasarkan pada konsep pembangunan berkelanjutan dan perlindungan lingkungan seperti tercantum dalam GBHN tahun 1993. Pembangunan yang merusak lingkungan bukanlah pembangunan, melainkan bencana yang tertunda. Untuk itu industri yang ada di Indonesia, termasuk industri crumb rubber haruslah menjalankan industrinya dengan tetap memperhatikan keseimbangan lingkungan.
Berdasarkan data statistik International Study Group (IRSG), dari tahun 1986 sampai 1996 produksi karet alam dunia telah meningkat dengan rata-rata tingkat pertumbuhan pertahun sebesar 3,56 persen hingga mencapai 5,54 juta ton pada tahun 1996. Berdasarkan laporan Badan Pusat Statistik (BPS), harga karet alam selama semester I tahun 2006 mengalami peningkatan mencapai 37 persen, sementara volume ekspornya mencapai 14,7 persen. Hal ini membuktikan bahwa produksi karet alam di Indonesia mengalami peningkatan setiap tahunnya. Meningkatnya produksi karet alam Indonesia tidak terlepas dari meningkatnya permintaan akan karet alam untuk digunakan sebagai bahan baku pada industri otomotif.
Selain itu meningkatnya produksi karet alam Indonesia juga tidak terlepas dari peran perusahaan yang membudidayakan karet dan menghasilkan karet alam olahan. Industri karet alam yang diperankan oleh Perkebunan Rakyat (PR), Perkebunan Besar Negara (PBN) yang biasa dikenal dengan PT. Perkebunan Nusantara, serta Perkebunan Besar Swasta (PBS) membudidayakan tumbuhan karet dan memproduksi berbagai jenis produk karet alam, antara lain Ribbed Smoked Sheet (RSS), lateks pekat, block rubber, tyre rubber, reclaimed rubber, dan crumb rubber atau sering disebut Standard Indonesia Rubber (SIR).
crumb rubber perlu mendapatkan perhatian serius agar dapat dicapai optimasi daya dukung lingkungan tanpa menimbulkan pencemaran. Industri crumb rubber berpotensi menimbulkan pencemaran, karena selama proses produksinya industri crumb rubber menghasilkan limbah padat, cair dan gas. Limbah cair merupakan limbah yang terbanyak terbentuk dari ketiga jenis limbah tersebut. Menurut Tampubolon (1993) limbah cair yang dihasilkan dari proses produksi pabrik crumb rubber perkebunan besar mencapai kurang lebih 26,4 m3 per ton karet kering. Tingginya limbah cair tersebut disebabkan karena selama proses produksinya air merupakan sumber daya yang terbanyak dibutuhkan untuk proses pengenceran, pencucian dan untuk pencucian peralatan dan lantai pabrik.
Limbah cair industri crumb rubber banyak mengandung padatan tersuspensi, terlarut maupun terendap. Peningkatan kadar bahan organik yang diakibatkan limbah industri crumb rubber akan mengganggu ekosistem lingkungan yang menerima air buangan, karena oksigen banyak digunakan oleh bakteri pengurai untuk menghancurkan bahan organik tersebut. Kekurangan oksigen, matinya mahluk hidup dan terdapatnya bahan organik di dalam air buangan, mengakibatkan timbulnya berbagai jasad renik yang berpotensi menimbulkan penyakit.
Industri crumb rubber telah melakukan usaha end of pipe untuk mengurangi pencemaran yang ditimbulkan dari proses pengolahannya. Penanganan limbah dengan end of pipe treatment pada industri karet dirasa kurang tepat, hal ini disebabkan karena penanganan dengan cara tersebut hanya mengubah bentuk limbah dari suatu bentuk ke bentuk lainnya. Industri crumb rubber seharusnya mengambil langkah untuk mencegah terbentuknya limbah, bukan lagi hanya mengatasi limbah yang sudah terbentuk. Salah satu alternatif yang dapat dilakukan adalah dengan menerapkan strategi produksi bersih.
penanganan siklus produksi dari penyediaan bahan baku sampai produk, dengan cara reduce, recycle, reuse dan recovery. Dari pendekatan ini akan diperoleh limbah dalam jumlah yang sedikit sehingga akan mengurangi dampak negatif bagi lingkungan. Selain memberikan manfaat bagi lingkungan, produksi bersih ini juga dapat menghemat pengeluaran perusahaan karena adanya efisiensi produksi dan pengelolaan limbah.
B. TUJUAN PENELITIAN
Penelitian ini bertujuan untuk mempelajari dan mengkaji potensi penerapan produksi bersih pada pabrik karet PT. Perkebunan Nusantara VII Unit Usaha Way Berulu tanpa mempengaruhi mutu produk yang dihasilkan. Penelitian ini diharapkan dapat mengurangi jumlah limbah sehingga akan dapat mengurangi dampak negatif terhadap lingkungan yang ditimbulkan dari proses produksi, mengurangi penggunaan sumber daya dan energi serta dapat memperbaiki efisiensi proses produksi yang secara langsung dapat memberikan keuntungan ekonomi bagi perusahaan.
C. RUANG LINGKUP PENELITIAN
Penelitian ini hanya dilakukan pada proses pengolahan industri
II. TINJAUAN PUSTAKA
A. PENGENDALIAN LIMBAH
Limbah hampir selalu terbentuk pada setiap kegiatan industri. Kegiatan industri tersebut di satu sisi memiliki tujuan untuk menghasilkan produk yang bermanfaat dan mendatangkan keuntungan sosial-ekonomi, namun di sisi lain berpotensi menimbulkan dampak negatif bagi lingkungan. Strategi pendekatan pengelolaan lingkungan hidup telah mengalami perubahan seiring dengan semakin meningkatnya masalah pencemaran. Perlindungan lingkungan yang selama ini dilakukan oleh industri-industri hanya ditekankan pada usaha penanganan dan pembuangan limbah. Salah satu usaha tersebut dilakukan dilakukan dengan cara membangun Instalasi Pengolahan Limbah (IPAL). Perlindungan seperti ini disebut konsep End of Pipe Treatment (EOP), dimana pada konsep ini limbah dilihat sebagai sesuatu yang sudah terjadi dan berusaha ditangani agar tidak mencemari lingkungan.
