SIMULASI PEMBEBANAN GAYA BERAT PADA
MILL SHAFT ROLL SHELL DI PABRIK GULA
SEI SEMAYANG DENGAN METODE
ELEMEN HINGGA
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
TAUFIK AKBAR ISKANDAR CHANDRA NIM. 040401044
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
MEDAN
SIMULASI PEMBEBANAN GAYA BERAT PADA
MILL SHAFT ROLL SHELL DI PABRIK GULA
SEI SEMAYANG DENGAN METODE
ELEMEN HINGGA
TAUFIK AKBAR ISKANDAR CHANDRA NIM. 040401044
Telah Disetujui dari Hasil Seminar Skripsi Periode ke-540 Pada Tanggal 25 Juli 2009
Pembanding I Pembanding II
Ir. Mulfi Hazwi MSc.
NIP.130 905 356 NIP.131 459 557
DEPARTEMEN TEKNIK MESIN AGENDA : 814/TS/2008
FAKULTAS TEKNIK USU DITERIMA : / /2008
MEDAN PARAF :
========================= ====================
TUGAS SARJANA
N A M A : TAUFIK AKBAR ISKANDAR CHANDRA
NIM : 040401044
MATA PELAJARAN : METODE ELEMEN HINGGA
SPESIFIKASI :SIMULASIKAN DISTRIBUSI TEGANGAN YANG
DISEBABKAN GAYA BERAT DAN TORSI YANG
TERJADI PADA MILL SHAFT ROLL SHELL YANG
DIGUNAKAN OLEH SEBUAH PABRIK GULA
SEBAGAI CONTOH KASUS SEI SEMAYANG.
SIMULASI MELIPUTI :
- PERHITUNGAN TEORITIS
- SIMULASI DENGAN SOFTWARE ELEMEN
HINGGA
DIBERIKAN TANGGAL : 24 / 10 /2008
SELESAI TANGGAL : 02 / 05 /2009
KETUA MEDAN,...2009.
DEPARTEMEN TEKNIK MESIN, DOSEN PEMBIMBING,
DR.ING.IR. IKHWANSYAH ISRANURI DR.ING.IR. IKHWANSYAH ISRANURI
KARTU BIMBINGAN
N0 : 814 / TS / 2008
TUGAS SARJANA MAHASISWA
Sub. Program Studi : Teknik Produksi
Bidang Tugas : Metode Elemen Hingga
Judul Tugas : Simulasi Pembebanan Gaya Berat Pada Mill Shaft Roll Shell Di
Pabrik Gula Sei Semayang dengan Metode Elemen Hingga
Diberikan Tanggal : 21-07-2008 Selesai Tanggal : 02-05-2009
Dosen Pembimbing : DR.Ing.Ir. Ikhwansyah Nama Mahasiswa : Taufik Akbar
Isranuri Iskandar C.
1 30-08-2008 Survey lapangan
2 20-09-2008 Spesifikasi tugas
3 18-10-2008 Analisa pembebanan poros
4 22-01-2009 Asistensi Bab I dan Bab II, lanjutkan
5 03-02-2009 Asistensi Bab III, tambahkan
6 23-02-2009 Analisa torsi
7 21-03-2009 Asistensi Bab IV, perbaiki
9 14-04-2009 Asistensi Bab V, lanjutkan
10 02-05-2009 Siap diseminarkan
CATATAN :
Diketahui
1. Kartu ini harus diperlihatkan kepada Ketua Departemen Teknik Mesin Dosen Pembimbing setiap asistensi. FT. U.S.U
2. Kartu ini dijaga bersih dan rapi.
3. Kartu ini harus dikembalikan ke Departemen, bila kegiatan asistensi telah selesai.
(Dr.Ing.Ir. Ikhwansyah Isranuri NIP. 132 018 668
KATA PENGANTAR
Puji dan syukur kehadirat Allah Swt atas berkat dan rahmat-Nya yang
telah memberikan penulis kesehatan jasmani dan rohani sehingga dapat
menyelesaikan Skripsi ini. Adapun Skripsi ini dibuat untuk melengkapi syarat
memperoleh gelar Sarjana Teknik dengan judul: “Simulasi Pembebanan Gaya
Berat Pada Mill Shaft Roll Shell Di Pabrik Gula Sei Semayang dengan
Metode Elemen Hingga.”
Selama penulisaan laporan ini penulis banyak mendapat bimbingan dan
bantuaan dari berbagai pihak. Oleh karena itu dalam kesempatan ini penulis
menyampaikan banyak terima kasih kepada :.
1. Kedua Orang tua saya yang saya cintai yang telah memberikan segala
sesuatunya dengan penuh ikhlas serta abang dan kakak yang telah memberi
semangat dan perhatiannya.
2. Bapak Dr.Ing.Ir. Ikhwansyah Isranuri selaku dosen pembimbing dan sebagai
Ketua Departemen Teknik Mesin yang telah memberikan waktu dan
pikirannya dalam penyelesaian skripsi ini dan Bapak Tulus Burhanudin
Sitorus, ST.MT sebagai Sekretaris Departemen Teknik Mesin.
3. Seluruh staff pengajar di Departemen Teknik Mesin Fakultas Teknik
Universitas Sumatera Utara, terutama Bang Taufik, Bang Supriyono serta
Pak Henry IC Star yang telah mengubah pola pikir saya serta ilmu yang
4. Seluruh pegawai Departemen Teknik Mesin, Bang Syawal, Kak Ismawati,
Kak Sonta dan Bang Fauzi atas segala bantuannya kepada penulis dalam
pengurusan administrasi.
5. Pimpinan dan karyawan PTPN2 Pabrik Gula Sei Semayang yang telah
meluangkan waktunya untuk memberikan data dan masukan pada penulis
selama survey.
6. Teman–teman Teknik Mesin USU terutama stambuk 2004. Kepada Irfandi,
Nabahansyah, Kartiko, Alfansuri, Ucu, Anhar dan Novan sebagai tentor
juga motivator dalam mennyelesaikan skripsi ini, Fadli, Tarigan, Yasin,
Zainal dan Aziz yang telah memberikan fasilitas secara cuma-cuma.
7. Para asisten maupun calon asisten Laboratorium Teknologi Mekanik, dan
adik-adik praktikan yang turut membantu penyelesaian skripsi ini.
Segala kritik dan saran yang membangun sangat diharapkan penulis guna
kesempurnaan skripsi ini. Penulis berharap semoga skripsi ini dapat bermanfaat
bagi siapapun yang membacanya.
