ANALISIS KONSISTENSI MUTU CRUMB RUBBER
DI PABRIK KARET PT. PERKEBUNAN
NUSANTARA III MEMBANG MUDA
SKRIPSI
Oleh:
RAJU
060308024
DEPARTEMEN TEKNOLOGI PERTANIAN
FAKULTAS PERTANIAN
ANALISIS KONSISTENSI MUTU CRUMB RUBBER
DI PABRIK KARET PT. PERKEBUNAN
NUSANTARA III MEMBANG MUDA
SKRIPSI
Oleh:
RAJU
060308024/TEKNIK PERTANIAN
Skripsi sebagai salah satu syarat untuk dapat memperoleh gelar sarjana di Departemen Teknologi Pertanian Fakultas Pertanian
Universitas Sumatera Utara
DEPARTEMEN TEKNOLOGI PERTANIAN
FAKULTAS PERTANIAN
Judul Skripsi : Analisis konsistensi mutu crumb rubber di pabrik karet PT. Perkebunan Nusantara III Membang Muda
Nama : Raju NIM : 060308024
Departemen : Teknologi Pertanian Program Studi : Teknik Pertanian
Disetujui oleh :
Komisi Pembimbing
Mengetahui, (Achwil P. Munir, STP, M.Si)
Ketua
(Taufik Rizaldi, STP, MP) Anggota
ABSTRAK
RAJU : Analisis Konsistensi Mutu Crumb Rubber di Pabrik Karet PT.
Perkebunan Nusantara III Membang Muda. Dibimbing oleh ACHWIL PUTRA MUNIR dan TAUFIK RIZALDI
Karet alam merupakan salah satu komoditas pertanian yang menunjang perekonomian Indonesia. Salah satu hasil produksi dari karet alam adalah crumb
rubber. Dewasa ini peningkatan konsumsi karet alam hanya bergantung pada hasil
produksi dengan konsistensi dan keseragaman yang tinggi. Untuk mengetahui dan menjaga konsistensi mutu crumb rubber di Pabrik Karet PT. Perkebunan Nusantara III Membang Muda diperlukan suatu analisis konsistensi mutu karet yang dihasilkan. Analisis yang dilakukan pada penelitian ini menggunakan teknik kendali mutu secara statistik dengan menggunakan peta pengendali dan diagram sebab-akibat berdasarkan parameter Po dan PRI pada periode Juli 2007, Juli 2008, Juli 2009 dan Juli 2010.
Secara statistik, hasil penelitian menunjukkan Po bulan Juli 2007 dan Juli 2009 tidak terkendali secara statistik dengan rata-rata sebesar 33,66psi dan 32,16psi, sedangkan untuk periode Juli 2008 dan Juli 2010 terkendali secara statistik dengan rata-rata sebesar 33,68psi dan 31,55psi. Untuk PRI bulan Juli 2007 dan Juli 2009 tidak terkendali secara statistik dengan rata-rata sebesar 76,08 dan 74,93, sedangkan PRI periode Juli 2008 dan Juli 2010 terkendali secara statistik dengan rata-rata sebesar 76,05 dan 74,53.
Kata kunci : Crumb rubber, Po, PRI, kendali mutu statistik, diagram sebab-akibat.
ABSTRACT
RAJU : The analysis of Quality Consistency of Crumb Rubber at the Rubber Factory of PT. Perkebunan Nusantara III Membang Muda. Under the supervision of ACHWIL PUTRA MUNIR and TAUFIK RIZALDI.
Natural rubber is one of agricultural commodities which support the economics of Indonesia. One of the natural rubber production is crumb rubber. Nowadays the improvement of rubber consumption is just depend on the high consistency and uniformity of the product. To know and control the consistency of crumb rubber at the Rubber Factory of PT. Perkebunan Nusantara III Membang Muda, a quality consistency analysis of the crumb rubber produced is needed. The analysis that had been done in this study was statistical control technique using controller map and cause-effect diagram. Data of Original Plasticity (Po) and Plasticity Retention Index (PRI) in July 2007, July 2008, July 2008 and July 2010 were used.
The study indicated that Po of the crumb rubber production on July 2007 and July 2009 were statistically not undercontrol with the average of 33.66psi and 32.16psi, while on July 2008 and July 2010 were undercontrol with the average of 33.68psi and 31.55psi. PRI of July 2007 and 2009 were statistically not undercontrol with the average of 76.08 and 74.93, while those of July 2008 and July 2010 were undercontrol with the average of 76.05 and 74.53.
RIWAYAT HIDUP
Raju, dilahirkan di Aek-Kanopan pada tanggal 11 Juni 1989 dari Ayah
Gondren Faisal dan Ibu Fatimah. Penulis merupakan putra pertama dari tiga
bersaudara.
Tahun 2006 penulis lulus dari SMA Negeri 15 Medan dan lulus seleksi
masuk Universitas Sumatera Utara melalui jalur seleksi penerimaan mahasiswa
baru (SPMB-USU). Penulis memilih Program Studi Teknik Pertanian,
Departemen Teknologi Pertanian, Fakultas Pertanian.
Selama mengikuti perkuliahan, penulis menjadi anggota organisasi Ikatan
Mahasiswa Teknik Pertanian (IMATETA), anggota organisasi Agriculture
Technology Moslem (ATM) dan sebagai asisten praktikum di Laboratorium
Teknik Pertanian.
Penulis melaksanakan praktek kerja lapangan (PKL) di pabrik kelapa
sawit PT. Perkebunan Nusantara II Sawit Seberang dari tanggal 22 Juni sampai 22
Juli 2009. Kemudian pada tahun 2010 mengadakan penelitian skripsi dengan
judul “Analisis Konsistensi Mutu Crumb Rubber di Pabrik Karet PT. Perkebunan
KATA PENGANTAR
Puji syukur penulis haturkan kehadirat Allah SWT atas rahmat dan
karunia-Nya sehingga penulis dapat menyelesaikan proposal ini.
Proposal ini berjudul Analisis Konsistensi Mutu Crumb Rubber di
Pabrik Karet PT. Perkebunan Nusantara III Membang Muda yang
merupakan salah satu syarat untuk dapat menyelesaikan studi di Program Studi
Teknik Pertanian Departemen Teknologi Pertanian Fakultas Pertanian Universitas
Sumatera Utara, Medan.
Pada kesempatan ini penulis ingin mengucapkan terima kasih kepada
Bapak Achwil Putra Munir, STP, M.Si selaku ketua komisi pembimbing dan
Bapak Taufik Rizaldi, STP, MP selaku anggota komisi pembimbing yang telah
membimbing penulis sehingga skripsi ini dapat diselesaikan.
Terkhusus kepada ayahanda Gondren Faisal dan ibunda Fatimah yang
telah mendidik, menuntun dan mendukung pilihan hidup penulis, hanya do’a dan
cinta yang dapat penulis persembahkan. Serta adik-adik tercinta Trisna Hadi dan
Devi Ramadhana. Semoga Allah SWT selalu memberkahi dan memberikan yang
terbaik.
Semoga skripsi ini dapat berguna bagi kita semua.
Terima kasih.
DAFTAR ISI
DAFTAR LAMPIRAN ... vii
PENDAHULUAN ... 1
Karakteristik Mutu ... 10
Pengendalian Pengolahan dan Mutu Karet ... 13
Pendekatan Sistem ... 15
Teknik Kendali Mutu ... 17
Peta Pengendali... 18
Diagram Sebab-Akibat ... 22
BAHAN DAN METODE ... 25
Lokasi dan Waktu Penelitian ... 25
Alat dan Bahan Penelitian ... 25
Alat ... 25
Bahan ... 25
Metode Penelitian ... 25
Prosedur Penelitian ... 27
Parameter ... 28
HASIL DAN PEMBAHASAN ... 29
Analisis Data Mutu Crumb Rubber ... 31
Control Chart Xbar-R untuk Plastisitas Awal (Po) ... 32
Plastisitas awal (Po) untuk bulan Juli 2007 ... 32
Plastisitas awal (Po) untuk bulan Juli 2008 ... 33
Plastisitas awal (Po) untuk bulan Juli 2009 ... 35
Plastisitas awal (Po) untuk bulan Juli 2007 ... 36
Control Chart Xbar-R untuk PRI (Plasticity Retention Index) ... 37
Plasticity retention index (PRI) untuk bulan Juli 2007 ... 37
Plasticity retention index (PRI) untuk bulan Juli 2009 ... 40
Plasticity retention index (PRI) untuk bulan Juli 2010 ... 41
Penyusunan Diagram Sebab-Akibat Mutu Crumb Rubber ... 43
Plastisitas awal (Po) ... 42
Plasticity retention index (PRI) ... 44
KESIMPULAN DAN SARAN ... 46
Kesimpulan ... 46
Saran ... 47
DAFTAR PUSTAKA ... 48
DAFTAR GAMBAR
No. Hal.
1. Control chart ... 20
2. Control chart Xbar-R Po bulan Juli 2007 ... 32
3. Control chart Xbar-R Po bulan Juli 2008 ... 34
4. Control chart Xbar-R Po bulan Juli 2009 ... 35
5. Control chart Xbar-R Po bulan Juli 2010 ... 36
6. Control chart Xbar-R PRI bulan Juli 2007 ... 38
7. Control chart Xbar-R PRI bulan Juli 2008 ... 39
8. Control chart Xbar-R PRI bulan Juli 2009 ... 40
DAFTAR LAMPIRAN
No. Hal.
1. Bagan alir penelitian ... 50
2. Daftar nilai koefisien dalam perhitungan batas-batas peta kontrol Xbar dan R serta indeks kapabilitas proses ... 51
3. Standar mutu SIR ... 52
4. Standar mutu PTPN III ... 53
5. Perhitungan Data Po dan PRI dengan Peta Kontrol Xbar-R ... 54
ABSTRAK
RAJU : Analisis Konsistensi Mutu Crumb Rubber di Pabrik Karet PT.
