USULAN PERANCANGAN FASILITAS KERJA UNTUK MENGURANGI
MUSCULOSKELETAL DISORDER (MSDs) PADA STASIUN PENDEMPULAN DI CV.SUPER PLATES
TUGAS SARJANA
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
WINDA WAHYUNI SILITONGA 1 1 0 4 2 3 0 1 6
D E P A R T E M E N T E K N I K I N D U S T R I F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA M E D A N
KATA PENGANTAR
Puji dan syukur penulis ucapkan kehadirat Tuhan yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi ekstensi strata satu, Fakultas Teknik, Universitas Sumatera Utara. Adapun judul untuk tugas sarjana ini adalah “Usulan Perancangan Fasilitas Kerja Untuk Mengurangi Musculoskeletal Disorder (MSDs) Pada Stasiun Pendempulan di CV.Super Plates”.
Sebagai manusia yang tidak luput dari kesalahan, maka penulis menyadari masih terdapat kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis sangat mengharapkan saran dan kritik untuk menyempurnakan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis sendiri, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
Medan, Agustus 2015
UCAPAN TERIMA KASIH
Syukur dan terima kasih penulis ucapkan yang sebesar-besarnya kepada Tuhan yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah membimbing penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT selaku Sekretaris Departemen Teknik Industri Universitas Sumatera Utara, yang telah memberi izin pelaksanaan Tugas Sarjana ini.
3. Bapak Ir. Sugih Arto P, MM selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
5. Kedua orang tua penulis Bapak dan Mama tercinta yang telah banyak memberikan dukungan moril dan materil serta doa kepada penulis sehingga dapat menyelesaikan Tugas Akhir ini.
6. Bapak Chandra selaku pemilik CV.Super Plates yang telah mengizinkan serta membantu penulis melakukan pengumpulan data.
7. Bapak Amirudin, bang nanag, bang eri serta pekerja lainnya yang terdapat di CV.Super Plates yang telah membantu penulis dalam pengumpulan data serta informasi yang diperlukan selama penyelesaian Tugas Akhir ini.
8. Staf pegawai Teknik Industri, Bang Ridho, Bang Mijo, Kak Dina, Bang Nurmansyah, Kak Rahma dan Ibu Ani, terima kasih atas bantuannya dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
9. Sahabatku tercinta, Sri Yuni Tarigan (Yuneng) teman yang selalu menemani dan memberi dukungan, Enzelina Marbun, Ayu Karmila serta Meirini terima kasih atas dukungan dan kerjasamanya.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xix
ABSTRAK ... xx
I PENDAHULUAN
1.1 Latar Belakang Permasalahan... I-1 1.2 Perumusan Masalah ... ... I-4 1.3 Tujuan Penelitian ... I-4 1.4 Manfaat Penelitian ... . I-5 1.5 Batasan dan Asumsi Masalah ... I-5 1.6 Sistematika Penulisan Tugas Sarjana ... .. I-6
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
2.2 Lokasi Perusahaan ... II-1 2.3 Struktur Organisasi ... II-2 2.4 Ruang Lingkup Bidang Usaha ... II-6 2.5 Jumlah Tenaga kerja dan Jam Kerja ... II-6 2.6 Bahan yang Digunakan ... II-7 2.6.1 Bahan Baku ... II-7 2.6.2 Bahan Penolong... II-8 2.6.3 Bahan Tambahan ... II-8 2.6.2 Uraian Proses Produksi ... II-8 2.7 Proses Produksi ... II-9 2.8 Mesin dan Peralatan ... II-11 2.8.1 Mesin Produksi ... II-11 2.8.2 Peralatan ... II-11 2.9 Utilitas ... II-12
III LANDASAN TEORI
DAFTAR ISI (Lanjutan)
BAB HALAMAN
3.5 REBA (Rapid Entire Body Assesment) ... III-8 3.6 Beban Kerja ... III-14
3.6.1 Faktor yang Mempengaruhi Beban Kerja ... III-14 3.6.2 Penilaian Beban Kerja Berdasarkan Jumlah
Kebutuhan Kalori ... III-16 3.6.3 Penilaian Beban Kerja Berdasarkan Denyut Nadi ... III-17 3.7 Antropometri ... III-18
3.7.1 Aplikasi Distribusi Normal dalam Penetapan Data
Antropometri ... III-23 3.7.2 Aplikasi Antropometri dalam Perancangan Produk .... III-25 3.8 Uji Keseragaman Data dan Kecukupan Data ... III-27 3.9 Uji Distribusi Normal dengan Kolmogorov–Smirnov Test .. III-30
IV METODOLOGI PENELITIAN
DAFTAR ISI (Lanjutan)
BAB HALAMAN
4.7 Pengolahan Data ... IV-4 4.8 Analisis Pemecahan Masalah ... IV-6 4.9 Kesimpulan dan Saran ... IV-6
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan dan Pengolahan Data Aktual ... V-1 5.1.1 Nordic Body Map (NBM) ... V-1 5.1.2 Fisiologi ... V-8
5.1.2.1 Pengolahan Data Fisiologi Dengan
Metode Penilaian Langsung ... V-9 5.1.2.2 Pengolahan Data Fisiologi Dengan Metode
Tidak Langsung ... V-10 5.1.3 Elemen Kegiatan Pada Kondisi Aktual ... V-13 5.1.4 Postur Kerja Aktual ... V-19 5.1.5 Antropometri Pekerja ... V-21 5.1.5.1 Perhitungan Rata - rata, Standar Deviasi,
DAFTAR ISI (Lanjutan)
BAB HALAMAN
5.1.5.1.3 Perhitungan Nilai Maksimum
dan Minimum ... V-24 5.1.5.2 Uji Keseragaman Data Antropometri ... V-25 5.1.5.3 Uji Kecukupann Data ... V-31 5.1.5.4 Uji Kenormalan Data dengan Kolmogorov-
Smirnov ... V-33 5.1.5.5 Perhitungan Persentil ... V-34 5.1.6 Data Fasilitas Kerja Aktual ... V-35 5.1.7 Perancangan Fasilitas Kerja Usulan ... V-36 5.2 Pengumpulan dan Pengolahan Data Setelah Perancangan ... V-37
5.2.1 Data Nordic Body Map ( NBM ) Setelah
Perancangan ... V-37 5.2.2 Fisiologi Setelah Perancangan ... V-41 5.2.2.1 Metode Penilaian Langsung ... V-42 5.2.2.2 Metode Penilaian Tidak Langsung ... V-42 5.2.3 Elemen Kegiatan Setelah Menggunakan Usulan
Perancangan Fasilitas Kerja ... V-44
DAFTAR ISI (Lanjutan)
BAB HALAMAN 6.2 Analisis beban Kerja ... VI-1
6.2.1 Analisis Penilaian Secara Langsung ... VI-1 6.2.2 Analisis Penilaian Secara Tidak Langsung ... VI-2 6.3 Analisis Postur Kerja Dengan REBA... VI-2 6.4 Analisis Fasilitas Kerja Aktual ... VI-4 6.5 Analisis Perancangan Fasilitas Kerja Usulan ... VI-5
VII KESIMPULAN DAN SARAN ... VII-1
7.1 Kesimpulan... VII-1 7.2 Saran ... VII-2
DAFTAR TABEL
TABEL HALAMAN
2.1 Jenis dan Harga dari Produk CV Super Plates ... II-4 2.2 Jumlah Tenaga Kerja di CV. Super Plates ... II-5 3.1 Pemilihan Sikap Kerja Terhadap Jenis Pekerjaan yang
Berbeda ... III-4 3.2 Penilaian Batang Tubuh (Trunk) ... III-7 3.3 Penilaian Leher (Neck) ... III-8 3.4 Penilaian Kaki (Legs) ... III-8 3.5 Penilaian Beban (Load) ... III-9 3.6 Penilaian Lengan Atas (Upper Arm) ... III-9 3.7 Skor Lengan Bawah ... III-10 3.8 Skor Pergelangan Tangan (Wrist) ... III-10 3.9 Coupling ... III-11 3.10 Skor Aktivitas ... III-11 3.11 Tingkat Tindakan REBA... III-11 3.12 Persentil dan Cara Perhitungan Dalam Distribusi
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.5 Perhitungan Nilai % CVL Aktual ... V-12 5.6 Elemen Kegiatan Aktual Pekerja ... V-13 5.7. Rekapitulasi Hasil Perhitungan Postur Kerja Aktual ... V-16 5.8 Dimensi Tubuh Pekerja ... V-21 5.9 Data Dimensi Tubuh Pekerja ... V-21 5.10 Hasil Pengukuran dengan X, , Xmaks dan Xmin ... V-25 5.11 Uji Keseragaman Data ... V-26 5.12 Data Out Of Control ... V-27 5.13 Uji Keseragaman Data Revisi I ... V-28 5.14 Data Out Of Control Setelah Revisi I ... V-28 5.15 Uji Keseragaman Data Revisi II ... V-29 5.16 Dimensi Tubuh Pekerja Setelah Direvisi ... V-30 5.17 Uji Kecukupan Data ... V-33 5.18 Uji Kenormalan Data dengan Kolmogorov-Smirnov ... V-33 5.19 Perhitungan Persentil 5, 50 dan 95 untuk Seluruh Dimensi
Antropometri ... V-35 5.20 Rekapitulasi Data NBM Setelah Perancangan di Stasiun
Pendempulan ... V-38 5.21 Rekapitulasi Bobot Nordic Body Map (NBM) Pekerja
DAFTAR TABEL (Lanjutan)
BAB HALAMAN 5.22 Denyut Nadi Pekerja Setelah Perancangan ... V-41 5.23 Konsumsi Energi (Y) Setelah Perancangan ... V-42 5.24 Perhitungan Nilai % CVL Setelah Perancangan ... V-43 5.25 Elemen Kegiatan Pekerja Setelah Menggunakan Usulan
Perancangan ... V-44 5.26 Rekapitulasi Hasil Perhitungan Postur Kerja Setelah
Menggunakan Fasilitas Kerja ... V-46 6.1 Hasil Penilaian Postur Kerja Aktual dengan Metode
REBA ... VI-2 6.2 Hasil Penilaian Postur Kerja dengan Metode REBA