Medan, Juli 2009 Penulis,
DAFTAR ISI
halaman
HALAMAN JUDUL i
LEMBARAN PENGESAHAN DARI PEMBIMBING ii
SPESIFIKASI TUGAS iii
KARTU BIMBINGAN TUGAS SARJANA iv
KATA PENGANTAR v
DAFTAR ISI vii
DAFTAR TABEL ix
DAFTAR GAMBAR x
DAFTAR SIMBOL xii
BAB I PENDAHULUAN 1
BAB II TINJAUAN PUSTAKA 5
2.1 Tinjauan Umum 5
2.7 Pemeriksaan Kekuatan Poros 15
2.8 Kondisi Pembebanan Poros 15
3.4 Analisa Gaya Pada Mill Shaft Roll Shell 23
3.5 Perhitungan Gaya 25
3.5.1 Gaya – Gaya Luar Yang Terjadi Pada Poros 25 3.5.2 Gaya – Gaya Dalam Yang Terjadi Pada Poros 27
3.5.3 Diagram Momen Yang Timbul Pada Poros 31
BAB IV HASIL SIMULASI 41
4.1 Penjelasan 41
4.2 Analisa Simulasi 41
4.3 Kondisi Pembebanan 45
4.3.1 Kondisi Pembebanan Sebelum Tebu Masuk Roll 45 4.3.2 Kondisi Pembebanan Setelah Tebu Masuk Roll 47
4.4 Analisa Torsi 48
4.5 Interpretasi dan Evaluasi Hasil 57
4.6 Analisa Kekuatan Poros Mill Shaft Roll Shell
Berdasarkan Teori Kegagalan 58
BAB V KESIMPULAN 60
5.1 Kesimpulan 60
5.2 Saran 61
DAFTAR PUSTAKA
DAFTAR TABEL
halaman Tabel 2.1 Jenis-jenis faktor koreksi berdasarkan
daya yang ditransmisikan 13
Tabel 2.2 Baja karbon untuk konstruksi mesin
DAFTAR GAMBAR
Gambar 2.5 Skema proses penggilingan 9
Gambar 2.6 Kondisi pembebanan pada poros 16
Gambar 2.7 Jenis-jenis gaya dalam 17
Gambar 2.8 Jenis-jenis gaya luar 17
Gambar 3.1 Spesifikasi daya dan putaran 20
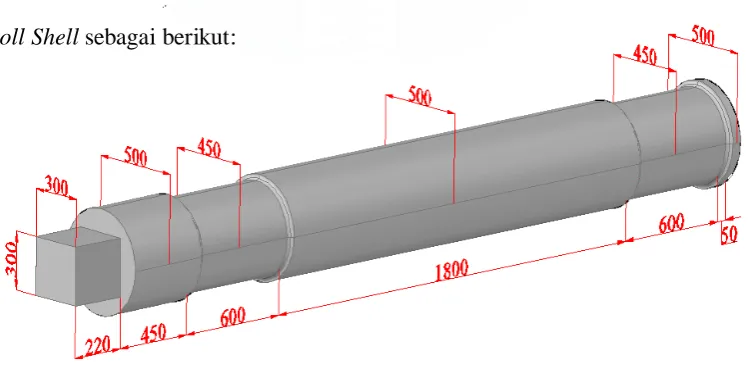
Gambar 3.2 Ukuran dimensi untuk Mill Shaft Roll Shell 22
Gambar 3.3 Diagram pembebanan pada poros 23
Gambar 3.4 Diagram Momen 32
Gambar 3.5 Diagram alir simulasi menggunakan Ansys 5.4 34
Gambar 3.6 Tampilan pembuka Ansys 5.4 34
Gambar 3.7 Tampilan proses prefrensi 35
Gambar 3.8 Tampilan keypoints 36
Gambar 3.9 Tampilan setelah keypoints dihubungkan 36
Gambar 3.10 Tampilan setelah proses extrude 37
Gambar 3.11 Tampilan setelah penambahan silinder pejal 37
Gambar 3.12 Tampilan hasil geometri 38
Gambar 3.13 Sifat elemen 38
Gambar 3.14 Material properties 39
Gambar 4.1 Dialog tipe analisis 42
Gambar 4.2 Dialog displacement pada bantalan A 42
Gambar 4.3 Dialog displacement pada bantalan B 43
Gambar 4.4 Dialog force 43
Gambar 4.5 Dialog solving the system 44
Gambar 4.6 Dialog analisis 44
Gambar 4.7 Pembebanan sebelum tebu masuk roll 45
Gambar 4.8 Hasil simulasi kondisi 1 45
Gambar 4.9 Kotak dialog plot numbering controls 46
Gambar 4.10 Node distribusi tegangan 46
Gambar 4.11 Pembebanan setelah tebu masuk roll 47
Gambar 4.12 Hasil simulasi kondisi 2 47
Gambar 4.13 Node distribusi tegangan 48
DAFTAR SIMBOL
Kt Faktor koreksi untuk kemungkinan
terjadinya tumbukan -
Cb Faktor koreksi untuk kemungkinan
terjadinya beban lentur -
W Berat massa benda N
τ Tegangan geser akibat momen puntir kg/mm2
ρ Massa jenis logam (7,3 x 103 kg/m3) kg/m3
BAB I
PENDAHULUAN
1.1 Latar Belakang
Pabrik Gula Sei Semayang PTPN-II (PGSS) pada stasiun gilingan
memiliki 5 unit gilingan (5 Set Three Roller Mill) yang disusun seri dan
masing-masing unit gilingan terdiri dari 3 roll yaitu roll atas (Top Roll), roll belakang
(Bagasse Roll), dan roll depan (Feed Roll). Masing-masing roll tersebut ditopang
sebuah poros (Shaft) yang dinamakan mill shaft roll shell.
Mill shaft roll shell yang terdapat pada rol atas (Top roll) mengalami
pembebanan dari berat Top Roll, berat roda gigi, berat Square Coupling serta
berat kapasitas tebu. Sedangkan poros pada roll belakang (Bagasse Roll) dan roll
depan (Feed Roll) pembebanan hanya dari berat roda gigi, berat dari selubungnya
serta dari berat kapasitas tebu. Didalam perhitungan berat kapasitas tebu dari
150-200 kg, yang diambil adalah kapasitas tebu maksimum yakni 150-200 kg. Dari ketiga
roll tersebut poros pada top roll yakni mill shaft roll shell merupakan poros yang
mengalami banyak pembebanan. Kondisi inilah yang akan mempengaruhi
ketahanan mill shaft roll shell pada Top Roll tersebut.
Dalam menganalisa distribusi tegangan digunakan software Ansys 5.4
yang memfokuskan pada gaya berat serta torsi akibat dari pembebanan yang
Ansys 5.4 merupakan salah satu metode analisa yang dilakukan dengan cara
membagi sistem yang dianalisa menjadi elemen – elemen kecil yang berhingga
dengan bentuk yang sederhana. Elemen – elemen ini memiliki titik – titik yang
disebut node dimana perhitungan dilakukan atau dengan kata lain node adalah
representasi elemen terhadap jenis analisa dan pembebanan yang diberikan.
Tipe masalah teknis dan matematis phisis yang dapat diselesaikan dengan
metode elemen hingga terbagi dalam dua kelompok, yaitu kelompok analisa
struktur meliputi: analisa tegangan/Stress, buckling, dan analisa getaran dan
kelompok masalah-masalah non struktur meliputi: perpindahan panas, mekanika
fluida dan distribusi dari potensial listrik serta magnet[5, hal 1].
Dalam persoalan-persoalan yang menyangkut geometri yang rumit, seperti
persoalan pembebanan terhadap struktur yang kompleks, pada umumnya sulit
dipecahkan melalui matematis analisis. Hal ini disebabkan karena matematis
analisis memerlukan besaran atau harga yang harus diketahui pada setiap titik
pada struktur yang dikaji.
Penyelesaian analisis dari suatu persamaan diferensial suatu geometri yang
kompleks, pembebanan yang rumit, tidak mudah diperoleh. Formulasi dari
metode elemen hingga dapat digunakan untuk mengatasi permasalahan ini.
1.2 Maksud dan Tujuan
Maksud dari penelitian pada mill shaft roll shell ini adalah untuk
mengetahui distribusi tegangan akibat pembebanan gaya berat dan torsi yang
Tujuan dari penelitian pada mill shaft roll shell ini adalah mensimulasikan
dampak dari pembebanan akibat gaya berat dan torsi terhadap distribusi tegangan
dengan menggunakan software Ansys 5.4.
1.3 Batasan Masalah
Dalam penelitian ini penulis membatasi permasalahan meliputi yaitu
mensimulasikan distribusi tegangan akibat pembebanan gaya berat pada mill shaft
roll shell, dalam 2 kondisi yakni kondisi 1, kondisi poros sebelum tebu masuk dan
kondisi 2, kondisi poros setelah tebu masuk serta torsi pada tiap jarak dan gaya
tertentu. Tidak melakukan perhitungan dengan metode elemen hingga, hanya
membandingkan hasil simulasi dengan hasil teori kegagalan (Von Misses).
1.4 Metode Penulisan
Metode penulisan yang digunakan dalam penulisan tugas sarjana ini
adalah :
1. Survey Lapangan
Survey lapangan telah dilakukan pada Pabrik Gula Sei Semayang PTPN-II,
guna mendapatkan spesifikasi poros mill shaft roll shell.
2. Studi Literatur
Berupa studi kepustakaan dan kajian dari buku-buku yang mendukung dan
membantu dalam menyelesaikan tugas sarjana ini.
3. Diskusi
Berupa Tanya jawab dengan dosen pembimbing dan teman-teman mahasiswa
1.5Sistematika Penulisan
Dalam penulisan tugas sarjana ini sistematika penulisannya meliputi, Bab
1 pendahuluan berisikan latar belakang, maksud dan tujuan, batasan masalah,
metode penulisan, dan sistematika penulisan. Diteruskan dengan Bab 2 yakni
tinjauan pustaka meliputi tentang teori-teori perhitungan meliputi daya, diameter
poros, panjang poros, momen puntir, tegangan izin serta kondisi pembebanan.
