PERANCANGAN DAN PEMBUATAN MILL SHAFT
ROLL SHELL UNTUK 4000 TCD (TON CANE PER
DAY) PADA PABRIK GULA SEI SEMAYANG
DENGAN PROSES PENGECORAN LOGAM
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
NUR FADLIKA NIM. 040401004
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
PERANCANGAN DAN PEMBUATAN MILL SHAFT
ROLL SHELL UNTUK 4000 TCD (TON CANE PER
DAY) PADA PABRIK GULA SEI SEMAYANG
DENGAN PROSES PENGECORAN LOGAM
NUR FADLIKA NIM. 040401004
Diketahui / Disyahkan : Disetujui oleh :
DepartemenTeknik Mesin Dosen Pembimbing, Fakultas Teknik USU
Ketua,
Dr. Ing. Ir. Ikhwansyah Isranuri
PERANCANGAN DAN PEMBUATAN MILL SHAFT
ROLL SHELL UNTUK 4000 TCD (TON CANE PER
DAY) PADA PABRIK GULA SEI SEMAYANG
DENGAN PROSES PENGECORAN LOGAM
NUR FADLIKA NIM. 040401004
Telah Disetujui dari Hasil Seminar Skripsi Periode ke-522, pada Tanggal 20 September 2008
Pembanding I, Pembanding II,
Dr. Ing. Ir. Ikhwansyah Isranuri Ir. Alfian Hamsi, M.Sc.
NIP. 132018668 NIP. 131654258
DEPARTEMEN TEKNIK MESIN AGENDA : 833/TS/2008 FAKULTAS TEKNIK USU DITERIMA : / /2008
MEDAN PARAF :
========================= ====================
TUGAS SARJANA
N A M A : NUR FADLIKA
NIM : 040401004
MATA PELAJARAN : PENGECORAN LOGAM
SPESIFIKASI : RANCANG DAN BUAT SHAFT MILL ROLL
SHELL UNTUK 4000 TCD PADA PABRIK
GULA.
PERANCANGAN MELIPUTI :
− PERHITUNGAN
− UKURAN POLA
− GAMBAR CETAKAN
DIBERIKAN TANGGAL : 24 / 04 /2008
SELESAI TANGGAL : / /2008
MEDAN, SEPTEMBER 2008. KETUA DEPARTEMEN TEKNIK MESIN, DOSEN PEMBIMBING,
DR.ING.IR. IKHWANSYAH ISRANURI IR. RASKITA S. MELIALA
KARTU BIMBINGAN
N0 : 833 / TS / 2008
TUGAS SARJANA MAHASISWA
Sub. Program Studi : Teknik Produksi Bidang Tugas : Pengecoran Logam
Judul Tugas : Perancangan dan Pembuatan Mill Shaft Roll Shell Untuk 4000 TCD (Ton Cane Per Day) Pada Pabrik Gula Sei Semayang dengan Proses Pengecoran Logam
Diberikan Tanggal : 24-04-2008 Selesai Tanggal : 02-09-2008 Dosen Pembimbing : Ir.Raskita S.Meliala Nama Mahasiswa : Nur Fadlika NIM : 040401004
NO Tanggal KEGIATAN ASISTENSI BIMBINGAN
Tanda Tangan Dosen Pembimbing
1 14-04-2008 Survey lapangan
2 24-04 -2008 Spesifikasi tugas
3 23-06-2008 Asistensi Bab I dan Bab II, lanjutkan 4 26-07-2008 Asistensi Bab III, perbaiki
5 12-08-2008 Lanjutkan
6 13-08-2008 Asistensi bab IV, perbaiki
7 19-08-2008 Asistensi Bab V, perbaiki
8 26-08-2008 Lanjutkan dan coba digambar
9 27-08-2008
Perbaiki gambar dan diskusikan dengan dosen menggambar
10 02-09-2008 Gambar selesai, siap diseminarkan
CATATAN :
Diketahui
1. Kartu ini harus diperlihatkan kepada Ketua Departemen Teknik Mesin Dosen Pembimbing setiap asistensi. FT. U.S.U
2. Kartu ini dijaga bersih dan rapi.
3. Kartu ini harus dikembalikan ke Departemen, bila kegiatan asistensi telah selesai.
(Dr.Ing.Ir. Ikhwansyah Isranuri NIP. 132 018 668
KATA PENGANTAR
Alhamdulillah Puji dan syukur Allah Swt atas berkat dan rahmatnya-Nya yang telah diberikan kepada penulis sehingga dapat menyelesaikan Skripsi ini. Adapun Skripsi yang dipilih adalah dalam bidang Teknik Pengecoran Logam dengan judul : “Perancangan dan Pembuatan Mill Shaft Roll Shell Untuk 4000 TCD (Ton Cane Per Day) Pada Pabrik Gula Sei Semayang dengan Proses Pengecoran Logam”.
Selama penulisan Skripsi ini penulis banyak mendapat bimbingan dan bantuan dari berbagai pihak. Oleh karena itu dalam kesempatan ini penulis mengucapkan terima kasih kepada :
1. Ibu Ir. Raskita S.Meliala selaku dosen pembimbing saya yang telah memberikan waktu dan pikirannya dalam penyelesain skripsi ini.
2. Bapak Dr.Ing.Ir. Ikhwansyah Isranuri sebagai ketua Departemen Teknik Mesin dan Bapak Tulus Burhanudin Sitorus, ST.MT sebagai sekretaris Departemen Teknik Mesin.
3. Bapak Dr.Ing.Ir. Ikhwansyah Isranuri dan Ir. Alfian Hamsi, M.Sc. selaku Dosen Penguji I dan II.
4. Kedua Orang tua saya yang saya cintai yang telah memberikan segala sesuatunya dengan penuh ikhlas serta kedua abang dan adik saya yang telah memberikan semangat dan perhatiannya.
5. Seluruh Staff Pengajar di Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara yang telah mengubah pola pikir saya ke hal yang positif serta ilmu yang sangat berharga.
6. Seluruh pegawai Departemen Teknik Mesin atas segala bantuannya kepada penulis dalam pengurusan administrasi.
7. Pimpinan dan karyawan PTPN2 Pabrik Gula Sei Semayang yang telah meluangkan waktunya untuk memberikan data dan masukan pada penulis selama survey.
8. Teman-teman Teknik Mesin USU terutama stambuk 2004. Terima kasih kepada semuanya yang telah memberikan banyak masukkan serta semangat kepada penulis serta teman-teman lainnya.
Penulis telah mencoba melakukan yang terbaik untuk menyelesaikan skripsi ini, namun kritik dan saran tetap sangat diharapkan untuk lebih menyempurnakan skripsi ini. Penulis berharap skripsi ini dapat bermanfaat bagi siapapun yang membacanya.
Medan, Oktober 2008 Penulis,
DAFTAR ISI
halaman
HALAMAN JUDUL i
LEMBARAN PENGESAHAN DARI PEMBIMBING ii
LEMBARAN PERSETUJUAN DARI PEMBANDING iii
SPESIFIKASI TUGAS iv
LEMBARAN EVALUASI SEMINAR SKRIPSI v
KARTU BIMBINGAN TUGAS SARJANA viii
KATA PENGANTAR ix
DAFTAR ISI x
DAFTAR TABEL xiii
DAFTAR GAMBAR xiv
DAFTAR SIMBOL xv
BAB I PENDAHULUAN 1
1.1 LATAR BELAKANG 1
1.2 MAKSUD DAN TUJUAN 2
1.3 BATASAN MASALAH 2
1.4 METODE PENULISAN 2
1.5 SISTEMATIKA PENULISAN 2
BAB II TINJAUAN PUSTAKA 4
2.1 TINJAUAN UMUM 4
2.2 PENGERTIAN DAN FUNGSI POROS 7
2.2.1 Jenis-jenis Poros 7
2.3 MEMBUAT CORAN 8
2.4 BAHAN-BAHAN PENGECORAN 9
2.4.1 Besi Cor 10
2.4.2 Baja Cor 11
2.4.3 Coran Paduan Tembaga 11
2.4.4 Coran Paduan Ringan 12
2.4.5 Coran Paduan Lainnya 12
2.5 PENGGUNAAN CORAN 12
2.6 POLA 13
2.6.1 Macam-Macam Pola 14
2.6.1.1 Pola Pejal 14
2.6.1.2 Pola Pelat Pasangan 16
2.6.1.3 Pola Pelat Kup dan Drag 16
2.6.2 Bahan-Bahan Pola 17
2.6.2.1 Kayu 17
2.6.2.2 Resin Sintetis 17
2.6.2.3 Bahan untuk Pola Logam 17
2.7 RENCANA PENGECORAN 17
2.7.1 Sistim Saluran 17
2.7.2 Bentuk dan Bagian-Bagian dari Sistim Saluran 18
2.7.2.2 Saluran Turun 19
2.7.2.3 Pengalir 19
2.7.2.4 Saluran Masuk 20
2.7.3 Penambah 20
2.8 PASIR CETAK 21
2.8.1 Syarat-Syarat Pasir Cetak 21
2.8.2 Macam-Macam Pasir Cetak 22
2.8.3 Susunan Pasir Cetak 22
2.8.4 Sifat–Sifat Pasir Cetak 23
2.8.4.1 Sifat–sifat Pasir Cetak Basah 23
2.8.4.2 Sifat–Sifat Kering 25
2.8.4.3 Sifat–sifat Penguatan Oleh Udara 25
2.8.4.4 Sifat – Sifat Panas 25
2.9 PELEBURAN DAN PENUANGAN LOGAM 27
2.9.1 Peleburan Baja Cor 27
2.9.2 Penuangan Baja Cor 28
2.10 PENGERJAAN AKHIR 10
2.10.1 Menyingkirkan Pasir Cetak dari Rangka Cetak 30 2.10.2 Menyingkirkan Saluran Turun dan Penambah Coran 30
BAB III PERENCANAAN MILL SHAFT ROLL 31
3.1 PENENTUAN PERENCANAAN 31
3.2 PEMILIHAN BAHAN 33
3.3 PERENCAANAAN DIAMETER POROS 34
3.4 PENENTUAN PANJANG POROS 35
3.5 KONDISI PEMBEBANAN POROS 36
3.6 ANALISA GAYA PADA BANTALAN 37
3.6.1 Gaya Reaksi Pada Bantalan A dan B 39
3.6.2 Gaya – Gaya Dalam Yang Terjadi Pada Poros 40
3.6.3 Diagram Momen Yang Timbul Pada Poros 43
3.7 PEMERIKSAAN KEKUATAN POROS 44
3.8 UKURAN DIMENSI POROS 45
BAB IV PERENCANAAN PROSES PENCETAKAN 46
4.1 PEMBUATAN POLA 46
4.1.1 Bahan dan Jenis Pola 46
4.1.2 Penentuan Tambahan Penyusutan 46
