DESAIN DAN KONSTRUKSI KAPAL FIBREGLASS DI PT.
CARITA BOAT INDONESIA KECAMATAN SETU, KOTA
TANGERANG SELATAN, BANTEN
SYAMSUL ARIF MUHARAM
PROGRAM STUDI TEKNOLOGI DAN MANAJEMEN PERIKANAN TANGKAP DEPARTEMEN PEMANFAATAN SUMBERDAYA PERIKANAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN INSTITUT PERTANIAN BOGOR
ABSTRAK
SYAMSUL ARIF MUHARAM, C44063013. Desain dan Konstruksi Kapal
Fiberglass di PT. Carita Boat Serpong Tangerang Selatan Banten. Dibimbing oleh BUDHI HASCARYO ISKANDAR DAN MOHAMAD IMRON.
Bahan baku kapal ikan di Indonesia sebagian besar terbuat dari kayu. Kayu semakin sulit ditemukan karena bebeberapa faktor. Pertama ialah banyaknya penebangan liar sehingga keberadaan kayu semakin sedikit, Kedua ialah pembuatan bahan baku kertas yaitu pulp, dan yang terakhir peralatan rumah yang terbuat dari kayu. Dalam hal ini solusi mencari bahan baku kapal ialah menggunakan serat kaca. Penelitian ini bertujuan menganalisa desain dan Konstruksi kapal fiberglass. Metode penelitian yang digunakan adalah metode kasus. Hasil penelitian menyatakan bahwa kapal fiberglass yang berada di PT. Carita Boat memiliki desain dan konstruksi yang baik, Produksi kapal Fibreglass
di PT. Carita Boat memiliki ketebalan serat sesuai dengan standar Biro Klasifikasi Indoonesia (BKI).
DESAIN DAN KONSTRUKSI KAPAL FIBERGLASS DI PT.
CARITA BOAT INDONESIA KECAMATAN SETU, KOTA
TANGERANG SELATAN, BANTEN
SYAMSUL ARIF MUHARAM
Skripsi
Sebagai salah satu syarat untuk memperoleh gelar Sarjana Perikanan pada
Departemen Pemanfaatan Sumberdaya Perikanan
PROGRAM STUDI TEKNOLOGI DAN MANAJEMEN PERIKANAN TANGKAP DEPARTEMEN PEMANFAATAN SUMBERDAYA PERIKANAN
FAKULTAS PERIKANAN DAN ILMU KELAUTAN INSTITUT PERTANIAN BOGOR
Judul Skripsi : Desain dan Konstruksi Kapal Fiberglass di PT. Carita Boat Kecamatan Setu, Kabupaten Tangerang Selatan, Banten
Nama Mahasiswa : Syamsul Arif Muharam
NRP : C44063013
Program Studi : Teknologi dan Manajemen Perikanan Tangkap
Departeman : Pemanfaatan Sumberdaya Perikanan
Disetujui :
Pembimbing I Pembimbing II
Dr. Ir. Budhi Hascaryo Iskandar, M. Si Dr. Ir. Mohammad Imron, M. Si NIP: 19670215 199103 1 004 NIP : 19601213 198703 1 004
Diketahui:
Ketua Departemen Pemanfaatan Sumberdaya Perikanan
PERNYATAAN MENGENAI SKRIPSI DAN SUMBER
INFORMASI
Dengan ini saya menyatakan bahwa skripsi Desain dan Konstruksi Kapal
Fiberglass di PT. Carita Boat Kecamatan Setu, Kota Tangerang Selatan, Banten adalah hasil karya saya sendiri dengan arahan dosen pembimbing dan belum diajukan dalam bentuk apapun kepada perguruan tinggi apapun. Sumber informasi yang berasal atau dikutip dari karya ilmiah yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam dalam teks dan dicantumkan dalam daftar pustaka di bagian akhir skripsi ini.
KATA PENGANTAR
Puji syukur penulis panjatkan kehadirat Allah SWT, karena atas rahmat dan hidayahNya skripsi ini dapat diselesaikan dengan baik dan sesuai dengan rencana. Tanpa ridha dari-Nya, penulis tidak akan mampu menyelesaikan skripsi ini dengan baik.
Skripsi dengan tema Desain dan Konstruksi Kapal Fibreglass, yang diberi judul Desain dan Konstruksi Kapal Fibreglass di PT. Carita Boat Kecamatan Setu. Pelaksanaan dilakukan pada bulan November 2010 ini ditunjukan untuk memenuhi syarat mendapatkan gelar sarjana pada Program studi Teknologi dan Manageman Perikanan Tangkap, Departemen Pemanfaatan Sumberdaya Perikanan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor.
Semoga skripsi ini bermanfaat bagi para pembaca
UCAPAN TERIMA KASIH
Banyak pihak yang membantu dan memberikan dukungan dalam menyelesaikan skripsi ini, baik bantuan moril maupun material yang sangat berguna bagi penulis.
Penulis menyampaikan penghargaan sebesar-besarnya kepada pihak-pihak yang telah membantu penyelesaian skripsi ini, antara lain:
1) Dr. Ir. Budhi Hascaryo Iskandar, M.Si selaku Dosen Pembimbing I, dan Dr. Ir. Mohammad Imron, M.Si selaku Dosen Pembimbing II;
2) Dr. Ir. Budy Wiryawan, M.Sc sebagai Kepala Departemen;
3) Bapak Hilmy A sebagai Kepala PT. Carita Boat , dan Bapak Henry H P. yang telah membantu penyusun dalam penelitian;
4) Ayah dan ibundaku tercinta yang selalu memberikan semangat dan doa; 5) Kakak dan adikku yang terus memberikan semangat;
6) Keluarga yang selalu memberikan doa, dukungan, dan motivasi selama ini; 7) Ibu Nur selaku sekretaris PT. Carita Boat yang telah membantu selama
penelitian;
8) Para tukang PT. Carita Boat yang telah membantu dalam pengambilan data;
9) Norisa Azlianni yang banyak meluangkan waktunya untuk membantu dalam penulisan;
10) Fatra Kurnia yang telah memberi waktu dan petunjuk tentang pembuatan skripsi;
11) Muhammad Zakir yang telah menemani selama penelitian; 12) Keluarga PSP 43 tercinta yang selalu member motivasi;
13) Serta pihak-pihak yang telah membantu dalam kelancaran penyelesaian skripsi ini.
RIWAYAT HIDUP
Penulis lahir di Tangerang pada tanggal 6 September 1987 dengan Bapak Syamsudin dan Ibu Hasanah. Penulis merupakan putra ketiga dari empat bersaudara.
Penulis lulus di SMA Negeri 6 Pandeglang pada tahun 2006 dan pada tahun yang sama lulus seleksi masuk IPB melalui jalur USMI (Undangan Seleksi Mahasiswa IPB). Penulis memilih Program studi Teknologi dan Manajemen Perikanan Tangkap, Departemen Pemanfaatan Sumberdaya Perikanan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor. Selama menjadi mahasiswa, penulis aktif dalam kegiatan organisasi. Penulis aktif dalam organisasi Badan Eksekutif Mahasiswa KM (BEM-KM) sebagai anggota dari Departemen Olahraga, Seni, dan Budaya periode 2006-2007. Selain itu, penulis pernah menjadi Asisten Dosen dalam mata kuliah Observasi Bawah Air pada tahun 2010. Penulis juga berperan aktif dalam kegiatan futsal IPB pada tahun 2006-2008.
DAFTAR ISI
2.2 Desain dan Konstruksi Kapal Ikan ... 3
5.5.2 FRP Moulding ... 44
5.5.3 Join Hull, Deck dan Superstrukture ... 48
5.5.4 Engine Instalation ... 49
5.5.5 Electrical Instalation ... 50
5.5.6 Finishing ... 50
5.5.7 Harbour Trial ... 51
5.5.8 Pekerjaan Terapung... 52
5.6 Susunan Material Badan Kapal ... 52
5.7 Rencana Umum ... 56
5.7.1 Rancangan Umum ... 56
5.7.2 Tabel Offset ... 58
5.8 Rencana Garis (Lines Plan) ... 58
5.8.1 Profil Plan ... 60
5.8.2 Half Breadth Plan ... 62
5.8.3 Body Plan ... 62
5.9 Parameter Hidrostatis ... 58
6 KESIMPULAN DAN SARAN ... 64
6.1 Kesimpulan ... 64
DAFTAR TABEL
DAFTAR GAMBAR
17 Proses Pembuatan kapal ... 38
18 Tahapan produksi kapal fiberglass ... 39
19 Proses pembuatan cetakan kapal ... 40
20 Pembuatan pondasi kapal ... 41
21 Cetakan kapal tampak luar... 41
22 Proses Pemasangan frame ... 42
23 Gading dan galar. ... 42
24 Tahapan penggunan melamin dan dempul ... 43
25 Ballast tampak luar ... 44
26 Ballast tampak dalam ... 44
27 Bagan alir Proses pembuatan Hull ... 46
28 Proses pembuatan Deck dan Superstructure ... 47
29 Proses penyatuan atas dan bawah kapal fiberglass ... 49
30 Proses finishing ... 51
31 Midship Section ... 55
32 General Arrangement ... 57
33 Lines Plan ... 59
DAFTAR LAMPIRAN
1 Jumlah Pegawai PT.Carita Boat ... 68
2 Gambar kapal tampak depan ... 69
3 Gambar kapal tampak samping ... 69
I PENDAHULUAN
1.1 Latar Belakang
Kapal merupakan satu kesatuan dari unit penangkapan ikan yang perlu dipahami keberadaannya. Dengan alat transportasi ini nelayan dapat beroperasi di laut untuk mencari ikan dan hewan laut lainnya. Begitu banyak jenis material kapal mulai dari kapal kayu, kapal fibreglass, dan kapal yang terbuat dari baja. Tidak dipungkiri bahwa keberadaan kapal fiberglass tidak bisa dikesampingkan karena sudah banyaknya galangan kapal fiber yang berada di sejumlah daerah seperti PT. Carita Boat yang berada di kawasan Pergudangan Taman Tekno Bumi Serpong Damai (BSD).
