PENERAPAN PELATIHAN GL’S ROLE DAN TOYOTA PRODUCTION SYSTEM PADA UNIT ASSEMBLY SHOP, KARAWANG PLANT
PT TOYOTA MOTOR MANUFACTURING INDONESIA
NOVIANDA RACHMATIA F14050732
DEPARTEMEN TEKNIK PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
PENERAPAN PELATIHAN GL’S ROLE DAN TOYOTA PRODUCTION SYSTEM PADA UNIT ASSEMBLY SHOP, KARAWANG PLANT
PT TOYOTA MOTOR MANUFACTURING INDONESIA
NOVIANDA RACHMATIA F14050732
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian pada
Departemen Teknik Pertanian
DEPARTEMEN TEKNIK PERTANIAN FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR BOGOR
Judul Skripsi : Penerapan Pelatihan GL’s Role dan Toyota Production System pada Unit Assembly Shop, Karawang Plant, PT Toyota Motor Manufacturing Indonesia
Nama : Novianda Rachmatia NIM : F14050732
Bogor, Agustus 2010 Disetujui
Dosen Pembimbing Akademik
Dr. Ir. Sam Herodian, MS 19620529 198703 1 002
Diketahui
Ketua Departmen Teknik Pertanian
Dr. Ir. Desrial, M.Eng 19661201 199103 1 004
RIWAYAT
HIDUP
Penulis dilahirkan di Jakarta pada tanggal 12 November 1987. Penulis merupakan putri kedua dari pasangan Endang Poernama Kosasih dan Elvia Charlin. Penulis memulai pendidikannya di SDK Mater Dei Pamulang pada tahun 1995-1999. Pada periode 1999-2002 penulis melanjutkan pendidikan menengah pertama di SLTP Mater Dei Pamulang, dan pada periode 2002-2005 melanjutkan di SMA Tarakanita I Jakarta. Penulis diterima di IPB melalui jalur Seleksi Penerimaan Mahasiswa Baru (SPMB) pada tahun 2005 dan pada tahun 2006 diterima di Departemen Teknik Pertanian melalui sistem mayor minor.
Selama di bangku perkuliahan penulis aktif di organisasi Himpunan Profesi Mahasiswa Teknik Pertanian (HIMATETA) pada tahun 2008-2009 sebagai staf HRD. Selain itu penulis juga aktif di berbagai kepanitiaan di lingkungan IPB.
Pada tahun 2009 penulis memiliki prestasi sebagai penerima hibah Program Kreatifitas Mahasiswa bidang Kewirausahaan (PKM-K) dan pada tahun 2010 sebagai penerima hibah Program Kreatifitas Mahasiswa bidang Teknologi (PKM-T) dari DIKTI. Pada periode 2009 sebagai Asisten Mata Kuliah Gambar Teknik.
RINGKASAN
Novianda Rachmatia. F14050732. Penerapan Pelatihan GL’s Role dan Toyota Production System pada Unit Assembly Shop, Karawang Plant, PT Toyota Motor Manufacturing Indonesia. Dibawah bimbingan: Dr. Ir. Sam Herodian, MS.
Analisa dan penelitian kerja pada hakikatnya berupaya mengidentifikasikan kondisi-kondisi kerja yang tidak produktif. Salah satu perusahaan yang peduli akan penelitian kerja untuk meningkatkan produktivitas adalah Toyota Motor Corporation (TMC) yang saat ini merupakan produsen mobil terbesar di dunia. Anak cabang TMC di Indonesia adalah PT. Toyota Motor Manufacturing Indonesia (PT TMMIN). Kepedulian Toyota diwujudkan dalam komitmennya untuk menerapkan sistem tersendiri untuk penelitian kerja, yang terkenal dengan sebutan Toyota Production System (TPS). TPS ditekankan dalam usaha setiap elemen perusahaan untuk terus membuat perbaikan terus menerus (kaizen) dalam setiap aspek yang mempengaruhi produksinya.
Melalui kegiatan Magang ini akan diketahui gerakan-gerakan muda yang menyebabkan delay maupun relief work dan kemudian membuat perbaikan dari sistem kerja di area assembly shop dengan menerapkan Toyota Production System dan GL’s Role.
Menurut data yang ada, penurunan kualitas terjadi di lapangan justru ketika jumlah operator meningkat. Hal ini terjadi karena operator yang ada belum dilengkapi dengan on the job training. Parmasalahan jangka panjang yang berusaha untuk diselesaikan adalah perubahan struktur yang ada pada line yang membuat line head dan group head tidak mengerti peranannya untuk menjalankan line.
Pelatihan gl’s role adalah pelatihan yang ditujukan khususnya untuk line head agar mereka tahu, mengerti, menjalankan dan dapat melakukan perbaikan-perbaikan terkait perannya sebagai seorang line head. Situasi yang ideal bagi seorang line head adalah apabila line head sangat memahami standar kerja yang ada dan memahami kemampuan dasar (fundamental skill) anggota kelompok sendiri, dan dapat mengatur kelompok mereka dengan lancar melalui identifikasi abnormalitas berdasarkan observasi. Sedangkan pelatihan Toyota Production System adalah pelatihan yang bertujuan untuk menghasilkan kendaraan dengan kualitas yang lebih baik, lebih murah, lebih tepat waktu, kepada lebih banyak orang. Lebih murah karena mengusahakan untuk mengurangi biaya produksi ditempuh perusahaan melalui penghilangan muda secara menyeluruh.
Analisa untuk mencari akar penyebab dari permasalahan tidak adanya line head yang mengimplementasikan pelatihan yang telah mereka dapatkan di lapangan adalah karena line head tidak mengerti metode dalam menjalankan OJD tersebut. Penyebab lainnya adalah karena atasan dari line head tersebut tidak terlibat dalam implementasi OJD para line head.
pada atasan dimaksudkan agar atasan dapat tahu dan mengerti peranan yang ada dan memberikan penugasan yang sesuai dengan peran yang ada.
Pada analisis studi gerakan dan waktu dilakukan dengan takt time 2,1 menit atau 126 detik. Namun ternyata pada pengambilan video, terlihat bahwa untuk mengerjakan satu proses, operator yang bersangkutan membutuhkan waktu 174 detik (melebihi takt time). Hal itu berakibat terjadinya keterlambatan dalam proses, bahkan beresiko menimbulkan terjadinya line stop, dan juga operator membutuhkan bantuan orang lain untuk menyelesaikan pekerjaannya. Setelah dilakukan perbaikan, waktu untuk menyelesaikan satu siklus pekerjaan berkurang, tapi masih tetap di atas takt time.
IMPLEMENTATION OF GL’S ROLE AND TOYOTA PRODUCTION SYSTEM TRAINING ON ASSEMBLY SHOP UNIT, KARAWANG PLANT,
TOYOTA MOTOR MANUFACTURING INDONESIA COMPANY
NOVIANDA RACHMATIA
ABSTRACT
Gl’s role training is training that specially given for line head in order to know, understand, can do and continue improvement concern to their role as a line head. Ideal situations for a line head are if the line head understand own
group’s standardized work and fundamental skill deeply, and manage their group
smoothly through Abnormality Management based on Genchi-Genbutsu. Meanwhile, Toyota Production System training is training that purpose to produce vehicle with better quality, less expensive, more timely, to more customer. Less expensive because of company manage to reduce production cost by muda disappearance totally.
Analysis to look for root cause why there are no line head that implement
training that their got in their line is because line heads don’t understand methods to perform gl’s role on the job development. The other root cause is the line
head’s superior are not involved on the job development implementation.
Countermeasure for the root causes are program for explain OJD method
and gl’s role training that will be given for superior, starting from section head up
to department head. This training purpose on superior can know and understand tline head’s real role, and assign work based on their role.
On motion and time study analysis did by 2,1 minutes takt time (126 seconds. But on the videos take, seen that to finish one process, the operator needs 174 minutes (over the takt time). That can cause delay on process, even can evokes line stop, and operator needs help from other member. After improvement, time to finish one cycle job decreased, but still over from takt time.
vii KATA PENGANTAR
Segala puji dan syukur ke hadirat Allah SWT atas segala berkat dan karunia-Nya sehingga penulis dapat menyelesaikan magang dan penulisan skripsi. Skripsi yang berjudul “Penerapan Pelatihan GL’s Role dan Toyota Production System pada Unit Assembly Shop, Karawang Plant, PT Toyota Motor Manufacturing Indonesia” sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian di departemen Teknik Pertanian, Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Pada kesempatan ini penulis ingin menyampaikan penghargaan dan ucapan terimakasih kepada :
1. Bapak E. Poernama Kosasih dan Ibu Elvia Charlin, kedua orang tua yang dengan kasih sayangnya mendidik dan selalu memberi semangat. Keluarga besar Chaidir Thaib dan Kosasih yang selalu mendukung penulis. Mbak Kiki, Elin dan Sacha, saudara-saudara yang selalu membuat semangat dengan canda dan tawa.
2. Dr. Ir. Sam Herodian, MS selaku dosen pembimbing yang telah memberi bimbingan, pengarahan, saran serta dukungan yang diberikan selama empat tahun bimbingan.
3. Bapak Mo Daniel Setiawan selaku department head pada Toyota Training Center dan mentor penulis yang telah mengijinkan penulis melakukan magang di departemen yang dipimpinnya.
4. Bapak Bachtiar Wiryadi selaku deparment head pada Assembly Production yang telah mengijinkan penulis melakukan pengambilan data di linenya.
