SIMULASI PENGISIAN GALON AIR MINUM
DENGAN PROGRAMMABLE LOGIC
CONTROLLER (PLC)
LAPORAN KERJA PRAKTEK
Disusun Oleh :
Yan Mahendra Firmansyah (05.41020.0029)
Puput Mahardika (05.41020.0038)
SEKOLAH TINGGI
MANAJEMEN INFORMATIKA & TEKNIK KOMPUTER
SURABAYA
iv
Halaman ABSTRAKSI... KATA PENGANTAR ... DAFTAR ISI ... DAFTAR GAMBAR ... DAFTAR LAMPIRAN ... BAB I PENDAHULUAN
1.1Latar Belakang Masalah ... 1.2Rumusan Masalah ... 1.3Pembatasan Masalah ... 1.4Tujuan Kerja Praktek ... 1.5Kontribusi ... 1.6Sistematika Penulisan... BAB II GAMBARAN UMUM PERUSAHAAN
2.1PT. Triasta Sejahtera ... 2.2Struktur Organisasi... BAB III TEORI PENUNJANG
v
3.6Fungsi dari PLC ... 3.7Sistem Kontrol Pengisian Galon Air Minum ... 3.8Sistem Kontrol Berbasis PLC ( Programmable
Logic Controller ) Pada PT. Triasta Sejahtera ... BAB IV METODE KERJA PRAKTEK
4.1 Metodologi Kerja Praktek ... BAB V HASIL DAN PEMBAHASAN ... BAB VI PENUTUP
vi
1
BAB I
PENDAHULUAN
1.1. Latar Belakang Masalah
Perkembangan teknologi dan ilmu pengetahuan sekarang ini menurut penulis berkembang sangat cepat. Oleh karena itu, Sekolah Tinggi Manajemen Informatika & Teknik Komputer ( STIKOMP ) Surabaya, sebagai lembaga akademik yang berorientasi pada perkembangan teknologi dan ilmu pengetahuan, memberikan satu mata kuliah Kerja Praktek untuk memberikan informasi kepada mahasiswa tentang dunia kerja.
Dengan adanya kerja praktek ini, mahasiswa diharapkan mendapat pengalaman kerja dilapangan sesungguhnya. Para mahasiswa tidak hanya dituntut memiliki ilmu pengetahuan di bidang teknologi, tetapi juga dituntut untuk dapat menerapkan ilmu yang telah didapat dan belajar bekerjasama untuk mengerjakan suatu pekerjaan. Karena tidak mungkin materi dan teori yang didapatkan di bangku kuliah akan lebih optimal jika diterapkan pada dunia kerja.
Adapun dalam Kerja Praktek ini kami mempelajari Sistem Kontrol Pengisian Galon Air Minum Dalam Kemasan (AMDK) di PT. TRIASTA SEJAHTERA Jl. Melati Ds. Plintahan, Pandaan, Jawa Timur, Indonesia.
1.2. Perumusan Masalah
Bagaimana cara kerja Mesin Pengisi Galon Air Mineral yang berbasis
Programmable Logic Circuit (PLC)?
1.3. Pembatasan Masalah
Pada Kerja Praktek di PT. TRIASTA SEJAHTERA pembatasan masalah meliputi :
Sistem Kontrol Mesin Pengisi Galon Air Minum yang dikontrol dengan PLC.
1.4. Tujuan Kerja Praktek
1.4.1 Umum
Dalam kegiatan kurikuler di STIKOMP, Kerja Praktek merupakan suatu kegiatan yang harus ditempuh oleh setiap mahasiswa semua jurusan, baik untuk program S1 maupun program D3.
Tujuan diadakannya Kerja Praktek tersebut adalah:
a. Untuk memberikan pengalaman praktek kerja secara langsung serta menggali berbagai masalah/pekerjaan yang timbul di lapangan.
b. Untuk meningkatkan keterampilan dan wawasan, baik secara teknis maupun hubungan kemanusiaan.
c. Untuk membentuk perilaku positif bagi para mahasiswa peserta Kerja praktek melalui penyesuaian diri dengan lingkungan kerja tempat Kerja Praktek.
3
Dengan perbekalan pengalaman latihan kerja di lapangan diharapkan para mahasiswa dapat mengetahui masalah-masalah dari tingkat dasar sampai dengan tingkat yang lebih tinggi yang ada di lapangan serta dapat merasakan bagaimana berinteraksi nyata dengan sesama karyawan dalam pekerjaan.
1.4.2. Khusus
Program Kerja Praktek bagi mahasiswa STIKOMP, merupakan suatu kewajiban yang harus dijalani oleh setiap mahasiswa . Sehingga untuk Kerja Praktek ini, dimasukkan sebagai satu mata kuliah wajib untuk semua jurusan dengan bobot 2 ( dua ) SKS.
