KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian dari
Syarat-syarat Mendapatkan Gelar Sarjana Sains Terapan
Oleh :
JOST IRIANTO SIANTURI
045204012
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
DENGAN METODE OVERALL EQUIPMENT EFFECTIVENESS (OEE) DI PT. CENTRAL PROTEINA PRIMA Tbk
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian dari
Syarat-syarat Mendapatkan Gelar Sarjana Sains Terapan
Oleh :
JOST IRIANTO SIANTURI
045204012
Disetujui Oleh,
Dosen Pembimbing I Dosen Pembimbing II
( Ir. Poerwanto, M.Sc ) ( Ir. Ukurta Tarigan, MT )
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A IV
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
“SERTIFIKAT EVALUASI KARYA AKHIR” No. : ..……/ H5.2.1.4.2.8/KRK/2010
Kami yang bertanda tangan dibawah ini, menyatakan bahwa setelah melakukan : - Evaluasi hasil Seminar DRAFT Karya Akhir
- Pemeriksaan Terhadap Perbaikan DRAFT Karya Akhir terhadap mahasiswa :
Nama : Jost Irianto Sianturi
N I M : 045204012
Tempat dan tanggal lahir : Medan, 21 Agustus 1985
Judul Karya Akhir : Peningkatan Efektivitas Mesin Extruder Matador EX 920 Dengan Metode Overall Equipment Effectiveness (OEE) Di PT. Central Proteina Prima Tbk
menetapkan ketentuan-ketentuan berikut sebagai hasil evaluasi :
Dapat menerima perbaikan Karya Akhir Program studi Teknik Manajemen Pabrik dan kepada penulisnya diizinkan untuk mengikuti Sidang Sarjana yang akan diadakan Program studi Teknik Manajemen Pabrik FT USU.
Medan, ... Tim Pembanding,
Pembanding I, Pembanding II, Pembanding III,
Ir. Sugih Arto Pujangkoro, MM Buchari, ST, M.Kes Ir. Nurhayati Sembiring, MT Tanggal, ... Tanggal, ... Tanggal, ...
Pembimbing I, Pembimbing II, Ketua ,
berhubungan dengan efektivitas mesin/peralatan yang diakibatkan oleh six big losses. Pada mesin Extruder Matador ini masalah yang sering terjadi adalah menurunnya kemampuan kerja dari mesin diakibatkan oleh terjadinya kegosongan pakan yang menjadi kerak-kerak pada permukaan plat-plat sehingga mengakibatkan menurunnya efisiensi kerja mesin Extruder Matador, hal ini mengakibatkan kondisi mesin menjadi menyimpang dari keadaan semula.
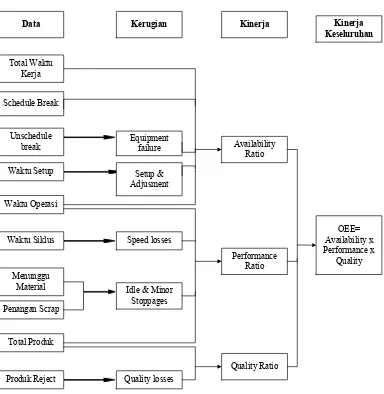
Total Productive Maintenance (TPM) adalah suatu prinsip manajemen untuk meningkatkan produktivitas dan efisiensi produksi perusahaan dengan menggunakan mesin secara efektif. Tidak tepatnya penanganan dan pemeliharaan mesin akan mengakibatkan kerugian-kerugian disebut dengan Six Big Losess yaitu
breakdown losses, set-up and adjustment losses, reduced speed losses, idling and minor stoppages, rework losses dan yield scrap losses.
Tahapan pertama dalam usaha peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektifitas mesin Extruder Matador dengan menggunakan metode Overall Equipment Effectifitas (OEE) yang kemudian dilanjutkan dengan pengukuran OEE six big losses untuk mengetahui besarnya efisiensi yang hilang pada keenam faktor six big losses. Dari keenam faktor tersebut selanjutnya dicari faktor apa yang memberikan kontribusi terbesar yang mengakibatkan besarnya efisiensi pada mesin Extruder Matador.
