LAMPIRAN I
Data Karakteristik Kualitas Pulp
Data yang didapat diperoleh dari PT. Toba Pulp Lestari. Data meliputi data karakteristik kualitas pulp PT. Toba Pulp Lestari selama satu
bulan yaitu pada bulan Desember Tahun 2015.
No. S-10, %
S-18, %
α -Sellulosa
DCM Extractive, %
Brightness Avg, %
Viscosity Avg, CUAM
Viscosity Avg,
ml/g Ash, %
Calcium as Ca, ppm
Iron as Fe, ppm
1 7,4 3,1 94,9 0,16 89,6 13,2 442 0,59 37 6,2
2 7 3 95 0,16 89,5 13,3 444 0,0538 39 7,4
3 6,8 3,8 95,1 0,16 89,4 13,7 452 0,0489 41 9,7
4 7,3 3,1 94,8 0,16 89,1 12,7 433 0,0515 44 10,5
5 7,1 3,1 99,9 0,14 89,1 13,7 452 0,0525 47 10,5
6 7,3 2,9 94,9 0,16 89,6 12,2 424 0,0486 44 11,2
7 7,2 3 94,9 0,14 89 13 438 0,0524 46 9,5
8 7 3 95 0,15 89,2 13,2 443 0,0478 39 9
9 6,8 3,1 95,1 0,14 89,6 13,7 452 0,0474 39 8,1
10 6,8 3,1 95,1 0,15 89,2 13,6 499 0,042 38 7
11 7,4 2,9 94,9 0,16 90,1 11,3 407 0,048 55 9,2
12 7,3 3 94,6 0,16 89,3 12,5 433 0,987 45 9,5
13 7 3 95 0,15 89,3 13,6 449 0,0553 46 9
14 7 3,1 95 0,15 89 13,7 451 0,0443 42 9,6
15 6,5 3,1 95,2 0,16 89,2 13,2 443 0,0588 43 10,2
17 7,3 3,1 94,8 0,15 89,2 13,4 496 0,0489 42 11,3
18 6,6 3 95,2 0,15 89,7 13,2 443 0,05051 37 12,3
19 7,3 2,9 94,9 0,16 90,2 11,5 410 0,0487 40 10,5
20 7,2 3 94,9 0,15 89,6 11,3 406 0,0573 40 10,7
21 6,9 3,2 95 0,15 89 15,5 483 0,0468 50 13,3
22 6,1 3,1 95,4 0,16 89,1 14,5 466 0,0419 40 10,5
23 7,4 2,9 94,9 0,15 89,9 12,6 431 0,0487 57 10
24 7,1 3,2 94,9 0,17 89,7 13,5 447 0,0521 56 11,6
25 7,2 3,2 94,8 0,15 89,4 14,5 466 0,0539 41 10,6
26 9,3 3,1 93,8 0,16 89,2 10,2 383 0,0736 63 13,5
27 9,6 3,2 93,6 0,15 89,3 10,6 392 0,0559 50 13,5
28 7,4 2,9 94,9 0,24 89,7 13,2 443 0,0474 58 9,1
28 7,2 3,1 94,9 0,15 89 13,5 447 0,0499 49 12
30 7,4 3,2 94,7 0,14 89 12 420 0,0563 50 13,2
31 7,5 3 94,8 0,14 89,1 11,2 424 0,0466 52 13,4
32 7,2 3,1 94,5 0,15 89 10,8 397 0,0518 58 12,5
33 9 3,2 93,9 0,15 88,5 10,4 387 0,0507 45 10,8
34 8,3 3 94,4 0,16 89 11,9 418 0,0519 36 12,4
35 7,2 2,9 95 0,15 89,4 12 420 0,0498 44 8,8
36 6,9 3 95,1 0,15 89 11,5 410 0,0503 38 11,9
37 7,8 3 94,6 0,16 89 11 401 0,054 87 11,3
38 6,9 2,8 95,2 0,15 89,7 12,3 426 0,0566 47 10,4
39 7,4 2,9 94,9 0,14 89,2 11,5 410 0,0419 39 12,1
40 7,8 2,8 95 0,16 89 11,1 403 0,0552 46 12,3
42 7,3 2,8 95 0,14 89,5 13,3 445 0,0475 40 10,5
43 7,4 3 94,8 0,16 87,9 13,4 445 0,0561 3,9 9,3
44 6,9 3,1 95 0,14 89,2 13,3 444 0,0545 36 9,7
45 7,3 2,9 94,9 0,16 89 12,4 428 0,0573 31 10,8
46 7,5 2,9 94,8 0,17 89,1 12,7 433 0,058 30 11,1
47 7,4 3,1 94,8 0,15 89,4 12,1 421 0,0594 40 7,3
48 7,1 2,4 95,1 0,15 89 11,9 419 0,0582 43 8,5
49 6,7 2,8 95,3 0,14 89,1 12,5 429 0,0569 29 10,7
50 6,8 2,8 95,2 0,15 89,8 13,1 439 0,0578 43 9,4
51 6,8 2,8 95,2 0,14 89,5 13,2 443 0,0544 46 10,9
52 7,1 3,1 94,9 0,15 89,2 13,5 443 0,0564 43 11
53 6,8 3,1 95,1 0,16 89,1 12,7 433 0,0545 41 10,5
54 7,3 2,9 94,9 0,16 89,5 12,5 430 0,0536 42 9,6
55 7 2,9 95,1 0,14 89,8 12,7 433 0,0652 40 9,2
56 6,5 2,9 95,3 0,16 89,2 14,3 463 0,05 53 11,6
57 6,8 2,9 95,2 0,15 89,9 12 420 0,051 49 10,3
58 7 2,9 95,1 0,15 89,4 13 438 0,054 44 9,6
59 7,3 3 94,9 0,15 89,3 11,7 415 0,0542 48 10,5
60 7,1 3 95 0,14 88,9 10,4 387 0,0337 41 13
61 7,3 3 94,9 0,15 88,6 11,6 412 0,0534 51 9,2
62 7 2,9 95,1 0,15 90 12,7 433 0,0482 49 9,1
63 7 3 95 0,14 90,2 12,5 429 0,0452 45 9,9
64 6,4 2,9 95,4 0,14 89,6 11,5 410 0,0489 44 9,6
65 6,4 2,8 95,4 0,14 89,6 12,2 425 0,0471 43 9,1
67 6,9 3 95,1 0,14 89,6 12 430 0,0548 46 9,5
68 7,4 2,9 94,9 0,15 89 12 420 0,0472 51 7,7
69 6,9 2,9 95,1 0,16 90,1 11,2 414 0,05 42 8,6
70 7,4 3,1 94,8 0,15 89,8 11,7 414 0,0468 55 10,4
71 7,4 2,8 94,9 0,14 89,1 12,1 421 0,0526 51 10,5
72 6,7 2,9 95,2 0,18 89,5 12,5 427 0,0508 52 9,2
73 7,1 2,9 95 0,15 89,3 13,8 432 0,0556 52 8,7
74 7,3 2,9 94,9 0,14 89,1 13,2 443 0,0525 51 10,4
75 7 2,8 95,1 0,16 89,6 13,2 443 0,0565 41 11,2
76 7,1 2,8 95,1 0,14 89 11,8 416 0,0462 51 11,3
77 7 2,9 95,1 0,16 89,4 11,9 417 0,0458 52 10,8
78 6,5 2,8 95,4 0,15 89,9 12 420 0,0479 47 10,3
79 6,7 2,9 95,3 0,13 90,5 12,9 420 0,0538 52 12,9
80 7,2 3,1 94,9 0,14 89,7 11,3 406 0,0522 43 11,1
81 7 3 95 0,15 89,1 12,7 433 0,0464 42 10,7
82 6,9 2,9 95,1 0,14 88,9 14,5 465 0,047 43 12
83 7,2 2,8 95 0,15 88,9 12,2 424 0,0504 36 8,4
84 6,5 2,8 95,4 0,13 89,9 14,5 466 0,0467 40 7,9
85 7 2,9 95,1 0,15 89 14,2 461 0,0561 50 12,2
86 7,4 3 94,8 0,13 89,3 11,5 410 0,0649 43 13
87 7 2,9 95,1 0,16 89,2 12,7 433 0,055 57 27
LAMPIRAN 2
Perhitungan nilai varians kovarians sampel
Perhitungan nilai varians kovarians menggunakan Microsoft Excel 2007.
No.