5. Ibu Kem Trimaya, Bapak Ferdy Supardi, Bapak Juhartono, dan Bapak Ariyus Arifin untuk bimbingan dan sarannya selama penulis melakukan magang.
viii 7. Teman-teman seperjuangan magang Bayu Eko, Imam, Riva, Dodik, Yudis, dan
Zani untuk kebersamaan selama 4 bulan
8. Pimpinan dan Staf PT TMMIN yang telah membantu penulis dalam menjalani magang.
9. Sahabat-sahabat penulis sejak TPB, Wiwi, Novi, Meiyu, Icha, Gebol, Kodel, Dewy, Lenny, Andra, Lia, Shita dan Kiky yang selalu memberi semangat dan Gerard Teijie yang selalu memberi dukungan dan menemani penulis selama ini.
Penulis menyadari masih terdapat kekurangan dalam pembuatan skripsi ini, oleh karena itu penulis mengharapkan kritik dan saran agar skripsi ini dapat menjadi lebih baik.
Bogor, Agustus 2010
DAFTAR ISI
Halaman
KATA PENGANTAR ... vii
DAFTAR TABEL ... xi
DAFTAR GAMBAR ... xii
DAFTAR LAMPIRAN ... xiii
I. PENDAHULUAN ... 1
A. Latar Belakang ... 1
B. Tujuan ... 3
II. KEADAAN UMUM PERUSAHAAN ... 4
A. Sejarah Singkat Perusahaan ... 4
B. Perkembangan Toyota Motor Manufacturing Indonesia ... 6
C. Visi dan Misi Perusahaan ... 8
D. Struktur Organisasi PT TMMIN ... 9
E. Toyota Internship Program ... 11
F. Letak dan Luas Perusahaan... 13
G. Kegiatan Divisi-Divisi Perusahaan ... 15
III. TINJAUAN PUSTAKA ... 19
A. Ergonomi ... 19
B. Penelitian Kerja ... 20
C. Time Study ... 23
D. Motion Study ... 23
IV. METODOLOGI ... 28
B. Metode Kerja ... 28
C. Peralatan ... 30
V. GL’s ROLE ... 32
A. Pengertian GL’s Role ... 32
B. Memastikan Kondisi Awal Sebelum Produksi Dimulai ... 33
C. Implementasi Produksi – Mempertahankan Kondisi Normal ... 36
D. Implementasi Produksi – Menanggapi Abnormalitas... 41
E. Manajemen Abnormalitas ... 45
VI. TOYOTA PRODUCTION SYSTEM ... 49
A. Pengertian Toyota Production System (TPS) ... 49
B. Tahapan Kaizen ... 55
C. Standardisasi Kerja ... 58
D. Tabel Standar Kerja Kombinasi ... 59
E. Tabel Standardisasi Kerja ... 60
F. Yamazumi Chart ... 60
G. Element Work Sheet (Lembar Elemen Kerja) ... 61
VII. PEMBAHASAN ... 62
A. Aspek Khusus (Analisis Time and Motion Study dengan menggunakan Toyota Production System) ... 62
B. Aspek Umum (Membuat Usulan Perbaikan pada Sistem On the Job Development pada Pelatihan GL’s Role) ... 67
VIII. KESIMPULAN DAN SARAN ... 72
A. Kesimpulan ... 72
B. Saran... 73
xi DAFTAR TABEL
xii DAFTAR GAMBAR
Halaman
Gambar 2.1. Ruang Lingkup Penelitian Kerja ... 7
Gambar 4.1. Lokasi Sunter I Plant ... 25
Gambar 4.2. Lokasi Sunter II Plant ... 25
Gambar 4.3. Lay Out Karawang Plant ... 26
Gambar 5.1. Ilustrasi Pelatihan Elemen Kerja ... 38
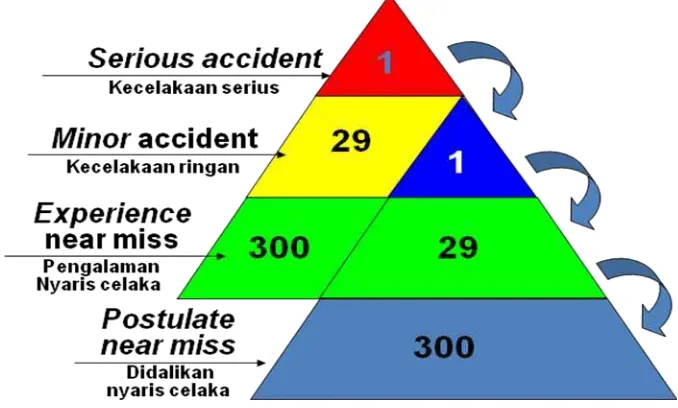
Gambar 5.2. Ilustrasi Postulate Near Miss ... 42
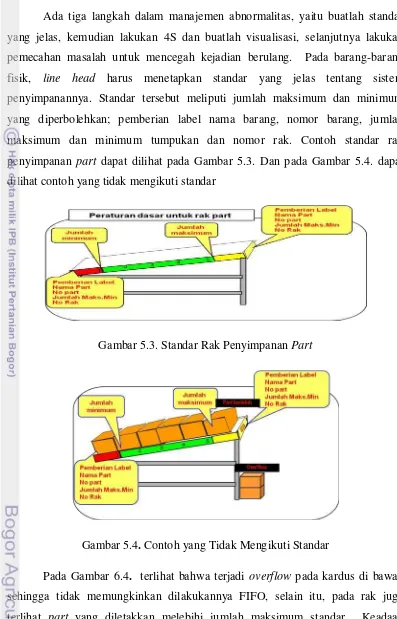
Gambar 5.3. Standar Rak Penyimpanan Part... 46
Gambar 5.4. Contoh yang Tidak Mengikuti Standar ... 46
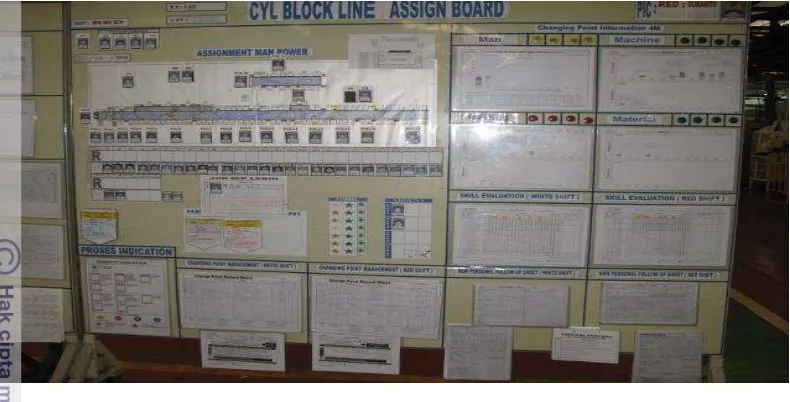
Gambar 5.5. Contoh GL Management Board di line Machining ... 48
Gambar 6.1. Dua Pilar TPS ... 53
Gambar 6.2. Yamazumi Chart ... 61
Gambar 7.1. Contoh-Contoh Muda yang Terjadi Selama Pengamatan ... 65
xiii DAFTAR LAMPIRAN
Halaman
Lampiran 1. Struktur Organisasi ... 77
Lampiran 2. Contoh Tabel Standar Kerja Kombinasi ... 78
Lampiran 3. Contoh Tabel Standar Kerja ... 79
Lampiran 4. Contoh Element Work Sheet ... 80
Lampiran 5. Trimming 1’s Yamazumi Chart ... 81
Lampiran 6. Trimming 1’s Lay-out ... 84
Lampiran 7. Data Pengukuran Waktu ... 87
Lampiran 8. Tabel Standar Kerja Kombinasi Trimming 1 ... 88
Lampiran 9. Tabel Standar Kerja Trimming 1 ... 89
Lampiran 10. Lembar Kesehatan Karyawan ... 90
Lampiran 11. Laporan Implementasi GL’s Role ... 91
1 I. PENDAHULUAN
A. Latar Belakang
Institut Pertanian Bogor, seperti perguruan tinggi lainnya dituntut untuk menghasilkan sarjana-sarjana yang mampu mengembangkan kemampuan dan ilmu-ilmu yang didapatkan selama masa kuliah. Sehingga, untuk tujuan tersebut, setiap calon sarjana diharuskan mengerjakan tugas akhir yang berupa penelitian maupun magang di perusahaan dan dituangkan dalam bentuk skripsi untuk memperoleh gelar Sarjana.
Kegiatan magang diharapkan menjadi dapat menjadi wadah atau sarana pembelajaran dan menimba pengalaman bagi mahasiswa sebelum terjun ke dunia kerja dalam usaha mengaplikasikan ilmu-ilmu pendidikan dalam pengabdian ke masyarakat luas nantinya. Dengan berbekal ilmu pengetahuan serta pengalaman yang telah diperoleh, diharapkan mahasiswa dapat mengerti, memahami, dan mengaplikasikan dengan praktek secara nyata.
Penelitian kerja (yang lebih dikenal dengan istilah asingnya Methods Engineering Work Design, Work Study, atau Job Design) adalah suatu aktivitas yang ditujukan untuk mempelajari prinsip – prinsip dan teknik-teknik untuk mendapatkan suatu rancangan sistem kerja yang terbaik. Prinsip – prinsip dan teknik kerja ini digunakan untuk mengatur komponen-komponen yang ada dalam sistem kerja yang terdiri dari manusia dengan sifat dan kemampuannya, bahan baku, mesin dan peralatan kerja lainnya, serta lingkungan kerja fisik yang ada sedemikian rupa sehingga dicapai tingkat efektifitas dan efisiensi kerja yang tinggi yang diukur dengan waktu yang dihabiskan, tenaga yang dipakai, serta akibat psikologis atau sosiologis yang ditimbulkan.