Kapal fiberglass merupakan kapal yang dibuat dengan serat kaca yang biasanya disebut Chopped Strand Mat (CSM) atau mat dan Woven Roving (WR). Bahan serat kaca memiliki kelebihan yang lebih banyak dibandingkan kayu seperti: bahan ini mudah ditemukan, ramah terhadap lingkungan, dan mudah dalam transportasinya (mudah untuk dipindah-pindahkan). Sementara itu kayu merupakan bahan dasar yang sangat sulit ditemukan karena permintaan pasar yang cukup banyak bukan dari perusahaan kapal kayu saja, pabrik/industri dari kayu seperti kursi, meja, dan lain-lainnya yang menyangkut dengan kerajinan kayu, pabrik pembuatan kertas atau biasa disebut pulp (bahan baku kertas) yang semakin meningkat, dan ditambah dengan illegal loging yang semakin marak menunjukkan bahwa kayu sangat sulit ditemukan. Indikator ini merupakan alasan perlu adanya bahan utama alternatif dalam pembuatan kapal salah satunya adalah serat kaca.
PT. Carita Boat merupakan salah satu galangan kapal yang berada di Pergudangan Tekno BSD yang memproduksi kapal fiberglass dengan ketentuan Biro Klasifikasi Indonesia (BKI). Galangan kapal ini menggunakan metode tradisional yaitu hand lay-up (cetakan terbuka) yaitu cara sederhana dan cara cetakan terbuka yang paling tua dalam proses fabrikasi komposit, dengan metode tersebut mempermudah dalam pembuatan kapal fiber terutama dalam kurun waktu yang relatif cepat dan jumlah yang relatif besar/banyak. Cetakan yang sudah jadi bisa dipergunakan kembali dalam pembuatan kapal dan akan sangat menghemat waktu dalam pembuatan kapal fiberglass.
Desain kapal fiber dapat menggunakan metode secara manual dan software. Maksud metode manual ialah metode yang menggunakan alat-alat menulis Salah satu yang digunakan oleh PT. Carita Boat sendiri ialah software maxsurf yang membantu dalam pembangunan kapal fiber. Desain, konstruksi, dan data tabel
offset sudah tersedia didalamnya maka sangat membantu dalam pembangunan kapal fiberglass, setelah itu dapat disesuaikan dengan Biro Klasifikasi Indonesia. BKI akan memberikan sertifikat kepada kapal yang sesuai dengan ketetapan yang berlaku.
Belum banyak penelitian tentang desain dan konstrusi kapal fiberglass sehingga harus ada penelitian lanjutan tentang kapal ikan fiberglass. Salah satu penelitian kapal fiberglass dilakukan oleh saudara Eko Sulkhaini dengan kapal dibawah 25 GT dan dibawah panjang 16 meter yang belum ada standar BKI, sehingga perlu ada penelitian lebih lanjut tentang kapal fiberglass diatas 25GT yang sudah ada standarisasinya.
1.2 Tujuan
Menganalisis desain dan konstruksi kapal fiberglass di PT. Carita Boat, Kecamatan Setu, Kabupaten Tangerang Selatan, Banten.
1.3. Manfaat
2 TINJAUAN PUSTAKA
2.1 Kapal Perikanan
Kapal perikanan adalah kapal yang digunakan untuk kegiatan perikanan yang meliputi aktivitas penangkapan atau pengumpulan sumber daya perairan, pengolahan/budidaya sumberdaya perairan, serta penggunaan dalam pekerjaan riset, training dan inspeksi sumberdaya perairan (Nomura & Yamazaki, 1977). Kapal ikan adalah suatu faktor yang paling penting diantara komponen unit penangkapan lainnya, dan merupakan modal terbesar yang ditanamkan pada usaha penangkapan ikan (Nomura & Yamazaki, 1977).
Bentuk dan jenis kapal perikanan berbeda-beda, hal ini disebabkan karena perbedaan tujuan usaha, tujuan penangkapan ikan dan keadaan kondisi perairan. Bentuk desain dan konstruksinya harus disusaikan dengan alat tangkap agar dapat beroperasi dengan baik.
2.2 Desain dan Konstruksi Kapal Ikan
Desain kapal dijelaskan sebagai proses penentuan spesifikasi dan menghasilkan gambar-gambar suatu obyek untuk keperluan pembuatan dan pengoperasiannya (Fyson, 1985). Adapun faktor-faktor yang mempengaruhi desain kapal ikan dapat dikelompokkan sebagai berikut:
1) Sumberdaya yang tersedia; 2) Alat dan metode penangkapan;
3) Karakteristik geografi suatu daerah penangkapan; 4) Seaworthiness kapal dan keselamatan anak buah kapal;
5) Peraturan-peraturan yang berhubungan dengan desain kapal ikan; 6) Pemilihan material yang tepat untuk kontruksi;
7) Penanganan dan penyimpanan hasil tangkapan; dan 8) Faktor-faktor ekonomis.
Kapal perikanan juga memiliki karakteristik yang dapat membedakan kapal perikanan dengan kapal lainnya (Ayodhyoa, 1972), yaitu :
1) Kecepatan kapal (speed)
Kecepatan yang dibutuhkan kapal perikanan disesuaikan dengan kebutuhan penangkapan
2) Olah gerak kapal (maneuverability)
Olah gerak khusus yang dilakukan secara baik pada saat pengoperasian. Hal tersebut meliputi kemampuan steerability yang baik, radius putaran (turning cycle), dan daya dorong (propulsive engine) yang dapat mudah bergerak maju dan mudur.
3) Layak laut (seaworthiness)
Meliputi hal seperti ketahanan dalam melawan kekuatan angin dan gelombang, stabilitas yang tinggi yang tinggi, serta daya apung yang cukup. Hal ini diperlukan untuk menjamin dalam pelayaran dan operasi penangkapan ikan. 4) Luas lingkup area pelayaran
Luas lingkup yang dimaksud adalah luas area pelayaran yang ditentukan oleh pergerakan kelompok ikan, daerah, musim ikan, dan migrasi.
5) Konstruksi
Konstruksi kapal perikanan yang kuat sangat diperlukan karena dalam operasi penangkapan ikan, kapal akan akan menghadapi kondisi alam yang berubah-ubah. Kontruksi kapal harus mampu menahan getaran mesin yang timbul.
6) Mesin penggerak
Kapal perikanan membutuhkan tenaga mesin penggerak yang cukup besar, tetapi volume mesin dan getaran yang dihasilkan diusahakan harus kecil.
7) Fasilitas penyimpanan dan pengolahan ikan
Umumnya kapal ikan dilengkapi dangan fasilitas penyimpanan seperti: cool room, freezing room, processing machine.
8) Mesin bantu penangkapan ( fishing equipment )
Fishing equipment berbeda untuk setiap kapal, tergantung dari jenis alat tangkap yang digunakan.
1) Memiliki kekuatan struktur badan kapal;
2) Memiliki keberhasilan operasi penangkapan ikan; 3) Memiliki stabilitas yang tinggi; dan
4) Memiliki fasilitas penyimpanan hasil hasil tangkapan ikan.
Setelah memenuhi syarat tersebut barulah proses desain dan konstruksi kapal dilakukan agar laik laut dan kapal dapat beroperasi dengan baik. Fyson telah menjelaskan kelengkapan dari perencanaan desain dan konstruksi kapal seperti: 1) Profil kapal, rencana dek, rencana bawah dek;
2) Gambar garis dan tabel offset;
3) Profil kontruksi dan perencanaan; 4) Bagian-bagian kontruksi; dan 5) Gambar konstruksi penyambung.
Konstruksi yang kuat dapat diperoleh apabila syarat-syarat standar pembangunan suatu kapal perikanan telah dipenuhi. Proses mendesain suatu kapal perikanan terdiri dari berbagai tahapan. Fyson (1985) menyebut ada beberapa tahap pembuatan kapal mulai dari outline dan general design, proses penggambaran, perhitungan-perhitungan yang dibutuhkan, hingga tahap tryout
dan evaluasi dari hasil pengoperasiaan kapal sebelum kapal tersebut selesai dan diberikan kepada pemilik.
Sesuai dengan perbedaan jenis-jenis kapal ikan yang ada, desain dan konstruksi kapal ikan dibuat berbeda-beda sesuai dengan fungsi dan pembentuknya dengan memperhatikan persyaratan-persyaratan teknis pengoperasian kapal tersebut. Perbedaan-perbedaan dalam desain ini terlihat dalam dimensi utama kapal, besaran koefisien, rancangan besaran tinggi
metacenter umum kapal dan rancangan penggunaan (Pasaribu, 1985).
1) Panjang Kapal
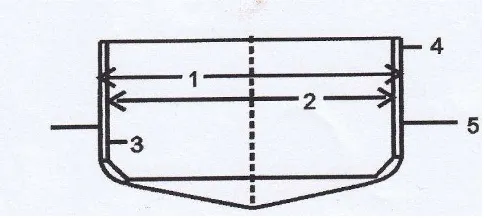
(1) Panjang total atau LOA (length over all) adalah jarak horizontal, diukur mulai dari titik terdepan dari linggi haluan sampai dengan titik terbelakang dari buritan.
(2) Panjang garis air atau Lwl (length of water line) adalah panjang garis air yang diukur antara titik perpotongan Lwl pada badan kapal bagian haluan dan badan kapal bagian buritan.