4.1.3 Penentuan Penambahan Penyelesaian Mesin 47
4.1.4 Ukuran Pola 47
4.2 SISTEM SALURAN 49
4.2.1 Saluran Turun 50
4.2.2 Cawan Tuang 54
4.2.3 Saluran Pengalir 55
4.2.4 Saluran Masuk 56
4.2.5 Saluran Penambah 56
4.3 PEMBUATAN CETAKAN PASIR 58
4.3.1 Persiapan Pasir Cetak 58
BAB V PELEBURAN DAN PENUANGAN 62
5.1 PELEBURAN 62
5.1.1 Pemilihan Jenis Tanur 62
5.1.2 Kapasitas Peleburan 63
5.2 KOMPOSISI MATERIAL DALAM BAJA COR 64
5.2.1 Pengaruh Komposisi Material yang Ditambahkan 64
5.2.2 Komposisi Logam 65
5.2.3 Penambahan Beberapa Unsur Paduan 65
5.3 PENUANGAN 67
5.3.1 Pemilihan Jenis Ladel 67
5.3.2 Temperatur Penuangan 67
BAB VI KESIMPULAN DAN SARAN 69
6.1 KESIMPULAN 69
6.2 SARAN 71
DAFTAR PUSTAKA 72
LAMPIRAN
Lampiran – A : Tabel Diameter Poros 73
DAFTAR TABEL
halaman Tabel 3.1 Jenis-jenis faktor koreksi berdasarkan
daya yang ditransmisikan 32
Tabel 3.2 Baja karbon untuk konstruksi mesin
dan baja batang yang difinis dingin untuk poros. 33
Tabel 4.1 Tambahan penyusutan yang disarankan 46
Tabel 4.2 Ukuran dari saluran turun, pengalir, dan saluran masuk 50
DAFTAR GAMBAR
halaman
Gambar 2.1 Pengangkutan tebu dengan truk 4
Gambar 2.2 Cane Cutter I 5
Gambar 2.3 Cane Cutter II 5
Gambar 2.4 Top Roll dan Shaft Roll 5
Gambar 2.5 Skema proses penggilingan 7
Gambar 2.6 Pola Tunggal 15
Gambar 2.7 Pola Belahan 15
Gambar 2.8 Pola Setengah 15
Gambar 2.9 Pola Belahan Banyak 16
Gambar 2.10 Pola Pelat Pasangan 16
Gambar 2.11 Pola Pelat Kup dan Drag 16
Gambar 2.12 Istilah-istilah sistim Pengisian 18
Gambar 2.13 Ukuran cawan tuang 18
Gambar 2.14 Perpanjangan pengalir 19
Gambar 2.15 Saluran Masuk 20
Gambar 2.16 Penambah samping dan penambah atas 21
Gambar 2.17 Pengaruh kadar air dan kadar lempung terhadap
pasir cetak yang diikat dengan lempung 24 Gambar 2.18 Pengaruh kadar air dan bentonit pada pasir diikat bentonit 24
Gambar 2.19 Pemuaian panas bermacam – macam pasir 25
Gambar 2.20 Kekuatan tekan panas dari pasir cetak 26
Gambar 2.21 Deformasi panas dari pasir cetak 27
Gambar 2.22 Tanur listrik Heroult 27
Gambar 2.23 Ladel jenis penyumbat 28
Gambar 2.24 Temperatur penuangan yang disarankan 29
Gambar 3.1 Spesifikasi daya dan putaran. 31
Gambar 3.2 Kondisi pembebanan pada poros 36
Gambar 3.3 Diagram momen poros 44
Gambar 3.4 Ukuran dimensi untuk Mill Shaft Roll Shell 45 Gambar 4.1 Tambahan penyelesaian mesin untuk coran baja 47
Gambar 4.2 Bagian-bagian perhitungan pola 47
Gambar 4.3 Ukuran pola 49
Gambar 4.4 Sistem saluran 49
Gambar 4.5 Cawan tuang dan ukurannya 54
Gambar 4.6 Ukuran pengalir 55
Gambar 4.8 Konstruksi kepala pelempar dan pembuatan cetakan. 59
Gambar 4.9 Pelempar pasir jenis ban ganda 60
Gambar 5.1 Tanur listrik Heroult 61
Gambar 5.2 Ukuran standar dari tanur listrik basa Heroult. 62
Gambar 5.3 Ladel jenis penyumbat 66
DAFTAR SIMBOL
Kt Faktor koreksi untuk kemungkinan
terjadinya tumbukan -
Cb Faktor koreksi untuk kemungkinan
terjadinya beban lentur -
θ Defleksi puntiran 0 (derajat)
τ Tegangan geser akibat momen puntir kg/mm2
ρ Massa jenis logam (7,3 x 103 kg/m3) kg/m3
V Volume benda coran m3
mtotal Massa total poros kg
v Kecepatan rata-rata tuang dari logam cair m/s C Koefisien aliran (0,9-1,0 untuk saluran sederhana) -
ABSTRAK
Keterbatasan ketersediaan suku cadang dari suatu mesin membuat perusahaan
berpikir untuk memesannya dari industri lokal. Ini dikarenakan mesin yang
digunakan sudah cukup tua dan membutuhkan waktu yang lama untuk
memesannya kembali. Pada umumnya pemesanan dilakukan pada industri
pengecoran logam yang mampu menyediakan suku cadang tersebut dengan cepat
dan biaya yang cukup murah jika dibandingkan dengan membeli langsung dari
produsen asalnya.
Seperti halnya yang dilakukan Pabrik Gula Sei Semayang PTPN-II
(PGSS) pada stasiun gilingan yang memiliki 5 unit gilingan (5 Set Three Roller
Mill) yang disusun seri dengan memakai tekanan hidrolik yang berbeda-beda dan
masing-masing unit gilingan terdiri dari 3 roll yaitu roll atas (Top Roll), roll
belakang (Bagasse Roll), dan roll depan (Feed Roll). Masing-masing roll tersebut
ditopang sebuah poros (Shaft) yaitu mill shaft roll shell yang dimasukkan ke
dalam top roll-nya. Dimana suku-suku cadang tersebut dipesan oleh PGSS ke PT.
Asia Raya Foundry.
Poros yang memiliki diameter yang cukup besar diputar dengan kecepatan
maksimum 6,5 Rpm dan daya sebesar 650 HP. Poros tersebut selain menopang
Top Roll, juga menopang roda gigi lurus serta kopling persegi (Square Coupling)
dan poros ditumpu oleh dua bantalan luncur dengan sistem pelumasan berupa oli.
Dari komponem-komponen yang membebani poros tersebut maka dihitung
analisa gaya terhadap bantalan serta momen gaya yang terjadi sehingga dapat
ditentukan jenis bahan logam yang digunakan untuk pembuatan poros tersebut
dengan cara pengecoran cetakan pasir. Oleh sebab itu penulis mencoba untuk
melakukan perencanaan pengecoran yang meliputi perhitungan untuk pembuatan
ABSTRAK
Keterbatasan ketersediaan suku cadang dari suatu mesin membuat perusahaan
berpikir untuk memesannya dari industri lokal. Ini dikarenakan mesin yang
digunakan sudah cukup tua dan membutuhkan waktu yang lama untuk
memesannya kembali. Pada umumnya pemesanan dilakukan pada industri
pengecoran logam yang mampu menyediakan suku cadang tersebut dengan cepat
dan biaya yang cukup murah jika dibandingkan dengan membeli langsung dari
produsen asalnya.
Seperti halnya yang dilakukan Pabrik Gula Sei Semayang PTPN-II
(PGSS) pada stasiun gilingan yang memiliki 5 unit gilingan (5 Set Three Roller
Mill) yang disusun seri dengan memakai tekanan hidrolik yang berbeda-beda dan
masing-masing unit gilingan terdiri dari 3 roll yaitu roll atas (Top Roll), roll
belakang (Bagasse Roll), dan roll depan (Feed Roll). Masing-masing roll tersebut
ditopang sebuah poros (Shaft) yaitu mill shaft roll shell yang dimasukkan ke
dalam top roll-nya. Dimana suku-suku cadang tersebut dipesan oleh PGSS ke PT.
Asia Raya Foundry.
Poros yang memiliki diameter yang cukup besar diputar dengan kecepatan
maksimum 6,5 Rpm dan daya sebesar 650 HP. Poros tersebut selain menopang
Top Roll, juga menopang roda gigi lurus serta kopling persegi (Square Coupling)
dan poros ditumpu oleh dua bantalan luncur dengan sistem pelumasan berupa oli.
Dari komponem-komponen yang membebani poros tersebut maka dihitung
analisa gaya terhadap bantalan serta momen gaya yang terjadi sehingga dapat
ditentukan jenis bahan logam yang digunakan untuk pembuatan poros tersebut
dengan cara pengecoran cetakan pasir. Oleh sebab itu penulis mencoba untuk
melakukan perencanaan pengecoran yang meliputi perhitungan untuk pembuatan
BAB I
PENDAHULUAN
1.1 LATAR BELAKANG
Keterbatasan ketersediaan suku cadang dari suatu mesin membuat
perusahaan berpikir untuk memesannya dari industri lokal. Ini dikarenakan mesin
yang digunakan sudah cukup tua dan membutuhkan waktu yang lama untuk
memesannya kembali. Pada umumnya pemesanan dilakukan pada industri
pengecoran logam yang mampu menyediakan suku cadang tersebut dengan cepat
dan biaya yang cukup murah jika dibandingkan dengan membeli langsung dari
produsen asalnya.