Penerapan EOP pada dasarnya telah memberikan sumbangan yang nyata bagi pencegahan pencemaran lingkungan, tetapi konsep ini mempunyai kekurangan karena membutuhkan tambahan lahan, waktu dan biaya yang mahal. Selain itu, penerapan konsep EOP juga menyebabkan timbulnya produk limbah baru dan perpindahan masalah dari media lingkungan yang satu dengan media lainnya (Theodore dan Young, 1992). Sebenarnya pengendalian terhadap dampak lingkungan yang ditimbulkan oleh industri dapat dilakukan dengan usaha pencegahan terhadap timbulnya limbah, mulai dari sumber bahan baku, proses manufaktur, alat-alat pemroses sampai tahap
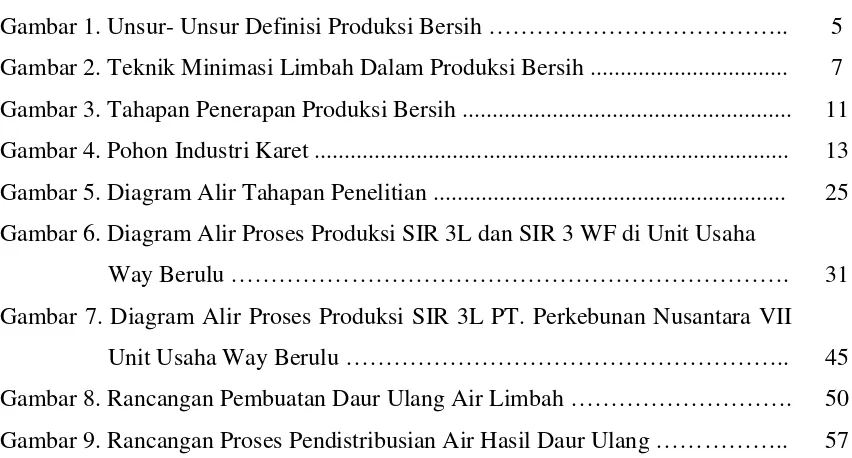
Gambar 1. Unsur-unsur utama definisi produksi bersih
Menurut Tim Bapedal dan Tim BPTK Bogor Pusat Penelitian Karet (1999), produksi bersih memiliki acuan strategis yang dilandasi pemahaman atas pentingnya kelestarian lingkungan, selanjutnya diikuti langkah nyata yang kemungkinan mengharuskan adanya perubahan tata cara produksi seperti penyediaan sarana penyimpanan bahan baku untuk mencegah pembentukan limbah berbahaya, penggantian mesin produksi yang tidak efisien, penerapan sistem daur ulang air proses, dan modifikasi sistem penanganan limbah. Perwujudan kelestarian lingkungan melalui upaya produksi bersih tersebut, menurut Raka, et al (1999) didasarkan pada empat strategi, yaitu :
1. Merupakan upaya penerapan strategi pencegahan yang berkelanjutan terhadap proses dan produk untuk mengurangi resiko terhadap manusia dan lingkungan hidup serta sumber daya alamnya.
2. Merupakan upaya untuk menggarap proses produksi dengan strategi yang meliputi pelestarian bahan mentah dan energi, penghilangan pemakaian B3 (Bahan Berbahaya dan Beracun), dan pengurangan kadar racun dari semua bentuk buangan dan limbah sebelum meninggalkan proses produksi. 3. Dalam proses menghasilkan produk, strategi produksi bersih memusatkan
suatu produk, mulai dari ekstraksi bahan mentah sampai ke pembuangan limbah produk tersebut.
4. Meliputi upaya penguasaan teknik pelaksanaan, penyempurnaan teknik yang sudah ada, dan pengubahan sikap, pandangan serta perilaku produsen.
B. PENERAPAN PRODUKSI BERSIH
Menurut Maspanger dan Honggokusumo (2004), pada dasarnya penerapan produksi bersih adalah tindakan meningkatkan efisiensi operasional sambil melindungi lingkungan, melalui pencegahan, pengurangan dan atau menyisihkan terjadinya limbah, atau menghindari sumber pencemaran dari penyediaan bahan baku dalam satu siklus produk, dengan melaksanakan kebijakan teknologi ramah lingkungan dan perubahan sikap. Penerapan produksi bersih tersebut menurut Bapedal (2001), secara garis besar melibatkan beberapa faktor, yaitu :
1. Teknologi, yang meliputi desain produk (eco product design) dan teknologi proses;
2. Sistem manajemen, yang meliputi sistem pembelian ramah lingkungan (green purchasing systems) dan manajemen lingkungan;
3. Sumber daya manusia;
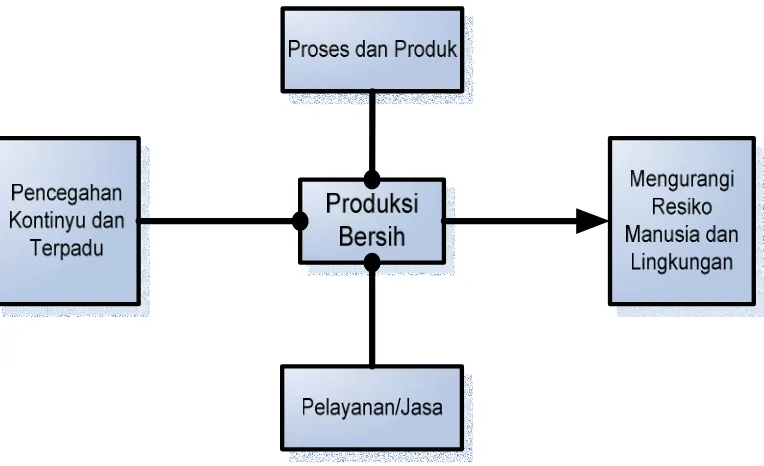
Gambar 2. Teknik minimisasi limbah dalam produksi bersih(Pudjiastuti, 1999) Produksi bersih haruslah difokuskan pada usaha pencegahan terbentuknya limbah (Afmar, 1998). Pelaksanaan strategi produksi bersih untuk mencegah terbentuknya limbah tersebut menurut Bapedal (2001) dapat dibagi menjadi tiga kelompok utama, yaitu kegiatan recycle, reduksi pada sumbernya dan modifikasi produk.
1. Recycle
Recycle atau daur ulang adalah upaya pemanfaatan limbah dengan atau tanpa melakukan serangkaian proses, baik fisika, kimia atau biologi. Daur ulang ini dibagi menjadi dua, yaitu :
Pemanfaatan kembali limbah.
2. Reduksi pada Sumbernya
Reduksi pada sumbernya adalah mencegah terbentuknya limbah pada waktu pelaksanaan suatu kegiatan produksi. Kegiatan program pengurangan limbah pada sumbernya, secara garis besar dapat dibagi dalam dua kelompok, yaitu :
Good Housekeeping, adalah sejumlah langkah praktis yang dapat
segera dilaksanakan oleh pelaku kegiatan dengan memperhatikan kebersihan, kerapihan lingkungan kerja, kinerja proses produksi sehingga dapat memberikan keuntungan bagi perusahaan melalui perbaikan kinerja lingkungan, penyempurnaan operasional dan penghematan biaya produksi. Good Housekeeping dapat dilaksanakan dengan cara memperhatikan tata cara penyimpanan bahan yang baik, penanganan dan pengangkutan bahan yang baik, serta mencegah terjadinya kebocoran dan ceceran bahan.
Modifikasi proses, yaitu salah satu cara pengurangan terbentuknya
limbah dengan melakukan tata cara operasi yang baik, perubahan teknologi, perubahan masukan proses serta melakukan modifikasi alat.
3. Modifikasi Produk
Modifikasi produk sebagai salah satu upaya penerapan produksi bersih dapat dilakukan dengan cara mengubah komposisi produk atau bahan yang digunakan, sehingga meminimalkan potensi timbulnya bahaya dari penggunaan produk tersebut.