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1 .Posisi Operator Saat Bekerja di Stasiun Pendempulan ... I-2 2.1 Struktur Organisasi CV. Super Plates ... II-2 3.1 Peta Tubuh ... III-5 3.2 Postur Batang Tubuh (Trunk) ... III-7 3.3 Postur Tubuh Bagian Leher (Neck) ... III-8 3.4 Postur Tubuh Bagian Kaki (Legs)... III-8 3.5 Ukuran Beban (Load) ... III-9 3.6 Postur Tubuh Bagian Lengan Atas (Upper Arm) ... III-9 3.7 Postur Lengan Bawah ... III-10 3.8 Postur Pergelangan Tangan ... III-10 3.9 Antropometri Untuk Perancangan Produk ... III-20 3.10 Kurva Distribusi Normal dengan Persentil 95-th... III-22 4.1. Blok Diagram Langkah-langkah Proses Penelitian ... IV-5 5.1 Histogram Keluhan Musculoskeletal Pekerja I ... V-4 5.2. Histogram Keluhan Musculoskeletal Pekerja II ... V-4 5.3. Histogram Keluhan Musculoskeletal Pekerja III ... V-5 5.4. Mengambil Plat ... V-15 5.5 Lembar Penilaian REBA Elemen Kegiatan Mengambil
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.6 Lembar Penilaian REBA Elemen Kegiatan Mengambil Plat
Tubuh Bagian Kiri ... V-18 5.7 Pekerja Mengambil Plat ... V-19 5.8. Pekerja Mengambil Dempul ... V-19 5.9 Pekerja Melakukan Pendempulan ... V-20 5.10 Pekerja Menyusun ke Dalam Rak ... V-20 5.11 Peta Kontrol untuk Tinggi Siku Berdiri (TSB) ... V-27 5.12 Fasilitas Kerja Aktual ... V-36 5.13 Perancangan Fasilitas Kerja Usulan... V-37 5.14 Histogram Keluhan Musculoskeletal Pekerja I Setelah
Perancangan ... V-39 5.15 Histogram Keluhan Musculoskeletal Pekerja II Setelah
Perancangan ... V-39 5.16 Histogram Keluhan Musculoskeletal Pekerja III Setelah
Perancanan ... V-40 5.17 Lembar Penilaian REBA Elemen Kegiatan Mengambil Plat
Tubuh Bagian Kanan Setelah Menggunakan Usulan
DAFTAR GAMBAR (Lanjutan)
GAMBAR HALAMAN
5.18 Lembar Penilaian REBA Elemen Kegiatan Mengambil Plat Tubuh Bagian Kiri Setelah Menggunakan Usulan
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
ABSTRAK
CV. Super Plates adalah sebuah perusahaan yang memproduksi baterai/aki mobil. Proses pendempulan plat dalam produksi baterai mobil dilakukan dengan postur kerja berdiri. Penelitian ini bertujuan untuk mengkaji resiko pekerja dalam proses pendempulan dan mengusulkan perancangan fasilitas kerja yang ergonomis berdasarkan antropometri tubuh. Metode yang digunakan dalam penelitian ini adalah NBM, beban kerja berdasarkana denyut nadi pekerja, REBA (Rapid Entire Body Assessment), dan antropometri. Hasil NBM yang diperoleh adalah rata-rata operator mengalami keluhan pada bagian punggung, leher, tangan kanan dan kaki. Penilaian beban kerja dengan metode langsung dan tidak langsung didapat hasil kerja dalam waktu singkat sehingga diperlukan perbaikan. Hasil Penilaian level tindakan postur kerja menggunakan metode rapid entire body assesment (REBA) menunjukan level risiko tinggi bernilai 8 artinya pekerja memerlukan tindakan secepatnya. Hasil antropometri tubuh adalah rancangan fasilitas kerja yang dibuat untuk mengurangi musculoskeletal disorder (MSDs). Rancangan fasilitas kerja berupa kursi kerja adjustable dengan dimensi tinggi kursi 82 cm dan lebar kursi 37 cm.
BAB I
PENDAHULUAN
1.1 Latar Belakang Permasalahan
Musculoskeletal Disorder (MSDs) adalah keluhan pada otot skeletal yang dirasakan seseorang mulai dari keluhan yang paling ringan sampai keluhan yang paling sakit. Otot yang diberi beban statis secara repetitif dan menerima beban tersebut dalam waktu yang lama, dapat menyebabkan keluhan sakit pada otot dimana terjadi kerusakan pada sendi, ligamen dan tendon. Pekerja yang melakukan kegiatan repetitif dalam satu siklus sangat rentan mengalami gangguan MSDs1.
CV. Super Plates merupakan usaha menengah yang melakukan proses pembuatan baterai mobil terletak di jalan Balai Desa no.141 Polonia. Usaha ini memproduksi baterai mobil 20 unit/hari yang terdiri dari beberapa tegangan (volt) dengan merek baterai yang di produksi adalah Samson. Proses pembuatan baterai masih dilakukan dengan cara manual dengan bantuan peralatan yang sederhana. Proses produksi dimulai dari peleburan aluminium, pencetakan plat aluminium, pemotongan serta perapian plat aluminium, pendempulan, pengeringan, cell assembly, proses elektrolisis, perakitan dan pemasangan, dan diakhiri dengan
pengecasan. Kondisi nyata dari seluruh tahapan proses produksi pembuatan baterai, terlihat bahwa proses pendempulan memiliki risiko keluhan pada otot
rangka. Aktivitas pada stasiun pendempulan dilakukan secara manual dimulai dari mengambil plat, mengambil dempul, mengoleskan dempul ke seluruh badan plat kemudian menyusunnya ke dalam rak.
Proses pendempulan dilakukan oleh 2 orang pekerja selama 6 jam/hari. Kondisi nyata yang ada di lantai produksi memperlihatkan kurangnya fasilitas kerja yang mendukung berupa kursi kerja sehingga operator mengerjakan pekerjaannya dengan postur tubuh berdiri statis, leher membungkuk dan kaki digunakan sebagai tumpuan beban saat berdiri sehingga menyebabkan postur pekerja tidak ergonomis seperti yang terlihat pada Gambar 1.1
kekuatan berlebihan untuk melakukan tugas, dan terkena getaran yang berlebihan atau bekerja pada suhu ekstrim (OSHA 3125, 2000)
Penelitian yang dilakukan oleh Anwar (2013), pada stasiun pemotongan daun pandan di CV. XYZ dengan postur tubuh berdiri diperoleh hasil SNQ yang menunjukkan MSDs. Hasil penilaian postur kerja operator dengan metode REBA menunjukkan level tindakan perbaikan sekarang juga dengan kategori berbahaya dan dapat menyebabkan risiko MSDs. Berdasarkan hasil antropometri diperoleh dimensi fasilitas kerja yaitu kursi dengan tinggi 38 cm, panjang 44 cm, lebar 35 cm dan meja dengan tinggi 71 cm, panjang 153 cm, lebar 90 cm.
Tidak adanya fasilitas kerja operator pendempulan baterai mobil ini menyebabkan kondisi kerja menjadi tidak ergonomis yang mengakibatkan keluhan rasa sakit pada tubuh operator pendempulan. Dari wawancara yang dilakukan terhadap operator, diketahui bahwa keluhan rasa sakit sering terjadi pada tubuh bagian leher, punggung, pinggang, dan kaki. Operator juga sering mengalami sakit pada bagian tubuh yang mengakibatkan operator tersebut tidak dapat bekerja.
Fasilitas kerja yang tidak ergonomis dan sikap kerja yang salah pada operator pendempulan menyebabkan MSDs sehingga perlu dilakukan penelitian lebih lanjut untuk melihat resiko musculoskeletal pada operator dan faktor-faktor yang mempengaruhinya untuk mendapatkan usulan rancangan fasilitas kerja dalam mengurangi risiko Musculoskeletal Disorder pada stasiun pendempulan di CV.Super Plates.
1.2 Perumusan Masalah
Rumusan masalah pada penelitian ini adalah terjadinya keluhan rasa sakit pada operator yang diakibatkan tidak adanya fasilitas kerja pada stasiun pendempulan baterai tersebut sehingga menimbulkan MSDs (musculoskeletal disorder).
1.3 Tujuan Penelitian
Tujuan khusus penelitian adalah:
1. Mengidentifikasi bagian tubuh pekerja yang mengalami keluhan rasa sakit dengan menggunakan kuesioner Nordic Body Map (NBM).
2. Menganalisa dan menilai postur kerja aktual yang dilakukan pekerja dengan menggunakan metode Rapid Entire Body Assesment (REBA).
3. Menilai beban kerja pekerja dengan Heart Rate.
4. Mengukur dimensi tubuh (antropometri) pekerja sebagai dasar perancangan fasilitas kerja yang ergonomis dengan Human Body Martin.
1.4 Manfaat Penelitian
Manfaat yang diperoleh dari penelitian ini adalah :
1. Diharapkan dapat menjadi bahan masukan bagi perusahaan guna meningkatkan upaya perlindungan kesehatan bagi operator.
2. Menerapkan dan mengembangkan kemampuan penulis dalam mengaplikasikan pengetahuan yang diperoleh selama di bangku perkuliahan. 3. Memberi kesempatan kepada penulis untuk mendapatkan pengalaman dalam
menyelesaikan permasalahan aktual di perusahaan yang dapat menjadi bahan pertimbangan dan pengembangan pada perusahaan.
1.5 Batasan dan Asumsi Masalah
Batasan masalah pada penellitian ini adalah:
2. Tidak melakukan perhitungan biaya yang dikeluarkan untuk usulan fasilitas kerja yang ergonomis.
Asumsi yang digunakan dalam penelitian ini adalah: 1. Pekerja yang diamati bekerja secara normal.