Seperti halnya yang dilakukan Pabrik Gula Sei Semayang PTPN-II
(PGSS) pada stasiun gilingan yang memiliki 5 unit gilingan (5 Set Three Roller
Mill) yang disusun seri dengan memakai tekanan hidrolik yang berbeda-beda dan
masing-masing unit gilingan terdiri dari 3 roll yaitu roll atas (Top Roll), roll
belakang (Bagasse Roll), dan roll depan (Feed Roll). Masing-masing roll tersebut
ditopang sebuah poros (Shaft) yaitu mill shaft roll shell yang dimasukkan ke
dalam top roll-nya. Dimana suku-suku cadang tersebut dipesan oleh PGSS ke PT.
Asia Raya Foundry.
Poros yang memiliki diameter yang cukup besar diputar dengan kecepatan
maksimum 6,5 Rpm dan daya sebesar 650 HP. Poros tersebut selain menopang
Top Roll, juga menopang roda gigi lurus serta kopling persegi (Square Coupling)
dan poros ditumpu oleh dua bantalan luncur dengan sistem pelumasan berupa oli.
Dari komponem-komponen yang membebani poros tersebut maka dihitung
analisa gaya terhadap bantalan serta momen gaya yang terjadi sehingga dapat
ditentukan jenis bahan logam yang digunakan untuk pembuatan poros tersebut
dengan cara pengecoran cetakan pasir. Oleh sebab itu penulis mencoba untuk
melakukan perencanaan pengecoran yang meliputi perhitungan untuk pembuatan
1.2 MAKSUD DAN TUJUAN
Maksud dari perencanaan ini adalah untuk mengetahui dan memahami
proses pengecoran logam dengan pembekalan materi yang diperoleh dari bangku
kuliah.
Tujuan dari perencanaan ini adalah merencanakan pembuatan dan memilih
bahan cetakan, merencanakan dimensi pola, merencanakan sistim saluran dan
penambah yang sesuai berdasarkan perhitungan serta menambah wawasan tentang
teknik pengecoran logam.
1.3 BATASAN MASALAH
Pada proses pengecoran logam dengan cetakan pasir dalam hal ini
memiliki batasan masalah yaitu perancangan yang meliputi perhitungan, ukuran
pola, dan gambar cetakan.
1.4 METODE PENULISAN
Metode penulisan yang digunakan dalam penulisan tugas sarjana ini
adalah :
1. Survey Lapangan
Survey lapangan telah dilakukan pada Pabrik Gula Sei Semayang PTPN-II
serta peninjauan pada indutri pengecoran logam.
2. Studi Literatur
Berupa studi kepustakaan dan kajian dari buku – buku yang berkaitan tentang
pengecoran logam serta buku-buku lain yang mendukung dan membantu
dalam menyelesaikan tugas sarjana ini.
3. Diskusi
Berupa Tanya jawab dengan dosen pembimbing dan teman-teman mahasiswa
yang lain mengenai rancangan yang dibahas.
1.5 SISTEMATIKA PENULISAN
Adapun sistematika penulisan Skiripsi ini adalah sebagai berikut :
1. BAB I : Pendahuluan berisikan latar belakang, maksud dan tujuan, batasan
2. BAB II : Tinjauan Pustaka, berisikan tentang teori-teori yang mendasari
tentang perencanaan pengecoran logam.
3. BAB III : Perencanaan diameter poros, perencanaan material dan dimensi
poros.
4. BAB IV : Perencanaan Cetakan, berisikan tentang perencanaan cetakan mulai
dari pembuatan pola cetakan hingga penyelesaian akhir.
5. BAB V : Peleburan dan Penuangan, berisikan secara garis besar pemilihan
jenis tanur dan kapasitasnya.
BAB II
TINJAUAN PUSTAKA
2.1 TINJAUAN UMUM
Proses produksi yang terdapat di Pabrik Gula Sei Semayang yang memproduksi gula GKP I (Gula Kristal Produk I) dengan bahan baku utama
adalah tebu dengan berat bahan 4000 ton perhari dan bahan pembantu proses
adalah kapur tohor dan belerang. Tanaman tebu dipanen pada saat tanaman
memiliki kadar gula atau sukrosa yang tinggi (umur sekitar 10-12 bulan). Tebu
diangkut dengan menggunakan truk pada gambar 3.1 dan ditimbang di jembatan
timbang. Dari timbangan ini nantinya dapat diketahui brutto, netto, dan tara.
Gambar 2.1 Pengangkutan tebu dengan truk
Setelah tebu mengalami proses penimbangan, selanjutnya tebu digiling
pada stasiun gilingan. Tebu diangkut melalui conveyor (Cane Carier) dengan
kecepatan 3-15 m/menit menuju alat Cane Laveller yang berfungsi sebagai alat
pemerata tebu menuju Cane Cutter I sehingga tebu dipotong dengan merata
seperti terlihat pada gambar 2.2. Setelah tebu dipotong-potong dengan alat
pemotong II (Cane Cutter II) pada gambar 2.3 yang berfungsi untuk menyayat
tebu sampai menjadi serpihan tebu masuk ke gilingan I, maka tebu harus melewati
Gambar 2.2 Cane Cutter I Gambar 2.3 Cane Cutter II Penggilingan (perahan) dilakukan sebanyak 12 kali dengan 5 unit gilingan
(5 Set Three Roller Mill) yang disusun seri dengan memakai tekanan hidrolik
yang berbeda-beda dengan masing-masing unit gilingan terdiri dari 3 roll. Jarak
antara roll atas (Top Roll) dengan roll belakang (Bagasse Roll) lebih kecil
daripada jarak antara roll atas dengan roll depan (Feed Roll) mempunyai
permukaan beralur berbentuk V dengan sudut 300 yang gunanya untuk
memperlancar aliran nira dan mengurangi terjadinya slip. Masing-masing roll
dipasangkan sebuah poros untuk melakukan putarannya dan poros tersebut
ditumpu oleh dua bantalan luncur yang dapat dilihat pada gambar 2.4.
Gambar 2.4 Top Roll dan Shaft Roll
Besarnya tekanan hidrolik yang digunakan untuk mengepres alat
penggiling adalah 150-200 kg/cm2 dengan putaran berbeda antara gilingan I dengan yang lain dimana gilingan I skitar 5,3 rpm, gilingan II 5,2 rpm, gilingan III
5,0 rpm, gilingan IV 5,0 rpm, gilingan V 4,8 rpm.
Top Roll
Mekanisme kerja dari 5 Set Three Roller Mill adalah sebagai berikut :
1. Tebu yang sudah dicacah halus pada Cane Cutter I masuk ke pencacah Cane
Cutter II elevator masuk ke gilingan pertama. Air perahan nira dari gilingan
pertama ditampung pada bak penampung I yang disebut primary juice. Ampas
dari gilingan I masuk pada gilingan II untuk diperah lagi. Air perahan II
masuk dalam bak penampungan II.
2. Nira dari gilingan I dan II masih ada ampasnya yang sama-sama ditampung
pada bak penampungan I. Nira pada bak penampungan I disaring pada Juice
Strainer kemudian ampasnya dimasukkan pada gilingan II dan nira yang
disaring ditampung dalam satu tangki dan siap dipompakan ke stasium
pemurnian. Tangki penampungan ini disebut Raw Juice Tank.
3. Ampas dari gilingan II masuk ke gilingan III untuk diperah lagi. Air perasan
ditampung pada bak penampung III dan digunakan sebagai imbibisi yang
keluar dari gilingan I.
4. Ampas dari gilingan III masuk ke gilingan IV, air perasan (nira) ditampung
pada bak IV dan digunakan sebagai imbibisi ampas yang keluar dari gilingan
II.
5. Ampas dari gilingan IV masuk ke gilingan V untuk diperas lagi. Nira dari
gilingan V ditampung pada bak V dan digunakan sebagai imbibisi ampas yang
keluar dari gilingan III.
6. Ampas yang keluar dari gilingan IV diberi air imbibisi sebelum masuk ke
gilingan V yang memiliki temperatur air imbibisi sekitar 60-70 0C. Ampas
tebu dari gilingan V selanjutnya diangkutnya dengan satu unit conveyor
melalui suatu plat saringan, dimana ampas berserat kasar dilewatkan menuju
boiler sebagai bahan bakar dan sebagian dibawa menuju gudang ampas
Skema dari prosedur penggilingan dapat dilihat dari gambar 2.5 berikut :
Gambar 2.5 Skema proses penggilingan
2.2 PENGERTIAN DAN FUNGSI POROS
Poros merupakan salah satu bagian terpenting dalam setiap mesin yang
berfungsi untuk meneruskan daya dan putaran. Poros adalah suatu bagian
stasioner yang berputar, biasanya berpenampang bulat, dimana terpasang
elemen-elemen seperti roda gigi, pully, roda gila (flywheel), engkol, sproket, dan elemen-elemen
pemindah daya lainnya.
Poros bisa menerima lenturan, tarikan, tekan, atau puntiran, yang bekerja
sendiri-sendiri atau berupa gabungan satu dengan lainnya. Bila beban tersebut
tergabung, kita bisa mengharapkan untuk mencari kekuatan statis dan kekuatan
lelah yang perlu untuk pertimbangan perencanaan, karena suatu poros tunggal bisa
diberi tegangan-tegangan statis, tegangan bolak-balik lengkap, tegangan berulang,
yang semuanya bekerja pada waktu yang sama.
2.2.1 Jenis - Jenis Poros
Menurut pembebanannya poros diklasifikasikan menjadi :
a. Poros transmisi
Poros macam ini mendapat beban puntir murni atau puntir dan lentur.