Tujuan khusus yang diharapkan dari Kerja Praktek antara lain:
Agar mahasiswa mempunyai pengalaman praktek sesuai dengan program studinya masing-masing.
Mahasiswa mempunyai gambaran nyata mengenai lingkungan kerjanya, mulai dari tingkat bawah sampai dengan tingkat yang lebih tinggi.
Mahasiswa dapat mengisi masa liburan antar semester dengan sesuatu yang berguna dan menunjang keahliannya.
Kehadiran mahasiswa peserta Kerja Praktek, diharapkan dapat memberikan manfaat dan wawasan baru bagi dirinya serta tempat Kerja Praktek.
1.5. Kontribusi
Dengan adanya kerjasama antara STIKOMP dan PT. TRIASTA SEJAHTERA dalam kerja praktek ini diharapkan memberikan kontribusi berupa tambahan pemikiran dan pengetahuan bagi masing-masing pihak dengan tujuan pengembangan ke arah yang lebih baik.
1.5.1 Bagi STIKOM
Untuk membantu memberikan pembekalan pengetahuan dan keterampilan kepada setiap mahasiswa tentang kondisi yang terdapat di lapangan secara nyata.
Dapat lebih membuka wawasan bagi para mahasiswa untuk mendapatkan pengetahuan melalui praktek di lapangan.
Sebagai perwujudan program keterkaitan dan kesepadanan antara dunia pendidikan dan dunia industri.
Dapat saling tukar menukar informasi di bidang teknologi antara lembaga sebagai pengguna teknologi dengan perkembangan pengetahuan yang terjadi di lembaga perguruan tinggi.
1.5.2 Bagi PT. TRIASTA SEJAHTERA
Peserta Kerja Praktek dapat dimanfaatkan untuk melaksanakan pekerjaan-pekerjaaan rutin maupun proyek.
5
Mahasiswa dapat membantu apabila ada masalah yang mungkin tidak bisa diselesaikan oleh perusahaan namun mahasiswa mampu membantu menanganinya.
1.6. Sistematika Penulisan
Laporan kerja praktek ini tersusun atas beberapa bab dengan urutan sebagai berikut :
BAB I : Pendahuluan
Pada bab pendahuluan ini diuraikan mengenai latar belakang masalah, perumusan masalah, pembatasan masalah, tujuan, kontribusi, serta sistematika penulisan.
BAB II : Teori Penunjang
Pada bab ini diuraikan tentang teori penunjang yang digunakan sebagai acuan dalam kerja praktek ini yaitu tentang PLC secara umum.
BAB III : Metode Kerja Praktek
Pada bab ini diuraikan tentang metode yang digunakan dalam pengerjaan kerja praktek ini dari tahap awal sampai tahap penulisan laporan.
BAB IV : Hasil dan Pembahasan
BAB V : Penutup
7
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 PT. Triasta Sejahtera
PT. Triasta Sejahtera merupakan salah satu perusahaan Air Minum Dalam Kemasan (AMDK) yang mempunyai kantor di Ruko Puri Niaga Jl. Raya Rungkut Menanggal Blok G-5 No. 11 Surabaya dan sebuah pabrik yang berada di Jl.Melati 100, Ds. Plintahan Pandaan – Pasuruan – JATIM.
VISI dan MISI PT. Triasta Sejahtera
Mutu Merupakan Orientasi Hasil Yang Harus Dituju. Bisnis kami memerlukan peningkatan terus menerus unjuk kerja kami untuk visi dan nilai-nilai Untuk itu kami berusaha :
Menetapkan mutu menjadi tujuan akhir yang menantang dan bersaing secara terus menerus.
Melaksanakan pekerjaan tanpa cacat.
Berfokus pada kinerja keluaran (output) yang mewujudkan mutu produksi yang membawa dampak kepuasan pelanggan.
Melaksanakan kinerja pekerjaan yang bermutu merupakan tanggung jawab dan kebanggaan pribadi setiap insan karyawan.
Mewujudkan mutu berarti siap menghadapi dan memecahkan setiap masalah yang muncul.
Aspirasi Karyawan Merupakan Hal Utama Yang Harus Diperhatikan. Bisnis kami merupakan tempat orang-orang yang merasa bangga dan punya komitmen terhadap sistim manajemen dan kepemimpinan yang mengaturnya.
Untuk itu kami berusaha :
Kepemimpinan yang memberikan contoh sikap langsung dan terbuka terhadap komitmen kepada rekan sejawatnya, kesediaan mengakui sumbangan pemikiran bersama dalam mencari solusi setiap permasalahan yang muncul, serta pembentukan tim manajemen yang tangguh dan memberikan kepercayaan kepada tim untuk melaksanakan standart sistem yang fleksible terhadap perubahan.