2. Proses produksi dan prosedur kerja yang berlangsung pada perusahaan tidak mengalami perubahan dan dianggap berjalan lancar selama penelitian berlangsung. 3. Peralatan yang digunakan selama proses produksi dalam kondisi yang baik dan
bekerja sesuai fungsinya.
1.6. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan laporan hasil penelitian adalah:
Bab I merupakan bab pendahuluan yang menjelaskan mengenai latar belakang permasalahan yang mendasari penelitian. Rumusan masalah yang merupakan permasalahan pokok yang akan dicari solusinya. Tujuan penelitian yang berisi mengenai tujuan penelitian secara umum dan secara khusus. Manfaat dilakukannya penelitian. Batasan dan asumsi yang digunakan dalam penelitian untuk menghindari ruang lingkup penelitian yang dibahas tidak meluas agar inti pokok permasalahan dapat diselesaikan. Pada bab ini juga diuraikan sistematika penulisan tugas akhir.
tambahan, deskripsi tugas dan tanggung jawab pekerja di CV.Super Plates, jumlah pekerja dan jam kerja perusahaan.
Pada Bab III Landasan Teori menguraikan mengenai tinjauan pustaka sebagai landasan utama dalam melakukan analisa dan pembahasan penelitian yang berisi teori-teori berkaitan dengan postur kerja, kuesioner NBM, metode REBA, beban kerja fisik, antropometri.
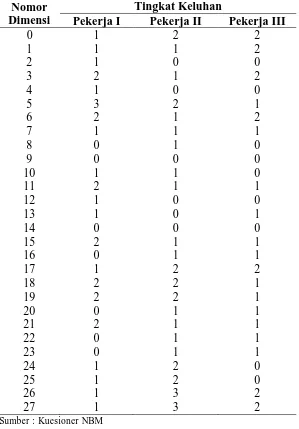
Pada Bab IV Metodologi penelitian menjelaskan mengenai metodologi yang digunakan untuk mencapai tujuan penelitian yang meliputi tempat dan waktu penelitian, jenis penelitian, objek penelitian, kerangka berpikir dan instrumen yang digunakan dalam melakukan penelitian, pengumpulan data, langkah-langkah pengolahan hasil pengukuran postur kerja dengan metode REBA, identifikasi kelelahan dengan perhitungan beban kerja fisik, perancangan perbaikan usulan fasilitas kerja, analisa pemecahan masalah serta kesimpulan dan saran.
Pada Bab V Pengumpulan dan pengolahan data berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah. Data primer terdiri dari data hasil Nordic Body Map (NBM), pengukuran dimensi tubuh pekerja dan denyut nadi pekerja dan data sekunder diperoleh dari hasil wawancara dan dokumentasi perusahaan.
Pada Bab VI Analisis dan Pembahasan Hasil menguraikan hasil dan alternatif dari pengolahan data dan memberikan usulan perbaikan postur kerja dan perbaikan fasilitas kerja yang ergonomis.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah Perusahaan
CV. Super Plates merupakan industri yang bergerak di bidang pembuatan baterai/aki mobil. Usaha ini didirikan pada tahun 1992 oleh Bapak Deny Chandra sebagai pemilik usaha. Perusahan ini didirikan dengan modal sendiri dan bantuan pinjaman dari Bank. Awalnya, tahun 1984 perusahaan ini memproduksi baterai televisi. Keterbatasan penyediaan dan distribusi listrik pada saat itu dianggap sebagai peluang usaha, sehingga Bapak Deny Chandra mulai membuat usaha baterai televisi yang dipasarkan secara lokal di daerah Polonia Medan.
Dengan semakin berkembangnya distribusi listrik di kota Medan, penggunaan baterai untuk televisi mulai ditinggalkan. Dengan tidak digunakannya baterai untuk televisi, Bapak Deny beralih usaha baru yaitu usaha reparasi baterai mobil. Setelah berjalan beberapa lama, Bapak Deny mulai mengembangkan usahanya, tidak hanya melakukan reperasi terhadap baterai mobil yang sudah ada tetapi mulai memproduksi baterai mobil dengan menciptakan merek baterai sendiri yang dikenal dengan Samson baterai.
2.2 Lokasi Perusahaan
2.3 Struktur Organisasi
Struktur organisasi pada CV. Super Plates dapat dilihat pada Gambar 2.1 dibawah ini. Pimpinan Stasiun Pemotongan Stasiun Pendempulan Stasiun Press Pasting Stasiun Cell Assambly Stasiun Peleburan Keuangan Stasiun Assambly Process Stasiun Press Assambly Driver
Gambar 2.1 Struktur Organisasi CV. Super Plates
Dalam mencapai tujuan dan sasaran yang telah ditetapkan, maka struktur organisasi yang digunakan oleh CV. Super Plates adalah hubungan garis. Dalam menjalankan struktur organisasinya ada pembagian tugas yang jelas antara pimpinan, staff dan pelaksana dalam melakukan pengambilan keputusan lebih muda dicapai karena staff yang ahli dalam bidangnya yang dapat memberi nasehat dan mengerjakan perencanaan yang teliti, koordinasi dapat dengan mudah dikerjakan karena sudah ada pembidangan masing-masing.
Struktur organisasi yang berbentuk hubungan garis dapat dijelaskan bahwa bawahan hanya mengenal seorang atasan. Bawahan tersebut hanya menerima tugas, tanggung jawab, wewenang serta haknya dari atasan tersebut. Bentuk hubungan ini dapat dilihat antara keuangan dengan operator, dan driver.
1. Pimpinan
Pimpinan merupakan pemilik atas keseluruhan modal usaha selama proses produksi berlangsung. Tugas dan tanggung jawab pimpinan adalah: a. Bertanggung jawab atas penyusunan semua kebijakan di perusahaan b. Mengawasi jalannya proses produksi dan kinerja dari pekerja.
c. Merencanakan, mengarahkan, dan mengevaluasi serta menilai kegiatan-kegiatan yang berlangsung pada perusahaan.
d. Mengawasi jalannya kebijakan yang diterapkan serta menjalin hubungan yang baik antara pekerja maupun pimpinan dengan pekerja. 2. Keuangan
Keuangan bertanggung jawab atas pembuatan laporan keuangan seperti, membuat laporan gaji karyawan, pembelian bahan baku dan peralatan, dan laporan jual/beli baterai mobil.
3. Pekerja stasiun peleburan
Pekerja stasiun peleburan bertanggung jawab atas hasil cetakan plate. Tugas dari pekerja stasiun peleburan adalah:
a. Melakukan persiapan sebelum proses peleburan mulai dari memeriksa bahan baku, peralatan yang digunakan.
b. Melakukan pemanasan tungku hingga peleburan timah c. Mencetak plate
4. Pekerja stasiun pemotongan
a. Membantu pekerja stasiun peleburan dalam melakukan persiapan kelengkapan
b. Memotong plate hasil pencetakan
c. Memisahkan serta menyusun hasil potongan plate antara plate yang akan didempul dengan plate sisa potongan untuk kemudian diolah kembali.
d. Menggiling timah lunak hingga menjadi tepung. 5. Pekerja stasiun pasting / pendempulan
Bertanggung jawab untuk proses pendempulan. Tugas pekerja stasiun pendempulan adalah:
a. Memeriksa semua kelengkapan proses pendempulan. b. Melakukan pendempulan pada plate.
6. Pekerja stasiun press pasting
Bertanggung jawab untuk proses pendempulan. Tugas pekerja stasiun press pasting adalah:
a. Memeriksa semua kelengkapan proses press pasting b. Mengepress plat yang telah didempul.
c. Menjemur plat yang telah di press
d. Membuat adonan dempul dari tepung hasil penggilingan timah lunak. e. penggilingan timah lunak hingga menjadi tepung untuk kemudian
diolah menjadi adonan yang dicampur dengan H2SO4 atau lebih
7. Pekerja Stasiun cell assa mbly
Pekerja stasiun cell assembly bertugas merangkai plate dan menghidrolisis plate yang telah dirangkai dikamar pengecasan.
8. Pekerja stasiun Assambly process
Pekerja stasiun assambly process bertanggung jawab atas semua hal yang berhubungan dengan proses perakitan. Tugas dari pekerja stasiun assembly process adalah memeriksa semua kelengkapan dalam melakukan proses perakitan, merakit plate yang telah dihidrolisis dengan memasukkannya kedalam box.
9. Pekerja stasiun Press assambly
Pekerja stasiun press assembly bertanggung jawab atas hal yang berhubungan dengan hasil akhir baterai. Tugas pekerja stasiun press assembly adalah:
a. Memeriksa kelengkapan proses press assembly
b. Mem-press baterai mobil untuk mengunci antara wadah dengan tutup box agar tidak mudah lepas dari box.
c. Mengecas / pengisian arus baterai di kamar pengecasan 10.Driver
2.4 Ruang Lingkup Bidang Usaha
[image:34.595.104.526.201.474.2]CV. Super Plates memproduksi berbagai macam jenis produk baterai mobil. Produk yang dihasilkan dapat dilihat pada Tabel 2.1
Tabel 2.1 Jenis dan Harga dari Produk CV Super Plates
No Tipe Volt AH Tukar
Tambah
Tanpa Tukaran
Baterai Rusak
1 NS-40Z 12 45 Rp.290.000 Rp 340.000 Rp 50.000
2 NS-60 12 55 Rp.300.000 Rp 380.000 Rp 80.000
3 NS-70 12 65 Rp 460.000 Rp 560.000 Rp 100.000
4 N-70Z 12 80 Rp 500.000 Rp 650.000 Rp 150.000
5 N-100 12 100 Rp 600.000 Rp 800.000 Rp 200.000
6 N-120 12 120 Rp 700.000 Rp 950.000 Rp 250.000
7 N-150 12 150 Rp 880.000 Rp 1.180.000 Rp 280.000 8 N-200 12 200 Rp 1.200.000 Rp 1.580.000 Rp 350.000 9 60AH/BLAZER 12 60 Rp.500.000 Rp.580.000 Rp.80.000 10 80AH/MERCY/BMW 12 80 Rp.600.000 Rp.700.000 Rp.100.000 11 100 AH/MERCY 12 100 Rp. 700.000 Rp.850.000 Rp.150.000
Pemasaran baterai mobil dilakukan di pabrik itu sendiri dengan cara menjual langsung kepada pembeli yang datang langsung ke lokasi pabrik untuk memilih jenis baterai mobil yang diinginkan. Pembeli yang datang biasanya masih berlokasikan daerah medan khususnya daerah polonia.
