LAPORAN KERJA PRAKTEK
PENGONTROL WASTE WATER TREATMENT PLANT BERBASIS PLC
Nama : Ratih Kesuma Dewi Nim : 08410200031 Program : S1 (Strata Satu) Jurusan : Sistem Komputer
SEKOLAH TINGGI
MANAJEMEN INFORMATIKA & TEKNIK KOMPUTER SURABAYA
vi
tidak dikehendaki lingkungannya karena tidak mempunyai nilai ekonomi. Limbah mengandung bahan pencemar yang bersifat racun dan bahaya. Limbah ini dikenal dengan limbah B3 (bahan beracun dan berbahaya). Bahan ini dirumuskan sebagai bahan dalam jumlah relatif sedikit tapi mempunyai potensi mencemarkan/merusakkan lingkungan kehidupan dan sumber daya. Sebagai limbah, kehadirannya cukup mengkhawatirkan terutama yang bersumber dari pabrik industri.
Untuk itu diperlukan suatu proses untuk mengolah limbah agar tidak berbahaya bagi lingkungan. Pabrik Industri bisa menghasilkan limbah cair cukup besar sehingga diperlukan alat untuk memprosesnya. Untuk mempermudah pengolahan dan monitoring pengolahan limbah diperlukan alat pengontrol berupa Programmable
Logic Controller (PLC)
viii DAFTAR ISI
Halaman
Halaman Sampul Depan ... i
Halaman Sampul Dalam ... ii
Halaman Lembar Pengesahan ... iii
Halaman Kata Pengantar ... iv
Halaman Abstrak ... vi
Halaman Daftar Isi ... viii
Halaman Daftar Tabel ... xi
Halaman Daftar Gambar ... xii
Halaman Daftar Lampiran... xiv
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Tujuan Kerja Praktek ... 3
1.4 Pembatasan Masalah ... 3
1.5 Waktu dan Lama Kerja Praktek ... 3
1.6 Ruang Lingkup Kerja Praktek ... 3
1.7 Metodologi ... 4
1.8 Sistematika Penulisan... 4
BAB II GAMBARAN UMUM PERUSAHAAN 2.1 Sejarah Perusahaan ... 6
2.2 Visi dan Misi Perusahaan ... 6
2.2.1 Visi Perusahaan ... 6
ix
2.4.1.1 Manajemen Produksi ... 9
2.4.1.2 Manajemen Teknik... 9
2.4.1.3 Manajemen Administrasi atau Keuangan ... 10
2.4.1.4 Manajemen Tenaga Kerja ... 10
2.4.1.5 Manajemen Pengadaan... 10
2.4.1.6 Manajemen Pemasaran... 10
2.4.2 Manajemen Sumber Daya Manusia ... 11
BAB III LANDASAN TEORI 3.1 Water Waste Treatment ... 14
3.2 Programmable Logic Controller ... 14
3.2.1 Sejarah PLC ... 16
3.2.2 Sistem PLC ... 16
3.2.2.1 Unit Prosesor ... 18
3.2.2.2 Unit Catu Daya ... 18
3.2.2.3 Perangkat Pemrograman ... 18
3.2.2.4 Unit Memori ... 18
3.2.2.5 Bagian-bagian Input dan Output ... 18
3.2.3 Pemrograman PLC ... 19
3.2.3.1 Pemrograman Tangga ... 20
3.2.3.2 Fungsi-fungsi Logika ... 22
3.2.3.3 Latching... 24
3.3 Unity Pro XL V4.0 ... 24
BAB IV PEMBAHASAN 4.1 Sistem Kerja ... 25
4.2 Blok Diagram ... 27
4.3 FlowChart ... 28
4.4 Diagram Listrik ... 30
x
4.6 Hasil Pengujian ... 31
4.6.1 Pengujian Program ... 31
4.6.1.1 Pengujian Mixer For Lime ... 31
4.6.1.2 Pengujian Mixer For Alum Tank ... 33
4.6.1.3 Pengujian Pump For Fountain ... 35
BAB V SIMPULAN DAN SARAN 4.1 Kesimpulan ... 38
4.2 Saran ... 38
DAFTAR PUSTAKA ... 39
xi
xii
DAFTAR GAMBAR
Halaman
Gambar 2.1 Struktur Organisasi ... 7
Gambar 3.4 Tipe PLC ... 16
Gambar 3.5 Sistem PLC ... 19
Gambar 3.6 Membaca Sebuah Program Tangga... 21
Gambar 3.7 Simbol-simbol Dasar PLC ... 22
Gambar 3.8 Logika And ... 22
Gambar 3.9 Logika OR ... 23
Gambar 3.10 Logika Not... 23
Gambar 3.11 Timer ... 23
Gambar 3.12 Counter ... 23
Gambar 4.1 Blok Diagram ... 28
Gambar 4.2 Flow Chart ... 29
Gambar 4.3 Diagram Listrik ... 30
Gambar 4.4 Mixer For Lime OFF ... 32
Gambar 4.5 Mixer For Lime ON ... 32
Gambar 4.6 Mixer For Lime TRIP ... 33
xiii
xiv
DAFTAR LAMPIRAN
Halaman
Lampiran 1 Form Kartu Bimbingan ... 40
Lampiran 2 Form Acuan Kerja ... 41
Lampiran 3 Form Garis Besar RencanaKerja Mingguan ... 42
Lampiran 4 Form Log Harian dan Catatan Perubahan Acuan Kerja ... 43
Lampiran 5 Form Kehadiran Kerja Praktek ... 45
Lampiran 6 Diagram Listrik... 46
Lampiran 7 Allocation List ... 49
1.1Latar Belakang
Sekolah Tinggi Manajemen Informatika dan Teknik Komputer Surabaya merupakan salah satu lembaga pendidikan yang melahirkan lulusan-lulusan muda yang berpola pikir akademik bertindak professional dan berakhlak. Selain itu juga berupaya melaksanakan program-program pendidikan yang bertujuan menghasilkan lulusan-lulusan yang tidak saja memahami ilmu pengetahuan dan teknologi, akan tetapi juga mampu mempraktekkan serta mengembangkannya baik di dunia pendidikan maupun di dunia industri. Dengan mengikuti Kerja Praktek ini diharapkan mahasiswa bisa mendapatkan nilai tambahan terhadap materi kuliah yang telah diberikan serta dapat menambah ilmu pengetahuan dan keterampilan mahasiswa tentang dunia kerja sekaligus mendapatkan pengalaman kerja secara nyata di perusahaan/instansi dan bekerja sama dengan orang lain dengan disiplin ilmu yang berbeda-beda. Sekaligus mencoba menerapkan ilmu pengetahuan yang telah diperoleh dalam kuliah.
