PENGARUH KOSENTRASI PEREKAT TERHADAP
PERMEABILITAS DAN KUAT GESER (
SHEAR STRENGTH
)
PASIR CETAK DALAM INDUSTRI PENGECORAN LOGAM
PRA-SEMINAR
ARDIANSYAH
100822044
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PENGARUH KOSENTRASI PEREKAT TERHADAP
PERMEABILITAS DAN KUAT GESER (
SHEAR STRENGTH
)
PASIR CETAK DALAM INDUSTRI PENGECORAN LOGAM
PRA-SEMINAR HASIL
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar Sarjana Sains
ARDIANSYAH
100822044
DEPARTEMEN KIMIA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM
UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH KOSENTRASI PEREKAT TERHADAP PERMEABILITAS DAN KUAT GESER (SHEAR STRENGTH) PASIR CETAK DALAM INDUSTRI PENGECORAN LOGAM
Kategori : SKRIPSI
Nama : ARDIANSYAH
Nomor Induk Mahasiswa : 100822044
Program Studi : SARJANA ( S1 ) KIMIA
Departemen : KIMIA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM ( FMIPA ) UNIVERSITAS SUMATERA UTARA
Disetujui di Medan, Juli 2015
Dosen Pembimbing II Dosen Pembimbing I
Drs. Amir Hamzah Siregar, M.Si Dr. Darwin Yunus Nasution, M.S
NIP.196106141991031002 NIP.195508101981031006
Diketahui / Disetujui oleh:
Ketua Departemen Kimia FMIPA USU
PERNYATAAN
PENGARUH KOSENTRASI PEREKAT TERHADAP PERMEABILITAS DAN KUAT GESER (SHEAR STRENGTH) PASIR CETAK DALAM INDUSTRI PENGECORAN
LOGAM
PRA-SEMINAR HASIL
Saya mengakui bahwa skripsi ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, Juli 2015
PENGHARGAAN
Bismillahirrahmanirrahim,
Puji dan syukur ke hadirat Allah SWT, karena berkat rahmat dan karunia-Nya tugas akhir ini telah selesai disusun dalam rangka memenuhi kewajiban penulis sebagai salah satu syarat memperoleh gelar Sarjana Fakultas Matematika dan Ilmu Pengetahuan Alam di Universitas Sumatera Utara. Shalawat beriring salam penulis kirimkan kepada Nabi Muhammad SAW beserta keluarga dan para sahabat beliau.
Dalam penulisan tugas akhir ini penulis ingin mengucapkan rasa hormat dan terima kasih yang tak terhingga kepada Ayahanda dan Ibunda tercinta, Alinur P dan Zubaidah Hanim, buat adikku Faisal, Syahreza dan Nurfaizi atas cinta kasih, dukungan baik moril maupun materil, pengorbanan, serta doa tulus tiada hentinya demi kebaikan dan kebahagian penulis.
Selain itu penulis juga ingin megucapkan terima kasih yang sebesar-besarnya kepada: d. Dr. Darwin Yunus Nasution, M.S selaku pembimbing 1 dan Drs. Amir Hamzah
Siregar, M.Si selaku dosen pembimbing 2 yang telah banyak memberikan pengarahan dan bimbingan hingga terselesaikannya skripsi ini.
e. Bapak Dr. Sutarman, M.Sc selaku Dekan FMIPA USU.
f. Dr. Rumondang Bulan. MS selaku Ketua Departemen Kimia Ekstensi FMIPA USU. g. Drs. Albert Pasaribu, M.Sc selaku Sekretaris jurusan kimia FMIPA USU.
h. Bapak dan Ibu Dosen yang telah memberikan ilmunya selama masa studi saya di Terima kasih karena kalian telah menambah warna dalam hidup saya.
j. Serta segala pihak yang telah membantu saya menyelesaikan skripsi ini. Untuk itu semua, semoga Allah membalasnya dengan segala yang terbaik. Amin.
Saya menyadari bahwa skripsi ini masih banyak kekurangan, karena keterbatasan saya baik dalam literatur maupun pengetahuan. Oleh karena itu, saya mengharapkan kritik dan saran yang membangun demi kesempurnaan skripsi ini, dan semoga skripsi ini bermanfaat bagi kita semua.
Medan, Juli 2015 Penulis
ABSTRAK
ABSTRACT
DAFTAR ISI
1.6. Metodologi Penelitian ... 4
1.7. Lokasi Penelitian ... 5
BAB II. TINJAUAN PUSTAKA 2.1. Pasir silika ... 6
2.1.1. Pasir cetak ... 8
2.2. Sejarah Pengecoran ... 11
2.3. Bahan – bahan pengecoran ... 13
2.3.1. Besi Cor ... 13
2.3.1. Baja Cor ... 15
2.4. Polimer ... 16
2.4.1. Polimer Berdasarkan Sifat Termalnya ... 18
2.4.2. Polimer Berdasarkan Sifat Asalnya ... 19
2.5. Perekat ... 19
2.6. Poliester ... 21
2.6.1. Klasifikasi Poliester ... 21
2.6.2. Matriks Unsaturated Poliester (UPR) ... 22
2.7. Katalis Metil Etil Keton Peroksida (MEKPO) ... 25
2.8. Resin Phenol dan Ester ... 27
2.9. Karakterisasi Pasir Silika dan Pasir Cetak ... 29
2.9.2. Kadar Lempung (Clay) ... 30
2.9.3. Kadar Abu (LOI/ Loss On Ignition) ... 30
2.9.4. Distribusi Besar Butir Pasir (G.N) ... 31
2.9.5. Permeabilitas ... 32
2.9.6. Kuat Geser (Shear Strength) ... 34
BAB III. BAHAN DAN METODE PENELITIAN 3.1. Bahan ... 36
3.2. Alat ... 36
3.3. Prosedur Penelitian ... 37
3.3.1. Prosedur Pengujian Kadar Air (Moisture) ... 37
3.3.2. Prosedur Pengujian Kadar Lempung (Clay) ... 38
3.3.3. Prosedur Pengujian Kadar Abu (LOI/ Loss On Ignition) ... 38
3.3.4. Prosedur Pengujian Distribusi Besar Butir Pasir (G.N) ... 38
3.3.5. Perlakuan Pada Pasir Silika ... 38
3.3.6. Prosedur Pembuatan Pasir Cetak ... 39
3.4. Karakterisasi pasir Cetak ... 40
3.4.1. Proses Pengujian Permeabilitas ... 40
3.4.2. Proses Pengujian Kuat Geser (Shear Strength)... 40
3.5. Diagram Alir Penelitian ... 42
3.5.1. Karakteristik Pasir Silika ... 42
3.5.2. Pembuatan Pasir Cetak ... 43
BAB IV. HASIL DAN PEMBAHASAN 4.1. Hasil ... 44
4.1.1. Data Hasil Uji Pasir Silika ... 44
4.1.2. Data Hasil Uji Permeabilitas dan Kuat Geser (Shear Strength) ... 44
DAFTAR TABEL
Halaman
Tabel 2.1. Sifat pasir silika untuk penggunaan pengecoran ... 8
Tabel 2.2. Spesifikasi resin poliester tak jenuh, Yukalac 157®BTQN-EX... 24
Tabel 2.3. Sifat dan Wujud dari Katalis Metil Etil Keton Peroksida (MEKPO) ... 26
Tabel 2.4. Sifat dan Wujud dari Resin Phenol Alkali (FOSECO) ... 28
Tabel 4.1. Data hasil pengujian sifat fisis pasir silika ... 44
Tabel 4.2. Data hasil pengujian permeabilitas dan kuat geser pasir cetak campuran resin phenol – pasir silika ... 44
DAFTAR GAMBAR
Halaman
Gambar 2.1. Gambar 2.1 Grafik karakteristik Pasir ... 6
Gambar 2.2. Bentuk butir – butir pasir cetak ... 9
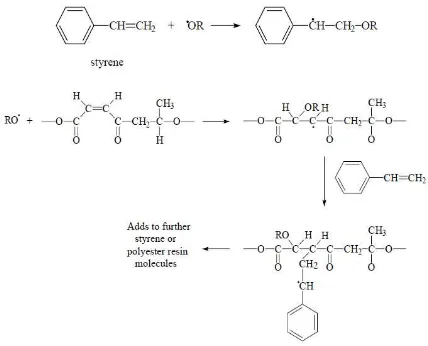
Gambar 2.3. Reaksi ikat silang poliester dengan stirena ... 23
Gambar 2.4. Reaksi phenol dengan ester ... 28
Gambar 2.5. Alat uji distribusi Besar butir pasir Ro-Tap ... 31
Gambar 2.6. Alat penguji permeabilitas (permeameter) ... 34
Gambar 2.7. Alat uji kuat geser (Universal Sand Strength Machine) ... 35
Gambar 4.1. Grafik shear strength (Psi) antara campuran resin phenol dengan pasir silika... 45
Gambar 4.2. Grafik permeabilitas (m2) antara campuran resin phenol dengan pasir silika... 46
Gambar 4.3. Grafik shear strength (Psi) antara campuran resin poliester dengan pasir silika... 46
DAFTAR SINGKATAN
ASTM = American Society of Testing and Materials AFS = AmericanFoundry Society
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Rumus Perhitungan Kadar Air (Moisture) ... 53
Lampiran 2. Rumus Perhitungan Kadar Lempung (Clay) ... 53
Lampiran 3. Rumus Perhitungan Kadar Abu (LOI/Loss On Ignition) ... 54
Lampiran 4. Rumus Perhitungan Distribusi Besar Butir pasir (G.N) ... 54
Lampiran 5. Nilai Standar AFS (American Foundry Society) atau PT. Growth Asia Foundry jl. K.L Yos Sudarso Km 10,5 Medan ... 55
Lampiran 6. Gambar cetakan stainless ... 56
Lampiran 7. Gambar kepala uji geser ... 56
Lampiran 8. Gambar seperangkat alat kempa ... 57
ABSTRAK
ABSTRACT
BAB 1
PENDAHULUAN
1.1.Latar Belakang
Saat ini proses pengecoran sudah sangat luas aplikasinya di bidang industri, pengecoran adalah proses pembentukan logam dengan cara memasukan logam cair kedalam cetakan berongga dan dilanjutkan dengan proses pembekuan logam tersebut. Proses ini membutuhkan suatu cetakan, yang fungsinya adalah untuk memberikaan bentuk serta dimensi kepada benda yang akan dibentuk. Cetakan harus dibuat sebaik mungkin karena tidak ada produk cor yang lebih baik dari cetakannya. Salah satu jenis cetakan yang biasa di pakai adalah cetakan pasir. Cetakan Pasir adalah cetakan yang terbuat dari pasir, yang umumnya berupa silika, kromit dan zircon.