Keberhasilan upaya penerapan produksi bersih ini akan menghasilkan penghematan (saving), karena terjadi penurunan biaya produksi yang signifikan, sehingga pendekatan ini dapat menjadi sumber pendapatan bagi industri yang menerapkannya. Selain keuntungan dari segi biaya produksi, penerapan produksi bersih juga memberikan beberapa keuntungan antara lain : 1. Penggunaan sumber daya alam lebih efektif dan efisien;
4. Terhindar dari biaya pembersihan lingkungan;
5. Produk yang dihasilkan dapat bersaing di pasar internasional; 6. Mengurangi resiko terhadap kesehatan manusia dan lingkungan;
7. Mendorong dikembangkannya teknologi pengurangan limbah pada sumbernya dan produk ramah lingkungan.
Banyaknya manfaat yang diberikan dengan menerapkan produksi bersih tersebut, seharusnya dapat menarik industri untuk mengimplementasikan strategi produksi bersih dalam produk dan proses produksinya. Namun pada kenyataannya masih banyak industri yang belum mau menerapkan strategi produksi bersih tersebut. Hal ini disebabkan oleh keterbatasan informasi yang diberikan oleh pemerintah kepada industri, kurang pahamnya industri akan pentingnya melakukan pengelolaan lingkungan, masih kurangnya pengawasan dan audit lingkungan yang dilakukan instansi pemerintah, serta kurangnya penegakkan hukum terhadap industri yang belum memenuhi baku mutu lingkungan (Raka, et al. 1999).
Pemerintah perlu memberikan informasi, pelatihan dan memberikan
insentif kepada industri untuk menarik industri agar mau menerapkan strategi produksi bersih, sehingga industri tersebut dapat meningkatkan efisiensi produksi dan pada saat yang sama akan dapat mengurangi limbah serta buangan lain di tempat sumber limbah tersebut dihasilkan (Pudjiastuti, 1999). Pemberian insentif tersebut dapat dilakukan dengan cara memberikan penghargaan, pinjaman lunak, potongan atau bahkan pembebasan pajak kepada perusahaan yang mengimplementasikan produksi bersih.
yang disebarluaskan kepada seluruh stakeholder baik di lingkungan internal maupun eksternal perusahaan (Bapedal, 2001).
C. TANAMAN KARET DAN LATEKS
Menurut Nazaruddin dan Paimin (2004), dalam dunia tumbuhan tanaman karet tersusun dalam sistematika sebagai berikut :
Devisi : Spermatophyta Subdivisi : Angiospermae Kelas : Dicotyledonae
Ordo : Euphorbiales
Famili : Euphorbiaceae
Genus : Hevea
Spesies : Hevea brasiliensis
Tanaman yang merupakan tanaman daerah tropis ini, cocok ditanam pada zone antara 15o LS sampai 15o LU. Curah hujan tahunan yang cocok untuk pertumbuhan tanaman karet tidak kurang dari 2.000 mm, dan paling optimal antara 2.500 – 4.000 mm/tahun yang terbagi dalam 100 – 150 hari hujan. Tanaman karet tumbuh optimal di dataran rendah, yakni pada ketinggian sampai 200 meter diatas permukaan laut (Setyamidjaja, 1993).
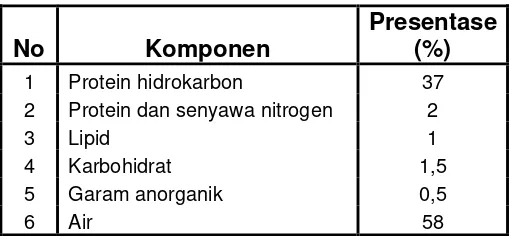
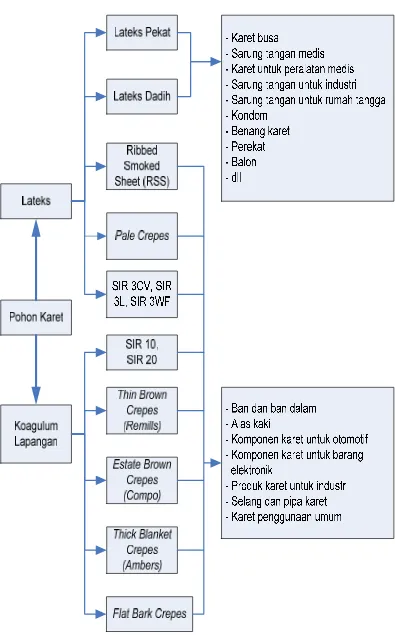
[image:35.595.131.386.632.750.2]Getah dari tanaman karet atau sering disebut sebagai lateks, berpotensi menghasilkan berbagai macam produk, seperti yang ditampilkan pada Gambar 4. Menurut Suwardin (1989), lateks merupakan suatu dispersi partikel karet hidrokarbon dalam fase cair yang disebut sebagai serum. Kandungan karet dalam lateks bervariasi, tergantung dari klon, umur tanaman, pemupukan, musim, dan sistem eksploitasi yang dilakukan. Secara umum komposisi lateks disajikan pada Tabel 1.
Tabel 1. Komposisi lateks (37 % KKK)
No Komponen
Presentase (%)
1 Protein hidrokarbon 37 2 Protein dan senyawa nitrogen 2
3 Lipid 1
4 Karbohidrat 1,5 5 Garam anorganik 0,5
Menurut Goutara, et al (1985) umumnya kadar karet di dalam lateks berkisar 20-35 persen dan bentuknya berupa butir yang sangat halus. Masing-masing butir karet diselubungi oleh protein dan lipid serta tersebar dalam serum. Butir-butir karet tersebut bermuatan negatif sehingga saling tolak menolak dan tidak menggumpal. Muatan listrik negatif pada butir karet tersebut dapat ditingkatkan dengan menambahkan suatu basa seperti amoniak. Tetapi apabila lateks ditambahkan suatu asam akan mengurangi muatan listrik negatif yang akan menyebabkan lateks menggumpal.
Penggumpalan lateks sangat dipengaruhi oleh kandungan protein di dalam lateks. Protein di dalam lateks dapat menstabilkan larutan koloid lateks, karena muatan listrik dalam partikel dapat dipertahankan. Apabila protein dihilangkan maka keseimbangan muatan akan terganggu sehingga partikel karet dalam lateks akan menggumpal. Untuk mencegah penggumpalan sebelum lateks tersebut diolah di pabrik maka pada lateks perlu ditambahkan anti koagulan. Anti koagulan yang banyak digunakan pada industri crumb rubber antara lain berupa amoniak, soda, formaldehida, natrium sulfat, boraks dan asam borat. Jumlah antikoagulan yang digunakan tergantung dari keadaan lateks. Pada umumnya harus dimulai dengan jumlah serendah mungkin dan bila ternyata belum mencukupi, maka jumlahnya diperbesar.
D. INDUSTRI CRUMB RUBBER
Crumb Rubber atau sering disebut sebagai Standard Indonesia Rubber (SIR) merupakan salah satu jenis karet alam selain Ribbed Smoked Sheet
Sedangkan menurut Solichin (1991), SIR adalah karet alam produksi Indonesia yang dijual dalam bentuk bongkah dan mutunya dinilai secara spesifikasi teknis. Penilaian mutu secara spesifikasi teknis tersebut didasarkan pada hasil analisis dari beberapa syarat uji yang ditetapkan oleh SNI 06-1903-1990 , antara lain : kadar kotoran, kadar abu, kadar zat menguap, Platisitas awal (Po) dan Plasticity Retention Index (PRI).
Kadar kotoran sebagai salah satu uji mutu SIR ditentukan dari jumlah kotoran yang tertampung diatas saringan ASTM 325 mesh (ukuran celah 44 mikron) dan berasal dari sejumlah tertentu sampel karet yang dilarutkan dalam terpentin mineral. Tingginya kadar kotoran dalam karet yang menyebabkan menurunnya mutu karet, sangat dipengaruhi oleh jenis bokar dan penjagaan serta pemeliharaan kebersihan pabrik. Penjagaan dan pemeliharaan kebersihan peralatan dan pabrik yang baik akan menolong mengurangi kontaminasi karet serta menjaga kadar kotoran tetap rendah dan konsisten (Solichin dan Setiadi, 1992).