Daya ditransmisikan kepada poros ini melalui kopling, roda gigi, puli sabuk
b. Poros spindel
Poros transmisi yang relatif pendek, seperti poros utama mesin perkakas,
dimana beban utamanya berupa puntiran, disebut spindel. Syarat yang harus
yang dipenuhi poros ini adalah deformasinya harus kecil dan bentuk serta
ukurannya harus teliti.
c. Poros gandar
Poros seperti yang dipasang diantara roda-roda kereta barang, dimana
tidak mendapat beban puntir, bahkan kadang-kadang tidak boleh berputar,
disebut gandar. Gandar ini hanya mendapat beban lentur, kecuali jika
digerakkan oleh penggerak mula dimana akan mengalami beban puntir juga.
2.3 MEMBUAT CORAN
Untuk membuat coran harus dilakukan proses-proses seperti pencairan
logam, membuat cetakan, menuang, membongkar, dan membersihkan coran.
Untuk pencairan logam bermacam-macam tanur dipakai. Umumnya kupola atau
tanur induksi frekuensi rendah dipergunakan untuk besi cor, tanur busur listrik
atau tanur frekuensi tinggi untuk baja cor dan tanur krus untuk paduan tembaga
atau coran paduan ringan.
Cetakan biasanya dibuat dengan jalan memadatkan pasir. Pasir yang
dipakai adalah pasir alam atau pasir buatan yang mengandung tanah lempung.
Kadang-kadang dicampurkan pengikat khusus seperti air-kaca, semen, resin furan,
resin fenol atau minyak pengering, karena zat-zat tersebut berfungsi untuk
memperkuat cetakan atau mempermudah operasi pembuatan cetakan. Selain dari
cetakan pasir, kadang-kadang dipergunakan juga cetakan logam.
Pada umumnya logam cair dituangkan dengan pengaruh gaya berat,
walaupun kadang-kadang dipergunakan tekanan pada logam cair selama atau
setelah penuangan. Pengecoran cetak adalah suatu cara pengecoran dimana logam
cair ditekan ditekan ke dalam cetakan logam dengan tekanan tinggi, coran tipis
dapat dibuat dengan cara ini.
Pengecoran tekanan rendah adalah suatu cara pengecoran dimana
diberikan tekanan yang sedikit lebih tinggi dari tekanan atmosfir pada permukaan
logam dalam tanur, tekanan ini mengakibatakan mengalirnya logam cair ke atas
Pengecoran sentrifugal adalah suatu cara pengecoran dimana cetakan
diputar dan logam cair dituangkan ke dalamnya, sehingga logam cair tertekan oleh
gaya sentrifugal dan kemudian membeku.
Setelah penuangan, coran dikeluarkan dari cetakan dan dibersihkan,
bagian-bagian yang tidak perlu dibuang dari coran.
2.4 BAHAN–BAHAN PENGECORAN
Pada umumnya bahan-bahan yang digunakan untuk pengecoran logam
adalah paduan atau coran yang terdiri dari coran besi cor, coran baja, coran
paduan tembaga, coran logam ringan, dan coran paduan lainnya seperti yang
ditunjukkan daftar 2.1 berikut.
Besi kelabu
Besi cor mutu tinggi
Coran besi cor Besi cor kelabu paduan
Besi cor bergrafit bulat
Besi cor mampu tempa
Besi cor dicil
Coran baja Baja cor karbon
Baja cor paduan
CORAN Coran paduan tembaga Brons
Kuningan
Kuningan tegangan
tinggi, dll
Coran logam ringan Coran paduan aluminium Coran paduan magnesium
Coran paduan seng
Coran paduan lain Coran paduan timbal
Coran paduan tin
Lain-lain
Daftar 2.1 Penggolongan bahan coran
2.4.1 Besi Cor
Besi cor adalah paduan besi yang mengandung karbon, silisium, mangan,
pospor dan belerang. Besi cor dikelompokkan menjadi besi cor kelabu, besi cor
kelas tinggi, besi cor kelabu paduan, besi cor bergrafit bulat, besi cor mampu
tempa, dan besi cor cil.
Struktur besi cor terdiri dari ferit atau perlit dan serpih karbon bebas.
Karbon dan silisium ternyata mempengaruhi struktur mikro, ukuran serta bentuk
dari karbon bebas dan keadaan struktur dasar berubah sesuai dengan mutu dan
kuantitasnya. Disampng itu, ketebalan dan laju pendinginan mempengaruhi
struktur mikro.
Besi cor kelabu memiliki kekuatan tarik kira-kira 10-30 kgf/mm2, titik
cairnya kira-kira 1200 oC, namun besi cor ini agak getas. Besi cor kelabu memiliki
mampu cor yang sangat baik serta murah dan paling banyak digunakan untuk
benda-benda coran.
Besi cor kelas tinggi mengandung lebih sedikit karbon dan silikon, lagi
pula ukuran grafit bebasnya agak kecil, dibanding dengan besi cor kelabu,
sehingga kekuatan tariknya lebih tinggi yaitu kira-kira 30-50 kgf/mm2.
Besi cor kelabu paduan mengandung unsur-unsur paduan dan grafit,
mempunyai struktur yang stabil sehingga sifat-sifatnya lebih baik. Unsur-unsur
yang ditambahkan adalah khrom, nikel, molibden, vanadium, titan dan sebagainya
sehingga ketahanan panas, ketahanan aus, ketahanan korosi, dan mampu mesin
baik sekali berkat adanya unsur-unsur tambahan tersebut.
Besi cor mampu tempa dibuat dari besi cor putih yang dilunakkan didalam
sebuah tanur dalam waktu yang lama. Menurut struktur mikronya ada tiga macam
besi cor mampu tempa, yaitu besi cor mampu tempa perapian hitam, besi cor
mampu tempa perapian putih, dan besi cor mampu tempa perlit.
Besi cor grafit bulat dibuat dengan jalan mencampurkan magnesium,
mengendap. Besi cor macam ini mempunyai kekuatan, keuletan, ketahanan aus,
dan ketahanan panas yang baik sekali dibandingkan dengan besi cor kelabu.
Besi cor cil ialah besi cor yang mempunyai permukaan terdiri dari besi cor
putih dan bagian didalamnya terdiri dari struktur dengan endapan grafit.
Permukaannya mempunyai ketahanan aus yang baik sekali dan bagian dalamnya
mempunyai keuletan yang baik pula. Besi cor ini digunakan sebagai bahan tahan
aus.
2.4.2 Baja Cor
Baja cor digolongkan ke dalam baja karbon dan baja paduan. Coran baja
karbon adalah paduan besi karbon dan digolongkan menjadi tiga macam, yaitu
baja karbon rendah (C< 0,20%), baja karbon sedang (0,20-0,50% C), dan baja
karbon tinggi (C< 0,50%). Kadar karbon mempengaruhi kekuatannya. Baja cor
mempunyai struktur yang buruk dan sifat yang getas apabila tidak diadakan
perlakuan panas, dengan pelunakan atau penormalan maka baja cor menjadi ulet
dan strukturnya menjadi halus. Titik cairnya kira-kira 1500 oC, mampu cornya
lebih buruk dibandingkan dengan besi cor, tetapi baik sekali dipergunakan sebagai
bahan bagian-bagian mesin, sebab kekuatannya yang tinggi dan harganya rendah.
Baja cor paduan adalah baja cor yang ditambah unsur-unsur paduan seperti
mangan, khrom, molibden atau nikel yang dibubuhkan untuk memberikan
sifat-sifat khusus dari baja paduan tersebut seperti sifat-sifat-sifat-sifat ketahanan aus, ketahanan
asam, dan korosi atau keuletan
2.4.3 Coran Paduan Tembaga
Macam-macam coran paduan tembaga adalah perunggu, kuningan,
kuningan kekuatan tinggi, perunggu aluminium dan sebagainya.
Perunggu adalah paduan antara tembaga dan timah, dan perunggu yang
biasa dipakai mengandung kurang dari 15% timah. Titik cairnya kira-kira 1000 o
C, memiliki mampu cor yang baik, serta memiliki sifat-sifat ketahanan korosi
dan ketahanan aus yang baik sekali. Perunggu digolongkan ke dalam dua macam,
yaitu perunggu fosfor yang sifat ketahanan ausnya diperbaiki oleh penambahan
fosfor, dan perunggu timbal yang cocok untuk logam bantalan dengan
Kuningan adalah paduan antara tembaga dan seng, dan kuningan kekuatan
tinggi adalah paduan yang mengandung tembaga, aluminium, besi, mangan, nikel,
dan sebagainya. Perunggu aluminium adalah paduan tembaga, aluminium, dan
sebagainya, yang baik sekali dalam sifat-sifat ketahanan aus dan korosi.
2.4.4 Coran Paduan Ringan
Coran paduan ringan adalah coran paduan aluminium, coran paduan
magnesium dan sebagainya.
Aluminium murni mempunyai sifat mampu cor dan sifat mekanis yang
jelek. Oleh karena itu dipergunakan paduan aluminium karena sifat-sifat
mekanisnya akan diperbaiki dengan menambahkan tembaga, silisium,
magnesium, mangan, nikel dan sebagainya. Al-Si, Al-Cu-Si, dan Al-Si-Mg adalah
deretan dari paduan aluminium yang banyak dipergunakan untuk bagian-bagian
mesin, Al-Cu-Ni-Mg dan Al-Si-Cu-Ni-Mg adalah deretan untuk bagian-bagian
mesin yang tahan panas, dan Al-Mg adalah untuk bagian-bagian tahan korosi.
. Paduan magnesium adalah paduan yang biasanya ditambahkan aluminium,
mangan, berillium sebagai unsur-unsur paduannya.
2.4.5 Coran Paduan Lainnya
Paduan seng yang mengandung sedikit aluminium dipergunakan untuk
pengecoran cetak. Logam monel adalah paduan nikel yang mengandung tembaga
dan demikian juga hasteloy yang mengandung molibden, khrom, dan silikon.
Paduan timbal adalah paduan dari timbal, tembaga dan timah, dan logam
bantalan adalah paduan dari timbal, tembaga dan stibium.
2.5 PENGGUNAAN CORAN
Secara garis besar daftar 2.2 menunjukkan penggunaan dari berbagai
macam bahan coran seperti berikut.