2.5 Tenaga Kerja dan Jam Kerja
Tabel 2.2 Jumlah Tenaga Kerja di CV. Super Plates
No Bagian Jumlah
Pekerja
1 Keuangan 1
2 Pekerja stasiun peleburan 2
3 Pekerja stasiun pemotongan 1 4 Pekerja stasiun pendempulan/pasting 2 5 Pekerja stasiun press pasting 1 6 Pekerja stasiun cell assembly 1 7 Pekerja stasiun assembly process 1 8 Pekerja stasiun press assembly 2
9 Pekerja stasiun driver 1
Jumlah 12
Jam kerja yang diterapkan di CV. Super Plates adalah 7 jam kerja dengan rincian sebagai berikut:
1. Jam 09.00-12.00 WIB (Kerja) 2. Jam 12.01-13.00 WIB (Istirahat) 3. Jam 13.01-17.00 WIB (Kerja)
Hari minggu dan hari-hari besar lainnya merupakan hari libur bagi perusahaan.
2.6 Bahan yang Digunakan 2.6.1 Bahan Baku
1. Timah Hitam (Pb)
Timah Hitam adalah logam berat yang terdapat secara alami di dalam kerak bumi. Dalam sehari diperlukan 200 kg timah hitam yang terdiri dari 100 kg timah keras untuk membuat plate dan 100 kg timah lunak untuk membuat pasta.
2. Asam Sulfat (H2SO4)
Asam sulfat (H2SO4) atau yang lebih dikenal dengan istilah air keras
digunakan untuk membuat adonan pasta. 3. Air Raksa
Air raksa atau merkuri digunakan sebagai cairan yang berada di dalam wadah.
2.6.2 Bahan Penolong
Bahan penolong adalah bahan yang tidak digunakan dalam proses produksi secara langsung yang sengaja ditambahkan dengan maksud untuk melengkapi dan memperbaiki mutu dari produk yang dihasilkan dalam suatu proses produksi. Bahan penolong yang digunakan di CV. Super Plates adalah Box. Box digunakan sebagai wadah untuk menampung semua komponen baterai.
2.6.3 Bahan Tambahan
menggunakan bahan tambahan produk akan tetap bisa diselesaikan tetapi hasilnya tidak sesuai yang diharapkan dan fungsinya tidak sempurna. Bahan tambahan yang digunakan dalam proses produksi di CV. Super Plates adalah air. Air digunakan untuk mengurangi kadar air raksa ketika membuat pasta.
2.7 Proses Produksi
Uraian proses produksi baterai mobil diuraikan sebagai berikut : 1. Peleburan
Timah (Pb) keras dilebur 1 tungku sebanyak 100 kg selama 1 jam dengan suhu 325 derajat celcius. Sedangkan untuk timah (Pb) lunak digiling dengan mesin molen dengan kecepatan 24 rpm selama 8 jam. Timah hitam yang sudah dilebur akan dijadikan plate dengan cara menuangkan cairan timah hitam kedalam mesin cetakan dengan sendok untuk di cetak menjadi plate sedangkan hasil dari peleburan timah lunak digunakan untuk pasta
dengan cara hasil peleburan timah lunak berupa tepung dicampur dengan air keras (asam sulfat) untuk mendapatkan adonan pasta.
2. Pemotongan
Setelah selesai pencetakan tahap berikutnya adalah memotong plate menjadi dua bagian lalu dirapikan sisi-sisinya dengan menggunakan alat pemotong plate.
Plate yang sudah di potong-potong selanjutnya didempul dengan adonan
pasta/dempul. Adonan dempul dioleskan ke semua badan plate dengan menggunakan sendok/skrap.
4. Press Pasting/ Pengepresan Pasta
Plate yang telah didempul kemudian dipress dengan menggunakan mesin giling. Hal ini dilakukan untuk menekan pasta agar tidak lepas dari plate lalu dijemur di outdor hingga pasta yang terdapat pada plate mengering. 5. Cell Assembly
Plate yang telah kering kemudian diangkat untuk kemudian dirangkai dengan menggunakan alat soulder. Plate dirangkai dengan menyusun 5 buah plate dalam setiap rangkaian. Plate yang sudah dirangkai kemudian dielektrolisis selama 12 jam dalam kamar pengecasan. Proses elektrolisis adalah proses reduksi oksidasi kutub-kutub sehingga terjadi migrasi ion-ion pada plate yang membuat plate dapat menyimpan atau mengeluarkan energi listrik.
6. Assembly Process
Assembly process adalah proses merakit plate-plate yang telah dihidrolisis
kedalam wadah/box. Perakitan dilakukan berdasarkan jenis baterai aki yang akan diproduksi. Setelah selesai dirakit maka tahap selanjutnya adalah menyusun kedalam box yang berisi larutan air raksa dan air.
Hasil baterai yang telah dirangkai kemudian di press. Hal ini dilakukan untuk mengunci dan merekatkan tutup box dengan wadahnya. Baterai ini kemudian diisi dengan arus selama 10-12jam di kamar pengecasan.
2.8 Mesin dan Peralatan 2.8.1 Mesin Produksi
Mesin yang digunakan untuk proses produksi baterai mobil pada CV. Super Plates adalah mesin molen dan mesin press sederhana yang bersifat umum.
2.8.2 Peralatan
Peralatan yang digunakan dalam mendukung proses produksi bateraimobil di CV. Super Plates adalah:
1. Tungku
Tungku digunakan untuk membakar timah. 2. Solder
Solder digunakan untuk merangkai plate. 3. Kuas
Kuas digunakan untuk mengoleskan pasta pada permukaan plate. 4. Parang
Parang digunakan untuk memotong plate yang telah dicetak. 5. Kereta sorong
6. Sarung Tangan
Sarung tangan digunakan sebagai alat penutup tangan pada saat mendempul agar tidak terjadi kapalan pada telapak tangan.
2.9 Utilitas
Utilitas merupakan bagian yang penting dalam menunjang kegiatan operasi dalam pabrik, penanggulangan kebakaran dan perumahan. Sistem utilitas yang terdapat di CV. Super Plates adalah :
1. Pembangkit Tenaga Listrik
Penggunaan tenaga listrik PLN dengan daya 555 KVA untuk menghidupkan mesin-mesin secara normal. Selain itu apabila terjadi hambatan karena pemadaman listrik maka digunakan generator cadangan berdaya 380 KVA dengan spesifikasi sebagai berikut :
a. Jenis : SR4 serial no. B49BH6998
b. Merk : Maspion
c. Jumlah : 1 unit d. Bahan bakar : solar
e. Power : 288 KVA, 50 Hz, 1500 rpm, 3 phase, cos ω 0,8 2. Air
BAB III
LANDASAN TEORI
3.1 Ergonomi
Ergonomi adalah suatu cabang ilmu yang sistematis untuk memanfaatkan informasi-informasi mengenai sifat, kemampuan, dan keterbatasan manusia untuk merancang suatu sistem kerja, sehingga orang dapat hidup dan bekerja pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan melalui pekerjaan itu dengan efektif, aman, sehat, nyaman dan efisien2.
Tujuan ergonomi adalah untuk meningkatkan produktivitas tenaga kerja pada suatu institusi atau organisasi. Hal ini dapat tercapai apabila terjadi kesesuaian antara pekerja dengan pekerjaannya. Banyak yang menyimpulkan bahwa tenaga kerja harus dimotivasi dan kebutuhannya terpenuhi. Dengan demikian akan menurunkan jumlah karyawan yang tidak masuk kerja. Pendekatan ergonomi mencoba untuk mencapai kebaikan bagi pekerja dan pimpinan institusi. Hal ini dapat tercapai dengan memperhatikan empat tujuan utama ergonomi, antara lain: (1) memaksimalkan efisiensi karyawan, (2) memperbaiki kesehatan dan keselamatan kerja, (3) menganjurkan agar bekerja aman (comfort), nyaman (convenience) dan bersemangat, dan (4) memaksimalkan bentuk (performance) kerja yang menyakinkan3.
3.2 Musculoskeletal Disorder (MSDs)
2 Iftikar Z Sutalaksana, Teknik Tata Cara Kerja. (Bandung: ITB, 1979), h.72-73.
3 Gempur Santoso. Ergonomi Manusia, Peralatan dan Lingkungan. Jakarta: Perpustakaan
Keluhan musculoskeletal adalah keluhan pada bagian-bagian otot skeletal yang dirasakan oleh seseorang mulai dari keluhan sangat ringan sampai sangat sakit. Apabila otot menerima beban statis secara berulang dan dalam waktu yang lama, akan dapat menyebabkan keluhan berupa kerusakan pada sendi, ligamen dan tendon. Keluhan hingga kerusakan inilah yang biasanya diistilahkan dengan keluhan musculoskeletal disorder (MSDs) atau cidera pada sistem musculoskeletal. Secara garis besar keluhan otot dapat dikelompokkan menjadi dua, yaitu:
1. Keluhan sementara (reversible), yaitu keluhan otot yang terjadi pada saat otot menerima beban statis, namun demikian keluhan tersebut akan segera hilang apabila pembebanan dihentikan, dan
2. Keluhan menetap (persistent), yaitu keluhan otot yang bersifat menetap. Walaupun pembebanan kerja telah dihentikan, namun rasa sakit pada otot masih terus berlanjut.
oleh besarnya tenaga yang diperlukan. Suplai oksigen ke otot menurun, proses metabolisme karbohidrat terhambat dan sebagai akibatnya terjadi penimbunan asam laktat yang menyebabkan timbulnya rasa nyeri otot.