PT. Metro Abdibina Sentosa merupakan salah satu industri yang bergerak di bidang usaha elektrikal dan automation control. PT. Metro Abdibina Sentosa sering menangani proyek dalam bidang pengolahan limbah, atau yang lainnya yang berbasis PLC, terutama proyek pada mesin-mesin yang menggunakan PLC untuk pengendaliannya. Tujuan dari pengolahan Limbah adalah mencegah dan menanggulangi pencemaran dan/atau kerusakan lingkungan hidup yg diakibatkan
2
oleh limbah B3 serta melakukan pemulihan kualitas lingkungan yg sudah tercemar sehingga sesuai fungsinya kembali.
Limbah adalah buangan yang kehadirannya pada suatu saat dan tempat tertentu tidak dikehendaki lingkungannya karena tidak mempunyai nilai ekonomi. Limbah mengandung bahan pencemar yang bersifat racun dan bahaya. Limbah ini dikenal dengan limbah B3 (bahan beracun dan berbahaya). Bahan ini dirumuskan sebagai bahan dalam jumlah relatif sedikit tapi mempunyai potensi mencemarkan/merusakkan lingkungan kehidupan dan sumber daya. Sebagai limbah, kehadirannya cukup mengkhawatirkan terutama yang bersumber dari pabrik industri. Pengolahan limbah cair merupakan salah satu unit yang amat vital bagi industry. Pencemaran yang ditimbulkan oleh limbah cair dapat mendatangkan sanksi hukum -baik administrasi, pidana maupun perdata- terhadap perusahaan.
Untuk itu diperlukan suatu proses untuk mengolah limbah agar tidak berbahaya bagi lingkungan. Pabrik Industri bisa menghasilkan limbah cair cukup besar sehingga diperlukan alat untuk memprosesnya. Untuk mempermudah pengolahan dan monitoring pengolahan limbah diperlukan alat pengontrol berupa Programmable
Logic Controller (PLC)
1.2Perumusan Masalah
1.3Tujuan Kerja Praktek
Tujuan dari kerja praktek ini adalah membuat dan merancang pengontrol waste water treatment berbasis PLC
1.4Pembatasan Masalah
1) PLC yang digunakan adalah merk Schneider. 2) Software yang digunakan adalah unity pro XL V.4.0 3) Komunikasi menggunakan TCP/IP
4) Power supply menggunakan tipe TSX PSY 5000M 5) CPU menggunakan tipe TSX P57 2634M
6) Input discrete device menggunakan tipe TSX DEY 64D2K dan TSX DEY 32D2K
7) Output discrete device menggunakan tipe TSX DSY 64T2K
8) Analog input device menggunakan tipe TSX AEY 420
1.5Waktu dan Lama Kerja Praktek
Waktu dan lama kerja praktek di PT. Metro Abdibina Sentosa dilaksanakan dalam 5 minggu mulai tanggal 1 Juli 2011 sampai dengan 1 Agustus 2011
1.6Ruang Lingkup Kerja Praktek
Sasaran kerja praktek adalah agar mahasiswa mendapatkan pengalaman belajar melalui pengamatan di bidang PLC :
a. Membuat dan menganalisa program PLC untuk pengolahan limbah.
4
1.7Metodologi
Untuk menyelesaikan permasalahan yang dihadapi penulis maka penulis mendapatkan bimbingan dari engineer PT. Metro Abdibina Sentosa. Pengamatan itu meliputi proses mendapatkan proyek, kemudian pengerjaan proyek itu, setelah itu pembuatan program untuk mesin PLC pada pengolahan limbah tersebut. Penulis diberikan kesempatan mempelajari bagaimana membuat program untuk pengolahan limbah. Teknik atau metode yang penulis lakukan adalah sebagai berikut :
1. Observasi, yaitu dengan melakukan pengamatan terhadap data-data pada perusahaan yang berhubungan dengan pengerjaan program pada mesin PLC. 2. Wawancara, yaitu dengan melakukan tanya jawab terhadap engineer PLC PT.
Metro Abdibina Sentosa
3. Studi literatur atau kepustakaan, yaitu dengan cara membaca buku-buku yang ada hubungannya dengan tugas yang diberikan.
4. Penulisan dan penyusunan laporan dari pelaksanaan kerja praktek yang telah dilakukan sebagai pertanggungan jawab kepada perusahaan dan STIKOM.