Bahan Contoh Penggunaan
Besi cor
kelabu
(termasuk besi
cormutu
Bagian-bagian mobil (blok silinder, tutup silinder, rumah engkol,
selubung silinder, roda daya, tromol rem, dst).
Mesin perkakas (bed, meja, pegangan).
tinggi) Mesin serat, mesin cetak.
Mesin listrik (rangka motor, rumah-rumah motor).
Pipa air besi cor, bagian-bagian mesin (roda gigi, kopling, roda
ban).
Besi cor
mampu tempa
Bagian-bagian mobil (pelat rangka, roda ban, poros engkol,
selubung silinder, lengan ayun, poros, rumah-rumah kopling).
Besi cor
bergrafit bulat
Bagian-bagian mobil (poros engkol, dst), alat-alat pembuat baja
(Rol, kotak ingot), pipa air besi cor, bagian-bagian mesin (yang
memerlukan keuletan lebih dari besi cor kelabu).
Baja cor
karbon dan
paduan
Bagian-bagian mesin (yang memerlukan tahan lama).
Bagian-bagian kendaraan kereta api(rangka, kopling)
Mesin-mesin pemindah tanah (rantai, rumah rem)
Mesin-mesin hidrolis (pengalir turbin air, rumah-rumah pompa).
Alat-alat pembuat baja (rol, dudukan rol), bagian-bagian kapal
(rangka buritan, rumah-rumah urbin, lengan engkol),
mesin-mesin pertambangan (mesin-mesin kasut, penggali keruk).
Coran paduan
tembaga
Bagian-bagian mesin (bantalan, rumah katup, bus), mesin-mesin
hidrolis (pompa, penyambung).
Bagian-bagian kapal ( baling-baling, pompa, dst.).
Coran paduan
ringan
Bagian-bagian mobil (rumah transmisi, blok silinder, tutup
silinder, saluran isap).
Pompa, rangka kamera, rangka meteran, tutup.
Daftar 2.2 Penggunaan bahan pengecoran
2.6 POLA
Pola yang dipergunakan untuk membuat cetakan benda coran dapat
digolongkan menjadi pola logam dan pola kayu. Pola logam dipergunakan agar
dapat menjaga ketelitian ukuran benda coran, terutama dalam masa produksi,
Pola kayu dibuat dari kayu, murah, cepat dibuatnya dan mudah diolahnya
dibanding dengan pola logam. Oleh karena itu pola kayu umumnya dipakai untuk
cetakan pasir, sering permukaannnya diperkuat dengan lapisan plastik.
Hal pertama yang harus dilakukan pada pembuatan pola adalah mengubah
gambar perencanaan menjadi gambar untuk pengecoran. Selanjutnya menetapkan
tambahan penyusutan, tambahan untuk penyelesain dengan mesin, kemiringan
pola, dan dibuat gambar untuk pengecoran yang kemudian diserahkan kepada
pembuat pola.
Untuk mendapatkan hasil coran yang baik adalah dalam penentuan kup,
drag, dan permukaan pisah yang memiliki ketentuan-ketentuan sebagai berikut :
1. Pola harus mudah dikeluarkan dari cetakan
2. Sistem saluran harus dibuat sempurna untuk mendapatkan aliran logarn
cair yang optimum.
3. Permukaan pisah lebih baik hanya satu bidang saja, karena permukaaan
pisah yang terIalu banyak akan menghabiskan terlalu banyak waktu dalam
proses .
2.6.1 Macam-Macam Pola
Pola memiliki berbagai macam bentuk dan dalam pemilihan pola harus
diperhatikan produktifitas, kualitas coran, dan harga pola.
2.6.1.1 Pola Pejal
Pola pejal adalah pola yang biasa dipakai yang bentuknya hampir serupa
dengan bentuk coran dan dibagi menjadi dua macam yaitu pola tunggal dan pola
belahan.
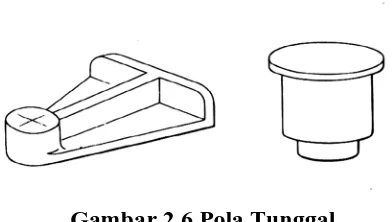
a. Pola tunggal. Pola ini dibuat serupa dengan corannya, disamping itu
kecuali tambahan penyusutan, tambahan penyelesaian mesin dan
kemiringan pola, kadang-kadang dibuat juga menjadi satu dengan telapak
Gambar 2.6 Pola Tunggal
b. Pola belahan. Pola ini dibelah ditengah untuk memudahkan pembuatan
cetakan. Permukaan pisahnya kalau mungkin dibuat satu bidang
Gambar 2.7 Pola Belahan
c. Pola setengah. Pola ini dibuat untuk coran dimana kup dan dragnya simetri terhadap permukaan pisah. Kup dan drag dicetak hanya dengan setengah
pola, sehingga harga pola setengah dari harga pola tunggal.
Gambar 2.8 Pola Setengah
d. Pola belahan banyak. Dalam hal ini pola dibagi menjadi tiga belah atau
lebih untuk memudahkan penarikan dari cetakan dan untuk
Gambar 2.9 Pola Belahan Banyak
2.6.1.2 Pola Pelat Pasangan
Pola ini merupakan pelat dimana pada kedua belahnya ditempelkan pola
demikian juga saluran turun, pengalir, saluran masuk, dan penambah. Pola
biasanya dibuat dari logam atau plastik.
Gambar 2.10 Pola Pelat Pasangan
2.6.1.3 Pola Pelat Kup dan Drag
Pola kayu, logam atau plastik dilekatkan pada dua pelat demikian juga
saluran turun, turun pengalir, saluran masuk, dan penambah. Pelat tersebut ialah
pelat kup dan pelat drag. Kedua pelat dijamin oleh pena-pena agar bagian atas dan
bawah dari coran menjadi cocok.
2.6.2 Bahan-Bahan Pola
2.6.2.1 Kayu
Kayu yang dipakai adalah kayu saru, kayu aras, kayu pinus, kayu magoni,
kayu jati dan lain-lain. Kayu yang kadar airnya lebih 14% tidak dapat dipakai
karena akan terjadi pelentingan yang disebabkan yang disebabkan perubahan
kadar air dalam kayu.
2.6.2.2 Resin Sintetis
Dari berbagai macam resin sintetis, hanya resin Epoksi-lah yang banyak
dipakai. Ia memiliki sifat-sifat : penyusutan yang kecil pada waktu mengeras,
tahan aus yang tinggi, memberikan pengaruh yang lebih baik dengan menambah
pengencer, zat pemlastis atau zat penggemuk menurut penggunaannya
2.6.2.3 Bahan untuk Pola Logam
Bahan yang lazim digunakan adalah besi cor. Biasanya dipakai besi cor
kelabu karena sangat tahan aus, tahan panas, dan tidak mahal. Baja khusus dipakai
untuk pena atau pegas sebagai bagian dari pola yang memerlukan keuletan.
2.7 RENCANA PENGECORAN
Pada pembuatan cetakan harus diperhatikan sistem saluran yang
mengalirkan cairan logam kedalam rongga cetakan. Besar dan bentuknya
ditentukan oleh ukuran tebalnya irisan dan macam logam yang dicairkan. Kualitas
coran tergantung pada sistem saluran dan keadaan penuangan.
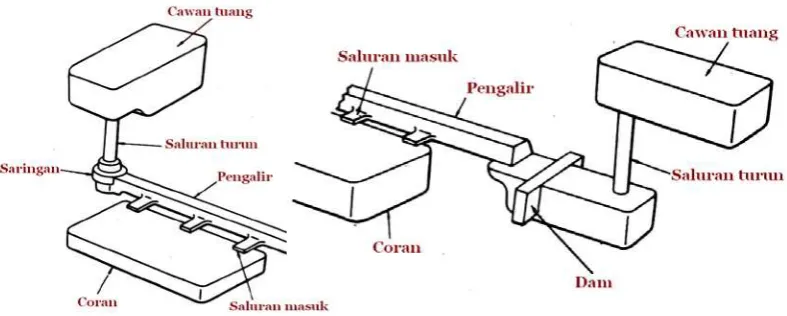
2.7.1 Sistim Saluran
Sistem saluran adalah jalan masuk cairan logam yang dituangkan kedalam
rongga cetakan. Cawan tuang merupakan penerima cairan logam langsung dari
ladel. Saluran turun adalah saluran yang pertama membawa cairan logam dari
cawan tuang ke dalam pengalir dan saluran masuk. Pengalir adalah saluran yang
membawa logam cair dari saluran turun ke bagian–bagian yang cocok pada
cetakan. Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir
Gambar 2.12 Istilah-istilah sistim Pengisian
2.7.2 Bentuk dan Bagian-Bagian dari Sistim Saluran
2.7.2.1 Cawan Tuang
Cawan tuang berbentuk corong dengan saluran turun dibawahnya.
Konstruksinya harus tidak dapat dilalui oleh kotoran yang terbawa dalam logam
cair. Oleh karena itu cawan tuang tidak boleh terlalu dangkal.
Cawan tuang dilengkapi dengan inti pemisah, dimana logam cair
dituangkan disebelah kiri saluran turun. Dengan demikian inti pemisah akan
menahan terak atau kotoran, sedangkan logam bersih akan lewat di bawahnya
kemudian masuk ke saluran turun. Terkadang satu sumbat ditempatkan pada jalan
masuk dari saluran turun agar aliran dari logam cair pada saluran masuk cawan
tuang selalu terisi. Dengan demikian kotoran dan terak akan terapung pada
permukaan dan terhalang untuk masuk kedalam saluran turun.
2.7.2.2 Saluran Turun
Saluran turun dibuat lurus dan tegak dan irisan berupa lingkaran. Kadang–
kadang irisannya dari atas sampai bawah, atau mengecil dari atas ke bawah. Yang
kedua dipakai apabila diperlukan penahan kotoran sebanyak mungkin. Saluran
turun dibuat dengan melubangi cetakan dengan menggunakan suatu batang atau
dengan memasang bumbung tahan panas.