66 0,210765 0,124685 -0,13042 0,000522 -0,43561 0,214416 4,752635 0,011178 -1,40388 -0,37927 0,073762 -0,07716 67 0,067128 -0,00736 -0,02179 0,002885 -0,06448 0,146916 0,350362 0,003536 -0,27411 0,304138 0,000807 0,002389 68 0,058037 -0,01725 -0,02792 -0,00027 -0,08459 -0,13661 -2,73486 -0,00512 1,459416 -0,71643 0,005125 0,008298 69 0,067128 0,018549 -0,02179 -0,0023 -0,19402 0,354189 4,495818 0,00478 0,762257 0,537319 0,005125 -0,00602 70 0,058037 0,030935 -0,05201 -0,00027 0,108135 -0,20888 -4,18032 -0,00522 2,423052 -0,06598 0,016489 -0,02772 71 0,058037 -0,04134 -0,02792 -0,00268 -0,0605 -0,11252 -2,49396 -0,00382 1,459416 -0,04189 0,029443 0,019889 72 0,210765 0,032867 -0,08451 -0,01325 -0,06834 0,03078 1,998089 0,008102 -3,24024 0,676638 0,005125 -0,01318 73 0,003492 0,00423 0,00094 6,71E-05 0,003022 -0,07286 -0,03827 0,000759 -0,41706 0,116638 0,005125 0,001139 74 0,019855 -0,01009 -0,01633 -0,00157 -0,03539 0,089189 1,64127 -0,00225 0,85362 -0,03859 0,005125 0,008298 75 0,02531 0,027299 -0,01338 -0,00141 -0,03959 -0,1007 -1,85305 0,001901 0,627144 -0,0837 0,029443 -0,01443 76 0,003492 0,010139 -0,00497 0,000658 0,020749 0,045325 0,907181 0,001315 -0,35797 -0,037 0,029443 -0,01443 77 0,02531 0,011389 -0,01338 -0,00141 -0,00777 0,106121 2,283317 0,003603 -1,12286 -0,02007 0,005125 -0,00602 78 0,434401 0,113094 -0,25315 0,000749 -0,36175 0,373735 7,482181 0,013543 -1,35638 0,24641 0,029443 -0,06591 79 0,210765 0,032867 -0,13042 0,009704 -0,52743 -0,15286 5,211726 0,006725 -3,24024 -1,022 0,005125 -0,02034 80 0,001674 0,005253 -0,00474 -0,00046 0,014272 -0,05183 -1,03714 -0,00066 -0,07945 0,017433 0,016489 -0,01488 81 0,02531 -0,00452 0,002531 0,000181 0,039954 -0,02115 -0,26214 0,003508 0,468053 -0,00416 0,000807 -0,00045 82 0,067128 0,018549 -0,02179 0,002885 0,116885 -0,50081 -8,71782 0,005557 0,503166 -0,34359 0,005125 -0,00602 83 0,001674 -0,00702 -0,00065 -4,6E-05 -0,01846 -0,01502 -0,30077 -0,00074 -0,36581 -0,09302 0,029443 0,00273 84 0,434401 0,113094 -0,25315 0,013931 -0,36175 -1,27399 -22,836 0,014334 3,257258 1,828229 0,029443 -0,06591 85 0,02531 0,011389 -0,01338 0,000181 0,055863 -0,25979 -4,71669 0,001964 -0,80468 -0,24279 0,005125 -0,00602 86 0,058037 0,006844 -0,05201 -0,00509 -0,01232 -0,25706 -5,14395 -0,00085 -0,46786 0,560387 0,000807 -0,00613 87 0,02531 0,011389 -0,01338 -0,00141 0,024044 -0,02115 -0,26214 0,002139 -1,91831 -2,59734 0,005125 -0,00602 88 0,058037 -0,01725 -0,02792 -0,00268 -0,0605 -0,08842 -1,77123 -0,00401 -0,94967 2,005841 0,005125 0,008298
75 -0,00152 -0,0427 -0,10861 -1,99865 0,00205 0,67642 -0,09028 0,007071 0,000745 0,020927 0,053226 76 0,001911 0,060252 0,131618 2,634312 0,003818 -1,03949 -0,10744 0,007071 -0,00094 -0,02953 -0,0645 77 -0,00063 -0,0035 0,047754 1,027494 0,001621 -0,50529 -0,00903 0,007071 0,000745 0,004109 -0,05609 78 0,000195 -0,09418 0,0973 1,947948 0,003526 -0,35313 0,064152 0,147526 -0,00044 0,210814 -0,2178 79 0,001513 -0,08225 -0,02384 0,812721 0,001049 -0,50529 -0,15937 0,080708 -0,006 0,326382 0,094589 80 -0,00143 0,044797 -0,1627 -3,25546 -0,00209 -0,24938 0,05472 0,013435 0,001291 -0,04044 0,146862 81 -3,2E-05 -0,00713 0,003777 0,04681 -0,00063 -0,08358 0,000743 0,000253 1,81E-05 0,003995 -0,00212 82 0,000797 0,032297 -0,13838 -2,40887 0,001535 0,139033 -0,09494 0,007071 -0,00094 -0,03794 0,162544 83 0,000195 0,077411 0,062982 1,261584 0,003097 1,534375 0,390175 0,000253 1,81E-05 0,007177 0,005839 84 0,003627 -0,09418 -0,33168 -5,94524 0,003732 0,848011 0,47597 0,147526 -0,00812 0,210814 0,74243 85 8,14E-05 0,025138 -0,1169 -2,12251 0,000884 -0,3621 -0,10926 0,007071 -9,6E-05 -0,02953 0,137317 86 -0,0006 -0,00145 -0,03031 -0,6066 -0,0001 -0,05517 0,066083 0,046617 0,004564 0,011041 0,230385 87 -0,00063 0,01082 -0,00952 -0,11796 0,000963 -0,86324 -1,1688 0,007071 0,000745 -0,01271 0,01118 88 0,000797 0,017979 0,026277 0,526357 0,001192 0,282215 -0,59608 0,013435 0,001291 0,029109 0,042544
75 0,979468 -0,001 -0,33149 0,044243 7,86E-05 0,002206 0,00561 0,103241 -0,00011 -0,03494 0,004663 76 -1,29099 -0,00187 0,509419 0,052652 0,000124 0,00391 0,008542 0,170968 0,000248 -0,06746 -0,00697 77 -1,2069 -0,0019 0,59351 0,010607 7,86E-05 0,000433 -0,00591 -0,12721 -0,0002 0,062559 0,001118 78 -4,3603 -0,00789 0,790442 -0,1436 1,29E-06 -0,00062 0,000644 0,0129 2,34E-05 -0,00234 0,000425 79 -3,22508 -0,00416 2,005101 0,632425 0,000447 -0,02428 -0,00704 0,239946 0,00031 -0,14918 -0,04705 80 2,938559 0,001883 0,225101 -0,04939 0,000124 -0,00389 0,01411 0,282332 0,000181 0,021627 -0,00475 81 -0,02621 0,000351 0,046805 -0,00042 1,29E-06 0,000285 -0,00015 -0,00187 2,51E-05 0,003343 -3E-05 82 2,829468 -0,0018 -0,16331 0,111516 0,000124 0,005024 -0,02153 -0,37471 0,000239 0,021627 -0,01477 83 0,116968 0,000287 0,14226 0,036175 1,29E-06 0,000513 0,000417 0,008355 2,05E-05 0,010161 0,002584 84 13,30788 -0,00835 -1,89819 -1,06542 0,000447 -0,0116 -0,04086 -0,73233 0,00046 0,104457 0,058629 85 2,493104 -0,00104 0,425328 0,128334 1,29E-06 0,000399 -0,00186 -0,03369 1,4E-05 -0,00575 -0,00173 86 4,61015 0,000766 0,419305 -0,50223 0,000447 0,001081 0,022553 0,451309 7,5E-05 0,041048 -0,04917 87 0,138559 -0,00113 1,013964 1,37288 7,86E-05 -0,00134 0,001178 0,014605 -0,00012 0,106877 0,144709 88 0,852195 0,00193 0,456919 -0,96507 0,000124 0,002797 0,004088 0,081878 0,000185 0,0439 -0,09272