2 hakikatnya justru untuk memperbaiki tingkat produktivitas kerja, sehingga adanya keuntungan sebagai dampak peningkatan produktivitas pada akhirnya juga akan bisa dinikmati semua lapisan yang ada dalam organisasi.
Salah satu perusahaan yang peduli akan penelitian kerja untuk meningkatkan produktivitas adalah Toyota Motor Corporation (TMC) yang saat ini merupakan produsen mobil terbesar di dunia. Anak cabang TMC di Indonesia adalah PT. Toyota Motor Manufacturing Indonesia. Kepedulian Toyota diwujudkan dalam komitmennya untuk menerapkan sistem tersendiri untuk penelitian kerja, yang terkenal dengan sebutan Toyota Production System (TPS). TPS ditekankan dalam usaha setiap elemen perusahaan untuk terus membuat perbaikan terus menerus (kaizen) dalam setiap aspek yang mempengaruhi produksinya.
Saat ini, Toyota mempunyai banyak cabang di seluruh dunia dengan berbagai macam perbedaannya. Toyota Motor Corporation (TMC) adalah perusahan multinasional yang mempunyai prinsip dalam mengembangkan perusahaannya. Prinsip tersebut dikenal dengan Toyota Way. Toyota Way dapat menyatukan seluruh anggota Toyota di seluruh dunia. Toyota berkeinginan menjadi perusahaan global di mana anggotanya berada di tempat yang berbeda, namun dapat mengerti dan mengimplementasikan nilai-nilai dari Toyota Way. Toyota Way menekankan tentang dua hal, yaitu Continuous Improvement dan Respect for people. Continuous Improvement dibagi menjadi tiga elemen, yaitu challenge, kaizen (continuous improvement), dan genchi genbutsu (go and see). Sedangkan Respect for people dibagi menjadi 2 elemen, yaitu Respect dan Teamwork. Respect for people dalam Toyota tidak hanya difokuskan pada melayani konsumen saja, tetapi juga pada pekerjanya. Toyota beranggapan bahwa dengan menghargai dan meningkatkan teamwork pekerjanya dapat meningkatkan Toyota Way yang satu lagi, yaitu Continuous Improvement.
3 sedangkan Genchi Genbutsu berarti pergi dan lihat. Jadi, Genba Genchi Genbutsu.berati turun ke lapangan untuk melihat keadaan secara langsung, kemudian menuliskan dalam catatan dan menginvetigasi dengan cara menanyakan langsung pada orang-orang yang mengerti lapangan tersebut.
Walaupun PT. Toyota Motor Manufacturing Indonesia merupakan perusahaan yang bergerak di bidang manufacturing otomotif, tapi ilmu-ilmu yang didapatkan selama di departemen Teknik Pertanian dapat diaplikasikan dalam menganalisis serta memecahkan beberapa masalah yang selanjutnya menjadi masukan kepada pengambil kebijakan perusahaan untuk mengurangi faktor line stop.
Melalui kegiatan magang ini diharapkan dapat memperkaya wawasan, informasi dan pengalaman kerja sebagai dasar pengaplikasian pengetahuan dan teori dasar yang telah diperoleh selama perkuliahan. Hasil dari kegiatan magang disusun dalam bentuk skripsi yang akan disidangkan sebagai syarat kelulusan di Depatemen Teknik Pertanian, Fakultas Teknologi Pertanian.
B. Tujuan
1. Tujuan Umum
Memberikan pengalaman kerja bagi mahasiswa dan berkontribusi secara nyata bagi perusahaan
2. Tujuan Khusus
a. Menemukan muda penyebab delay maupun relief work.
4 II. KEADAAN UMUM PERUSAHAAN
A. Sejarah Singkat Perusahaan
Sakichi Toyoda adalah pendiri organisasi Toyota di Jepang. Terlahir sebagai anak tukang kayu pada tahun 1867 yang memulai hidupnya ketika Jepang mulai modernisasi pada negaranya. Beliau banyak menyumbang kemajuan teknologi Jepang melalui penemuan-penemuannya, salah satunya adalah mesin tenun otomatis. Cara kerja mesin tersebut adalah, apabila ada benang yang putus, maka mesin tersebut akan berhenti otomatis. Prinsip mesin yang akan langsung berhenti apabila terjadi kesalahan menjadi prinsip yang penting bagi Toyota hingga sekarang.
Sakichi banyak membuat pembaruan dalam penelitiannya agar alat tenunnya menjadi lebih efisien dan ekonomis. Pada tahun 1926, didirikan Toyoda Automatic Loom Works yang kemudian melahirkan Toyota Motor Corporation. Sakichi memberikan sebagian dari hasil pembuatan alat tenun kepada putranya, yaitu Kiichiro Toyoda yang ingin melakukan hal yang sama terhadap mobil setelah berkeliling Amerika Serikat dan Eropa untuk melihat penggunaan mobil. Kiichiro berpendapat bahwa zaman mobil akan datang ke Jepang, maka pada Toyoda Automatic Loom Works didirikan divisi mobil pada tahun 1933. Tahun 1935 pembuatan bentuk asli pertama kendaraan yang bermuatan lima penumpang selesai. Kendaraan tersebut diberi nama Toyota A1 dan Truck G1. Dua tahun kemudian, Kiichiro memisahkan diri dan membentuk Toyota Motor Corporation sebagai lembaga yang menetapkan just-in time production, yaitu melakukan pengiriman part yang benar, pada waktu yang tepat, dengan jumlah yang tepat, dan tidak ada kelebihan stok sehingga tidak diperlukan gudang.
5 Toyota dipecah menjadi Toyota Motor Corporation dan Toyota Motor Sales Company.
Pada bulan Juni 1950, pertentangan karyawan mengenai ketidakmampuan membayar gaji berakhir dan perusahaan mulai beroperasi dengan manajemen baru. Tahun 1951, Toyota mengirim dua orang karyawannya mengunjungi Amerika Serikat untuk belajar metode manajemen modern, dan di Ford Motor Company mereka melihat sistem saran dan ide perbaikan dan slogan “Kualitas dan Keselamatan Kerja” yang menimbulkan ilham utuk menempatkan sistem yang sama di Toyota. Dengan ide tadi dipilihlah “Produk yang Baik dari pemikiran yang Baik” sebagai slogan Toyota tahun 1953.
Pada tahun 1953, fasilitas produksi pertama yang aklusif untuk membuat kendaraan penumpang bagi keluarga yaitu Motomachi Plant selesai dibangun dengan menanamkan modal yang merupakan resiko yang besar pada saat itu. Tahun 1955, Toyota memperkenalkan mobil “Crown” yang dikembangkan tanpa memanfaatkan bantuan dari luar, lalu dua tahun kemudian Toyota mulai mengekspor mobil tersebut ke Amerika Serikat walaupun akhirnya gagal karena tidak dapat digunakan untuk perjalanan jauh dan cepat di Amerika Serikat.
Selama tahun 1960, industri mobil Jepang tumbuh pesat baik di pasar ekspor dan dalam negeri ketika Toyota memperkenalkan TQC (Toyota Quality Control) dengan maksud meningkatkan derajat produksi mobil yang berstandar mutu internasional pada tahun 1961.
6 B. Perkembangan Toyota Motor Manufacturing Indonesia
PT. Toyota Astra Motor sebagai perusahaan pelopor industri otomotif Indonesia memiliki komitmen untuk mengutamakan kepuasan pelanggan dan senantiasa terus-menerus menciptakan inovasi terbaiknya. Untuk mewujudkan visi perusahaan Toyota untuk menjadi perusahaan industri otomotif berkelas internasional. Toyota juga mempunyai misi untuk tetap unggul di bidang otomotif dan kepuasan pelanggan, selalu memberikan kontribusi bagi pembangunan ekonomi dan social, meningkatkan kontribusi bagi pembangnan ekonomi dan sosial, meningkatkan kesejahteraan melalui pembinaan keperayaan dengan karyawan, dealer, dan pemasok, memelihara lingkungan hidup dan keselamatan kerja, serta menjunjung tinggi kemampuan individu tanpa mengesampingkan kerja sama tim.
PT. Toyota Astra Motor diresmikan pada tanggal 12 April 1971, mempunyai peranan semula hanya sebagai importir kendaraan Toyota namun setahun kemudian berfungsi sebagai distributor. Demi kepuasan pengguna akan produk Toyota, Toyota juga menghadirkan beragam produk terbaiknya yang terbukti diminati. Variasi produk andalannya meliputi kendaraan serba guna diantaranya yaitu Kijang dan Dyna; sedan unggulannya yaitu Soluna, Corolla dan Camry; serta kendaraan Completely Built-Up (CBU) yang mewah yaitu Crown, Previa, RAV4, dan Land Cruiser Turbo.
7 Pada tahun 1998, pabrik mesin Toyota berhasil meraih penghargaan internasional berupa sertifikasi ISO 9002 untuk manajemen pengendalian kualitas di bidang manufaktur. Di lain pihak, perakitan di Sunter berhasil mendapatkan sertifikasi ISO 14001 untuk pengelolaan lingkungan. Oleh karena itu. Perusahaan Toyota benar-benar menerapkan teknologi canggih yang berwawasan lingkungan yang dibuktikan dengan adanya instalasi pengolahan air limbah.
Terhitung sejak 15 Juli 2003, didirikan Toyota Motor Manufacturing Indonesia untuk fokus manufaktur saja, dan Toyota Astra Motor yang berperan sebagai distributor. Dengan kepemilikan saham PT. TMMIN yaitu 5% untuk PT. Toyota Astra Motor. Tbk dan 95% dimiliki Toyota Motor Corporation, dengan aktivitas utamanya yaitu sebagai pabrik perakit produk Toyota, pabrik pembuat mesin, jig, dies, dan komponen otomotif, juga sebagai eksportir kendaraan Toyota dan part komponen kendaraan.