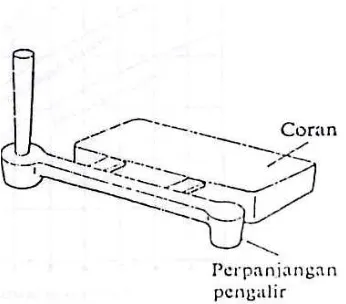
2.7.2.3 Pengalir
Pengalir biasanya mempunyai irisan seperti trapesium atau setengah
lingkaran, sebab irisan demikian mudah dibuat pada permukan pisah dan juga
pengalir mempunyai luas permukaan terkecil untuk satu luasan tertentu, sehingga
lebih efektif untuk pendinginan yang lambat.
Logam cair dalam pengalir masih membawa kotoran yang terapung
terutama pada permulaan penuangan, sehingga harus dipertimbangkan untuk
membuang kotoran tersebut. Ada beberapa cara untuk membuang kotoran tersebut
yaitu sebagai berikut :
a. Perpanjangan pemisah dibuat pada ujung saluran pengalir
b. Membuat kolam putaran pada tengah saluran pengalir (dibawah saluran
turun)
c. Membuat saluran turun bantu.
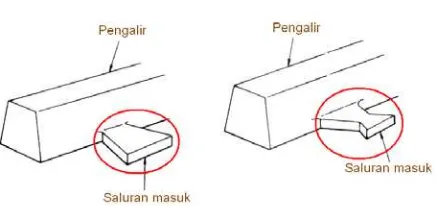
2.7.2.4 Saluran Masuk
Saluran masuk dibuat dengan irisan yang lebih kecil daripada irisan
pengalir, agar dapat mencegah kotoran masuk kedalam rongga cetakan. Bentuk
irisan yang membesar kearah rongga cetakan untuk mencegah terkikisnya
cetakan.
Gambar 2.15 Saluran Masuk
2.7.3 Penambah
Penambah adalah memberi logam cair untuk mengimbangi penyusutan
dalam pembekuan coran, sehingga penambah harus membeku lebih lambat dari pada coran, kalau penambah terlalu besar maka persentase terpakai akan
dikurangi, dan kalau penambah terlalu kecil akan terjadi rongga penyusutan.
Karena itu penambah harus mempunyai ukuran yang cocok.
Penambah digolongkan menjadi dua macam yaitu : penambah samping
dan penambah atas. Penambah samping merupakan penambah yang dipasang
disamping coran, dan langsung dihubungkan dengan saluran turun dan pengalir,
sangat efektif dipakai untuk coran ukuran kecil dan menengah. Penambah atas
merupakan penambah yang dipasang diatas coran, biasanya berbentuk silinder dan
Gambar 2.16 Penambah samping dan penambah atas
2.8 PASIR CETAK
2.8.1 Syarat-Syarat Pasir Cetak
Pasir cetak yang baik harus memenuhi syarat–syarat sebagai berikut :
1. Mempunyai sifat mampu bentuk sehingga mudah dalam pembuatan
dengan kekuatan yang cocok, sehingga cetakan yang dihasilkan tidak
rusak karena digeser, tahan menahan logam cair yang dituang kedalamnya.
2. Permeabilitas yang cocok. Udara yang ada dalam cetakan waktu
penuangan harus dikeluarkan melalui rongga– rongga diantara butir–butir
pasir.
3. Distribusi besar butiran pasir yang sesuai.
4. Tahan terhadap temperatur logam yang dituang.
5. Komposisi yang cocok. Dalam pasir cetak diharapkan tidak terkandung
bahan–bahan lain yang mungkin menghasilkan gas atau larut dalam
logam.
Temperatur penuangan beberapa macam logam dapat dilihat dalam tabel
beriku.
Macam Coran Temperatur Tuang (0C)
Paduan ringan 650–750
Brons 1100–1250
Kuningan 950–1100
Besi Cor 1250–1450
Baja Cor 1500–1550
Daftar 2.3 Temperatur tuang beberapa logam
2.8.2 Macam-Macam Pasir Cetak
Pasir cetak yang lajim dipakai adalah pasir gunung, pasir pantai, pasir
sungai, dan pasir silica alam. Bila pasir mempunyai kadar lempung yang cocok
dan bersifat adesif maka pasir itu dapat langsung digunakan begitu saja. Bila
kadar lempungnya kurang dan sifat adesifnya kurang maka perlu ditambahkan
bahan pengikat seperti lempung.
Pasir gunung umumnya digali dari lapisan tua, mengandung lempung dan
kebanyakan dapat dipakai setelah dicampur air. Pasir dengan kadar lempung
10÷20% dapat dipakai begitu saja. Pasir dengan kadar lempung kurang dari 10 %
mempunyai sifat adesif yang lemah, harus ditambah lempung supaya bisa dipakai.
Pasir pantai diambil dari pantai dan pasir kali diambil dari kali. Keduanya
mengandung kotoran seperti ikatan organic yang banyak. Pasir silica dalam
beberapa hal didapat dari gunung dalam keadaan alamiah atau biasa juga didapat
dengan cara memecah kwarsit. Semua jenis pasir yang disebut diatas mempunyai
bagian utama SiO2. Pasir pantai, pasir kali, pasir silica alam dan pasir silica buatan
tidak melekat dengan sendirinya, sehingga dibutuhkan bahan pengikat.
2.8.3 Susunan Pasir Cetak
1. Bentuk butir dari pasir cetak digolongkan menjadi butir pasir bundar,
butir pasir sebagian bersudut, butir pasir bersudut, butir pasir kristal. Dari
bulat, karena memerlukan jumlah pengikat yang lebih sedikit. Bentuk butir
pasir kristal adalah yang terburuk.
2. Tanah lempung adalah terdiri dari kaolinit, ilit dan mon morilonit, juga
kwarsa jika ditambah air akan menjadi lengket, dan jika diberikan lebih
banyak air akan menjadi seperti pasta. Ukuran butir dari tanah lempung
0,005–0,02 mm. kadang-kadang dibutuhkan bentonit juga yaitu
merupakan sejenis dari tanah lempung dengan besar butiran yang sangat
halus 0,01 – 10 μm dan fasa penyusunnya adalah monmorilonit (Al2O3, 4SiO2, H2O)
3. Pengikat lain
Inti sering dibuat dari pasir yang dibubuhi minyak nabati pengering 1,5 ÷ 3
% dan dipanggang pada temperatur 200 ÷ 250 0C, sehingga disebut inti
pasir minyak. Inti ini tidak menyerap air dan mudah dibongkar. Sebagai
tambahan pada tanah lempung kadang–kadang dibubuhkan dekstrin yang
dibuat dari kanji sebagai bahan pembantu. Dekstrin bersifat lekat
meskipun kadar airnya rendah. Selain dari itu, resin, air kaca, atau semen
digunakan sebagai pengikat khusus.
2.8.4 Sifat–Sifat Pasir Cetak
2.8.4.1 Sifat–sifat Pasir Cetak Basah
Pasir catak yang diikat dengan tanah lempung atau bentonit menunjukkan
berbagai sifat sesuai dengan kadar air, oleh karena itu kadar air adalah faktor yang
sangat penting untuk pasir cetak, sehingga pengaturan kadar air adalah faktor
yang sangat penting untuk pasir cetak, sehingga pengaturan kadar air adalah hal
yang sangat penting dalam pengaturan pasir cetak. Hubungan antara kadar air
dengan berbagai sifat yang terjadi dengan pengikat tanah lempung ditunjukkan
Gambar 2.17 Pengaruh kadar air dan kadar lempung terhadap pasir cetak yang diikat dengan lempung
Titik maksimum dari kekuatan dan permeabilitas adalah keadaan dimana
butir–butir pasir dikelilingi oleh campuran tanah lempung dan air dengan
ketebalan tertentu. Dengan kelebihan kadar air kekuatan dan permeabilitas akan
menurun karena ruangan antara butir–butir ditempati oleh lempung yang
berlebihan air. Air yang tidak cukup akan menurunkan kekuatan karena kurang
lekatnya lempung.
Gambar 2.18 Pengaruh kadar air dan bentonit pada pasir diikat bentonit
Hubungan antara kadar air, kekuatan dan permeabilitas dari pasir cetak
yang diikat dengan bentonit dapat dilihat pada gambar berikut 2.18.
Kalau kadar air bertambah kekuatan dan permeabilitas naik sampai titik
maksimum dan akan menurun kalau kadar air bertambah terus. Untuk pasir
dengan pengikat bentonit, kadar air yang menyebabkan kekuatan basah
2.8.4.2 Sifat–Sifat Kering
Pasir dengan pengikat lempung dan bentonit yang dikeringkan mempunyai
kekuatan dan permeabilitas yang meningkat dibandingkan dengan kekuatan basah,
karena air bebas dan air yang di absorbsi pada permukaan tanah lempung
dihilangkan. Faktor yang memberikan pengaruh sangat besar pada sifat–sifat
kering adalah kadar air sebelum pengeringan.
2.8.4.3 Sifat–sifat Penguatan Oleh Udara
Sifat yang berubah selama antara pembuatan cetakan dan penuangan
disebut penguatan oleh udara, yang disebabkan oleh pergerakan air dalam cetakan
dan penguapan air dari permukaan cetakan, yang meninggikan kekerasan
permukaan cetakan. Derajat kenaikan kekerasan tergantung pada sifat campuran
pasir, derajat pamadatan dan keadaan sekeliling cetakan (temperatur udara luar,
kelembaban).
2.8.4.4 Sifat – Sifat Panas
Cetakan mengalami temperatur tinggi dan tekanan tinggi dari logam cair
pada waktu penuangan . Sehingga pemuaian panas, kekuatan panas, perubahan
bentuk panas perlu diketahui.
a. Pemuaian Panas
Pemuaian panas berubah sesuai dengan jenis pasir cetak, seperti ditunjukkan
pada gambar berikut.