Keluhan musculoskeletal terjadi disebabkan beberapa faktor yaitu: 1. Peregangan otot yang berlebihan
Peregangan yang berlebihan (over exertion) pada umumnya sering dikeluhkan oleh pekerja dimana aktivitas kerjanya menuntut pengerahan tenaga yang besar seperti aktivitas mengangkat, mendorong, menarik, dan menahan beban yang berat. Peregangan otot yang berlebihan ini terjadi karena pengerahan tenaga yang diperlukan melampaui kekuatan optimum otot. Apabila hal serupa sering dilakukan, maka dapat mempertinggi resiko terjadinya keluhan otot, bahkan dapat menyebabkan terjadinya cedera otot skeletal.
2. Aktivitas berulang
Aktivitas berulang adalah pekerjaan yang dilakukan secara terus menerus. Keluhan otot terjadi karena otot menerima tekanan akibat beban kerja secara terus menerus tanpa memperoleh kesempatan untuk relaksasi.
3. Sikap kerja tidak alamiah
Sikap kerja tidak alamiah adalah sikap kerja yang menyebabkan posisi bagian-bagian tubuh bergerak menjauhi posisi alamiah, misalnya posisi tangan terangkat,punggung terlalu membungkuk, kepala terangkat, dsb. 4
4
3.3 Postur Kerja
Posisi tubuh dalam kerja sangat ditentukan oleh jenis pekerjaan yang dilakukan. Masing-masing posisi kerja mempunyai pengaruh yang berbeda-beda terhadap tubuh. Bekerja dengan posisi duduk mempunyai keuntungan antara lain: 1. Pembebanan pada kaki
2. Pemakaian energi dapat dikurangi
3. Keperluan untuk sirkulasi darah dapat dikurangi
Namun demikian kerja dengan sikap duduk terlalu lama dapat menyebabkan otot perut melembek dan tulang belakang akan melengkung sehingga cepat lelah. Mengingat posisi duduk mempunyai keuntungan dan kerugian, maka untuk mendapatkan hasil kerja yang lebih baik tanpa pengaruh buruk pada tubuh, perlu dipertimbangkan pada jenis pekerjaan apa saja sesuai diterapkan posisi duduk. Untuk maksud tersebut, diberikan pertimbangan tentang pekerjaan yang paling baik dilakukan dengan posisi duduk. Pekerjaan tersebut antara lain:
1. Pekerjaan yang memerlukan kontrol dengan teliti pada kaki
2. Pekerjaan utama adalah menulis atau memerlukan ketelitian pada tangan 3. Tidak diperlukan tenaga dorong yang besar
4. Objek yang dipegang tidak memerlukan tangan bekerja pada ketinggian lebih dari 15 cm dari landasan kerja
7. Seluruh objek yang dikerjakan atau disuplai masih dalam jangkauan dengan posisi duduk5
Selain posisi kerja duduk, posisi berdiri juga banyak ditemukan di perusahaan. Seperti halnya posisi duduk, posisi kerja berdiri juga mempunyai keuntungan maupun kerugian. Menurut Sutalaksana (2000) bahwa sikap berdiri merupakan sikap siaga baik fisik maupun mental, sehingga aktivitas kerja yang dilakukan lebih cepat, kuat dan teliti. Pada dasarnya, berdiri lebih lelah daripada duduk dan energi yang dikeluarkan untuk berdiri lebih banyak 10-15% dibandingkan dengan duduk. Untuk meminimalkan pengaruh kelelahan dan keluhan subyektif maka pekerjaan harus didesain agar tidak terlalu banyak menjangkau, membungkuk, atau melakukan gerakan dengan posisi kepala yang tidak alamiah. Untuk maksud tersebut, diberikan pertimbangan tentang pekerjaan yang paling baik dilakukan dengan posisi berdiri antara lain:
1. Tidak tersedia tempat untuk kaki dan lutut
2. Harus memegang objek yang berat (lebih dari 4,5 kg) 3. Sering menjangkau ke atas, ke bawah dan ke samping. 5. Sering melakukan pekerjaan dengan menekan ke bawah 6. Memerlukan mobilitas tinggi
Dari posisi kerja duduk dan berdiri dicoba diambil keuntungan dengan mengkombinasikan desain stasiun kerja untuk posisi duduk dan berdiri. Kemudian disimpulkan bahwa pemilihan posisi kerja harus sesuai dengan jenis pekerjaan yang dilakukan seperti pada Tabel 3.1
5
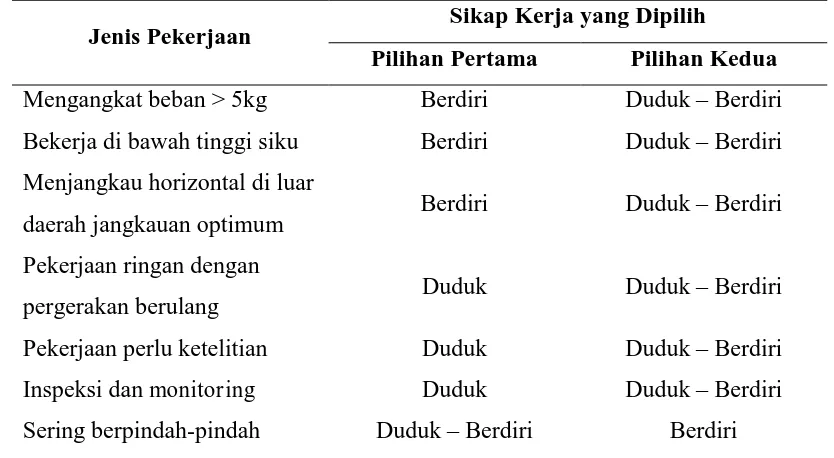
Tabel 3.1 Pemilihan Sikap Kerja Terhadap Jenis Pekerjaan yang Berbeda
Jenis Pekerjaan Sikap Kerja yang Dipilih
Pilihan Pertama Pilihan Kedua Mengangkat beban > 5kg Berdiri Duduk – Berdiri Bekerja di bawah tinggi siku Berdiri Duduk – Berdiri Menjangkau horizontal di luar
daerah jangkauan optimum Berdiri Duduk – Berdiri Pekerjaan ringan dengan
pergerakan berulang Duduk Duduk – Berdiri
Pekerjaan perlu ketelitian Duduk Duduk – Berdiri
Inspeksi dan monitoring Duduk Duduk – Berdiri
Sering berpindah-pindah Duduk – Berdiri Berdiri
Sumber: Helander (1995:60). A Guide to the Ergomic of Manufacturing.
3.4 Nordic Body Map (NBM)6
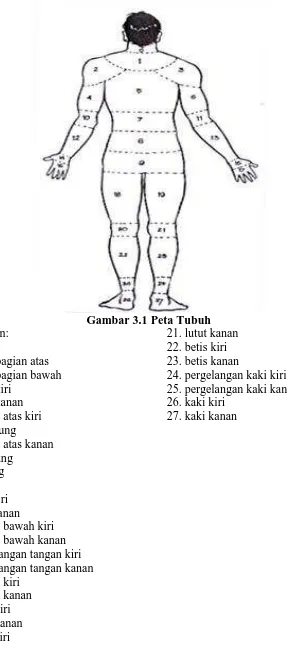
Nurliah (2012), salah satu metode untuk mengetahui keluhan MSDs adalah dengan menggunakan kuesioner nordic body map (NBM). NBM adalah peta tubuh untuk mengetahui bagian otot yang mengalami keluhan dan tingkat keluhan otot skeletal yang dirasakan pekerja. NBM membagi tubuh menjadi nomor 0 sampai 27 dari leher hingga kaki yang akan mengestimasi tingkat keluhan MSDs yang dialami pekerja. NBM tidak dapat dijadikan diagnosa klinik karena bersifat subjektif karena berdasarkan persepsi responden, tidak berdasarkan diagnosa kesehatan. Gambar peta tubuh dapat dilihat seperti pada Gambar 2.1 berikut.
Widya, 2004).
Gambar 3.1 Peta Tubuh Keterangan:
0. leher bagian atas 1. leher bagian bawah 2. bahu kiri
3. bahu kanan 4. lengan atas kiri 5. punggung
6. lengan atas kanan 7. pinggang
8. bokong 9. pantat 10. siku kiri 11. siku kanan
12. lengan bawah kiri 13. lengan bawah kanan 14. pergelangan tangan kiri 15. pergelangan tangan kanan 16. tangan kiri
17. tangan kanan 18. paha kiri 19. paha kanan 20. lutut kiri
21. lutut kanan 22. betis kiri 23. betis kanan
24. pergelangan kaki kiri 25. pergelangan kaki kanan 26. kaki kiri
3.5 REBA (Rapid Entire Body Assesment)
REBA merupakan suatu metode penilaian postur untuk menilai faktor
resiko gangguan tubuh keseluruhan. Data yang dikumpulkan adalah data mengenai postur tubuh, kekuatan yang digunakan, jenis pergerakan atau aksi, pengulangan, dan pegangan. Skor akhir REBA dihasilkan untuk memberikan semua indikasi tingkat resiko dan tingkat keutamaan dari sebuah tindakan yang harus diambil. Pada masing-masing tugas, menilai faktor postur tubuh dengan penilaian pada masing-masing grup yang terdiri atas dua grup, yaitu:
1. Grup A, terdiri atas: a. Batang tubuh (trunk) b. Leher (neck)
c. Kaki (legs) 2. Grup B, terdiri atas:
a. Lengan atas (upper arm) b. Lengan bawah (lower arm) c. Pergelangan tangan (wrist)
Pada masing-masing grup, diberikan suatu skala skor postur tubuh dan suatu pernyataan tambahan. Diberikan juga faktor beban atau kekuatan dan coupling7.