1.8Sistematika Penulisan
a. Bab I Pendahuluan
Pada bab pendahuluan ini membahas mengenai latar belakang masalah, perumusan masalah, batasan masalah, tujuan serta sistematika dari penulisan laporan.
b. Bab II Profil Perusahaan
Pada bab ini berisi tentang sejarah dan profil perusahaan, lokasi perusahaan, visi dan
misi perusahaan, struktur organisasi perusahaan, dan manajemen perusahaan.
c. Bab III Landasan Teori
Pada bab landasan teori ini menjelaskan tentang pengertian waste water plant,
Programmable Logic Controller (PLC), dan Software unity pro XL V4.0.
d. Bab IV Pembahasan dan Hasil Pengujian
Bab ini berisi penjelasan tentang pekerjaan-pekerjaan yang dilakukan pada saat kerja praktek di instansi terkait. Pekerjaan tersebut dijelaskan secara terperinci, diawali dengan mempelajari bagaimana system kerjanya, merancang modul input dan output PLC, mengatur konfigurasi PLC, mengatur komunikasi PLC, membuat program, dan simulasi projek.
e. Bab V Kesimpulan dan Saran
Pada bab kesimpulan dan saran ini merupakan kesimpulan dari hasil pengujian sistem
secara keseluruhan dan saran-saran yang diharapkan dalam pengembangan lebih
BAB II
GAMBARAN UMUM PERUSAHAAN 2.1Sejarah Perusahaan
PT. Metro Abdibina Sentosa merupakan salah satu industri yang bergerak di bidang usaha elektrikal di Surabaya. Perusahaan ini didirikan oleh Bapak Supriyadi pada tahun 1995, yang merupakan direktur utama PT. Metro Abdibina Sentosa. Sampai saat ini PT.Metro Abidibina Sentosa telah banyak mengalami berbagai macam peningkatan baik dibidang produk, misalnya usaha dalam meningkatkan produk yang dihasilkan, proses produksi yang lebih maju dengan didukung oleh mesin-mesin yang berkualitas pula, juga daerah atau tempat pemasarannya yang semakin luas.
PT.Metro Abdibina Sentosa yang terletak di jalan Gading pantai 31 Surabaya yang merupakan induk dari perusahaan-perusahaan sebagai berikut:
1) PT.BUANA AGUNG SENTOSA yang berdomisili di Surabaya, Jawa Timur 2) PT. SIMENTARI ABDHI BINA yang berdomisili di Surabaya, Jawa Timur 3) PT. DWIDHARMA SENTOSA yang berdomisili di Jakarta, Indonesia 4) PT. PANDU BINA SENTOSA yang berdomisili di Jakarta, Indonesia 2.2Visi Dan Misi Perusahaan
2.2.1 Visi Perusahaan
Menjadi perusahaan terkemuka dalam distribusi dan integrator system yang menyajikan kualitas pelayanan, peralatan dan system instalasi yang paling inovatif, serta responsive dan berorientasi pada pelanggan di seluruh Indonesia.
2.2.2 Misi Perusahaan
a) Selalu menyediakan produk dan service dengan kualitas terbaik kepada pelanggannya.
b) Secara terus menerus memperbaiki system manajemen untuk memberikan pelayanan terbaik dan menghadapi perdagangan pasar bebas.
c) Terus berusaha mewujudkan kepuasan pelanggan, serta hubungan dan kerjasama yang baik.
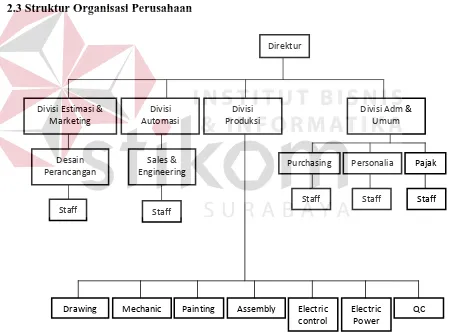
2.3Struktur Organisasi Perusahaan
Gambar 2.1 Struktur Organisasi PT. Metro Abdibina Sentosa
Divisi Estimasi & Marketing
Divisi Automasi
Divisi Produksi
Divisi Adm & Umum Direktur Desain Perancangan Staff Sales & Engineering Staff Drawing
Purchasing Personalia Pajak
Staff Staff Staff
Mechanic Painting Assembly Electric control
Electric Power
8
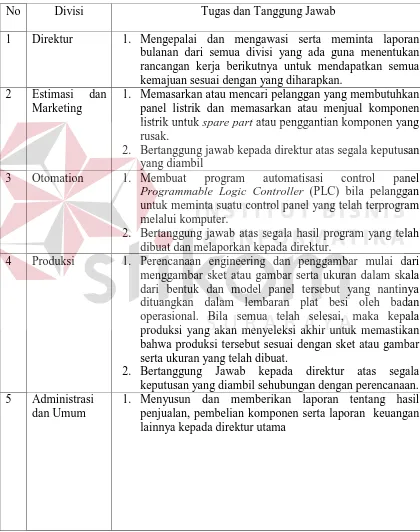
Adapun tugas dan tanggung jawab dari masing-masing divisi pada Metro PT.Metro Abdibina Sentosa adalah sebagai berikut:
Tabel 2.1 Tugas dan Tanggung Jawab Divisi PT. Metro Abdibina Sentosa
No Divisi Tugas dan Tanggung Jawab
1 Direktur 1. Mengepalai dan mengawasi serta meminta laporan bulanan dari semua divisi yang ada guna menentukan rancangan kerja berikutnya untuk mendapatkan semua kemajuan sesuai dengan yang diharapkan.
2 Estimasi dan Marketing
1. Memasarkan atau mencari pelanggan yang membutuhkan panel listrik dan memasarkan atau menjual komponen listrik untuk spare part atau penggantian komponen yang rusak.
2. Bertanggung jawab kepada direktur atas segala keputusan yang diambil
3 Otomation 1. Membuat program automatisasi control panel
Programmable Logic Controller (PLC) bila pelanggan
untuk meminta suatu control panel yang telah terprogram melalui komputer.