Kemudian masuk ke Bab 3 metode penelitian yang berisikan tentang pengambilan
data, perhitungan daya, diameter, panjang, momen puntir, tegangan geser dan izin,
ukuran dimensi poros, analisa gaya berat, gaya reaksi pada bantalan, diagram alir
menggunakan software Ansys 5.4, dan prosedur simulasi. Setelah data yang
diperoleh diperhitungkan, maka pada Bab 4 hasil disimulasikan diantaranya
analisis simulasi terhadap perbandingan 2 kondisi pembebanan dan analisa torsi
pada jarak tertentu. Dan pada Bab 5 berisikan kesimpulan secara garis besar dari
hasil simulasi dari 2 kondisi dan torsi pada mill shaft roll shell serta saran untuk
BAB II
TINJAUAN PUSTAKA
2.1 Tinjauan Umum
Proses produksi yang terdapat di Pabrik Gula Sei Semayang yang
memproduksi gula Gula Kristal Produk I dengan bahan baku utama adalah tebu
dengan berat bahan 4000 ton/hari ditambah dengan bahan pembantu proses yaitu
kapur tohor dan belerang. Setelah tebu dipanen dari kebun di sekitar pabrik, tebu
tersebut kemudian diangkut dengan menggunakan truk seperti terlihat pada
gambar 2.1 di bawah ini dan selanjutnya ditimbang di jembatan timbang.
Gambar 2.1 Tebu diturunkan dari truk
Tebu diangkut melalui conveyor (Cane Carier) dengan kecepatan 3-15
menuju Cane Cutter I sehingga tebu dipotong dengan merata seperti terlihat pada
gambar 2.2.
Gambar 2.2 Cane Cutter I
Setelah tebu dipotong-potong dengan alat pemotong II (Cane Cutter II)
pada gambar 2.3 yang berfungsi untuk menyayat tebu sampai menjadi serpihan
tebu masuk ke gilingan I, maka tebu harus melewati alat penangkap besi-besi
yang mungkin terikut dalam serpihan tebu.
Penggilingan (perahan) dilakukan sebanyak 12 kali dengan 5 unit gilingan
(5 Set Three Roller Mill) yang disusun seri dengan memakai tekanan hidrolik
yang berbeda-beda dengan masing-masing unit gilingan terdiri dari 3 roll. Jarak
antara roll atas (Top Roll) dengan roll belakang (Bagasse Roll) lebih kecil
daripada jarak antara roll atas dengan roll depan (Feed Roll) mempunyai
permukaan beralur berbentuk V dengan sudut 300 yang gunanya untuk
memperlancar aliran nira dan mengurangi terjadinya slip. Masing-masing roll
dipasangkan sebuah poros untuk melakukan putarannya dan poros tersebut
ditumpu oleh dua bantalan luncur .Pada gambar 2.4 di bawah ini, terlihat kondisi
mill shaft roll shell setelah dipasang top roll dan roda gigi lurus.
Gambar 2.4 Mill Shaft Roll, Top Roll dan Roda Gigi Lurus
Besarnya tekanan hidrolik yang digunakan untuk mengepres alat
penggiling adalah 150-200 kg/cm2 dengan putaran berbeda antara gilingan I
dengan yang lain dimana gilingan I skitar 5,3 rpm, gilingan II 5,2 rpm, gilingan III
5,0 rpm, gilingan IV 5,0 rpm, gilingan V 4,8 rpm.
TOP ROLL
RODA GIGI LURUS MILL SHAFT ROLL
Mekanisme kerja dari 5 Set Three Roller Mill adalah sebagai berikut :
1. Tebu yang sudah dicacah halus pada Cane Cutter I masuk ke pencacah Cane
Cutter II elevator masuk ke gilingan pertama. Air perahan nira dari gilingan
pertama ditampung pada bak penampung I yang disebut primary juice. Ampas
dari gilingan I masuk pada gilingan II untuk diperah lagi. Air perahan II
masuk dalam bak penampungan II.
2. Nira dari gilingan I dan II masih ada ampasnya yang sama-sama ditampung
pada bak penampungan I. Nira pada bak penampungan I disaring pada Juice
Strainer kemudian ampasnya dimasukkan pada gilingan II dan nira yang
disaring ditampung dalam satu tangki dan siap dipompakan ke stasium
pemurnian. Tangki penampungan ini disebut Raw Juice Tank.
3. Ampas dari gilingan II masuk ke gilingan III untuk diperah lagi. Air perasan
ditampung pada bak penampung III dan digunakan sebagai imbibisi yang
keluar dari gilingan I.
4. Ampas dari gilingan III masuk ke gilingan IV, air perasan (nira) ditampung
pada bak IV dan digunakan sebagai imbibisi ampas yang keluar dari gilingan
II.
5. Ampas dari gilingan IV masuk ke gilingan V untuk diperas lagi. Nira dari
gilingan V ditampung pada bak V dan digunakan sebagai imbibisi ampas yang
keluar dari gilingan III.
6. Ampas yang keluar dari gilingan IV diberi air imbibisi sebelum masuk ke
gilingan V yang memiliki temperatur air imbibisi sekitar 60-70 0C. Ampas
melalui suatu plat saringan, dimana ampas berserat kasar dilewatkan menuju
boiler sebagai bahan bakar dan sebagian dibawa menuju gudang ampas
sebagai cadangan.
Skema dari prosedur penggilingan dapat dilihat dari gambar 2.5 berikut :
Gambar 2.5 Skema proses penggilingan
2.2 Pengertian Dan Fungsi Poros
Poros merupakan salah satu bagian terpenting dalam setiap mesin yang
berfungsi untuk meneruskan daya dan putaran. Poros adalah suatu bagian
stasioner yang berputar, biasanya berpenampang bulat, dimana terpasang
elemen-elemen seperti roda gigi, pulley, roda gila (flywheel), engkol, sproket, dan elemen-elemen
pemindah daya lainnya.
Poros bisa menerima lenturan, tarikan, tekan, atau puntiran, yang bekerja
sendiri-sendiri atau berupa gabungan satu dengan lainnya. Bila beban tersebut
tergabung, kita bisa mengharapkan untuk mencari kekuatan statis dan kekuatan
lelah yang perlu untuk pertimbangan perencanaan, karena suatu poros tunggal bisa
diberi tegangan-tegangan statis, tegangan bolak-balik lengkap, tegangan berulang,
2.3 Macam –Macam Poros
Menurut pembebanannya poros diklasifikasikan menjadi :
a. Poros transmisi
Poros macam ini mendapat beban puntir murni atau puntir dan lentur. Daya
ditransmisikan kepada poros ini melalui kopling, roda gigi, puli sabuk atau
sproket rantai.
b. Poros spindel
Poros transmisi yang relatif pendek, seperti poros utama mesin perkakas,
dimana beban utamanya berupa puntiran, disebut spindel. Syarat yang harus
yang dipenuhi poros ini adalah deformasinya harus kecil dan bentuk serta
ukurannya harus teliti.
c. Poros gandar
Poros seperti yang dipasang diantara roda-roda kereta barang, dimana tidak
mendapat beban puntir, bahkan kadang-kadang tidak boleh berputar, disebut
gandar. Gandar ini hanya mendapat beban lentur, kecuali jika digerakkan oleh
penggerak mula dimana akan mengalami beban puntir juga.
2.4 Diameter Poros
Dalam perhitungan diameter poros ada beberapa hal yang perlu
diperhatikan yakni faktor koreksi yang dianjurkan ASME dan juga dipakai disini.
Faktor koreksi akibat terjadinya tumbukan yang dinyatakan dengan Kt, jika beban
dikenakan beban secara halus, maka dipilih sebesar 1,0. Jika terjadi sedikit
kejutan atau tumbukan, maka dipilih sebesar 1,0-1,5. Jika beban dikenakan
harga Kt diambil sebesar 2 karena cacahan tebu dijatuhkan langsung kedalam
mesin perah sehingga mendapatkan beban kejut atau tumbukan yang besar secara
tiba-tiba.