REBA dapat digunakan ketika penilaian postur kerja diperlukan dalam
sebuah pekerjaan:
2. Postur tubuh statis, dinamis, cepat berubah, atau tidak stabil.
3. Melakukan sebuah pembebanan seperti: mengangkat benda baik secara rutin ataupun sesekali.
4. Perubahan dari tempat kerja, peralatan, atau pelatihan pekerja sedang dilakukan dan diawasi sebelum atau sesudah perubahan.
Berikut ini adalah faktor-faktor yang dinilai pada metode REBA. 1. Grup A, terdiri dari :
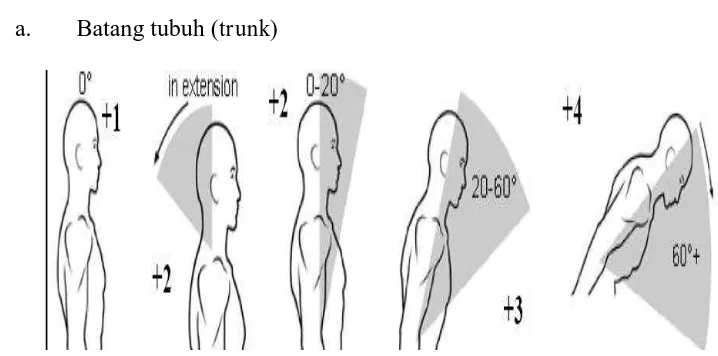
[image:49.595.120.479.299.477.2]a. Batang tubuh (trunk)
Gambar 3.2 Postur Batang Tubuh (Trunk)
Tabel 3.2 Penilaian Batang Tubuh (Trunk)
Pergerakan Skor Skor Perubahan
Posisi normal 1
+1 jika batang tubuh berputar/bengkok/bungkuk 0 - 200 (ke depan dan belakang) 2
<-200 atau 20 - 600 3
>600 4
b. Leher (neck)
Gambar 3.3 Postur Tubuh Bagian Leher (Neck)
Tabel 3.3 Penilaian Leher (Neck)
Pergerakan Skor Skor Perubahan
0 - 200 1
+1 jika leher berputar/bengkok >200- ekstensi 2
c. Kaki (legs)
Gambar 3.4 Postur Tubuh Bagian Kaki (Legs)
Tabel 3.4 Penilaian Kaki (Legs)
Pergerakan Skor Skor Perubahan
Posisi normal/seimbang
(berjalan/duduk) 1 +1 jika lutut antara 30-600 +2 jika lutut >600 Bertumpu pada satu kaki lurus 2
d. Beban (load)
1 2 3 Gambar 3.5 Ukuran Beban (Load)
Tabel 3.5 Penilaian Beban (Load)
Pergerakan Skor Skor Pergerakan
<5 kg 0
+1 jika kekuatan cepat
5 - 10 kg 1
>10 kg 2
2. Grup B, terdiri dari:
a. Lengan atas (upper arm)
Gambar 3.6 Postur Tubuh Bagian Lengan Atas (Upper Arm)
Tabel 3.6 Penilaian Lengan Atas (Upper Arm)
Pergerakan Skor Skor Perubahan
200 (ke depan dan belakang) 1 +1 jika bahu naik
+1 jika lengan berputar/bengkok -1 miring, menyangga berat lengan
>200 (ke belakang) atau 20 - 450 2
45 - 900 3
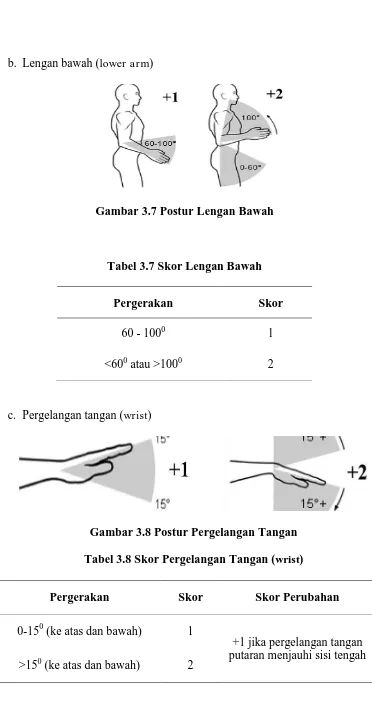
b. Lengan bawah (lower arm)
Gambar 3.7 Postur Lengan Bawah
Tabel 3.7 Skor Lengan Bawah
Pergerakan Skor
60 - 1000 1
<600 atau >1000 2
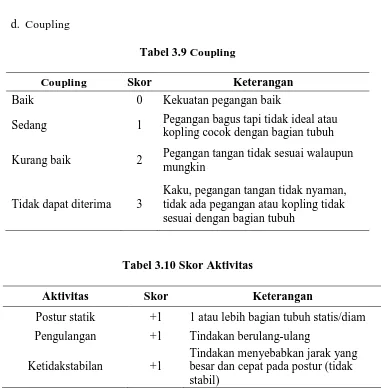
c. Pergelangan tangan (wrist)
[image:52.595.127.499.57.774.2]Gambar 3.8 Postur Pergelangan Tangan Tabel 3.8 Skor Pergelangan Tangan (wrist)
Pergerakan Skor Skor Perubahan
0-150 (ke atas dan bawah) 1
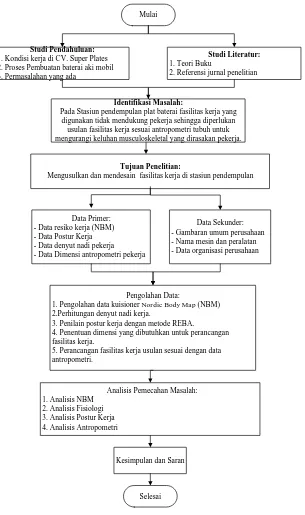
d. Coupling
Tabel 3.9 Coupling
Coupling Skor Keterangan
Baik 0 Kekuatan pegangan baik
Sedang 1 Pegangan bagus tapi tidak ideal atau kopling cocok dengan bagian tubuh Kurang baik 2 Pegangan tangan tidak sesuai walaupun
mungkin
Tidak dapat diterima 3
Kaku, pegangan tangan tidak nyaman, tidak ada pegangan atau kopling tidak sesuai dengan bagian tubuh
Tabel 3.10 Skor Aktivitas
Aktivitas Skor Keterangan
Postur statik +1 1 atau lebih bagian tubuh statis/diam Pengulangan +1 Tindakan berulang-ulang
Ketidakstabilan +1
Tindakan menyebabkan jarak yang besar dan cepat pada postur (tidak stabil)
Skor REBA kemudian diperiksa terhadap tingkat tindakan (Tabel 2.11). ini adalah ketetapan dari nilai yang sesuai untuk meningkatkan urgensi untuk kebutuhan dalam melakukan perubahan.
Tabel 3.11 Tingkat Tindakan REBA
Skor REBA Tingkat Risisko Action Level Tindakan
1 Diabaikan 0 Tidak perlu
2-3 Rendah 1 Mungkin perlu
Tabel 2.11 Tingkat Tindakan REBA (Lanjutan)
Skor REBA Tingkat Risisko Action Level Tindakan
8-10 Tinggi 3 Perlu segera
11-15 Sangat tinggi 4 Sekarang juga
3.6 Beban Kerja
3.6.1 Faktor yang Mempengaruhi Beban Kerja
Secara umum sehubungan dengan beban kerja dan kapasitas kerja dipengaruhi oleh berbagai faktor yang sangat kompleks, baik faktor eksternal dan internal.
1. Beban kerja karena faktor eksternal
Faktor eksternal adalah beban kerja yang berasal dari luar tubuh pekerja, yang termasuk beban kerja eksternal adalah tugas (task) itu sendiri, organisasi dan lingkungan kerja. Ketiga faktor tersebut disebut stressor.
a. Tugas-tugas (tasks) yang dilakukan baik yang bersifat fisik, seperti stasiun kerja, kondisi atau medan, sikap kerja, dan lain-lain. Sedangkan tugas-tugas yang bersifat mental seperti kompleksitas pekerjaan, atau tingkat kesulitan pekerjaan yang mempengaruhi tingkat emosi pekerja, tanggung pekerja, dan lain-lain.
c. Lingkungan kerja yang dapat memberikan beban tambahan kepada pekerja adalah :
1) Lingkungan kerja fisik seperti: mikroklimat, intensitas kebisingan, intensitas cahaya, vibrasi mekanis, dan tekanan udara
2) Lingkungan kerja kimiawi seperti debu, gas-gas pencemar udara, dan lain-lain.
3) Lingkungan kerja biologis, seperti bakteri, virus, parasit, dan lain-lain.
4) Lingkungan kerja fisiologis seperti penempatan dan pemilihan karyawan, hubungan sesama pekerja, pekerja dengan atasan, pekerja dengan lingkungan sosial, dan lain-lain.
2. Beban kerja karena faktor internal
Faktor internal beban kerja adalah faktor yang berasal dari dalam tubuh itu sendiri sebagai akibat adanya reaksi dari beban kerja eksternal. Reaksi tersebut disebut strain, besar kecilnya strain dapat dinilai baik secara objektif maupun subjektif. Secara objektif yaitu melalui perubahan reaksi fisiologis, secara subjektif dapat melalui perubahan fisiologis dan perubahan perilaku. Secara singkat faktor internal meliputi :
a. Faktor somatic (jenis kelamin, umur, ukuran tubuh, kondisi kesehatan, kondisi kesehatan).
3.6.2 Penilaian Beban Kerja Berdasarkan Jumlah Kebutuhan Kalori Salah satu kebutuhan utama dalam pergerakan otot adalah kebutuhan akan oksigen yang dibawa oleh darah ke otot untuk pembakaran zat dalam menghasilkan energi. Sehingga jumlah oksigen yang dipergunakan oleh tubuh merupakan salah satu indikator pembebanan selama bekerja. Dengan demikian setiap aktivitas pekerjaan memerlukan energi yang dihasilkan dari proses pembakaran. Berdasarkan hal tersebut maka kebutuhan kalori dapat digunakan sebagai indikator untuk menentukan besar ringannya beban kerja.