PT. TMMIN memiliki kantor pusat yang berlokasi sama dengan PT. TAM yaitu di Sunter, Jakarta Utara. Sedangkan untuk produksinya, PT. TMMIN memiliki tiga lokasi yaitu Sunter I untuk kegiatan pembuatan dan perakitan serta pengemasan mesin untuk dibawa ke Karawang; Sunter II untuk kegiatan pengecoran, pencetakan dan pengemasan; lokasi ketiga berlokasi di Karawang International Industries City (KIIC) Karawang Barat dengan kegiatan produksi pabrik pencetakan, pengelasan, pengecatan, perakitan dan kontrol kualitas. Karawang Plant mulai beroperasi sejak Februari 1998, terletak di tol Jakarta-Cikampek km 47, Teluk Jambe, Karawang, Jawa Barat. Dibangun di atas lahan seluas 1.000.000 sqm. Karawang Plant dirancang untuk memproduksi mobil-mobil Toyota khusus kendaraan penumpang dengan kapasitas 30.000 unit pertahun. Kegiatannya mulai dari Stamping, Welding, Painting, Assembly, dan Quality Control untuk mobil penumpang misalnya Avanza, Innova dan Fortuner.
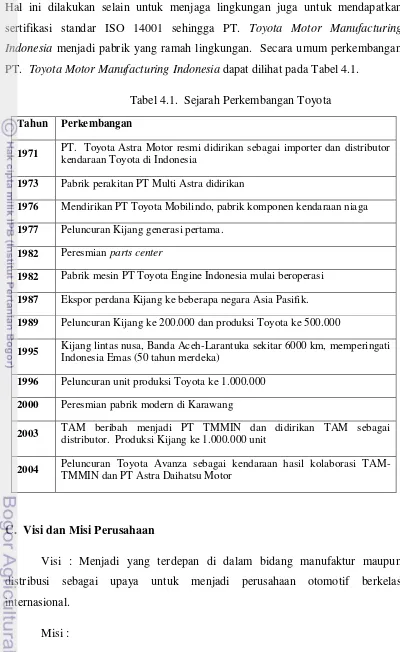
8 Hal ini dilakukan selain untuk menjaga lingkungan juga untuk mendapatkan sertifikasi standar ISO 14001 sehingga PT. Toyota Motor Manufacturing Indonesia menjadi pabrik yang ramah lingkungan. Secara umum perkembangan PT. Toyota Motor Manufacturing Indonesia dapat dilihat pada Tabel 4.1.
Tabel 4.1. Sejarah Perkembangan Toyota Tahun Perkembangan
1971 PT. Toyota Astra Motor resmi didirikan sebagai importer dan distributor kendaraan Toyota di Indonesia
1973 Pabrik perakitan PT Multi Astra didirikan
1976 Mendirikan PT Toyota Mobilindo, pabrik komponen kendaraan niaga
1977 Peluncuran Kijang generasi pertama.
1982 Peresmian parts center
1982 Pabrik mesin PT Toyota Engine Indonesia mulai beroperasi
1987 Ekspor perdana Kijang ke beberapa negara Asia Pasifik.
1989 Peluncuran Kijang ke 200.000 dan produksi Toyota ke 500.000
1995 Kijang lintas nusa, Banda Aceh-Larantuka sekitar 6000 km, memperingati Indonesia Emas (50 tahun merdeka)
1996 Peluncuran unit produksi Toyota ke 1.000.000
2000 Peresmian pabrik modern di Karawang
2003 TAM beribah menjadi PT TMMIN dan didirikan TAM sebagai distributor. Produksi Kijang ke 1.000.000 unit
2004 Peluncuran Toyota Avanza sebagai kendaraan hasil kolaborasi TAM-TMMIN dan PT Astra Daihatsu Motor
C. Visi dan Misi Perusahaan
Visi : Menjadi yang terdepan di dalam bidang manufaktur maupun distribusi sebagai upaya untuk menjadi perusahaan otomotif berkelas internasional.
Misi :
9 b. Selalu mengutamakan kepuasan pelanggan
c. Selalu memberikan kontribusi bagi pembangunan ekonomi dan sosial
d. Meningkatkan kesejahteraan melalui pembinaan kepercayaan dengan karyawan, dealer, dan pemasok
e. Memelihara kelangsungan hidup dan keselamatan kerja
f. Menjunjung tinggi kemampuan individu tanpa mengesampingkan kerjasama tim.
Filosofi :
a. Memproduksi barang dan jasa yang berkualitas tinggi dengan langkah-langkah yang profesional guna memberikan kontribusi kepada Negara, bangsa dan masyarakat
b. Berkembang bersama karyawan, dealer, dan supplier atas dasar kepercayaan dan saling menghargai.
D. Struktur Organisasi PT TMMIN
Bagi suatu perusahaan, keberadaan struktur organisasi memberikan beberapa sumbangan dukungan yang sangat berarti dan positif. Hal ini didasarkan pada apa yang terkandung di dalam struktur keorganisasian itu sendiri yang memuat gambaran tentang suatu wewenang dan tanggung jawab yang terarah diantara pelaku perusahaan. Seperti kita ketahui bahwa keefektifan suatu perusahaan akan tergantung dari manajemen yang ditetapkan pada perusahaan teresbut, serta manajemen yang baik akan tercapai apabila tugas serta wewenang yang diemban oleh masing-masing pelaku organisasi perusahaan dapat terarah dan memberikan informasi yang jelas.
10 relatif tetap dan mantap antara pekerjaan dan kelompok pekerjaan. Tujuan utama dari kelompok organisasi adalah menyalurkan perilaku orang dan kelompok di dalam suatu pekerjaan untuk menghasilkan hasil yang efektif dan efisien.
Empat keputusan penting dari manajemen dalam menentukan struktur organisasi adalah menentukan spesialisasi pekerjaan, departmenisasi, menentukan tentang kendala dan penampilan wewenang. Keempat keputusan penting tersebut saling berhubungan dan saling berkaitan satu sama lain. Walaupun masing– masing mempunyai persoalan khusus tertentu yang dapat dipertimbangkan terpisah dari yang lain.
Pada PT TMMIN, keberadaan struktur organisasi sama halnya dengan perusahaan-perusahaan lain yang menganggap penting dan positif. Dalam hal ini struktur organisasi yang ditetapkan oleh PT TMMIN adalah organisasi staf dan organisasi garis. Hal tersebut dipilih dengan pertimbangan agar fungsi personal dan administrasi secara stuktural, baik vertical maupun horizontal dapat tetap berjalan secara serasi dan seimbang.
Struktur organisasi di PT TMMIN, didasarkan pada pembagian tugas dan tanggung jawab yang sesuai dengan kegiatan atau usaha di perusahaan tersebut. Pimpinan tertinggi PT TMMIN dipegang oleh Masahiro Nonami selaku presiden direktur. Dalam menjalankan roda perusahaan, M. Nonami dibantu oleh T. Yokoi selaku wakil presiden direktur PT TMMIN.
11 seorang department head dibantu oleh beberapa kepala seksi (Section Head). Seorang kepala seksi mempunyai beberapa staf di bawahnya.
Di plant, struktur tersebut masih bisa menurun lagi. Seorang kepala seksi mengepalai beberapa kepala line (Line Head) untuk memantau line produksi. Dan seoramg line head mengepalai beberapa kepala grup (Group Head), yang mengepalai beberapa operator. Peranan line head dan group head mencakup persiapan sebelum produksi dimulai, pada saat produksi berlangsung, hingga ketika produksi selesai, termasuk diantaranya perawatan alat dan mesin secara rutin. Peranan tersebut diajarkan kepada para line head dan group head dalam pelatihan GL’s Role dan TL’s Role. Struktur organisasi PT TMMIN dapat dilihat di Lampiran 1.
E. Toyota Intership Program
Toyota sebagai salah satu perusahaan otomotif terbesar dunia kian hari mengalami pangsa pasar yang terus naik. Secara langsung hal ini jelas akan meningkatkan kuantitas produksi per harinya.
Untuk mencapai target kuantitas tersebut dibutuhkan pula tenaga lebih, baik berupa mesin, peralatan maupun tenaga manusia. Tenaga manusia yang dibutuhkan juga harus benar-benar handal. Oleh karena itu, Toyota menggunakan beberapa metode untuk melakukan perekrutan karyawan. Beberapa metode tersebut adalah :
a. Langsung
Merekrut secara langsung dari umum melalui informasi di internet maupun lewat media cetak dan informasi.
b. Kerjasama dengan universitas
12 c. Internship program
Proses kerjasama dengan universitas yang saling menguntungkan. Dari pihak universitas akan mempermudah mahasiswanya untuk mendapatkan tempat kerja praktek. Bagi pihak Toyota, mahasiswa tersebut diharapkan mampu memberikan inovasi maupun improvement untuk meningkatkan unjuk kerja perusahaan tersebut.
Toyota Internship Program memberi kewajiban bagi pesertanya untuk melakukan perbaikan dan mempresentasikannya di kantor pusat yaitu di Human Resources Division. Di program ini terlihat hubungan timbal balik, bagi mahasiswa yang membutuhkan tempat kerja praktek. Bagi Toyota, program ini juga merupakan salah satu jalan untuk melakukan perekrutan karyawan.
Perekrutan karyawan baru ditinjau dari beberapa aspek. Selain dilihat dari unjuk kerja di lapangan, yaitu dengan cara rekomendasi dari mentor agar mahasiswa yang bersangkutan ditarik menjadi karyawan Toyota. Perekrutan juga dilihat dari hasil penilaian pada saat presentasi perbaikan yang telah dibuat.