Keragaman (umur, jenis kelamin, etnis, agama dsb) disemua tingkatan bukan merupakan hambatan, justru keragaman sangat dihargai dan diupayakan menghasilkan sinergi terhadap pekerjaan.
Penghargaan lebih besar, baik dari segi keuangan maupun psikologis kepada karyawan harus segera diwujudkan menjadi realita.
9
Direktur Utama
Kepala Pabrik
Mng. Personalia & Umum
Sekertaris & Bendahara
Kepala Bagian
2.2 STRUKTUR ORGANISASI PT. Triasta Sejahtera Bag. Factory
2.2.1 Tugas & Wewenang
2.2.1.1 Direktur Utama
Direktur Utama mempunyai tugas memimpin dan mengkoordinasikan semua kegiatan yang ada pada pabrik, mengangkat, memberhentikan karyawan.
2.2.1.2 Kepala Pabrik
Kepala Pabrik bertanggung jawab kepada direktur utama tentang semua kejadian yang berada di pabrik, mulai dari karyawan, pengadaan alat dan bahan baku.
2.2.1.3 Mng. Personalia & Umum
2.2.1.4 Sekertaris & Bendahara
Bertugas untuk membuat pembukuan dan jurnal tentang keuangan, masuk keluar barang, inventarisasi.
2.2.1.5 Kepala Bagian
11
BAB III
TEORI PENUNJANG
Dalam membantu menyelesaikan Kerja Praktek ini, sangat dibutuhkan teori penunjang yang digunakan sebagai acuan untuk melakukan praktek. Beberapa teori penunjang tersebut adalah mengenai konsep dasar dari PLC, fungsi PLC, komponen-komponen dari PLC, serta beberapa point penting yang berlaku dalam PLC secara umum.
3.1 Definisi dan Sejarah PLC
Kemajuan teknologi yang berkembang pesat dewasa ini, mengakibatkan ini, mengakibatkan industri sebagai produsen/penghasil barang menggunakan cara-cara otomatisasi untuk meningkatkan jumlah hasil barang yang di produksinya secara efektif dan efisien. Salah satu peralatan kontrol otomatis yang saat ini banyak digunakan adalah PLC (Programmable logic Controller).
berlangsung, sehingga dapat dikenali urutan kerja (work squence) proses pengendalian yang terjadi pada saat itu.
PLC pertama kali dikembangkan oleh para insinyur dari General Motor pada tahun 1968 yaitu pada saat perusahaan tersebut ingin mengganti sistem kontrol relay yang kompleks. Sistem pengganti tersebut harus mampu dalam:
• Pemrograman yang sederhana.
• Pengubahan program tanpa harus mengubah sistem secara keseluruhan (tidak perlu merakit kembali pengkabelan sistem).
• Lebih kecil ukurannya, lebih murah dan dapat diandalkan kinerjanya
• Perawatan yang mudah dan biaya perawatan yang rendah.
• Waktu eksekusi program yang semakin cepat.
Akhirnya didapatkan sebuah sistem yang memenuhi spesifikasi diatas, yaitu sebuah sistem yang menggunakan sinyal biner. Keuntungannya adalah bahwa sinyal ini dapat digunakan dalam kontrol program dan dapat diproses secara digital dan disimpan dalam memori elektrik. Sinyal-sinyal ini selanjutnya dapat digunakan untuk menggerakkan motor atau silinder (maju / mundur, kiri / kanan, start / stop) sebab pada prinsipnya sebuah output hanya memerlukan salah satu dari dua status keadaan yaitu “0” atau “1”.
PLC sesuai dengan namanya dapat dijelaskan sebagai berikut:
• Programmable
13
• Logic
Menunjukkan kemampuannya dalam memproses input secara aritmatik (membandingkan, menjumlahkan, membagi, dan sebagainya).
• Controller
Kemampuan dalam mengontrol dan mengatur proses sehingga menghasilkan output yang diinginkan.
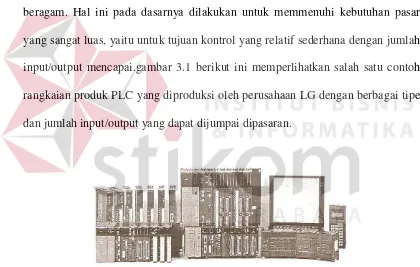
Dewasa ini, vendor-vendor PLC umumnya memproduksi PLC dengan berbagai jenis ukuran, jumlah input/output,intruksi dan kemampuan lainnya yang beragam. Hal ini pada dasarnya dilakukan untuk memmenuhi kebutuhan pasar yang sangat luas, yaitu untuk tujuan kontrol yang relatif sederhana dengan jumlah input/output mencapai.gambar 3.1 berikut ini memperlihatkan salah satu contoh rangkaian produk PLC yang diproduksi oleh perusahaan LG dengan berbagai tipe dan jumlah input/output yang dapat dijumpai dipasaran.