Perkebunan Nusantara III Membang Muda. Dibimbing oleh ACHWIL PUTRA MUNIR dan TAUFIK RIZALDI
Karet alam merupakan salah satu komoditas pertanian yang menunjang perekonomian Indonesia. Salah satu hasil produksi dari karet alam adalah crumb
rubber. Dewasa ini peningkatan konsumsi karet alam hanya bergantung pada hasil
produksi dengan konsistensi dan keseragaman yang tinggi. Untuk mengetahui dan menjaga konsistensi mutu crumb rubber di Pabrik Karet PT. Perkebunan Nusantara III Membang Muda diperlukan suatu analisis konsistensi mutu karet yang dihasilkan. Analisis yang dilakukan pada penelitian ini menggunakan teknik kendali mutu secara statistik dengan menggunakan peta pengendali dan diagram sebab-akibat berdasarkan parameter Po dan PRI pada periode Juli 2007, Juli 2008, Juli 2009 dan Juli 2010.
Secara statistik, hasil penelitian menunjukkan Po bulan Juli 2007 dan Juli 2009 tidak terkendali secara statistik dengan rata-rata sebesar 33,66psi dan 32,16psi, sedangkan untuk periode Juli 2008 dan Juli 2010 terkendali secara statistik dengan rata-rata sebesar 33,68psi dan 31,55psi. Untuk PRI bulan Juli 2007 dan Juli 2009 tidak terkendali secara statistik dengan rata-rata sebesar 76,08 dan 74,93, sedangkan PRI periode Juli 2008 dan Juli 2010 terkendali secara statistik dengan rata-rata sebesar 76,05 dan 74,53.
Kata kunci : Crumb rubber, Po, PRI, kendali mutu statistik, diagram sebab-akibat.
ABSTRACT
RAJU : The analysis of Quality Consistency of Crumb Rubber at the Rubber Factory of PT. Perkebunan Nusantara III Membang Muda. Under the supervision of ACHWIL PUTRA MUNIR and TAUFIK RIZALDI.
Natural rubber is one of agricultural commodities which support the economics of Indonesia. One of the natural rubber production is crumb rubber. Nowadays the improvement of rubber consumption is just depend on the high consistency and uniformity of the product. To know and control the consistency of crumb rubber at the Rubber Factory of PT. Perkebunan Nusantara III Membang Muda, a quality consistency analysis of the crumb rubber produced is needed. The analysis that had been done in this study was statistical control technique using controller map and cause-effect diagram. Data of Original Plasticity (Po) and Plasticity Retention Index (PRI) in July 2007, July 2008, July 2008 and July 2010 were used.
The study indicated that Po of the crumb rubber production on July 2007 and July 2009 were statistically not undercontrol with the average of 33.66psi and 32.16psi, while on July 2008 and July 2010 were undercontrol with the average of 33.68psi and 31.55psi. PRI of July 2007 and 2009 were statistically not undercontrol with the average of 76.08 and 74.93, while those of July 2008 and July 2010 were undercontrol with the average of 76.05 and 74.53.
PENDAHULUAN
Latar Belakang
Orang-orang yang diketahui pertama kali memanfaatkan karet dalam
kehidupan sehari-hari adalah bangsa Amerika asli. Mereka mengambil getah dari
sejenis pohon penghasil getah yang tumbuh liar di hutan sekitar tempat tinggalnya
dengan cara menebangnya. Getah tersebut dikumpulkan dan selanjutnya dijadikan
bola yang bisa dipantul-pantulkan sebagai alat permainan. Getah tersebut juga
dibuat menjadi alas kaki dan wadah minuman. Semua itu dicatat oleh Michele de
Queno dalam pelayarannya ke Amerika pada tahun 1493.
Tahun 1864 untuk pertama kalinya tanaman karet diperkenalkan di
Indonesia yang pada waktu itu masih menjadi jajahan Belanda. Mula-mula karet
ditanam di Kebun Raya Bogor sebagai tanaman koleksi. Dari tanaman koleksi
karet selanjutnya dikembangkan ke beberapa daerah sebagai tanaman
perkebunana komersial (Setiawan dan Andoko, 2005).
Karet alam merupakan salah satu komoditi pertanian yang penting baik
untuk lingkup internasional dan teristimewa bagi Indonesia. Di Indonesia karet
merupakan salah satu hasil pertanian terkemuka karena banyak menunjang
perekonomian negara. Hasil devisa dari karet cukup besar. Bahkan, Indonesia
pernah menguasai produksi karet dunia (Tim Penulis PS, 1999).
Pada awalnya Indonesia merupakan produsen karet nomor satu di dunia.
Kemudian dua negara tetangga, yaitu Malaysia dan Thailand ikut bersaing dengan
Indonesia untuk menjadi produsen karet di dunia, dan kemudian diikuti juga oleh
Berdasarkan jumlah produksinya tujuh negara tersebut yaitu Thailand, Indonesia,
Malaysia, Vietnam, India, China, dan Srilanka.
Luas lahan karet yang dimiliki Indonesia mencapai ± 3,5 juta hektar. Ini
merupakan lahan karet yang terluas di dunia. Sementara luas lahan karet Thailand
sekitar 2 juta hektar, dan Malaysia sekitar 1,3 juta hektar. Sayangnya, perkebunan
karet yang luas ini tidak diimbangi dengan produktivitas yang baik. Produktivitas
lahan karet di Indonesia rata-rata rendah dan mutu karet yang dihasilkan juga
kurang memuaskan. Bahkan, di pasaran internasional karet Indonesia terkenal
sebagai karet bermutu rendah. Sebaliknya, Malaysia dan Thailand memiliki
produktivitas karet yang baik dengan mutu yang terjaga, terutama karet produksi
Thailand (Tim Penulis PS, 2008).
Produksi negara Thailand pada tahun 2009 sekitar 3,1 juta ton. Indonesia
di urutan kedua dengan 2,5 juta ton dan Malaysia 1,1 juta ton. Tahun 2010 ini,
produksi Indonesia diperkirakan membaik menjadi 2,7 juta ton sedangkan
Thailand diprediksi turun menjadi di bawah 3 juta ton dan Malaysia sekitar
600.000 ribu ton.
Penyebab timbulnya masalah produktivitas lahan yang tidak baik adalah
penyadapan berlebihan yang dilakukan oleh petani, sedangkan rendahnya mutu
diakibatkan oleh perlakuan pasca panen yang tidak baik oleh petani dan alat-alat
yang masih sederhana yang dapat menurunkan kualitas lateks sejak sebelum
pengolahan. Sehingga perlu dilakukan analisis secara terus-menerus agar
produktivitas dan kualitas karet Indonesia dapat ditingkatkan sehingga dapat
meningkatkan pendapatan semua sektor baik petani, pengolah karet dan juga
Perkembangan pasar karet alam dalam kurun waktu tiga tahun terakhir relatif kondusif bagi produsen, yang ditunjukan oleh tingkat harga yang relatif tinggi. Hal tersebut dikarenakan permintaan yang terus meningkat, terutama dari China, India, Brazil dan negara-negara yang mempunyai pertumbuhan ekonomi yang tinggi di Asia-Pasifik. Menurut IRSG, dalam studi Rubber Eco-Project (2005), diperkirakan akan terjadi kekurangan pasokan karet alam dalam dua dekade ke depan. Karena itu pada kurun waktu 2006-2025, diperkirakan harga karet alam akan stabil sekitar US $ 2.00/kg.
Pada saat krisis global yang lalu, harga karet alam berada di kisaran US$
1,36 per kg. Untuk meningkatkan kembali harga karet tersebut, tiga negara
produsen karet terbesar dunia bersepakat untuk menurunkan produksi karet.
Thailand dan Malaysia wajib menurunkan produksi sebesar 200.000 ton,
sedangkan Indonesia 50.000 ton. Hal ini berhasil mendongkrak harga karet dunia
menjadi US$ 2,8 per kg pada Desember 2009. Harga karet dunia terus mengalami
perbaikan. Hingga Maret 2010, harga karet dunia sekitar US$ 3,2 per kg.
Harga karet alam yang membaik saat ini harus dijadikan momentum yang
mampu mendorong percepatan pembenahan dan peremajaan karet yang kurang
produktif dengan menggunakan klon-klon unggul dan perbaikan teknologi
budidaya lainnya. Peningkatan produktivitas harus diikuti dengan peningkatan
mutu. Membang Muda adalah salah satu daerah penghasil karet yang cukup baik
untuk dieksport ke luar negeri. Analisis yang kontinu pada daerah penghasil karet
diperlukan untuk memperbaiki mutu karet yang dihasilkan demi meningkatkan
Tujuan
1. Untuk mengevaluasi konsistensi mutu crumb rubber dalam beberapa
periode yang berbeda (2007, 2008, 2009, 2010) di pabrik karet PT.
Perkebunan Nusantara III Membang Muda.
2. Untuk menganalisis faktor-faktor yang mempengaruhi penyimpangan
mutu crumb rubber yang terjadi selama periode tersebut.
Kegunaan
1. Sebagai bahan untuk menyusun skripsi yang merupakan syarat untuk
dapat menyelesaikan pendidikan di Program Studi Teknik Pertanian
Departemen Teknologi Pertanian Fakultas Pertanian Universitas Sumatera
Utara.
2. Sebagai informasi pendukung bagi mahasiswa untuk melakukan penelitian
lebih lanjut mengenai analisis mutu crumb rubber.