75 0,061933 0,157519 2,898696 -0,00297 -0,98103 0,130936 0,400631 7,372482 -0,00756 -2,49514 0,33302 76 0,123297 0,269338 5,390741 0,007812 -2,12717 -0,21986 0,588359 11,77589 0,017065 -4,64673 -0,48028 77 0,002388 -0,03259 -0,7013 -0,00111 0,344877 0,006163 0,44495 9,573618 0,015107 -4,70798 -0,08414 78 0,301251 -0,31123 -6,23085 -0,01128 1,129536 -0,2052 0,321541 6,437255 0,011652 -1,16695 0,211998 79 1,319888 0,382519 -13,0422 -0,01683 8,108627 2,557527 0,110859 -3,77979 -0,00488 2,349978 0,741202 80 0,121706 -0,44203 -8,84449 -0,00567 -0,67751 0,148663 1,605404 32,12248 0,020587 2,46066 -0,53993 81 0,063069 -0,03339 -0,4138 0,005537 0,738855 -0,00656 0,017677 0,219073 -0,00293 -0,39116 0,003475 82 0,203524 -0,87203 -15,1797 0,009676 0,876127 -0,59827 3,736313 65,03953 -0,04146 -3,75389 2,563361 83 0,203524 0,165588 3,316878 0,008142 4,034082 1,025823 0,134722 2,698618 0,006624 3,282137 0,834611 84 0,301251 1,060928 19,01688 -0,01194 -2,71251 -1,52247 3,736313 66,97248 -0,04204 -9,55275 -5,36175 85 0,123297 -0,57339 -10,4104 0,004336 -1,77603 -0,53588 2,666541 48,41339 -0,02016 8,25941 2,492111 86 0,002615 0,054565 1,091878 0,000181 0,099309 -0,11895 1,138586 22,78385 0,003786 2,072251 -2,48209 87 0,022842 -0,02009 -0,24903 0,002032 -1,8224 -2,46747 0,017677 0,219073 -0,00179 1,60316 2,170634 88 0,063069 0,092178 1,846423 0,004181 0,989991 -2,091 0,134722 2,698618 0,006111 1,44691 -3,05607
75 135,6696 -0,13917 -45,9159 6,128293 0,000143 0,0471 -0,00629 15,53972 -2,07405 0,276819 76 235,6923 0,341557 -93,0034 -9,61262 0,000495 -0,13478 -0,01393 36,69881 3,793106 0,392047 77 205,9877 0,32505 -101,298 -1,81034 0,000513 -0,15985 -0,00286 49,81472 0,890265 0,01591 78 128,8741 0,233266 -23,3625 4,244202 0,000422 -0,04229 0,007682 4,235177 -0,76939 0,139774 79 128,8741 0,166288 -80,1238 -25,2717 0,000215 -0,10338 -0,03261 49,81472 15,71197 4,955683 80 642,7377 0,411924 49,23527 -10,8035 0,000264 0,031554 -0,00692 3,771541 -0,82758 0,181592 81 2,715005 -0,03633 -4,84769 0,043066 0,000486 0,064866 -0,00058 8,655631 -0,07689 0,000683 82 1132,17 -0,72168 -65,3454 44,62147 0,00046 0,041653 -0,02844 3,771541 -2,57542 1,758638 83 54,05591 0,132694 65,74436 16,71807 0,000326 0,161386 0,041039 79,96018 20,33299 5,170456 84 1200,465 -0,75352 -171,231 -96,1081 0,000473 0,10748 0,060326 24,42381 13,70856 7,694319 85 878,9877 -0,36609 149,9569 45,24647 0,000152 -0,06246 -0,01884 25,5829 7,719128 2,329092 86 455,9195 0,075758 41,46708 -49,6683 1,26E-05 0,00689 -0,00825 3,771541 -4,51746 5,41091 87 2,715005 -0,02216 19,86822 26,90102 0,000181 -0,16216 -0,21955 145,3943 196,8598 266,5427 88 54,05591 0,122401 28,98299 -61,216 0,000277 0,065627 -0,13861 15,53972 -32,822 69,32455
64
http://junaidichaniago.wordpress.co
TitikPersentaseDistribusiFuntukProbabilita=0,05
dfuntukpembilang(N1) dfuntuk
penyebut
(N2) 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
1 161 199 216 225 2 18.51 19.00 19.16 19.25 3 10.13 9.55 9.28 9.12 4 7.71 6.94 6.59 6.39 5 6.61 5.79 5.41 5.19 6 5.99 5.14 4.76 4.53 7 5.59 4.74 4.35 4.12 8 5.32 4.46 4.07 3.84 9 5.12 4.26 3.86 3.63 10 4.96 4.10 3.71 3.48 11 4.84 3.98 3.59 3.36 12 4.75 3.89 3.49 3.26 13 4.67 3.81 3.41 3.18 14 4.60 3.74 3.34 3.11 15 4.54 3.68 3.29 3.06 16 4.49 3.63 3.24 3.01 17 4.45 3.59 3.20 2.96 18 4.41 3.55 3.16 2.93 19 4.38 3.52 3.13 2.90 20 4.35 3.49 3.10 2.87 21 4.32 3.47 3.07 2.84 22 4.30 3.44 3.05 2.82 23 4.28 3.42 3.03 2.80 24 4.26 3.40 3.01 2.78 25 4.24 3.39 2.99 2.76 26 4.23 3.37 2.98 2.74 27 4.21 3.35 2.96 2.73 28 4.20 3.34 2.95 2.71 29 4.18 3.33 2.93 2.70 30 4.17 3.32 2.92 2.69 31 4.16 3.30 2.91 2.68 32 4.15 3.29 2.90 2.67 33 4.14 3.28 2.89 2.66 34 4.13 3.28 2.88 2.65 35 4.12 3.27 2.87 2.64 36 4.11 3.26 2.87 2.63 37 4.11 3.25 2.86 2.63 38 4.10 3.24 2.85 2.62 39 4.09 3.24 2.85 2.61 40 4.08 3.23 2.84 2.61 41 4.08 3.23 2.83 2.60 42 4.07 3.22 2.83 2.59 43 4.07 3.21 2.82 2.59 44 4.06 3.21 2.82 2.58 45 4.06 3.20 2.81 2.58
230 234 237 239 19.30 19.33 19.35 19.37 9.01 8.94 8.89 8.85 6.26 6.16 6.09 6.04 5.05 4.95 4.88 4.82 4.39 4.28 4.21 4.15 3.97 3.87 3.79 3.73 3.69 3.58 3.50 3.44 3.48 3.37 3.29 3.23 3.33 3.22 3.14 3.07 3.20 3.09 3.01 2.95 3.11 3.00 2.91 2.85 3.03 2.92 2.83 2.77 2.96 2.85 2.76 2.70 2.90 2.79 2.71 2.64 2.85 2.74 2.66 2.59 2.81 2.70 2.61 2.55 2.77 2.66 2.58 2.51 2.74 2.63 2.54 2.48 2.71 2.60 2.51 2.45 2.68 2.57 2.49 2.42 2.66 2.55 2.46 2.40 2.64 2.53 2.44 2.37 2.62 2.51 2.42 2.36 2.60 2.49 2.40 2.34 2.59 2.47 2.39 2.32 2.57 2.46 2.37 2.31 2.56 2.45 2.36 2.29 2.55 2.43 2.35 2.28 2.53 2.42 2.33 2.27 2.52 2.41 2.32 2.25 2.51 2.40 2.31 2.24 2.50 2.39 2.30 2.23 2.49 2.38 2.29 2.23 2.49 2.37 2.29 2.22 2.48 2.36 2.28 2.21 2.47 2.36 2.27 2.20 2.46 2.35 2.26 2.19 2.46 2.34 2.26 2.19 2.45 2.34 2.25 2.18 2.44 2.33 2.24 2.17 2.44 2.32 2.24 2.17 2.43 2.32 2.23 2.16 2.43 2.31 2.23 2.16 2.42 2.31 2.22 2.15
241 242 243 244 19.38 19.40 19.40 19.41 8.81 8.79 8.76 8.74 6.00 5.96 5.94 5.91 4.77 4.74 4.70 4.68 4.10 4.06 4.03 4.00 3.68 3.64 3.60 3.57 3.39 3.35 3.31 3.28 3.18 3.14 3.10 3.07 3.02 2.98 2.94 2.91 2.90 2.85 2.82 2.79 2.80 2.75 2.72 2.69 2.71 2.67 2.63 2.60 2.65 2.60 2.57 2.53 2.59 2.54 2.51 2.48 2.54 2.49 2.46 2.42 2.49 2.45 2.41 2.38 2.46 2.41 2.37 2.34 2.42 2.38 2.34 2.31 2.39 2.35 2.31 2.28 2.37 2.32 2.28 2.25 2.34 2.30 2.26 2.23 2.32 2.27 2.24 2.20 2.30 2.25 2.22 2.18 2.28 2.24 2.20 2.16 2.27 2.22 2.18 2.15 2.25 2.20 2.17 2.13 2.24 2.19 2.15 2.12 2.22 2.18 2.14 2.10 2.21 2.16 2.13 2.09 2.20 2.15 2.11 2.08 2.19 2.14 2.10 2.07 2.18 2.13 2.09 2.06 2.17 2.12 2.08 2.05 2.16 2.11 2.07 2.04 2.15 2.11 2.07 2.03 2.14 2.10 2.06 2.02 2.14 2.09 2.05 2.02 2.13 2.08 2.04 2.01 2.12 2.08 2.04 2.00 2.12 2.07 2.03 2.00 2.11 2.06 2.03 1.99 2.11 2.06 2.02 1.99 2.10 2.05 2.01 1.98 2.10 2.05 2.01 1.97