Gambar 3.1.Contoh rangkaian keluarga PLC produksi perusahaan LG.
Berdasarkan jumlah input/ouput yang dimilikinya ini, secara umum PLC dapat dibagi menjadi tiga kelompok besar:
PLC mini. Katagori ukuran mini ini adalah jika PLC tersebut memiliki jumlah input/output antara 32 sampai 128 terminal
PLC large. PLC ukuran ini dikenal juga dengan PLC tipe rack. PLC dapat dikatagorikan sebagai PLC besar jika jumlah input/output-nya leih dari 128 terminal
Fasilitas , kemampuan dan fungsi yang tersedia pada setiap katagori tersebut pada umumnya berbeda satau dengan yang lainnya. Semakin sedikit jumlah input/output pada PLC maka jenis instruksi yang tersedia juga semakin terbatas. Beberapa PLC bahkan dirancang semata-mata untuk menggantikan control relay saja.
3.2 Kelebihan dan Kekurangan PLC
Beberapa kelebihan yang dimiliki oleh PLC dibanding dengan kontrol reley konvensional, yaitu :
1. Fleksibel
Sebelum ditemukan PLC, Setiap mesin mempunyai alat kontrol/pengendali tersendiri dimisalkan terdapat 15 buah mesin maka alat pengendali yang diperlukan juga terdapat 15 buah. Lain halnya sekarang ini dengan adanya PLC maka untuk beberapa mesin hanya memerlukan 1 buah PLC saja.
2. Deteksi dan koreksi kesalah lebih mudah
15
kesalahan maka dapat dikoreksi dengan menggunakan diagram tangga (ledder diagram) sehingga koreksinya dapat segera dilakukan.
3. Pengamatan visual (visual observation)
Operasi PLC saat menjalakan program yang telah dibuat dapat dilihat dengan teliti dengan menggunakan layar CRT, sehingga ini sangat memudahkan dalam proses pencarian, pengamatan, atau dalam pembenahan program. Dengan demikian proses pembenahan hanya membutuhkan waktu yang relatif singkat.
4. Kecepatan operasi (speed operation)
Kecepatan operasi PLC sangatlah cepat. Kecepatan operasi ini adalah untuk mengaktifkan fungsi-fungsi logika hanya dalam waktu beberapa milidetik, dikarenakan menggunakan rangkaian elektronik sehingga operasinya sangatlah cepat, berlainan saat digunakan relai magnetik, yang mempunyai kecepatan operasinya lebih lambat
5. Dukumentasi mudah
Hasil pemrograman PLC dapat dicetak dengan mudah hanya dalam beberapa menit saja bila dibutuhkan, sehingga dapat mudah dalam pencarian arsip gambar kontrol.
Selain terdapat 5 kelebihan diatas terdapat pula beberapa kekurangan yang dimiliki PLC yaitu :
2. Keadaan lingkungan. Untuk proses seperti pada lingkungan panas yang tinggi, vibrasi yang tinggi penggunaan kurang cocok, jarena dapat merusak PLC.
3.3 Keseluruhan Sistem PLC
Dalam sistem PLC terdapat 4 (empat) komponen bagian utama, keempat komponen bagian tersebut adalah :
1. Central Processing Unit (CPU), merupakan otak dari PLC yang terdiri dari 3 bagian yaitu :
a. Mikroprosesor merupakan otak dari PLC yang difungsikan untuk operasi matematika dan operasi Logika.
b. Memori, merupakan daerah CPU yang digunakan untuk melakukan proses penyimpanan dan pengiriman data pada PLC.
c. Catu daya, yang berfungsi untuk mengubah sumber masukan tegangan bolak–balik menjadi tegangan searah.
17
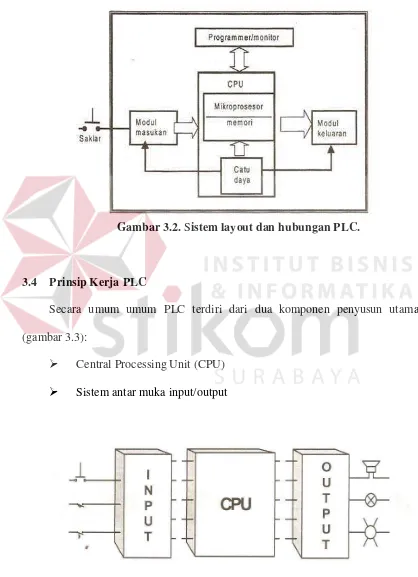
Secara blok diagram, hubungan bagian utama PLC dapat terlihat pada gambar 3.2 berikut ini :
Gambar 3.2. Sistem layout dan hubungan PLC.