Menurut Solichin (1991), kadar abu pada produk karet sangat dipengaruhi oleh jumlah kontaminasi bahan-bahan asing dan jenis bahan pembeku yang digunakan. Kadar abu yang tinggi pada karet jarang terjadi, tetapi tingginya kadar abu dalam karet akan terjadi apabila kedalam lateks ditambahkan bahan-bahan asing seperti lumpur dan pasir halus. Selain itu tingginya kadar abu juga disebabkan kurang bersihnya pencucian bekuan selama proses produksi dari bahan-bahan kimia yang terdapat didalam bekuan. Menurut Goutara, et al (1985), kadar abu ditentukan dari hasil pengabuan karet dengan suhu 550 oCselama 2 jam. Pengukuran ini dapat dilihat adanya jumlah natrium bisulfit, natrium karbonat, tawas dan bahan kimia lainnya.
kadar zat menguap yang baik atau masih sesuai dengan mutu yang telah ditetapkan, maka diperlukan pengaturan suhu yang tepat pada proses pematangan karet di mesin pengering.
Plastisitas awal (Po) merupakan jumlah dari zat-zat yang mengandung nitrogen dan terdiri dari protein dan turunannya. Nilai Po yang beragam pada setiap sampel, menurut Suwardin (1990) disebabkan oleh faktor teknik pengeringan yang menyangkut aspek waktu, besarnya temperatur pengeringan serta kondisi koagulum. SIR dengan nilai Po yang rendah, disebabkan karena karet mengalami proses produksi yang tidak tepat, seperti penggunaan bahan kimia berupa formalin untuk membekukan karet dan proses pematangan karet dalam mesin pengeringyang tidak sempurna.
Plasticity Retention Index (PRI) sebagai salah satu uji mutu terhadap SIR, merupakan suatu ukuran ketahanan karet terhadap pengusangan (oksidasi) pada suhu tinggi. Nilai PRI yang ditentukan dengan alat Wallace Plastimeter adalah presentase keliatan karet sesudah dipanaskan yang dibandingkan dengan keliatan karet sebelum dipanaskan. Nilai PRI yang tinggi memperlihatkan bahwa karet tahan terhadap oksidasi khususnya pada suhu tinggi, sedangkan karet dengan nilai PRI rendah akan peka terhadap oksidasi yang menyebabkan karet menjadi lunak bila dipanaskan dengan suhu tinggi (Solichin, 1991).
Menurut Tim Bapedal dan Tim BPTK Bogor Pusat Penelitian Karet (1999), dalam SNI 06-1903-1990 telah ditetapkan bahwa jenis mutu crumb rubber yang boleh diproduksi yaitu SIR 3L, SIR 3CV, dan SIR 3WF dari bahan olah lateks, SIR 5 dari koaglum lateks tipis, serta SIR 10 dan SIR 20 dari koagulum lapangan. Perbedaan masing-masing jenis mutu tersebut diperlihatkan pada Lampiran 1.
pada pengolahan SIR 3CV ditambahkan larutan hidroksilamin normal sulfat
(HNS) untuk menghasilkan karet yang memiliki viskositas konstan (CV=
constan viscosity). Pengolahan yang khusus memproduksi SIR 3WF tidak digunakan bahan kimia sebagai bahan pencampur latek kebun. Selain itu jika pengolahan yang semula ditunjukkan untuk membuat SIR 3L atau SIR 3CV ternyata tidak mengahasilkan mutu yang diinginkan, maka produk karetnya dapat diklasifikasikan sebagai SIR 3WF (Tim Bapedal dan Tim BPTK Bogor Pusat Penelitian Karet, 1999).
Selain menggunakan bahan tambahan berupa bahan kimia, air juga berperan sangat penting dan dibutuhkan dalam jumlah besar selama proses pengolahan crumb rubber. Air yang digunakan sebagai bahan pengencer lateks, pelarut dan bahan kimia haruslah jernih dan tidak berwarna. Selain itu air tersebut juga tidak boleh mengandung garam-garam terutama garam kapur, karena sangat mempermudah terjadinya prakoagulasi dan menimbulkan bintik-bintik oksidasi. Sedangkan air yang digunakan untuk pengolahan pabrik persyaratannya tidak terlalu ketat, akan tetapi tidak boleh mengandung kotoran. Air yang bersih dapat diperoleh dari sumbernya atau dari sungai dengan cara disaring dan diendapkan dalam bak-bak, atau dengan penambahan tawas (Setyamidjaja, 1993).
E. LIMBAH INDUSTRI KARET
Menurut Suwardin (1989), sehubungan dengan perkembangan industri karet, maka pengendalian limbah pabrik karet perlu mendapatkan perhatian serius agar dapat dicapai optimasi daya dukung lingkungan tanpa menimbulkan pencemaran. Limbah cair merupakan limbah terbanyak yang dihasilkan selama proses pengolahan karet, hal ini disebabkan karena selama proses berlangsung, air banyak digunakan untuk pencucian, pembersihan dan pengenceran.
Menurut Suparto dan Alfa (1996) bahan olah berupa lateks dibersihkan dari satu stasiun proses ke stasiun proses berikutnya sehingga bahan olahan tersebut akan semakin bersih. Dengan demikian air buangan dari suatu stasiun proses relatif lebih bersih dibandingkan dengan air buangan dari stasiun proses sebelumnya. Buangan dari pabrik karet umumnya terdiri dari air sisa proses produksi, sedikit lateks yang tidak menggumpal, dan serum yang mengandung bahan-bahan organik dan anorganik. Sifat limbah cair yang dihasilkan berbeda-beda, tergantung proses yang digunakan dalam pabrik. Pada umumnya limbah yang dihasilkan bersifat asam dengan pH antara 4,2 dan 6,3. Sifat asam yang dimiliki limbah tersebut, disebabkan karena di dalam air limbah tercampur asam semut yang digunakan pada tahap pembekuan lateks.
mikroorganisme, baik dalam kondisi aerob maupun dalam kondisi anaerob (Tampubolon, 1993).
III. METODOLOGI
A. KERANGKA PEMIKIRAN
Sejalan dengan upaya memacu laju pembangunan, maka pelestarian kemampuan daya dukung lingkungan secara menyeluruh dan terpadu perlu mendapat perhatian. Strategi pembangunan berkelanjutan haruslah dijadikan dasar dalam mengambil kebijakan pembangunan. Hal ini harus diupayakan untuk melindungi dan mengembangkan lingkungan hidup yang mencakup perhitungan generasi saat ini dan generasi yang akan datang.
Industri crumb rubber haruslah menerapkan strategi pembangunan berkelanjutan, karena setiap stasiun proses pengolahan pada industri crumb rubber berpotensi menghasilkan limbah yang dapat memberikan dampak negatif bagi lingkungan. Upaya pelestarian lingkungan melalui strategi produksi bersih lebih sesuai dengan prinsip pembangunan yang berkelanjutan, karena pada dasarnya produksi bersih merupakan upaya mencegah timbulnya limbah dari suatu proses produksi.