Persamaan yang digunakan dalam menghitung nilai konsumsi energi dapat dilihat dari hasil penelitian Muller (1962), yaitu:
Y = 1,80411 – 0,0229038x – 4,71711.10-4x2………(1)
Menteri Tenaga Kerja melalui keputusan No. 51 tahun 1999 menetapkan kebutuhan kalori untuk menentukan berat ringannya pekerjaan yaitu sebagai berikut:
1. Beban kerja ringan : 100-200 Kilo kalori/jam 2. Beban kerja sedang : > 200-350 Kilo kalori/ jam 3. Beban kerja berat : > 350-500 Kilo kalori/ jam
Kebutuhan kalori seorang pekerja selama 24 jam ditentukan oleh tiga hal: 1. Kebutuhan kalori untuk metabolisme basal, dipengaruhi oleh jenis kelamin
dan usia.
2. Kebutuhan kalori untuk kerja, kebutuhan kalori sangat ditentukan dengan jenis aktivitasnya, berat atau ringan.
3. Kebutuhan kalori untuk aktivitas lain-lain di luar jam kerja.
3.6.3 Penilaian Beban Kerja Berdasarkan Denyut Nadi
Klasifikasi beban kerja berdasakan peningkatan denyut nadi kerja yang dibandingkan dengan denyut nadi maskimum karena beban kardiovaskuler (cardiovasiculair = %CVL) yang dihitung berdasarkan rumus di bawah ini :
istirahat nadi Denyut maksimum nadi Denyut istirahat) nadi Denyut kerja nadi (Denyut 100 %CVL …….(2)
Di mana denyut nadi maksimum adalah (220-umur) untuk laki-laki dan (200-umur) untuk wanita. Dari perhitungan % CVL kemudian akan dibandingkan dengan klasifikasi yang telah ditetapkan sebagai berikut :
3.7 Antropometri
Istilah Antropometri berasal dari “anthro” yang berarti manusia dan
“metri” yang berarti ukuran. Secara definitif antropometri dapat dinyatakan
sebagai suatu studi yang berkaitan dengan pengukuran dimensi tubuh manusia8 Anthopometri juga bisa diartikan suatu kumpulan data numerik yang berhubungan dengan karakteristik fisik tubuh manusia ukuran, bentuk, dan kekuatan serta penerapan dari data tersebut untuk pananganan masalah desain. Manusia pada dasarnya akan memiliki bentuk, ukuran, (tinggi, lebar, dan sebagainya), berat, dan lain-lain yang berbeda satu dengan yang lainnya.
Seseorang dapat bekerja baik bagi perusahaan bergantung pada seberapa baik rancangan tempat kerjanya. Memperhatikannya berarti berkontribusi pada keamanan, kesehatan, dan kenyamanan kerja. Pada gilirannya hal-hal ini akan meningkatkan kemampuan kerja yang bersangkutan. Dua hal diantaranya adalah dimensi benda-benda yang berinteraksi dengan pekerja dan lingkungan kerjanya. Karena dimensi objek mesti bersesuaian dengan pemakainya maka perlu dikenali antropometri, suatu bidang kajian dari ergonomi yang mempelajari karakter ukuran-ukuran fisik tubuh manusia (Sutalaksana, 1979)
Ada beberapa faktor yang akan mempengaruhi ukuran tubuh manusia, yaitu:
1. Umur
umur sekitar 20-tahunan. Setelah itu, tidak lagi akan terjadi pertumbuhan bahkan justru akan cenderung berubah menjadi penurunan ataupun penyusutan yang dimulai sekitar umur 40-tahunan.
2. Jenis kelamin
Dimensi ukuran tubuh laki-laki umumnya akan lebih besar dibandingkan dengan wanita, terkecuali untuk beberapa bagian tubuh tertentu seperti panggul, dan sebagainya.
3. Suku/bangsa (ethnic)
Setiap suku bangsa ataupun kelompok suku etnik akan memiliki karakteristik fisik tubuh yang berbeda satu dengan yang lainnya.
4. Posisi tubuh (posture)
Sikap ataupun posisi tubuh berpengaruh terhadap ukuran tubuh oleh sebab itu, posisi tubuh standard harus diterapkan untuk survei pengukuran.
5. Cacat tubuh
Data anthropometri disini akan diperlukan untuk perancangan prosuk bagi orang-orang cacat.
6. Tebal/tipisnya pakaian
Faktor iklim yang berbeda akan memberikan variasi yang berbeda-beda pula dalam bentuk rancangan dan spesifikasi pakaian. Dengan demikian dimensi tubuh orangpun akan berbeda dari suatu tempat dengan tempat yang lain. 7. Kehamilan
8 Sritomo wignjosoebroto, Ergonomi Studi Gerak dan Waktu, Edisi Pertama, Cetakan
Kondisi semacam ini jelas akan mempengaruhi bentuk dan ukuran tubuh (khusus perempuan). Hal tersebut jelas memerlukan perhatian khusus terhadap produk-produk yang dirancang bagi segmentasi seperti ini.
Akhirnya, sekalipun segmentasi dari populasi yang ingindituju dari rancangan suatu produk selalu berhasil diidentifikasikan sebaik-baiknya, berdasarkan factor-faktor seperti yang telah diuraikan, namun adanya variasi ukuran sebenarnya akan mudah diatasi dengan cara merancang produk yang
“mampu suai” (adjustable) dalam suatu rentang dimensi ukuran pemakainya
(Sritomo Wignjosoebroto, 1995)
Sikap ataupun posisi tubuh akan berpengaruh terhadap ukuran tubuh oleh karena itu harus posisi tubuh standar harus diterapkan untuk survei pengukuran. Berkaitan dengan posisi tubuh manusia dikenal dua cara pengukuran, yaitu: 1. Antropometri Statis (Structural Body Dimensions)
Disini tubuh diukur dalam berbagai posisi standard dan tidak bergerak (tetap tegak sempurna). Dimensi tubuh yang diukur meliputi berat badan, tinggi tubuh, dalam posisi berdiri, maupun duduk, ukuran kepala, tinggi/panjang lutut, pada saat berdiri/duduk, panjang lengan, dan sebagainya.
2. Antropometri Dinamis (Functional Body Dimensions)
Disini pengukuran dilakukan terhadap posisi tubuh pada saat berfungsi melakukan gerakan-gerakan tertentu yang berkaitan dengan kegiatan yang harus diselesaikan (Sritomo Wignjosoebroto, 1995).
pengambilan ukuran dimensi anggota tubuh. Penjelasan mengenai pengukuran dimensi antropometri tubuh yang diperlukan dalam perancangan dijelaskan pada Gambar 3.9.
Gambar 3.9 Antropometri untuk Perancangan Produk
Sumber: Nurmianto, 2004
Keterangan :
1 : Dimensi tinggi tubuh dalam posisi tegak (dari lantai sampai dengan ujung kepala).
2 : Tinggi mata dalam posisi berdiri tegak. 3 : Tinggi bahu dalam posisi berdiri tegak.
4 : Tinggi siku dalam posisi berdiri tegak (siku tegak lurus).
5 : Tinggi kepalan tangan yang terjulur lepas dalam posisi berdiri tegak (dalam gambar tidak ditunjukkan).
6 : Tinggi tubuh dalam posisi duduk (di ukur dari alas tempat duduk pantat sampai dengan kepala).
9 : Tinggi siku dalam posisi duduk (siku tegak lurus). 10 : Tebal atau lebar paha.
11 : Panjang paha yang di ukur dari pantat sampai dengan. ujung lutut.
12 : Panjang paha yang di ukur dari pantat sampai dengan bagian belakang dari lutut betis.
13 : Tinggi lutut yang bisa di ukur baik dalam posisi berdiri ataupun duduk. 14 : Tinggi tubuh dalam posisi duduk yang di ukur dari lantai sampai dengan
paha.
15 : Lebar dari bahu (bisa di ukur baik dalam posisi berdiri ataupun duduk). 16 : Lebar pinggul ataupun pantat.
17 : Lebar dari dada dalam keadaan membusung (tidak tampak ditunjukkan dalam gambar).
18 : Lebar perut.
19 : Panjang siku yang di ukur dari siku sampai dengan ujung jari-jari dalam posisi siku tegak lurus.
20 : Lebar kepala.
21 : Panjang tangan di ukur dari pergelangan sampai dengan ujung jari. 22 : Lebar telapak tangan.
23 : Lebar tangan dalam posisi tangan terbentang lebar kesamping kiri kanan (tidak ditunjukkan dalam gambar).
24 : Tinggi jangkauan tangan dalam posisi duduk tegak.
3.7.1 Aplikasi Distribusi Normal dalam Penetapan Data Antropometri Data anthropometri sangat diperlukan agar rancangan suatu produk dapat sesuai dengan orang yang akan mengoperasikannya. Ukuran tubuh yang diperlukan pada hakikatnya tidak sulit diperoleh dari pengukuran secara individual, seperti halnya yang dijumpai untuk produk yang dibuat berdasarkan pesanan (job order).
Situasi menjadi berubah jika lebih banyak lagi produk standar yang harus dibuat untuk dioperasikan oleh banyak orang. Permasalahan yang timbul adalah ukuran siapakah yang digunakan sebagai acuan untuk mewakili populasi yang ada. Karena pastinya ukuran setiap individu akan bervariasi satu dengan populasi yang menjadi target sasaran produk yang akan dirancang. Permasalahan adanya variasi ukuran sebenarnya akan lebih mudah dipecahkan jika dapat merancang produk yang memiliki fleksibilitas dan adjustable dengan suatu rentang ukuran tertentu. Gambar 3.10 menjelaskan kurva distribusi normal dengan percentil 95.