Di program ini, mahasiswa dituntut untuk bisa beradaptasi dan mampu mengatur waktu secara tepat. Dengan mengikuti program ini, diharapkan mahasiswa telah melakukan adaptasi dengan dunia kerja dan siap bekerja ketika dibutuhkan. Keuntungan lain bagi mahasiswa selain membantu proses kelulusan juga kesempatan bekerja. Sebuah tawaran yang cukup menarik untuk melakukan kerja praktek.
F. Letak dan Luas Perusahaan
PT TMMIN mempunyai beberapa lokasi kantor dan plant yaitu :
1. Kantor pusat (Head Office)
13 2. Sunter I Plant
Salah satu pabrik PT TMMIN berada di Jl. Laks. Yos Sudarso, Sunter I, Jakarta 14330. Untuk lebih jelasnya dapat dilihat pada Gambar 4.1.
Gambar 4.1. Lokasi Sunter I Plant
3. Sunter II Plant
Salah satu pabrik PT TMMIN berada di Jl. Gaya Motor Raya, Sunter II, Jakarta 14330. Untuk lebih jelasnya, dapat dilihat di Gambar 4.2.
Gambar 4.2. Lokasi Sunter II Plant 4. Karawang Plant
14 Karawang Plant mulai dibangun pada tanggal 26 Mei 1996 dan mulai beroperasi pada tanggal 10 Maret 1998. Untuk lebih jelasnya, dapat dilihat pada Gambar 4.3 untuk layout Karawang Plant PT TMMIN. Pada plant dengan luas 1.000.000 m2 ini terdapat empat shop dan beberapa gedung lainnya, yaitu :
a. Press shop dengan luas bangunan 6.000 m2
b. Welding shop dengan luas bangunan 20.000 m2
c. Painting shop dengan luas bangunan 13.200 m2
d. Assembly shop dengan luas bangunan 24.000 m2
Dan gedung lainnya dengan luas bangunan 15.000 m2.
Gambar 4.3. Lay Out Karawang Plant
G. Kegiatan Divisi-Divisi Perusahaan
15 1. Stamping Shop
a. Manufaktur bagian-bagian body stamping untuk keperluan pembuatan kendaraan komersial Toyota
b. Manufaktur frame untuk kendaraan komersial Toyota
c. Manufaktur bagian-bagian sub-assembly dari body seperti : engine hood, back-door, rear-door, front-door.
d. Manufaktur tangki bahan bakar, pipa pengeluaran untuk kendaraan komersial dan kendaraan penumpang.
e. Manufaktur peralatan stamping dan alat bantu perakitan untuk pembuatan body.
f. Mengekspos peralatan stamping ke Thailand dan Filipina serta alat bantu perakitan ke Venezuela, Jepang dan Pakistan.
2. Engine Shop
a. Manufaktur mesin 5K, 7K, dan ITR (1500cc, 1800cc, 2000cc sampai 2700cc)
b. Manufaktur mesin 14B (3600cc) untuk produk Toyota Dyna
c. Manufaktur mesin 5A (500cc) untuk produk Toyota Soluna
d. Manufaktur mesin 7A (1800cc) untuk produk Toyota Corolla dan Corona
e. Manufaktur mesin 5S (2400cc) untuk produk Toyota Camry
f. Manufaktur mesin 2JS (3000cc) untuk produk Toyota Crown
g. Melakukan proses permesinan bagian-bagian mesin seperti : inhaust manifold, exhaust manifold, fly-wheel, shaft, crank-cap, blok silinder, kepala silider, penutup kepala silinder dan piston
16 3. Casting Shop
Membuat blok silinder, crank shaft, crank-cap, dan fly-wheel untuk lebih lanjut di mesin di engine shop.
4. Parts Center
Memproduksi, menjual, mendistribusikan bagian-bagian dari kendaraan yang dijual oleh Toyota.
5. Assembly Shop
Assembling shop yang memiliki luas area 37.500 m2 merupakan tempat perakitan satu body kendaraan menjadi sebuah kendaraan utuh siap jalan. Di assembly shop dilakukan proses perakitan seluruh komponen kendaraan pada satu body kendaraan. Mulai dari pemasangan mesin, interior, eksterior hingga roda kendaraan. Assembly shop memiliki fasilitas final test facility yang mengecek setiap unit kendaraan untuk mewujudkan kepuasan pengguna. Di assembly shop dilakukan perakitan kendaraan jenis :
a. Kijang Innova 2000cc bensin dan 2400cc diesel
b. Fortuner 2700cc bensin dan 4000cc V6
c. Truck Dyna 3600cc diesel dan 6 roda (PT Sugity)
d. Land Cruiser 4200cc Standard dan Deluxe
e. Avanza
f. Soluna 1500cc 16 valve XLI dan GLI
g. Corolla 1800cc 16 valve Twin Cam EFI
h. Camry 2400cc 16 valve Twin Cam EFI
17 6. Welding Shop
Di welding shop dengan luas area 23.000 m2 terjadi proses pengelasan bagian-bagian body kendaraan untuk menghasilkan satu bagian utuh dengan cara menyatukan seluruh pressed body yang diproduksi di stamping shop. Hasil akhir dari proses ini adalah satu body kendaraan utuh.
a. Produksi : Body, Frame (Chassis), welding jig, CKD part
b. Body Shop
1) Kapasitas produksi maksimum = 90.000 per 2 shift per tahun dengan takt time 2.5 menit per unit.
2) Produksi Body (KF Shell Body, Crown, Land Cruiser) dan CKD (KF Part ke Malaysia dan Vietnam)
3) Special feature :
a) Body : robot auto spot welding, 6 robot untuk di under body dan 6 robot untuk di main body respot
b) Frame : robot CO2 welder, 4 robot untuk di side rail CKD
18 III. TINJAUAN PUSTAKA
A. Ergonomi
Istilah ergonomi yang juga dikenal dengan human factors berasal dari bahasa Latin yaitu “ergon” yang berarti kerja, dan “nomos” yang berarti hukum alam. Sehingga, ergonomi dapat didefinisikan sebagai ilmu yang mempelajari tentang aspek–aspek manusia dalam lingkungan kerjanya, yang dapat ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen, dan perancangan (Nurmianto, 2004). Di dalam ergonomi, diperlukan studi tentang sistem dimana manusia, fasilitas kerja dan lingkungannya saling berinteraksi dengan tujuan utama yaitu menyesuaikan suasana kerja dengan manusianya. Metode pendekatannya dengan menganalisa hubungan fisik antara manusia dengan fasilitas kerjanya.
Menurut Oborne (1995), ergonomi adalah cara memandang dunia, berpikir tentang manusia, dan bagaimana interaksinya dengan seluruh aspek dalam lingkungannya, perlengkapannya, dan situasi kerjanya. Menurut Bridger (1995), ergonomi adalah ilmu yang mempelajari interaksi antara manusia, mesin dan lingkungan yang bertujuan untuk menyesuaikan pekejaan dengan manusia.
Ergonomi menurut American Industrial Hygene Association adalah multidisiplin ilmu yang mengaplikasikan prinsip-prinsip fisika dan psikologi terhadap kapabilitas manusia untuk menciptakan atau memodifikasi pekerjaan, peralatan, produk, dan tempat kerja (Nardi, 1997). Sedangkan International Ergonomi Association mendefinisikan ergonomi sebagai disiplin ilmu yang mempelajari tentang interaksi antara manusia, dan elemen lainnya dalam sistem yang berhubungan dengan perancangan, pekerjaan, produk dan lingkungannya untuk mendapatkan kesesuaian antara kebutuhan, kemampuan, dan keterbatasan manusia.
19 sistem biologis, sedangkan human factors lebih menekankan kepada aspek psikologis (psikologi eksperimental dan psikologi teknik) dan menekankan kepada integrasi pertimbangan faktor manusia di dalam total desain. Walaupun demikian, human factors dan ergonomi mempunyai banyak persamaan dan tetap diasumsikan sama.
Pada dasarnya, ergonomika memiliki tujuan penting. Tujuan pertama adalah meningkatkan efektifitas dan efisiensi pekerjaan, serta aktivitas lain yang dilakukan, termasuk meningkatkan kemampuan pengguna, mengurangi kesalahan, dan meningkatkan produktivitas. Tujuan kedua adalah, meningkatkan keinginan tertentu; seperti keselamatan, kenyamanan, penerimaan pengguna, kepuasan kerja dan kualitas kehidupan, sama halnya dengan mengurangi kelelahan dan stress (Fitriani, 2003)
Maka, manfaat dan tujuan penerapan ilmu ini adalah untuk mengurangi ketidaknyamanan saat bekerja. Dengan demikian ergonomi berguna sebagai media pencegah terhadap kelelahan kerja sedini mungkin sebelum berakibat fatal kronis.
B. Penelitian Kerja
20 Analisa dan penelitian kerja berupaya mengidentifikasikan kondisi-kondisi kerja yang tidak produktif (tampak dalam bentuk banyaknya waktu delay, material handling dan sebagainya) dan kemudian membuat rancangan tata cara serta sistem kerja yang lebih baik. Di sini diperlukan kesepakatan antara semua pihak bahwa hasil dari penelitian kerja ini untuk memperbaiki tingkat produktivitas kerja, sehingga adanya keuntungan sebagai dampak peningkatan produktivitas yang pada akhirnya akan bisa dinikmati semua lapisan yang ada dalam organisasi.