Dalam kegiatan industri, penggunaan pasir kuarsa atau pasir silika sudah berkembang meluas, baik langsung sebagai bahan baku utama maupun bahan ikutan. Sebagai bahan baku utama, misalnya digunakan dalam industri gelas kaca, semen, tegel, mosaik keramik, bahan baku fero silikon, silikon carbide bahan abrasit (ampelas dan sand blasting). Sedangkan sebagai bahan ikutan, misal dalam industri cor, industri perminyakan dan pertambangan, bata tahan api (refraktori), dan lain sebagainya (Dawson,1982).
(bila diperlukan), peleburan logam, penuangan logam cair ke dalam cetakan, pendinginan dan pembekuan, pembongkaran cetakan pasir, pembersihan dan pemeriksaan hasil coran dan proses pengecoran selesai (Groover, 1996).
Pasir cetak adalah pasir yang dicampurkan dengan pengikat khusus (perekat). Pasir cetak merupakan salah satu komponen yang paling penting pada proses pengecoran logam. Komposisi pasir cetak yaitu pasir kuarsa tersebar di seluruh wilayah Indonesia. Jenis pasir kuarsa yang terdapat di wilayah Indonesia bermacam-macam tingkat kehalusan, ukuran pasir, dan bentuk pasirnya. Pasir cetak yang dipakai dalam proses pengecoran logam dimungkinkan dapat mempengaruhi kualitas hasil pengecoran logam. Pasir dan pengikat harus mempunyai derajat tahan api tertentu terhadap temperatur tinggi, kalau logam cair dengan temperatur tinggi ini dituang ke dalam cetakan. Cetakan yang baik tentu saja tidak diinginkan jenis pengikat yang menyebabkan : terjadinya gas, sifat tahan api yang buruk atau susahnya pembuatan cetakan. Mengingat hal – hal ini, maka dipakai bahan – bahan seperti : air – kaca, resin, semen dan sebagainya yang berfungsi sebagai pengikat. Beberapa dari pengikat itu mempunyai pengaruh pengeringan pada temperatur kamar dan yang lain menunjukkan pengaruh tersebut dengan suatu pemanasan. Cetakan biasanya dibuat dengan jalan memadatkan pasir. Pasir yang dipakai adalah pasir yang cocok dan dicampurkan pengikat khusus, umpamanya air – kaca, semen, resin furan, resin fenol atau minyak pengering, karena penggunaan zat – zat tersebut memperkuat cetakan atau mempermudah operasi pembuatan cetakan (Tata surdia, 2006).
Berdasarkan uraian di atas, maka peneliti ingin melakukan penelitian tentang pembuatan pasir cetak dari resin phenol dan pasir silika, kemudian resin poliester dan pasir silika untuk mendapatkan data tentang kemampuan fisis dan kemampuan mekanis berupa permeabilitas dan uji kuat geser (shear strength) dari pasir cetak yang berbahan pasir silika. Dimana dengan ini diharapkan didapatkan suatu produk pasir cetak yang memiliki kualitas yang baik.
1.2.Permasalahan
1. Bagaimana pengaruh kosentrasi perekat terhadap permeabilitas dan kuat geser (Shear strength) pasir cetak dalam industri pengecoran logam.
2. Bagaimana peranan pasir silika sebagai bahan baku dalam pembuatan pasir cetak dan peranan pengikat dalam pembuatan pasir cetak.
1.3. Pembatasan Masalah
Dalam penelitian ini permasalahan dibatasi pada:
1. Sampel yang digunakan yaitu pasir silika asal Desa Tanjung Pasir kecamatan Pangkalan Susu kabupaten Langkat, Medan-Sumatera Utara.
2. Bahan polimer yang digunakan yaitu poliester yang diperoleh dari toko kimia Bratachem di Medan-Sumatera Utara dan resin phenol dari PT. FOSECO Australia.
3. Pengujian pasir cetak yang dilakukan adalah uji fisik yaitu uji permeabilitas dan uji mekanik yaitu uji kuat geser (shear strength).
1.4. Tujuan Penelitian
Berdasarkan masalah diatas maka, tujuan penelitian ini adalah :
1. Untuk mengetahui pengaruh kosentrasi perekat terhadap permeabilitas dan kuat geser (shear strength) dalam industri pengecoran logam.
2. Untuk mendapatkan nilai properties minimum dan maksimum pasir cetak dari karakterisasi yang dilakukan.
1.5. Manfaat Penelitian
Hasil yang diperoleh dari penelitian ini diharapkan dapat bermanfaat :
1. Sebagai informasi tambahan mengenai penggunaan resin poliester juga sebagai solusi alternatif untuk pembuatan pasir cetak.
2. Mengetahui pengaruh kosentrasi perekat terhadap permeabilitas dan kuat geser (shear strength) dalam industri pengecoran logam.
1.6. Metodologi Penelitian
Penelitian ini menggunakan metode pengujian fisik dan mekanik yang dilakukan berdasarkan Standar AFS dan PT. Growth Asia Foundry. Metode pengumpulan data yang dipakai adalah eksperimen, yaitu melakukan serangkaian pengujian pada objek yang diteliti untuk mendapatkan data yang diperlukan. Adapun tahapan yang dilakukan dalam penelitian ini adalah :
1. Proses preparasi sampel. Dalam hal ini pasir silika yang telah ada dicuci bersih dan dilanjutkan dengan pengeringan dalam oven pada suhu ± 250o C.
3. Proses karakterisasi dari pasir cetak yang dihasilkan. Dilakukan dengan menguji pasir cetak tersebut melalui uji permeabilitas dengan mengacu pada standar AFS 1119-00-S (American Foundry Society) dan uji kuat geser (shear strength) dengan mengacu pada standar AFS 3301-00-S (American Foundry Society).
variabel - variabel yang digunakan : a. variabel bebas
- persen resin poliester dan katalis mepoxe yaitu 4% : 2%; 5% : 2,5%; 6% : 3%; 7% : 3,5% dan 8% : 4%.
- persen resin phenol yaitu 1,6%, 1,7%, 1,8%, 1,9%, dan 2,0%. b. variabel terikat
Uji permeabilitas dan uji kuat geser (shear strength). c. variabel tetap
Pasir silika 150 g/spesimen dan katalis ester 23%.
1.7. Lokasi Penelitian
BAB 2
TINJAUAN PUSTAKA
2.1. Pasir silika
Pasir kuarsa atau pasir silika adalah bahan galian yang terdiri atas kristal-kristal silika (SiO2) dan mengandung senyawa pengotor yang terbawa selama proses pengendapan.
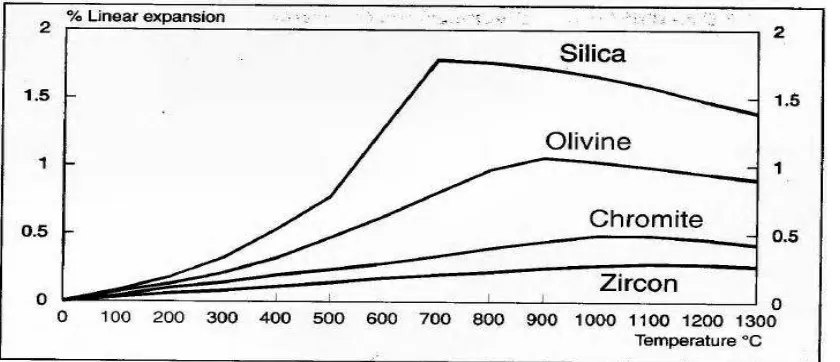
Pasir kuarsa juga dikenal dengan nama pasir putih merupakan hasil pelapukan batuan yang mengandung mineral utama, seperti kuarsa dan feldspar. Pasir silika memiliki sejumlah kelemahan sebagai cetakan atau coremaking material: memiliki tingkat ekspansi termal yang tinggi (Gambar 2.1) yang dapat menyebabkan ekspansi cacat coran, seperti pengambilan sirip atau urat dan memiliki refractoriness relatif rendah yang dapat menyebabkan pasir terbakar, terutama dengan baja atau besi yang berat bagian secara kimiawi reaktif untuk paduan tertentu misalnya mangan dan besi. Oksida Mn dan Fe bereaksi dengan silika untuk bentuk rendah silikat titik leleh, menyebabkan pasir serius membakar.
Untuk beberapa jenis pengecoran, mungkin perlu untuk menggunakan pasir non-silika, meskipun semua pasir lain yang lebih mahal daripada silika. Cetakan pasir dan inti kebanyakan didasarkan pada pasir silika karena biaya yang paling tersedia dan terendah molding material. Pasir lain yang digunakan untuk aplikasi khusus di mana tingkat pembiasannya tinggi, konduktivitas termal lebih tinggi atau ekspansi termal yang lebih rendah diperlukan. Komposisi kimia pasir cetak alam sebaiknya adalah 80% sampai 90% silika, 5% sampai 10% alumina atau bahan pengikat (clay) dan sebagian kecil lime, magnesia dan elemen lainnya.