Pasir pantai dan pasir gunung mempunyai pemuaian panas yang lebih
kecil dibanding dengan pasir silica, sedangkan pasir olivin dan pasir sirkon yang
mempunyai pemuaian pemanas sangat kecil. Pemuaian panas bertambah
sebanding dengan kadar air dari pasir dan menurun kalau kadar yang dapat
terbakar bertambah.
b. Kekuatan panas
Kekuatan panas berubah–ubah sesuai dengan pasir cetak yang dipengaruhi
oleh adanya kadar tanah lempung, distribusi besar butir dan berat jenis. Berikut
grafik dari kekuatan tekan panas dari pasir cetak.
Gambar 2.20 Kekuatan tekan panas dari pasir cetak
Pasir dengan besar butir tidak seragam dapat dipadatkan sehingga
mempunyai berat jenis yang tinggi, mempunyai permukaan sentuh yang luas
dengan butir–butir tetangganya dan mempunyai kekuatan panas yang tinggi.
c. Perubahan bentuk panas
Perubahan bentuk dapat disebut kemampuan absorpsi pemuaian panas
pada penuangan logam cair kedalam cetakan. Perubahan bentuk akan bertambah
apabila besar butir mengecil serta kadar tanah lempung, tambahan khusus dan
Gambar 2.21 Deformasi panas dari pasir cetak
2.9 PELEBURAN DAN PENUANGAN LOGAM 2.9.1 Peleburan Baja Cor
Peleburan baja cor banyak menggunakan tanur listrik dibandingkan
dengan tanur perapian terbuka (open hearth furnace), ini dikarenakan biaya
peleburan yang murah. Peleburan dengan busur api listrik dibagi menjadi dua
macam proses yaitu pertama proses asam dan kedua proses basa. Cara pertama
dipakai untuk peleburan skrap baja yang berkualitas tinggi sedangkan yang kedua
dipakai untuk meleburkan baja dengan kualitas biasa.
Tanur listrik yang paling banyak dipakai adalah tanur listrik Heroult seperti diperlihatkan pada gambar. Tanur ini mempergunakan arus bolak balik tiga
fasa. Energi panas diberikan oleh loncatan busur listrik antara elektroda karbon
dan cairan baja. Terak menutupi cairan dan mencegah absorpsi gas dari udara
luar selama pemurnian berjalan.
Dalam peleburan baja disamping pengaturan komposisi kimia dan
temperatur, perlu juga mengatur absorbsi gas, jumlah dan macam inklusi bukan
logam. Untuk menghilangkan gas ditambahkan biji besi atau tepung kerak besi
selama proses reduksi.
2.9.2 Penuangan Baja Cor
Cairan baja yang dikeluarkan dari tanur diterima dalam ladel dan
dituangkan kedalam cetakan. Ladel mempunyai irisan berupa lingkaran dimana
diameternya hampir sama dengan tingginya. Untuk coran besar dipergunakan
ladel jenis penyumbat seperti pada gambar, sedangkan untuk coran kecil
dipergunakan jenis ladel yang dapat dimiringkan.
Gambar 2.23 Ladel jenis penyumbat
Ladel dilapisi oleh bata samot atau bata tahan apiagalmatolit yang
mempunyai pori pori kecil ,penyusutan kecil dan homogen. Nozel atas dan
penyumbat, kecuali dibuat dari samot atau bahan agalmatolit kadang-kadang
dibuat juga dari bata karbon. Panjang nozel dibuat cukup panjang agar
membentuk tumpahan yang halus tanpa cipratan. Ladel harus sama sekali kering
yang dikeringkan lebih dahulu oleh burner minyak residu sebelum dipakai.
Dalam proses penuangan diperlukan pengaturan temperatur penuangan,
kecepatan penuangan dan cara-cara penuangan. Temperatur penuangan berubah
Gambar 2.24 Temperatur penuangan yang disarankan
Kecepatan penuangan umumnya diambil sedemikian sehingga terjadi
penuangan yang tenang agar mencegah cacat coran seperti retak–retak dan
sebagainya, Kecepatan penuangan yang rendah menyebabkan kecairan yang
buruk, kandungan gas, oksidasi karena udara, dan ketelitian permukaan yang
buruk. Oleh karena itu kecepatan penuangan yang cocok harus ditentukan
mengingat macam cairan, ukuran coran, dan cetakan.
Cara penuangan secara kasar digolongkan menjadi dua yaitu penuangan
atas dan penuangan bawah. Penuangan bawah memberikan kecepatan naik yang
kecil dari cairan baja dengan aliran yang tenang. Penuangan atas menyebabkan
kecepatan tuang yang tinggi dan menghasilkan permukaan kasar karena cipratan.
Daripada itu dalam hal penuangan atas, laju penuangan harus rendah pada
permulaan dan kemudian dinaikkan secara perlahan–lahan. Dalam penempatan
nozel harus diusahakan agar tidak boleh menyentuh cetakan. Perlu juga mencegah
cipratan dan memasang nozel tegak lurus agar mencegah miringnya cairan yang
jatuh.
2.10 PENGERJAAN AKHIR
Setelah proses pengecoran selesai, pasir harus disingkirkan dari rangka
cetakan dan dari coran, kemudian saluran turun, saluran masuk, penambah
dipisahkan dari coran dan akhirnya sirip-sirip dipangkas serta permukaan coran
dibersihkan. Proses pengerjaan akhir dibagi menjadi dua macam, pertama
cetakan. Kedua adalah proses pemahatan untuk menyingkirkan sirip-sirip dan
pasir yang melekat pada coran.
2.10.1 Menyingkirkan Pasir Cetak dari Rangka Cetak
Proses pengambilan coran dari cetakan berbeda-beda tergantung pada
macam dan cara pembuatan cetakan .
a. Apabila mempergunakan drag dengan rusuk-rusuk
Kup dan drag dipisahkan terlebih dahulu sebelum dilakukan pemisahan
coran dari drug. Kup diangkat dengan pengangkat, kalau kup diangkat bersama
coran maka harus dipisahkan ke mesin pembongkar, sedangkan kalau coran
ditinggal dalam drag coran langsung diangkat keluar.
b. Apabila mempergunakan drag tanpa rusuk
Coran langsung didorong dari atas bersama pasir diatas mesin pembongkar
atau konveyor getar, tanpa lebih dahulu memisahkan kup dan drag
c. Apabila tidak mempergunakan rangka cetak
Untuk cetakan tanpa rangka cetak, penyingkiran pasir dilakukan dengan
jalan meletakkan coran berikut cetakan diatas mesin penyingkir pasir atau diatas
konveyor getar.
2.10.2 Menyingkirkan Saluran Turun dan Penambah Coran
Cara yang biasa digunakan untuk memisahkan saluran turun dan
penambah adalah pematahan, pemotongan dengan gas, pemotongan dengan busur
listrik, dan pemotongan secara mekanik. Cara pematahan biasa dilakukan pada
besi cor mampu tempa. Pemotongan dengan gas dilaksanakan untuk pemisahan
saluran turun dan penambah dari coran baja sedangkan untuk baja paduan tinggi
seperti baja tahan karat, baja mangan tinggi dipakai cara pemotongan dengan
busur listrik. Cara pemotongan secara mekanik dipakai untuk coran paduan
BAB III
PERENCANAAN MILL SHAFT ROLL
3.1 PENENTUAN DAYA PERENCANAAN
Untuk menentukan daya perencanaan yang dibutuhkan oleh poros,
dibutuhkan informasi berupa daya dan putaran. Dalam hal ini diperoleh data dari
hasil survey pada PGSS Sei Semayang. Data tersebut dapat dilihat pada gambar
3.1.
Gambar 3.1 Spesifikasi daya dan putaran.
Dari gambar 3.1 diperoleh data sebagai berikut :
P = 650 HP
= 650 x 0,735 kW
= 477,75 kW
n = 6,5 RPM
Ket :
P = daya yang ditransmisikan (HP)
n = putaran keluaran (RPM)
Penentuan daya rencana (Pd) diperoleh dari rumus:
Pd = fc. P ... (Lit.6, hal.7)
Dimana:
Pd = daya rencana (kW)
fc = faktor koreksi
Ada beberapa jenis faktor koreksi sesuai dengan daya yang akan
ditransmisikan sesuai dengan tabel 3.1.
Tabel 3.1 Jenis-jenis faktor koreksi berdasarkan daya yang ditransmisikan
Daya yang ditransmisikan fc
Daya rata-rata yang diperlukan
Daya maksimum yang diperlukan Daya normal
1,2 - 2,0
0,8 – 1,2 1,0 – 1,5
Sumber: Sularso,Kiyokatsu Suga, “ Dasar Perencanaan Dan Pemilihan Elemen Mesin “.
Untuk perancangan poros ini diambil daya maksimum sebagai daya rencana
dengan faktor koreksi sebesar fc = 1,0. Harga ini diambil dengan pertimbangan
bahwa daya yang direncanakan akan lebih besar dari daya maksimum sehingga
poros yang akan direncanakan semakin aman terhadap kegagalan akibat momen
puntir yang terlalu besar.
Maka besarnya daya rencana adalah:
Pd = 1,0 x 477,75 kW
Pd = 477,75 kW
Dengan adanya daya dan putaran, maka poros akan mendapat beban
berupa momen puntir. Oleh karena itu dalam penentuan ukuran-ukuran utama
poros akan dihitung berdasarkan beban puntir serta kemungkinan-kemungkinan kejutan/tumbukan dalam pembebanan, seperti pada saat motor mulai berjalan.
Besarnya momen puntir yang dikerjakan pada poros dapat dihitung :
T = 9,74 .105
Pd = daya rencana (kW)
Untuk daya rencana Pd = 477,75 kW dan putaran n = 6,5 rpm, maka
Bahan poros yang direncanakan adalah baja cor yaitu jenis baja karbon
tinggi dengan kadar C > 0,5 %. Baja karbon konstruksi mesin (disebut bahan S-C)
dihasilkan dari ingot yang dikil (baja yang dioksidasikan dengan ferrosilikon dan
dicor), kadar karbon terjamin. Jenis-jenis baja S-C beserta dengan kekuatan
tariknya dapat dilihat dari tabel 3.2.
Tabel 3.2 Baja karbon untuk konstruksi mesin dan baja batang yang difinis dingin untuk poros.