Penelitian kerja terdiri dari dua elemen dasar pemikiran, yaitu pemikiran ke arah usaha pencapaian efisiensi kerja dan pemikiran untuk mempertimbangkan perilaku manusia sebagai unsur-unsur pokok suksesnya usaha kerja mereka. Pemikiran ke arah pencapaian efisiensi membawa penelitian untuk menghasilkan langkah–langkah kerja secara lebih sistematis dengan urutan–urutan yang logis. Sedangkan pertimbangan mengenai perilaku manusia sebagai unsur pokok suksesnya pelaksanaan kerja, akan membawa penelitian untuk mencari faktor– faktor penyebab yang mempengaruhi perilaku manusia pekerja di dalam usaha memenuhi kepuasan kerja dan kebutuhannya.
Bila ditinjau lebih lanjut, maka ruang lingkup penelitian kerja dapat dibagi kedalam dua bagian pokok, yaitu metode penelitian atau pengaturan proses kerja dan pelaksanaan pengukuran kerja. Hubungan antara penelitian kerja dan kedua bagian pokok tersebut, secara sistematis dapat diperlihatkan pada Gambar 2.1. Di sini pengaturan proses kerja berisi prinsip–prinsip pengaturan komponen– komponen kerja untuk mendapatkan alternatif–alternatif sistem kerja yang terbaik. Komponen–komponen sistem kerja diatur sehingga secara bersama–sama berada dalam komposisi yang baik, yaitu dapat memberikan efisiensi dan produktivitas tinggi.
21 Gambar 2.1. Ruang Lingkup Penelitian Kerja
Ada tiga kriteria yang dipandang sebagai pengukur yang baik tentang kebijakan suatu sistem kerja, yaitu waktu, tenaga, dampak psikologis dan sosiologis. Artinya, suatu sistem kerja akan dinilai baik sekali apabila sistem atau metode tersebut memungkinkan dikerjakan dalam waktu yang tersingkat, tenaga yang diperlukan untuk penyelesaian kerja tersebut sedikit dan mudah, serta dampak psikologis dan sosiologis yang mungkin ditimbulkan juga sangat minim. Berdasarkan kriteria-kriteria inilah alternatif-alternatif sistem kerja dibandingkan satu dengan lainnya. Semakin mudah dan murah, maka akan semakin baik pula sistem kerja yang dirancang. Bagian dari penelitian yang mempelajari cara-cara pengukuran sistem kerja tersebut disebut juga dengan pengukuran kerja (work measurement atau time study), sedangkan bagian yang mengatur sistem atau metode kerja terdahulu dikenal dengan studi gerakan (motion atau method study)
PENELITIAN KERJA (WORK STUDY / DESIGN)
Pengaturan Metode Kerja
22 C. Time Study
Waktu merupakan salah satu sumber input seperti halnya dengan dengan material, energi, dan sebagainya. Waktu adalah sumber yang tidak dapat digantikan, sekali terlewat maka tidak bisa diulang kembali. Penggunaan waktu yang efektif akan memberi dampak langsung terhadap produktivitas. Aktivitas pengaturan dalam hal ini harus dirancang untuk menangani lebih banyak pekerjaan.
Studi waktu biasa digunakan untuk pengukuran kerja. Hal ini meliputi teknik untuk menjalankan standar waktu yang diperkenankan untuk dilakukan, berdasarkan pengukuran elemen kerja dari pekerjaan yang telah ditentukan, tanpa adanya kelelahan bagi pelaksananya ataupun keterlambatan yang tidak terhindarkan. Analisa studi waktu menggunakan beberapa teknik untuk membuat standar : studi waktu menggunakan stopwatch, pengumpulan data dengan komputer, data standar, data gerakan dasar, pengambilan contoh kerja, dan melakukan estimasi berdasarkan data yang telah ada.
Aktivitas pengukuran waktu kerja diperkenalkan pertama kali untuk penyelesaian kerja. Dengan adanya waktu ini maka sistem pengaturan upah atau insentif akan dapat dibuat berdasarkan “a fair day’s pay for a fair day’s work”. Begitu pula dengan mengetahui waktu ini maka estimasi akan keluaran kerja yang dihasilkan serta jadwal perencanaan kerja dapat dibuat secara lebih akurat.
D. Motion Study
Studi gerakan adalah analisis terhadap beberapa bagian badan pekerja dalam menyelesaikan pekerjaannya agar gerakan-gerakan yang tidak efektif dapat dikurangi bahkan dihilangkan sehingga akan diperoleh penghematan waktu kerja. Sehingga dengan adanya penghematan waktu kerja maka kelelahan dari pekerja dapat diminimalisasi.
23 lebih efisien. Studi gerakan merupakan analisis yang lebih sensitif mengenai berbagai macam gerakan operartor dalam melakukan pekerjaannya. Studi ini bertujuan untuk mengeliminasi atau mengurangi gerakan yang tidak efisien, dan untuk memfasilitasi dan mempercepat gerakan yang benar-benar efektif. Melalui studi gerakan, pekerjaan dapat dilakukan dengan lebih mudah dan jumlah output akan meningkat.
Frank B. Gilberth dan istrinya merupakan pelopor studi gerakan secara manual. Mereka juga membuat teknik gambar-gerakan yang membuat detail dari studi gerakan ini yang dikenal dengan “micromotion studies” (studi gerakan mikro), yang telah teruji sangat berharga dalam mempelajari operasi manual yang berulang. Studi gerakan visual dapat diaplikasikan dengan sangat luas karena kegiatan dari studi ini sangat ekonomis. Jenis dari studi ini melibatkan observasi yang teliti dari operasi dan gambaran mengenai proses pekerjaan operator dan gambaran analisis berdasarkan hukum dari ekonomi gerakan.
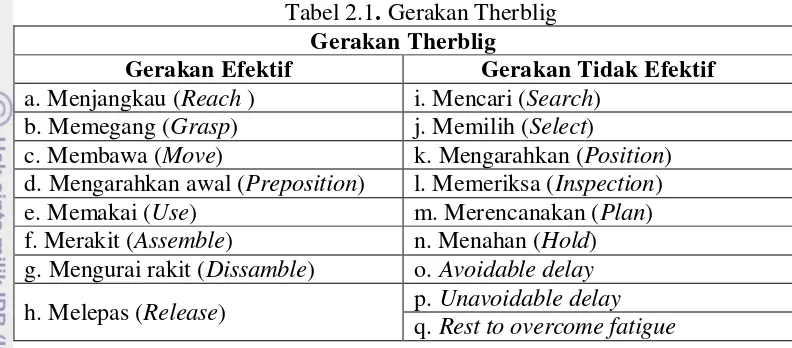
Bagian dasar untuk menyempurnakan konsep ini, dikembangkan oleh Frank B. Gilberth pada awal penelitiannya, dapat diaplikasikan pada semua kegiatan produksi yang dilakukan oleh operator. Gilbreth dan istrinya menguraikan gerakan-gerakan kerja ke dalam 17 gerakan dasar THERBLIG (dieja dari nama Gilberth secara terbalik). Sebagian besar dari elemen-elemen dasar Therblig merupakan gerakan tangan yang biasa terjadi apabiala suatu pekerjaan terjadi, terlebih bila bersifat manual. Suatu pekerjaan dapat diuraikan menjadi beberapa elemen gerakan untuk dilakukan studi guna mendapatkan rangkaian gerakan yang lebih efisien. Suatu pekerjaan yang akan mempunyai uraian berbeda bila dibandingkan dengan pekerjaan yang lain tergantung pada pekerjaan tersebut. 17 elemen kerja dalam therblig ditampilkan dalam Tabel 2.1. dan telah dibedakan gerakan efektif dan tidak efektif dalam tabel tersebut.
24 diperlukan, menyederhanakan gerakan kerja, serta menetapkan gerakan dan urutan langkah kerja yang paling efektif guna mencapai tingkat efisiensi kerja yang optimal.
Tabel 2.1. Gerakan Therblig Gerakan Therblig
Gerakan Efektif Gerakan Tidak Efektif
a. Menjangkau (Reach ) i. Mencari (Search) b. Memegang (Grasp) j. Memilih (Select)
c. Membawa (Move) k. Mengarahkan (Position) d. Mengarahkan awal (Preposition) l. Memeriksa (Inspection) e. Memakai (Use) m. Merencanakan (Plan) f. Merakit (Assemble) n. Menahan (Hold) g. Mengurai rakit (Dissamble) o. Avoidable delay h. Melepas (Release) p. Unavoidable delay
q. Rest to overcome fatigue
Di dalam menganalisa dan mengevaluasi metode kerja untuk memperoleh metode kerja yang lebih efisien, maka perlu mempertimbangkan prinsip-prinsip ekonomi gerakan. Prinsip ekonomi gerakan ini bisa dipergunakan untuk menganalisa gerakan-gerakan kerja setempat yang terjadi dalam sebuah proses kerja dan bisa juga untuk kegiatan-kegiatan kerja yang berlangsung secara menyeluruh dari satu proses ke proses kerja yang lainnya.