Pasir silika digunakan terutama karena kemurnian kimia dan sifat termal menguntungkan. Hal ini tahan terhadap baja cair dan besi memiliki kekerasan tinggi dan kompatibel dengan semua jenis sistem perekat pengecoran. Silika memiliki titik fusi tinggi di atas 1.6900 C. Hal ini secara dramatis menurunkan namun oleh agen fluxing seperti kalsium, sodium, kalium, dan besi.
Unsur-unsur ini secara drastis dapat menurunkan titik sintering silika sifat alkali dari unsur-unsur dan oksida mereka yang tercantum di atas dapat menjatuhkan pasir silika 99,8% dari 17000 C menjadi kurang dari 12000 C. Agen perusak seperti kapur misalnya tidak hanya meningkatkan pH pasir tapi akan membuat beberapa sistem pengikat berguna. Asam katalis furan tidak akan mengeras sementara sistem uretan fenolik akan bereaksi dan mengeras Seketika.
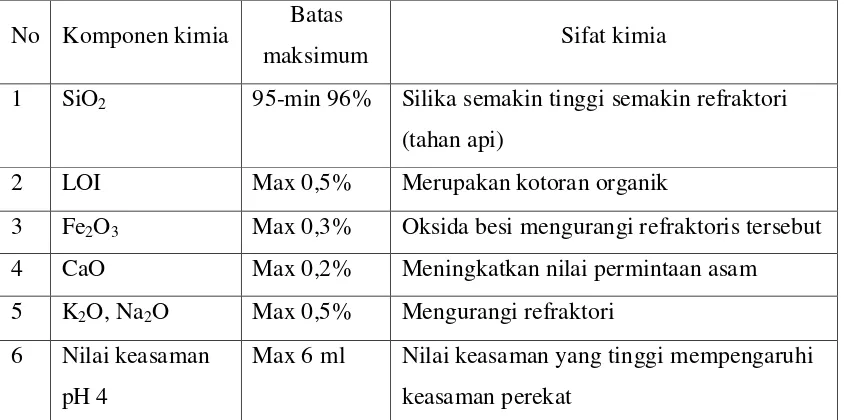
Tabel 2.1 Sifat pasir silika untuk penggunaan pengecoran
No Komponen kimia Batas
maksimum Sifat kimia
1 SiO2 95-min 96% Silika semakin tinggi semakin refraktori
(tahan api)
2 LOI Max 0,5% Merupakan kotoran organik
3 Fe2O3 Max 0,3% Oksida besi mengurangi refraktoris tersebut
4 CaO Max 0,2% Meningkatkan nilai permintaan asam
5 K2O, Na2O Max 0,5% Mengurangi refraktori
6 Nilai keasaman pH 4
Max 6 ml Nilai keasaman yang tinggi mempengaruhi keasaman perekat
(Brown,R. 1994)
2.1.1 Pasir Cetak
Tidak semua pasir yang ada, baik digunakan untuk membuat cetakan, diperlukan beberapa syarat, antara lain adalah:
1. Bentuk bekas model/pola harus tetap (tidak berubah) pada saat model di ambil 2. Harus tahan terhadap aliran logam cair yang melewatinya, artinya tidak terjadi
reaksi antara logam cair dengan pasir cetaknya.
3. Pori-pori nya harus memungkinkan udara keluar pada saat penuangan. 4. Harus mudah di bentuk
5. Mempunyai ukuran yang seragam 6. Harus mudah di bongkar.
Bentuk butiran pasir dapat bervariasi dari bulat dan sudut. Butir diklasifikasikan menurut bentuknya:
Gambar 2.2 Bentuk butir – butir pasir cetak
Jenis butir pasir bulat sebagai pasir cetak, karena memerlukan jumlah pengikat yang lebih sedikit untuk mendapat kekuatan dan permeabiliti tertentu, serta mampu alirnya baik sekali. Pasir berbutir kristal kurang baik untuk pasir cetak, sebab akan pecah menjadi butir – butir kecil pada pencampuran serta memberikan ketahanan api dan permeabiliti yang buruk pada cetakan, dan selanjutnya membutuhkan pengikat dalam jumlah banyak. Pasir cetak biasanya kumpulan dari butir – butir yang berukuran bermacam – macam. Tetapi kadang – kadang terdiri dari butir – butir tersaring yang mempunyai ukuran seragam. Besar butir yang diinginkan adalah sedemikian sehingga dua pertiga dari butir – butir pasir mempunyai ukuran dari tiga mesh yang berurutan, dan sisanya dari ukuran mesh – mesh berikutnya. Jadi lebih baik tidak mempunyai besar butir yang seragam.
1. Butir pasir bulat
kontaknya kecil sehingga banyak tedapat rongga-rongga. Kelebihan yaitu permeabilitasnya tinggi karena luas bidang kontak anta butir sedikit sehingga rongga yang terbentuk besar dan sedikit memerlukan jumlah pengikat.
2. Butir pasir sebagian bersudut
Butiran ini mempunyai kemampuan permeabilitas yang sedikit dibawah butiran bundar dan kekuatannya melebihi butiran bundar. Butiran sebagian bersudut terjadi karena butiran besudut saling begerak dan bertumbukan sehingga sudutnya pecah dan membentuk sub angular grain. Permeabilitas butian ini lebih rendah daripada butir pasir bulat, disebabkan oleh lebih banyaknya luas bidang kontak sehingga ronga-rongga yang ada lebih sempit. Namun kekuatannya lebih tinggi daripada buti pasir bulat. Hal ini dikarenakan oleh lebih banyaknya luas bidang kontak, sehingga kerapatan antar butir tinggi dan rongga-rongganya lebih sempit. Kelebihannya yaitu kekuatannya lebih tinggi karena luas bidang kontaknya lebih besar sehingga rongga-rongga antar butir lebih sempit. Kekurangan yaitu memerlukan jumlah pengikat lumayan banyak. Permeabilitasnya lebih rendah, karena luas bidang kontak antar butir lebih besar sehingga rongga-rongga antar butir lebih sempit untuk dialiri udara.
3. Butir pasir bersudut
kekuatannya lebih tinggi daripada butir bulat dan butir sebagian bersudut, karena luas bidang kontaknya lebih besar dan rongga-rongga yang ada kecil, sehingga kerapatannya tinggi.
4. Butir pasir kristal
Bentuk butir dari pasir ini memiliki sudut yang kurang pada ujung-ujungnya. Butiran ini memiliki permeabilitas yang rendah sekali dikarenakan luas bidang kontaknya lebih besar akibat butir kristal yang pecah menjadi kecil-kecil dan mengisi rongga-rongga. Namun memiliki kekuatan yang besar dikarenakan luas bidang kontak yang ada lebih besar akibat butir kristal pecah menjadi kecil-kecil dan mengisi rongga-rongga antar butir, sehingga kerapatannya tinggi. Kelebihan yaitu luas bidang kontaknya lebih besar akibat kristal yang pecah dan mengisi rongga-rongga antar butir sehingga kerapatannya tinggi, kekuatannya lebih tinggi daripada jenis butir lain. Kekurangan yaitu memerlukan pengikat yang sangat banyak, permeabilitas lebih rendah daripada butir lainnya dikarenakan luas bidang kontaknya lebih besar akibat butir kristal yang pecah dan mengisi rongga-rongga sehingga udara yang mengalir sedikiT (Jain, 1979).
2.2.Sejarah pengecoran
Coran dibuat dari logam yang dicairkan, dituang ke dalam cetakan, kemudian dibiarkan mendingin dan membeku. Oleh karena itu sejarah pegecoran dimulai ketika orang mengetahui bagaimana mencairkan logam dan bagaimana membuat cetakan. Hal itu terjadi kira – kira tahun 4000 sebelum Masehi, sedangkan tahun yang lebih tepat tidak diketahui orang. Awal penggunaan logam oleh orang, ialah ketika orang membuat perhiasan dari emas atau perak tempaan, dan kemudian membuat senjata atau mata baja dengan menempa tembaga, hal itu dimugkinkan karena logam – logam ini terdapat di alam dalam keadaan murni, sehingga dengan mudah orang dapat menempanya.
perabot rumah, perhiasan atau hiasan makam. Coran tersebut dibuat dari perunggu yaitu satu paduan tembaga, timah dan timbal yang titik cairnya lebih rendah dari titik cair tembaga. Pengecoran perunggu dilakukan pertama di Mesopotamia kira – kira 3.000 tahun sebelum Masehi, teknik ini diteruskan ke Asia Tengah, India dan Cina. Penerusan ke Cina kira – kira 2.000 tahun sebelum Masehi, dan dalam zaman Cina kuno semasa Yin, yaitu kira – kira 1.500 – 1.000 tahun sebelum Masehi.
Pada masa itu tangki – tangki besar yang halus buatannya dibuat dengan jalan pengecoran. Teknik pengecoran perunggu di India dan Cina diteruskan ke Jepang juga ke Eropa, dan dalam tahun 1.500 – 1.400 sebelum Masehi, barang – barang seperti mata bajak, pedang, mata tombak, perhiasan, tangki, dan perhiasan makam dibuat di Spanyol, Swiss, Jerman, Ustria, Norwegia, Denmark, Swedia, Inggris dan Perancis. Teknik produksi ini kemudian diteruskan ke negara – negara di sekitar laut Tengah.
Di Yunani, 600 tahun sebelum Masehi, arca – arca raksasa Epaminondas atau Hercules, berbagai senjata, dan perkakas dibuat dengan jalan pengecoran. Di India di zaman itu, pengecoran besi kasar dilakukan dan diekspor ke Mesir dan Eropa. Cara pengecoran pada zaman itu adalah menuangkan secara langsung logam cair yang didapat dari bijih besi, ke dalam cetakan, jadi tidak dengan jalan mencairkan kembali besi kasar seperti cara kita sekarang.