(3) Jarak sepanjang garis tegak atau LPP/LBP (length perppendicular/length between perpendiculator) adalah panjang kapal antara fore perpendicular (FP) dan after perpendicular (AP).
a) FP : Garis tegak lurus pada perpotongan antara Lwl dan badan pada bagian haluan kapal
b) AP : Garis tegak lurus pada perpotongan antara Lwl pada bagian buritan kapal.
c) Lwl : Garis air (wl) pada kondisi kapal penuh (load water line).
Sumber: Dohri dan Soedjana (1983)
Gambar 1 LOA, LBP, dan LWL 2) Lebar kapal (breadth/B)
Lebar kapal terdiri dari:
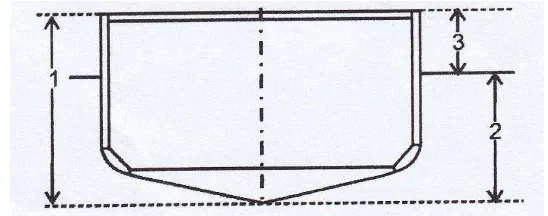
(1) Lebar terbesar atau Bmax (breadth maximum) adalah jarak horizontal pada
lebar kapal yang terbesar di tengah-tengah kapal, dihitung dari salah satu sisi terluar (sheer) yang satu ke sisi (sheer) lainya yang berhadapan.
(2) Lebar dalam atau Bmoulded (breadth moulded) adalah jarak horizontal pada
Sumber: Dohri dan Soedjana (1983)
Keterangan:
1) Lebar terbesar (breadth maximum) 2) Lebar dalam (breadth moulded) 3) Gading (frame)
4) Kulit kapal (plate) 5) Garis air (water line)
Gambar 2 Lebar Kapal (Breadth)
3) Dalam kapal (depth) Dalam kapal terdiri dari :
(1) Dalam atau depth (D) adalah jarak vertikal yang diukur dari dek terendah kapal sampai tititk terendah badan kapal.
(2) Sarat kapal atau d (draft) adalah jarak vertikal yang diukur dari garis air (water line) tertinggi sampai titik terendah badan kapal.
Sumber: Dohri dan Soedjana (1983)
Keterangan:
1) Dalam (Depth) 2) Sarat kapal (draft)
3) Lambung bebas (free board)
Gambar 3 Dalam Kapal
Besar kecilnya nilai rasiodimensi utama kapal (L,B,D) dalam membangun kapal dapat digunakan untuk menganalisa performa dan mempengaruhi kemampuan dari suatu kapal. Nilai perbandingan L/D, L/B, dan B/D perlu diperhatikan dalam perhitungan teknis, jenis bahan maupun ketentuan yang berlaku. Menurut Fyson (1985), dalam desain sebuah kapal, karakteristik perbandingan dimensi-dimensi utama merupakan hal penting yang harus diperhatikan. Perbandingan tersebut meliputi:
1) Perbandingan antara panjang dan lebar (L/B) yang mempengaruhi tahanan dan kecepatan kapal. Semakin kecilnya nilai perbandingan L/B akan berpengaruh pada kecepatan kapal/ kapal menjadi lambat.
2) Perbandingan antara lebar dan dalam (B/D) merupakan faktor yang berpengaruh pada stabilitas. Jika nilai B/D membesar akan membuat stabilitas baik tetapi disisi lain mengakibatkan propulsiveability memburuk.
3) Perbandingan antara panjang dan dalam (L/D) merupakan faktor yang berpengaruh terhadap kekuatan memanjang kapal. Jika nilai L/D membesar maka kekuatan longitudinal kapal melemah.
berpengaruh pada kekuatan memanjang kapal, serta rasio antara lebar dan dalam berpengaruh pada stabilitas kapal.
Fyson (1985), mengemukakan bahwa koefisien bentuk (Coefficient of Fineness) menunjukkan bentuk tubuh kapal bedasarkan hubungan antara luas area badan kapal yang berbeda dan volume tubuh kapal terhadap masing-masing dimensi utama kapal. Adapun koefisien bentuk badan kapal, terdiri dari:
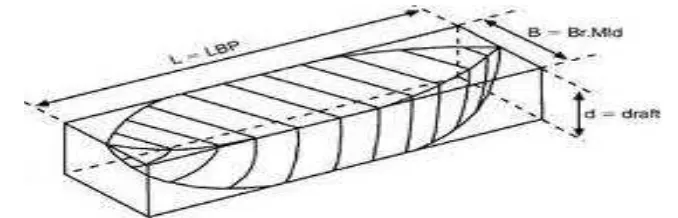
1) Coefficient of block (Cb) menunjukkan perbandingan antara nilai volume displacement kapal dengan volume bidang balok yang mengelilingi badan kapal.
Sumber: Iskandar dan Novita (1997)
Gambar 4 Coefficient of block (Cb)
2) Coefficient of prismatic (Cp) menunjukkan perbandingan antara nilai volume displacement kapal dengan volume yang dibentuk oleh luas area penampang melintang tengah kapal (Aø) dan panjang kapal pada garis air tertentu (Lwl).
3) Coefficient of vertical prismatic (Cvp) menunjukkan perbandingan antara
volume displacement kapal dengan volume yang dibentuk oleh luas area kapal pada WL tertentu pada horizontal-longitudinal (Aw) dan draft kapal.
Sumber: Iskandar dan Novita (1997)
4) Coefficient of waterplan (Cw) menunjukkan besarnya luas area penampang membujur tengah kapal dibandingkan dengan bidang empat persegi panjang yang mengililingi luas area tersebut.
Sumber: Iskandar dan Novita (1997)
Gambar 6 Coefficient of waterplan (Cw)
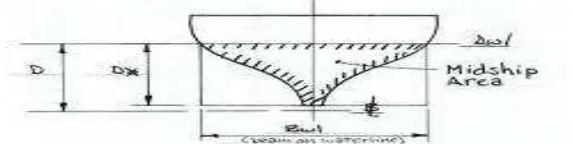
5) Cofficient of midship (Cø) menunjukkan perbandingan antara luas penampang
melintang tengah kapal secara vertikal dengan bidang empat persegi panjang yang mengelilingi luas area tersebut.
Sumber: Iskandar dan Novita (1997)
Gambar 7 Cofficient of midship (Cø)
2.3 Fiberglass Reinforcement Plastic (FRP)
Fiberglass merupakan kombinasi dari dua komponen yang mempunyai karakteristik fisik berbeda, akan tetapi keduanya memiliki sifat saling melengkapi. Dua komponen yang membentu FRP yaitu resin plastic polyester dan sebuah penguat serabut gelas (Verweij, 1967 diacu dalam Liberty, 1997).
Menurut Kusnan (2008) pemakaian fibreglass sebagai material bangunan kapal mempunyai beberapa keuntungan yaitu:
1) Tidak berkarat dan berdaya serap air kecil;
3) Tidak memerulan pengecatan, karena warna/pigmen telah dicampurkan pada bahan (gelcoat ) pada proses laminasi; dan
4) Untuk displacement yang sama, fiberglass kontruksinya lebih ringan.
Resin merupakan material cair sebagai pengikat serat penguat yang mempunyai kekuatan tarik serta kekuatan lebih rendah dibandingkan serat penguatnya. Ada beberapa jenis resin (Kusnan, 2008 diacu dalam Eko Sulkhhaini, 2010) antara lain:
1) Polyester (Orthophthalic), resin jenis ini sangat tahan terhadap proses korosi air laut dan asam encer. Adapun spesifikasi teknisnya sebagai berikut:
(1) Massa jenis : 1,23 gr/ cm3 (2) Modulus young : 3,2 Gpa (3) Angka poisson : 0,36 (4) Kekuatan tarik : 65 MPa
2) Polyester (isophthalic) resin jenis ini tahan dengan panas dan larutan asam dan kekerasannya lebih tinggi serta kemampuan menahan resapan air (adhesion) yang paling baik dibandingkan dengan resin type ortho. Adapun spesifikasi teknisnya adalah berikut:
(1) Massa jenis : 1,21 gr/ cm3 (2) Modulus young : 3,6 GPa (3) Angka poisson : 0,36 (4) Kekuatan tarik : 60 MPa
3) Epoxy, resin jenis ini mampu menahan resapan air (adhesion) sangat baik dan kekuatan mekanik yang paling tinggi. Adapun spesifikasi teknisnya sebagai berikut:
4) Vinyl Ester, resin jenis ini mempunyai ketahanan terhadapa larutan kimia (Chemical Resistance) yang paling unggul . Adapun spesifikasi teknisnya adalah berikut: jenis orthophthalic polyester resin. Resin jenis ini harganya paling murah dibandingakan tipe lainya dan tahan terhadap korosi yang disebabkan oleh air laut sehingga cocok untuk bahan material bangunan kapal. Dengan sifat ini kerusakan yang disebabkan karena proses korosi dapat dihindari sehingga biaya perawatan untuk kulit lambung material logam maupun kayu. Resin polyester memiliki beberapa keunggulan dan kekurangan.
Keunggulan dari resin ini adalah:
1) Viskositas yang rendah sehingga mempermudah proses pembuatan/pengisian celah antara pada serat penguat (woven roving)
2) Harga relatif murah
3) Ketahanan terhadap lingkungan korosif sangat baik kecuali pada larutan alkali Sedangkan kekurangan, ialah:
1) Pada saat pengeringan terjadi penyusutan dan kenaikan temperatur sehingga laminasi menjadi keras. Hal ini biasanya disebabkan oleh penambahan katalis dan accelerator yang berlebihan sehingga waktu kering menjadi lebih cepat 2) Mudah terjadi cacat/goresan
3) Mudah terbakar
dalam resin polyester sendiri (exothermic heat) dan bisa juga karena pengaruh pemberian panas dari lingkungan luar atau penggabungan keduanya. Proses kimia dari dalam resin yang dimaksud adalah adanya penambahan zat atau bahan katalis yang menimbulkan reaksi kimia awal dan accelerator untuk mempercepat proses polimerisasi pada larutan polyester tersebut ditambahkan zat inhibitor.