2. Bertanggung jawab atas segala hasil program yang telah dibuat dan melaporkan kepada direktur.
4 Produksi 1. Perencanaan engineering dan penggambar mulai dari menggambar sket atau gambar serta ukuran dalam skala dari bentuk dan model panel tersebut yang nantinya dituangkan dalam lembaran plat besi oleh badan operasional. Bila semua telah selesai, maka kepala produksi yang akan menyeleksi akhir untuk memastikan bahwa produksi tersebut sesuai dengan sket atau gambar serta ukuran yang telah dibuat.
2. Bertanggung Jawab kepada direktur atas segala keputusan yang diambil sehubungan dengan perencanaan. 5 Administrasi
dan Umum
2.4Management Perusahaan
Pembahasan untuk manajemen perusahaan akan dijelaskan sebagai berikut. 2.4.1 Manajemen Operasional
Pembahasan untuk Manajemen Operasional Perusahaan akan dijelaskan sebagai berikut.
2.4.1.1Manajemen Produksi
PT. Metro Abdibina Sentosa menggunakan rencana kerja produksi dengan menyusun berdasarkan jadwal atau schedule yang telah ditentukan sebelumnya. Penentuan jumlah produksi sesuai dengan jadwal yang telah dibuat dan telah disetujui bersama dan sesuai dengan jangka waktu yang telah ditentukan dalam rencana kerja.
Bagian produksi PT. Metro Abdibina Sentosa setiap seminggu sekali mengadakan rapat membahas proses dan masalah yang dihadapi dengan dihadiri oleh kepala bagian masing-masing divisi dan dipimpin oleh kepala produksi atau manajer produksi.
2.4.1.2Manajemen Teknik
Pengaturan kerja bagian teknik atau divisi teknik diharapkan tidak menghambat jalannya produksi dan juga diharapkan adanya efisiensi dari pekerjaan yang akan berlangsung. Adapun pedoman kerja untuk divisi teknik antara lain.
10
2) Mempersiapkan dan memelihara mesin-mesin, peralatan, dan perlengkapan untuk mencapai target produksi yang diinginkan.
3) Mencari jalan keluar yang terbaik dan mengatasi masalah yang timbul mengenai peralatan untuk kelancaran produksi.
4) Mengadakan pengarahan manajemen teknik yang berdasar pada rencana kerja. 2.4.1.3Manajemen Administrasi atau Keuangan
Dalam mengolah administrasi, hal ini berhubungan dengan unsure direktur, kantor, pengetikan, ekspedisi, dan kearsipan
2.4.1.4Manajemen Tenaga Kerja
Dalam manajemen tenaga kerja ini diatur oleh divisi umum dan personalia yang meliputi aktifitas dalam:
1. Memelihara kesejahteraan karyawan
2. Memelihara produktivitas dan efisiensi kerja
3. Memelihara stabilitas dan hubungan baik dengan karyawan 4. Pengadaan tenaga kerja
2.4.1.5Manajemen Pengadaan
Manajemen pengadaan adalah mempersiapkan pengadaan bahan dan barang untuk perusahaan yang telah disetujui oleh pimpinan sesuai dengan kebutuhannyadan pengadaan itu berjalan sesuai dengan waktu yang telah ditentukan agar bahan yang diperlukan tetap tersedia.
PT. Metro Abdibina Sentosa memasarkan hasil produksinya ke beberapa daerah antara lain Surabaya, Sidoarjo, Gresik, Pasuruan, Jombang, Malang, Pati, Jakarta, Irian Jaya, Sulawesi, dan Nusa Tenggara serta sebagian produk panel blok di eksport ke Philipina, Malaysia, dan beberapa Negara di Asia Tenggara.
PT. Metro Abdibina Sentosa telah menjalin kerjasama yang erat dengan beberapa perusahaan industri besar yang ada di wilayah pemasaran dan telah menjadi utama dalam mencapai tujuan yang diharapkan bersama khususnya dalam bidang pengadaan elektrikal panel market. Kegiatan pemasaran dilakukan oleh tim pemasaran yang harus dapat memberikan kepuasan kepada pelanggan atau perusahaan baru secara periodik, memonitor pesanan dan tingkat kredit langganan serta mengadakan survey pasar untuk mengetahui posisi produk perusahaan di pasaran.
Untuk memperluas pemasarannya perusahaan juga melakukan kegiatan di bidang periklanan melalui yellow pages, pemberian catalog, brosur, dan kalender kepada pelanggan serta masyarakat luas.
2.4.2 Manajemen Sumber Daya Manusia
Ada beberapa factor yang mendukung terlaksananya suatu kegiatan operasional dalam suatu perusahaan agar sesuai dengan tujuan awal berdirinya perusahaan tersebut. Salah satu factor tersebut adalah tentang masalah karyawan atau tenaga kerja yang dimiliki PT. Metro Abdibina Sentosa.
12
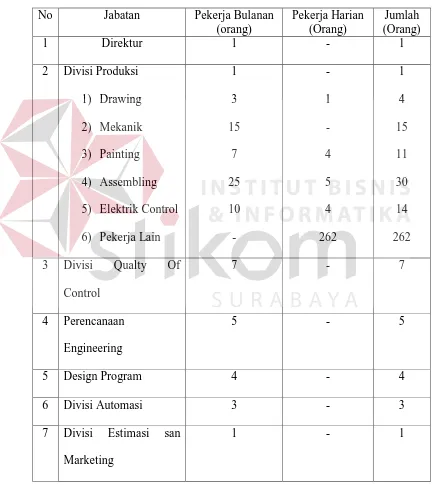
orang. Dari jumlah tenaga kerja tersebut selain para staff atau karyawan ada pula tenaga kerja dengan system harian. Rincian Jumlah tenaga kerja di masing-masing divisi adalah sebagai berikut.