Kokas ditemukan di Inggris di abad 18, yang kemudian di Perancis diikhtiarkan agar kokas dapat dipakai untuk mencairkan kembali besi kasar dalam tanur kecil dalam usaha membuat coran. Kemudian tanur yang serupa dengan tanur kupola yang ada sekarang, dibuat di Inggris, dan cara pencairan besi kasar yang dilakukan kira – kira sama dengan cara yang dilakukan orang sekarang.
2.3. Bahan – Bahan Pengecoran
2.3.1 Besi Cor
Besi cor adalah paduan besi yang mengandung karbon, Silisium, mangan, fosfor dan belerang. Besi cor ini digolongkan menjadi enam yaitu besi cor kelabu, besi cor kelas tinggi, besi cor kelabu paduan, besi cor bergrafit bulat, besi cor mampu tempa dan besi cor cil. Struktur mikro dari besi cor terdiri dari ferit atau Perlit dan serpih karbon bebas. Karbon dan silisium ternyata mempengaruhi struktur mikro, ukran serta bentuk dari karbon bebas dan keadaan struktur dasar berubah sesuai dengan mutu dan kuantitasnya.
Disamping itu, ketebalan dan laju pendinginan mempengaruhi struktur mikro. Walaupun kekuatan tarik dari besi cor kelabu kira – kira 10 – 30 kgf/mm2, namun besi cor ini agak getas, titik cairnya kira – kira 1.200oC dan mempunyai cor sangat baik serta murah, sehingga besi cor kelabu ini dipergunakan paling banyak untuk benda – benda coran. Besi cor kelas tinggi mengandung lebih sedikit karbon dan silikon, lagi pula ukuran grafit bebasnya agak kecil, dibanding dengan besi cor kelabu, sehingga kekuatan tariknya lebih tinggi yaitu kira – kira 30 – 50 kgf/mm2. Membuat besi cor kelas tinggi agak susah dibanding dengan besi cor kelabu.
Besi cor kelabu paduan mengandung unsur – unsur paduan dan grafit, mempunyai struktur yang stabil sehingga sifat – sifatnya lebih baik. Dilihat dari unsur – unsur paduan yang ditambhakan, ada dua hal, yang pertama hanya beberapa persen saja dan yang kedua lebih banyak. Unsur – unsur yang ditambahkan adalah krom, nikel, molibden, vanadium, titan dan sebagainya, sehingga ketahanan panas, ketahanan aus, ketahanan korosi dan mampu mesin dari besi cor macam ini baik sekali berkat adanya unsur – unsur tersebut.
perapian hitam, besi cor mampu tempa perapian putih dan besi cor mampu tempa perlit. Besi cor grafit bulat dibuat dengan jalan mencampurkan magnesium, kalsium atau serium ke dalam cairan logam sehingga grafit bulat akan mengendap. Besi cor macam ini mempunyai kekuatan, keuletan, ketahanan aus dan ketahanan panas yang baik sekali dibandingkan dengan besi cor kelabu. Besi cor cil ialah besi cor yang mempunyai permukaan terdiri dari besi cor putih dan bagian dalamnya terdiri dari struktur dengan endapan grafit. Permukaannya mempunyai ketahanan aus yang baik sekali dan bagian dalamnya mempunyai keuletan yang baik pula (Tata Surdia, 2006).
Besi tuang dapat kita pergunakan bahan cair dari oven kubah. Seperti pada besi kasar juga kadar silisiumnya di sini berpengaruh dengan cara bagaimana zat arang berada dalam besi tuang. Sehubungan dengan ini kita dapat membedakan terutama dua jenis besi tuang yaitu besi tuang kelabu dan besi tuang putih (Baumer,1994).
Besi murni mempunyai titik beku 15390C. Dalam keadaan padat besi murni itu dapat terjadi dalam tiga modifikasi. Perubahan dari modifikasi yang satu ke modifikasi yang lain terjadi pada 14000C dan 9100C. Pada suhu ini lengkungan pendinginan memperlihatkan titik henti. Modifikasi antara 15390C dan 14000C dinamakan δ, modifikasi antara 14000C dan 9100C dinamakan α dan modifikasi antara 9100C dinamakan β (Baumer,1980).
Besi (Fe) adalah suatu logam dengan sifat – sifat keteguhan yang besar, yang pada hakekatnya seperti kekerasan dan keliatannya, sebagian besar bergantung pada cara – cara pengolahannya. Titik leleh dari besi murni terletak 15250C, berat jenisnya sama dengan 7.88 dan angka pengembangannya 0.000012. Pada umumnya bijih besi jika diproses dengan metode yang baik dan dicampur dengan bahan tertentu akan menjadi baja, dimana besi dan baja dipergunakan untuk macam – macam tujuan. Baja adalah besi yang dapat ditempa, kadar zat arangnya (C) dibawah 1.7%.
dengan zat (unsur) lain, maka sifat baja itu dapat diubah dengan nyata (Pandelaki rendah (C < 0.20%), baja karbon menengah ( 0.20-0.50% C ) dan baja karbon tinggi (C > 0.5%). Kadar karbon yang rendah menyebabkan kekuatan rendah, perpanjangan yang tinggi dan harga bentur serta mampu las yang baik.
Baja cor mempunyai struktur yang buruk dan sifat yang getas apabila tidak diadakan perlakuan panas dengan pelunakan atau penormalan maka baja cor menjadi ulet dan strukturnya menjadi halus. Titik cairnya kira – kira 1.500oC, mampu cornya lebih buruk dibandingkan dengan besi cor, tetapi baja cor dapat dipergunakan baik sekali sebagai bahan untuk bagian – bagian mesin, sebab kekuatannya yang tinggi dan harganya yang rendah.
Baja cor paduan adalah baja cor yang ditambah unsur – unsur paduan. Salah satu atau beberapa dari unsu – unsur paduan seperti mangan, khrom, molibden atau nikel dibubuhkan untuk memberikan sifat – sifat khusus dari baja paduan tersebut, umpamanya adalah baja cor tahan karat dan baja cor tahan panas (Tata Surdia, 2006).
benda kerja pejal yang diberi pembebanan tinggi dan harus menampilkan sifat mirip baja. Dengan melalui penuangan ini, maka benda kerja dapat dibuat secara lebih ekonomis lagi bila dibandingkan misalnya melalui penempaan. Berlawanan dengan besi tuang, tuangan baja bersifat kental dan hanya dapat digunakan untuk benda kenda kerja berdinding tebal (Schonmetz, 1985).
Baja dibuat dengan bahan dasar biji besi dan besi tua ditambah kokas dan oksigen diolah dalam tungku temperature tinggi. Hasil keluaran dari tungku berupa massa – massa besi kasar dalam ukuran besar, yang disebut pigs dan pigs iron. Besi kasar ini masih kotor dan mengandung karbon yang berlebihan.
Kotoran dan kelebihan karbon ini dihilangkan dengan cara menghaluskan besi tersebut. Untuk memperoleh mutu tinggi yang berkaitan dengan kekuatan, keliatan, kemungkinan dapat dilas, dan ketahanan terhadap karat, logam – logam lain perlu ditambahkan. Beberapa logam lain adalah tembaga, nikel, krom, mangan, molibden, pospor, silicon, belerang, titan, columbium, dan vanadium (Padosbajayo, 1991)
2.4. Polimer
Polimer (poly = banyak; mer = bagian) adalah suatu molekul raksasa (makromolekul) yang terbentuk dari susunan ulang molekul kecil yang terikat melalui ikatan kimia. Suatu polimer akan terbentuk bila seratus atau seribu unit molekul yang kecil yang disebut monomer, saling berikatan dalam suatu rantai. Jika monomernya sejenis disebut homopolimer, dan jika monomernya berbeda akan menghasilkan kopolimer (Steven, 2001).
bahan yang serbaguna, dalam penggunaannya polimer sintetis ini dapat menggantikan logam, kayu, kulit dan bahan alami lainnya dengan harga yang jauh lebih murah. Pemanfaatan polimer dalam kehidupan tergantung sifat polimer yang antara lain ditentukan oleh massa molekul relatif, temperatur transisi gelas dan titik leleh (Sidik, 2003).
Menurut Surdia T. dan Saito S. (1985), sifat – sifat khas bahan polimer pada umumnya adalah sebagai berikut ini:
1. Kemampuan cetaknya yang baik. Pada temperatur rendah, bahan dapat dicetak dengan penyuntikan, penekanan, ekstruksi dan lain sebagainya.
2. Produk ringan dan kuat. Berat jenis polimer rendah dibandingkan dengan logam dan keramik, yaitu n 1,2 – 1,7 yang memungkinkan membuat suatu produk barang yang kuat dan ringan.
3. Banyak di antara polimer yang bersifat isolasi listrik yang baik. Polimer mungkin juga dibuat sebagai konduktor dengan cara mencampurnya dengan serbuk logam, butiran karbon dan sebagainya.
4. Memiliki ketahanan yang baik terhadap air dan zat kimia.
5. Produk – produk dengan sifat yang cukup berbeda dapat dibuat tergantung pada cara pembuatannya.
6. Umumnya bahan polimer memiliki harga yang lebih murah.
7. Kurang tahan terhadap panas sehingga perlu untuk diperhatikan sewaktu penggunaannya.
8. Kekerasan permukaan yang kurang 9. Kurang tahan terhadap pelarut.
10.Mudah termuati listrik secara elektrostatik. Kecuali beberapa bahan yang khusus dibuat agar menjadi hantaran listrik, kurang higroskopis.
11.Beberapa bahan tahan terhadap abrasi, atau mempunyai koefisien gesek yang kecil.