Serat penguat merupakan serat gelas yang memiliki kekakuan dan kekuatan tarik yang tinggi serta modulus elastisitas yang cukup tinggi. Adapun fungsi dari serat penguat adalah:
1) Meningkatkan kekakuan tarik dan kekuatan lengkung 2) Mempertinggi kekuatan tumbuk
Serat penguat yang sering digunakan untuk bangunan kapal adalah jenis E-glass (Electrical glass), sedangkan jenis high strength carbon hanya digunakan untuk keperluan khusus yaitu untuk mempertinggi kekuatan, dalam hal ini untuk memperinggi ketahanan tembakan pada daerah khusus/kritis di lambung atau bangunan atas, sedangkan jenis S2-glass banyak digunakan untuk konstruksi pesawat, adapun jenis serat armid memiliki kekuatan tarik yang sangat tinggi dipakai sebagai serat penguat pada martriks metalik atau keramik dan dianjurkan digunakan untuk mempertinggi ketahanan ledak/tembak (Kusnan, 2008).
Serat penguat yang dipakai untuk bangunan kapal terdiri atas beberapa jenis menurut bentuk dan konfigurasi dari serat penguat. Adapun jenis serat penguat gelas (Kusnan, 2008 diacu dalam Eko Sulkhani, 2010) antara lain:
1) Chopped Strand Mat (CSM), dalam pemakaian industri sering disebut mat atau matto, berupa potongan-potongan serat fiberglass dengan panjang sekitar 50 mm yang disusun secara acak dan dibentuk menjadi satu lembar. Jenis ini merupakan serat penguat dengan konfigurasi serat acak dan merupakan serat penguat tidak terus, serat penguat yang digunakan yaitu E-glass. Pada proses pembuatan laminasi perbandingan antara berat serat matto dengan resin sekitar 25 - 35% matto dan 65 - 75% resin polyester. Laminasi chopped strand mat ini biasanya digunakan lapisan pengikat antara agar tidak mudah terkelupas maupun selip pada proses laminasi awal dan akhir dengan tujuan bagian sisi tersebut menjadi rata.
Dalam pemakaian sehari-hari dan umum digunakan untuik bangunan kapal, serat chopped strand mat terdiri dari:
(1) Chopped strand mat 300 gram/m3 (mat 300) dengan data teknis sebagai berikut:
(2) Chopped strand mat 450 gram/ m2 (mat 450) dengan data teknis sebagai berikut:
1. Berat spesifik (W/m2)f : 450 gram/m3 2. Kekuatan tarik : 213 MPa 3. Modulus elastisitas : 16 GPa 4. Angka poisson : 0,2
1) Woven Roving, merupakan berbentuk anyaman dengan arah yang saling tegak lurus. Pada proses laminasi perbandingan berat antara serat woven roving dengan resin adalah 45-50% woven roving adalah 50-55% resin polyester dari fraksi berat, untuk bangunan kapal umunya sering dipakai komposisi 50% woven roving
dan 50% resin, woven roving ini digunakan sebagai laminasi utama yang memberikan kekuatan tarikan maupun lengkung yang lebih tinggi dibandingkan laminasi mat.
Dalam proses pembuatan laminasi serat woven roving lebih sulit untuk dibasahi oleh resin dan terkadang larutan resin relative lebih sulit untuk mengisi celah anyaman serat woven roving. Dengan kandungan resin polyester yang relatif lebih sedikit dibandingkan laminasi mat maka laminasi serat woven roving
memiliki ketahanan terhadap resapan air yang kurang baik. Untuk memperbaiki kondisi ini maka biasanya laminasi woven roving dilapisi lagi dengan dua lapisan mat pada sisi luar yang memiliki kandungan resin polyester yang relatif lebih banyak.
(1) Woven roving 400 gram/m2 (WR 400) dengan data teknis sebagai berikut: a. Berat spesifik (W/m2)f : 400 gram/m2
b. Kekuatan tarik : 512 MPa c. Modulus elastisitas : 38,5 GPa d. Angka poisson : 0,2
2) Woven Roving 600 gram/ m2 (WR 600) dengan data teknis sebagai berikut: a. Berat spesifik (W/m2)f : 600 gram/ m2
b. Kekuatan tarik : 512 MPa c. Modulus young : 38,5 GPa d. Angka Poisson : 0,2
b. Kekuatan tarik : 512 MPa c. Modulus elastisitas : 38,5 GPa d. Angka poisson : 0,2
Jenis Triaxial merupakan serat penguat menerus (continuous fiber reinforced) dengan konsfigurasi serat penguat terdiri dari tiga layer kedua 0o terhadap principal axis serta arah layer ketiga -45o terhadap principal axis.
Perbandingan berat antara serat triaxial dengan resin yang digunakan adalah untuk bangunan kapal umumnya sering dipakai 50% : 50% dalam satu laminasi, laminasi serat triaxial digunakan sebagai laminasi utama yang memberikan kekuatan tarik dan lengkung lebih tinggi dibandingkan laminasi serat
woven roving.
Dalam proses pembuatan laminasi ada beberapa pendukung material yang berpengaruh terhadap karakteristik laminasi sehingga perlu diketahui fungsi, komposisi dan pengaruh dari masing-masing bahan pendukung tersebut diantaranya:
1) Katalis (Catalyst) berfungsi untuk proses awal perubahan bentuk resin dari cairan menjadi padat (polymerization) pada temperatur kamar (27o celcius). Umumnya pemberian katalis adalah sekitar 0.5 - 4% dari fraksi volume resin. Misalnya pemberian katalis 2% maka resin akan mengalami proses perubahan dari cair ke bentuk gel sekitar 15 menit pada suhu 27o C. Katalis tidak berfungsi/ bereaksi bila tercampur air, katalis yang umunya dipakai untuk
polyester resin adalah Metil ethyl keton peroksida (MEPK)
naphthenate. Untuk bangunan kapal promoter biasanya sudah dicampur pada
resin polyester (dalam oleh produsen resin).
3) Strein (styene Monomeri) merupakan bahan pendukung berupa cairan encer bening tidak berwarna berfungsi untuk mengencerkan. Adapun penambahan strein ini adalah sekitar 35-40% dari fraksi volume resin
4) Gelcoat termasuk salah satu jenis resin polyester dan fungsi utamanya yaitu sebagai lapisan pelindung laimnasi kulit FRP dari goresan atau gesekan benda keras pada permukaan kulit, lapisan gelcoat merupakan lapisan terluar dari laminasi maka sebaiknya resin gelcoat (misalnya jenis gelcoat yang dipakai gelcoat 2141 TEX) mempunyai ketahanan yang sangat baik terhadap terpengaruhnya cuaca/lingkungan dari luar. Pada lapisan luar gelcoat ini diberi pewarna (pigmen) dan pemberian campuran zat pewarna tidak boleh lebih dari 15% dari resin gelcoat dengan ketebalan maksimum 15µ merupakan permukaan yang berhubungan langsung dengan cetakan (mold) saat proses laminasi.
5) Pigmen (pewarna) adalah campuran yang digunakan untuk memberikan warna pada lapisan luar yang dikehendaki yang dicampurkan pada gelcoat, misalnya: pigmen white super, pigmen color.
6) Paraffin ialah cairan yang berfungsi memberikan kesan cerah pada gelcoat yang telah diberi pigmen, pemakainya sedikit hampir sama dengan cobalt. 7) Lapisan pelepas (mold release) merupakan lapisan yang berfungsi untuk
mencegah laminasi tidak lengket dengan cetakan. Lapisan yang umumnya digunakan untuk lapisan utama adalah mold release wax (misalnya mirror glaze) dan lapisan berikut PVA
8) Talk yaitu jenis bubuk kapur yang dapat berfungsi sebagai dempul setelah dicampur dengan resin dan katalis.
Kekuatan kombinasi ditentukan oleh serabut-serabut gelas yang membentuk kombinasi tersebut. Kualitas fisik FRP ditentukan oleh tipe dan jumlah penguatan gelas yang biasanya digunakan. Penggunaan kombinasi yang berbeda dari jumlah dan tipe penguatan gelas maka tingkap kualitas fisik dapat bervariasi (Verweij, 1967 diacu dalam Liberty, 1997).
Penggunaan material fiberglass reinforcement plastic (FRP) untuk pembuatan kapal-kapal ukuran kecil pada kegiatan perikanan berkembang sejak awal tahun 1960-an. Negara-negara produsen seperti Amerika Serikat dan Jepang berusaha memasarkan jenis material ini ke negara-negara lainnya, termasuk Indonesia pada tahun 1970-an sebagai alternatif pengganti kayu dan besi (Pasaribu, 1985). Menurut Pasaribu (1985), karakteristik kapal ikan yang dibuat dari bahan FRP memilki ciri sebagai berikut:
1) Konstruksi tidak memerlukan sambungan-sambungan; 2) Daya tahan pemakaian lebih lama;
3) Kapal lebih ringan; 4) Mengapung lebih cepat;
5) Memiliki nilai stabilitas yang rendah; dan 6) Mudah mengalami defleksi
2.4 Stabilitas Kapal Perikanan
Stabilitas kapal adalah kemampuan kapal untuk kembali ke posisi semula (tegak) setelah menjadi miring akibat bekerjanya gaya dari dalam atau pun dari luar, yang terjadi pada kapal (Hind, 1982). Stabilitas dibagi ke dalam stabilitas statis dan stabilitas dinamis. Stabilitas statis (initial stability) adalah stabilitas kapal yang diukur pada kondisi air tenang dengan beberapa sudut keolengan pada nilai ton displacement yang berbeda.