65 TitikPersentaseDistribusiFuntukProbabilita=0,05
dfuntuk penyebut
(N2)
dfuntukpembilang(N1)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
46 4.05 3.20 2.81 2.57 47 4.05 3.20 2.80 2.57 48 4.04 3.19 2.80 2.57 49 4.04 3.19 2.79 2.56 50 4.03 3.18 2.79 2.56 51 4.03 3.18 2.79 2.55 52 4.03 3.18 2.78 2.55 53 4.02 3.17 2.78 2.55 54 4.02 3.17 2.78 2.54 55 4.02 3.16 2.77 2.54 56 4.01 3.16 2.77 2.54 57 4.01 3.16 2.77 2.53 58 4.01 3.16 2.76 2.53 59 4.00 3.15 2.76 2.53 60 4.00 3.15 2.76 2.53 61 4.00 3.15 2.76 2.52 62 4.00 3.15 2.75 2.52 63 3.99 3.14 2.75 2.52 64 3.99 3.14 2.75 2.52 65 3.99 3.14 2.75 2.51 66 3.99 3.14 2.74 2.51 67 3.98 3.13 2.74 2.51 68 3.98 3.13 2.74 2.51 69 3.98 3.13 2.74 2.50 70 3.98 3.13 2.74 2.50 71 3.98 3.13 2.73 2.50 72 3.97 3.12 2.73 2.50 73 3.97 3.12 2.73 2.50 74 3.97 3.12 2.73 2.50 75 3.97 3.12 2.73 2.49 76 3.97 3.12 2.72 2.49 77 3.97 3.12 2.72 2.49 78 3.96 3.11 2.72 2.49 79 3.96 3.11 2.72 2.49 80 3.96 3.11 2.72 2.49 81 3.96 3.11 2.72 2.48 82 3.96 3.11 2.72 2.48 83 3.96 3.11 2.71 2.48 84 3.95 3.11 2.71 2.48 85 3.95 3.10 2.71 2.48 86 3.95 3.10 2.71 2.48 87 3.95 3.10 2.71 2.48 88 3.95 3.10 2.71 2.48 89 3.95 3.10 2.71 2.47 90 3.95 3.10 2.71 2.47
2.42 2.30 2.22 2.41 2.30 2.21 2.41 2.29 2.21 2.40 2.29 2.20 2.40 2.29 2.20 2.40 2.28 2.20 2.39 2.28 2.19 2.39 2.28 2.19 2.39 2.27 2.18 2.38 2.27 2.18 2.38 2.27 2.18 2.38 2.26 2.18 2.37 2.26 2.17 2.37 2.26 2.17 2.37 2.25 2.17 2.37 2.25 2.16 2.36 2.25 2.16 2.36 2.25 2.16 2.36 2.24 2.16 2.36 2.24 2.15 2.35 2.24 2.15 2.35 2.24 2.15 2.35 2.24 2.15 2.35 2.23 2.15 2.35 2.23 2.14 2.34 2.23 2.14 2.34 2.23 2.14 2.34 2.23 2.14 2.34 2.22 2.14 2.34 2.22 2.13 2.33 2.22 2.13 2.33 2.22 2.13 2.33 2.22 2.13 2.33 2.22 2.13 2.33 2.21 2.13 2.33 2.21 2.12 2.33 2.21 2.12 2.32 2.21 2.12 2.32 2.21 2.12 2.32 2.21 2.12 2.32 2.21 2.12 2.32 2.20 2.12 2.32 2.20 2.12 2.32 2.20 2.11 2.32 2.20 2.11
2.15 2.09 2.14 2.09 2.14 2.08 2.13 2.08 2.13 2.07 2.13 2.07 2.12 2.07 2.12 2.06 2.12 2.06 2.11 2.06 2.11 2.05 2.11 2.05 2.10 2.05 2.10 2.04 2.10 2.04 2.09 2.04 2.09 2.03 2.09 2.03 2.09 2.03 2.08 2.03 2.08 2.03 2.08 2.02 2.08 2.02 2.08 2.02 2.07 2.02 2.07 2.01 2.07 2.01 2.07 2.01 2.07 2.01 2.06 2.01 2.06 2.01 2.06 2.00 2.06 2.00 2.06 2.00 2.06 2.00 2.05 2.00 2.05 2.00 2.05 1.99 2.05 1.99 2.05 1.99 2.05 1.99 2.05 1.99 2.05 1.99 2.04 1.99 2.04 1.99
66 TitikPersentaseDistribusiFuntukProbabilita=0,05
dfuntuk penyebut
(N2)
dfuntukpembilang(N1)
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
91 3.95 92 3.94 93 3.94 94 3.94 95 3.94 96 3.94 97 3.94 98 3.94 99 3.94 100 3.94 101 3.94 102 3.93 103 3.93 104 3.93 105 3.93 106 3.93 107 3.93 108 3.93 109 3.93 110 3.93 111 3.93 112 3.93 113 3.93 114 3.92 115 3.92 116 3.92 117 3.92 118 3.92 119 3.92 120 3.92 121 3.92 122 3.92 123 3.92 124 3.92 125 3.92 126 3.92 127 3.92 128 3.92 129 3.91 130 3.91 131 3.91 132 3.91 133 3.91 134 3.91 135 3.91
3.10 2.70 2.47 3.10 2.70 2.47 3.09 2.70 2.47 3.09 2.70 2.47 3.09 2.70 2.47 3.09 2.70 2.47 3.09 2.70 2.47 3.09 2.70 2.46 3.09 2.70 2.46 3.09 2.70 2.46 3.09 2.69 2.46 3.09 2.69 2.46 3.08 2.69 2.46 3.08 2.69 2.46 3.08 2.69 2.46 3.08 2.69 2.46 3.08 2.69 2.46 3.08 2.69 2.46 3.08 2.69 2.45 3.08 2.69 2.45 3.08 2.69 2.45 3.08 2.69 2.45 3.08 2.68 2.45 3.08 2.68 2.45 3.08 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.45 3.07 2.68 2.44 3.07 2.68 2.44 3.07 2.68 2.44 3.07 2.68 2.44 3.07 2.68 2.44 3.07 2.67 2.44 3.07 2.67 2.44 3.07 2.67 2.44 3.06 2.67 2.44 3.06 2.67 2.44 3.06 2.67 2.44 3.06 2.67 2.44
2.31 2.20 2.11 2.31 2.20 2.11 2.31 2.20 2.11 2.31 2.20 2.11 2.31 2.20 2.11 2.31 2.19 2.11 2.31 2.19 2.11 2.31 2.19 2.10 2.31 2.19 2.10 2.31 2.19 2.10 2.30 2.19 2.10 2.30 2.19 2.10 2.30 2.19 2.10 2.30 2.19 2.10 2.30 2.19 2.10 2.30 2.19 2.10 2.30 2.18 2.10 2.30 2.18 2.10 2.30 2.18 2.09 2.30 2.18 2.09 2.30 2.18 2.09 2.30 2.18 2.09 2.29 2.18 2.09 2.29 2.18 2.09 2.29 2.18 2.09 2.29 2.18 2.09 2.29 2.18 2.09 2.29 2.18 2.09 2.29 2.18 2.09 2.29 2.18 2.09 2.29 2.17 2.09 2.29 2.17 2.09 2.29 2.17 2.08 2.29 2.17 2.08 2.29 2.17 2.08 2.29 2.17 2.08 2.29 2.17 2.08 2.29 2.17 2.08 2.28 2.17 2.08 2.28 2.17 2.08 2.28 2.17 2.08 2.28 2.17 2.08 2.28 2.17 2.08 2.28 2.17 2.08 2.28 2.17 2.08
2.04 1.98 2.04 1.98 2.04 1.98 2.04 1.98 2.04 1.98 2.04 1.98 2.04 1.98 2.03 1.98 2.03 1.98 2.03 1.97 2.03 1.97 2.03 1.97 2.03 1.97 2.03 1.97 2.03 1.97 2.03 1.97 2.03 1.97 2.03 1.97 2.02 1.97 2.02 1.97 2.02 1.97 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.02 1.96 2.01 1.96 2.01 1.96 2.01 1.96 2.01 1.95 2.01 1.95 2.01 1.95 2.01 1.95 2.01 1.95 2.01 1.95 2.01 1.95 2.01 1.95 2.01 1.95 2.01 1.95
DAFTAR PUSTAKA
Abdullah, M.H.R., Rahmawati, R., dan Yasin, H. 2015. Penerapan Diagram
Kontrol T
2Hotelling Pada Proses Produksi Kaca. Jurnal Gaussian. 4:
583-592.
Ariani, D.W. 2004. Pengendalian Kualitas Statistik Pendekatan Kuantitatif dan
Managemen Kualitas. ANDI. Yogyakarta.
Chen, K.H., Boning, D.S., and Welsch, R.E. 2001. Multivariate Statistical
Process Control and Signature Analysis Using Eigenfactor Detection
Methods. The interface of computer science statistic; Costa Meca, CA, juni
2001.
Johnson, R. and Wichern, D. 2007. Applied Multivariate Statistical Analysis, 6th
ed. New Jersey : Prentice Hall.
Kurnia, J.D., Retnaningsih, S.M., dan Aridinanti, L. 2013. Analisis Kapabilitas
Proses Produksi Monosodium Glutamat (MSG) di PT. Ajinomoto
Indonesia. Jurnal Sains Dan Seni Pomits. 2: 2337-3520.