Tabel 2.2 Jumlah karyawan PT. Metro Abdibina Sentosa No Jabatan Pekerja Bulanan
(orang)
Pekerja Harian (Orang)
Jumlah (Orang)
1 Direktur 1 - 1
2 Divisi Produksi 1) Drawing 2) Mekanik 3) Painting 4) Assembling 5) Elektrik Control 6) Pekerja Lain
1 3 15 7 25 10 - - 1 - 4 5 4 262 1 4 15 11 30 14 262 3 Divisi Qualty Of
Control
7 - 7
4 Perencanaan Engineering
5 - 5
5 Design Program 4 - 4
6 Divisi Automasi 3 - 3
7 Divisi Estimasi san Marketing
8 Divisi Administrasi dan Umum
17 - 17
Jumlah 109 294 403
BAB III LANDASAN TEORI 3.1 Waste Water Treatment
Teknologi pengolahan air limbah adalah kunci dalam memelihara kelestarian lingkungan. Apapun macam teknologi pengolahan air limbah domestik maupun industri yang dibangun harus dapat dioperasikan dan dipelihara oleh masyarakat setempat. Jadi teknologi pengolahan yang dipilih harus sesuai dengan kemampuan teknologi masyarakat yang bersangkutan.
Berbagai teknik pengolahan air buangan untuk menyisihkan bahan polutannya telah dicoba dan dikembangkan selama ini. Teknik-teknik pengolahan air buangan yang telah dikembangkan tersebut secara umum terbagi menjadi 3 metode pengolahan:
1. pengolahan secara fisika 2. pengolahan secara kimia 3. pengolahan secara biologi
Untuk suatu jenis air buangan tertentu, ketiga metode pengolahan tersebut dapat diaplikasikan secara sendiri-sendiri atau secara kombinasi.
3.2 Programmable Logic Controller (PLC)
Programmable Logic Controller (PLC) adalah sebuah perangkat yang dirancang untuk menggantikan system control elektrik berbasis relay yang mulai digunakan pada tahun 1970-an (Achmad : 2007). Ide utamanya adalah untuk
mensubtitusi relay yang digunakan untuk mengimplementasikan logika control. Sesuai namanya, PLC dapat dengan mudah diprogram ulang.
Keunggulan PLC dibandingkan system konvensional antara lain adalah:
a) Relatif mudah untuk melakukan perubahan pada strategi control yang akan diterapkan, karena logika control yang digunakan diwujudkan dalam bentuk perangkat lunak.
b) Jumlah relay yang diperlukan dapat dikurangi hingga tinggal seperlima.
c) Lebih mudah pengkabelannya karena lebih sederhana.
d) Lebih mudah menemukan kesalahan dan kerusakan karena PLC mempunyai fasilitas self-diagnosis.
e) Secara umum biaya yang diperlukan lebih kecilbaik dari segi biaya pengadaan maupun pemeliharaan.
f) Tahan bekerja terus menerus dalam lingkungan kerja yang umum dijumpai di pabrik-pabrik, misalnya temperature tinggi, tekanan tinggi, kelembaban tinggi, atau beracun.
16
(a) Tipe mikro (b) Tipe mini
(c) Tipe rack
Gambar 3.4 Tipe PLC (http://priyahitajuniarfan.wordpress.com/2009/05/26/plc-programmable-logic-controller/)
3.2.1 Sejarah PLC
Pada tahun 1980-an harga PLC masih terhitung mahal, namun saat ini dapat dengan mudah ditemukan dengan harga yang relatif murah. Beberapa perusahaan komputer dan elektronik menjadikan PLC menjadi produk terbesar yang terjual saat itu. Pertumbuhan pemasaran PLC mencapai jumlah 80 juta dolar di tahun 1978 dan 1 milyar pertahun sampai tahun 2000 dan angka ini terus berkembang, mengingat penggunaan yang semakin luas, terutama untuk proses pengontrolan di industri, alat-alat kedokteran, alat-alat-alat-alat rumah tangga.
Pabrik pembuat PLC mendesain sedemikian rupa sehingga pengguna dapat dengan mudah menguasai fungsi-fungsi dan logika-logika hanya dalam beberapa jam saja.
Seperti halnya computer, PLC juga mempunyai kelengkapan yaitu CPU (Central Processing Unit), memori (RAM dan ROM), programmer/monitor, dan modul I/O (Input / Output).(John W. Webb : 2002)
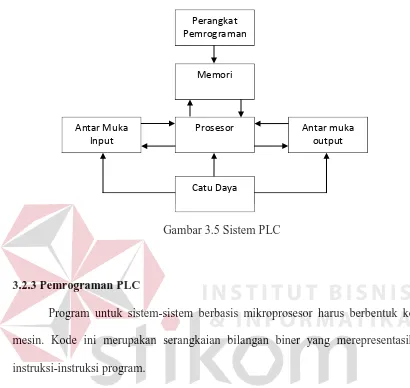
3.2.2 Sistem PLC
18
3.2.2.1 Unit Prosesor atau Central Processing Unit (CPU)
Unit Prosesor atau central processing unit dalah unit yang berisi mikroprosesor yang mengintepretasikan sinyal-sinyal input dan melaksanakan tindakan-tindakan pengontrolan, sesuai dengan program yang tersimpan di dalam memori, lalu mengkomunikasikan keputusan-keputusan yang diambilnya sebagai sinyal-sinyal antarmuka output
3.2.2.2 Unit Catu Daya
Diperlukan untuk mengkonversikan tegangan AC menjadi tegangan DC (5V) yang dibutuhkan oleh prosesor dan rangkaian-rangkaian di dalam modul-modul Inputdan output.