Dengan diagram sebab akibat dapat dianalisa masalah sebenarnya yang menjadi penyebab utama tingginya kerugian yang mengakibatkan rendahnya efisiensi mesin Extruder Matador.
Kesimpulan yang dapat diambil berdasarkan hasil perhitungan OEE pada mesin Extruder Matador selama periode Januari 2009 – Oktober 2009 diperoleh nilai Overall Equipment Effectiveness (OEE) berkisar antara 11,51% sampai 85,78%. Kondisi ini menunjukkan bahwa kemampuan mesin Extruder Matador
dalam mencapai target dan dalam pencapaian efektivitas penggunaan mesin/peralatan belum mencapai kondisi yang ideal (≥85%).
Segala Puji dan Syukur penulis panjatkan kehadiran Tuhan Yang Maha
Esa yang telah memberikan kasih dan setia-Nya kepada penulis sehingga penulis
dapat menyelesaikan Karya Akhir dengan judul “Peningkatan Efektivitas Mesin
Extruder Matador EX920 Dengan Metode Overall Equipment Effectivess di PT. Central Proteina Prima Tbk.
Dalam penyusunan Karya Akhir ini, penulis banyak mendapat bimbingan
dan arahan dari berbagai pihak antara lain :
1. Bapak Ir. Poerwanto, MSc, selaku dosen pembimbing I yang telah banyak
memberikan bimbingan dan pengarahan dalam menyelesaikan karya akhir
ini.
2. Bapak Ir. Ukurta Tarigan, MT, selaku dosen pembimbing II yang telah
menyediakan waktu dan perhatian untuk membimbing penulis dalam
menyelesaikan karya akhir ini.
Karya Akhir ini disusun berdasarkan Buku Pedoman Karya akhir Program
Pendidikan Diploma IV Tahun 2007 yang telah direvisi.
Medan, Maret 2010 Penulis,
Dalam penulisan karya akhir ini, penulis banyak mendapat bantuan dari
berbagai pihak sehingga laporan ini dapat diselesaikan. Pada kesempatan ini
dengan kerendahan hati dan ketulusan hati penulis mengucapkan banyak terima
kasih kepada:
3. Bapak/Ibu Dosen Depertemen Teknik Industri atas ilmu dan nasehat yang
diberikan selama mengikuti perkuliahan.
4. Ibu Rosnani Ginting, MT, selaku ketua Departemen Teknik Industri, Fakultas
Teknik Universitas Sumatera Utara.
5. Bapak Ir. Poerwanto, MSc, selaku dosen pembimbing I yang telah banyak
memberikan bimbingan dan pengarahan dalam menyelesaikan karya akhir
ini.
6. Bapak Ir. Ukurta Tarigan, MT, selaku dosen pembimbing II yang telah
menyediakan waktu dan perhatian untuk membimbing penulis dalam
menyelesaikan karya akhir ini.
7. Bapak Tagor Situmorang, selaku pembimbing perusahaan di PT. Central
Proteina Prima Tbk dan seluruh pihak yang membantu penulis dalam
melakukan riset di PT. Central Proteina Prima Tbk.
8. Seluruh staf dan karyawan PT. Central Proteina Prima Tbk yang telah
memberikan bantuan baik berupa informasi dan dukungan moril selama
10.Seluruh keluarga besarku yang senantiasa memberikan dukungan baik berupa
doa serta dukungan semangat yang sangat berarti sekali bagi terselesaikannya
draft karya akhir ini.
11.Seluruh sahabat-sahabat Program Studi Teknik Manajemen Pabrik D4 ’04,
yang telah banyak memberikan dukungannya dalam menyelesaikan draft
karya akhir ini.