1) Prinsip ekonomi gerakan dihubungkan dengan pemakaian bagian tubuh :
a. Kedua tangan digerakkan pada arah yang simetris secara bersamaan.
b. Gerakan kedua tangan sedapat mungkin dibuat kecil
c. Lebih baik membuat gerakan lengan depan dan tangan daripada gerakan pundak dan lengan atas.
d. Menghindari perubahan gerakan arah secara tiba-tiba
25 f. Menghindari gerakan naik turunnya badan (membungkuk di mana
posisi tubuh tidak tegak)
g. Pekerjaan yang dapat dilakukan oleh kaki atau bagian tubuh lainnya sebaiknya tidak dilakukan dengan tangan
2) Prinsip ekonomi gerakan dihubungkan dengan penempatan dan peralatan :
a. Peralatan dan material diletakkan di lokasi yang telah ditentukan
b. Peralatan dan material sedapat mungkin diletakkan dekat di depan operator
c. Hindari gerakan ke atas atau ke bawah untuk memindahka benda, dan pindahkan barang secara horizontal
d. Pergunakanlah gaya berat untuk memindahkannya
e. Peralatan dan material diletakkan di tempat dengan kondisi yang terbaik untuk gerakan
f. Ketinggian meja proses kerja disesuaikan dengan tinggi operator dan karakter pekerjaan
g. Berikan penerangan dan pencahayaan yang cocok dengan kerakteristik pekerjaan
3) Pinsip ekonomi gerakan dihubungkan dengan desain peralatan :
a. Hindari gerakan mempertahankan material dan alat dengan tangan
b. Jangan gunakan peralatan yang bersifat umum (multi fungsi), tetapi gunakan peralatan khusus
c. Dua buah alat atau lebih sebaiknya digabungkan menjadi satu
27 IV.METODOLOGI
A. Deskripsi Kegiatan
Kegiatan magang dilakukan di PT. TMMIN selama 4 bulan, dimulai dari tanggal 10 Maret 2010 sampai dengan 9 Juli 2010. Waktu pelaksanaannya mengikuti jam kerja karyawan, yaitu 8 jam kerja dimulai dari pukul 08.00 WIB hingga 16.45 WIB dengan waktu istirahat selama 45 menit yaitu dari pukul 12.00 WIB hingga pukul 12.45 WIB. Kegiatan magang dilakukan 5 hari dalam seminggu dari hari Senin hingga hari Jumat.
Aspek yang dikaji dalam kegiatan magang ini terdiri dari apek umum dan aspek khusus. Aspek umum meliputi identifikasi profil perusahaan dan malaksanakan kegiatan-kegiatan proyek yang diberikan yang berhubungan dengan global content training. Aspek khusus meliputi analisis time and motion study pada proses preparation booster di perakitan mobil di assembly shop.
Untuk pemenuhan tugas umum kegiatan magang dilaksanakan di Head Office (Human Resources Division/ Toyota Training Center Department) PT. TMMIN. Sedangkan untuk pemenuhan tugas khusus dilaksanakan di Assembly Shop, Karawang Plant, Jawa Barat.
B. Metode Kerja
Secara umum, metode yang digunakan untuk menjalankan aspek umum dan aspek khusus dalam kegiatan magang adalah :
a. Aspek Umum
1. Perkenalan dengan pimpinan dan staf perusahaan
28 2. Observasi dan Pengambilan Data
Observasi dan pengambilan data dilakukan sebelum dan sesudah perbaikan. Observasi sebelum perbaikan dilakukan sebagai mapping permasalahan pada seluruh aspek yang ada dalam pelatihan gl’s role dan line head pada Assembly Shop. Dan observasi setelah perbaikan digunakan untuk melihat kemajuan yang tercapai setelah perbaikan pada pos/line kerja yang diteliti. Pengambilan data dilakukan dengan beberapa cara yaitu : observasi ke lapangan, pengambilan gambar kondisi lapangan, diskusi dengan line head dan trainer gl’s role, observasi pelatihannya, dan observasi kegiatan yang berhubungan dengan penerapan gl’s role di lapangan.
3. Perencanaan Improvement
Permasalahan yang didapat dari hasil observasi kemudian dianalisis faktor penyebab dan dampak yang mungkin ditimbulkan. Pemecahan dari permasalahan mengacu pada empat hal, yaitu perbaikan pada pekerjanya, perbaikan pada material yang ditangani, perbaikan metode on the job development dan perbaikan pada perangkat yang berhubungan dengan OJD di tempat kerja, contohnya mendengarkan laporan dari operator terkait abnormalitas.
4. Improvement Trial
Uji coba penerapan perbaikan yang telah dirancang sebelumnya. Diharapkan dari ujicoba ini diketahui kelemahan dari rencana perbaikan sebelumnya.
5. Evaluasi
29 6. Implementasi
Ini adalah tahapan akhir dari rencana improvement, yaitu penerapan langsung di lapangan. Implementasi dilakukan setelah proses uji coba dilewati dan menunjukan hasil yang sesuai dengan yang diharapkan.
7. Studi Pustaka
Dilakukan dengan mencari referensi dan literatur untuk mendukung data-data di lapangan dan sebagai bahan analisis.
b. Aspek Khusus
1. Perkenalan dengan Pimpinan dan Staf yang Terlibat
Perkenalan ini dimaksudkan untuk menyampaikan tujuan dari pengambilan data ini, dan persamaan persepsi sehingga dari kedua belah pihak sama-sama medapatkan keuntungan dari penelitian tentang standar kerja tersebut.
2. Observasi dan Pengambilan Data
Observasi dan pengambilan data dilakukan sebelum dan sesudah perbaikan. Observasi sebelum perbaikan dlakukan sebagai mapping permasalahan pada Assembly Shop. Dan observasi setelah perbaikan digunakan untuk melihat kemajuan yang tercapai setelah perbaikan pada pos/line kerja yang diteliti. Pengambilan dilakukan dengan beberapa cara yaitu : perekaman menggunakan kamera digital, dan pencatatan data.
a. Perekaman proses kerja, perekaman dilakukan untuk mendapatkan dokumentasi proses kerja yang dapat dipisah-pisahkan berdasarkan elemen-elemen kerjanya.
30 3. Perencanaan Improvement
Permasalahan yang didapat dari hasil observasi kemudian dianalisis faktor penyebab dan dampak yang mungkin ditimbulkan. Pemecahan dari permasalahan mengacu pada empat hal, yaitu perbaikan pada pekerjanya, perbaikan pada material yang ditangani, perbaikan metode kerjanya dan perbaikan pada peralatan atau tempat kerja.
4. Improvement Trial
Uji coba penerapan perbaikan yang telah dirancang sebelumnya. Diharapkan dari ujicoba ini diketahui kelemahan dari rencana perbaikan sebelumnya.
5. Evaluasi
Evaluasi dilakukan untuk menilai efektivitas dari perbaikan yang sedang diujicoba. Kekurangan yang masih ada akan dibahas kembali dan dicari pemecahannya.
6. Implementasi
Ini adalah tahapan akhir dari rencana improvement, yaitu penerapan langsung di lapangan. Implementasi dilakukan setelah proses uji coba dilewati dan menunjukan hasil yang sesuai dengan yang diharapkan.
7. Studi Pustaka
Dilakukan dengan mencari referensi dan literatur untuk mendukung data-data di lapangan dan sebagai bahan analisis.
C. Peralatan
31 1. Camera Digital
Camera Digital digunakan untuk mengambil proses kegiatan dalam 1 cycle perakitan booster hingga pemasangannya di Assembly Shop Hasil perekamannya digunakan sebagai data utama dalam pengamatan proses kerja.
2. Stopwatch
Stopwatch digunakan untuk mengukur waktu yang dibutuhkan operator untuk mengerjakan satu elemen kerja hingga satu cycle pekerjaan. Waktu yang didapat akan dibandingkan dengan standar kerja yang sudah ada, sehingga akan dilakukan perbaikan pada waktu yang tidak sesuai dengan standar.
3. Komputer dan Alat Tulis
32 V. GL’s ROLE
A. Pengertian GL’s Role
Pada struktur organisasi Toyota, terdapat seorang line head yang berperan untuk menjaga agar line yang berada di bawah tanggung jawabnya dapat berjalan dengan baik berdasarkan 5 misi utama yaitu : safety, kualitas, produktivitas, biaya, dan pengembangan sumberdaya manusia. GL adalah singkatan dari Group Leader yang merupakan istilah dari Toyota Motor Corporation, sedangkan istilah yang digunakan di TMMIN adalah line head. Line head adalah sebuah posisi untuk pimpinan line produksi. Di PT. TMMIN ada 12 shop floor dan 325 line produksi.
Tujuan dari pelatihan peran adalah mengembangkan orang di dalam setiap tingkatan pekerjaan sehingga dapat melaksanakan tugas yang konkrit. Pelatihan
GL’s role adalah pelatihan yang diberikan untuk para line head agar mereka dapat tahu, mengerti, menjalankan dan dapat melakukan perbaikan-perbaikan terkait perannya sebagai seorang pemimpin pada line produksi. Selain agar dapat menjalankan peran sebagai seorang pemimpin, line head juga diharapkan dapat meningkatkan kemampuan stafnya dengan sistem on the job development. Selain itu, untuk mendukung seorang line head sehingga dapat menjalankan perannya, pelatihan GL’s Role juga diberikan untuk atasan-atasan line head tersebut.
Situasi yang ideal bagi seorang line head adalah apabila line head sangat memahami standar kerja yang ada dan memahami kemampuan dasar (fundamental skill) anggota kelompok sendiri, dan dapat mengatur kelompok mereka dengan lancar melalui identifikasi abnormalitas berdasarkan observasi (genba genchi genbutsu).
33 produksi selesai, line head memastikan 4M komponen produksi siap untuk dimulainya produksi shift selanjutnya. Perawatan peralatan dan mesin secara rutin juga merupakan tanggung jawab seorang line head.
B. Memastikan Kondisi Awal Sebelum Produksi Dimulai
Sebelum produksi dimulai, line head harus memastikan 4M komponen produksi sudah siap sehingga tidak akan mengakibatkan abnormalitas pada saat produksi berjalan. Komponen – komponen yang harus dipastikan adalah man (operator), material, mesin, dan metode.