Meskipun dalam perkiraan sementara ditetapkan bahwa beban hanya
terdiri atas momen puntir saja, perlu ditinjau pula apakah ada kemungkinan
pemakaian dengan beban lentur. Dimana untuk perkiraan sementara ditetapkan
bahwa beban hanya terjadi karena momen puntir saja dengan harga diantara
1,2-2,3 (jika diperkirakan tidak akan terjadi pembebanan lentur maka Cb diambil 1,0),
dalam perencanaan diambil faktor koreksinya sebesar 1,2. Maka rumus untuk
merencanakan diameter poros ds diproleh:
ds =
Kt = faktor koreksi untuk kemungkinan terjadinya tumbukan
Cb = faktor koreksi untuk kemungkinan terjadinya beban lentur.
2.5 Daya Poros
Di stasiun gilingan tebu pada Pabrik Gula Sei Semayang poros Mill Shaft
Roll Shell akan mendapatkan daya dari turbin uap. Daya tersebut akan
ditransmisikan dari turbin ke poros melalui kopling dan roda gigi. Daya
Daya yang besar mungkin diperlukan pada saat mulai (start), atau mungkin beban
yang besar terus bekerja setelah start. Dengan demikian sering diperlukan koreksi
pada daya rata-rata yang diperlukan dengan menggunakan faktor koreksi pada
perencanaan.
Ada beberapa jenis faktor koreksi sesuai dengan daya yang akan
ditransmisikan sesuai dengan tabel 2.1.
Tabel 2.1 Jenis-jenis faktor koreksi berdasarkan daya yang ditransmisikan
Daya yang ditransmisikan fc
Daya rata-rata yang diperlukan
Daya maksimum yang diperlukan Daya normal
1,2 - 2,0
0,8 – 1,2 1,0 – 1,5
Sumber: Sularso,Kiyokatsu Suga, “ Dasar Perencanaan Dan Pemilihan Elemen Mesin “.
Dalam perhitungan poros ini diambil daya maksimum sebagai daya
rencana dengan faktor koreksi sebesar fc = 1,0. Harga ini diambil dengan
pertimbangan bahwa daya yang direncanakan akan lebih besar dari daya
maksimum sehingga poros yang akan direncanakan semakin aman terhadap
kegagalan akibat momen puntir yang terlalu besar. Sehingga besar daya rencana
Dengan adanya daya dan putaran, maka poros akan mendapat beban
berupa momen puntir. Oleh karena itu dalam penentuan ukuran-ukuran utama
poros akan dihitung berdasarkan beban puntir serta kemungkinan-kemungkinan
kejutan/tumbukan dalam pembebanan, seperti pada saat motor mulai berjalan.
Besarnya momen puntir yang dikerjakan pada poros dapat dihitung :
T = 9,74 .105
n Pd
……….[4, hal. 7]
Dimana :
T = momen puntir rencana (kg. mm)
Pd = daya rencana (kW)
n = putaran (rpm)
2.6 Pemilihan Bahan
Bahan poros yang direncanakan adalah baja cor yaitu jenis baja karbon
tinggi dengan kadar C > 0,5 %. Baja karbon konstruksi mesin (disebut bahan S-C)
dihasilkan dari ingot yang dikil (baja yang dioksidasikan dengan ferrosilikon dan
dicor), kadar karbon terjamin. Jenis-jenis baja S-C beserta dengan kekuatan
Tabel 2.2 Baja karbon untuk konstruksi mesin dan baja batang yang difinis dingin untuk poros.
Standar dan macam Lambang
Perlakuan
Sumber: Sularso,Kiyokatsu Suga, “ Dasar Perencanaan Dan Pemilihan Elemen Mesin “.
Dalam perencanaan poros ini dipilih bahan jenis S50C yang dalam
perencanaannya diambil kekuatan tarik sebesar σb =62kg/mm2. Maka tegangan
puntir izin dari bahan dapat diperoleh dari rumus :
2
Sf1 = faktor keamanan yang bergantung kepada jenis bahan.
Sf2 = faktor keamanan yang bergantung pada bentuk poros (harga 1,3-3,0)
Sesuai dengan standar ASME, batas kelelahan puntir adalah 18% dari
kekuatan tarikσb, dimana untuk harga ini faktor keamanan diambil sebesar
1
0,18 =5,6. Harga 5,6 diambil untuk bahan SF dan 6,0 untuk bahan S-C dengan
pengaruh massa dan baja paduan. Harga Sf1 diambil 6 karena dalam perencanaan
Sedangakan nilai Sf2, karena poros yang dirancang merupakan poros
bertingkat, sehingga dalam perencanaannya faktor keamanan diambil 1,4.
2.7 Pemeriksaan Kekuatan Poros
Ukuran poros yang telah direncanakan harus diuji kekuatannya. Pengujian
dilakukan dilakukan dengan memeriksa tegangan geser yang terjadi (akibat
momen puntir) yang bekerja pada poros. Apabila tegangan geser ini melampaui
tegangan geser izin yang dapat ditahan oleh bahan maka poros mengalami
kegagalan. Besar tegangan geser akibat momen puntir yang bekerja pada poros
diperoleh dari:
τp tegangan geser akibat momen puntir ( kg/mm
2
)
T = momen puntir yang terjadi (direncanakan) ( kg.mm )
ds = diameter poros ( mm )
2.8 Kondisi Pembebanan Poros
Dari hasil pengamatan survey pada Pabrik Gula Sei Semayang, poros yang
direncanakan ditumpu oleh dua buah bantalan luncur serta menumpu satu roda
gigi lurus, satu buah Top Roll, dan satu buah kopling untuk menghubungkan ke
motor penggeraknya. Dengan kondisi pembebanan yang terjadi pada mill shaft
Gambar 2.6 Kondisi pembebanan pada poros
Keterangan gambar:
1. Square Coupling
2. Roda gigi lurus
3. Bantalan luncur
4. Top roll
5. Bantalan luncur
Dalam ilmu statika struktur, kita mengenal berbagai jenis tumpuan, yakni
diantaranya: roller (rol), pada tumpuan jenis terdapat 1 variabel (kita misalkan
tumpuan itu adalah A, maka variabelnya RAY arah sumbu y). Kedua adalah pin
(engsel), pada tumpuan jenis ini terdapat 2 variabel (kita misalkan tumpuan itu
sama yakni A, maka variabelnya RAY untuk sumbu y dan RAX untuk sumbu x).
Berikutnya overhang (jepitan), pada tumpuan ini terdapat 3 variabel (dengan
permisalan yang sama, maka variabelnya RAY arah sumbu y, RAX arah sumbu x
dan MA momen yang terjadi). Dan terakhir adalah kabel (batang) dengan variabel T.
4 2
3 5
Suatu benda yang mendapat pembebanan, maka benda tersebut mendapat
gaya yang diperoleh dari luar yang disebut gaya luar yakni: gaya berat, gaya
reaksi dan gaya yang diberikan (load) dapat dilihat pada gambar 2.7.
Gambar 2.7 Jenis-jenis gaya dalam
Sedangkan gaya yang diperoleh dari dalam benda tersebut yang seterusnya
disebut gaya dalam yakni: gaya normal (N), gaya geser (V) dan momen lentur (M)
dapat dilihat pada gambar 2.8.
Gambar 2.8 Jenis-jenis gaya luar
2.9 Metode Elemen Hingga
Metode elemen hingga adalah metode numerik yang digunakan untuk
menyelesaikan permasalahan teknik dan problem matematis dari suatu gejala
phisis. Tipe masalah teknis dan matematis phisis yang dapat diselesaikan dengan
metode elemen hingga terbagi dalam dua kelompok, yaitu kelompok analisa
struktur dan kelompok masalah-masalah non struktur.
Tipe-tipe permasalahan struktur meliputi :
1. Analisa tegangan/Stress, meliputi analisa Truss dan Frame serta
masalah-masalah yang berhubungan dengan tegangan-tegangan yang terkonsentrasi.
2. Buckling
3. Analisa getaran
Masalah non struktur yang dapat diselesaikan dengan menggunakan metode ini
meliputi:
1. Perpindahan panas dan massa
2. Mekanika fluida, termasuk aliran fluida lewat media porus
3. Distribusi dari potensial listrik dan potensial magnet
Dalam persoalan-persoalan yang menyangkut geometri yang rumit, seperti
persoalan pembebanan terhadap struktur yang kompleks, pada umumnya sulit
dipecahkan melalui matematis analisis. Hal ini disebabkan karena matematis
analisis memerlukan besaran atau harga yang harus diketahui pada setiap titik
pada struktur yang dikaji.