3.2.2.3 Perangkat Pemrograman
Dipergunakan untuk memasukkan program yang dibutuhkan kedalam memori. Program tersebut dibuat dengan menggunakan perangkat ini dan kemudian dipindahkan ke dalam unit memori PLC.
3.2.2.4 Unit Memori
Unit memori adalah tempat di mana program yang digunakan untuk melaksanakan tidakan-tindakan pengontrolan oleh mikroprosesor disimpan.
3.2.2.5 Bagian-bagian Input dan Output
Gambar 3.5 Sistem PLC
3.2.3 Pemrograman PLC
Program untuk sistem-sistem berbasis mikroprosesor harus berbentuk kode mesin. Kode ini merupakan serangkaian bilangan biner yang merepresentasikan instruksi-instruksi program.
Pemrograman dapat dijadikan lebih mudah lagi dengan menggunakan apa yang disebut bahasa tingkat tinggi seperti C, BASIC, PASCAL, FORTRAN, COBOL. Akan tetapi menggunakan bahasa pemrograman tingkat tinggi perlu keahlian pemrograman,sementara tidak semua insinyur memiliki kemampuan pemrograman dengan bahasa tingkat tinggi. Kemudian dikembangkan metode diagram tangga (ladder programming). Metode ini menyediakan suatu cara untuk menuliskan program-program yang kemudian dapat dikonversikan menjadi kode mesin oleh suatu software sehingga dapat digunakan oleh mikroprosesor PLC.
Perangkat Pemrograman
Memori
Prosesor Antar muka
output Antar Muka
Input
20
3.2.3.1 Pemrograman Tangga (Ladder Programming)
Salah satu metode pemrograman PLC yang sangat umum digunakan adalah yang didasarkan pada penggunaan digram tangga. Diagram tangga terdiri dari dua garis vertikal yang merepresentasikan rel-rel daya.
Diagram Ladder menggambarkan program dalam bentuk grafik. Diagram ini dikembangkan dari kontak-kontak relay yang terstruktur yang menggambarkan aliran arus listrik. Dalam diagram ladder terdapat dua buah garis vertical dimana garis vertikal sebelah kiri dihubungkan dengan sumber tegangan positip catu daya dan garis sebelah kanan dihubungkan dengan sumber tegangan negatif catu daya.
Program ladder ditulis menggunakan bentuk pictorial atau simbol yang secara umum mirip dengan rangkaian kontrol relay. Program ditampilkan pada layar dengan elemen-elemen seperti normally open contact, normally closed contact, timer,
counter, sequencer dll ditampilkan seperti dalam bentuk pictorial.
Dibawah kondisi yang benar, listrik dapat mengalir dari rel sebelah kiri ke rel sebelah kanan, jalur rel seperti ini disebut sebagai ladder line (garis tangga). Peraturan secara umum di dalam menggambarkan program ladder diagram adalah :
pada program ditandai dengan jelas dan kemudian kembali dari awal. Prosedur membaca semua anak tangga program ini disebut sebagai sebuah siklus.
b. Tiap-tiap anak tangga harus dimulai dengan sebuah input atau lebih dan harus berakhir setidaknya sebuah output. Istilah input digunakan bagi sebuah langkah control, seperti misalnya menutup kontak sebuah saklar, yang berperan sebagai input ke sebuah PLC. Istilah Output digunakan untuk perangkat yang tersambungke output sebuah PLC, misalnya sebuah motor.
c. Output koil tidak boleh dihubungkan secara langsung di rel sebelah
kiri.
[image:30.612.99.516.285.591.2]d. Tidak ada kontak yang diletakkan disebelah kanan output coil
Gambar 3.6 Membaca sebuah program tangga
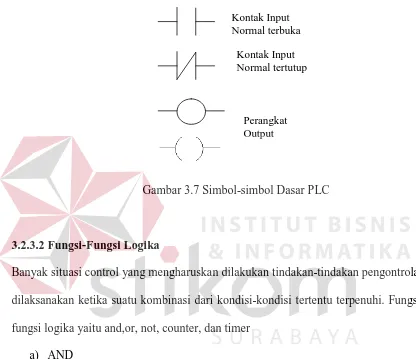
Gambar 3.7 memperlihatkan simbol-simbol baku yang digunakan untuk perangkat-perangkat input dan output. Input-input direpresentasikan oleh hanya dua
Anak tangga 1
Anak tangga 2
Anak tangga 3
22
[image:31.612.102.518.156.515.2]simbol, yaitu kontak yang secara normal terbuka dan untuk kontak yang secara normal tertutup. Hal ini berlaku untuk perangkat input apapun yang tersambung ke PLC.
Gambar 3.7 Simbol-simbol Dasar PLC
3.2.3.2 Fungsi-Fungsi Logika
Banyak situasi control yang mengharuskan dilakukan tindakan-tindakan pengontrolan dilaksanakan ketika suatu kombinasi dari kondisi-kondisi tertentu terpenuhi. Fungsi-fungsi logika yaitu and,or, not, counter, dan timer
a) AND
Instruksi untuk rangkaian seri (logika AND). Kondisi rangkaian sebelumnya akan diAND dengan bit bersangkutan
Gambar 3.8 Logika AND
Kontak Input Normal terbuka
Kontak Input Normal tertutup
b) OR
[image:32.612.102.532.194.506.2]Instruksi untuk rangkaian paralel (logika OR). Kondisi rangkaian sebelumnya (bit 00001) akan diOR dengan bit bersangkutan (bit CNT 001).
Gambar 3.9 Logika OR c) NOT
Instruksi ini digunakan untuk menuliskan kontak NC.
Gambar 3.10 Logika Not d) TIM
Instruksi untuk mengaktifkan suatu ON-Delay Timer. Timer tersebut mempunyai resolusi 0.1 detik.
