PENGGERGAJIAN KAYU
Oleh :
Arif Nuryawan, S.Hut, M.Si
NIP. 132 303 839
DEPARTEMEN KEHUTANAN
FAKULTAS PERTANIAN
UNIVERSITAS SUMATERA UTARA
MEDAN
AGUSTUS 2008
PENGGERGAJIAN KAYU
A. PENDAHULUAN
Kegiatan mengkonversi pohon menjadi ukuran sortimen-sortimen kayu tertentu dengan cara menggergaji log searah panjang panjang pohon merupakan aktivitas utama dalam penggergajian. Sortimen-sortimen kayu tersebut dalam Bahasa Inggris disebut sebagai lumber, dimana produk turunannya kita kenal sebagai kaso (joist), papan (plank), balok (beam), gelegar (stringer), tiang (post & timber), dan lain-lain.
Pada tulisan ini disajikan hal-hal yang berkaitan dengan penggergajian kayu secara umum yang diacu dari pustaka yang membahas mengenai penggergajian kayu.
B. MESIN-MESIN PENGGERGAJIAN
Ada tiga tipe utama mesin penggergajian (headsaw) yang digunakan untuk memproduksi lumber, yaitu : framesaw, bandsaw, dan circularsaw.
Penjelasan detail konstruksi, pola ketebalan lumber, dan operator yang mengoperasikan dijelaskan pada Tabel 1 berikut :
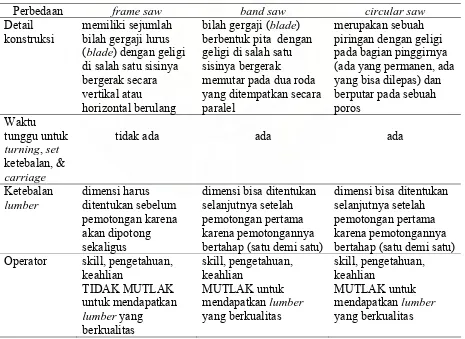
Tabel 1. Perbedaan frame saw, band saw, dan circular saw dilihat dari konstruksi, pola ketebalan lumber, dan operator yang mengoperasikan
Perbedaan framesaw bandsaw circularsaw
Detail konstruksi
memiliki sejumlah bilah gergaji lurus (blade) dengan geligi di salah satu sisinya bergerak secara vertikal atau
horizontal berulang
bilah gergaji (blade) berbentuk pita dengan geligi di salah satu sisinya bergerak
memutar pada dua roda yang ditempatkan secara paralel
merupakan sebuah piringan dengan geligi pada bagian pinggirnya (ada yang permanen, ada yang bisa dilepas) dan berputar pada sebuah poros
dimensi bisa ditentukan selanjutnya setelah pemotongan pertama karena pemotongannya bertahap (satu demi satu)
dimensi bisa ditentukan selanjutnya setelah pemotongan pertama karena pemotongannya bertahap (satu demi satu) Operator skill, pengetahuan,
Pada Tabel 2. disajikan perbedaan ketiga jenis mesin gergaji berdasarkan bahan baku, kecepatan menggergaji, dan limbah yang dihasilkan.
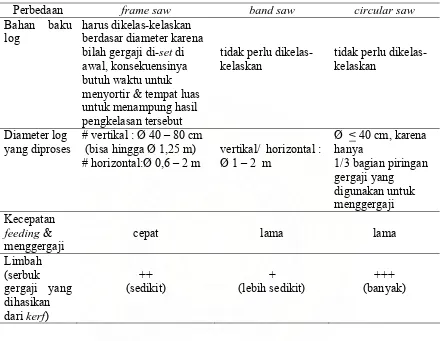
Tabel 2. Perbedaan frame saw, band saw, dan circular saw berdasarkan bahan baku, kecepatan menggergaji, dan limbah yang dihasilkan.
Perbedaan framesaw bandsaw circularsaw
Bahan baku log
harus dikelas-kelaskan berdasar diameter karena bilah gergaji di-set di awal, konsekuensinya butuh waktu untuk menyortir & tempat luas untuk menampung hasil pengkelasan tersebut
vertikal/ horizontal : Ø 1 – 2 m
Ø < 40 cm, karena hanya
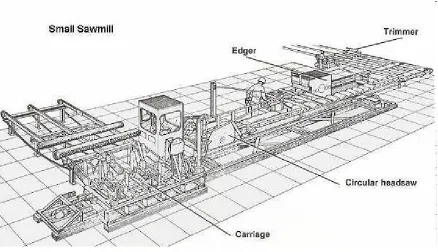
Gambar 1. Lay out penggergajian skala kecil (sumber : Haygreen & Bowyer, 1996)
C. BILAH GERGAJI
Bilah gergaji bervariasi bentuk, dimensi, morfologi geligi, dan bahan pembuatnya. Bentuk bilah gergaji ditentukan oleh tipe mesin utama. Dimensi dan morfologi geligi tergantung dari 3 sudut geligi, yaitu a:sudut depan, b:sudut geligi, dan c:sudut pelengkap, dimana a + b + c = 900
Penjelasan selengkapnya disajikan pada Tabel 3. sebagai berikut :
Tabel 3. Penjelasan mengenai Bilah Gergaji
Perbedaan framesaw bandsaw circularsaw
Dimensi bilah gergaji
P : 1,10 – 1,50 m (normal),
range 0,8 – 2,5 m L : 12 – 18 cm T : 1,2 – 2,5 mm
Panjang tergantung Ø roda pemutar dan jarak
maksimum, dirumuskan : M = 2 ( a + d / 2 ), dengan M : panjang bilah gergaji (m) a : jarak maks dari roda (m) d : Ø roda (m)
: 3,14
Ø : 1,30 m Tebal :
1/ 250 Ø – 1/200 Ø
D. PENYIMPANAN LOG
Tujuan log yang disimpan dalam air (logpound, sungai, danau, laut) adalah : # melindungi serangan jamur dan serangga
# menghindari retak dan pecah
# menghindari log kotor dan bebatuan kecil menempel # memudahkan proses mekanis
# menghilangkan kandungan pati (starch)
Kerugian log yang disimpan dalam air (logpound, sungai, danau, laut) adalah : # akan terjadi polusi air jika merupakan air tergenang (menyuburkan bakteri) # akan terjadi pelunturan warna kayu (discoloration)
# log bisa saja tenggelam atau hanyut
# beresiko terserang marine borer (jika di laut) atau airnya beku (jika musim salju)
E. METODE PENGGERGAJIAN
Penggergajian log menjadi lumber melewati 2 proses, yaitu primer & sekunder, di mana :
1. Proses primer primary breakdown penggergajian log dengan headsaw
(framesaw, bandsaw, atau circularsaw)
flitch atau cant
2. Proses sekunder penggergajian flitch atau cant dengan resaw, edger, atau trimmer
lumber
Pola penggergajian dipengaruhi mesin, penggunaan lumber, jenis kayu, diameter log, rendemen, dan biaya.