Leon, Steven J. 2001. Aljabar Linear dan Aplikasinya. Erlangga. Jakarta.
Montgomery, D.C. 1990. Pengantar Pengendalian Kualitas Statistik. Universitas
Gadjah Mada. Yogyakarta.
Montgomery, Douglas C. 2009. Introduction to Statistical Quality Control. Sixth
Edition. New York.N.Y. John Wiley and Sons. Arizona State University.
Sianipar, P. 2007. Aljabar Linier. Intan Dirja Lela. Medan.
Supranto. J. 2010. Analisis Multivariat Arti dan Interpretasi. PT Rineka Cipta.
Jakarta
Suryano. 2008. Metodelogi Penelitian kesehatan. Mitra Cendikia Press.
Jogjakarta.
19
BAB 3
METODOLOGI PENELITIAN
3.1
Gambaran Umum PT. Toba Pulp Lestari
PT. Toba Pulp Lestari, Tbk adalah suatu industri penghasil pulp atau lazim
disebut bubur kertas. PT. Toba Pulp Lestari, Tbk merupakan salah satu
perusahaan dengan bahan baku Eucalyptus yang digunakan untuk bahan baku
kertas dan bahan baku serat rayon. Pabrik ini merupakan salah satu industri
strategis penghasil devisa di antara 5.935 unit pabrik sejenis yang terdapat di
dunia dengan kapasitas produksi terpasang 210.459 ton pulp per tahun. Dari
jumlah tersebut di atas, 5.258 unit terdapat di Asia.
Lokasi pabrik ini terletak di Desa Sosor ladang, Kecamatan Permaksian,
Kabupaten Toba Samosir, Sumatera Utara, Indonesia ini berstatus Penanaman
Modal Asing (PMA) yang dioperasikan berdasarkan surat keputusan bersama
Menteri Negara Riset dan Teknologi/ Ketua BPPT dan Menteri Negara
kependudukan dan Lingkungan Hidup No. SK/681/M/BPPT/XI/1986 dan No.
KEP/43/MNKLH/11/1986 bertanggal 13 November 1986 berdasarkan keputusan
menteri investasi/ Ketua Badan Koordinasi Penanaman Modal No. 07/V/1990,
status perusahaan ini telah berubah dari Penanaman Modal Dalam Negeri
(PMDL) menjadi Penanaman Modal Asing (PMA). Saham perusahaan ini telah
dijual di Bursa Saham Jakarta dan Surabaya sejak 1992 dan New York Stock
Exchange (NYSE).
Kegiatan produksi pulp secara komersial dimulai pada tahun 1989, di mana
produksi sekitar 70% diekspor ke mancanegara, sisanya untuk kebutuhan pasar
domestik. Kapasitas produksi terpasang pabrik adalah berada pada 180.000
sampai 240.000 ton pulp per tahun. Dalam upaya mendukung kegiatan produksi,
PT. Toba Pulp Lestari, Tbk mendapat izin Usaha Pemanfaatan Hasil Hutan Kayu
pada Hutan Tanaman (IUPHHK-HT) yang didasari SK. Menteri Kehutanan
20
Pengusahaan Hutan Tanaman Industri kepada Perusahaan dengan luas 188.055
Ha.
3.2
Lokasi dan Waktu Penelitian
Penelitian ini dilakukan di PT. Toba Pulp Lestari Sumatera Utara yang berada di
Desa Sosor ladang, Kecamatan Permaksian, Kabupaten Toba Samosir, Sumatera
Utara. Pada tanggal 25 Februari 2016 sampai 1 Maret 2016.
3.3
Populasi dan Sampel
3.3.1
Populasi
Populasi adalah sekelompok orang, kejadian, atau benda yang merupakan
kumpulan lengkap dari elemen
–
elemen sejenis akan tetapi dapat dibedakan
berdasarkan karakteristiknya, yang dijadikan objek penelitian (Supranto, 2010).
Populasi dalam penelitian ini bersifat homogen yaitu populasi yang unsurnya
memiliki sifat atau keadaan yang sama, sehingga dalam pengambilan sampel tidak
perlu mempersoalkan jumlahnya dengan jenis Populasi tak terbatas yaitu populasi
yang tidak diketahui dengan pasti jumlahnya, misalnya jumlah penduduk di suatu
negara dikatakan tidak pasti jumlahnya karena setiap waktu terus berubah
jumlahnya, sehingga yang menjadi populasi dalam penelitian ini adalah seluruh
pulp yang diproduksi dalam PT. Toba Pulp Lestari selama perusahaan beroperasi.
3.3.2
Sampel
Sampel adalah bagian dari populasi yang menjadi objek penelitian (Supranto,
2010). Dalam penelitian ini yang akan digunakan sebagai sampel adalah data satu
bulan produksi pulp dengan jumlah sampel sebanyak 88 sampel dengan 10
21
3.4
Jenis dan Teknik Pengumpulan Data
Jenis data yang digunakan dalam penelitian ini adalah jenis data sekunder yaitu
data yang diperoleh langsung dari sampel penelitian sebagai sumber informasi
yang dicari (Suryono,2008). Data yang diperoleh merupakan pengamatan
langsung dari PT. Toba Pulp Lestari melalui proses wawancara dengan pihak
perusahaan dan mengutip informasi serta arsip yang berhubungan dengan data
penelitian. Adapun data yang diambil adalah Data spesifikasi produk pada bulan
Desember Tahun 2015.
3.5
Variabel Penelitian
Variabel merupakan ukuran atau ciri yang dimiliki oleh anggota sesuatu
kelompok yang berbeda dengan yang dimiliki oleh kelompok lain.
(Saryono,2008). Variabel yang diteliti merupakan karakteristik kualitas yang
dapat dinyatakan dalam bentuk ukuran angka. Adapun variabel yang akan diteliti
adalah:
X
1= VISCOSITY(Cuam)
X
2= VISCOSITY
X
3= BRIGHTNESS
X
4= SOLUBILITY IN 10% NaOH[S10]
X
5= SOLUBILITY IN 18% NaOH[S18]
X
6= ALPHA CELLULOSE
X
7= ASH CONTENT
X
8= CALCIUM As Ca
X
9= IRON As Fe
22
Tabel 3.1 Spesifikasi Produk Pulp
FIBRE CHARACTERISTI
S
STANDARD UNIT
SPECIFICATIONS
GRADE (A) GRADE 1 GRADE 2
HIGH VISCOSITY GRADE(HV
G)
VISCOSITY
(Cuam) T-230 Cp 10.0 - 10.9 11.0 - 14.0 14.1 - 17.0 > 17.0
VISCOSITY SCAN CM
15 : 99 ml/g 378 - 400 401 - 456 457 - 507 > 507
BRIGHTNESS ISO %
SOLUBILITY IN
10% NaOH [S10] T-235 % . . . . SOLUBILITY IN
18% NaOH [S18] T-235 % . . . . ALPHA
CELLULOSE T-203 % . . . . ASH CONTENT T-211 % . . . .
CALCIUM As Ca T-247 ppm
IRON As Fe T-242 ppm
DCM
EXTRACTIVES T-204 % . . . . DIRT COUNT T-213 mm2/m2
Sumber : PT. Toba Pulp Lestari Sumatera Utara
3.6
Tahap Pengolahan Data
Penelitian ini disusun dengan langkah
–
langkah sebagai berikut:
a.
Mengumpulkan data atau bahan referensi yang berkaitan dengan
Multivariate Statistical Process Control.
b.
Menentukan lokasi dan waktu penelitian.
c.
Mengumpulkan data sekunder. Data sekunder merupakan metode
penggunaan bahan dokumen, karena dalam hal ini peneliti tidak secara
langsung mengambil data sendiri tetapi meneliti dan memanfaatkan data
23
digunakan adalah data yang bersumber pada Data PT. Toba Pulp Lestari
Sumatera Utara.
d.
Mengolah dan menganalisis data.
1.
Data yang digunakan merupakan karakteristik yang diukur secara
sebenarnya pada perusahaan, karakteristik kualitas atau variabel
yang akan diteliti adalah VISCOSITY(Cuam), VISCOSITY,
BRIGHTNESS,
SOLUBILITY
IN
10%
NaOH[S10],
SOLUBILITY IN 18% NaOH[S18], ALPHA CELLULOSE, ASH
CONTENT, CALCIUM As Ca, IRON As
Fe, DCM
EXTRACTIVES.
2.
Melakukan uji distribusi normal multivariat data. Pengujian
distribusi normal multivariat dilakukan dengan menggunakan
metode q-q plot.
3.
Menentukan rata
–
rata sampel dari setiap karakteristik mutu
sampel.
4.
Menentukan varians
–
kovariansi sampel.
5.
Menghitung nilai T
2untuk masing
–
masing sampel.
6.
Menghitung batas atas diagram kontrol.
7.
Membuat digram kontrol T
2Hotelling.