Penyelesaian analisis dari suatu persamaan diferensial suatu geometri yang
kompleks, pembebanan yang rumit, tidak mudah diperoleh. Formulasi dari
metode elemen hingga dapat digunakan untuk mengatasi permasalahan ini.
Metode ini akan menggunakan pendekatan terhadap harga-harga yang tidak
diketahui pada setiap titik secara diskrit. Dimulai dengan permodelan dari suatu
masih mempunyai sifat yang sama dengan benda yang utuh sebelum terbagi
dalam bagian yang kecil (diskritisasi).
Beberapa kelebihan dalam penggunaan metode ini adalah :
1. Benda dengan bentuk yang tidak teratur dapat dengan mudah dianalisa
2. Tidak terdapat kesulitan dalam menganalisa beban pada suatu struktur
3. Permodelan dari suatu benda dengan komposisi materi yang berlainan dapat
dilakukan karena tinjauan yang dilakukan secara individu untuk setiap
elemen.
4. Dapat menangani berbagai macam syarat batas dalam jumlah yang tak
terbatas
5. Variasi dalam ukuran elemen memungkinkan untuk memperoleh detail
analisa yang diinginkan.
6. Dapat memecahkan masalah-masalah dinamik.
Kekurangan yang terdapat dalam penggunaan metode ini adalah diperlukannya
BAB III
METODE PENELITIAN
3.1 Tahap Penelitian
Dalam penelitian ini dilakukan beberapa tahap kegiatan atau pengerjaan
yaitu, pengambilan data, menganalisa secara teoritik dan melakukan simulasi
dengan menggunakan Ansys 5.4.
3.2. Pengambilan Data Dan Pengukuran
Data-data dari hasil survey pada Pabrik Gula Sei Semayang diperoleh:
Panjang kedua bantalan luncur : 600 mm dengan diameter dalam 450 mm
Panjang untuk tumpuan Top Roll : 1717 mm dengan diameter dalam 500 mm
Panjang roda gigi lurus : 400 mm dengan diamater dalam 500 mm
Panjang Square Coupling : ukuran dalam 300 mm x 300 mm x 220 mm
Untuk menentukan daya perencanaan yang dibutuhkan oleh poros,
dibutuhkan informasi berupa daya dan putaran. Data tersebut dapat dilihat pada
gambar 3.1.
Dari gambar 3.1 diperoleh data sebagai berikut :
P = 650 HP
= 650 x 0,735 kW
= 477,75 kW
n = 6,5 rpm
Maka besarnya daya rencana adalah:
Pd = 1,0 x 477,75 kW
Pd = 477,75 kW
Dengan adanya daya dan putaran, maka poros akan mendapat beban
berupa momen puntir. Besarnya momen puntir yang dikerjakan pada poros dapat
dihitung. Untuk daya rencana Pd = 477,75 kW dan putaran n = 6,5 rpm, maka
Bahan poros jenis S 50 C yang dalam perencanaannya diambil kekuatan
tarik sebesar σb =62kg/mm2.Dari rumus diatas maka tegangan geser izin bahan
jenis S 50 C adalah:
Maka diameter poros yang direncanakan :
Untuk momen puntir sebesar T = 715,89 . 105 kg.mm, dan diameter poros
ds =500mm, maka tegangan geser yang terjadi adalah :
3
Dari hasil diatas dapat dilihat bahwa tegangan geser yang terjadi lebih
kecil dari tegangan geser izinnya ( τp < τa) dimana τa = 7,380 kg/mm2, sehingga
dapat disimpulkan bahwa ukuran poros yang direncanankan cukup aman.
3.3 Ukuran Dimensi Poros
Dari perhitungan-perhitungan di atas dan data-data yang diperoleh dari
hasil survey, maka dapat digambarkan ukuran-ukuran dimensi untuk Mill Shaft
Roll Shell sebagai berikut:
3.4 Analisa Gaya Pada Mill Shaft Roll Shell
Mill shaft roll shell ditopang oleh dua bantalan luncur dan mengalami
pembebanan oleh gaya berat yang terdapat pada poros itu sendiri, top roll, roda
gigi dan square coupling serta ditambah berat kapasitas olah tebu yaitu 4000
TCD. Dengan menggunakan rumus dibawah ini dapat dihitung berat
masing-masing yang dibebani oleh poros.
W = m . g
keterangan :
W = berat massa benda (N)
m = massa benda (kg)
g = kecepatan gravitasi bumi yaitu sebesar 9,81 m/s2
Gambar 3.3 Diagram pembebanan pada poros
Untuk masing-masing benda dapat dihitung :
Kapasitas yang masuk dari tiap-tiap gilingan adalah 150-200 kg (hasil survey).
Untuk itu dalam perhitungan diambil kapasitas maksimumnya yaitu 200 kg:
C D A E F B
W1 W2 W5
BY AY
W3+W4
445mm 525mm 890mm 1200mm
310mm
BX
3.5 Perhitungan Gaya
Untuk menghitung variabel-variabel yang diakibatkan oleh gaya luar dan
gaya dalam, perlu kita ketahui syarat –syarat seimbangnya, yakni:
a. ∑ FX = 0
b. ∑ FY = 0
c. ∑ M = 0
3.5.1 Gaya – Gaya Luar Yang Terjadi Pada Poros
Perlu kita ketahui, bahwa poros mill shaft roll shell ini bertumpu pada 2
bantalan dengan jenis tumpuan yang berbeda-beda. Pada bantalan A merupakan
jenis tumpuan rol dengan variabel AY sedangkan pada bantalan B merupakan jenis
tumpuan pin dengan 2 variabel BY dan BX. Untuk menghitung gaya reaksi
maupun gaya-gaya lainnya terlebih dahulu kita gambar terlebih dahulu diagram
benda bebasnya, seperti tampak pada gambar dibawah ini.
Dimana :
W1 = 6376,5 N
W2 = 3924 N
W3 + W4 = 72594 N
Syarat seimbang pada kondisi pembebanan di atas:
Disini terdapat 2 variabel yang tidak diketahui, maka nilai 2 varibel tersebut dapat
kita peroleh dengan menghitung ∑ M = 0 nya terlebih dahulu.
C D A E F B
W1 W2 W5
BY AY
445mm 525mm 890mm 1200mm
310mm
Dari perhitungan ∑ M = 0 diatas kita peroleh nilai AY sebesar 79,906 kN
dan nilai BY sebesar 50,469 kN.
3.5.2 Gaya – Gaya Dalam Yang Terjadi Pada Poros
Untuk menghitung gaya-gaya dalam yang terjadi dapat dihitung
berdasarkan diagram benda bebas dibawah berikut :
NX = - BX
3.5.3 Diagram Momen Yang Timbul Pada Poros
Dari perhitungan diatas dapat digambarkan diagram momen yang terjadi
akibat gaya-gaya dalam. Dimana nilai tertinggi didapat pada titik x =2,170 m
yaitu Mx = 60562,519 N.m . Dari perhitungan diperoleh hasil sebagai berikut:
C D A F B
BY AY
445mm 525mm 890mm 1200mm
310mm
BX
Diagram 3.4 Diagram momen
3.6 Diagram Alir Simulasi
Proses pemodelan membutuhan ketelitian dalam memasukan data yang
selanjutnya akan diolah oleh software ANSYS sebelum dilakukannya proses
simulasi. Dengan menggunakan Diagram Alir akan memudahkan dalam
menganalisa tahapan-tahapan dalam proses simulasi tersebut. Pada gambar 3.5
berikut ini disajikan diagram Diagram Alir yang digunakan dalam penelitian ini.
MX1
MX2
MX3
MX4
MX5
Berhasil ?
TYPE OF ELEMENT
MATERIAL PROPERTIES Membentuk GEOMETRY
MESHING
Tidak
B A
ANALYSIS TYPE Ya
BEBAN (LOAD)
CURENT LS
Gambar 3.5 Diagram Alir Simulasi Menggunakan Ansys 5.4
3.7 Prosedur Simulasi
Dalam simulasi ini digunakan suatu software bantu yang cukup populer
dikalangan engineer yaitu Ansys Versi 5.4, dimana software program ini mampu
melakukan analisis beban, pengaruh temperatur, deformasi, defleksi, dan tegangan
pada truss, dan sebagainya. Pada gambar 3.6 merupakan tampilan pembuka Ansys
versi 5.4.