3.4 Prinsip Kerja PLC
Secara umum umum PLC terdiri dari dua komponen penyusun utama (gambar 3.3):
Central Processing Unit (CPU)
Sistem antar muka input/output
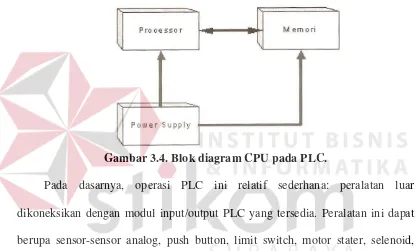
Fungsi dari CPU adalah mengatur semua proses yang terjadi di PLC. Ada tiga komponen utama penyusun CPU ini.
Prosesor
Memori
Power suplly
Interaksi anatara ketiga komponen ini dapat dilihat gambar 3.4 dibawah ini :
Gambar 3.4.Blok diagram CPU pada PLC.
Pada dasarnya, operasi PLC ini relatif sederhana: peralatan luar dikoneksikan dengan modul input/output PLC yang tersedia. Peralatan ini dapat berupa sensor-sensor analog, push button, limit switch, motor stater, selenoid, lampu dan lain sebagainya.
Selama prosesnya, CPU melakukan tiga operasi utama yaitu : 1. Membaca data masukan dari perangkat luar via modul input.
2. mengeksekusi program kontrol yang telah tersimpan dimemori PLC. 3. meng-update atau memperbahrui data pada modul output.
19
Gamabr 3.5.Ilustrasi scanning.
Pemrograman PLC
Pemrograman Tangga untuk PLC
Salah satu metode pemrograman PLC yang sangat umum digunakan adalah yang didasarkan pada penggunaan diagram-diagram tangga. Menuliskan sebuah program, dengan demikian, menjadi sama halnya dengan menggambarkan sebuah rangkaian pensaklaran. Diagram-diagram tangga terdiri dari dua garis vertikal yang mereprestasikan rel-rel daya. Komponen-komponen rangkaian disambungkan sebagai garis-garis horisontal, yaitu anak-anak tangga,diantara kedua garis vertikal ini.
Dalam menggambarkan sebuah diagram tangga, diterapkan konvensi-konvensi tertentu :
1. Garis-garis vertikal diagram merepresentasikan rel-rel daya,di mana di antara keduanya komponen-komponen rangkaian tersambung
2. Tiap-tiap anak tangga mendefinisikan sebuah operasi di dalam proses kontrol.
Fungsi-fungsi dan Logika
Banyak situasi kontrol yang mengharuskan dilakukannya tindakan-tindakan pengontrolan dilaksanakan ketika suatu kombinasi dari kondisi-kondisi tertentu terpenuhi. Sehingga, untuk sebuah mesin harus dinyalakan ketika saklar-saklar limit telah diaktifkan yang mengindikasikan keberadaan objek . fungsi-fungsi logika diantaranya :
a) AND
21
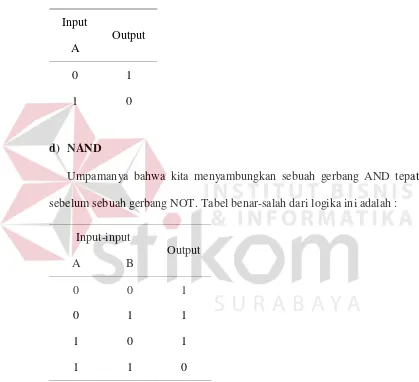
c) NOT
Kondisi ini mengilustrasikan fungsi gerbang logika NOT, di mana akan terdapat sebuah output ketika tidak ada input dan tidak akan ada output ketika ada input. Gerbang logika ini terkadang disebut pembalik (inverter). Tabel benar salah untuk logika ini adalah :
Input
Output A
0 1 1 0
d) NAND
Umpamanya bahwa kita menyambungkan sebuah gerbang AND tepat sebelum sebuah gerbang NOT. Tabel benar-salah dari logika ini adalah :
Input-input
Output A B
0 0 1
0 1 1
1 0 1
23
e) NOR
Umpamanya bahwa kita menyambung sebuah gerbang OR tepat di belakang sebuah gerbang NOT. Tabel benar salahnya sebagai berikut :
Input-input
Output A B
0 0 1
0 1 0
1 0 0
1 1 0
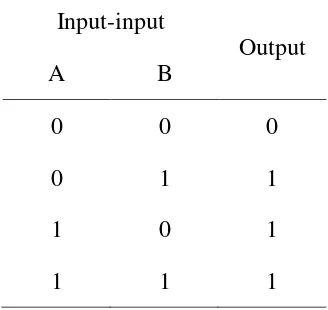
f) XOR
Sebuah gerbang OR menghasilkan Output ketika salah satu atau kedua inputnya berada dalam kondisi 1. akan tetapi, pada situasi-situasi tertentu dibutuhkan sebuah gerbang yang dapat menghasilkan output ketika salah satu diantara kedua outputnya, tidak keduanya sekaligus, bernilai 1. tabel benar-salah adalah sebagai berikut :
Input-input
Output A B
0 0 0
0 1 1
1 0 1
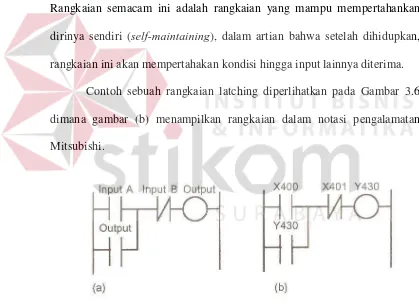