2.4.1 Polimer Berdasarkan Sifat Termalnya
Apabila gaya antara molekul rantai polimer besar, maka polimer menjadi kuat dan suar meleleh. Rantai polimer yang bercabang banyak daya regangnya rendah dan lebih mudah untuk meleleh. Ikatan silang antar rantai menyebabkan terjadinya jaringan yang kaku dan membentuk bahan yang keras.
Polimer yang memiliki ikatan silang bersifat termoset, artinya hanya dapat dipanaskan satu kali pada saat pembuatannya, selanjutnya apabila pecah, tidak dapat disatukan lagi dengan pemanasan, karena susunan molekulnya pada ikatan silang antar rantai akan rusak apabila dipanaskan kembali. Secara mendasar, thermosetting berbeda dari termoplastik dimana bahwa mereka dapat "diatur" tidak dapat dikembalikan lagi ke dalam bentuk akhir mereka dengan pemanasan lanjutan. Artinya, bahan baku memiliki plastisitas yang memungkinkan untuk menjadi terbentuk; selama pencetakan, perubahan kimia terjadi dalam plastik yang dipanaskan yang merusak properti penting dari plastisitas. Materi menjadi kaku, dan tidak akan lagi menjadi plastik.Contoh : poly urethane, urea formaldehyde, melamin formaldehyde, polyester, dll.
Sebaliknya polimer yang tidak mempunyai ikatan silang bersifat termoplastik, artinya dapat dipanaskan berulang – ulang. Ketika dipanaskan, polimer yang bersifat termoplastik meleleh dan kembali mengeras ketika didinginkan. Jadi apabila pecah, polimer ini dapat disambungkan kembali dengan cara dipanaskan atau dengan kata lain dicetak ulang dengan cara pemanasan. Bahan termoplastik adalah bahan yang keras dan kaku pada suhu normal, tapi menjadi lunak dan apabila di dipanaskan.
2.4.2 Polimer Berdasarkan Sifat Asalnya
Berdasarkan asalnya, polimer dibedakan atas polimer alam dan polimer buatan (Azizah U., 2004). Polimer alam yang telah kita kenal antara lain adalah sellulosa, protein, karet alam dan sejenisnya. Pada mulanya manusia menggunakan polimer alam hanya untuk pembuatan perkakas dan senjata, tetapi keadaan ini hanya bertahan hingga akhir abad 19 dan selanjutnya manusia mulai memodifikasi polimer menjadi plastik. Polimer buatan dapat berupa polimer regenerasi dan polimer sintetis.
Polimer regenerasi adalah polimer alam yang dimodifikasi. Contohnya rayon, yaitu serat sintetis yang dibuat dari kayu (selulosa). Polimer sintetis adalah polimer yang dibuat dari molekul sederhana (monomer) dalam pabrik. Beberapa contoh polimer yang dibuat oleh pabrik adalah nylon dan polyester, kantong plastik dan botol, pita karet, dan lain – lain.
Plastik yang pertama kali dibuat secara komersial adalah nitroselulosa. Material plastik telah berkembang pesat dan sekarang mempunyai peranan yang sangat penting di bidang elektronik, pertanian, tekstil, transpotasi, furniture, konstruksi, kemasan kosmetik, mainan anak – anak dan produk – produk industri lainnya.
2.5. Perekat
Dewasa ini kebanyakan dari perekat terdiri dari campuran berbagai bahan kompleks, baik organik ataupun anorganik atau gabungan keduanya. Komponen dasarnya adalah perekatnya, yang menghasilkan kekuatan adhesif dan kohesif pada ikatannya. Ini biasanya merupakan resin organik atau dapat pula karet, senyawa anorganik atau bahan alam lainnya.
a) Perekat termoplastik
Ini meliputi perekat resin termoplastik dan perekat karet termoplastik. Perekat ini dapat dilebur, dilarutkan, melunak bila dipanaskan serta mengalami creep (jalaran) bila dikenai beban (stress). Perekat termoplastik ini tidak mengalami perubahan kimia saat terbentuknya ikatan. Perekat termoplastik adalah perekat yang dapat melunak jika terkena panas dan mengeras kembali apabila suhunya telah rendah. Ini hanya berguna bila dipakai untuk beban ringan dalam merekatkan logam, plastik, gelas, keramik dan bahan berpori (kertas, kayu, kulit, kain) sedangkan kondisi kerjanya tidak ekstrim. Untuk penggunaan bungkus dan laminasi cukup memadai. Contoh perekat yang termasuk jenis ini adalah polyvynil adhesive, cellulose adhesive dan acrylic resin adhesive (pizzi, 1983).
Dasar perekat resin termoplastik adalah bahan-bahan sintetik (poliamida, polimer vinil/ akrilik, turunan selulosa) atau bahan alam (resin oleo, lilin mineral dan lainnya). Ada pula perekat lelehan panas yang diproses dari polietilen, polimer vinil, polistiren, polikarbonat, poliamida dan sebagainya.
b) Perekat termoset
Perekat ini terbentuk dari ikatan dengan bantuan panas, katalis ataupun gabungan keduanya. Sifatnya bagus, tahan creep, memadai selaku perekat struktural berbeban berat, serta tahan kondisi ekstrim panas, dingin, radiasi, lembaban, bahan kimia. Perekat termoset dapat berasal dari alam (hewan, tanaman, kasein) dan juga sintetik (epoksi, fenolik, poliester, poliaromat dan lainnya). Perekat Thermosetting merupakan perekat yang dapat mengeras bila terkena panas atau reaksi kimia dengan bantuan katalisator atau hardener dan bersifat irreversible. Perekat jenis ini jika sudah mengeras tidak dapat lagi menjadi lunak.
2.6. Poliester
2.6.1Klasifikasi Poliester
Poliester secara umum diklasifikasikan ke dalam polimer jenuh dan tak jenuh. Kedua jenis ini dibagi lagi sebagaimana berikut ini :
1. Poliester tak jenuh
a. Resin Pelapis dan Pengecoran (laminating and casting resins). Kedua resin ini didasarkan pada asam dibasa dan alkohol dihidrat. Unit poliester yang terbentuk harus mampu bereaksi kopolimerisasi dengan monomer vinil, sehingga menghasilkan kopolimer vinil-poliester atau hanya poliester sederhana yang memiliki struktur termoset.
b.
Alkyds. Secara umum, jenisnya sama dengan (a) meskipun glyptal (permukaannya berlapis), merupakan jenis yang dimodifikasi dengan minyak atau asam lemak. Istilah ini juga digunakan untuk menggambarkan sekelompok cetakan termoset berdasarkan reaksi dari alkohol dihidrat dengan asam tak jenuh seperti maleat untuk menggantikan asam ftalat biasa. Sebuah monomer vinil juga diperlukan untuk mempengaruhi kecepatan dari reaksi ikat silang dan memperbaiki sifat - sifatnya dan digunakan sebagai cetakan bubuk untuk pemampatan dan teknik pencetakan (Hartomo, 1992).2. Poliester jenuh
a.
Serat dan Film. Jenis ini berdasarkan reaksi asam tereftalat dengan etilena glikol dan berbentuk linier, juga merupakan polimer dengan berat molekul tinggi yang tidak mengalami reaksi ikat silang.b.
Plastisizer. Merupakan jenis poliester yang benar-benar jenuh, biasanya disebut sebagai plastisizer polimer.c.
Poliuretan. Merupakan suatu poliester tertentu yang memiliki kandungan hidroksil yang tinggi direaksikan dengan beragam isosianat untuk membentuk poliuretan, secara umum digunakan sebagai busa, elastomer, pelapis permukaan dan perekat.2.6.2Matriks Unsaturated Polyester (UPR)
Poliester dibuat dengan cara yang mirip dengan poliamida. Salah satu dari dua monomer yang saling melengkapi adalah asam, tetapi yang lainnya adalah alkohol, yang mengambil tempat amina yang digunakan dalam pembuatan poliamida. Air dibebaskan sebagai asam ujung-Grup bereaksi dengan alkohol ujung-Grup, dan struktur kimia yang dihasilkan adalah sebuah ester. Molekul tapak panjang sehingga poliester (Cook, 1964).
Resin poliester tak jenuh adalah penambahan produk dari berbagai asam jenuh, asam tak jenuh dan glikol. Banyak paten yang dikeluarkan untuk produksi poliester ini dalam 30 tahun terakhir. Bentuk polimer pertama dari kelompok poliester adalah poliester linier yang mengandung alifatik tak jenuh yang menyediakan sisi aktif untuk ikat silang. Polimer jenis ini pertama kali tersedia di Amerika Serikat pada tahun 1946, polimer dibuat dari dietilen glikol dan anhidrida maleat dan dapat berikatsilang dengan bereaksi terhadap stirena.
Poliester – poliester tak jenuh termasuk diantara polimer paling umum yang dipakai bersama dengan penguatan serat gelas poliester tak jenuh dipreparasi dari monomer-monomer difungsional, salah satunya mengandung ikatan rangkap dua yang mampu menjalani polimerisasi adisi dalam suatu reaksi ikat – silang berangkai. Poliester tak jenuh linier tersebut diproses sampai mencapai berat molekul yang relatif rendah; kemudian dilarutkan dalam monomer seperti stirena untuk membentuk larutan yang kental.
Satu-satunya bahan yang mempunyai nilai komersial untuk mengintrodusir ketidakjenuhan ke dalam kerangka polimer adalah anhidrida maleat dan asam fumarat dikarenakan harga yang murah, jika hanya digunakan asam tak jenuh dan glikol, produk akhirnya terlalu terikat silang dan rapuh sehingga tidak bisa dipakai.