Titik-titik penting/utama yang menentukan keseimbangan awal adalah:
1) Titik-titik berat (center of gravity) disingkat dengan titik G, merupakan titik tangkap/titik pusat dari gaya-gaya berat yang menekan tegak lurus ke bawah. (1) Letak titik berat kapal (G) selalu berada pada tempatnya, yaitu pada
sebuah bidang datar yang dibentuk oleh lunas (keel) dan haluan kapal, dimana letak kapal simetris terhadap bidang ini. Bidang di atas, disebut juga bidang simetris (center line) disingkat CL.
(2) Letak titik berat kapal (G) akan berubah bila mana dalam kapal tersebut terjadi penambahan, pengurangan, dan pergeseran muatan. Dalam stabilitas awal walaupun titik G keluar dari bidang simetris, tetapi tetap tidak mempengaruhi kapal. Pada kapal dalam keadaan tegak, titik G selalu berada pada bidang simetris.
2)Titik apung (B)
Titik apung (center of bouyancy) atau disingkat dengan titik B, merupakan titik tangkap dari semua gaya yang menekan tegak lurus ke atas, dimana gaya-gaya tersebut berasal dari air. Keadaan titik B tergantung dari bentuk bagian kapal dibawah garis air (WL), dan tidak pernah tetap selama adanya perubahan sarat (draft) kapal.
3) Titik metacentre (M)
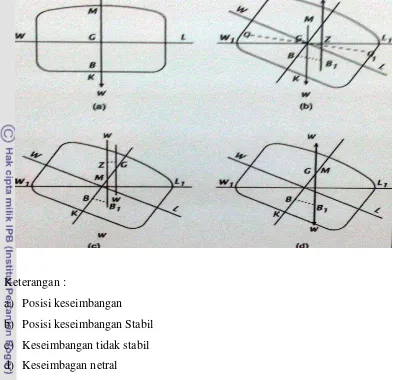
2.5 Macam-macam keseimbangan
Titik G hanya akan berubah bebas bila ada perubahan, pengurangan, atau pemindahan muatan. Sehubungan dengan perpindahan titik G sepanjang bidang simetri, serta letak dari kedua titik utama dan lainya, maka keseimbangan kapal dapat dibedakan dalam 3 macam, yaitu:
1) Keseimbangan positif/stabil (stable equilibrium) Keseimbangan kapal disebut positif, apabila: (1) titik G berada di bawah titik M
(2) GZ positif dengan momen penegak positif
(3) Momen penegak ini sanggup mengembalikan kapal ke posisi tegak semula.
2) Keseimbangan negatif/labil (unstable equilibrium) Kapal mempunyai keseimbangan negatif (labil), apabila: (1) Titik G berada di atas titik M
(2) GZ negatif, momen penegak tidak mampu untuk mengembalikan kapal ke posisi tegak semula, sehingga kemungkinan kapal akan terbalik.
3) Keseimbangan netral (neutral equilibrium) Keseimbangan netral, apabila:
(1) Letak titik G dan M berhimpit
Keterangan :
a) Posisi keseimbangan b) Posisi keseimbangan Stabil c) Keseimbangan tidak stabil d) Keseimbagan netral B Titik pusat apung G Titik pusat gravitasi M titik metacenter Q sudut oleng
3 METODE PENELITIAN
3.1 Tempat dan Waktu Penelitian
Penelitian dilaksanakan pada bulan November sampai Desember 2010
bertempat di galangan kapal PT. Carita Boat Taman Tekno BSD, Kecamatan
Setu, Kabupaten Tangerang Selatan, Banten.
3.2 Bahan dan Alat
Peralatan penelitian yang digunakan dalam penelitian meliputi : 1) Peralatan untuk mengukur kapal di lapangan
(1) Alat ukur panjang (2) Alat tulis
(3) Paku payung (4) Kamera (5) Spidol
2) Peralatan yang digunakan untuk menggambar dan mengolah data: (1) Alat tulis dan kalkulator
(2) Komputer (microsoft office, corel draw)
3.3 Metode Penelitian
Metode penelitian yang digunakan adalah metode studi kasus, Metode digunakan untuk mendapatkan informasi tentang gambaran desain dan konstruksi dari kapal yang akan diteliti secara sistematis dan akurat, dengan kasus yang ada di lapangan. Kasus tersebut dikaji dengan menggunakan satu buah industri kapal
fiberglass yang berada di Tangerang Selatan. Data yang dikumpulkan data primer dan skunder.
.
3.4 Metode Pengumpulan Data
Pengamatan dilakukan sejak awal pembuatan kapal atau pada saat mold
3.5Data Tabel Offset
Tabel offset adalah tabel yang berisikan data hasil pengukuran badan kapal. Data tabel offset merupakan data dasar pembuatan gambar rencana garis dan perhitungan parameter hidrostatis. Data- data yang diperlukan yaitu berupa: 1) Dimensi utama yang terdiri dari panjang kapal (L), lebar kapal (B), dan dalam
kapal (D)
2) Parameter hidrostatis kapal terdiri dari Volume Displacement (∇), Ton
Displacement (Δ), Waterplane Area (Aw), Ton Per Centimeter (TPC),
Coefficient of block (Cb), Coefficient of vertikal prismatic (Cvp), jarak titik apung (B) terhadap lunas (K), jarak tititk apung (B) terhadap titik metacenter
(M), jarak metacenter (M) terhadap lunas (K), jarak titik apung terhadap
metacenter longitudinal (BML), jarak metacenter longitudinal terhadap lunas (KML), jarak titik berat (G) terhadap lunas (K), dan jarak titik berat (G)
terhadap metacenter (M), Coefficient of midship (C⊗), Coefficient of
waterplane (Cw), Coefficient of prismatic (Cp).
3) Langkah-langkah dalam pengukuran kapal untuk mendapatkan tabel offset
adalah:
(1) Kapal, yang akan diukur diatur kedudukanya agar mudah dalam pengukuran hingga ukuran tepat pada posisi datar dengan menggunakan waterpass yang diletakkan pada bagian lunas dan lebar badan kapal
(2) Kayu yang diletakkan pada ujung haluan dan buritan kapal digunakan sebagai tempat terbentangnya tali atau benang yang disebut dengan standar line. Tali diatur sedemikian agar berada pada garis pusat longitudinal kapal (3) Standar line dibagi menjadi 11 koordinat. Ordinat 0 berada di buritan dan ordinat 10 berada di haluan ditarik garis perpotongan mendatar yang akan diproyeksi ke lambung kapal dengan menggunakan pendulum yang telah diberi tanda setiap 10 cm. Setiap ordinat diukur tingginya mulai dari
(4) Kemiringan linggi diperoleh dengan cara merentangkan benang dengan pemberat diujung haluan base line. Kemudian ukur jarak horizontal dari benang ke linggi haluan setiap 5 cm.
3.6Stabilitas
Analisis stabilitas hanya melihat dari perbedaan nilai KG dan GM. Jika nilai KM lebih besar dari nilai KG, berarti kapal tersebut memiliki nilai positif atau mempunyai kestabilan positif. Jika KM lebih besar dari KG, berarti kapal tidak memiliki nilai kestabilan. Nilai KM sama dengan KG maka kapal berada pada titik seimbang atau kestabilan netral.
3.7 AnalisaData
Pengolahan data yang dilakukan berdasarkan data pengukuran yang diperoleh melalui pengukuran langsung pada kapal yang diteliti. Data tersebut diolah dengan metode numerik menggunakan formula-formula naval architect. Pengolahan data yang dilakukan untuk mendapatkan nilai parameter hidrostatik dari kapal yang diteliti. Formula yang digunakan untuk menghitung adalah sebagai berikut:
1) Volume displacement, dengan metode Simpson:
) ... (1)
Keterangan:
A = luas pada WL tertentu (m2)
2) Ton displacement(Δ), dengan rumus:
Δ=Ѷx δ ... (2) Keterangan:
∇ = volume displacement (m3)
3) Waterplane area (Aw), dengan rumus simpson I:
Aw= h/3 (Y0 + 4Y1 + 2Y2+ .... + 4Yn + Yn+1) ... (3)
Keterangan:
H = jarak antar ordinat pada garis air (WL) Tertentu Yn = lebar pada ordinat ke- n (m)
7) Coefficient of prismatic (Cp), dengan rumus:
Cp= ∇/( A⊗xL) ... (7)
Keterangan:
A⊗ = luas tengah kapal (m2) L = panjang kapal (m)
8) Coefficient of vertical presmatic (Cvp), dengan rumus:
Cvp= ∇ / (Aw x d) ... (8)
Keterangan:
9) Coefficient of waterplane (Cw), dengan rumus:
10) Jarak titik apung (B) terhadap lunas (K), dengan rumus:
KB= 1/3 [2,5 d – (∇/Aw) ... (10)
Keterangan:
∇ = volume displacement (m3) Aw = waterplane area (m2) d = draft kapal (m)
11) Jarak titik apung (B) terhadap titik metacentre (M), dengan rumus: BM= I/ ∇ ... (11)
Keterangan:
∇ = volume displacement (m3) I = moment innertia
12) Jarak metacentre (M) terhadap lunas (K), dengan rumus:
KM= KB + BM ... (12) Keterangan:
KB = jarak titik apung terhadap lunas BM = jarak titik apung terhadap metacentre
13) Jarak titik apung terhadap metacentre longitudinal (BML), dengan rumus:
BML = IL / ∇ ... (13)
Keterangan:
IL = innertia longitudinal
∇ = volume displacement (m3)
14) Jarak metacentre longitudinal terhadap lunas (KML), dengan rumus:
KML = KB + BML ... (14)
Keterangan:
KB = jarak titik apung terhadap lunas
15) Jarak titik berat (G) terhadap lunas (K), dengan rumus:
KG = Δ / I ... (15) Keterangan:
Δ = ton displacement
I = moment inersia
16) Jarak titik berat (G) terhadap metacenter (M), dengan rumus:
GM = KM – KG ... (16) Keterangan:
KM = jarak metacenter terhadap lunas KG = jarak titik berat terhadap lunas
3.8 Analisis Data
Analisis desain dilakukan dengan membandingkan nilai parameter-parameter
desain kapal berupa nilai koefisien bentuk dan nilai rasio dimensi kapal yang
diperoleh dari hasil perhitungan parameter hidrostatis dengan standar nilai acuan
4
KONDISI UMUM LOKASI PENELITIAN
4.1 Sumber Daya Manusia PT. Carita Boat
PT. Carita Boat merupakan pusat galangan kapal yang berada di Taman Tekno BSD Blok H 1 NO. 3A sektor XI, Kecamatan Setu, Kota Tangerang Selatan, Banten. PT. Carita Boat mempunyai cabang yang berada di daerah Bojonegoro - Banten.