Standar dan macam Lambang Perlakuan panas
Sumber: Sularso,Kiyokatsu Suga, “ Dasar Perencanaan Dan Pemilihan Elemen Mesin “.
Dalam perencanaan poros ini dipilih bahan jenis S50C yang dalam
perencanaannya diambil kekuatan tarik sebesar σb =62kg/mm2. Maka tegangan
puntir izin dari bahan dapat diperoleh dari rumus :
b
σ = kekuatan tarik bahan (kg/mm2)
Sf1 = faktor keamanan yang bergantung kepada jenis bahan. Sesuai dengan
standar ASME, batas kelelahan puntir adalah 18% dari kekuatan tarikσb, dimana
untuk harga ini faktor keamanan diambil sebesar 01,8=5,6. Harga 5,6 diambil
untuk bahan SF dan 6,0 untuk bahan S-C dengan pengaruh massa dan baja
paduan. Harga Sf1 diambil 6 karena dalam perencanaan pemilihan bahan diambil
jenis S50C.
Sf2 = faktor keamanan yang bergantung pada bentuk poros, dimana
harganya 1,3-3,0. Poros yang dirancang merupakan poros bertingkat, sehingga
dalam perencanaannya faktor keamanan diambil 1,4.
Dari rumus diatas maka tegangan geser izin bahan jenis S50C adalah:
)
3.3 PERENCANAAN DIAMETER POROS
Diameter poros dapat diperoleh dari rumus:
ds =
Kt = faktor koreksi untuk kemungkinan terjadinya tumbukan, faktor ini
dipilih sebesar 1,0 jika beban dikenakan beban secara halus,
dipilih sebesar 1,0-1,5 jika terjadi sedikit kejutan atau tumbukan,
dan dipilih sebesar 1,5 – 3,0 jika beban dikenakan dengan kejutan
atau tumbukan yang besar. Dalam hal ini harga Kt diambil sebesar
sehingga mendapatkan beban kejut atau tumbukan yang besar
secara tiba-tiba.
Cb = faktor koreksi untuk kemungkinan terjadinya beban lentur, dimana
untuk perkiraan sementara ditetapkan bahwa beban hanya terjadi
karena momen puntir saja dengan harga diantara 1,2-2,3 (jika
diperkirakan tidak akan terjadi pembebanan lentur maka Cb
diambil 1,0), dalam perencanaan diambil faktor koreksinya
sebesar 1,2.
Maka diameter poros yang direncanakan :
ds=
Maka diambil diameter yang mendekati yaitu sebesar 500 mm yang dapat
dilihat pada lampiran A.
3.4 PENENTUAN PANJANG POROS
Untuk poros yang dipasang pada mesin umum dalam kondisi kerja normal,
besarnya defleksi puntiran dibatasi sampai 0,25-0,3 derajat. Untuk poros panjang
atau poros yang mendapat beban kejutan atau berulang, harga tersebut harus
dikurangi menjadi setengah dari harga diatas. Sebaliknya dapat terjadi, pada poros
transmisi di dalam suatu pabrik, beberapa kali harga diatas tidak menimbulkan
kesukaran apa-apa. Dalam perhitungannya digunakan rumus sebagai berikut :
Dari perhitungan diatas telah didapat diameter poros sebesar 500 mm,
momen puntir sebesar 715,89 . 105 kg.mm, modulus geser untuk baja diambil
sebesar 8,3 x 103 kg/mm2, dan dalam perencanaan ini digunakan defleksi puntiran
sebesar 0,3o. Maka dapat dihitung :
Dari perhitungan diatas didapat panjang total keseluruhan poros diambil
sebesar 3720 mm.
3.5 KONDISI PEMBEBANAN POROS
Dari hasil pengamatan survey pada Pabrik Gula Sei Semayang, poros yang
direncanakan ditumpu oleh dua buah bantalan luncur serta menumpu satu roda
gigi lurus, satu buah Top Roll, dan satu buah kopling untuk menghubungkan ke
motor penggeraknya. Kondisi pembebanan tersebut dapat dilihat pada gambar 3.2.
Gambar 3.2 Kondisi pembebanan pada poros
Keterangan Gambar 3.2 :
1. Square Coupling (Kopling Persegi)
Dari data-data yang diambil diketahui :
Panjang kedua bantalan luncur : 600 mm dengan jari-jari dalam 225 mm
Panjang untuk tumpuan Top Roll : 1717 mm dengan diameter dalam 500 mm
Panjang roda gigi lurus : 400 mm dengan diamater dalam 500 mm
Panjang Square Coupling : ukuran dalam 300 mm x 300 mm x 220 mm
3.6 ANALISA GAYA PADA BANTALAN
Dari kondisi pembebanan poros seperti pada gambar 3.2 dapat dihitung
besarnya gaya yang dialami bantalan untuk menumpu poros tersebut. Selain berat
poros itu sendiri, berat Top Roll, berat roda gigi, dan berat Square Coupling juga
mempengaruhi pembebanan pada bantalan ditambah berat kapasitas olah tebu
yaitu 4000 TCD. Dengan menggunakan rumus dibawah ini dapat dihitung berat
masing-masing yang dibebani oleh poros.
W = m . g
keterangan :
W = berat massa benda (N)
m = massa benda (kg)
g = kecepatan gravitasi bumi yaitu sebesar 9,81 m/s2
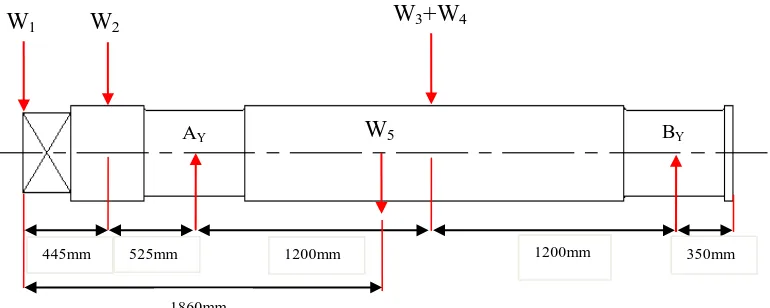
Gambar 3.3 Diagram pembebanan pada poros Keterangan :
W1 = Berat Square Coupling (N)
W2 = Berat Roda Gigi Lurus (N)
W3 = Berat Top Roll (N)
W5
1860mm
445mm 525mm 1200mm 1200mm 350mm
W1 W2
AY BY
W4 = Berat Kapasitas Olah Tebu (N)
W5 = Berat Total Poros (N)
Untuk masing-masing massa benda, data didapat dari hasil survey pada pabrik
gula. Untuk itu dapat dihitung berat masing-masing benda sebagai berikut :
• Berat Square Coupling
m = 650 kg
W1 = m . g
W1 = 650 kg . 9,81 m/s2
W1 = 6376,5 N
• Berat Roda Gigi Lurus
m = 400 kg
W2 = m . g
W2 = 400 kg . 9,81 m/s2
W2 = 3924 N
• Berat Top Roll
m = 7200 kg
W3 = m . g
W3 = 7200 kg . 9,81 m/s2
W3 = 70632 N
• Berat kapasitas olah tebu (Q = 4000 TCD)
Kapasitas yang masuk dari tiap-tiap gilingan adalah 150-200 kg. Untuk itu dalam perhitungan diambil kapasitas maksimumnya yaitu 200 kg.
Untuk itu berat kapasitas olah tebu dapat dihitung :
m = 200 kg
W4 = m . g
W4 = 200 kg . 9,81 m/s2
• Berat total poros
m = 4840 kg
W5 = m . g
W5 = 4840 kg . 9,81 m/s2
W5 = 47480,4 N
3.6.1 Gaya Reaksi Pada Bantalan A dan B
Dari data-data diatas dan gambar 3.7 dapat dihitung gaya reaksi yang
dialami pada bantalan A dan B yaitu :
• ∑ MA = 0
Dari perhitungan diatas didapat bahwa gaya reaksi yang
ditimbulkan oleh bantalan luncur A yaitu sebesar 79,906 kN dan pada
C D A E F B
W1 W2 W5
BY
AY
W3+W4
445mm 525mm 890mm 1200mm
310mm
3.6.2 Gaya – Gaya Dalam Yang Terjadi Pada Poros
Untuk menghitung gaya-gaya dalam yang terjadi dapat dihitung
berdasarkan diagram benda bebas dibawah berikut :
W1 W2
Mx = 69605,628 x3 – 75723,52416
untuk x = 0,970 m Mx = - 8206,065 N.m
Mx = 22125,228. x4 + 12590,01984
C
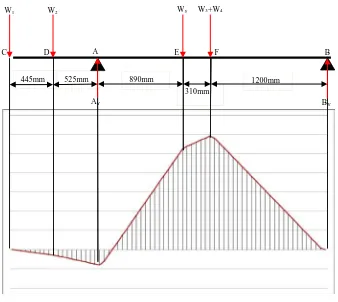
3.6.3 Diagram Momen Yang Timbul Pada Poros
Dari perhitungan diatas dapat digambarkan diagram momen yang terjadi
akibat gaya-gaya dalam. Dimana nilai tertinggi didapat pada titik x = 2,170 m
yaitu sebesar Mx = 60601,764 N.m. Diagram tersebut digambarkan pada gambar
C D A E F B
W1 W2 W5
BY
AY
W3+W4
445mm 525mm 890mm 1200mm
310mm
Gambar 3.4 Diagram momen poros
3.7 PEMERIKSAAN KEKUATAN POROS
Ukuran poros yang telah direncanakan harus diuji kekuatannya. Pengujian
dilakukan dengan memeriksa tegangan geser yang terjadi (akibat momen puntir)
yang bekerja pada poros. Apabila tegangan geser ini melampaui tegangan geser
izin yang dapat ditahan oleh bahan maka poros mengalami kegagalan. Besar
tegangan geser akibat momen puntir yang bekerja pada poros diperoleh dari:
3 16
s p
d T
π
τ = ... (Lit.3, hal.263)
dimana: =
τp tegangan geser akibat momen puntir ( kg/mm 2
)
T = momen puntir yang terjadi (direncanakan) ( kg.mm )