Gambar 3.10 Kurva Distribusi Normal dengan Persentil 95
sesuai dengan tabel probabilitas distribusi normal. Dengan persentil, maka yang dimaksudkan disini adalah suatu nilai yang menunjukkan persentase tertentu dari orang yang memiliki ukuran pada atau di bawah nilai tersebut.sebagai contoh, persentil 95 akan menunjukkan 95 % populasi akan berada pada atau di bawah ukuran tersebut; sedangkan persentil 5 akan menunjukkan 5 % populasi akan berada pada atau dibawah ukuran itu. Dalam antropometri, angka 95 akan menggambarkan ukuran tubuh manusia yang terbesar dan angka 5 menggambarkan ukuran tubuh manusia yang terkecil. Bilamana diharapkan ukuran akan mampu mengakomodasikan 95 % dari populasi yang ada, maka disini diambil rentang percentil 2,5 dan percentil 97,5 sebagai batas-batasnya (Sritomo, 1995). Pemakaian nilai-nilai percentil umum diaplikasikan dalam perhitungan data antopometri yang dijelaskan dala Tabel 3.12 berikut ini.
Tabel 3.12 Persentil dan Cara Perhitungan Dalam Distribusi Normal Persentil Perhitungan
1-th - 2.325 σ
2.5-th - 1.96 σ
5-th - 1.645 σ
10-th - 1.28 σ
50-th
90-th + 1.28 σ
95-th + 1.645 σ
97.5-th + 1.96 σ
99-th + 2.325 σ
3.7.2 Aplikasi Antropometri dalam Perancangan Produk
prinsip-prinsip apa yang harus diambil di dalam aplikasi data antropometri tersebut harus ditetapkan terlebih dahulu seperti diuraikan berikut ini :
1. Prinsip Perancangan Produk Bagi Individual Dengan Ukuran Yang Ekstrim. Di sini rancangan produk dibuat agar bisa memenuhi 2 (dua) sasaran produk, yaitu :
a. Bisa sesuai untuk ukuran tubuh manusia yang mengikuti klasifikasi ekstrim dalam arti terlalu besar atau terlalu kecil bila dibandingkan rata-ratanya.
b. Tetap bisa digunakan untuk memenuhi ukuran tubuh yang lain (mayoritas dari ada).
Agar bisa digunakan untuk memenuhi sasaran pokok tersebut maka ukuran tubuh yang diaplikasikan ditetapkan dengan cara :
a. Dimensi minimum yang harus ditetapkan dari suatu rancangan produk umumnya didasarkan pada nilai percentile yang terbesar seperti 90-th, 95-th atau 99-th percentile. Contoh konkrit pada kasusu ini bisa dilihat pada penetapan ukuran miinimal dari lebar dan tinggi dari pintu darurat, dll.
Aplikasi data antropometri umumnya digunakan untuk perancangan produk ataupun fasilitas kerja akan menetapkan nilai 5-th percentile untuk dimensi maksimum dan 95-th percentile untuk dimensi minimumnya.
2. Prinsip Perancangan Produk Yang Bisa Dioperasikan Di antara Rentang Ukuran Tertentu.
Rancangan bisa dirubah-rubah ukurannya sehingga cukup fleksibel dioperasikan oleh setiap orang yang memiliki berbagai macam ukuran tubuh. Contoh yang paling umum dijumpai adalah perancangan kursi mobil yang mana dalam hal ini letaknya bisa digeser maju atau mundur dan sudut sandarannya pun bisa berubah-ubah sesuai dengan yang diinginkan. Dalam kaitannya untuk mendapatkan rancangan yang fleksible, semacam ini maka data antropometri yang umum diaplikasikan adalah dalam rentang nilai 5-th s/d 95-th percentile.
3. Prinsip Perancangan Produk dengan Ukuran Rata-Rata.
Rancangan produk didasarkan terhadap rata-rata ukuran manusia. Problem pokok yang dihadapi dalam hal ini justru sedikit sekali mereka yang berbeda dalam ukuran rata-rata. Di sini produk dirancang dan dibuat untuk mereka yang berukuran sekitar rata-rata, sedangkan bagi mereka yang memiliki ukuran ekstrim akan dibuatkan rancangan tersendiri.
Maka adapun beberapa saran/rekomendasi yang bisa diberikan sesuai dengan langkah - langkah seperti berikut :
b. Tentukan dimensi tubuh mana yang penting dalam proses perancangan tersebut, dalam hal ini juga perlu diperhatikan apakah harus menggunakan data structural body dimension ataukah functiona l body dimension.
c. Selanjutnya tentukan populasi terbesar yang harus diantisipasi, diakomodasikan dan menjadi target utama pemakai rancangan produk
tersebut. Hal ini lazim dikenal sebagai “Market Segmentation” seperti
produk mainan untuk anak-anak, peralatan rumah tangga untuk wanita, dll. d. Pilih presentase populasi yang harus diikuti: 90-th, 95-th, 99-th ataukah
nilai percentile yang lain yang dikehendaki.
e. Untuk setiap dimensi tubuh yang telah didefinisikan selanjutnya pilih/tetapkan nilai ukurannya dari tabel data antropometri yang sesuai. Aplikasikan data tersebut dan tambahkan faktir kelonggaran (allowance) bila diperlukan seperti halnya tambahan ukuran akibat faktor tebalnya pakaian yang harus dikenakan oleh operator, pemakaian sarung tangan (gloves), dan lain lain.
3.8 Uji Keseragaman Data dan Kecukupan Data
Bawah) dapat dikatakan dalam keadaan terkendali, sebaliknya jika suatu data berada di luar BKA dan BKB, maka data tersebut dikatakan berada dalam keadaan tidak terkendali (Sritomo, 1995).
Nilai batas kontrol atas dan batas kontrol bawah dapat dihitung apabila nilai standar deviasi telah diketahui. Berikut ini merupakan rumus untuk menghitung standar deviasi dari suatu kumpulan data.
1 2
n X Xi …………..(3)Berikut merupakan rumus yang digunakan untuk menghitung BKA dan BKB dari suatu kumpulan data.
k x BKB k x BKA ………….(4) dimana :
σ = standar deviasi = Data pengamatan
= Nilai rata-rata data N = banyak data
BKA = batas kendali atas BKB = batas kendali bawah k = tingkat kepercayaan
yang lebih besar dari BKA, maka data tersebut tidak boleh diikut sertakan dalam proses perhitungan (dieliminasi).
Uji kecukupan data dimaksudkan untuk menentukan sampel minimum yang dapat diolah untuk proses selanjutnya. Uji kecukupan data ini dimaksudkan untuk menentukan apakah sampel data yang dikumpulkan sudah cukup atau belum. Uji ini memiliki lambang N dan N’.
Rumus umum :
2 2 2 '
Xi Xi Xi N s k N ………..(5) Dimana :N’ = Jumlah pengamatan teoritis yang diperlukan N = Jumlah pengamatan aktual yang dilakukan Xi = Data pengamatan ( hasil pengukuran ) k = Tingkat kepercayaan
s = Tingkat ketelitian dalam bentuk persen (%)
Jika N (jumlah data yang telah diperoleh) lebih kecil jumlahnya
dibandingkan dengan jumlah data yang dibutuhkan (N’) berarti data tidak cukup
sehingga diperlukan penambahan data sebanyak N’-N buah. Sebaliknya apabila N
lebih besar daripada N’ berarti data telah cukup.
3.9 Uji Distribusi Normal dengan Kolmogorov–Smirnov Test
perbedaan persepsi di antara satu pengamat dengan pengamat yang lain, yang sering terjadi pada uji normalitas dengan menggunakan grafik. Data yang mempunyai distribusi yang normal merupakan salah satu syarat dilakukannya parametric-test. Untuk data yang tidak mempunyai distribusi normal tentu saja
analisisnya menggunakan non parametric-test9.
Untuk mengatasi subjaktivitas yang tinggi tersebut maka diciptakan model analisis untuk mengetahui normal tidaknya distribusi serangkaian data. Model analisis yang digunakan adalah tes kolmogorov-smirov. Konsep dasar dari uji normalitas kolmogorov smirov adalah dengan membandingkan distribusi data (yang akan diuji normalitasnya) dengan distribusi normal baku. Distribusi normal baku adalah data yang telah ditransformasikan ke dalam bentuk Z-Score dan diasumsikan normal.
Jadi sebenarnya uji kolmogorov-smirov adalah uji beda antara data yang diuji normalitasnya dengan data normal baku. Seperti pada uji beda biasa, jika signifikasi di bawah 0,05 berarti terdapat perbedaan yang signifikan, dan jika signifikansi di atas 0,05 maka tidak terjadi perbedaan yang signifikan. Penerapan pada uji kolmogorov-smirov adalah bahwa uji signifikan di bawah 0,05 berarti data yang akan diuji mempunyai perbedaan yang signifikan dengan data normal baku, berarti data tersebut tidak normal, jika signifikasi diatas 0,05 maka berarti tidak terdapat perbedaan yang signifikan antara data yang akan diuji dengan data normal baku artinya data yang kita uji normal tidak berbeda dengan normal baku.
Yang diperbandingkan dalam suatu uji kolmogorov-smirnov adalah distribusi frekuensi komulatif hasil pengamatan dengan distribusi frekuensi komulatif yang diharapkan (actual observed cumulative frequency dengan expected cumulative frequency)
Langkah-langkah yang diperlukan dalam pengujian ini adalah:
1. Susun data dari hasil pengamatan mulai dari nilai pengamatan terkecil sampai nilai pengamatan terakhir.
2. Kemudian susunlah ditribusi frekuensi kumulatif relative dari pengamatan tersebut, dan notasikanlah dengan Fa (X)
3. Hitunglah nilai Z dengan rumus:
x X
Z
………….(6)
Dimana : Z = Satuan baku pada dsitribusi normal X = nilai data
x = mean
= standar deviasi
4. Hitung distribusi frekuensi kumulatif teoritis (berdasarkan area kurva normal) dan notasikan dengan Fe (X)
5. Hitung selisih antara Fa (X) dengan Fe (X)
6. Ambil angka selisih maksimum dan notasikan dengan D 7. Bandingk