3. Sebagai bahan informasi bagi pihak yang membutuhkannya.
Batasan
Penelitian dibatasi untuk menganalisis konsistensi mutu crumb rubber
yang dihasilkan berdasarkan data PRI (plasticity retention index) dan plastisitas
awal (Po) selama periode empat tahun terakhir (2007, 2008, 2009, 2010). Dalam
penelitian ini, diagram sebab-akibat digunakan untuk mencari akar penyebab
suatu masalah yang ada atau sebab-sebab timbulnya masalah. Penelitian ini
dilakukan dalam ruang lingkup pabrik karet PT. Perkebunan Nusantara III
TINJAUAN PUSTAKA
Gambaran Umum Karet
Tanaman karet adalah tanaman daerah tropis. Daerah yang cocok untuk
tanaman karet adalah pada zona antara 15° LS dan 15° LU. Bila ditanam di luar
zona tersebut, pertumbuhannya agak lambat, sehingga memulai produksinya pun
lebih lambat.
Curah hujan tahunan yang cocok untuk pertumbuhan tanaman karet tidak
kurang dari 2.000 mm. Optimal antara 2.500-4000 mm/tahun, yang terbagi dalam
100-150 hari hujan. Pembagian hujan dan waktu jatuhnya hujan rata-rata
setahunnya mempengaruhi produksi. Daerah yang sering mengalami hujan pada
pagi hari produksinya akan kurang. Keadaan iklim di Indonesia yang cocok untuk
tanaman karet ialah daerah-daerah Indonesia bagian barat, yaitu Sumatera, Jawa
dan Kalimantan, sebab iklimnya lebih basah.
Tanaman karet tumbuh optimal di dataran rendah, yakni pada ketinggian
sampai 200 meter di atas permukaan laut. Makin tinggi letak tempat,
pertumbuhannya makin lambat dan hasilnya lebih rendah. Ketinggian lebih dari
600 meter dari permukaan laut tidak cocok untuk tanaman karet.
Angin juga mempengaruhi pertumbuhan tanaman karet. Angin yang
kencang pada musim-musim tertentu dapat mengakibatkan kerusakan pada
tanaman karet yang berasal dari klon-klon tertentu yang peka terhadap angin
kencang (Setyamidjaja, 1993).
Lahan kering untuk pertumbuhan tanaman karet pada umumnya lebih
karet dapat dilaksanakan dengan lebih mudah dibandingkan dengan perbaikan
sifat fisiknya.
Berbagai jenis tanah dapat sesuai dengan syarat tumbuh tanaman karet
baik tanah vulkanis muda dan tua, bahkan pada tanah gambut dengan kedalaman
kurang dari 2 m. Tanah vulkanis mempunyai sifat fisika yang cukup baik terutama
struktur, tekstur, solum, kedalaman air tanah, aerasi dan drainasenya, tetapi sifat
kimianya secara umum kurang baik karena kandungan haranya rendah. Tanah
alluvial biasanya cukup subur, tetapi sifat fisikanya terutama drainase dan
aerasenya kurang baik. Reaksi tanah berkisar antara pH 3,0 - 8,0 tetapi tidak
sesuai pada pH <3,0 dan pH > 8,0. Sifat-sifat tanah yang cocok untuk tanaman
karet pada umumnya antara lain :
Solum tanah sampai 100 cm, tidak terdapat batu-batuan dan lapisan cadas
Aerase dan drainase cukup
Tekstur tanah remah, porous dan dapat menahan air
Struktur terdiri dari 35% liat dan 30% pasir
Tanah bergambut tidak lebih dari 20 cm
Kandungan hara NPK cukup dan tidak kekurangan unsur hara mikro
Reaksi tanah dengan pH 4,5-pH 6,5
Kemiringan tanah <16% dan permukaan air tanah <100 cm.
(Anwar, 2001).
Kegiatan pemuliaan karet di Indonesia telah banyak menghasilkan
klon-klon karet unggulan sebagai penghasil lateks. Pada Lokakarya Nasional
Pemuliaan Tanaman Karet 2005, telah direkomendasikan klon-klon unggul baru
IRR 42, IRR 104, IRR 112, IRR 118. Klon IRR 42 dan IRR 112 akan diajukan
pelepasannya sedangkan klon IRR lainnya sudah dilepas secara resmi. Klon-klon
tersebut menunjukkan produktivitas dan kinerja yang baik pada berbagai lokasi,
tetapi memiliki variasi karakter agronomi dan sifat-sifat sekunder lainnya. Oleh
karena itu pengguna harus memilih dengan cermat klon-klon yang sesuai
agroekologi wilayah pengembangan dan jenis-jenis produk karet yang akan
dihasilkan (Anwar, 2001).
Saat ini karet yang digunakan di industri terdiri karet alam dan karet
sintetis. Penggunaan karet sintetis jumlahnya lebih tinggi dibandingkan dengan
karet alam. Karet sintetis memiliki kelebihan seperti tahan terhadap berbagai zat
kimia dan harganya cenderung tetap stabil. Dalam hal pengadaan, karet sintetis
jarang mengalami kesulitan untuk pengiriman atau suplai barang.
Walaupun karet alam sekarang ini jumlah produksi dan konsumsinya jauh
di bawah karet sintetis atau karet buatan pabrik, tetapi sesungguhnya karet alam
belum dapat digantikan oleh karet sintetis. Bagaimanapun, keunggulan yang
dimiliki karet alam sulit ditandingi oleh karet sintetis. Adapun
kelebihan-kelebihan yang dimiliki karet alam dibanding karet sintetis adalah :
Memiliki daya elastis atau daya lenting yang sempurna,
Memiliki plastisitas yang baik sehingga pengolahannya mudah,
Mempunyai daya aus yang tinggi,
Tidak mudah panas (low heat build up), dan
Memiliki daya tahan yang tinggi terhadap keretakan (groove cracking
resistance).
Harga karet alam yang terus membaik, diharapkan dapat mendorong
percepatan pembenahan dan peremajaan karet yang kurang produktif dengan
menggunakan klon-klon unggul dan perbaikan teknologi budidaya lainnya. Untuk
itu, pemerintah telah menetapkan sasaran pengembangan produksi karet alam
Indonesia sebesar 3-4 juta ton/tahun pada tahun 2025. Sasaran produksi tersebut
hanya dapat dicapai apabila minimal 85 % areal kebun karet (rakyat) yang saat ini
kurang produktif berhasil diremajakan dengan menggunakan klon karet unggul
(Anwar, 2001).
Pengolahan Karet Alam
Pengolahan karet memiliki posisi yang cukup penting dalam rangkaian
agribisnis karet. Pengolahan karet menentukan nilai tambah yang akan diperoleh.
Hasil sadapan yang baik, apabila tidak diolah dengan optimal akan mendapatkan
harga yang rendah. Oleh karena itu pengolahan karet harus diperhatikan dengan
baik, sehingga diperoleh hasil olahan karet yang bermutu dan berharga jual tinggi
(Tim Penulis PS, 2008).
Pemungutan hasil tanaman karet disebut penyadapan karet. Penyadapan
karet (menderes, menoreh, tapping) adalah mata rantai pertama dalam proses
produksi karet. Penyadapan dilaksanakan di kebun produksi dengan menyayat
atau mengiris (dewasa ini juga menusuk) kulit batang dengan cara tertentu,
dengan maksud untuk memperoleh lateks atau getah. Kulit batang yang disadap
adalah modal utama untuk berproduksinya tanaman karet. Kesalahan dalam
penyadapan akan membawa akibat akibat yang sangat merugikan baik bagi pohon
Untuk menampung lateks yang keluar dari pembuluh lateks dan mengalir
pada saluran lateks diperlukan mangkok. Dewasa ini menggunakan mangkok dari
bermacam-macam bahan seperti alumunium, arnit, gelas, plastik, porselin yang
diglasir atau bahan lainnya.
Pengumpulan lateks dilaksanakan 3-4 jam setelah penyadapan. Lateks dari
mangkok dituangkan ke dalam ember pemupul dengan menggunakan spatel. Bila
lateks dalam ember pemupul telah penuh kemudian dipindahkan ke dalam ember
pengumpul, dan selanjutnya dibawa ke tempat pengumpulan hasil (TPH) atau
langsung ke pabrik (Setyamidjaja, 1993).
Ada beberapa alat yang digunakan dalam pengolahan karet alam. Alat-alat
ini tidak semuanya digunakan dalam pengolahan setiap jenis karet. Ada alat yang
hanya digunakan untuk pembuatan jenis karet tertentu saja. Selain alat, juga
banyak digunakan bahan dalam pengolahan karet alam (Tim Penulis PS, 2008).
Beberapa peralatan yang digunakan di pabrik karet untuk mengolah lateks
sebagai berikut :
a. Mesin penggiling
b. Tangki koagulasi
c. Ruang pengering
d. Ruang pengasapan
Bahan-bahan untuk pengolahan karet di sini dibagi menjadi dua kelompok,
yaitu bahan kimia dan bahan nonkimia. Beberapa bahan kimia yang digunakan di
dalam pengolahan lateks sebagai berikut :
1. Bahan pembeku
3. Bahan vulkanisasi
4. Bahan pemercepat dan penggiat reaksi
5. Bahan antioksidan dan antiozonan
6. Bahan pelunak
7. Bahan pengisi
8. Bahan peniup
9. Bahan pencegah pravulkanisasi
10.Bahan pewangi
Bahan nonkimia yang sangat diperlukan dalam pengolahan karet adalah
air dan kayu bakar (Setiawan dan Andoko, 2005).
Pada dasarnya prinsip pengolahan karet remah adalah meremahkan dan
mengeringkan karet. Dalam rangkaian proses peremahan karet diperlukan air
untuk pencucian kotoran yang terdapat dalam bahan baku (Tim Penulis PS, 2008).