Produksi bersih sebagai upaya pelestarian lingkungan yang bersifat preventif dan terpadu diawali dengan perhitungan jumlah limbah pada setiap stasiun proses produksi, dengan memperhitungkan neraca massa. Pengetahuan mengenai jumlah limbah tersebut dapat digunakan untuk memperkirakan kemungkinan penerapan produksi bersih yang dapat dilakukan melalui tindakan Reduce, Reuse, Recycle, dan Recovery (4R) pada setiap stasiun proses.
bersih tersebut akan menghasilkan NPV positif, IRR yang lebih besar dari
discount rate serta memiliki nilai B/C Ratio lebih dari satu.
B. LOKASI DAN WAKTU PENELITIAN
Penelitian ini dilakukan di PT. Perkebunan Nusantara VII Unit Usaha Way Berulu. Lokasi kantor Unit Usaha Way Berulu terletak di Desa Kebagusan, Kecamatan Gedongtataan, Kabupaten Lampung Selatan, Propinsi Lampung yang berjarak sekitar 20 Km dari kota Bandar Lampung. Pemilihan tempat penelitian dilakukan secara sengaja (purposive) karena perusahaan ini memiliki ketersediaan data dan bersedia untuk dilakukan perhitungan neraca massa yang dibutuhkan untuk penelitian. Pengumpulan data yang diperlukan untuk penelitian ini dilaksanakan pada pertengahan Februari hingga April 2006.
C. TEKNIK PENGUMPULAN DATA
Pengumpulan data lapangan sangat diperlukan untuk mengetahui keadaan di lapangan, yang diperlukan untuk mengetahui peluang produksi bersih yang dapat diterapkan di perusahaan yang bersangkutan. Selain itu pengumpulan data lapangan dapat pula digunakan untuk melihat kemungkinan untuk memberikan masukan langkah-langkah perbaikan selama proses produksi berlangsung. Data-data yang diperlukan untuk penelitian ini diperoleh melalui beberapa tahap berikut ini :
1. Tahap Persiapan
Tahap persiapan ini meliputi kegiatan pengumpulan dan telaah pustaka yang berkaitan dengan kegiatan produksi karet dan produksi bersih.
2. Tahap Pengumpulan Data Lapangan
langsung beberapa parameter pada bagian proses pengolahan, dilakukan sebanyak sepuluh kali pengukuran pada kondisi lateks yang tidak jauh berbeda dan ditampilkan pada neraca massa dengan memperhitungkan rata-rata dari hasil pengukuran tersebut.
D. IDENTIFIKASI SUMBER LIMBAH
Identifikasi limbah dilakukan pada semua tahapan proses produksi
crumb rubber, mulai dari tahapan penampungan lateks yang berasal dari kebun hingga produk tersebut selesai dikemas dan siap untuk dipasarkan. Identifikasi limbah ini dilakukan dengan cara melakukan penyusunan neraca massa pada tiap tahapan proses, yang diperoleh dari pengukuran dan pengamatan secara langsung, sehingga mendapatkan gambaran tepat proses produksi yang dilakukan perusahaan.
E. PEMILIHAN POTENSI PENERAPAN PRODUKSI BERSIH
Berdasarkan hasil dari identifikasi limbah yang diperoleh, dilakukan pemilihan potensi penerapan produksi bersih yang mungkin dilakukan. Potensi tersebut didapatkan dari studi literatur dan wawancara yang telah dikumpulkan, yang akan memberikan gambaran tentang kemungkinan penerapan produksi bersih yang dapat dilakukan di industri crumb rubber. Hal tersebut diharapkan akan membantu mengatasi masalah pencemaran lingkungan yang dapat ditimbulkan selama proses produksi crumb rubber
berlangsung.
F. ANALISIS DATA
1. Evaluasi Kelayakan Teknis
dengan langkah proses yang dilakukan pada perusahaan lain akan memberikan dasar bahwa alternatif penerapan produksi bersih dapat dilaksanakan pada perusahaan. Selain itu alternatif penerapan produksi bersih juga dilakukan dengan mempertimbangkan pengaruhnya terhadap mutu produk yang dihasilkan, dengan cara melakukan pengujian secara langsung terhadap produk hasil penerapan produksi bersih tersebut di laboratorium.
2. Evaluasi Kelayakan Finansial
IV. HASIL DAN PEMBAHASAN
A. KEADAAN UMUM PERUSAHAAN
1. Sejarah dan Perkembangan Perusahaan
PT. Perkebunan Nusantara merupakan perusahaan perkebunan milik pemerintah Belanda yang kemudian diambil alih oleh pemerintah Republik Indonesia pada tanggal 3 Desember 1957. PT. Perkebunan Nusantara VII (Persero) sebagai perusahaan Badan Usaha Milik Negara (BUMN) merupakan gabungan dari PT. Perkebunan X (Persero), PT. Perkebunan XXXI (Persero), eks proyek PT. Perkebunan XI (Persero) di Lahat, dan eks proyek PT. Perkebunan XXIII (Persero) di Bengkulu.
PT. Perkebunan Nusantara VII (Persero) mengelola usaha perkebunan dengan budidaya berupa karet, kelapa sawit, tebu dan teh. Perusahaan ini memiliki kantor pusat yang berlokasi di Jalan Teuku Umar No 300, Kedaton Bandar Lampung, dan memiliki kantor penghubung yang beralamat di Jalan Tebet Timur Dalam IJ/14, Jakarta. Tujuan didirikannya perusahaan ini adalah melaksanakan pembangunan dan pengembangan agrobisnis sektor perkebunan sesuai dengan prinsip perusahaan yang sehat, kuat dan tumbuh dalam sekala usaha yang ekonomis. Perusahaan ini memiliki visi untuk menjadi perusahaan agroindustri terkemuka di Indonesia dan memiliki keunggulan bersaing sehingga dapat tumbuh dan berkembang baik dengan kemampuan sendiri maupun dengan pola kemitraan.
tanaman karet belum menghasilkan (TBM) seluas 321 Ha, areal tanaman kakao seluas 20 Ha, areal tanaman ulangan seluas 113 Ha, tanaman entrys seluas 7 Ha, areal pembibitan seluas 74 Ha, areal lain-lain seluas 203,67 Ha.
UU. Wabe sebagai perusahaan yang memanfaatkan bahan baku lateks kebun memiliki dua buah pabrik, yaitu Pabrik Pengolahan Karet Remah (PPKR) dan Pabrik Pengolahan Lateks Pekat. PPKR yang dibangun sejak tahun 1982 memiliki kapasitas produksi 30 ton karet kering per hari. Pabrik ini mengelola lateks dari produksi kebun sendiri dan dari kebun seinduk yaitu UU. Way Lima dengan mutu produk yang dihasilkan terdiri dari dua jenis, yaitu SIR 3L dan SIR 3WF. Sedangkan Pabrik Pengolahan Lateks Pekat yang ada di UU. Wabe dibangun pada tahun 1989, memiliki kapasitas produksi 20 ton per hari. Pabrik ini hanya beroperasi apabila ada pesanan dari pembeli, tetapi sejak tahun 1998 UU. Wabe tidak memproduksi lateks pekat. Selain disebabkan tidak adanya permintaan, juga disebabkan pula oleh biaya produksi lateks pekat yang terlalu tinggi.