24
BAB 4
HASIL DAN PEMBAHASAN
4.1
Data Karakteristik Kualitas Pulp
Data yang didapat diperoleh dari PT. Toba Pulp Lestari. Data meliputi data
karakteristik kualitas pulp PT. Toba Pulp Lestari selama satu bulan yaitu pada
bulan Desember Tahun 2015.
Data Terlampir pada Lampiran 1
4.2
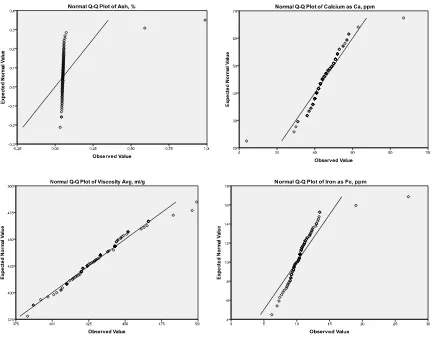
Uji Distribusi Normal Multivariat
Langkah awal yang dilakukan adalah melakukan uji distribusi normal multivariat.
Pengujian distribusi normal bertujuan untuk melihat apakah sampel yang diambil
mewakili distribusi populasi. Jika distribusi sampel adalah normal, dapat
dikatakan sampel yang diambil mewakili populasi. Prinsip uji distribusi normal
adalah membandingkan antara distribusi data yang didapatkan (observed) dengan
distribusi data normal (expected).
Hipotesis untuk pengujian normal multivariat :
H
0: data karakteristik kualitas pulp PT. Toba Pulp Lestari bulan Desember tahun
2015 berdistribusi normal multivariat
H
1: data karakteristik kualitas pulp PT. Toba Pulp Lestari bulan Desember tahun
2015 tidak berdistribusi normal multivariat
Statistik uji dalam pengujian normal multivariat :
25
Berdasarkan data karakteristik kualitas pulp PT. Toba Pulp Lestari (Lampiran 1),
26
Gambar 4.1 Plot data karakteristik
kualitas pulp PT. Toba Pulp Lestari bulan Desember tahun 2015
Dilihat dari output Gambar 4.1 menunjukkan bahwa plot cenderung mengikuti
27
4.3
Persiapan Referensi Sampel
Setelah memenuhi asumsi distribusi normal multivariat, maka dapat dibuat
diagram control T
2Hotelling. Langkah awal untuk membuat grafik kendali
multivariat T
2Hotelling yaitu menentukan rata-rata dengan menggunakan
persamaan (2.4). Diasumsikan bahwa terdapat m pengamatan multivariat yang
terjadi dalam operasi normal. Secara spesifik akan dihasilkan vektor hasil
pengamatan, yaitu vektor pengukuran individual. Vektor hasil pengamatan dapat
digambarkan sebagai berikut,
=
[
]
untuk k = 1, 2, ..., p.
melambangkan pengamatan individual pada karakteristik kualitas ke
–
j untuk
sampel ke
–
k. Vektor mean diestimasikan dengan menghitung rata
–
rata
pengamatan individual untuk karakteristik kualitas masing
–
masing untuk m
sampel.
4.3.1
Estimasi Nilai Mean
Vektor mean dapat digambarkan sebagai berikut,
x
[
x
x
x
]
Dengan menggunakan persamaan (2.1) diperoleh :
[
x]
∑
[
x]
[
x]
Dapat diketahui bahwa nilai rata
–
rata sampel pada karakteristik
[
x]
adalah
28
[
x]
∑
[
x]
[
x]
Dapat diketahui bahwa nilai rata
–
rata sampel pada karakteristik
[
x]
adalah
sebesar 2,972.
[
x]
∑
[
x]
[
x]
Dapat diketahui bahwa nilai rata
–
rata sampel pada karakteristik
[
x]
adalah
sebesar
.
Perhitungan dapat dilakukan dengan menggunakan bantuan Microsoft Office
Excel 2007. Sehingga diperoleh hasil :
[
x]
∑
[
x]
∑
[
x]
∑
[
x]
∑
[
x]
∑
[
x]
∑
29
[
x]
∑
4.3.2
Estimasi Varians
–
Kovariansi Sampel
Nilai varians kovarians karakteristik kualitas diestimasikan melalui persamaan
(2.5) dan (2.6). Nilai varians kovarians dapat dihitung dengan bantuan Microsoft
excel 2007 dengan rumus :
∑
x
x
∑
x
x
∑
x
x
Berikut adalah hasil perhitungan untuk matriks varian kovarian :
=
0,27808=
0,36549=
0,83909=
0,01641=
-0,00112=
-0,15577=
-0,15199=
0,02699=
1,11994=
0,00086=
0,20605=
21,24508=
-0,06340=
3,82192=
0,00255=
-0,28918=
-0,00565=
-2,21664=
-5,56703=
-0,39654=
-0,39455=
0,00395=
-0,13659=
474,73655=
0,89852=
0,00018=
0,06201=
0,24260=
0,00008=
-49,5126830
=
-0,01023=
0,01132=
0,01313=
0,00015=
0,00015=
-0,04870=
-0,01209=
0,01833=
-0,03897=
0,02354=
-0,0021483,89557
=
0,57794=
0,17333= 5,30123
=
0,00108=
-0,00784=
6,35965=
0,02362=
-0,39868=
0,01258=
0,00077S-10, % S-18, % α S-10, % 0,27808
S-18, % 0,01641 0,02574
α -0,15199 -0,01023 0,36549 -Sellulosa 0,00086 0,00015 -0,00112 DCM Extractive, -0,06340 -0,01209 0,02699 Brightness Avg, -0,28918 0,02354 0,20605 Viscosity Avg, C -5,56703 0,57794 3,82192 Viscosity Avg, m 0,00395 0,00108 -0,00565 Ash, % 0,89852 0,02362 -0,39654 Calcium as Ca, p 0,24260 0,01258 -0,13659
-Sellulosa DCM Extractive, Brightness Avg, -Sellulosa 0,00018
DCM Extractive, 0,00008 0,17333
Brightness Avg, 0,00056 -0,00784 1,11994 Viscosity Avg, C 0,01132 -0,39868 21,24508 Viscosity Avg, m 0,00015 0,00077 0,00255 Ash, % 0,01833 0,83909 -2,21664 Calcium as Ca, p -0,00214 -0,15577 -0,39455
Viscosity Avg, C Viscosity Avg, m Ash, % Viscosity Avg, C 474,73655
Viscosity Avg, m 0,06201 0,01313
Ash, % -49,51268 -0,04870 83,89557 Calcium as Ca, p -9,13781 -0,03897 5,30123
Calcium as Ca, p Calcium as Ca, p 6,35965
Setelah mengetahui nilai estimasi dari varians dan kovarians, maka langkah
selanjutnya adalah memetakan varians dan kovarians tersebut dalam sebuah
31
[
]
4.3.3
Menentukan Nilai Invers dari Matriks Varians Kovarians S
Invers Matriks varians kovarian S dihitung dengan bantuan software MATLAB.
Diperoleh matriks
sebagai berikut :
=
[
]
4.4
Menetukan nilai T
2Hotelling Masing
–
Masing Sampel
(
x
x
)
(
x
x
)
x
=
32
[
]
Nilai T
2untuk sampel 1
=
Sehingga nilai untuk
x
=
Berdasarkan persamaan (2.11) diperoleh :
=
[
]
[
33
= 35,9310.
Nilai T
2untuk sampel-sampel selanjutnya dihitung dengan cara yang sama
sehingga nilai T
2masing-masing sampel adalah:
No. Nilai T
2Hotelling
1.
35,9310
2.
5,8467
3.
44,1271
4.
2,4274
5.
83,1151
6.
1,8217
7.
3,0972
8.
2,1079
9.
6,2409
34
35
86. 6,2131
87. 94,4956
88. 27,9718
4.5
Menentukan Batas Atas Diagram Kontrol (UCL)
Batas atas Diagram Kontol (UCL) diperoleh sebagai berikut :
=
=
= 11,1538 (1,95)
= 21,749
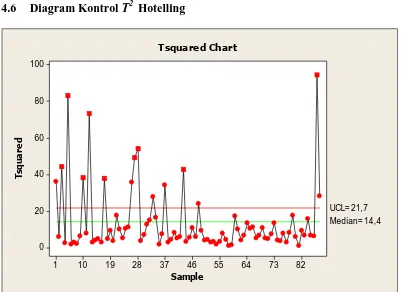
4.6
Diagram Kontrol T
2Hotelling
82 73 64 55 46 37 28 19 10 1 100
80
60
40
20
0
Sample
T
s
q
u
a
re
d
Median= 14,4 UCL= 21,7
[image:45.595.112.513.390.682.2]Tsquared Chart
36
Test Results for Tsquared Chart
Point Variable P-Value
Greater Than UCL 1 S-18, % 0,0000 3 S-10, % 0,0045 5 α 0,0000 10 Brightness Avg, % 0,0000 12 Viscosity Avg, ml/g 0,0000 17 Brightness Avg, % 0,0000 26 Viscosity Avg, CUAM 0,0000 27 S-10, % 0,0000 28 DCM Extractive, % 0,0449 33 S-10, % 0,0041 37 Sellulosa 0,0000 43 DCM Extractive, % 0,0079 48 Brightness Avg, % 0,0387 87 Ash, % 0,0000 88 Calcium as Ca, ppm 0,0000
Suatu titik pengamatan dikatakan sebagai pengamatan yang berada di luar
batas kendali (out of control) jika nilai T
2dari pengukuran tersebut berada di atas
batas kendali atas. Dari Gambar 4.1 menunjukkan bahwa pada data karakteristik
kualitas pulp PT. Toba Pulp Lestari bulan Desember tahun 2015 berada di atas
batas kendali atas (out of control) dengan nilai batas kontrol atas sebesar 21,7.