Karakteristik Mutu
Lateks sebagai bahan baku berbagai hasil karet, harus memiliki kualitas
yang baik. Ada beberapa faktor yang mempengaruhi kualitas lateks, diantaranya
adalah :
1. Faktor di kebun (jenis klon, sistem sadap, kebersihan pohon, dan
lain-lain).
2. Iklim (musim hujan mendorong terjadinya prokoagulasi, musim kemarau
keadaan lateks tidak stabil).
3. Alat-alat yang digunakan dalam pengumpulan dan pengangkutan (yang
baik terbuat dari alumunium atau baja tahan karat).
5. Kualitaas air dalam pengolahan.
6. Bahan-bahan kimia yang digunakan.
7. Komposisi lateks.
(Setyamidjaja, 1993).
Kandungan karet kering untuk sit (sheet) dan krep (crepe) adalah ± 93%,
sedangkan kandungan air antara 0,3-0,9%. Bila kadar air lebih tinggi yang
disebabkan oleh pengeringan yang kurang sempurna atau penyimpanannya dalam
ruangan yang lembab, maka pertumbuhan bakteri dan jamur akan terjadi dan
lazimnya disertai dengan timbulnya bintik-bintik warna di permukaan lembaran.
Bintik-bintik ini merusak kualitas dan menyebabkan produk tersebut tidak disukai
dalam perdagangan (Setyamidjaja, 1993).
Karet bongkah adalah karet remah yang telah dikeringkan dan dikilang
menjadi bandela-bandela dengan ukuran yang telah ditentukan. Karet bongkah
ada yang berwarna muda dan setiap kelasnya mempunyai kode warna tersendiri.
Standar mutu karet bongkah Indonesia tercantum dalam SIR (Standar Indonesian
Rubber) seperti tertera dalam Tabel 1 berikut.
Tabel 1. Standar mutu karet bongkah Indonesia
Uraian SIR 5L SIR 5 SIR 10 SIR 20 SIR 50 Kadar kotoran maksimum 0,05% 0,05% 0,10% 0,20% 0,50% Kadar abu maksimum 0,50% 0,50% 0,75% 1,00% 1,50% Kadar zat atsiri maksimum 1,0% 1,0% 1,0% 1,0% 1,0% PRI minimum 60 60 50 40 30 Plastisitas-PO minimum 30 30 30 30 30 Limit warna (skala lovibond)
maksimum 6 - - - -
Kode warna hijau hijau merah kuning
Hubungan plasticity retention index (PRI) terhadap kualitas karet alam :
- Nilai PRI merupakan suatu ukuran ketahanan karet terhadap pengusangan
(oksidasi) pada suhu tinggi. Nilai PRI diukur dari besarnya keliatan karet
mentah yang masih tertinggal apabila sampel karet tersebut dipanaskan
selama 30 menit pada suhu 140oC
- Nilai PRI yang tinggi menunjukkan bahwa karet tahan terhadap oksidasi
khususnya pada suhu tinggi.
- Sebaliknya karet dengan nilai PRI rendah akan peka terhadap oksidasi dan
pada suhu yang tinggi akan cepat lunak.
- Faktor utama yang mempengaruhi nilai PRI adalah perimbangan antara
prooksidan dan antioksidan dalam karet. Apabila antioksidannya lebih
banyak, maka karetnya lebih tahan terhadap oksidasi dan nilai PRI-nya
tinggi.
Hubungan Nilai Plastisitas Awal (Po) terhadap kualitas karet alam :
- Plastisitas awal merupakan ukuran plastisitas karet yang secara tidak
langsung memperkirakan panjangnya rantai polimer molekul atau berat
molekul (BM). Biasanya karet dengan nilai Po tinggi menunjukkan
BM-nya tinggi.
- Syarat uji minimum Po = 30 untuk semua jenis SIR berarti menunjukkan
bahwa karet harus memiliki BM minimum rata- rata 1.300.000.
- Apabila SIR dengan Po kurang dari 30 biasanya disebabkan karet
mengalami degradasi atau pemotongan rantai molekulnya, yang berakibat
sifat fisiknya merosot.
Pengendalian Pengolahan dan Mutu Karet
Sejak dekade 1980-an hingga kini, permasalahan karet Indonesia adalah
rendahnya mutu karet yang dihasilkan, baik oleh perusahaan besar maupun rakyat.
Karenanya, meskipun produksi karet tinggi, tetap saja tidak bisa mempengaruhi
posisi Indonesia di pasar karet internasional. Rendahnya mutu karet produksi
Indonesia membuat harganya di pasar internasional menjadi rendah.
Meskipun demikian, posisi Indonesia sebagai produsen karet utama dunia
baik dalam volume dan kualitas tetap bisa diraih kembali. Langkah-langkah yang
bisa diambil untuk mewujudkannya adalah memperbaiki teknik budidaya dan
pengolahannya, sehingga produktivitas dan kualitasnya dapat ditingkatkan
(Setiawan dan Andoko, 2005).
Penyadapan merupakan salah satu kegiatan pokok dari pengusahaan
tanaman karet. Tujuannya adalah membuka pembuluh lateks pada kulit pohon
agar lateks cepat mengalir. Kecepatan aliran lateks akan berkurang bila takaran
cairan lateks pada kulit berkurang.
Untuk memperoleh hasil sadap yang baik, penyadapan harus mengikuti
aturan tertentu agar diperoleh produksi yang tinggi, menguntungkan, serta
berkesinambungan dengan tetap memperhatikan faktor kesehatan tanaman
(Tim Penulis PS, 2008).
Untuk memperoleh hasil karet yang bermutu tinggi, pengumpulan lateks
hasil penyadapan di kebun dan kebersihan harus diperhatikan. Hal ini
pertama-tama berlaku untuk alat-alat yang dalam pekerjaan pengumpulan lateks
bersentuhan dengannya. Selain dari kemungkinan terjadinya pengotoran lateks
dapat pula menyebabkan terjadinya prakoagulasi dan terbentuknya lump sebelum
lateks sampai di pabrik untuk diolah (Setyamidjaja, 1993).
Prakoagulasi merupakan pembekuan pendahuluan yang menghasilkan
lumps atau gumpalan-gumpalan pada cairan getah sadapan. Kejadian ini sering
terjadi di areal perkebunan karet sebelum karet sampai ke pabrik atau tempat
pengolahan. Bila hal ini terjadi, akan timbul kerugian yang tidak sedikit. Hasil
sadapan yang mengalami prakoagulasi hanya dapat diolah menjadi karet yang
bukan jenis baku dan kualitasnya pun rendah (Tim Penulis PS, 1999).
Pencegahan prakoagulasi secara manual :
- Menjaga kebersihan alat-alat untuk penyadapan, penampungan, dan
pengangkutan.
- Tidak menggunakan air kotor, seperti air sungai atau air got, untuk
mengencerkan lateks di kebun.
- Penyadapan dilakukan sepagi mungkin sebelum matahari terbit agar lateks
sampai ke tempat pengolahan sebelum udara panas.
- Tidak menyadap pohon karet terlalu muda atau terlalu tua dan yang
kondisinya tidak sehat.
Jika beberapa upaya pencegahan seperti di atas sudah dilakukan, tetapi
tetap terjadi prakoagulasi, penggunaan zat antikoagulan dapat dilakukan. Saat ini
di pasaran tersedia beberapa zat antikoagulan. Zat antikoagulan yang akan dipakai
harus disesuaikan dengan harga, kadar bahaya, dan efektivitasnya (Setiawan dan
Pendekatan Sistem
Sistem adalah kumpulan elemen-elemen yang saling berinteraksi dan
terintegrasi untuk mencapai sebuah tujuan yang telah ditetapkan. Sistem akan
selalu penting untuk ditingkatkan efisiensi dan efektivitasnya. Sebab, tidak ada
sistem yang terbaik, tetapi selalu ada yang lebih baik. Filosofi ini sangat tepat
diterapkan di dalam pabrik. Sistem yang diterapkan dalam sebuah pabrik akan
terus-menerus diperbaiki. Untuk bisa terus-menerus memperbaiki sistem, maka
diperlukan pemodelan dari sistem yang digunakan. Hal ini penting karena sebuah
sistem akan memiliki tingkat kompleksitas yang berbeda-beda. Melalui
pemodelan akan dapat mengatasi kompleksitas yang ada tanpa mengabaikan
komponen-komponen yang esensial.
Pendekatan sistem merupakan cara pengelolaan yang digunakan dalam
manajemen pabrik. Pabrik yang dibentuk dari berbagai macam mesin dan
peralatan merupakan barang-barang investasi. Selain itu, produk yang dihasilkan
diharapkan mampu memberikan pendapatan bagi perusahaan. Berdasarkan hal ini,
manajer pabrik perlu memahami konsep-konsep dasar teknologi dan ekonomi
agar dapat memahami berbagai permasalahan yang muncul di dalam pabrik.
Keseluruhan rangkaian kegiatan pabrik pada akhirnya diukur kinerjanya untuk
mendapatkan umpan balik sebagai salah satu dasar melakukan perbaikan
berkelanjutan (Hadiguna, 2009).
Pendekatan sistem adalah upaya untuk melakukan pemecahan masalah
yang dilakukan dengan melihat masalah yang ada secara menyeluruh dan
melakukan analisis secara sistem. Pendekatan sistem diperlukan apabila kita
permasalahan tadi, untuk memahami hubungan bagian dengan bagian lain dalam
masalah tersebut, serta kaitan antara masalah tersebut dengan masalah lainnya.
Keuntungan yang diperoleh apabila pendekatan sistem ini dilaksanakan
antara lain :
1. Jenis dan jumlah masukan dapat diatur dan disesuaikan dengan kebutuhan
sehingga penghamburan sumber, tata cara dan kesanggupan yang sifatnya
terbatas akan dapat dihindari.