Gambar 3.11 Timer
[image:32.612.261.413.534.619.2]e) CNT Instruksi untuk mengaktifkan suatu penghitung mundur (count-down counter).
24
3.2.3.3 Latching
Seringkali terdapat situasi dimana output harus tetap berada dalam keadaan hidup meskipun input telah terputus. Salah satu contoh sederhana adalah sebuah motor yang dinyalakan dengan menekan saklar tombol. Meskipun kontak saklar tidak seterusnya berada dalam keadaan tertutup, motor tetap harus bekerja hingga saklar tombol berhenti ditekan. Rangkaian semacam ini adalah rangkaian yang mampu mempertahankan dirinya sendiri (self-maintaining) yang artinya setelah dihidupkan, rangkaian mempertahankan kondisi ini hingga input lainnya diterima.
3.3 Unity Pro XL V4.0
4.1Sistem Kerja
Aktuator-aktuator yang digunakan pada pengolah limbah ini perlu adanya pengontrol agar dapat bekerja secara otomatis. Terdapat tiga switch menjalankan actuator-aktuator yaitu auto-1, auto-2, dan manual.
Ketika operator memilih auto-1 maka aktuator:
1) mixer for lime akan bekerja jika ada inputan dari flow meter interface
2) Mixer for alum tank bekerja jika flow meter interface atau flow meter domestic
3) Pump For Fountain akan hidup selama 2 jam dan mati selama 2 jam
4) Back-up pump for fountain akan hidup selama 2 jam dan mati selama 2
jam
5) Transfer Pump akan bekerja jika adanya alarm lowest dan highest level
6) Back-up transfer pump akan bekerja jika adanya alarm lowest dan highest level
7) Flash Mixer-1 akan bekerja jika ada inputan dari flow meter interface
8) Flash Mixer-2 akan bekerja jika ada inputan dari flow meter interface
9) Flash Mixer-3 akan bekerja jika ada inputan dari flow meter interface
10)Drive unit-1 akan bekerja selama 3 jam dan mati selama 3 Jam
11) Drive unit-2 akan bekerja selama 3 jam dan mati selama 3 Jam
26
12)Drive unit-3 akan bekerja selama 3 jam dan mati selama 3 Jam
13)Alum flash Mixer-1 akan bekerja jika ada inputan dari flow meter interface atau flow meter domestic
14)PE flash mixer-2 akan bekerja jika ada inputan dari flow meter
interface atau flow meter domestic
15)Return sludge pump-1 sedimentation akan bekerja selama 20 menit
dan mati selama 100 menit
16)Excess sludge pump-2 sedimentation akan bekerja jika adanya inputan dari flow meter interface atau flow meter domestic dan timer on selama 10 menit dan timer off selama 110 menit
17)Sirkulasi sludge pump-1 chemical sedimentation akan bekerja selama 10 menit dan akan mati selama 110 menit
18)Excess sludge pump-2 chemical sedimentation akan bekerja jika adanya inputan dari flow meter interface atau flow meter domestic dan timer on selama 10 menit dan timer off selama 110 menit
19)Sirkulasi sludge pump-1 turbo koagulator akan bekerja selama 10 menit dan mati selama 50 menit
20)Excees sludge pump-2 turbo koagulator akan bekerja jika ada inputan dari flow meter interface dan timer ON selama 5 menit dan timer OFF selama 55 menit
Ketika operator memilih opsi auto-2, maka actuator:
2) Drive Unit-2 akan hidup selama 3 jam dan mati selama 2 jam
3) Drive Unit-3 akan hidup selama 3 jam dan mati selama 2 jam
4) Drive Unit-4 akan hidup selama 3 jam dan mati selama 2 jam
5) Return sludge pump-1 sedimentation akan bekerja jika adanya
inputan dari flow meter interface atau flow meter domestic dan timer on selama 10 menit dan timer off selama 110 menit
6) Excess sludge pump-2 sedimentation akan bekerja selama 20 menit
dan mati selama 100 menit
7) Sirkulasi sludge pump-1 chemical sedimentation akan bekerja jika adanya inputan dari flow meter interface atau flow meter domestic dan timer on selama 5 menit dan timer off selama 115 menit 8) Excess sludge pump-2 chemical sedimentation akan bekerja selama
10 menit dan akan mati selama 110 menit
9) Sirkulasi sludge pump-1 turbo koagulator akan bekerja jika ada inputan dari flow meter interface dan timer on selama 5 menit dan mati selama 55 menit
10)Excess sludge pump-2 turbo koagulator akan bekerja jika timer on
selama 10 menit dan timer off selama 50 menit
4.2Blok Diagram
28
[image:37.595.101.560.151.494.2]masukkan dan keluaran dari suatu sistem. Berikut dibawah ini adalah diagram blok untuk system ini.
Gambar 4.1 Blok Diagram
4.3Flow Chart
Setelah membuat blok diagram, untuk membuat program pada PLC diperlukan flow chart dari sistem yang akan dibuat. Flow chart digunakan untuk mempermudah dalam pengerjaan program.
Flowchart adalah penggambaran secara grafik dari langkah-langkah dan urut-urutan prosedur dari suatu program. Flowchart menolong analis dan programmer untuk memecahkan masalah kedalam segmen segmen yang lebih kecil dan menolong dalam menganalisis alternatif-alternatif lain dalam pengoperasian. Flowchart biasanya mempermudah penyelesaian suatu masalah khususnya masalah yang perlu dipelajari dan dievaluasi lebih lanjut. Dibawah ini adalah gambar flow chart dari system ini.