Berdasarkan hasil analisis yang telah dilakukan, maka dapat disimpulkan
hasil pengontrolan kualitas data karakteristik produksi pulp didapatkan bahwa
secara statistik keadaan stabilitas dari produksi pulp belum terkontrol dan hasil
pengontrolan kualitas terhadap keragaman didapatkan 9 dari 10 variabel yang
menyebabkan proses pembuatan pulp belum terkontrol dikarenakan masih
terdapat data yang out of control yaitu data pada sampel no. 1, 3, 5, 10, 12, 17, 26,
27, 28, 33, 37, 43, 48, 87 dan 88.
Dari hasil yang telah diperoleh diketahui bahwa terdapat 17 persen data
yang keluar kontrol. Apabila produk tidak memenuhi spesifikasi, perusahaan
harus melakukan tindakan perbaikan sehingga didapatkan keadaan proses yang
terkendali sehingga proses berada di antara Upper Control Limit dan Lower
Control Limit untuk menghindari biaya pembuangan produk cacat, pengerjaan
ulang terhadap produk cacat dan inspeksi ulang.
Dari hasil yang telah diperoleh, perusahaan harus melakukan tindakan
perbaikan kualitas yaitu dengan menemukan faktor yang menyebabkan proses out
37
control. Ketika proses sudah berada dalam keadaan in control maka statistik
pengendalian proses dapat digunakan untuk mempertahankan keadaan proses
40
BAB 5
KESIMPULAN DAN SARAN
5.1
Kesimpulan
1.
Penerapan metode T
2Hotelling untuk menganalisis kualitas produksi pulp
pada PT. Toba Pulp Lestari menghasilkan nilai batas kontrol atas untuk
data periode Desember 2015 sebesar 21,7.
2.
Berdasarkan hasil analisis yang telah dilakukan, maka dapat disimpulkan
hasil pengontrolan kualitas data karakteristik produksi pulp didapatkan
bahwa secara statistik keadaan stabilitas dari produksi pulp belum
terkontrol dan hasil pengontrolan kualitas terhadap keragaman didapatkan
9 dari 10 variabel yang menyebabkan proses pembuatan pulp belum
terkontrol dikarenakan masih terdapat data yang out of control yaitu data
pada sampel no. 1, 3, 5, 10, 12, 17, 26, 27, 28, 33, 37, 43, 48, 87 dan 88.
3.
Dari hasil yang telah diperoleh diketahui bahwa terdapat 17 persen data
yang keluar kontrol. Apabila produk tidak memenuhi spesifikasi,
perusahaan harus melakukan tindakan perbaikan sehingga didapatkan
keadaan proses yang terkendali sehingga proses berada di antara Upper
Control Limit dan Lower Control Limit.
5.2
Saran
Untuk pihak perusahaan hendaknya melakukan penelusuran faktor
–
faktor
yang menyebabkan proses tidak terkontrol dan segera memperbaikinya
demi menjaga kualitas dari produk yang dihasilkan agar tetap diterima
6
BAB 2
LANDASAN TEORI
2.1
Statistical Process Control (SPC)
Statistical Process Control (SPC) merupakan teknik penyelesaian masalah yang
digunakan sebagai pemonitor, pengendali, penganalisis, pengelola, dan
memperbaiki proses menggunakan metode
–
metode statistik. Filosopi pada
konsep pengendalian kualitas proses statistik atau yang lebih dikenal dengan
pengendalian proses statistik (Statistical Process Control) adalah output pada
proses atau pelayanan dapat dikemukakan ke dalam pengendalian statistik melalui
alat-alat manajemen dan tindakan perancangan. Pengendalian proses statistik
merupakan penerapan metode-metode statistik untuk pengukuran dan analisis
variasi proses. Teknik ini merupakan parameter-parameter pada proses dan
analisis proses. Dengan menggunakan pengendalian proses statistik ini maka
dapat dilakukan anlisis dan minimasi penyimpangan atau kesalahan,
mengkuantifikasikan kemampuan proses, menggunakan pendekatan statistik
dengan dasar six
–
sigma, dan membuat hubungan antara konsep dan teknik yang
ada untuk mengadakan perbaikan proses. Sasaran pengendalian proses statistik
adalah terutama adalah mengadakan pengurangan terhadap variasi atau kesalahan
–
kesalahan proses. Selain itu, tujuan utama dalam pengendalian proses statistik
adalah mendeteksi adanya khusus (assignable cause atau special cause) dalam
variasi atau kesalahan proses melalui analisis data dari masalalu maupun masa
mendatang. Variasi proses terdiri dari dua macam penyebab, yaitu penyebab
umum (random cause atau chance cause atau common cause) yang sudah melekat
pada proses, dan penyebab khusus (assignable cause atau special cause) yang
merupakan kesalahan yang berlebihan. Idealnya, hanya penyebab umum yang
ditunjukkan atau yang tampak dalam proses, karena hal tersebut menunjukkan
bahwa proses berada dalam kondisi stabil dan dapat diprediksi. Kondisi ini
7
Dalam setiap proses produksi, hal yang perlu dipahami adalah setiap
produk ataupun jasa yang dihasilkan tidak akan 100% sama. Hal ini karena
adanya variasi selama proses produksi berlangsung. Adanya variasi merupakan
hal yang normal dan wajar, namun akan berpengaruh pada kualitas produk
sehingga perlu dikendalikan.
Umumnya, metode statistik banyak digunakan dalam upaya pengendalian
proses produksi. Pendekatan yang paling umum digunakan dalam dunia industri
adalah melalui metode Statistical Process Control (SPC).
Statistical Process Control merupakan metode pengambilan keputusan
secara analitis yang memperlihatkan suatu proses berjalan dengan baik atau tidak.
SPC digunakan untuk memantau konsistensi proses yang digunakan untuk
pembuatan produk yang dirancang dengan tujuan mendapatkan proses yang
terkontrol (Yuri, T, 2013).
2.1.1
Jenis-Jenis Variasi
Variasi didefinisikan sebagai ketidakseragaman produk atau jasa yang dihasilkan.
Variasi dapat pula didefinisikan sebagai produk atau jasa yang dihasilkan tidak
memenuhi spesifikasi standard yang telah ditetapkan. Variasi dikelompokkan
menjadi 2 jenis:
1.
Variasi Terkendali (Controllable Variation)
Variasi terkendali adalah variasi yang dapat dikendalikan atau variasi yang
dapat dihilangkan atau diminimalisir jika dilakukan aktifitas perbaikan.
Variasi jenis ini biasanya bersifat stabil, konsisten, kemungkinannya
random, terprediksi, terjadi secara alamiah, inheren, sebab-sebab acak.
Contoh jenis variasi ini adalah kurang homogennya bahan baku, kurang
cermatnya operator dan lain-lain.
2.
Variasi Tidak Terkendali (Uncontrollable Variation)
Variasi tidak terkendali adalah variasi yang tidak dapat dikendalikan.
Variasi jenis ini biasanya bersifat tidak stabil, tidak konsisten, tidak
8
sehingga menyebabkan abnormalitas terhadap sistem dan dapat diperbaiki
secara lokal. Contoh variasi jenis ini adalah kelembaban udara, suhu
ruangan yang berubah-ubah, perubahan tegangan listrik, dan lain-lain.
2.1.2
Tujuan dari Statistical Process Control
Ada beberapa manfaat dari pengendalian proses statistik bagi organisasi yang
menerapkannya. Ada beberapa manfaat dari pengendalian proses statistik, antara
lain :
1.
Tersedianya informasi bagi karyawan apabila akan memperbaiki proses.
2.
Membantu karyawan memisahkan sebab umum dan sebab khusus
terjadinya kesalahan.
3.
Tersedianya bahasa yang umum dalam kinerja proses untuk berbagai
pihak.
4.
Menghilangkan penyimpangan karena sebab khusus untuk mencapai
konsistensi dan kinerja yang lebih baik.
5.
Pengertian yang lebih baik mengenai proses.
6.
Pengurangan waktu yang berarti dalam masalah penyelesaian masalah
kualitas.
7.