2. Proses yang dilaksanakan dapat diarahkan untuk mencapai keluaran
sehingga dapat dihindari pelaksanaan kegiatan yang tidak diperlukan.
3. Keluaran yang dihasilkan dapat lebih optimal serta dapat diukur secara
lebih cepat dan objektif.
4. Umpan balik dapat diperoleh pada setiap tahap pelaksanaan program.
Langkah-langkah yang harus dilakukan dalam suatu analisa sistem yang
baik adalah :
1. Tentukan input dan output dasar dari sistem.
2. Tentukan proses yang dilakukan di tiap-tiap tahap.
3. Rancang perbaikan sistem dan lakukan pengujian dengan :
- Fersibility : cari yang memungkinkan
- Viability : kelangsungan
- Cost : cari yang harganya murah/terjangkau
- Effectiveness : dengan input yang sedikit, output besar.
4. Buat rencana kerja dan penunjukkan tenaga.
5. Implementasikan dan penilaian terhadap sistem yang baru.
Dalam memecahkan masalah kita berpegangan pada tiga jenis usaha yang
harus dilakukan oleh manajer yaitu usaha persiapan, usaha definisi, dan usaha
solusi / pemecahan.
- Usaha persiapan, mempersiapkan manajer untuk memecahkan masalah
dengan menyediakan orientasi sistem.
- Usaha definisi, mencakup mengidentifikasikan masalah untuk dipecahkan
dan kemudian memahaminya.
- Usaha solusi, mencakup mengidentifikasikan berbagai solusi alternatif,
mengevaluasinya, memilih salah satu yang tampaknya terbaik,
menerapkan solusi itu dan membuat tindak lanjutnya untuk menyakinkan
bahwa masalah itu terpecahkan.
(Srini, 2007).
Teknik Kendali Mutu
Mutu adalah sesuatu yang dikenakan terhadap produk-produk yang
diharapkan oleh industri yang berkaitan dengan karakteristik atau grup atau
kombinasi dari kombinasi yang membedakan satu hal dari lainnya, atau terhadap
barang dari suatu pembuat dari yang dihasilkan pesaingnya, atau satu derajat
untuk produk dari suatu pabrik tertentu terhadap produk lain yang dihasilkan oleh
pabrik yang sama.
Sedangkan pengendalian mutu menyeluruh (PMM) adalah sebuah sistem
yang efektif untuk mengintegrasi usaha pembangunan mutu, pemeliharaan mutu,
dan peningkatan mutu dari berbagai macam grup dalam sebuah organisasi
pada tingkat ekonomis untuk menjadikan kepuasan pelanggan secara penuh
(Sihombing, 2007).
Gugus kendali mutu (GKM) adalah suatu sistem dalam manajemen usaha
yang ditujukan untuk meningkatkan efisiensi, produktivitas dan mutu produksi,
dalam rangka meningkatkan daya-saing produk yang dihasilkan.
Tujuan GKM adalah untuk mendayagunakan seluruh aset yang dimiliki
perusahaan/instansi terutama sumber daya manusianya secara lebih baik, guna
meningkatkan mutu dalam arti luas.
Tujuan penerapan GKM, antara lain untuk :
1. Peningkatan mutu dan peningkatan nilai tambah.
2. Peningkatan produktivitas sekaligus penurunan biaya.
3. Peningkatan kemampuan penyelesaian pekerjaan sesuai target.
4. Peningkatan moral kerja dengan mengubah tingkah laku.
5. Peningkatan hubungan yang secara antara atasan dan bawahan.
6. Peningkatan ketrampilan dan keselamatan kerja.
7. Peningkatan kepuasan kerja.
8. Pengembangan tim (gugus kendali mutu)
(Departemen Perindustrian, 2007)
Peta Pengendali
Peta pengendali adalah grafik yang digunakan untuk mengkaji perubahan
proses dari waktu ke waktu. Merupakan salah satu alat atau tools dalam
pengendalian proses secara statististik yang sering kita kenal dengan SPC
(statistical process control), ada juga yang menyebutnya dengan Seven Tools.
kondisi didalam proses yang tidak terkendali secara statistik (out of control)
karena pengendaliannya terhadap proses maka control chart termasuk ke dalam
aktivitas on line quality control.
Dalam proses pembuatan control chart sangat penting memperhatikan
jenis data yang kita miliki untuk menentukan jenis control chart yang tetap,
sehingga dapat memberikan informasi yang tetap terhadap kinerja proses.
Kesalahan pemilihan jenis control chart dapat berakibat fatal, karena tidak ada
informasi yang bisa ditarik dari data yang sudah dikumpulkan bahkan dapat
memberikan gambaran yang salah terhadap kinerja proses (Purdianta, 2009).
Menurut Ariani (2005), control chart adalah metode statistik yang
membedakan adanya variasi atau penyimpangan karena sebab umum dan karena
sebab khusus. Penyimpangan yang disebabkan oleh sebab khusus biasanya berada
di luar batas pengendalian, sedang yang disebabkan oleh sebab umum biasanya
berada dalam batas pengendalian. Biasanya 80% hingga 85% penyimpangan
disebabkan oleh adanya sebab umum. Sedangkan 15% hingga 20% disebabkan
oleh adanya sebab khusus.
Dalam metode SPC peta kontrol digunakan untuk menentukan apakah
suatu proses berada dalam pengendalian statistik. Semua nilai rata-rata dan range
dari subgroup berada dalam batas pengendalian (control limit), sehingga variasi
dari penyebab khusus menjadi tidak ada dalam proses. Jika didalam proses
terdapat variasi, maka cara untuk mengoreksi permasalahan atau dengan
memperbaiki kinerja pengontrol proses sehingga nilai keluaran pengontrol
mendekati set point. Dalam hal ini peta control digunakan untuk menguji data
Teknik yang paling umum dilakukan dalam pengontrolan kualitas secara
statistik ialah dengan menggunakan grafik pengendali. Grafik ini bentuknya
sangat sederhana sekali, yaitu terdiri atas tiga buah garis mendatar yang sejajar
seperti dapat dilihat pada gambar berikut
Gambar 1. Control chart
Grafik pengendali di atas memuat hal-hal berikut :
a. Sumbu datar melukiskan nomor sampel yang diteliti, dimulai dari sampel
kesatu, sampel kedua, dan seterusnya.
b. Sumbu tegak menyatakan karakteristik yang sedang diteliti, misalnya
rata-rata, persentase, dan segagainya.
c. Garis sentral melukiskan ”nilai baku” yang akan menjadi pangkal
perhitungan terjadinya penyimpangan hasil-hasil pengamatan untuk tiap
sampel.
d. Batas kontrol atas (BKA) merupakan garis yang menyatakan
penyimpangan paling tinggi dari ”nilai baku” terdapat sejajar di atas garis
e. Batas kontrol bawah (BKB) merupakan garis yang menyatakan
penyimpangan paling rendah dari ”nilai baku” terdapat sejajar di bawah
garis sentral
(Sudjana, 1996).
Harga-harga statistik yang diperoleh tiap sampel setelah dihitung,
digambarkan dalam diagram yang biasanya berupa titik-titik. Jika titik-titik itu ada
di dalam daerah yang dibatasi oleh BKA dan BKB dikatakan bahwa proses dalam
kontrol. Dalam hal ini, proses dibiarkan berlangsung terus. Sekali terdapat titik
yang jatuh di bawah BKB atau di atas BKA, maka proses berada di luar kontrol.
Ini menandakan bahwa penyebab terduga telah terjadi yang mempengaruhi proses
tersebut. Dengan demikian perlu dicari dan dihilangkan agar proses berada dalam
kontrol kembali (Nugraheni, 2007).
Salah satu teknik statistik untuk gugus kendali mutu adalah teknik yang
digunakan untuk pengumpulan data. Salah satu teknik untuk mengumpulkan data
adalah bagan pengendalian (control chart). Bagan pengendalian ini memberikan
gambaran mengenai gejala stabilitas dalam suatu proses. Analisis statistik
dilakukan atas dasar matematik untuk mencapai pengendalian. Sasaran akhir dari
suatu proses produksi adalah membuat barang atau suku cadang yang sesuai
dengan spesifikasi yang tertulis. Bilamana diketahui bahwa proses produksi
adalah in-control, maka peran dari manajemen adalah mendapatkan hasil
semaksimal mungkin dari proses dengan menjalankannya penampilan yang
ditujukan dengan baik dan secara seragam. Istilah in-control menunjukkan bahwa
proses tersebut sesuai dengan spesifikasi tertentu yang telah ditetapkan sepanjang
pengendalian proses (control limits). Sedangkan assignable adalah sesuatu yang
terjadi secara khusus atau yang diketahui dan dapat ditemukan dengan tepat.
Matematika yang diterapkan pada bagan pengendalian menggunakan kurang lebih
tiga standar deviasi sambil mengembangkan pengendalian batas atas dan batas
bawah (Ingle, 1989).
Diagram Sebab-Akibat
Salah satu teknik yang digunakan dalam menganalisis data adalah diagram
sebab akibat. Analisis sebab-akibat pertama kali dikembangkan oleh Profesor
Kaoru Ishikawa dari Universitas Tokyo pada permulaan tahun 1950-an. Oleh
karena bentuknya seperti tulang ikan, maka beberapa orang menyebutnya dengan
istilah Fishbone Diagram. Sedang pihak lain, untuk menghormati Profesor
Ishikawa, menyebut teknik ini dengan “Ishikawa’s Diagram”. Diagram sebab-
akibat adalah suatu gambar dari garis dan simbol yang dibuat untuk menunjukkan
adanya hubungan yang penuh arti antara suatu akibat (effect) dengan penyebab
(cause)-nya (Ingle, 1989).