Latching
Seringkali terdapat situasi-situasi di mana output harus tetap berada dalam keadaan hidup meskipun input telah terputus. Salah satu contoh sederhana untuk situasi ini adalah sebuah motor yang dinyalakan dengan menekan sebuah saklar. Meskipun kontak-kontak saklar tidak seterusnya berada dalam keadaan tetutup, motor tetap harus bekerja hingga saklar tombol berhenti ditekan. Istilah rangkaian latching (pengunci) dipergunakan untuk rangkaian rangkaian yang melaksanakan operasi semacam ini. Rangkaian semacam ini adalah rangkaian yang mampu mempertahankan dirinya sendiri (self-maintaining), dalam artian bahwa setelah dihidupkan, rangkaian ini akan mempertahakan kondisi hingga input lainnya diterima.
Contoh sebuah rangkaian latching diperlihatkan pada Gambar 3.6 dimana gambar (b) menampilkan rangkaian dalam notasi pengalamatan Mitsubishi.
25
Simbol-simbol diagram tangga
Salah satu metode untuk memasukkan program melalui sebuah terminal pemrograman melibatkan pengguna sebuah keypad (papan ketik) dengan kunci-kunci (atau tombol-tombol) yang menampilkan gambar
Dapat digunakan, yang kemudian diikuti dengan memasukkan alamatnya. Untuk memasukkan sebuah output, kunci (tombol) yang bertanda
Dapat digunakan, yang selanjutnya diikuti dengan memasukkan alamatnya. Untuk mengindikasikan titik mulai sebuah persambungan (junction), kunci (tombol)
Dapat ditekan; untuk mengindikasikan titik akhir sebuah jalur persambungan, digunakan kunci (tombol)
Terminal kemudian akan menerjemahkan gambar program yang ditampilkan pada layar ke dalam bahasa mesin.
3.6 Fungsi dari PLC
Fungsi dari PLC dapat dibagi secara umum dan secara khusus. Secara umum PLC berfungsi sebagai:
1. Control Sequence
PLC memproses input sinyal biner menjadi sinyal output yang diinginkan untuk keperluan pemrosesan teknik yang dilakukan secara berurutan (sequence). PLC akan menjaga agar semua step dalam proses sequence berlangsung dalam urutan yang tepat.
2. Monitoring Plant
PLC secara terus-menerus memonitor status suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian, arus, dan lain-lain) dan mengambil tindakan yang diperlukan sehubungan dnegan proses yang dikontrol (misalnya nilai telah melebihi batas atau sistem akan menampilkan pesan pada operator).
Sedangkan fungsi PLC secara khusus adalah dapat memberikan input ke CNC (Computer Numerical Control). Beberapa PLC dapat memberikan input ke CNC untuk kepentingan pemrosesan lebih lanjut. CNC bila dibandingkan dengan PLC mempunyai ketelitian yang lebih tinggi dan lebih mahal.
3.7 Sistem Kontrol Pengisian Galon Air Minum
27
kecepatan volume air dan waktu pengisian sehingga volume yang didapat dalam galon air tersebut cocok sesuai takaran.
Tujuan utama sistem kontrol ini adalah mengoptimalkan kinerja pabrik dalam memenuhi kebutuhan konsumen sehingga waktu yang dibutuhkan dalam pengisian galon air ini relatif singkat dan menghemat tenaga kerja.
3.8 Sistem Kontrol Berbasis PLC ( Programmable Logic Controller ) Pada
PT. Triasta Sejahtera
Sistem kontrol pada mesin pengisian Galon Air Minum menggunakan PLC dengan merk KAISER, untuk cara kerja pengisian galon air minum sebagai berikut :
1. Pada saat mesin ditekan tombol start maka konveyor (jalur) yang digunakan untuk menggerakkan galon dari posisi awal sampai akhir.