Tombol manual Tombol auto 1 Tombol auto 2 Sensor Low Sensor Medium Sensor High Timer PLC Aktuator: Pengaduk Kapur Pengaduk tawas Pump For Fountain
Flash Mixer-1 Flash Mixer-2 Flash Mixer-3 Drive unit-1 Drive unit-2 Drive unit-3 flash mixer-2 Alum flash Mixer-1
sludge pump-1 sludge pump-2
Gambar 4.2 Flow Chart START INISIALISASI Tombol start ==1 Tombol Auto 1 ==1
Tombol Auto 2 ==1
Tombol manual ==1 F T Sensor flow==1 Aktuator Pengaduk (Mixer) ON Aktuator pengumpu l ON Penginjeksi larutan Kimia Limbah dibuang ke lingkungan Timer Drive unit ON Aktuator pengumpu l ON Penginjeksi larutan Kimia Sludge Pump Limbah dibuang ke lingkungan Aktuator Pengaduk, pengumpul, penginjeksi dijalankan secara manual Tombol Stop dan emergency
30
4.4Diagram Listrik
[image:39.595.90.538.292.531.2]Setelah membuat flow chart, seorang programmer PLC harus membuat diagram listrik. Hal ini bertujuan untuk mengetahui apa saja input dan output dari system yang akan dibuat serta membantu programmer agar tidak salah dalam perakitan actuator-aktuatornya. Dibawah ini adalah gambar diagram listrik dari sistem ini. Untuk lebih jelas bisa dilihat pada lampiran
Gambar 4.3 Diagram Listrik 4.5Allocation List (Input / Output)
Untuk merancang sistem otomatis dengan PLC, selain menyusun hal-hal yang menjadi kebutuhan control, lalu diagram alir, diperlukan juga allocation list atau daftar input/output. Hal ini berguna dalam pembuatan program PLC, sehingga variabel-variabel yang digunakan pada program sesuai dengan input dan output pada PLC. Dengan begitu diharapkan program dapat berjalan sesuai yang diinginkan. Untuk allocation list ada pada lampiran.
Power Suply 24 V
0 V
%I0.3.1 %I0.4.1 %I0.4.3
M %Q05.36 M %Q0.5.35 M %Q0.5.34 M %Q0.5.33 M %Q0.5.32
Auto1 Auto2 Manual
4.6 Hasil Pengujian
Pada bagian ini akan dibahas tentang hasil pengujian program yang telah dibuat. Berdasarkan data-data dan bukti pengujian ini akan dapat dilakukan analisa terhadap proses kerja apakah berjalan sesuai keinginan atau masih diperlukan perbaikan.
4.6.1 Pengujian Program
Pada pengujian program dilakukan dengan simulasi yang telah disediakan oleh software Unity Pro XL V4.0. Program yang dibuat oleh penulis sudah berhasil berjalan sesuai dengan data-data namun masih belum sepenuhnya sempurna.
[image:40.595.95.509.308.493.2]4.6.1.1 Pengujian Mixer For Lime
Gambar dibawah ini merupakan gambar simulasi untuk aktuator mixer for
lime. Gambar 4.4 menunjukkan bahwa aktuator tidak akan menyala jika tombol
auto CP_1 dan flow meter interface tidak bekerja. Gambar 4.5 menunjukkan
mixer for lime akan menyala berwarna hijau jika CP_1 auto dan flow meter
interface bekerja serta motor_sts menyala. Motor_sts merupakan status dari motor
32
Gambar 4.4 Mixer For Lime OFF
Gambar 4.6 Mixer For Lime TRIP 4.6.1.2 Pengujian Mixer for alum tank
Gambar dibawah ini merupakan gambar simulasi untuk aktuator mixer for
alum tank. Gambar 4.7 menunjukkan bahwa aktuator tidak akan menyala jika
tombol auto CP_2 dan flow meter interface atau flow meter domestic tidak bekerja. Gambar 4.8 menunjukkan mixer for alum tank akan menyala berwarna biru muda jika tombol auto CP_2 dan flow meter interface atau flow meter
domestic bekerja serta motor_sts menyala. Motor_sts merupakan status dari motor
34
Gambar 4.7 Mixer For Alum OFF
Gambar 4.9 Mixer For Alum TRIP
4.6.1.3 Pengujian Pump For Fountain
Gambar dibawah ini merupakan gambar simulasi untuk aktuator pump for
fountain. Gambar 4.10 menunjukkan bahwa aktuator tidak akan menyala jika
36
Gambar 4.10 Pump For Fountain OFF
BAB V
SIMPULAN DAN SARAN
5.1 Kesimpulan
Setelah melakukan penelitian ini penulis mengambil kesimpulan bahwa program yang dibuat telah sesuai dengan data-data yang diinginkan dengan menggunakan software unity Pro XL V4.0. Pada penelitian ini terdapat 3 mode untuk menjalankannya yaitu Auto 1, auto 2, dan manual. Semua mode ini telah dikerjakan sesuai dengan data-data yang diberikan kepada penulis.
5.2 Saran
Pada pelaporan kerja praktek ini, penelitian dilakukan hanya dalam bentuk simulasi. Penulis belum sampai ke tahap implementasi ke actuator yang sebenarnya mengingat penelitian ini merupakan sebuah proyek perusahaan terkait. Menurut penulis agar pemahaman tentang PLC mahasiswa lebih dalam maka memerlukan waktu untuk kerja praktek yang lebih lama.
John W. Webb, Ronald A. Reis,Programmable Logic Controllers,Principles And
Applications
M.Budiyanto, A. Wijaya, 2003, Pengenalan Dasar-Dasar PLC(Programmable Logic Controller) disertai contoh aplikasinya,Yogyakarta, Gava Media
http://priyahitajuniarfan.wordpress.com/2009/05/26/plc-programmable-logic-controller/ (Diakses Juni 2011)
febriani.staff.gunadarma.ac.id/Downloads/files/5616/Flowchart.pdf (Diakses Juni 2011)