Diagram sebab akibat berguna untuk menganalisa dan menemukan
faktor-faktor yang berpengaruh secara signifikan di dalam menentukan karakteristik
kualitas output kerja. Disamping juga untuk mencari penyebab-penyebab yang
sesungguhnya dari suatu masalah. Dalam hal ini metode sumbang saran akan
cukup efektif digunakan untuk mencari faktor-faktor penyebab terjadinya
penyimpangan kerja secara detail (Sumartono, 2008).
Diagram sebab-akibat digunakan untuk mengetahui akibat dari suatu
masalah untuk selanjutnya diambil tindakan perbaikan. Dari akibat tersebut
dapat berasal dari berbagai sumber utama, misalnya metode kerja, bahan,
pengukuran, karyawan, lingkungan, dan sebagainya.
Selanjutnya, dari sumber-sumber utama teersebut diturunkan menjadi
beberapa sumber yang lebih kecildan mendetail, misalnya dari metode kerja dapat
diturunkan menjadi pelatihan, pengetahuan, kemampuan, karakteristik fisik, dan
sebagainya (Ariani, 2005)
Untuk mengetahui faktor-faktor penyebab dari suatu masalah yang sedang
dikaji dapat dilakukan dengan mengembangkan pertanyaan-pertanyaan sebagai
berikut :
1. Apa penyebab itu?
2. Mengapa kondisi atau penyebab itu terjadi?
3. Bertanya “Mengapa” beberapa kali sampai ditemukan penyebab yang
cukup spesifik untuk diambil tindakan peningkatan. Penyebab-penyebab
spesifik itu yang dimasukkan atau dicatat ke dalam diagram sebab-akibat.
(Gasperz, 2001).
Langkah-langkah dalam pembuatan diagram sebab-akibat yaitu:
1. Mendefinisikan masalah.
2. Memilih masalah yang utama. Kemudian masalah utama diletakkan pada
fish head (kepala ikan).
3. Menspesifikasikan kategori utama penyebab sumber-sumber masalah.
Faktor-faktor penyebab atau kategori utama dapat dikembangkan melalui
stratifikasi ke dalam pengelompokan dari faktor-faktor: manpower (men),
4. Mengidentifikasikan kemungkinan sebab masalah ini, yaitu dengan
membuat penyebab sekunder sebagai tulang yang berukuran sedang dan
penyebab tersier/yang lebih kecil sebagai tulang yang berukuran kecil.
5. Mengambil tindakan-tindakan korektif yang perlu dilakukan untuk
mengatasi penyebab-penyebab utama tersebut.
Pada dasarnya fishbone diagram/diagram sebab-akibat berfungsi untuk:
• Membantu mengidentifikasi akar penyebab dari suatu masalah.
• Membantu membangkitkan ide-ide untuk solusi suatu masalah.
• Membantu dalam penyelidikan atau pencarian fakta lebih lanjut.
METODOLOGI PENELITIAN
Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan di PT. Perkebunan Nusantara III Membang
Muda. Penelitian dilakukan bulan Agustus 2010.
Alat dan Data Penelitian
Alat
Alat yang akan digunakan dalam penelitian adalah alat tulis untuk
mencatat data-data yang diperlukan selama penelitian, software Minitab 14 dan
komputer untuk mengolah data yang diperoleh selama penelitian.
Data
Bahan yang akan digunakan dalam penelitian ini adalah data informasi
bulanan kualitas mutu selama empat tahun terakhir (2007 sampai 2010) dan data
lainnya yang diperlukan selama penelitian.
Metode Penelitian
Metode penelitian yang digunakan adalah pendekatan secara sistematis
yakni mencari informasi dan pengetahuan dari berbagai media (bibliografi) dan
juga dari para stakeholders. Disamping itu penelitian yang dilakukan bersifat
deskriptif yang merupakan sebuah studi untuk mengadakan perbaikan terhadap
suatu keadaan terdahulu. Teknik yang digunakan dalam metode penelitian ini
1. Pengumpulan data
Data yang dibutuhkan dalam penelitian ini merupakan data variabel yaitu
data Po dan PRI. Pengumpulan data dalam penelitian ini menggunakan
metode-metode sebagai berikut:
a. Literatur
Metode ini digunakan untuk mendapatkan data-data serta teori-teori
yang berhubungan dengan karet, khususnya mengenai aspek mutu
karet dan kadar karet kering serta teori-teori yang berhubungan dengan
masalah pengendalian kualitas statistik.
b. Pengamatan (observasi)
Tahap observasi merupakan tahap yang dilakukan dalam pengumpulan
data sebagai objek penelitian. Data yang dibutuhkan adalah data Po
dan PRI.
c. Wawancara
Pengumpulan data dengan cara melakukan wawancara atau tanya
jawab dengan stakeholders yang terkait. Stakeholders disini meliputi
baik dari tenaga kerja yang tidak berhubungan langsung dengan proses
produksi ataupun dengan tenaga kerja yang berhubungan langsung
dengan proses produksi. Metode ini digunakan untuk mendukung
akurasi data.
2. Analisa Data
Penyusunan control chart Xbar-R dari masing-masing data yang diamati
dengan menggunakan software statistik Minitab 14. Selanjutnya data
tidaknya penyimpangan (variasi) mutu dari setiap periode dan kemudian
dibandingkan dengan standar nasional ataupun standar spesifikasi
pelanggan (konsumen crumb rubber). Apabila data berada di luar batas
pengendalian statistik maka selanjutnya diteliti faktor-faktor penyebab yang
berpengaruh terhadap penyimpangan mutu tersebut dengan melakukan
penelusuran informasi dari data-data lain yang mendukung dan juga melalui
wawancara atau tanya jawab dengan pihak-pihak yang bersangkutan
(stakeholders). Selanjutnya akan diperoleh informasi yakni berupa
frekuensi dan urutan pentingnya masalah-masalah atau penyebab-penyebab
dari masalah yang ada dan diintepretasikan ke dalam model diagram
sebab-akibat, untuk mencari akar persoalan dari masalah penyimpangan mutu
tersebut.
Prosedur Penelitian
1. Melakukan tahap pengumpulan data yang sudah tersedia dari lapangan
yang relevan dengan penelitian.
2. Menganalisis data mutu yang diperoleh menggunakan control chart untuk
mengetahui apakah karakteristik mutu berada dalam batas pengendalian
statistik atau tidak (konsisten atau tidak) dari periode tahun 2007 sampai
2010.
3. Menentukan hubungan antara karakteristik mutu karet terhadap standar
nasional ataupun standar spesifikasi pelanggan (konsumen crumb rubber).
4. Melakukan evaluasi terhadap data mutu yang berada di luar batas
5. Memformulasikan masalah/faktor-faktor penyebab utama yang
menyebabkan penyimpangan tersebut dan menentukan ruang lingkup
permasalahan dengan cara melakukan wawancara atau tanya jawab dengan
pihak-pihak terkait (stakeholders), khususnya pihak-pihak yang berperan
langsung dalam sistem manajemen mutu produksi.
6. Menentukan frekuensi dan urutan pentingnya masalah-masalah atau
penyebab-penyebab dari masalah yang ada.
7. Mentransformasikan masalah atau faktor-faktor yang berpengaruh
terhadap penyimpangan mutu ke dalam suatu model diagram sebab-akibat.
Parameter
Parameter yang diamati :
1. Karakteristik mutu crumb rubber
- Po (plastisitas awal)
HASIL DAN PEMBAHASAN
PT. Perkebunan Nusantara III Membang Muda adalah sebuah perusahaan
perkebunan yang terletak di Desa Membang Muda, Kecamatan Kualuh Hulu,
Kabupaten Labuhan Batu, Sumatera Utara.
Aktivitas perusahaan tidak hanya dalam pengolahan karet tetapi terlibat
juga dalam penanaman, pemeliharaan, dan pemanenan (penderesan) karet dalam
menghasilkan produk karet berupa lateks pekat dan crumb rubber.
Pada tahun 1958, sesuai dengan gerak perjuangan revolusi untuk mengisi
kemerdekaan maka dilakukan nasionalisme perkebunan milik bangsa Belanda
yang mengakibatkan lahirnya PPN Baru (Perusahaan Perkebunan Negara Baru).
Sesuai perkembangan dan pertumbuhan, Organisasi Perkebunan meminta
perhatian yang lebih khusus, maka PPN Baru diubah namanya menjadi PPN
SUMUT yang terdiri dari beberapa PPN. PPN yang ada diatur dan dikelola sesuai
jenis budidaya tanaman antara lain : PPN Karet, PPN Aneka, PPN Tembakau dan
lain sebagainya.
PPN Karet didirikan pada tanggal 1 Oktober 1963 sampai tanggal 21 April
1968, dengan kebun-kebun antara lain : PPN Karet Membang Muda, PPN Karet
Bandar Pulau, PPN Karet Hanna dan PPN Karet Pulau Raja. Selanjutnya diadakan
Organisasi Perusahaan Perkebunan di Indonesia dari 88 buah Perusahaan menjadi
28 buah Perusahaan Perkebunan Negara dan terbentuklah PPN III yang
merupakan gabungan dari PPN Karet VII, PPN Karet VIII dan PPN Karet XVII.
Kemudian pada tahun 1974 dalam rangka melaksanakan
9 tahun 1971 tentang peralihan bentuk Perusahaan Negara Perkebunan III serta
Surat Keputusan Menteri Keuangan Republik Indonesia No : 1083/MK/IV/1974
tanggal 23 Juli 1971 tentang Penerapan Permodalan Perseroan Terbatas berubah
menjadi PT Perkebunan III (PTP III).