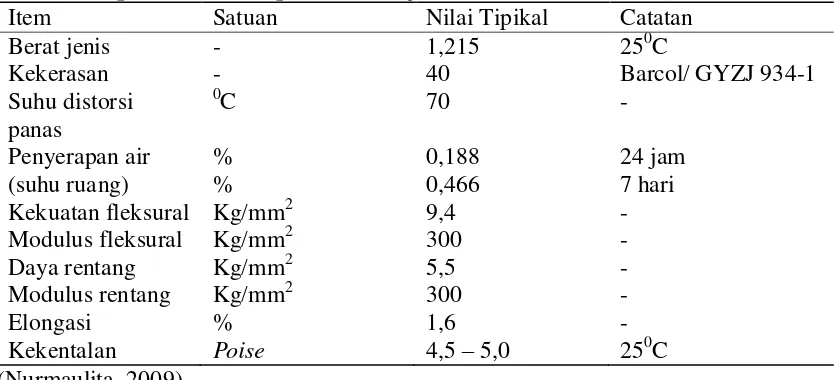
Unsaturated Poliester resin yang digunakan dalam penelitian ini adalah seri Yukalac 157 BQTN-EX Series. Resin poliester tak jenuh (UPR) merupakan jenis resin termoset atau lebih populernya sering disebut poliester saja. UPR berupa resin cair dengan viskositas yang cukup rendah, mengeras pada suhu kamar dengan penggunaan katalis tanpa menghasilkan gas sewaktu pengesetan seperti banyak resin termoset lainnya (Nurmaulita, 2010).
Resin poliester ini memiliki beberapa spesifikasi sendiri, yaitu :
Tabel.2.2. Spesifikasi resin poliester tak jenuh, Yukalac 157®BTQN-EX
Item Satuan Nilai Tipikal Catatan
Kekuatan fleksural Kg/mm2 9,4 -
Modulus fleksural Kg/mm2 300 -
Daya rentang Kg/mm2 5,5 - (polietilena tereftalat, sejenis termoplastik untuk pengacuanan suntikan “injection moulding”) dan poliester tak jenuh (termoset yang boleh mengalami sambung-silang semasa pematangan dengan kehadiran pelarut aktif dan pemangkin).
Kebanyakan resin poliester tak jenuh mengandung 30-50% stirena (berdasarkan berat), yaitu bersamaan dengan 2 mol stirena dengan setiap 1 mol ikatan dobel pada poliester. Proses pematangan yang berlaku adalah melibatkan pengkopolimeran antara stirena dengan rantai poliester tak jenuh yang memerlukan kehadiran pemula organik.
Poliester juga digunakan untuk membuat botol, film, tarpaulin, kano tampilan Kristal cair, hologram, penyaring, saput (film) dielektrok untuk kondensor, penyekat saput buat kabel dan pita penyekat. Poliester Kristalin cair merupakan salah satu polimer kristalin cair yang digunakan industry yang pertama dan ini digunakan karena sifat mekanis dan ketahanan terhadap panasnya. Kelebihan ini penting dalam penggunaannya sebagai segel mampu kikis dalam mesin jet.
Poliester keras panas (thermosetting) digunakan sebagai bahan pengecoran, dan resin poliester chemosetting digunakan sebagai resin pelapis kaca serat dan dempul ban mobil yang non logam. Poliester tak jenuh yang diperkuat kaca serat banyak digunakan dalam bagian badan dari kapal pesiar dan mobil. Poliester digunakan pula secara luas sebagai penghalus (vernis) pada produk kayu berkualitas tinggi seperti gitar, piano, dan bagian dalam kenderaan/ perahu pesiar.
Perusahaan Burns London, Rolls-Royce, dan Sunseeker merupakan segelintir perusahaan yang memakai poliester untuk memperhalus produk – produk mereka. Sifat – sifat tiksotropi dari poliester yang bisa dipakai sebagai semprotan membuatnya ideal dalam penggunaan pada kayu gelondongan bijian terbuka, sebab mempu mengisi biji kayu dengan cepat, dengan ketebalan saput yang terbentuk dengan kuat per lapisan. Poliester yang diawetkan bisa diampelas dan dipoleskan ke produk akhir. Poliester adalah suatu kategori polimer yang mengandung gugus fungsional ester dalam rantai utamanya.
2.7. Katalis Metil Etil Keton Peroksida (MEKPO)
dari katalis adalah 10 % dari jumlah total perekat atau matrik yang digunakan. Pada saat pencampuran katalis ke dalam matrik atau perekat, maka akan terjadi perubahan suhu (Nurmaulita, 2010).
Mekpo dalam jumlah kecil dapat digunakan pada proses curing resin poliester (pengerasan) yang kemudian biasanya dapat dibuang pada lokasi pembuangan sanitary biasa. Peraturan di beberapa negara bagian dan lokal telah memperbolehkan hal ini. Dengan demikian katalis MEKPO ini dapat dikirim ke perusahaan pembuangan yang telah disetujui di mana katalis ini dapat dibakar. Daftar perusahaan tersebut tersedia dari pemasok peroksida organik.
Hidrolisis adalah cara yang efektif untuk membuang jumlah kecil MEKPO. Hal ini melibatkan penambahan inkremental katalis MEKPO dengan pengadukan yang sangat cepat dan dingin, 5-10% larutan natrium hidroksida (kaustik). Reaksi ini membutuhkan pengadukan yang memadai dan kontrol suhu antara 30o – 40oC. CATATAN: jangan pernah menambahkan kaustik untuk peroksida.
Prosedur ini mengubah MEKPO menjadi garam yang larut dalam air dan dapat dibuang sebagai limbah yang tidak berbahaya (dengan cara normal) (SPI, 2012). Berikut beberapa sifat dari katalis mekpo yang digunakan.
Tabel 2.3. Sifat dan Wujud dari Katalis Metil Etil Keton Peroksida (MEKPO)
No. Sifat dan Wujud Keterangan
1. Wujud dan bau cairan bening dan sedikit berbau
tajam
2. Titik leleh/ lembek cair pada suhu normal
3. Titik nyala 82oC
4. Berat Jenis 1.11 g/ml
5. Kelarutan dalam air kurang dari 1% pada 25oC
6. Sifat korosif tidak korosif
2.8. Resin Phenol alkali dan Ester
Resin phenol yang bersifat basa diperkenalkan kepada industri pengecoran 20-30 tahun yang lalu sebagai lebih ramah lingkungan proses untuk yang digunakan pada saat itu. Penerimaan dan teknis kemajuan selama tahun-tahun berikutnya telah mengakibatkan penggunaannya yang luas dan memiliki perbaikan kondisi kerja bagi operasi pengecoran di kedua pencampuran dan casting stasiun. Perbaikan dalam teknologi resin dan teknik reklamasi selama ini periode juga telah signifikan untuk pengikat phenoli basa sehingga proses yang paling dapat diterima untuk berbagai jenis casting dan ukuran. Mekanisme phenol ester dengan basa dimulai oleh ester bereaksi dengan alkali dalam resin phenoli, untuk membentuk alkali garam logam dari komponen asam dari ester, yang melepaskan komponen alkohol.
Untuk mengubah waktu reaksi dan kecepatan kelas ester dapat diubah dan ester yang digunakan dapat dicampurkan pada rasio yang berbeda untuk memberikan yang diinginkan. Dibandingkan dengan sistem furan mana jumlah katalis asam yang digunakan akan menentukan waktu strip, katalis ester adalah tambahan tetap 20% sampai 25% berdasarkan berat bahan pengikat.
Pengecoran menggunakan ester sistem phenoli basa sering menggabungkan blender katalis, di mana ester cepat dan lambat yang dicampur dengan menggunakan dua pompa di mixer untuk memberikan waktu yang diinginkan set. Tergantung pada gaya unit blender ini dapat dilakukan otomatis (DUOMIX system), dimana pasir dan ambien suhu diperhitungkan ketika menentukan rasio cepat dan ester lambat untuk memberikan waktu jalur yang diinginkan, atau sistem manual, di mana operator mixer menyesuaikan campuran.
ditingkatkan melalui tingkat kesembuhan berarti sistem ini dapat digunakan untuk garis cetakan otomatis dengan relatif strip cetakan kali cepat.
Gambar 2.4 Reaksi resin phenol alkali dengan ester pada suhu kamar
Prinsipnya yaitu pengikat adalah viskositas rendah, sangat alkali fenolik resol pengeras resin, ester adalah organik cair. Pasir dicampur dengan pengeras dan resin, biasanya dalam mixer terus menerus. Kecepatan pengaturan dikendalikan oleh thetype ester yang digunakan. Pasir: Dapat digunakan dengan berbagai pasir termasuk zirkon, chromite dan asam pasir permintaan tinggi seperti olivin. Resin Selain itu: 1,2-1,7% tergantung pada kualitas pasir, pengeras 18-25% didasarkan pada resin. (Brown, 1994)
Tabel 2.4. Sifat dan Wujud dari Resin Phenol alkali (FOSECO)
No Sifat dan wujud Keterangan
1 Jenis Modifikasi resin phenol alkali
2 Wujud dan bau Cairan merah dan sedikit bau
3 Viskositas 100 sentipoise
4 Berat jenis 1,255
5 pH 13,0-13,5
6 Phenol yang lepas Max 0.2%
7 Formadehid yang lepas Max 0.2%
Proses ester phenol ini adalah teknik kotak dingin dengan didasarkan pada katalis basa resin phenol yang kemudian mengeras oleh uap dari ester volatil yaitu metil format. Keuntungan dari sistem ini adalah toksisitas yang rendah, bau yang rendah dan permukaan akhir yang sangat baik dalam pengecoran akhir. Proses ini terdiri dari jenis resin phenol basa dengan penambahan ester organic yang di formulasikan khusus. Lingkungan proses dengan emisi asap rendah yang dapat diterima pada proses pencampuran dan pengecoran. Sistem ini digunakan secara luas terutama pada pengecoran baja, dimana permukaan sangat baik setelah selesai produksi (Burn, 1986).