F. RENDEMEN
Rendemen untuk mengubah log/ kayu bulat menjadi lumber di kilang penggergajian bervariasi 30-70%, dengan limbah berupa serbuk gergaji, slabs, trimming, atau chip.
Rendemen (Y = Yield) dihitung dengan rumus :
Y % = lumber (m3) x 100 % log (m3)
Rendemen dipengaruhi oleh : # kayu (Ø, panjang, taper, cacat)
G. KUALITAS LUMBER
Kualitas lumber utamanya dipengaruhi oleh kualitas log, tetapi dapat dipengaruhi cara menggergaji. Ada 2 hasil papan penggergajian, yaitu papan radial (quarter-sawn lumber) dan papan tangensial (flat-sawn lumber). Perbedaannnya menurut Tsoumis (1991) disajikan pada Tabel 4 sebagai berikut :
Tabel 4. Perbedaan papan radial dan papan tangensial menurut Tsoumis (1991)
Perbedaan papan radial
(quarter-sawn lumber)
papan tangensial (flat-sawn lumber) Kembang susut kecil pada arah lebar besar pada arah lebar Melengkung kemungkinan kecil ada kecenderungan
Corak gambaran jari-jari gambaran mata kayu
Kemudahan produksi sulit mudah
Biaya mahal murah
Sedangkan Simpson & TenWolde (1999) mengungkapkan perbedaan papan radial dan papan tangensial seperti yang tersaji pada Tabel 5 berikut.
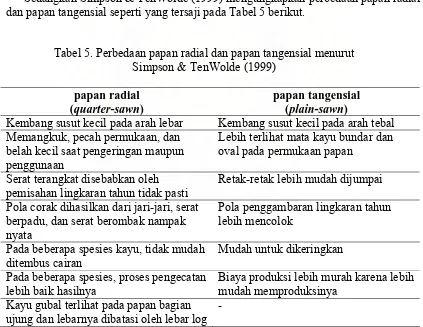
Tabel 5. Perbedaan papan radial dan papan tangensial menurut Simpson & TenWolde (1999)
papan radial (quarter-sawn)
papan tangensial (plain-sawn)
Kembang susut kecil pada arah lebar Kembang susut kecil pada arah tebal Memangkuk, pecah permukaan, dan
belah kecil saat pengeringan maupun penggunaan
Lebih terlihat mata kayu bundar dan oval pada permukaan papan
Serat terangkat disebabkan oleh pemisahan lingkaran tahun tidak pasti
Retak-retak lebih mudah dijumpai
Pola corak dihasilkan dari jari-jari, serat berpadu, dan serat berombak nampak nyata
Pola penggambaran lingkaran tahun lebih mencolok
Pada beberapa spesies kayu, tidak mudah ditembus cairan
Mudah untuk dikeringkan
Pada beberapa spesies, proses pengecatan lebih baik hasilnya
Biaya produksi lebih murah karena lebih mudah memproduksinya
Kayu gubal terlihat pada papan bagian ujung dan lebarnya dibatasi oleh lebar log
H. TINGKAT KUALITAS (GRADE) LUMBER
Tingkat kualitas (grade) lumber ditentukan oleh cacat (mata kayu : sehat atau lepas), saluran damar, kayu tarik/ tekan, retak, pecah, serat berombak, pelunturan warna, dan pingul. Tingkat kualitas (grade) lumber berbeda tergantung spesies (jenis kayu) dan negara.
I. PENANGANAN LUMBER
Penanganan lumber dari kilang penggergajian ke tempat penimbunan untuk kemudian menuju pengeringan (alami/ secara kiln) dilakukan dengan mempertimbangkan jenis (spesies), dimensi, dan tingkat kualitas (grade). Lumber yang akan dikapalkan harus diberi perlakuan pengeringan & pengawetan.
DAFTAR PUSTAKA
Haygreen, J.G. and Bowyer, J.L. 1996. Forest Products and Wood Science - An Introduction, 3rd ed. Iowa State University Press.)
Simpson, W and A.TenWolde. 1999. Physical Properties and Moisture Relations of Wood. In Wood Handbook Wood as an Engineering Material. USDA.Madison