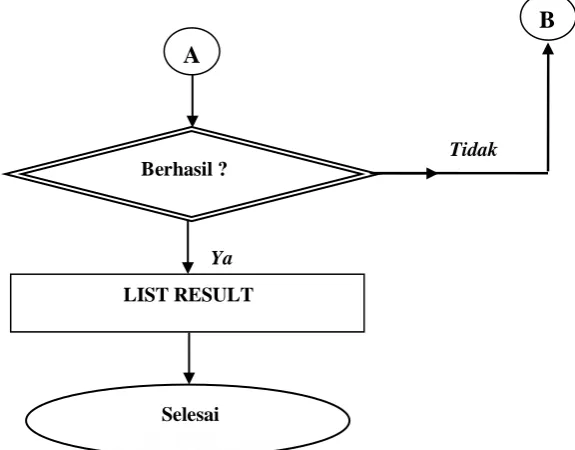
Gambar 3.6 Tampilan pembuka Ansys 5.4 Selesai
Tidak
LIST RESULT Berhasil ?
Ya
A
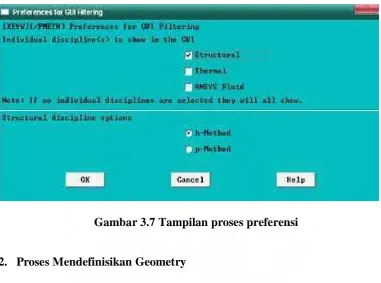
1. Proses Preferensi
Proses Preferensi merupakan langkah pendahuluan untuk menentukan
model analisis terhadap kondisi material yang ada. Dalam masalah ini preferensi
yang di gunakan adalah struktural dengan langkah sebagai berikut:
Preference> Structural> OK
Gambar 3.7 Tampilan proses preferensi
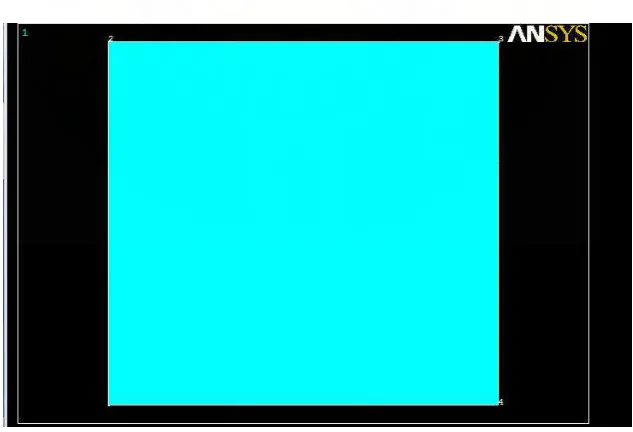
2. Proses Mendefinisikan Geometry
Dimensi poros dapat dilihat pada gambar 3.2. Proses mendefinisikan
karakteristik geometri, terlebih dahulu diketahui koordinat awalnya yakni sebagai
berikut: Titik 1: (-0,150;-0,150;0), titik 2: (-0,150;0,150;0), titik 3:
(0,150;0,150;0), titik 4: (0,150;-0,150;0). Setelah menetapkan titik di atas maka
dengan melakukan perintah sebagai berikut:
Maka diperoleh gambar 3.8 seperti di bawah ini:
Gambar 3.8 Tampilan keypoints
Setelah itu, titik-titik koordinat (keypoints) di atas dihubungkan dengan
melakukan perintah sebagai berikut:
Main Menu> Preprocessor> Create> Areas> Arbitrary
Hasil perintah di atas dapat dilihat pada gambar 3.9 di bawah ini:
Gambar 3.9 Tampilan setelah keypoints dihubungkan
Kemudian model pada gambar 3.9 di atas dilakukan proses extrude atau
Main Menu> Preprocessor> Operate> Extrude
Pada proses extrude atau ketebalan dibuat nilainya sebesar 220 mm,
seperti tampak pada gambar 3.10 di bawah ini.
Gambar 3.10 Tampilan setelah proses extrude
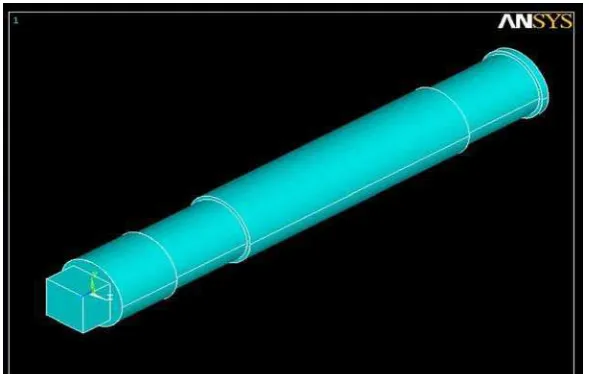
Kemudian model di atas ditambahkan sebuah silinder pejal, dengan
melakukan langkah sebagai berikut:
Main Menu> Preprocessor> Create> Cylinder
Gambar 3.11 Tampilan setelah penambahan silinder pejal
Gambar 3.12 Tampilan hasil geometri
3. Sifat Elemen Material
Langkah selanjutnya adalah menerapkan sifat element dengan langkah,
sebagai berikut:
a. Menentukan Sifat Elemen
Main Menu> Preprocessor> Element type
Gambar 3.13 Sifat elemen
b. Mendefinisikan Material Properties
Setelah menentukan elemen yang akan digunakan, kita akan
mengetahui sifat stress dan strain dari material. Sedangkan material properties
yang diinput (Lampiran) yaitu:
Modulus Elastisitas, E = 2 .1E 11 N/m2
Poisson’s Ratio, = 0.3
Massa Jenis, = 7,85E 3 kg/m3
Dengan melakukan perintah sebagai berikut:
4. Proses Meshing
Setelah permodelan selesai dan material properties telah di input, maka
langkah berikutnya adalah proses meshing dengan node dan elemen. Proses
meshing adalah pembagian model menjadi elemen-elemen kecil. Untuk melihat
hasil dari proses penerapan ukuran mesh, maka langkah yang harus dilalui, yakni:
Main Menu> Preprocessor> Meshing> Mesh> Volume> Free dan pilih Area.
Gambar 3.15 Proses meshing
Pada gambar 3.15 di atas tampak hasil dari proses meshing. Sehingga
BAB IV
HASIL SIMULASI
4.1 Penjelasan
Simulasi ini merupakan proses terjadinya pembebanan oleh gaya berat
yang dialami mill shaft roll shell dalam 2 kondisi, yaitu:
1. Kondisi pembebanan poros sebelum tebu masuk roll
2. Kondisi pembebanan poros setelah tebu masuk roll
Pembebanan gaya berat dititik beratkan pada 2 kondisi di atas, akan tetapi
pengaruh berat dari square coupling, gaya berat roda gigi lurus diperhitungkan
(sebagai load/force) dan gaya reaksi dari 2 bantalan dijadikan sebagai
displacement. Sehingga nantinya akan dapat dilihat akibat gaya yang diberikan
terhadap kondisi poros tersebut dan dapat diketahui distribusi tegangannya.
4.2 Analisa Simulasi
1. Mendefinisikan Tipe Analisis
Dalam simulasi ini dianggap bahwa beban yang diberikan dalam keadaan
statik. Langkah ini dilakukan dengan memastikan bahwa analisis statik diberikan
Solution> Analysis Type> New Analysis.