2.9. Karakterisasi Pasir Silika Dan Pasir Cetak
Karakteristik fisik dari pasir silika yang diukur meliputi : uji sifat fisik yaitu dengan uji kadar air (moisture), uji kadar lempung (clay) dan uji distribusi ukuran butir (G.N/Grain Number). Karakterisasi dilakukan dengan mengacu pada AFS (American Foundry Society). Karakteristik dari pasir cetak yang diukur meliputi : uji sifat fisik dan mekanik yaitu dengan uji permeabilitas dengan mengacu pada standar AFS 1119-00-S (American Foundry Society) dan uji kuat uji geser (shear strength) AFS 3301-00-S (American Foundry Society).
2.9.1 Kadar Air (moisture)
Untuk mengetahui besarnya kadar air pada pasir silika, dihitung dengan menggunakan persamaan sebagai beikut :
% W1 = Kehilangan bobot setelah dikeringkan (gr)
2.9.2 Kadar Lempung (Clay)
Lempung ialah partikel – partikel dari diameter kurang dari 20µ yang terdapat dalam pasir. Sedikitnya kadar lempung menyebabkan turunnya tekanan, sedangkan berlebihnya kadar lempung menyebabkan memburuknya permeabilitas dan membentuk gumpalan – gumpalan butir pasir, demikian juga kekuatan sisa yang tinggi menyebabkan cetakan sukar dibongkar (Tata Surdia,2006).
Untuk mengetahui besarnya kadar lempung pada pasir silika, dihitung dengan menggunakan persamaan sebagai berikut :
... Pers. 2.2
Dengan : W = Bobot contoh sebelum dicuci dan dikeringkan (gr) W1 = Kehilangan bobot setelah dicuci dan dikeringkan (gr)
2.9.3 Kadar Abu (LOI/Loss On Ignition)
Untuk mengetahui besarnya kadar abu (LOI) pada pasir silika, dihitung dengan menggunakan persamaan sebagai beikut :
X Y X N
G. ( . )
Dengan : W = Bobot cawan kosong (gr)
W1 = Bobot cawan tambah sampel (gr)
W2 = Bobot cawan tambah sampel setelah dipanaskan (gr)
2.9.4 Distribusi Ukuran Butir Pasir (G.N/ Grain Number)
Pengujian distribusi ukuran butir pasir cetak adalah sebanyak 100 gram pasir dipergunakan sebagai specimen. Pasir itu dimasukkan ke dalam bagian atas dari ayakan yang disusun menurut ukuran mesh, ditutup dan digoyangkan selama 10 menit dengan pengguncang Ro-tap standar ASTM E-11 95. Kemudian pasir yang didapat dari tiap ayakan, menurut besar butir pasir, ditimbang dan presentase dari beratnya ditentukan.
Gambar 2.5 Alat uji distribusi ukuran butir pasir Ro-Tap
Untuk mengetahui besarnya distribusi ukuran butir pada pasir silika, dihitung dengan menggunakan persamaan sebagai berikut :
Dengan :
(X.Y) = Total persentase timbangan dikalikan dengan faktor pengali
X = Total persentase timbanganN
G. = Grain size (ukuran butir)
2.9.5 Permeabilitas
Permeabilitas adalah Kemampuan pasir cetak untuk dialiri fluida dalam hal ini udara tiap satuan luas dalam waktu tertentu. Kualitas coran dengan permeabilitas yang tepat dapat mencegah cacat seperti rongga penyusutan, gelembung gas atau kekasaran permukaan. Karena udara atau gas yang terjadi dalam waktu penuangan dapat terjadi dalam cetakan dalam waktu penuangan dapat terjadi dialirkan melalui rongga -rongga diantara butir-butir pasir keluar dan cetakan dengan kecepatan yang sama.
Permeabilitas tergantung sekali pada ada tidaknya cairan ataupun gas di dalam rongga yang sama. Sebagai contoh, misalnya saja adanya air dan minyak. Jika permeabilitas yang dimiliki oleh pasir cetak tinggi, maka akan mengakibatkan udara sulit keluar melalui celah-celah antar butir pada waktu yang dilakukan proses penuangan logam cair.
Dengan demikian udara dalam akan terjebak dalam logam cair dan kemudian bila logam cair telah dingin maka udara yang terjebak akan mengakibatkan cacat. Bila permeabilitasnya terlalu rendah akan mengakibatkan udara dalam cetakan akan mudah keluar pada waktu yang dilakukan proses penuangan. Faktor - faktor yang mempengaruhi permeabilitas yaitu:
1. Kadar air
Begitu juga dengan kadar air yang banyak maka lempung akan seperti pasta dan menurunkan permeabilitas. Pasir yang telah di keringkan mempunyai permeabilitas dan kekuatan yang meningkat dibandingkan dengan kekuatan basah, karena air bebas dan air yang diadsorbsi pada permukaan butir tanah lempung dihilangkan.
2. Penekanan Sand Rammer
Semakin banyak penekanan sand rammer pada pasir maka dapat mengakibatkan jarak antara butir pasir menjadi lebih rapat dan padat. Akibatnya celah-celah udara menjadi semakin sempit dan akan menurunkan permeabilitasnya.
3. Kadar lempung
Bila kadar lempung rendah maka air yang tidak terserap oleh lempung yang akan menempati celah antar butir pasir, sehingga menurunkan permeabilitas pasir cetak. Dan bila kadar lempung terlalu tinggi, maka sebagian yang tidak memperoleh air menyebar mengisi celah anatr butir pasir sehingga menurunkan permeabilitas pasir cetak.
4. Bentuk dan distribusi pasir cetak
Untuk jenis butir pasir bulat baik sebagai pasir cetak, karena memerlukan jumlah pengikat yang lebih sedikit untuk mrndapatkan kekuatan dan permeabilitas tertentu, serta mampu alirnya baik sekali. Pasir berbutir kristal kurang baik untuk pasir cetak,sebab akan pecah menjadi butir-butir kecil pada pencampuran serta memberikan ketahanan dan permeabilitas yang buruk pada cetakan dan selanjutnya membutuhkan pengikat dengan jumlah yang banyak (Tata Surdia, 2006).
keputusan sehingga segera dapat diambil tindakan dalam mengoreksi penyimpangan apa pun dalam permeabilitas yang mungkin sebaliknya mengakibatkan hilangnya produksi (Ridsdale, 1998).
Gambar 2.6 Alat penguji permeabilitas (permeameter)
Permeabilitas berhubungan erat dengan keadaan permukaan coran. Permeabilitas kecil menyebabkan kulit coran yang halus dan gelembung – gelembung udara, sedangkan permeabilitas yang besar menyebabkan kulit yang kasar serta penetrasi. Oleh karena itu permeabilitas yang cocok adalah perlu (Tata Surdia, 2006).
2.9.6 kuat Geser (shear strength)
Untuk menentukan daya tahan dan daya ikat pasir cetak basah maupun kering, maka ada beberapa hal yang perlu dilakukan, yakni: percobaan tekan, percobaan tarik, percobaan geser (shear) dan percobaan terhadap kekuatan melintang. Namun dari pengalaman diketahui, bahwa bila variabel kekuatan tekan dari pasir cetak, maka sudah dapat di asumsi mewakili besaran-besaran yang lainnya.
(biasanya disebut: Contoh), kemudian dibentuk sedemikian rupa seperti poros silindris, berukuran, panjang dan diameter sama. Contoh ini kemudian diletakkan pada mesin dan diberi beban dengan laju pembebanan yang konstan. Dari sini akan dapat diketahui kekuatan dari pasir cetak (Ganda, 2008).
Alat uji kuat geser (Universal Sand Strength Machine), bersama dengan aksesoris yang sesuai, akan menentukan kompresi, geser, tarik, melintang dan membelah kekuatan cetakan dan inti membuat bahan dengan cara bobot muatan putus.
Gambar 2.7 Alat uji kuat geser (Universal Sand Strength Machine)
(A) Switch reverse. Ini membalikkan mesin setelah spesimen telah runtuh. (B) Hentikan switch. Ini berhenti mesin saat kembali ke posisi nol.
BAB 3
METODE PENELITIAN
3.1 Bahan – Bahan.
No. Nama Alat Merek
1. Pasir Silika
2. Resin Phenol Foseco
3. katalis Metil Ester Foseco
4. Resin Poliester Yukalac 157 BTQN-EX Komersial
5. Katalis Mepoxe 100cc
3.2 Alat – alat
No. Nama Alat Merek
1. Cawan keramik Infusil
2. Cawan kaleng
2. Oven Kirin
3. Furnace Vulcan A-550
4. Mixer
6. Universal Sand Strength Machine Dieter Detroit Products
7. Permeability Tester (Electric Permmeter) Dieter Detroit Products
8. Vibrator Screen Tester (Ro - Tap) Dieter Detroit Products
9. Ember
10. Gelas Beaker 250 ml pyrex
11. Pipet Tetes
12. Seperangkat Alat Kempa
13. Cetakan Baja Stainless 7,5cm x 4,1cm x 2,5cm
3.3 Prosedur Penelitian
Adapun prosedur yang dilakukan dalam penelitian ini adalah pengujian karakteristik fisik dari pasir silika yang diukur meliputi : uji sifat fisik yaitu dengan uji kadar air (moisture), uji kadar lempung (clay) dan uji distribusi besar butir (G.N/Grain Number. Karakteristik dari pasir cetak yang diukur meliputi : uji sifat fisik dan mekanik yaitu dengan uji permeabilitas dan uji kekuatan uji geser (tensile of strength).
3.3.1 Prosedur Pengujian Kadar Air (Moisture)
Ditimbang 100 gram pasir silika dalam cawan kaleng, kemudian dimasukkan dalam oven pada temperatur 2500C, setelahnya didiamkan hingga pasir kering selama ± 1 jam. Kemudian ditimbang berat pasir kedalam cawan kaleng yang lain didalam neraca analitis dan dihitung kadar airnya (moisture) dengan menggunakan persamaan 2.1.