Selama menjalankan kegiatannya, UU. Wabe dipimpin oleh seorang Manajer, yang dalam pelaksanaanya dibantu oleh Sinder Kepala Tanaman, Sinder Tanaman, Sinder Teknik, Sinder Pengolahan, Sinder SDM dan Umum, serta Sinder Tata Usaha dan Keuangan. Setiap Sinder yang membantu Manajer dalam melaksanakan tugasnya, haruslah dapat melaksanakan pekerjaannya secara efisien dan efektif serta dapat saling melakukan koordinasi antara sinder satu dengan sinder lainnya. Bagan struktur organisasi pada UU. Wabe ditampilkan pada Lampiran 2.
2. Sarana dan Prasarana
membutuhkan sarana berupa jembatan penimbangan dan pembangkit listrik untuk menunjang proses produksi.
Jembatan penimbangan yang dimiliki UU. Wabe digunakan untuk menentukan berat bersih dari lateks yang akan memasuki proses pengolahan. Sebelum memasuki pabrik, truk yang membawa lateks kebun ditimbang untuk mendapatkan berat kotor (brutto) dan setelah keluar pabrik ditimbang kembali untuk mendapatkan berat bersih (netto). Proses penimbangan tersebut dilakukan pada setiap truk yang membawa lateks dengan tujuan untuk mengatahui banyaknya lateks kebun yang diolah pabrik setiap harinya.
Listrik yang digunakan untuk menjalankan mesin-mesin produksi maupun sebagai sarana penerangan di pabrik dan kebutuhan listrik di kantor, berasal dari tiga buah mesin genset berbahan bakar solar. Genset yang disimpan dalam ruangan tertutup ini masing-masing mempunyai kapasitas 313 KVA dan digunakan secara bergantian.
B. PROSES PRODUKSI
1. Bahan Baku dan Bahan Penunjang
Bahan baku yang digunakan dalam kegiatan produksi SIR 3L atau 3 WF di PTPN VII UU. Wabe adalah lateks, amoniak, sodium metabisulfit (NaHSO3), asam semut (HCOOH), dan air. Bahan baku
berupa lateks yang diolah di pabrik, selain berasal dari kebun yang dimiliki UU. Wabe sendiri, juga mengolah lateks berasal dari kebun lain, yaitu dari UU. Way Lima. Pengolahan lateks yang berasal dari UU. Way Lima selain disebabkan karena UU. Way Lima tidak memiliki PPKR untuk mengolah lateks hasil sadapan, juga disebabkan jarak yang dekat antar kedua unit usaha tersebut. Lateks hasil sadapan kedua Unit Usaha tersebut sebelum dikirim ke pabrik terlebih dahulu ditampung dan dilakukan penyaringan di Stasiun Lateks (STL) yang terdapat di setiap
Lateks yang akan dikirim dengan menggunakan truk dari STL terlebih dahulu dicampur dengan bahan pengawet berupa amoniak. Hal ini dilakukan dengan tujuan untuk menghindari terjadinya penggumpalan lateks selama dalam tanki pada saat pengangkutan ke pabrik. Jenis
amoniak yang digunakan adalah amoniak yang mempunyai kepekatan 2,5 persen sebanyak 0,5-1 liter untuk setiap 1000 liter lateks kebun bila diperlukan. Penggunaan pengawet berupa amoniak ini lebih dianjurkan daripada menggunakan pengawet jenis lain (formaldehid dan sodium sulfit), hal ini disebabkan karena amoniak tidak mengakibatkan warna gelab pada produk yang dihasilkan.
Sodium Metabisulfit (NaHSO3) merupakan bahan kimia yang
biasa digunakan dalam pembuatan karet SIR 3L. Bahan kimia ini berfungsi sebagai bahan pemucat agar diperoleh karet berpenampakan cerah atau warna muda. UU. Wabe menggunakan sodium metabisulfit
yang berkonsentrasi 5 persen dengan dosis 0,4-0,6 kg per ton karet kering, yang dicampurkan pada lateks yang berada pada bulking tank.
Asam semut (HCOOH) sebagai koagulan yang sengaja ditambahkan ke dalam lateks untuk menggumpalkannya, dilakukan pihak UU. Wabe pada saat lateks akan dialirkan ke bak pembekuan. Asam semut yang digunakan oleh UU. Wabe ini memiliki kepekatan sebesar 1 persen, dan dengan dosis 2,5 – 3 liter asam semut per ton karet kering. Penambahan asam semut yang dimaksudkan untuk mempercepat proses pembekuan ini dilakukan secara hati-hati, karena dapat mengakibatkan iritasi kulit, uapnya perih dimata serta merusak membran mukosa dari saluran pernapasan.
dilakukan penyaringan menggunakan sunfilter agar air tersebut tidak mengandung kotoran yang dapat menurunkan mutu dari produk yang dihasilkan.
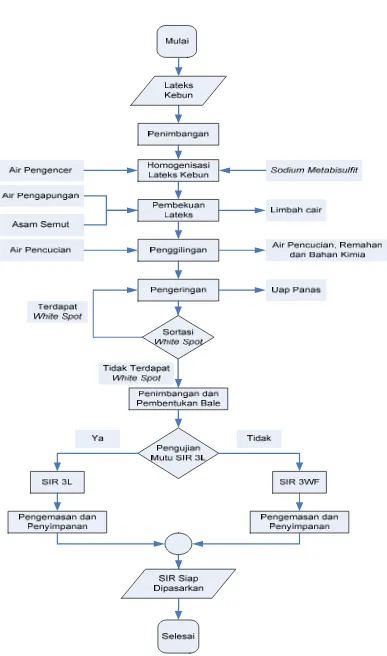
2. Proses Pengolahan
Proses produksi crumb rubber di UU. Wabe dimulai dari penimbangan lateks kebun yang datang menggunakan truk pengangkut. Setelah berat lateks yang di bawa oleh truk diketahui, maka lateks tersebut dialirkan ke bulking tank untuk dilakukan pencampuran dengan sodium metabisulfit dan pengencer berupa air. Banyaknya bahan pengencer yang dicampurkan dalam bulking tank sangat tergantung dari Kadar Karet Kering (KKK) dari lateks kebun. Proses perhitungan KKK yang menggunakan faktor pengering sebesar 72,2 persen dilakukan untuk mengencerkan lateks hingga memiliki nilai KKK sebesar 18 persen.
Setelah lateks kebun telah diencerkan sampai memiliki nilai KKK yang diinginkan, campuran lateks yang telah homogen dialirkan melalui talang menuju bak pembekuan. Proses pembekuan yang dibantu oleh larutan asam semut ini dilakukan selama 12 jam, dengan tujuan untuk mempersatukan butir-butiran karet yang terdapat dalam cairan lateks, supaya menjadi satu gumpalan atau koagulum. Lamanya waktu yang dibutuhkan untuk proses pembekuan disebabkan UU. Wabe hanya menggunakan asam semut yang memiliki kepekatan sebesar 1 persen dengan dosis 2,5 – 3 liter asam semut per ton karet kering. Rendahnya kepekatan asam semut yang digunakan diproses ini dikarenakan lateks yang datang sore hari baru akan diolah pada pagi hari berikutnya, sehingga tidak membutuhkan asam semut kepekatan yang tinggi untuk mempercepat waktu pembekuan.
Lateks yang telah beku selanjutnya digiling untuk mengurangi ketebalan bekuan. Mesin penggilingan yang terdiri dari mobile crusher,
Selama proses penggilingan bekuan ini akan menghasilkan limbah cair yang langsung dialirkan menuju IPAL (Instalasi Pengolahan Limbah).