Pengurangan biaya pembuangan produk cacat, pengerjaan ulang terhadap
produk cacat, inspeksi ulang dan sebagainya.
8.
Komunikasi yang lebih baik dengan pelanggan tentang kemampuan
produk dalam memenuhi spesifikasi pelanggan.
9.
Membuat organisasi lebih berorientasi pada data statistik daripada hanya
berupa asumsi saja.
10.
Perbaikan proses, sehingga kualitras produk menjadi lebih baik, biaya
lebih rendah dan produktivitas meningkat.
2.1.3
Multivariate Statistical Process Control (MSPC)
Ada banyak situasi yang memonitor secara bersama atau mengontrol dua atau
9
Statistical Process Control (SPC) berdasarkan jumlah variabelnya dibedakan
menjadi dua macam, yaitu univariate statistical process control (statistik
pengendali proses univariat), di mana hanya ada satu variabel yang berpengaruh
terhadap proses, dan multivariate statistical process control (statistik pengendali
proses multivariat) yang melibatkan lebih dari satu variabel yang memiliki
pengaruh terhadap proses.
Perbedaan jumlah variabel tentu memilimki pengaruh terhadap
perhitungan statistik yang harus dijalankan, univariate statistical process control
lebih mudah dilakukan karena hanya melibatkan satu variabel, tetapi pada
kenyataannya, dalam dunia industri jumlah variabel yang berpengaruh terhadap
suatu proses produksi terdapat lebih dari satu variabel, sebab itulah multivariate
statistical process control lebih banyak digunakan.
2.2
Deskripsi Data Multivariat
2.2.1
Distribusi Normal Multivariat
Dalam Statistical Process Control Univariat, umumnya menggunakan distribusi
normal untuk menjelaskan perilaku dari karakteristik kualitas kontinu. Fungsi
densitas probabilitas normal univariat adalah :
√
(2.1)
Rata
–
rata dari distribusi normal adalah
dan varian adalah
. Catat bahwa
(bagian dari tanda minus) bentuk eksponential dari distribusi normal bisa ditulis
sebagai berikut :
Banyaknya ukuran jarak standart akar dari
ke rata
–
rata
, di mana bentuk “
10
Pendekatan ini dapat digunakan dalam kasus distribusi normal
multivariat. Andaikan terdapat
variabel, dinyatakan dengan
Variabel
–
variabel ini disusun dalam komponen
vektor
[
]
.
Variabel
xi,x2,...,xpdikatakan berditribusi normal multivariate jika
mempunyai probability density function :
2( )' ( )
1 2 / 2 / 2 1 ) 2 ( 1 ) ,..., , (
e X X
x x x f p p p i
(2.2)
Jika
xi,x2,...,xpberdistribusi normal multivariate maka
(
)'
(
)
1
x
x
berditribusi
2p. Berdasarkan sifat ini maka pemeriksaan distribusi multinormal
dapat dilakukan dengan cara membuat q-q plot dari nilai
x
x
i1,...,n(2.3)
Untuk melakukan pemeriksaan data normal multivariat, dapat dilakukan
dengan cara mengkonstruksikan plot chi-kuadrat dengan langkah-langkah sebagai
berikut :
a.
Menghitung jarak tergeneralisasi :
x
x
Keterangan :
adalah dengan mencari nilai jarak kuadrat untuk setiap pengamatan ke
–
i
adalah pengamatan yang ke
–
i, dengan i = 1, 2, ..., n
adalah kebalikan (inverse) matriks varians- kovarian S
x
adalah rata-rata variabel x
11
...
c.
Membuat plot
(
di mana
(
adalah
persentil
untuk distribusi Chi-Kuadrat dengan derajat kebebasan
p.
d.
Plot ini merupakan garis lurus bila data berdistribusi normal multivariat.
Kelengkungann menunjukkan penyimpangan dari normalitas.
Kriteria Pengujian :
Angka signifikansi
, maka data berdistribusi normal
Angka signifikansi
, maka data tidak berdistribusi normal
2.3
Diagram Control Variabel
2.3.1
Asas Dasar Diagram Control
Diagram kontrol adalah teknik pengendali proses pada jalur yang digunakan
secara luas untuk menaksir parameter suatu proses produksi menentukan
kemampuan dan memberi informasi yang berguna dalam meningkatkan proses
tersebut (Montgomery, 1990).
Grafik pengendali atau disebut diagram kontrol adalah alat untuk
menggambarkan dengan cara yang tepat apa yang dimaksudkan dengan
pengendalian statistik, dengan itu dapat digunakan dalam berbagai cara. Grafik
pengendali pertamakali ditemukan oleh Dr. Walter Andrew Shewhart, dari Bell
Telephone Laboratories Amerika Serikat pada tahun 1924. Dalam banyak
penerapan, ini digunakan untuk mengawasi proses pada jalur. Yakni, data sampel
dikumpulkan dan digunakan untuk membentuk grafik pengendali. Grafik
pengendali dapat diklasifikasikan ke dalam dua tipe umum. Apabila karakteristik
kualitas dapat diukur dan dinyatakan dalam bilangan, dinamakan variabel. Dalam
hal seperti itu, tepat sekali untuk melukiskan karakteristik kualitas dengan ukuran
tengah dan ukuran variabilitas. Grafik pengendali untuk nilai tengah dan
[image:54.595.128.511.85.236.2]12
Banyak karakteristik kualitas yang tidak diukur dengan skala kuantitatif.
Dalam keadaan ini, dapat dinilai tiap unit produk sebagai sesuai atau tidak sesuai
atas dasar apakah produk itu memiliki atau tidak memiliki sifat tertentu, atau
dapat mencacah banyak yang tidak sesuai (cacat) yang tampak pada suatu unit
[image:55.595.114.465.219.462.2]produk. Grafik pengendali untuk karakteristik kualitas semacam itu dinamakan
grafik pengendali sifat (atribut).
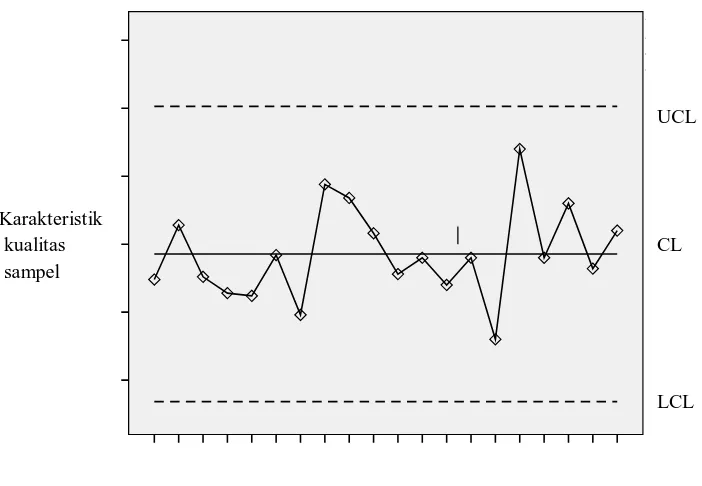
UCL
Karakteristik
kualitas CL
sampel
LCL
Nomor sampel atau waktu
Gambar 2.1 Contoh Grafik Pengendali
Bentuk dasar grafik pengendali ditunjukkakan dalam Gambar 2.1 yang merupakan
peragaan grafik suatu karakteristik kualitas yang telah diukur atau dihitung dari
sampel terhadap nomor sampel atau waktu. Grafik itu memuat:
1.
Central Line (CL) atau disebut garis tengah yang merupakan nilai rata
–
rata karakteristik kualitas yang berkaitan dengan keadaan terkontrol.
2.
Uper Control Limit (UCL) yaitu batas pengendali atas.
3.
Lower Control Limit (LCL) yaitu batas pengendali bawah.
Selama titik
–
titik sampel terletak di dalam batas
–
batas pengendali, proses
dianggap dalam keadaan terkendali, dan tidak perlu tindakan apapun. Jika titik
13
dan diperlukan tindakan penyelidikan dan perbaikan untuk mendapatkan dan
menyingkirkan sebab atau sebab
–
sebab tersangka yang menyebabkan tingkah
laku itu.
2.3.2
Diagram Control T
2Hotelling
Karya asli dalam pengendalian kualitas multivariat dikerjakan oleh Hotelling pada
tahun 1947, yang menerapkan prosedurnya pada data pembidik bom selama
Perang Dunia II.
Misalkan terdapat
variabel sampel. Rata- rata sampel dan varian
dihitung dari masing
–
masing sampel biasa sehinnga,
x
∑
(2.4)
Di mana :
∑
x
(2.5)
Di mana :
Di mana
adalah observasi ke
–
i pada karakteristik kualitas ke j dalam sampel
ke k. Kovarian antara karakteristik kualitas j dan karakteristik kualitas h dalam
sampel ke k adalah
∑
x
x
(2.6)
Di mana :
14
Statistik
x,
dan
adalah rata
–
rata seluruh sampel m, diperoleh
x
∑
x(2.7)
Di mana :
s
∑