Cabang PT. Carita Boat yang berada di Jalan Raya Bojonegara Desa Margagiri, Serang Banten. Bojonegara mempunyai gudang atau galangan kapal yang lebih besar dibandingkan gudang yang terdapat di Taman Tekno sehingga PT. Carita Boat yang berada di Bojonegoro dapat membuat kapal yang beukuran kecil maupun kapal yang berukuran besar. Sedangkan pusat PT. Carita Boat hanya memiliki gudang atau galangan kapal yang berukuran kecil, sehingga hanya kapal yang berukuran kecil saja yang dapat dibuat di tempat ini. Dilihat dari jumlah pegawai yang ada di PT. Carita Boat sebanyak 7 pegawai dengan keahlian masing- masing, seperti : ahli kapal, ahli desain, quality control, dan managemen keuangan. Agar lebih jelas bisa dilihat di lampiran I.
4.2Struktur Organisasi PT. Carita Boat
Gambar 9 struktur organisasi PT. Carita Boat Direktur
Wakil Direktur
Ahli Desain
Manager Keuangan Ahli Kapal Quality Control
5 HASIL DAN PEMBAHASAN
5.1 Desain dan Konstruksi
Desain dan Konstruksi merupakan hal yang sangat mendasar dalam rencana pembuatan kapal fiberglass, karena sangat berpengaruh pada ketahanan, manuver, kestabilan, dan laik atau tidaknya kapal berlayar yang telah ditetapkan oleh Biro Klasifikasi Indonesia (BKI). Desain dan konstruksi kapal dibuat dengan ketelitian tinggi yang pada akhirnya menggunakan sebuah software yang membantu mempermudah dalam pembuatan design kapal, software ini bernama Maxsurf. Maxsurf adalah permukaan tiga dimensi yang kuat, dengan pemodelan sistem yang digunakan dalam bidang desain laut.
5.2 Desain
Pada tahap awal pembuatan kapal, rencana desain umum kapal dibuat dengan menggunakan software Maxsurf agar desain dan kapal yang akan dibuat sesuai dengan desain dan mempermudah dalam tahap pengerjaan. Dari sini akan didapatkan gambar teknis yang terdiri dari general arragement (GA) dan lines plan sehingga kapal yang dibuat sesuai dengan gambar desain. Dalam mendesain kapal fiberglass PT. Carita Boat membagi kontruksi lambung kapal 3 (tiga) bagian utama yaitu bagian badan kapal bagian bawah (hull), bagian geladak kapal (deck), dan bagian bangunan atas kapal (superstructure) dimana masing-masing bagian dibuat dengan konstruksi FRP yang dicetak dengan sistem hand lay-up
(cara yang paling sederhana dan cetakan terbuka yang paling tua dalam proses fabrikasi komposit). Sistem ini agar mempermudah dalam pengerjaan proses pembuatan kapal.
5.3 Kapal
Kapal yang terbuat dari bahan fiberglass dirancang untuk mengoperasikan alat tangkap purse seine. Alat tangkap purse seine merupakan jenis alat pukat lingkar, karena dioperasikannya dengan cara dilingkarkan pada gerombolan ikan yang kemudian tali pengerut ditarik agar diameter pukat mengecil. Kapal purse seine yang diteliti merupakan kapal fiberglass yang dibuat dengan cara tradisional yang biasa disebut hand lay up (tangan diatas). Spesefikasi kapal fiberglass purse seine yang diteliti sebagai berikut:
Tipe : Kapal purse seine fiberglass
Bahan : Fiberglass
Dimensi utama kapal merupakan faktor penting suatu perencanaan pembangunan sebuah kapal ikan yang dapat mempengaruhi performa kapal. Performa kapal ikan dapat ditentukan dengan menggunakan nilai rasio dimensi. Rasio panjang dan Lebar (L/B) dapat mempengaruhi resistensi kapal, sedangkan rasio antara panjang dan dalam (L/D) berpengaruh terhadap kekuatan memanjang kapal (Fyson, 1985).
Tabel 2 Perbandingan nilai rasio dimensi utama kapal purse seine.
Rasio Dimensi Kapal yang diteliti Nilai acuan
L/B 3.75 2,60 - 9,30
Nilai rasio L/B digunakan untuk menganalisis tahanan gerak dan kecepatan suatu kapal. Semakin kecil nilai rasio L/B maka kapal memiliki tahanan gerak kapal yang besar yang berpengaruh pada kecepatan kapal yang mengakibatkan kecepatan memburuk. Hasil perhitungan nilai rasio L/B sebesar 3,75. Nilai ini termasuk golongan kecil karena kapal purse ini memiliki badan kapal yang lebar/luas area gesekan kapal besar sehingga kecepatan kapal kecil.
Nilai rasio L/D adalah kekuatan memanjang suatu kapal. Semakin besar nilai rasio L/D, maka akan mengakibatkan kekuatan memanjang kapal melemah. Nilai rasio L/D sebesar 15 dapat digolongkan besar karena lebih dari setengah acuan. Hal ini menunjukkan bahwa kekuatan memanjang dari kapal 25 GT bisa dikatakan sangat baik.
5.4 Kebutuhan Bahan dan Alat
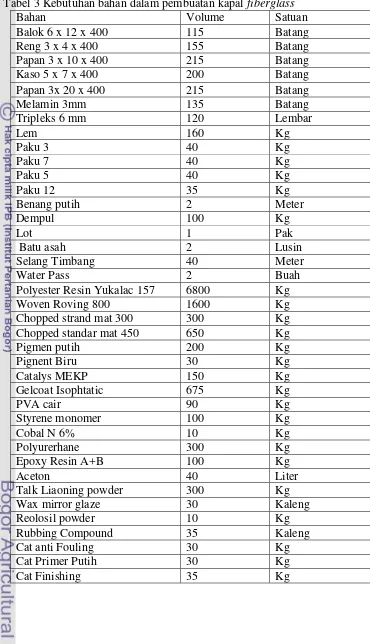
Tabel 3 Kebutuhan bahan dalam pembuatan kapal fiberglass
Bahan Volume Satuan
Polyester Resin Yukalac 157 6800 Kg Woven Roving 800 1600 Kg
Gelcoat Isophtatic 675 Kg
PVA cair 90 Kg Rubbing Compound 35 Kaleng Cat anti Fouling 30 Kg Cat Primer Putih 30 Kg
5.4.1 Bahan pokok yang digunakan
1 Bahan dasar resin adalah minyak bumi dan residu tumbuhan. Resin Yukalac 157 merupakan resin yang sudah ditambahkan accelerator.
Gambar 10 Resin Yukalak 157
2) Katalis merupakan cairan kimia yang ditambahkan resin agar cepat mengeras secara kimia biasanya disebut hardener.
Gambar 11 Hardener
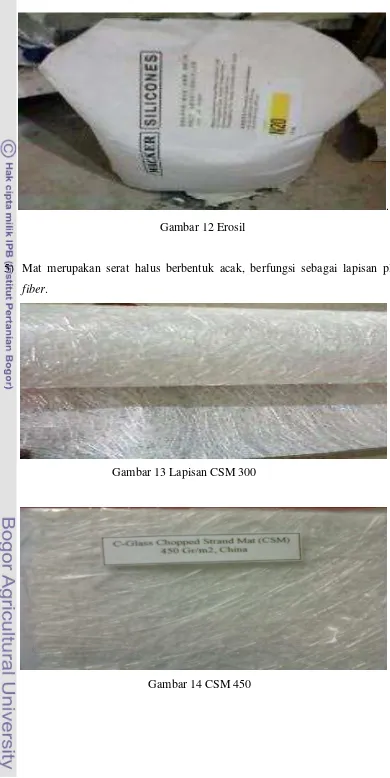
3) Talk (tepung khusus) salah satu bahan pembuat Gelcoat (lem fiber) dan dempu.
. Gambar 12 Erosil
5) Mat merupakan serat halus berbentuk acak, berfungsi sebagai lapisan plat
fiber.