2. Galon air kosong akan bergerak ke mesin pengisian air minum, disini terdapat sebuah counter untuk menghitung berapa banyak galon air kosong yang akan diisi. Dalam mesin hanya mampu mengisi dua galon air minum kosong secara bersamaan.
3. Setelah counter bernilai 2 maka penahan galon akan bergerak maju dan galon air tersebut akan diangkat dan pompa air akan mengisi galon tersebut selama 10 detik.
4. Setelah 10 detik maka galon air diturunkan dan penahan di lepas kemudian 2 buah galon air tersebut akan menuju mesin penutup galon air.
6. Setelah galon air tertutup maka galon air akan menuju sebuah sensor. Sensor ini digunakan untuk mendeteksi galon air yang lewat dan saat sensor tersebut aktif maka sebuah jet print akan menyemprotkan tanggal produksi dan tanggal kadaluarsa.
7. Setelah proses pengeprinan selesai maka galon air minum tersebut akan menuju ke alat segel/press tutup galon. Disini dilakukan pemberian plastik segel oleh pekerja dan menujumesin press panas secara mekanik tanpa adanya bantuan PLC.
PT. Triasta sejahtera menggunakan PLC + kompresor bermerk Kaeser yang bentuknya seperti pada Gambar 3.7 dibawah ini :
Gambar 3.7. PLC Kaeser.
Sebelum air diolah dan dijernihkan maka air akan ditampung pada water treatment yang bentuknya seperti pada Gambar 3.8 dibawah ini :
29
BAB IV
METODE KERJA PRAKTEK
4.1 Metodologi Kerja Praktek
Metodologi yang digunakan dalam pengerjaan kerja praktek ini adalah sebagai berikut:
1. Wawancara.
Yaitu tanya jawab langsung kepada pihak – pihak yang bersangkutan untuk mendapatkan data – data serta informasi yang berhubungan dengan objek kerja praktek. Dalam sesi wawancara tidak dibatasi akan waktu, saat penulis menginginkan informasi atau membutuhkan bantuan maka penulis bias langsung bertanya kepada pihak perusahaan.
2. Observasi
Yaitu melakukan pengamatan langsung pada objek kerja praktek sehingga dapat diketahui secara pasti permasalahan yang sebenarnya pada dunia kerja dan dapat memutuskan apa yang harus dilakukan.
Dalam suatu observasi di lapangan, pekerja praktek juga langsung dapat mempraktekkan pengoprasian mesin.
3. Studi Literatur
Dalam kurung waktu kerja praktek maka mahasiswa kerja praktek bekerja seperti layaknya karyawan seperti pengoprasian mesin, pengecekan mesin satu demi satu, cara menghidupkan dan mematikan mesin step by step dan juga trouble shooting kerusakan-kerusakan yang terjadi bila dimungkinkan.
Dalam mempelajari dan membaca buku-buku literature yang ada pada perusahaan maka didapat data sebagai berikut :
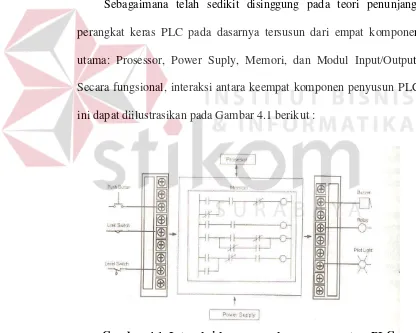
a. Perangkat Keras PLC dan Pendukungnya
Sebagaimana telah sedikit disinggung pada teori penunjang, perangkat keras PLC pada dasarnya tersusun dari empat komponen utama: Prosessor, Power Suply, Memori, dan Modul Input/Output. Secara fungsional, interaksi antara keempat komponen penyusun PLC ini dapat diilustrasikan pada Gambar 4.1 berikut :
Gambar 4.1. Interaksi komponen-komponen system PLC
31
Adapun sifat dari nonvolatile adalah data yang tersimpan didalamnya tidak akan hilang walaupun catu daya PLC mati. Termasuk kategori ini adalah :
Read-Only Memory (ROM) : jenis memori ini dirancang untuk menyimpan program-program aplikasi pengguna, kecuali aplikasi khusus yang program aplikasinya tidak akan pernah diubah. Penggunaan ROM pada PLC umumnya digunakan untuk menyimpan BIOS atau program executive.