Gambar 4.1 Dialog tipe analisis
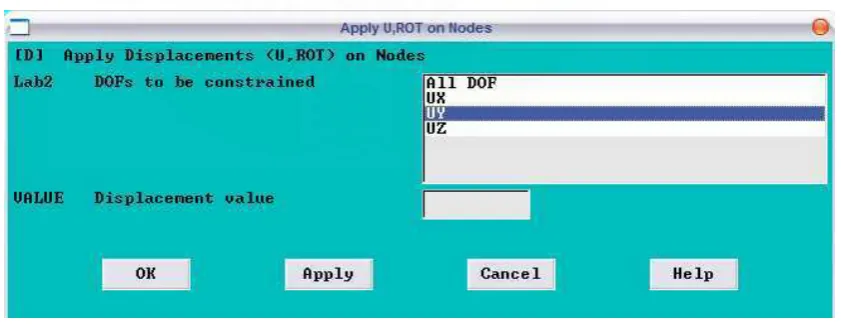
2. Displacement
Poros tersebut bertumpu pada dua bantalan, dimana bantalan tersebut
merupakan gaya reaksi dari pembebanan, dengan langkah sebagai berikut:
Solution> Apply> Displacement
untuk bantalan A, jenis tumpuan yang dipakai adalah rol yakni arah sumbu y,
maka displacement-nya dapat dilihat pada kotak dialog di bawah ini
Sedangkan pada bantalan B, jenis tumpuan yang dipakai adalah pin yakni arah
sumbu z dan sumbu y, maka displacement-nya dapat dilihat pada kotak dialog di
bawah ini
Gambar 4.3 Dialog displacement pada bantalan B
3. Force
Selanjutnya, dilakukan penerapan load (beban) dengan pemberian gaya
dan langkah perintahnya adalah
Solution> Apply> Force> On Areas
Gambar 4.4 Dialog force
3. Solving The System
Untuk selanjutnya kita akan melihat hasil tampilan proses selanjutnya
Ansys Main Menu> Solution> Current LS
Gambar 4.5 Dialog solving the system
4. Analisis Force
Untuk analisis gaya dilakukan dengan mengikuti prosedur sebagai berikut:
Ansys Main Menu> General Postproc> Plot results> Nodal Solution> Stress>
Von mises
4.3 Kondisi Pembebanan
4.3.1 Kondisi Pembebanan Sebelum Tebu Masuk Roll
Pada kasus ke-1 kondisi pembebanan dipengaruhi oleh gaya berat pada
poros diatas, serta dipengaruhi juga oleh gaya berat top roll. Kondisi
pembebanannya dapat dilihat pada gambar 4.7 di bawah ini.
Gambar 4.7 Pembebanan sebelum tebu masuk roll
Gambar 4.8 Hasil simulasi kondisi 1 1860mm
445mm 525mm 1200mm 1200mm 350mm
AY BY
W2=3924 N
W3=70632 N
W5=47480,4 N
W1=6376,5 N
Setelah mendapatkan hasil dari simulasi, maka dapat pula kita ketahui
hasilnya dalam bentuk node-nodenya, dengan melakukan perintah sebagai berikut
Utility menu: PlotCtrls > Numbering > On
Gambar 4.9 Kotak dialog plot numbering controls
Gambar 4.10 Node distribusi tegangan
Dari hasil perintah di atas diperoleh bahwa tegangan maksimum berada
4.3.2 Kondisi Pembebanan Setelah Tebu Masuk Roll
Kondisi ke 2 merupakan pembebanan gaya berat poros, top roll dan tebu.
Gambar 4.11 Pembebanan setelah tebu masuk roll
Proses simulasi pembebanan tersebut dapat dilihat pada gambar 4.12
dibawah ini.
Gambar 4.12 Hasil simulasi kondisi 2 1860mm
445mm 525mm 1200mm 1200mm 350mm
W1= 6376,5 N
AY BY
W2= 3924 N
W5= 47480,4 N
W3 +W4 = 72594 N
Dengan melakukan langkah seperti kondisi 1, maka diperoleh node-node
dari distribusi tegangan akibat pembebanan pada kasus ke-2 pada gambar 4.13.
Gambar 4.13 Node distribusi tegangan
Dari hasil simulasi di atas diperoleh, bahwa tegangan maksimum pada
kasus ke-2 ini terletak disekitar node 883 yang nilainya sebesar 0,106E 8 N/m2.
4.4 Analisa Torsi
Dalam menganalisa torsi pada poros mill shaft roll shell, permodelan di
buat dalam bentuk 2D. Sebelum di input ke dalam program, terlebih dahulu
dilakukan perhitungan teoritisnya sebagai berikut:
T = F . s
Dimana :
T = torsi (N.mm)
F = gaya (N)
3,370 m 0,970 m
2,170 m 0,445 m
0,110 m
F1 F2 F3 F4 F5
dalam kasus ini nilai torsi diperoleh dari perhitungan momen torsi yakni
T = 715,89 . 105 kg.mm x 9,806 m/s2
= 7020,02 .105 N.mm = 702002 N.m
Gambar 4.14 Kondisi torsi tiap jarak
1. Torsi 1
Pada kasus 1, torsi disebabkan oleh gaya F1 dengan jarak s1 = 0,110 m,
maka gaya F1 diperoleh:
T = F1 s1
702002 N.m = F1 0,110 m
F1 = 6381836,4 N
Dengan gaya F1 = 6381836,4 N dan jarak s1 = 0,11 m, maka mill shaft roll
Gambar 4.15 Hasil simulasi torsi
Dari hasil simulasi diatas, dapat kita peroleh grafik untuk torsi 1 sebagai
berikut.
Gambar 4.16 Grafik torsi 1
Dari grafik diperoleh data bahwa distribusi tegangan maksimum terletak
2. Torsi 2
Pada kasus 2, torsi disebabkan oleh gaya F2 dengan jarak s2 = 0,445 m,
maka gaya F2 diperoleh:
T = F2 s2
702002 N.m = F2 0,445 m
F2 = 1577532,6 N
Dengan gaya F2 = 1577532,6 N dan jarak s2 = 0,445 m, maka mill shaft
roll shell mengalami torsi seperti ditunjukan pada gambar 4.17 di bawah ini.
Gambar 4.17 Hasil simulasi torsi 2
Gambar 4.18 Grafik torsi 2
Dari grafik diperoleh data bahwa distribusi tegangan maksimum terletak
pada node 28 dengan jarak 0,437 m dengan nilai sebesar 0,614E 8 N/m2.
3. Torsi 3
Pada kasus 3, torsi disebabkan oleh gaya F3 dengan jarak s3 = 0,970 m,
maka gaya F3 diperoleh:
T = F3 s3
702002 N.m = F3 0,970 m
F3 = 723713,4 N
Dengan gaya F3 = 723713,4 N dan jarak s3 = 0,970 m, maka mill shaft roll
Gambar 4.19 Hasil simulasi torsi 3
Dari hasil simulasi diatas, dapat kita peroleh grafik untuk torsi 3 sebagai
berikut.
Gambar 4.20 Grafik torsi 3
Dari grafik diperoleh data bahwa distribusi tegangan maksimum terletak
4. Torsi 4
Pada kasus 4, torsi disebabkan oleh gaya F4 dengan jarak s4 = 2,170 m,
maka gaya F4 diperoleh:
T = F4 s4
702002 N.m = F4 2,170 m
F4 = 323503,2 N
Dengan gaya F4 = 323503,2 N dan jarak s4 = 2,170 m, maka mill shaft roll
shell mengalami torsi seperti ditunjukan pada gambar 4.21 di bawah ini.
Maka diperoleh grafik untuk torsi 4 sebagai berikut:
Gambar 4.22 Grafik torsi 4
Dari grafik diperoleh data bahwa distribusi tegangan maksimum terletak
pada node 198 dengan jarak 3,070 m dengan nilai sebesar 0,512E 7 N/m2.
5. Torsi 5
Pada kasus 5, torsi disebabkan oleh gaya F5 dengan jarak s5 = 3,370 m,
maka gaya F5 diperoleh:
T = F5 s5
702002 N.m = F5 3,370 m
F5 = 208309,2 N
Dengan gaya F5 = 208309,2 N dan jarak s5 = 3,370 m, maka mill shaft roll
Gambar 4.23 Hasil simulasi torsi 5
Maka diperoleh grafik untuk torsi 5 sebagai berikut:
Gambar 4.24 Grafik torsi 5
Dari grafik diperoleh data bahwa distribusi tegangan maksimum terletak
4.5 Interpretasi dan Evaluasi Hasil
Dari hasil yang telah diperoleh maka didapatkan distribusi perpindahan
dan tegangan dari struktur poros mill shaft roll shell yang direncanakan. Sehingga
dapat dicari dan diketahui bagian-bagian poros mill shaft roll shell yang
mengalami tegangan kritis. Hasil-hasil ini kemudian diinterpretasikan terhadap
sasaran target pekerjaan desain yang telah ditentukan, yaitu dengan melakukan
evaluasi terhadap aspek-aspek keamanan dan kekuatan struktur. Aspek-aspek
keamanan atau kekuatan struktur akan dievaluasi terhadap kriteria-kriteria
kegagalan statik.