Ditimbang 50 gram pasir silika dalam cawan kaleng, kemudian ditambahkan lalu dicuci / diaduk dengan mixer sampai bersih dengan menggunakan air, air yang kotor dibuang hingga yang tersisa pasir silika, lalu dimasukkan kedalam oven pada temperatur 2500C. Didiamkan hingga pasir kering ± 1 jam, kemudian ditimbang berat pasir kedalam cawan yang lain didalam neraca analitis dan dihitung kadar lempungnya (clay) dengan menggunakan persamaan 2.2.
3.3.3 Prosedur Pengujian Kadar Abu (LOI /Loss on ignition )
Ditimbang 30 gram pasir silika dalam cawan keramik, kemudian dimasukkan kedalam furnace pada temperatur 8500C. Didiamkan selama 30 menit, lalu ditimbang berat pasir didalam neraca analitis dan dihitung kadar abu (LOI) dengan menggunakan persamaan 2.3.
3.3.4 Prosedur Pengujian Distribusi Ukuran Butir Pasir (G.N/Grain size)
Ditimbang 100 gram pasir silica, lalu dituang dari bagian atas alat Vibrator Screen Tester (Ro - Tap). Didiamkan selama 10 menit lalu ditimbang berat pasir didalam neraca analitis per sieve (nomor saringan) dan dihitung distribusi ukuran butir pasir (G.N/Grain size) dengan menggunakan persamaan 2.4.
3.3.5 Perlakuan pada Pasir Silika
dipanaskan didalam oven secukupnya hingga mengering untuk pembuatan pasir cetak dan didinginkan selama ± 20 menit dalam suhu kamar.
3.3.6 Prosedur Pembuatan Pasir Cetak
1. Pasir silika, katalis etil ester dan resin phenol ditimbang sesuai dengan komposisi yang telah ditentukan.
2. Kemudian pasir silika, katalis etil ester dan resin phenol dicampur menjadi satu didalam wadah lalu diaduk dengan menggunakan mixer dengan menggunakan mixer sampai homogen ± 1 menit.
3. Campuran yang telah homogen tersebut dituang kedalam cetakan stainless berukuran (7.5 x 4 x 2.5) cm
4. Kemudian campuran dicetak tekan dengan menggunakan alat cetak kempa press sebanyak 3 kali tanpa adanya pemanasan, kemudian cetakan dikeluarkan dari alat cetak tekan.
5. Campuran yang telah jadi proses pengkondisian (proses mengerasnya pasir cetak) membutuhkan waktu selama 1 jam bagi resin phenol, sedangkan untuk resin poliester waktu pengkondisiannya membutuhkan waktu selama 4 jam, lalu pasir cetak yang telah jadi dikeluarkan dari cetakan stainless untuk kemudian dilakukan uji karakterisasi pasir cetak yaitu permeabilitas dan uji kuat geser.
6. Dilakukan prosedur yang sama diatas dengan resin poliester dan katalis mepok sesuai dengan komposisi yang telah ditentukan.
Hasil yang diperoleh kemudian dikarakterisasi untuk menentukan sifat-sifat fisik dan mekanik dari pembuatan Pasir Cetak yaitu dengan Pengujian Permeabilitas dan Pengujian Kuat Geser (shear strength).
3.4.1. Proses Pengujian Permeabilitas
Untuk mengetahui besarnya permeabilitas oleh pasir cetak yang telah dibuat mengacu pada AFS 1119-00-S dengan dilakukan langkah-langkah sebagai berikut:
1. Aktifkan alat permeameter dengan mengaktifkan ke posisi “ ON “. Biarkan
mesin selama setidaknya satu menit untuk mendapatkan pembacaan yang stabil.
2. Pilih kontak lubang permeameter yang diperlukan untuk sampel pasir yang akan di uji, aturan umum untuk menentukan lubang yang dibutuhkan adalah: a. Jika jumlah permeabilitas sampel adalah lebih dari 50, gunakan lubang
besar yang diberi tanda “L“.
b. Jika jumlah permeabilitas sampel adalah lebih dari 50, gunakan lubang besar yang diberi tanda “S“.
3. Letakkan kepala kontak lubang diatas permukaan pasir cetak yang akan di uji. 4. Kemudian tekan kepala kontak dan dibaca nilai permeabilitas langsung pada
skala yang tepat sesuai dengan orifice (lubang) yang digunakan sampai pada jarum permeameter berada pada keadaan konstan. Dalam penelitian ini digunakan lubang “S” atau small orifice pada pembacaan skala permeameter.
3.4.2. Proses Pengujian Kuat Geser (shear strength)
kuat geser (shear strength) oleh pasir cetak yang telah dibuat mengacu pada AFS 3301-00-S dengan dilakukan langkah-langkah sebagai berikut:
1. Tempatkan dengan baik kepala uji geser diposisi teratas dari mesin.
2. Perhatikan pembacaan magnetik dibagian bawah dari mesin pada posisi nol. 3. Kemudian letakkan pasir cetak yang akan di uji pada spesimen standar diposisi
kepala uji geser
4. Kencangkan spesimen standar pada kepala uji geser.
5. Tekan tombol “START” lalu biarkan sampai sampel pasir cetak yang di uji
runtuh, maka motor mesin akan mundur kembali ke nol secara otomatis.
3.5.2 Pembuatan Pasir Cetak
Dimasukkan pasir silika kedalam wadah
Ditambahkan katalis metil ester dan resin phenol
Dimixer sampai merata
Dituang kedalam cetakan stainless
Dipress dengan alat kempa sebanyak 3 kali
Didiamkan selama 1 jam
Dikeluarkan dari cetakan
Dikarakterisasi
Catatan : Komposisi resin phenol dan katalis metal ester sudah ditentukan, perlakuan yang sama juga dilakukan untuk resin poliester dengan komposisi yang telah ditentukan (didiamkan selama 5 jam) lalu dikeluarkan dari cetakan (untuk poliester).
Pembuatan Pasir Cetak
Campuran resin phenol – pasir silika
Pasir cetak
Uji permeabilitas Uji kuat geser
BAB 4
HASIL DAN PEMBAHASAN
4.1. Hasil
4.1.1. Data uji Fisis Pasir Silika
Hasil penelitian dari uji fisis sampel pasir silika ditunjukkan pada tabel dibawah ini:
Tabel 4.1 Data hasil pengujian sifat fisis pasir silika
Uji Kadar air
4.1.2. Data Uji Permeabilitas dan Uji kuat geser (shear Strength)
Hasil penelitian dari uji permeabilitas dan uji kuat ditunjukkan pada tabel dibawah ini:
Tabel 4.2 Data hasil pengujian permeabilitas dan kuat geser pasir cetak
campuran resin phenol – pasir silika.
Sampel
Berat
Pasir
(gram)
Berat resin
phenol Berat katalis Permeabilitas
Tabel 4.3 Data hasil pengujian permeabilitas dan kuat geser pasir cetak
campuran resin poliester – pasir silika.
Sampel Berat Pasir
Dari data hasil pengukuran uji permeabilitas dan kuat geser diatas dapat juga dilihat dari gambar grafik berikut untuk mempermudah dalam analisa.
Gambar 4.1. Grafik shear strength (Psi) antara campuran resin phenol dengan
Gambar 4.2. Grafik permeabilitas (m2) antara campuran resin phenol dengan
pasir silika.
Gambar 4.3. Grafik shear strength (Psi) antara campuran resin poliester dengan
pasir silika.
Gambar 4.4. Grafik permeabilitas (m2) antara campuran resin poliester dengan pasir silika.
4.2. Pembahasan
4.2.1. Analisa Uji Permeabilitas
Hasil pengukuran permeabilitas dari pasir cetak yang ditunjukkan pada tabel 4.2 terlihat bahwa dengan meningkatnya kosentrasi resin yang digunakan cenderung meningkatkan nilai permeabilitas pasir cetak. Pada gambar 4.2 terlihat dengan jelas grafik meningkatnya nilai permeabilitas dengan bertambahnya kosentasi resin yang digunakan. Berbeda dengan nilai permeabilitas yang ditunjukkan pada tabel 4.3 terlihat bahwa dengan meningkatnya kosentrasi resin yang digunakan cenderung menurunkan nilai permeabilitas pasir cetak. Pada gambar 4.4 terlihat dengan jelas grafik menurunnya nilai permeabilitas dengan bertambahnya kosentasi resin yang digunakan. Dari hasil pengukuran permeabilitas kedua resin menunjukkan hasil yang sangat berbeda, bahkan berbanding terbalik, untuk resin phenol dengan kosentrasi resin yang digunakan bertambah maka bertambah pula nilai permeabilitasnya, sedangkan untuk resin poliester adalah sebaliknya bertambahnya kosentrasi resin poliester yang digunakan senakin menurunkan nilai permeabilitas pasir cetak tersebut.
4.2.2. Analisa Uji Kuat Geser (Shear Strength)
Telah dilakukan pengujian sifat mekanik yaitu uji kuat geser terhadap semua variasi sampel dalam penelitian ini. Dari data yang diperoleh pada tabel 4.2 yang diteruskan dalam bentuk grafik pada gambar 4.1 terlihat bahwa adanya kenaikan nilai kuat geser (shear strength) dengan bertambahnya kosentrasi resin yang digunakan. Pada kosentrasi awal resin yang digunakan 1,6% dari berat sampel, diperoleh hasil pengukuran kuat geser (shear strength) yaitu 4 Psi. Dan pada kosentrasi resin yang digunakan 1.8% dari berat sampel diperoleh hasil pengukuran kuat geser (shear strength) yaitu 6,5 Psi.