Programmable Read-Only Memory (PROM) : memori ini salah satu jenis ROM, tetapi dapat deprogram ulang dengan menggunakan alat pemrograman khusus. Dalam PLC, jenis ini jarang sekali digunakan untuk menyimpan program pengguna. Jika pun masih digunakan, umumnya digunakan hanya untuk back up program saja.
Erasable Programmable Read Only Memory (EPROM) : memori ini adalah sejenis PROM yang dapat deprogram ulang setelah program yang sebelumnya dihapus dengan menggunakan sinar ultra violet.
33
perangkat pemrograman PLC itu sendiri, misalnya computer atau unit mini programmer. Salah satu kerugian memori ini adalah keterbatasan dalam kemampuan membaca menulisnya (erase/write), yaitu sekitar 10.000 kali.
4. Analisis
Yaitu analisa terhadap data – data serta informasi yang telah dikumpulkan dan disesuaikan dengan objek kerja praktek, yaitu kinerja sistem kontrol pengisian galon air minum.
Analisis bertujuan untuk mengetahui system yang telah ada bekerja efisien atua tidak, bila dimungkinkan system yang ada akan diganti dengan system baru yang lebih efisien.
5. Pembuatan Program
34
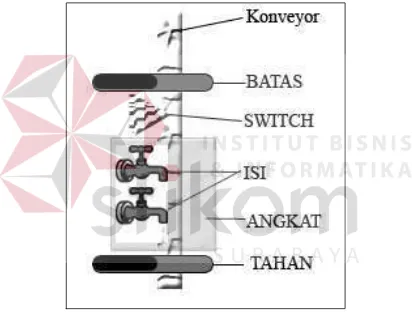
Dari sistem kerja dari Simulasi Pengisian Galon Air Minum yang penempatan I/O nya seperti pada Gambar 5.1, dapat dibuat implementasi ladder diagram pada pemrograman PLC FESTO sebagai berikut :
Gambar 5.1. Penempatan Input/Output.
Alocation List :
37
1. Tombol start dan tombol stop sebagai inputan untuk menandakan kapan PLC mulai dijalankan dan dimatikan.
BATAS : batas agar galon air minum tidak masuk ke proses pengisisan jika sudah ada 2 galon yang terdapat pada tempat pengisian.
TAHAN : tahan agar galon tidak meluncur maju trus jika beada pada tempat pengisian.
ANGKAT : angkat adalah suatu proses untuk mengangkat 2 buah galon air yang akan diisi agar dapat diisi oleh pompa isi dan galon tersebut tidak terus berjalan di konveyor.
ISI : pompa pengisisan galon dimana akan hidup selama 10s untuk mengisi galon sampai penuh.
3. Terdapat 3 buah inputan, yaitu
START : tombol start untuk memulai proses
STOP : tombol stop untuk menghentikan proses.
SWITCH : digunakan untuk meng-increment (menambah) Counter 0 4. Saat pertama kali tombol Start ditekan maka TAHAN akan maju untuk
menahan galon.
5. Galon akan meluncur pada konveyor dan mengenai SWITCH untuk proses INC C0, pada saat C0 bernilai 2 (2 galon yang lewat), maka BATAS akan maju untuk menahan galon kosong lainnya supaya tidak masuk ke tempat pengisian.
39
sudah diisi tadi melewati tempat pengisisan dan melewati TAHAN) setelah itu TAHAN akan MAJU kembali dan BATAS akan mati.
40
6.1 KESIMPULAN
1. Hanya pompa penutup galon saja yang tidak dikendalikan oleh PLC.
2. Pada saat konveyor berjalan galon yang kosong bergerak menuju tempat pengisian air setelah terkena sensor untuk mengisi maka galon akan naik untuk di pres dengan pompa seteleh 10 s maka akan di turunkan lagi dan setelah itu dilakukan proses pengemasan. 3. PLC pada sistem kontrol pengisian galon air minum digunakan
untuk mengendalikan pompa untuk mengisi air. 4. Merek PLC yang digunakan adalah PLC KAESER.
6.2 SARAN
1. Sebaiknya pihak perusahaan memiliki pekerja yang mengerti dalam pemograman PLC.
2. Untuk menambah wawasan kami, dengan sangat kami berharap baik dari pihak perusahaan maupun pihak vendor PLC memberikan ijin untuk mengetahui lebih dalam tentang PLC yang digunakan oleh perusahaan dikarenakan produk PLC yang digunakan dikampus kami berbeda dengan produk PLC yang digunakan oleh pihak perusahaan.
41
42
Boltom, William. 2004. “Programmable Logic Controller (PLC) Sebuah Pengantar Edisi Ketiga”. Jakarta : Erlangga.
Budiyanto, M. A, Wijaya. 2003. “Pengenalan Dasar-Dasar PLC (Programmable Logic Controller)”. Yogyakarta : Gava Media.