PT Perkebunan Nusantara III disahkan berdasarkan Keputusan Menteri
Kehakiman RI tanggal 8 Agustus 1996 No. C2-8331-IIT-01.01.01.TII 96 serta
didaftarkan di Kantor Pendaftaran Perusahaan Kota Medan tanggal 16 September
1996.
Pengolahan Karet dilakukan di Pabrik Crumb Rubber dengan kapasitas 32
Ton/hari dan Pabrik LCB dengan kapaasitas 30 Ton/hari. Bahan baku yang diolah
terdiri dari lateks dan Lump yang berasal dari kebun sendiri dan PIR (Perkebunan
Inti Rakyat).
Kebun Membang Muda tediri dari lima Afdeling. Tiap Afdeling memiliki
luas areal masing-masing dan dikepalai oleh seorang asisten. Luas masing-masing
Afdeling tersebut adalah :
a. Afdeling I seluas 291,71 ha
b. Afdeling II seluas 330,04 ha
c. Afdeling III seluas 274,97 ha
d. Afdeling IV seluas 358,53 ha
e. Afdeling V seluas 147,34 ha
Sesuai dengan tujuan penelitian yang telah ditetapkan sebelumnya, yaitu
untuk mengevaluasi konsistensi mutu crumb rubber dalam beberapa periode yang
berbeda (bulan Juli 2007, bulan Juli 2008, bulan Juli 2009, dan bulan Juli 2010)
rubber di Pabrik Karet PT. Perkebunan Nusantara III Membang Muda, maka
penguraian tentang hasil dan pembahasan ini difokuskan pada analisis data yang
diperoleh di lapangan dengan menggunakan control chart kemudian dirangkaikan
dengan formulasi problematika penyimpangan mutu crumb rubber untuk
selanjutnya diinterpretasikan ke dalam diagram sebab-akibat.
Analisis Data Mutu Crumb Rubber
Dari pengamatan yang dilakukan di PT. Perkebunan Nusantara III
Membang Muda, diperoleh data variabel berupa data plastisitas awal (Po) dan
data plasticity retention index (PRI) dalam beberapa periode yang berbeda yaitu
bulan Juli 2007, bulan Juli 2008, bulan Juli 2009, bulan Juli 2010, yang kemudian
dianalisis dengan menggunakan control chart. Dari control chart dapat dilihat
adanya tiga buah garis mendatar yang sejajar. Hal ini sesuai dengan pernyataan
Sudjana (1996) yang menyatakan bahwa teknik yang paling umum dilakukan
dalam pengontrolan kualitas secara statistik ialah dengan menggunakan grafik
pengendali. Grafik ini bentuknya sangat sederhana sekali, yaitu terdiri atas tiga
buah garis mendatar yang sejajar.
Control chart yang digunakan adalah control chart Xbar-R. Diagram
kontrol rentang R digunakan untuk pengontrolan kualitas mengenai dispersi atau
variasi. Penggunaan diagram kontrol X dan diagram kontrol R sekaligus
dimaksudkan untuk mengendalikan proses yang dilihat dari rata-rata dan
variabilitas proses. Peta X digunakan untuk membuat diagram rata-rata kualitas
tertentu, sedangkan peta R digunakan untuk menggambarkan variabilitasnya.
terendah dalam suatu sampel. Control chart Xbar-R digunakan apabila tipe data
yang diamati adalah variabel dengan subgroup lebih dari satu.
Angka-angka statistik yang diperoleh digambarkan dalam diagram berupa
titik-titik. Jika titik-titik itu berada di dalam daerah yang dibatasi oleh batas
pengendalian atas dan batas pengendalian bawah maka dapat dikatakan bahwa
proses terkontrol. Namun apabila terdapat titik yang berada di luar daerah yang
dibatasi tersebut, maka proses di luar kontrol. Hal ini menandakan ada suatu
penyebab terjadi yang mempengaruhi proses tersebut. Sehingga perlu dicari
penyebab tersebut agar proses berada dalam kontrol kembali.
Control Chart Xbar-R untuk Plastisitas Awal (Po)
Plastisitas awal (Po) untuk bulan Juli 2007
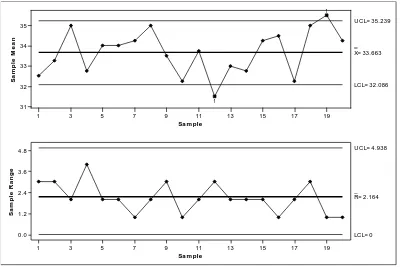
Gambar 2. Control chart Xbar-R Po bulan Juli 2007
Berdasarkan pada pengembangan analisis control chart X untuk data Po
bulan Juli 2007 pada gambar 2 menunjukkan batas pengendalian atas (BPA)
sebesar 35.24, batas pengendalian bawah (BPB) sebesar 32.09 dan rata-rata (X)
sebesar 33.66. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 4.94, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
2.16. Dari control chart Xbar-R di atas terlihat bahwa pada sample ke-12 berada
di luar batas pengendalian bawah (X=31.5) dan pada sample ke-19 berada di luar
batas pengendalian atas (X=35.5), sedangkan pada peta R seluruh data sample Po
berada dalam batas pengendalian secara statistik (in stastistical control) dimana
batas pengendalian atas sebesar 4.94, batas pengendalian bawah sebesar 0 dan
rata-rata range sebesar 2.16. Ini berarti bahwa data Po pada bulan Juli 2007 tidak
terkendali secara statistik dikarenakan 10% data Po berada di luar batas
pengendalian dengan rincian 5% data di luar batas pengendalian bawah yaitu pada
sample ke-12 dengan nilai Po sebesar 31.5 dan 5% data di luar batas pengendalian
atas yaitu pada sample ke-19 dengan nilai Po sebesar 35.5. Walau demikian
variabilitasnya terkendali.
Dari gambar 2 juga dapat dilihat bahwa rata-rata Po bulan Juli 2007 adalah
33.66. Apabila dibandingkan dengan standar mutu Po di pabrik yaitu minimal 30,
maka pada bulan Juli 2007 terdapat 100% data Po yang memenuhi standar pabrik
tersebut karena seluruh data Po bulan ini berada di atas standar mutu Po pabrik.
Plastisitas awal (Po) untuk bulan Juli 2008
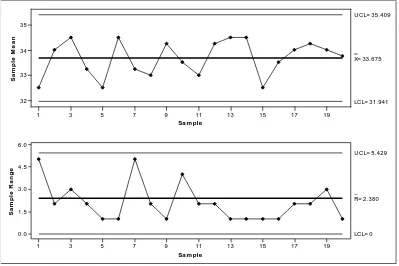
Berdasarkan pada pengembangan analisis control chart X untuk data Po
bulan Juli 2008 pada gambar 3 menunjukkan batas pengendalian atas (BPA)
sebesar 33.68. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 5.43, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
2.38. Dari control chart Xbar-R di atas terlihat bahwa seluruh sample berada di
dalam batas pengendalian sedangkan pada peta R seluruh data sample Po berada
dalam batas pengendalian secara statistik dimana batas pengendalian atas sebesar
5.43, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar 2.38.
Sehingga dapat disimpulkan bahwa data Po pada bulan Juli 2008 terkendali secara
statistik dan menunjukkan kondisi sistem yang stabil serta variabilitasnya
terkendali.
Gambar 3. Control chart Xbar-R Po bulan Juli 2008
Dari gambar 3 juga dapat dilihat bahwa rata-rata Po bulan Juli 2008 adalah
33.68. Apabila dibandingkan dengan standar mutu Po di pabrik yaitu minimal 30,
maka pada bulan Juli 2008 terdapat 100% data Po yang memenuhi standar pabrik
tersebut karena seluruh data Po bulan ini berada di atas standar mutu Po pabrik.
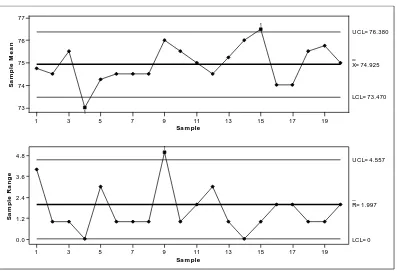
Plastisitas awal (Po) untuk bulan Juli 2009
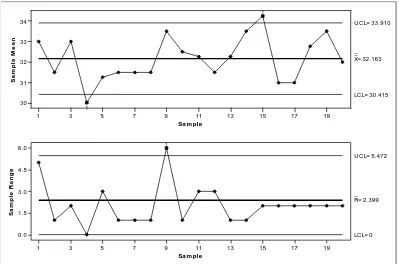
Gambar 4. Control chart Xbar-R Po bulan Juli 2009
Berdasarkan pada pengembangan analisis control chart X untuk data Po
bulan Juli 2009 pada gambar 4 menunjukkan batas pengendalian atas (BPA)
sebesar 33.91, batas pengendalian bawah (BPB) sebesar 30.42 dan rata-rata (X)
sebesar 32.16. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 5.47, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
2.40. Dari control chart Xbar-R di atas terlihat bahwa pada sample ke-4 berada di
luar batas pengendalian bawah (X=30) dan pada sample ke-15 berada di luar batas
pengendalian atas (X=34.3), sedangkan pada peta R terlihat pada sample ke-9
berada di luar batas pengendalian atas (R=6) dimana batas pengendalian atas
sebesar 5.47. Ini berarti bahwa data Po pada bulan Juli 2007 tidak terkendali
secara statistik dikarenakan 10% data Po berada di luar batas pengendalian dengan
rincian 5% data di luar batas pengendalian bawah yaitu pada sample ke-4 dengan
nilai Po sebesar 30 dan 5% data di luar batas pengendalian atas yaitu pada sample
ke-15 dengan nilai Po sebesar 34.3 serta variabilitasnya juga tidak terkendali
secara statistik.