1. Man
Setiap pagi, sebelum produksi dimulai, line head memeriksa kehadiran anggotanya dan kondisi kesehatan mereka pada waktu 5 minutes talk. Kondisi kesehatan anggota diperiksa dengan melakukan senam pagi. Anggota diminta melakukan beberapa gerakan yang akan menunjukan apabila terjadi permasalahan ergonomi.
Apabila jumlah operator untuk mulai produksi kurang, maka line head harus melaporkan kepada atasannya untuk mendapatkan bantuan dari kelompok lain.
34 2. Material
Yang terpenting dari menjaga agar material selalu tersedia dan berada di tempatnya sehingga tidak terjadi abnormalitas adalah membuat budaya 4S mengakar. 4S adalah seiri (memisahkan antara yang masih diperlukan dan yang tidak perlu, yang sudak tidak perlu dibuang), seiton (menyusun berdasarkan dan meluruskan), seisou (membersihkan dari kotoran), seiketsu (rapi dan bersih sehingga 3S yang lain dapat terjaga). Dalam istilah Indonesia, 4S menjadi 5R, yaitu Ringkas, Rapi, Resik, Rawat dan Rajin. 4S adalah langkah pertama untuk pengembangan shop floor dan sumberdaya manusia. Aturan penyimpanan yang harus diterapkan terkait dengan 4S berhubungan dengan barang-barang tersebut benar-benar diperluakan untuk diletakkan di sana, tempat tersebut dirancang dengan baik, jumlah barang yang diletakkan di sama dalam jumlah minimum, dan diberi label untuk penempatannya.
Ada 5 tahapan pengertian 4S, tahap pertama hanya sekedar mengetahui bahwa 4S berarti membersihkan. Tahap kedua adalah mengetahui kata-kata dari 4S. Tahap ketiga adalah mengetahui kata-kata dari 4S dan mengerti makna setiap kata-katanya. Tahap keempat, dapat melihat adanya abnormalitas dari barang-barang. Tahap kelima adalah dapat membuat 4S sebagai alat untuk kaizen terhadap abnormalitas.
Tugas line head lainnya terkait dengan persiapan material sebelum produksi dimulai adalah memberikan petunjuk pada anggotanya untuk mengamati kondisi 4S pada daerah yang menjadi tanggung jawabnya dan mempersiapkan part, peralatan dan pengiriman material untuk dimulainya produksi.
3. Machine
35 untuk mambuat line dapat mulai bekerja dengan segera. Setelah mesin dinyalakan, dilakukan pemeriksaan sebelum operasi produksi dimulai, pemanasan mesin, dan memastikan pekerjaan maintenance antar shift.
Sedangkan tugas shut down adalah mengakhiri pekerjaan line dengan mematikan peralatan setelah operasi maintenance harian. Pekerjaan line harus diselesaikan tanpa menimbulkan gangguan pada shift berikutnya.
4. Method
Pada awal produksi, line head harus memeriksa apakah terjadi poin perubahan pada linenya hari itu. Poin perubahan dilihat dari faktor 4M, contohnya, pada faktor man poin perubahan yang mungkin terjadi adalah ada operator yang tidak masuk atau ada operator baru yang akan mulai masuk line. Sedangkan poin perubahan pada faktor machine dan material adalah apabila terdapat mesin atau peralatan baru. Poin perubahan pada faktor method adalah jika terdapat metode baru untuk melakukan proses, contohnya terjadi perubahan takt time.
Sebelum produksi dimulai, line head harus sudah memahami poin perubahan yang terjadi, dan segera mengkomunikasikan dengan anggota-anggotanya. Harus dipastikan juga apakah dengan adanya perubahan, shop floor dalam keadaan yang serius atau tidak. Setelah proses produksi berjalan, line head akan mengkonfirmasi poin perubahan yang dilakukan.
36 C. Implementasi Produksi – Mempertahankan Kondisi Normal
Untuk menjaga kondisi produksi tetap berjalan dengan normal dan untuk menghindari abnormalitas, maka line head harus mengimplementasikan standar kerjanya dengan sungguh-sungguh. Namun, sebelum mengimplementasikan standar kerja, line head dan anggota-anggotanya harus mempersiapkan lingungan kerja di mana standar kerja tersebut diterapkan, dengan cara memastikan jenis part dan alat serta penempatannya harus sesuai dengan kebutuhan prosedur kerja.
Ada empat langkah yang dilakukan untuk dapat mengimplementasikan standar kerja. Langkah-langkah tersebut adalah :
1. Tetapkan standar kerja
Untuk menetapkan standar kerja, line head harus memperhatikan tiga langkah yang sehingga operator dapat mengikuti standar kerja. Tiga langkah kerja tersebut adalah kemampuan dasar (fundamental skill), elemen kerja dan standar kerja. Seorang operator baru harus mengambil pelatihan kemampuan dasar dan disertifikasi oleh pelatih (trainer) dari dojo (operator mencapai level skill #1). Kemudian operator tersebut mengikuti pelatihan pekerjaan di masing-masing elemen kerja dan part, dan disertifikasi oleh trainer yang diberi wewenang (keahlian masing-masing elemen kerja dari operator mencapai skill level #2). Serelah itu, operator melakukan pelatihan standar kerja langsung di line dan disrrtifikasi oleh trainer yang diberi wewenang (hingga mencapai skill level #3, operator mampu bekerja sendiri tanpa didampingi lagi).
37 proses adalah jumlah minimum part yang selalu tersedia untuk melaksanakan produksi. Agar memungkinkan pekerja melakukan pekerjaannya secara terus-menerus dalam sejumlah urutan sub-proses, mengulangi operasi yang sama berulang-ulang dalam urutan yang sama. Pada intinya standar kerja merupakan kombinasi elemen kerja, untuk melaksanakan proses dengan waktu yang sudah ditentukan (takt time), standar kerja juga menunjukkan volum pekerjaan atau orang yang terlibat.
2. Ajarkan standar kerja dan pastikan operator melakukannya
Line head harus memastikan bahwa operator mengerti standar kerja yang ada dan melakukannya ketika mengerjakan proses. Line head tidah harus mengajarkan langsung ke operator, yang bertugas mengajarkannya adalah group head, line head hanya memastikan bahwa group head tersebut mengajarkannya dengan benar.
Mengajarkan standar kerja mengikuti metode Toyota Job Instruction. Langkah-langkahnya adalah : mempersiapkan untuk pelatihan, lakukan dan tunjukkan, biarkan operator melakukannya, dan konfirmasikan. Apabila ada lima urutan kerja, trainer harus melakukan dan menunjukan lima urutan pekerjaan itu dulu, kemudian operator akan melakukan urutan yang pertama dan urutan kedua sampai keempat dilakukan oleh trainer. Lalu untuk langkah kedua, operator melakukan urutan pertama dan kedua dilanjutkan dengan trainer melakukan urutan ketiga sampai kelima. Kemudian, operator melakukan urutan pertama hingga ketiga, dan trainer akan melakukan urutan keempat hingga kelima. Selanjutnya, operator akan melakukan urutan pertama hingga keempat dan trainer akan melakukan urutan kelima. Hingga pada akhirnya, operator dapat mengerjakan kelina urutan pekerjaan dengan baik. Ilustrasinya dapat dilihat di Gambar 5.1.
38 akurasi waktu (melakukan tiga kali siklus dengan kondisi normal tanpa terjadi line stop), dapat mendeteksi apabila terjadi abnormalitas dan menghentikan line (dengan melakukan stop, call, wait) dan tidak meneruskan produk defect (cacat) pada saat training.
Gambar 5.1.Ilustrasi pelatihan elemen kerja
Selain itu, seorang operator dianggap mengerti standar kerja dan mampu mengajar apabila dapat melakukan lima siklus yang sama sesuian dengan lembar elemen kerja, melakukan lima siklus dengan posisi mulai dan berakhir di tempat yang sama, melakukan lima siklus dengan gerakan yang terus-menerus tanpa tersendat, mampu melakukan proses tanpa berhenti selama dua jam, dan tidak meloloskan produk cacat selama tiga bulan.
3. Mencari muda, mura, dan muri
39 melebihi kemampuan yang dapat ditanggung oleh mesin atau peralatan tersebut.
Seorang line head bertugas memastikan tidak ada muda, mura, dan muri dari sudut pandang lingkungan pekerjaan. Line head harus dapat menemukan apakah pekerjaan terlalu berat untuk operator sehingga dapat mengubah menjadi lebih ringan, dan sebaliknya, apabila pekerjaan tersebut terlalu ringan untuk operator line head bisa mengubahnya menjadi sesuai kemampuan. Line head harus peka terhadap muda walaupun hanya satu detik, satu tetes, satu langkah, dan satu potong, karena apabila terjadi muda satu detik setiap proses, maka akan terjadi banyak waktu yang sia-sia dam menyebabkan kenaikan biaya.
4. Melaksanakan kaizen
Di Toyota, untuk melakukan kaizen, harus mengikuti metode PDCA (Plan-Do-Check-Action). PDCA untuk melaksanakan kaizen pada standar kerja adalah membuat standar kerja (plan), implementasi standar kerja (do), menemukan pekerjaan yang sulit (check), dan lakukan kaizen terhadap pekerjaan yang sulit tersebut (action).
Pada saat implementasi standar kerja, line head, group head, dan operator sebaiknya memiliki kesadaran akan masalah sehingga dapat berlanjut ke tahap berikutnya. Pada tahap menemukan pekerjan yang sulit, harus dilaporkan, sehingga dapat dilakukan kaizen. Untuk melakukan kaizen, line head harus menggunakan ide anggota-anggotanya dengan maksimal. Karena anggota-anggota-anggotanya itulah yang mengetahui kondisi sebenarnya dari line yang menjadi tanggung tawab line head tersebut.