Proses penggilingan akhir menggunakan hammer mills akan menghasilkan remahan yang siap untuk dipanaskan dengan menggunakan mesin pengering. Sebelum remahan tersebut dikeringkan, remahan hasil pencacahan hammer mills dihisap oleh vortex pump untuk dialirkan dan ditiriskan dalam box mesin pengering. Setelah itu box mesin pengering dimasukkan setiap 15 menit dalam mesin pengering untuk dikeringkan. Selama proses pengeringan dengan mesin pengering ini, akan terbentuk limbah berupa uap panas yang langsung dialirkan melalui cerobong tanpa mengalami penanganan untuk mencegah dampaknya terhadap lingkungan. Remahan yang telah matang, selanjutnya disortasi dengan cara pengamatan secara visual untuk mengetahui keadaan fisik remahan. Apabila dalam remahan terbentuk white spot, maka remahan tersebut akan dikeringkan lagi dengan menggunakan mesin pengering. Sedangkan remahan karet matang yang telah lolos dari tahap sortasi dikeluarkan dari
box mesin pengering dengan dibantu oleh hydroulic balling press, untuk seterusnya dilakukan penimbangan dan dimasukkan ke dalam bale press, dengan tujuan memadatkan remahan matang tersebut, sehingga didapatkan bentuk bale yang seragam, baik ukuran maupun bobot yang dimilikinya.
C. IDENTIFIKASI SUMBER LIMBAH
Kegiatan produksi di pabrik UU. Wabe dapat menjadi sumber dampak negatif bagi lingkungan. Dampak negatif tersebut ditimbulkan dari limbah yang dihasilkan selama proses produksi berlangsung. Untuk mengetahui besarnya jumlah beban pencemaran yang diberikan kepada lingkungan, maka diperlukan identifikasi sumber limbah pada setiap tahapan proses produksi. Setelah melakukan identifikasi tersebut, maka diharapkan dapat dilakukan tindakan pencegahan dan meminimalisasi terhadap terbentuknya limbah, sebagai upaya untuk menjaga keseimbangan lingkungan di sekitar PTPN VII UU. Wabe.
Limbah dalam bentuk padat, gas dan cair yang terbentuk selama proses pengolahan crumb rubber berasal dari luar dan dari dalam proses produksi. Limbah yang terbentuk diluar proses berasal dari kebun dan berasal dari tumpahan lateks pada saat proses transportasi lateks dari kebun ke pabrik. Limbah padat yang terbentuk di kebun, disebabkan lateks telah mengalami pembekuan sebelum lateks tersebut dikirim ke pabrik untuk diolah menjadi SIR 3L atau SIR 3WF. Limbah padat yang sering disebut sebagai koagulum
tersebut digunakan sebagai bahan baku untuk SIR 10 dan SIR 20 yang diolah di Unit Usaha Pewa. Sedangkan limbah yang terbentuk akibat guncangan selama pengangkutan lateks dari kebun ke pabrik, menyebabkan lateks tersebut tumpah dan menjadi limbah.
Limbah yang dihasilkan selama proses produksi berlangsung terdiri dari limbah padat, gas dan cair. Limbah padat umumnya berupa kotoran yang terbawa oleh lateks dan produk yang tidak terolah. Limbah gas berupa bau terbentuk pada saat proses pembekuan dan pada tahap pengeringan akhir. Sedangkan limbah cair terbentuk dari air proses, bahan kimia dan sisa-sisa karet.
pemanfaatan limbah melalui daur ulang (recycle). Usaha pencegahan terbentuknya limbah yang merupakan salah satu strategi penerapan produksi bersih, dapat dilakukan apabila neraca massa dari masing-masing tahapan proses telah diketahui, sehingga dapat diketahui besarnya input maupun output yang terjadi selama proses tersebut berjalan.
[image:56.595.150.509.390.453.2]Identifikasi limbah di UU. Wabe dilakukan dengan menyusun neraca massa pada setiap stasiun proses produksi yang diperoleh dari hasil pengamatan, pengukuran dan wawancara. Neraca massa akan memberikan gambaran yang jelas tentang jumlah limbah, bahan baku dan produk. Hasil identifikasi limbah tersebut diperlihatkan dengan susunan neraca massa seperti dibawah ini.
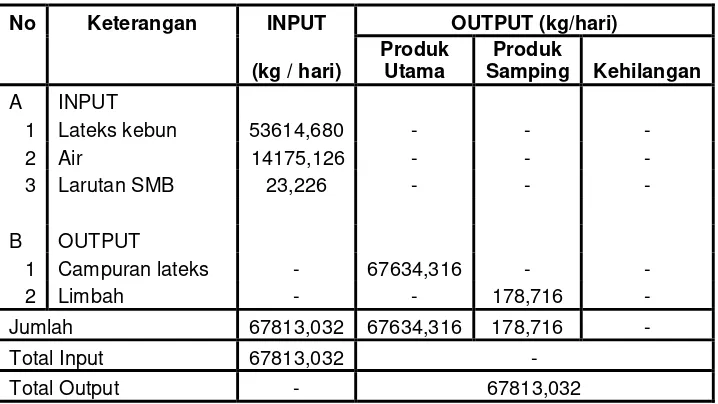
1. Neraca Massa di Proses Pencampuran
Tabel 2. Neraca massa di bulking tank
No Keterangan INPUT OUTPUT (kg/hari)
(kg / hari)
Produk Utama
Produk
Samping Kehilangan
A INPUT
1 Lateks kebun 53614,680 - - - 2 Air 14175,126 - - - 3 Larutan SMB 23,226 - - - B OUTPUT
1 Campuran lateks - 67634,316 - - 2 Limbah - - 178,716 -
Jumlah 67813,032 67634,316 178,716 - Total Input 67813,032 -
Total Output - 67813,032
Lateks kebun yang memiliki nilai Kadar Karet Kering (KKK) rata-rata sebesar 22,759 persen setelah dimasukkan ke dalam bulking tank
[image:56.595.154.513.495.697.2]tersebut dilakukan dengan tujuan untuk menurunkan nilai KKK hingga mencapai 18 persen agar warna lateks yang dihasilkan lebih cerah. Pengenceran dengan cara menambahkan air tersebut, dapat pula memudahkan penghilangan gelembung udara atau gas yang terdapat di dalam lateks, serta dapat melunakkan bekuan lateks sehingga mengurangi tenaga yang diperlukan untuk proses penggilingan.
Sebelum dilakukan pengadukan selama 10 menit dengan menggunakan stirer untuk homogenisasi larutan, lateks yang telah diencerkan menggunakan air rata-rata sebanyak 14.175,126 kg per hari atau sebanyak 1,167 m3 per ton karet tersebut dicampurkan dengan larutan
sodium metabisulfit rata-rata sebanyak 23,226 kg per hari atau 0,523 kg per ton karet. Proses pencampuran tersebut hanya dilakukan apabila UU. Wabe ingin menghasilkan SIR 3L, namun apabila UU. Wabe ingin memproduksi SIR 3WF, maka selama proses pencampuran ini tidak perlu ditambahkan larutan sodium metabisulfit.