Secara mendasar kegagalan (failure) dari suatu struktur dinyatakan bila
struktur tidak dapat berfungsi lagi dengan baik untuk menerima pembebanan
sesuai dengan yang direncanakan. Ada 2 tipe kriteria kegagalan akibat
pembebanan statik, yaitu:
1. Deformasi Plastis
Merupakan jika material dari struktur sudah mengalami deformasi plastis
karena sudah melewati batas tegangan atau regangan luluh (yield point)
material.
2. Patah atau Rusak
Merupakan bila material dari struktur tersebut sudah patah atau sudah
4.6 Analisa Kekuatan Poros Mill Shaft Roll Shell Berdasarkan Teori
Kegagalan
Dengan suatu pengetahuan hanya pada tegangan yield dari suatu material,
teori kegagalan ini memprediksikan ductile yielding dibawah suatu kombinasi
pembebanan dengan akurasi lebih baik dari pada teori-teori kegagalan yang
lainnya. Teori kegagalan ini sering dikenal dengan teori kegagalan Von Misses.
Teori kegagalan ini di analisa pertama kali melalui tegangan octahedral, sehingga
disebut sebagai teori kegagalan tegangan octahedral maksimum yang menyatakan
bahwa luluh akan terjadi bila tegangan octahedral maksimum yang terjadi
melebihi harga limit yang diketahui dari hasil tes tarik material dengan beban
standar.
2
terjadiSy
σ
≤
Sy merupakan yield strength yakni nilai kekalahan dari bahan poros, bahan poros
mill shaft roll shell adalah baja karbon (carbon steels) yang nilai yield strength
terdapat pada lampiran. Nilai S yielding yang kita ambil adalah 450 Mpa maka:
2
Agar material tidak terjadi kegagalan maka tegangan maksimum yang
terjadi tidak boleh melebihi tegangan von misses 225E 6 N/m2. Pada torsi pertama
tegangan maksimum terjadi sebesar 282E 6 N/m2 maka pada kondisi ini dikatakan
tidak aman. Pada torsi kedua tegangan maksimum terjadi sebesar 61,4E 6 N/m2
sebesar 25E 6 N/m2 pada kondisi ini dikatakan aman. Pada torsi keempat tegangan
maksimum terjadi sebesar 5,12E 6 N/m2 pada kondisi ini dikatakan aman. Pada
torsi kelima tegangan maksimum terjadi sebesar 7,6E 6 N/m2 pada kondisi ini
dikatakan aman.
Suatu material dikatakan aman apabila tegangan yang terjadi tidak
melebihi tegangan ijin bahan. Akibat torsi karena pengaruh gaya dan jarak
tertentu maka dapat diketahui bahawa kondisi aman terjadi pada torsi kedua,
ketiga, keempat dan kelima. Sedangkan kondisi tidak aman pada kondisi pertama
karena pada torsi pertama tegangan maksimum yang terjadi pada simulasi (282E 6
N/m2) lebih besar dari tegangan yang diijinkan pada teori kegagalan von misses
BAB V
KESIMPULAN
5.1 Kesimpulan
1. Pada kondisi pertama, pembebanan yang dialami poros sebelum tebu masuk
roll, dari hasil simulasi diperoleh distribusi tegangan maksimum terletak pada
disekitar node 883 dengan besarnya 0,104E 8 N/m2(gambar 4.10).
2. Pada kondisi kedua, pembebanan yang dialami poros setelah tebu masuk roll,
dari hasil simulasi diperoleh distribusi tegangan maksimum terletak disekitar
node 883 yang nilainya sebesar 0,106E 8 N/m2(gambar 4.13).
3. Saat terjadi hentakan / kejutan yang dialami mill shaft roll shell akibat adanya
slip saat berputar maka mill shaft roll shell mengalami distribusi tegangan
pada tiap-tiap titik sepanjang mill shaft roll shell yakni:
a. Torsi 1 pada jarak 0,11 m dan gaya 6381836,4 N, maka distribusi
tegangan maksimum terletak pada node 266 dengan jarak 0,670 m dengan
nilai sebesar 0,282E 9 N/m2(gambar 4.15 dan gambar 4.16).
b. Torsi 2 pada jarak 0,445 m dan gaya 1577532,6 N, maka distribusi
tegangan maksimum terletak pada node 28 dengan jarak 0,437 m dengan
nilai sebesar 0,614E 8 N/m2(gambar 4.17 dan gambar 4.18).
c. Torsi 3 pada jarak 0,970 m dan gaya 723713,4 N, maka distribusi
tegangan maksimum terletak pada node 66 dengan jarak 0,989 m dengan
d. Torsi 4 pada jarak 2,170 m dan gaya 323503,2 N, maka distribusi
tegangan maksimum terletak pada node 198 dengan jarak 3,070 m dengan
nilai sebesar 0,512E 7 N/m2(gambar 4.21 dan gambar 4.22).
e. Torsi 5 pada dan jarak 3,370 m dan gaya 208309,2 N, maka distribusi
tegangan maksimum terletak pada node 134 dengan jarak 3,389 m dengan
nilai sebesar 0,760E 7 N/m2(gambar 4.23 dan gambar 4.24).
Dari perhitungan teori kegagalan von misses, diketahui bahwa akibat gaya yang
timbul akibat torsi, kondisi tidak aman terjadi pada torsi pertama karena distribusi
tegangan maksimum (282E 6 N/m2) terjadi lebih besar dari kekuatan tarik bahan
(225E 6 N/m2). Sedangkan pada torsi kedua, ketiga, keempat dan kelima
dinyatakan aman karena nilai tegangan maksimum terjadi lebih kecil dari
kekuatan tarik bahan.
5.2 Saran
1. Sebaiknya sebelum melakukan analisa, spesifikasi PC harus sesuai dan
mendukung untuk software Ansys 5.4, sehingga software tersebut dapat
berjalan dengan baik,
2. Pada penelitian ini, penulis memakai software Ansys 5.4 dimana pada
pemilihan material properties harus meng-input nilainya dari sumber lain
(bahan poros dipakai baja karbon), sehingga disarankan menggunakan
software misalnya nastran, solid works ataupun dengan software FEM lainya.
DAFTAR PUSTAKA
1. Moaveni, Saeed, Finite Element Analysis, Prentice Hall, New Jersey, 1999
2. E.Shigley, Joseph, D.Mitchell, Larry, Perencananaan Teknik Mesin jilid 2.
Trans. Ir. Gandhi Harahap, M,Eng. Edisi keempat, PT. Erlangga, Jakarta,
1995.
3. Hibbeler, R.C. Mechanics of Material, 6th ed. Prentice-Hall, Inc.,
Singapor, 2005.
4. Sularso, Ir.MSME, Suga, Kiyokatsu, Dasar–Dasar Perencanaan dan
Pemilihan Elemen Mesin, cetakan kesembilan, PT.Paradnya Paramitha,
Jakarta, 1997.
5. Susatio, Yerri, Dasar-Dasar Metode Elemen Hingga, Andi Yogyakarta,
Yogyakarta, 2004
7.
General Properties of Steels
The following table lists the typical properties of steels at room temperature (25°C). The wide ranges of ultimate tensile strength, yield strength, and hardness are largely due to different heat treatment conditions.
Properties Carbon Steels Alloy Steels Stainless Steels Tool Steels
Density (1000 kg/m3) 7.85 7.85 7.75-8.1 7.72-8.0 Elastic Modulus (GPa) 190-210 190-210 190-210 190-210 Poisson's Ratio 0.27-0.3 0.27-0.3 0.27-0.3 0.27-0.3 Thermal Expansion (10-6/K) 11-16.6 9.0-15 9.0-20.7 9.4-15.1
Melting Point (°C) 1371-1454
Thermal Conductivity (W/m-K) 24.3-65.2 26-48.6 11.2-36.7 19.9-48.3 Specific Heat (J/kg-K) 450-2081 452-1499 420-500
Electrical Resistivity (10-9W-m) 130-1250 210-1251 75.7-1020
Tensile Strength (MPa) 276-1882 758-1882 515-827 640-2000 Yield Strength (MPa) 186-758 366-1793 207-552 380-440
Percent Elongation (%) 10-32 4-31 12-40 5-25
Hardness (Brinell 3000kg) 86-388 149-627 137-595 210-620