Gambar 13 Lapisan CSM 300
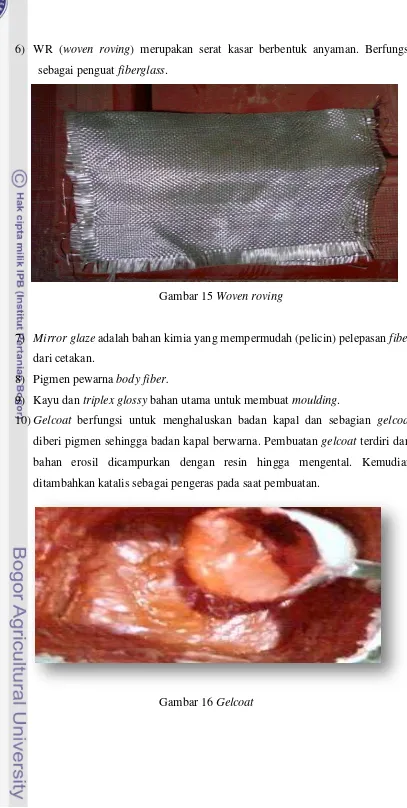
6) WR (woven roving) merupakan serat kasar berbentuk anyaman. Berfungsi sebagai penguat fiberglass.
Gambar 15 Woven roving
7) Mirror glaze adalah bahan kimia yang mempermudah (pelicin) pelepasan fiber
dari cetakan.
8) Pigmen pewarna body fiber.
9) Kayu dan triplex glossy bahan utama untuk membuat moulding.
10)Gelcoat berfungsi untuk menghaluskan badan kapal dan sebagian gelcoat
diberi pigmen sehingga badan kapal berwarna. Pembuatan gelcoat terdiri dari bahan erosil dicampurkan dengan resin hingga mengental. Kemudian ditambahkan katalis sebagai pengeras pada saat pembuatan.
5.4.2 Alat bantu yang digunakan
1 Kuas roll dan kuas biasa
Dalam penggunaannya, kuas roll harus dalam keadaan bagus (tidak cacat), karena jika kuas roll tidak bagus, maka pada saat proses pelapisan dapat menyebabkan timbulnya gelembung udara (struktur laminasi).
2 Mesin gerinda
Mesin gerinda berfungsi menghaluskan atau menyatukan bagian kapal.Penggunaan alat mesin gerinda untuk menghaluskan permukaan master cetakan yang kasar, sehingga dalam penggunaan master cetakan tidak ada kecacatan pada kapal yang telah dicetak.
3 Mesin mixer
alat yang berfungsi mengaduk adonan gelcoat dan lain-lain. 4 Alat pemotong
Alat pemotong berfungsi sebagai pemotong pada bahan yang sangat keras atau kaso dan kayu dalam pembangunan kapal fiberglass. Alat ini sangat membantu dalam pengerjaan master cetakan kapal.
5 Amplas
Amplas berfungsi menghaluskan permukaan kapal yang tidak rata. alat ini digunakan secara manual maupun dengan tenaga manusia.
6 Kompresor
Banyak kegunaan dalam alat ini salah satunya ialah untuk mengecat badan kapal.
7 Sendok kecil
Alat seperti sendok ini memiliki ujung sendok tipis dan lebar befungsi sebagai menempelkan demput pada saat perataan permukaan kapal
8 Ember bekas dan gayung
5.5 Proses Produksi
Gambar 17 Proses pembuatan kapal
Metode yang digunakan dalam pembuatan kapal fiberglass adalah metode
hand lay-up, metode tradisonal ini yang paling sederhana dan cara cetakan terbuka dalam proses fabrikasi komposit. PT. Carita Boat sendiri mengacu pada 3 proses pembangunan kapal fiberglass secara kasar. Proses awal ialah master cetakan yang hanya terbuat dari kaso dan kayu. Sedangkan proses yang kedua adalah cetakan kapal yang sudah halus dengan sudah ada penambahan serat. Untuk batas antara master dan cetakan pada saat proses pemasangan frame kapal. Tahap terakhir atau ketiga pembangunan kapal sudah bisa dilakukan. Semua proses pembangunan kapal fiberglass dilakukan dengan prosedur yang telah ditetapkan oleh mandor dengan ketentuan BKI yang berlaku.
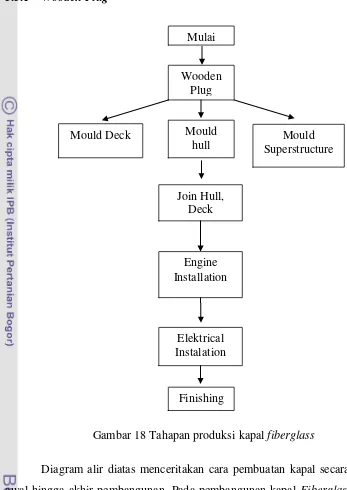
Tahapan dalam pembuatan pelaksaan proses produksi terbagi atas wooden plug, Fibreglass Reinforce Plastic (FRP), moulding, join hull, deck, dan
superstruktur, engine instalation, electrical instalation, finishing, harboul trial,
dan pekerjaan terapung. Pada dasarnya proses dapat dikatakan selesai hingga
finishing, tetapi karena pengujian yang harus tetap dilakukan agar dapat mengetahui kesalahan yang dilakukan
Mulai
Pembuatan Kapal Master Cetakan
Cetakan
5.5.1 Wooden Plug
Gambar 18 Tahapan produksi kapal fiberglass
didasarkan pada ukuran dari desain kapal. Semua material yang digunakan dalam proses ini adalah berupa kayu papan dan kayu ring.
Wooden plug sangat mempengaruhi terhadap kualitas kehalusan permukaan kapal yang akan dibuat, sehingga pada proses ini dilakukan pekerjaan secara seksama. Mulai pada saat pendempulan, pengamplasan baik secara manual atau elektrik. Karena pembuataan master cetakan ini sangat mempengaruhi kapal yang akan dibangun. Pembuatan cetakan dibagi menjadi tiga baik. Bagian pertama ialah pembuatan hull, deck, dan superstructure. Proses dibawah ini merupakan pembuatan master cetakan dalam pembangunan kapal.
Gambar 19 Proses pembuatan cetakan kapal
Gambar diatas merupakan perwakilan pembangunan master cetakan yang terbagi menjadi tiga bagian: hull, deck, dan superstructure. Langkah awal dalam pembangunan master cetakan ialah lunas kapal dan pemasangan frame atau pondasi kapal dengan bahan kayu dan kaso membentuk gading-gading yang sebelumnya telah diperhitungkan secara tepat agar master cetakan dan kapal yang dibuat kokoh dan sesuai dengan Biro Klasifikasi Indonesia (BKI).
Mulai
Moulding/mold
Pasang Frame
Pasang Triplek
Melamin dan Dempul
Sumber PT. Carita Boat
Gambar 20 Pembuatan pondasi kapal
Pembangunan pondasi kapal ialah langkah awal sebelum pemasangan
frame kapal. Karena pondasi awal kapal ini dibentuk dari lunas kapal hinggal gading-gading kapal yang merupakan letak kekuatan kapal yang akan dibuat.
Sumber PT. Carita Boat
Gambar 21 Cetakan kapal tampak luar
Sumber PT. Carita Boat
Gambar 22 Proses pemasangan frame
Dalam pembangunan kapal fiberglass pada proses pemasangan frame akan terlihat gading dan galar yang menjadi dasar kapal itu sendiri. Gading merupakan kekuatan melintang kapal terbuat dari kayu yang dibentuk mengikuti model perahu. Sedangkan galar berfungsi sebagai penunjang kekuatan secara memanjang atau secara longitudinal kapal. Sama seperti gading-gading penempelan bahan kayu untuk galar yang dilapisi oleh bahan fiberglass. Fungsi fiberglass sebagai bahan pelapis kayu yaitu agar gading-gading tahan lama dan kuat. Menurut standar BKI jarak panjang antara gading dari ujung haluan sebesar 0.2 L dan di buritan puncak tidak lebih dari 50 cm.
Sumber PT. Carita Boat
Proses pemasangan frame dengan serat kaca yang merupakan proses selanjutnya setelah pondasi kapal telah terbentuk, untuk pemasangan frame
diberikan pada daerah gading, gading dan permukaan kapal yang sudah diberi triplek terlebih dahulu. Fungsi pemasangan frame ini agar pondasi kapal lebih kuat dan rapi atau permukaan dapat merata. Setelah pemasangan frame maka akan dilakukan pemasangan triplek yang akan meratakan permukaan cetakan kapal, sehingga gading dan galar kapal yang telah terlihat.
Sumber PT. Carita Boat
Gambar 24 Tahapan penggunan melamin dan dempul
Selanjutnya ialah pemerataan pada permukaan hull kapal menggunakan melamin dan dempul. Dari proses ini permukaan hull kapal yang belum rata akan disamaratakan sehingga pada saat mencetak kapal tidak terjadi kulit kapal yang akan rusak (tidak rata). Dalam proses ini kapal dibuat sehalus mungkin dan harus dibersihkan dari kotoran agar tidak ada kesalahan dalam mencetak kapal dan cetakan siap dipakai.