Dari gambar 4 juga dapat dilihat bahwa rata-rata Po bulan Juli 2009 adalah
32.16. Apabila dibandingkan dengan standar mutu Po di pabrik yaitu minimal 30,
maka pada bulan Juli 2009 terdapat 100% data Po yang memenuhi standar pabrik
tersebut karena seluruh data Po bulan ini sesuai dan di atas standar mutu Po
pabrik.
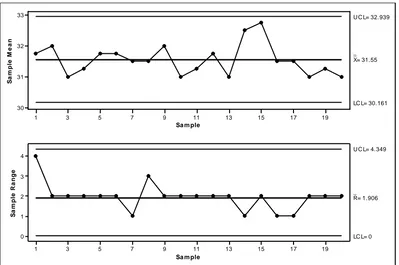
Plastisitas awal (Po) untuk bulan Juli 2010
Gambar 5. Control chart Xbar-R Po bulan Juli 2010
Berdasarkan pada pengembangan analisis control chart X untuk data Po
bulan Juli 2010 pada gambar 5 menunjukkan batas pengendalian atas (BPA)
sebesar 32.94, batas pengendalian bawah (BPB) sebesar 30.16 dan rata-rata (X)
sebesar 31.55. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 4.35, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
1.91. Dari control chart Xbar-R di atas terlihat bahwa seluruh sample berada di
dalam batas pengendalian sedangkan pada peta R seluruh data sample Po berada
dalam batas pengendalian secara statistik dimana batas pengendalian atas sebesar
4.35, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar 1.91.
Sehingga dapat disimpulkan bahwa data Po pada bulan Juli 2010 terkendali secara
statistik dan menunjukkan kondisi sistem yang stabil serta variabilitasnya
terkendali.
Dari gambar 5 juga dapat dilihat bahwa rata-rata Po bulan Juli 2010 adalah
31.55. Apabila dibandingkan dengan standar mutu Po di pabrik yaitu minimal 30,
maka pada bulan Juli 2010 terdapat 100% data Po yang memenuhi standar pabrik
tersebut karena seluruh data Po bulan ini berada di atas standar mutu Po pabrik.
Control Chart Xbar-R untuk PRI (Plasticity Retention Index)
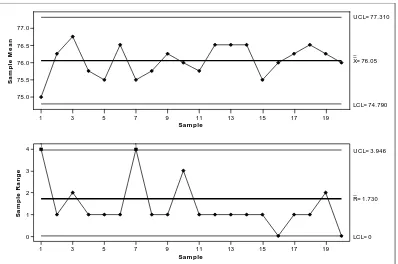
Plasticity retention index (PRI) untuk bulan Juli 2007
Berdasarkan pada pengembangan analisis control chart X untuk data PRI
bulan Juli 2007 pada gambar 6 menunjukkan batas pengendalian atas (BPA)
sebesar 77.27, batas pengendalian bawah (BPB) sebesar 74.88 dan rata-rata (X)
sebesar 76.10. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 3.75, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
1.65. Dari control chart Xbar-R di atas terlihat bahwa pada sample ke-12 berada
di luar batas pengendalian bawah (X=74.5) dan pada sample ke-19 berada di luar
batas pengendalian atas (X=77.5), sedangkan pada peta R seluruh data sample
dimana batas pengendalian atas sebesar 3.75, batas pengendalian bawah sebesar 0
dan rata-rata range sebesar 1.65. Ini berarti bahwa data PRI pada bulan Juli 2007
tidak terkendali secara statistik dikarenakan 10% data PRI berada di luar batas
pengendalian dengan rincian 5% data di luar batas pengendalian bawah yaitu pada
sample ke-12 dengan nilai PRI sebesar 74.5 dan 5% data di luar batas
pengendalian atas yaitu pada sample ke-19 dengan nilai PRI sebesar 77.5. Walau
demikian variabilitasnya terkendali.
Gambar 6. Control chart Xbar-R PRI bulan Juli 2007
Dari gambar 6 juga dapat dilihat bahwa rata-rata PRI bulan Juli 2007
adalah 76.10. Apabila dibandingkan dengan standar mutu PRI di pabrik yaitu
minimal 70, maka pada bulan Juli 2007 terdapat 100% data PRI yang memenuhi
standar pabrik tersebut karena seluruh data PRI bulan ini berada di atas standar
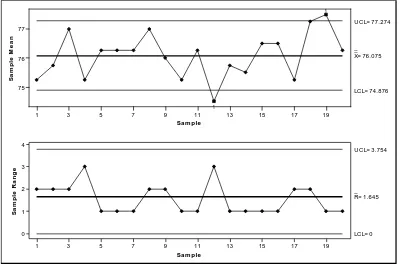
Plasticity retention index (PRI) untuk bulan Juli 2008
Gambar 7. Control chart Xbar-R PRI bulan Juli 2008
Berdasarkan pada pengembangan analisis control chart X untuk data PRI
bulan Juli 2008 pada gambar 7 menunjukkan batas pengendalian atas (BPA)
sebesar 77.31, batas pengendalian bawah (BPB) sebesar 74.79 dan rata-rata (X)
sebesar 76.05. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 3.95, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
1.73. Dari control chart Xbar-R di atas terlihat bahwa seluruh sample berada di
dalam batas pengendalian sedangkan pada peta R seluruh data sample PRI berada
dalam batas pengendalian secara statistik dimana batas pengendalian atas sebesar
3.95, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar 1.73.
Sehingga dapat disimpulkan bahwa data PRI pada bulan Juli 2008 terkendali
secara statistik dan menunjukkan kondisi sistem yang stabil serta variabilitasnya
Dari gambar 7 juga dapat dilihat bahwa rata-rata PRI bulan Juli 2008
adalah 76.05. Apabila dibandingkan dengan standar mutu PRI di pabrik yaitu
minimal 70, maka pada bulan Juli 2008 terdapat 100% data PRI yang memenuhi
standar pabrik tersebut karena seluruh data PRI bulan ini berada di atas standar
mutu PRI pabrik.
Plasticity retention index (PRI) untuk bulan Juli 2009
Gambar 8. Control chart Xbar-R PRI bulan Juli 2009
Berdasarkan pada pengembangan analisis control chart X untuk data PRI
bulan Juli 2009 pada gambar 8 menunjukkan batas pengendalian atas (BPA)
sebesar 76.38, batas pengendalian bawah (BPB) sebesar 73.47 dan rata-rata (X)
sebesar 74.93. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 4.56, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
2.00. Dari control chart Xbar-R di atas terlihat bahwa pada sample ke-4 berada di
luar batas pengendalian bawah (X=73) dan pada sample ke-15 berada di luar batas
pengendalian atas (X=76.5), sedangkan pada peta R terlihat pada sample ke-9
berada di luar batas pengendalian atas (R=5) dimana batas pengendalian atas
sebesar 4.56. Ini berarti bahwa data PRI pada bulan Juli 2009 tidak terkendali
secara statistik dikarenakan 10% data PRI berada di luar batas pengendalian
dengan rincian 5% data di luar batas pengendalian bawah yaitu pada sample ke-4
dengan nilai PRI sebesar 73 dan 5% data di luar batas pengendalian atas yaitu
pada sample ke-15 dengan nilai PRI sebesar 76.5 serta variabilitasnya juga tidak
terkendali secara statistik.
Dari gambar 8 juga dapat dilihat bahwa rata-rata PRI bulan Juli 2009
adalah 32.16. Apabila dibandingkan dengan standar mutu PRI di pabrik yaitu
minimal 30, maka pada bulan Juli 2009 terdapat 100% data PRI yang memenuhi
standar pabrik tersebut karena seluruh data PRI bulan ini sesuai dan di atas
standar mutu PRI pabrik.
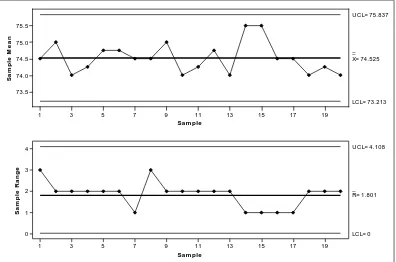
Plasticity retention index (PRI) untuk bulan Juli 2010
Berdasarkan pada pengembangan analisis control chart X untuk data PRI
bulan Juli 2010 pada gambar 9 menunjukkan batas pengendalian atas (BPA)
sebesar 75.84, batas pengendalian bawah (BPB) sebesar 73.21 dan rata-rata (X)
sebesar 74.53. Sedangkan pada control chart R menunjukkan batas pengendalian
atas sebesar 4.11, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar
1.80. Dari control chart Xbar-R di atas terlihat bahwa seluruh sample berada di
dalam batas pengendalian sedangkan pada peta R seluruh data sample PRI berada
dalam batas pengendalian secara statistik dimana batas pengendalian atas sebesar
4.11, batas pengendalian bawah sebesar 0 dan rata-rata range sebesar 1.80.
secara statistik dan menunjukkan kondisi sistem yang stabil serta variabilitasnya
terkendali.
Gambar 9. Control chart Xbar-R PRI bulan Juli 2010
Dari gambar 9 juga dapat dilihat bahwa rata-rata PRI bulan Juli 2010
adalah 74.53. Apabila dibandingkan dengan standar mutu PRI di pabrik yaitu
minimal 70, maka pada bulan Juli 2010 terdapat 100% data PRI yang memenuhi
standar pabrik tersebut karena seluruh data PRI bulan ini berada di atas standar
mutu PRI pabrik.
Penyusunan Diagram Sebab-Akibat Mutu Crumb Rubber
Plastisitas Awal (Po)
Plastisitas awal (Po) adalah ukuran dari besarnya sifat plastisitas karet
setelah pengeringan. Secara tidak langsung ukuran tersebut memperkirakan
panjangnya rantai polimer molekul.