Jumlah campuran lateks rata-rata sebanyak 67.634,316kg per hari atau sebanyak 5,567 m3 per ton karet yang dihasilkan pada tahap ini merupakan campuran lateks kebun, air pengencer dan larutan sodium metabisulfit. Selama proses pencampuran di tahap ini tidak menghasilkan limbah, limbah terbentuk pada saat campuran lateks dari bulking tank
dialirkan melalui talang. Limbah rata-rata sebanyak 178,716 kg per hari yang terdiri dari campuran lateks dari bulking tank, disebabkan karena adanya kebocoran dan kurang permanennya talang yang menghubungkan
bulking tank dengan bak pembekuan. Limbah tersebut dialirkan menuju IPAL melalui saluran air limbah, dengan tujuan untuk mengurangi dampak yang diberikan limbah tersebut terhadap lingkungan.
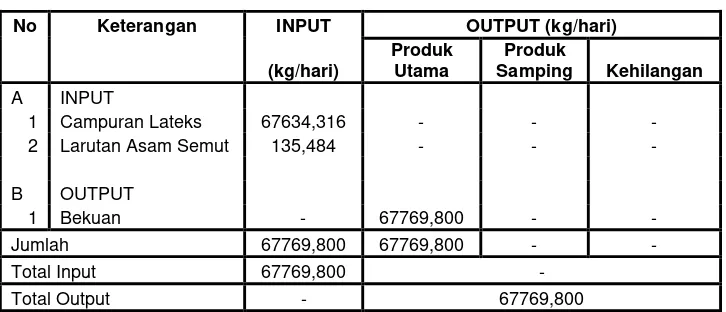
2. Neraca Massa di Bak Pembekuan
Tabel 3. Neraca massa di bak pembekuan
No Keterangan INPUT OUTPUT (kg/hari)
(kg/hari) Produk
Utama
Produk
Samping Kehilangan
A INPUT
1 Campuran Lateks 67634,316 - - - 2 Larutan Asam Semut 135,484 - - - B OUTPUT
1 Bekuan - 67769,800 - -
Jumlah 67769,800 67769,800 - - Total Input 67769,800 -
Total Output - 67769,800
Pada proses pembekuan, campuran lateks yang dialirkan melalui talang dicampurkan dengan larutan asam semut. Banyaknya asam semut yang digunakan pada tahap ini, sangat tergantung dari jumlah campuran lateks yang akan dibekukan. Semakin tinggi jumlah lateks yang akan dibekukan semakin tinggi pula larutan asam semut yang dibutuhkan untuk membantu mempercepat proses pembekuan.
Proses pembekuan campuran lateks homogen rata-rata sebanyak 67.634,316 kg per hari akan membutuhkan asam semut rata-rata sebanyak 135,484 kg per hari. Proses pencampuran lateks dengan asam semut ini akan menghasilkan bekuan yang siap digiling rata-rata sebanyak 67.769,800 kg per hari.
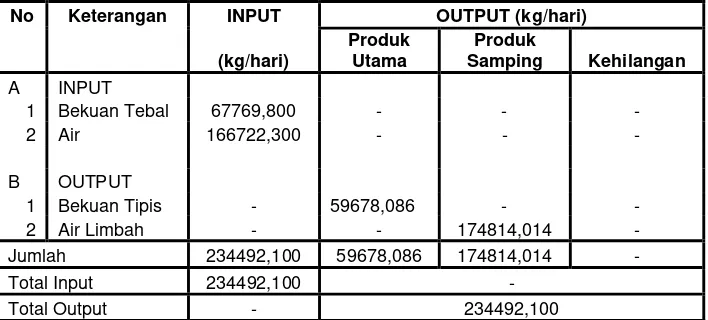
Tabel 4. Neraca massa di mesin mobile crusher
No Keterangan INPUT OUTPUT (kg/hari)
(kg/hari) Produk
Utama
Produk
Samping Kehilangan
A INPUT
1 Bekuan Tebal 67769,800 - - -
2 Air 166722,300 - - -
B OUTPUT
1 Bekuan Tipis - 59678,086 - - 2 Air Limbah - - 174814,014 - Jumlah 234492,100 59678,086 174814,014 - Total Input 234492,100 -
Total Output - 234492,100
Proses penggilingan yang bertujuan untuk menipiskan bekuan serta mengeluarkan sisa bahan kimia dan air yang masih terkandung dalam bekuan, dilakukan dengan bantuan dua operator untuk menarik bekuan menuju mesin mobile crusher. Tabel 4. memperlihatkan adanya penggunaan air dalam jumlah besar yang bertujuan untuk memudahkan bekuan untuk mengapung, sehingga meringankan tenaga operator dalam menarik bekuan. Penggunaan air untuk mengapungkan bekuan ini rata-rata sebesar 166.722,3 kg per hari atau sebesar 13,722 m3 per ton karet, yang dialirkan dari bulking tank dan melalui talang air menuju bak pembekuan.
hari. Keluarnya air dan bahan kimia tersebut selain menyebabkan turunnya bobot bekuan yang semula rata-rata 67.769,800 kg per hari menjadi rata-rata 59.678,086 kg per hari, juga menyebabkan turunnya ketebalan bekuan menjadi 5 cm.
[image:60.595.156.515.366.551.2]4. Neraca Massa di Penggilingan Creper I
Tabel 5. Neraca massa di mesin creper I
No Keterangan INPUT OUTPUT (kg/hari)
(kg/hari) Produk
Utama
Produk
Samping Kehilangan
A INPUT
1 Bekuan Tipis 59678,086 - - - 2 Air 25706,217 - - - B OUTPUT
1 Lembaran Bekuan 1 Cm - 33885,217 - - 2 Air Limbah - - 51499,086 -
Jumlah 85384,303 33885,217 51499,086 - Total Input 85384,303 -
Total Output - 85384,303
Proses penggilingan dengan menggunakan creper I bertujuan untuk menurunkan ketebalan bekuan dari mobile crusher hingga 1 cm, mengeluarkan bahan kimia dan air yang tersisa pada bekuan, serta mencuci bekuan dari bahan kimia yang terdapat di permukaan bekuan dengan menggunakan air yang dialirkan melalui pipa. Air rata-rata sebesar 25.70l,217 kg per hari atau sebesar 2,115 m3 per ton, selain digunakan untuk pencucian juga digunakan untuk pendingin penggiling.
mesin creper I ini merupakan tahap pencucian awal terhadap bekuan, sehingga masih banyak bahan pencemar berupa sodium metabisulfit dan asam semut yang terdapat pada bekuan.
Limbah cair yang rata-rata mencapai 51.499,86 kg per hari atau sebanyak 4,239 m3 per ton , yang terdiri dari sisa bahan kimia dan air dari bekuan serta berasal dari sisa pencucian bekuan dialirkan ke IPAL melalui saluran limbah. Hal ini dilakukan UU. Wabe sebagai upaya mencegah terjadinya pencemaran terhadap lingkungan.
Bekuan yang telah melalui mesin ini akan mengalami pengurangan bobot rata-rata menjadi 33.885,217 kg per hari. Pengurangan bobot tersebut disebabkan karena kandungan air dan bahan kimia yang terkandung didalamnya keluar dari bekuan akibat tekanan yang diberikan oleh mesin penggiling.
[image:61.595.160.531.541.761.2]5. Neraca Massa di Penggilingan Creper II
Tabel 6. Neraca massa di mesin creper II
No Keterangan INPUT OUTPUT (kg/hari)
(kg/