Sumber PT. Carita Boat
Gambar 25 Ballast tampak luar
Sumber PT. Carita Boat
Gambar 26 Ballast tampak dalam
5.5.2 FRP (Fibreglass Reinforce Plastic) Moulding
(CSM) 300 dan 450, Woven Roving 600 dan 800 perlu dicermati. Penguat mat atau WR atau Woven roving ditaruh secara manual dalam cetakan terbuka, resin ditual, dikuas atau disemprotkan ke lapisan glass. Udara yang terjebak dihilangkan secara manual dengan penekan atau roller untuk menyelesaikan struktur laminasi. Setelah diperoleh ketebalan tertentu maka FRP moulding
dilepaskan dari wooden plug. Semua proses ini berlaku pada semua bagian kapal yaitu:
1Mould Deck
2Mould Superstructure
3Mould Hull
Gambar 27 Bagan alir proses pembuatan hull
Bagan alir diatas menjelaskan pembuatan hull (lambung kapal). Karena sudah dijelaskan cara pembuatan master wooden plug nya maka diagram diatas diceritakan pembuatan proses cara mencetak bagian hull. Pengecoran menggunakan alat roll dengan bahan resin hingga kering setelah itu ditambahkan
gelcoat (campuran adonan erosil dengan resin dan katalis) sehingga dapat ditambahkan serat kaca (bahan fiber) yang sesuai dengan ketentuan BKI yaitu Mat 300, Mat 450 WR 800, Mat 450 WR 800 dan seterusnya hingga proses laminasi benar-benar kering karena sinar matahari untuk pengeringan sangat menentukan agar tidak terdapat rongga udara. Setelah proses laminasi selesai dilanjutkan
Mulai
Hull
Selesai Pelepasan
Cetakan Pemasangan
Konstruksi Laminasi
Gelcoating
dengan proses pemasangan kontruksi seperti pemasangan kaso/kayu agar pondasi diperkuat. Proses terakhir ialah pelepasan cetakan menggunakan mirror glaze agar cetakan tidak rusak akibat pelepasan.
Gambar 28 Proses pembuatan deck dan superstructure
Mulai
Deck dan Bangunan atas
Persiapan
Pasang
Frame
Pasang Triplek
Pemasangan Konstruksi Persiapan dan
Cetakan
Melamin dan Dempul
Gelcoating
Laminasi
Pelepasan Cetakan
Proses bagan alir diatas menjelaskan cara pembuatan kapal fiberglass
dibagian atas kapal yaitu deck dan superstructure. Proses pembuatannya sama dengan pembuatan hull tidak ada perbedaan disemua tahap proses hanya pemberian serat kaca yang berbeda dan penambahan lapisan isopaltic resin gelcoat karena lapisan ini menjadikan jalan deck tidak licin, pada bagian atas tidak begitu banyak pemberian serat karena akan menjadi beban kapal itu sendiri.
5.5.3 Join hull, deck dan superstructure
Assembly (penggabungan) adalah penggabungan dari ketiga bagian yang sudah dicetak terlebih dahulu yaitu: Hull, Deck, dan Superstructure (bagian atas kapal). Untuk penggabungan yang pertama dilakukan terlebih dahulu antara hull
kapal dan deck. Kemudian diantara deck dan bangunan atas kapal (superstructure). Sambungan diberi screw dan lem, lalu dihaluskan sampai bentuk
Gambar 29 Proses penyatuan atas dan bawah kapal fiberglass
5.5.4 Engine instalation
dipasang pada kemiringan tertentu sehingga akan diperoleh kekuatan atau daya dorong yang efektif. Kemudi (rudder) dipasang tepat dibelakang propeller yang dihubungkan secara hydraulic dengan stir yang ada diruang kabin.
5.5.5 Electrical instalation
Sumber energi listrik yang men-supply kapal berasal dari baterry. Energi tersebut mengalir ke semua instalasi seperti :
1) Start engine; 2) Lampu penerangan; 3) Lampu navigasi; 4) Pompa-pompa; dan 5) Listrik lainnya.
Untuk lampu sendiri mengikuti peraturan yang berlaku pada dunia maritim, sedangkan untuk lampu penerangan dipasang menurut perencanaan.
5.5.6 Finishing
Finishing merupakan tahap akhir dalam pemasangan accessories yang ada di kapal. Selain itu pula pengecatan pada kapal. Untuk pengecetan sendiri dibagi menjadi 2 (dua) bagian yaitu: bottom dan top side.
1) Bottom terdiri dari cat primer (merupakan cat dasar) dan cat anti fouling yang anti terhadap binatang dan tumbuhan laut.
2)Sedangkant top side terdiri dari cat primer (cat dasar) dan cat finish yang warnanya disesuaikan dengan keinginan owner (pemilik).
Gambar 30 Proses finishing
5.5.7 Harbour trial
Harbour trial merupakan pengecekan atau berupa tes perlalatan-peralatan yang terpasang di kapal, seperti : peralatan navigasi dan komunikasi, pompa-pompa dan peralatan lainya. Harbour trial ini berfungsi agar semua peralatan berjalan dengan baik dan tidak ada peralatan yang tidak berfungsi atau cacat pada saat peluncuran kapal.
Mulai
Selesai
Pengecetan
Deck Finishing
Deck
Pengecatan Lambung
Finishing Hull Finishing
Pengecatan Ruang
Finishing
5.5.8 Pekerjaan Terapung
Pekerjaan terapung adalah pekerjaan yang dilakukan ketika kapal berada di atas air karena ada pekerjaan yang belum terselesaikan seperti Hull, deck, dan interior ketika kapal masih berada di galangan kapal. Apabila semua item sudah terpasang maka dilanjutkan dengan pengetesan diatas garis air, yaitu berupa:
1) Main engine dan engine bearing fixing yaitu berupa pengecekan kinerja mesin induk, RPM, heating engine.
2) Inclining test merupakan pengujian kestabilan kapal. Pengujian dilakukan dengan cacatan semua peralatan sudah terpasang di dalam kapal.
3) Sea trial adalah pengujian kecepatan kapal, manuvering, dan fungsi peralatan komunikasi navigasi.
5.6 Susunan Material Badan Kapal
Kapal perikanan disusun berdasarkan pembagiannya, dibagi menjadi beberapa susunan. Yaitu:
1 Lunas kapal (keel)
Bagian yang paling bawah kapal yang paling bawah menonjol dan bagian bawah kapal seharusnya memiliki standar lapisan sebanyak 22 lapisan yang terdiri dari lapisan isopaltic resin gelcoat, satu lapisan CSM 300 gr/m, 10 lapisan CSM 450 gr/m, dan 10 lapisan woven roving 800 gr/m. lapisan diberikan begitu banyak karena lapisan lunas ini sangat penting karena selalu bergesekan dengan air ketikan kapal berjalan, selalu terendam air, dan memecahkan arus yang datang di bawah kapal. Bukan hanya lunas yang diberikan banyak lapisan, bagian belakang kapal yang berbentuk datar atau tidak lancip yang diberikan perlakuan yang sama dengan alasan bagian belakang kapal sangat berbahaya ketika terjadi ombak datang yang mengarah ke arah belakang kapal. Tapi PT. Carita boat sendiri mematok lapisan sebagai berikut:
1) Lapisan Isopaltic resin gelcoat
2) Satu lapisan 300 gr/m CSM (chopped strand mat) 3) 8 lapisan 450gr/m CSM
4) 7 lapisan WR (woven roving) 800gr/m
dikurangai ialah 2 lapisan 450gr/m dan 3 lapisan 800gr/m. terjadinya pengurangan dikarenakan kuranganya biaya pembangunan kapal tapi menurut PT. Carita boat sendiri tidak ada masalah dengan standar BKI karena pengurangan sudah diketahui BKI dan kapal ikan ini besertifikat BKI. Dengan adanya pengurangan pada serat maka berpengaruh pada usia kapal atau keawetan kapal maka perlu perawatan yang ekstra dalam perawatan kapal.
2 Badan Kapal Bagian Bawah (Bottom seel)
Bagian bawah dari badan ini selalu terendam oleh air sehingga lapisannya mencapai 17 lapisan (layer). Yang terdiri dari:
1) Lapisan isopaltic resin gelcoat
2) Satu lapisan 300 gr/m CSM (chopped strand mat) 3) 8 lapisan 450 gr/m CSM
4) 7 lapisan WR (woven roving) 800gr/m
Untuk badan kapal bagian bawah sudah sesuai dengan standar BKI, tapi teradapat penambahan pada lapisan CSM 450gr/m sehingga mempertebal bagian bawah kapal. Semakin banyak lapisan serat yang digunakan makan kapal semakin bagus dan memiliki umur yang panjang tapi akan mempengaruhi harga pembangunan kapal.
3 Badan Kapal Diatas Air (side seel)
Bagian diatas air terdapat di atas garis air (water line) jadi jarang terkena air jika tidak ada gelombang datang, tapi terkadang terjadi berbenturan antar kapal di dermaga dan sering bergesekan dengan dermaga pelabuhan sehingga Lapisannya sebanyak 10 lapisan, yang terdiri dari:
1) Lapisan isopaltic resin gelcoat
2) Satu lapisan 300 gr/m CSM (chopped strand mat) 3) 4 lapisan 450gr/m CSM
4) 4 lapisan WR (woven roving) 800gr/m
Seharusnya lapisan bagian ini memiliki 14 lapisan yang terdiri dari lapisan
4 Badan Kapal Bagian Atas (kabin)
Bagian badan diatas atau kabin untuk menopang para awak kapal. Sehingga lapisannya sebanyak 10 lapisan sama dengan side seel, terdiri dari:
1) Lapisan isopaltic resin gelcoat
2) Satu lapisan 300 gr/m CSM (chopped strand mat) 3) 4 lapisan 450gr/m CSM penyimpanan barang-barang kapal, dilapisi 7 lapisan, yaitu:
1) Lapisan isopaltic resin gelcoat
2) Satu lapisan 300 gr/m CSM (chopped strand mat) 3) 3 lapisan 450gr/m CSM
4) 2 lapisan WR (woven roving) 800gr/m
6 Wheel House
Rumah kapal berfungsi sebagai tempat kemudi dan tempat berteduh dengan lapisan tidak terlalu tebal. Rumah kapal selalu berhadapan langsung pada angin yang datang ketikal kapal berjalan dengan kencang. Sehingga penyatuan antara wheel house dengan badan kapal harus kuat. Terdiri dari 5 lapisan:
1) Lapisan isopaltic resin golcoat
2) Satu lapisan 300 gr/m CSM (chopped strand mat) 3) 2 lapisan 450gr/m CSM
Sumber PT. Carita Boat