Medan, Maret 2010
Penulis,
BAB HALAMAN
LEMBAR SAMPUL
LEMBAR PENGESAHAN
RINGKASAN
KATA PENGANTAR ... i
UCAPAN TERIMA KASIH ... ii
DAFTAR ISI ... iv
DAFTAR TABEL ... ix
DAFTAR GAMBAR ... xi
DAFTAR LAMPIRAN ... xii
I. PENDAHULUAN……….………. I-1
1.1. Latar Belakang Permasalahan ... I-1
1.2. Pokok Permasalahan ... I-2
1.3. Tujuan Pemecahan Masalah... I-3
1.4. Pembatasan Masalah ... I-3
1.5. Asumsi-asumsi yang Digunakan... I-4
1.6. Sistematika Penulisan Karya Akhir ... I-4
II. GAMBARAN UMUM PERUSAHAAN ... II-1
BAB HALAMAN
2.2. Ruang Lingkup Bidang Usaha ... II-2
2.3. Lokasi Perusahaan... II-3
2.4. Organisasi dan Manajemen ... II-4
2.5. Uraian Tugas dan Tanggung Jawab ... II-6
2.6. Tenaga Kerja dan Jam Kerja ... II-15
2.6.1. Tenaga Kerja ... II-15
2.6.2. Jam Kerja ... II-16
2.6.3. Sistem Pengupahan ... II-19
2.7. Proses Produksi ... II-20
2.7.1. Bahan ynag Digunakan ... II-21
2.7.2. Bahan Baku ... II-22
2.7.3. Bahan Tambahan... II-23
2.7.4. Bahan Penolong ... II-23
2.7.5. Uraian Proses Produksi ... II-24
2.8. Mesin dan Peralatan ... II-31
2.8.1. Mesin Produksi ... II-31
2.8.2. Peralatan ... II-38
2.8.3. Utilitas ... II-39
BAB HALAMAN
III. LANDASAN TEORI ... III-1
3.1. Pengertian dan Tujuan Maintenance ... III-1
3.1.1. Pengertian Maintenance ... III-1
3.1.2. Tujuan Maintenance ... III-2
3.2. Jenis-jenis Maintenance ... III-3
3.2.1. Planned Maintenance (Pemeliharaan Terencana) ... III-3
3.2.2. Unplanned Maintenance (Pemeliharaan Tak Terencana)... III-5
3.2.3. Autonomous Maintenance (Pemeliharaan Mandiri)... III-6
3.3. Tugas dan Pelaksanaan Kegiatan Maintenance ... III-7
3.4. Total Productive Maintenance (TPM) ... III-9
3.4.1. Pendahuluan ... III-9
3.4.2. Pengertian Total Productive Maintenance ... III-10
3.4.3. Manfaat Dari Total Productive Maintenance ... III-10
3.5. Analisa Produktivitas : Six Big Losses (Enam Kerugian Besar) ... III-11
3.6. Overall Equipment Effectiveness (OEE)... III-13
3.7. Diagram Sebab Akibat (Cause and Effect Diagram)... III-20
IV. METODOLOGI PENELITIAN ... IV-1
BAB HALAMAN
4.2. Jenis Penelitian ... IV-1
4.3. Rancangan Penelitian ... IV-1
4.4. Variabel Penelitian ... IV-6
4.5. Instrumen Penelitian ... IV-6
4.6. Pelaksanaan Penelitian ...IV-6
4.7. Pengolahan dan Analisa Data ... IV-7
V. PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1. Pengumpulan Data ... V-1
5.2. Pengolahan Data ... V-5
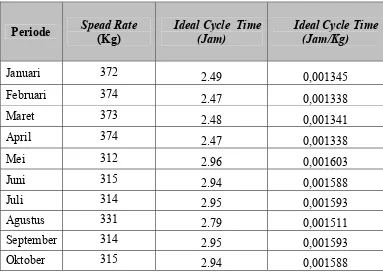
5.2.1. Penentuan Ideal Cycle Time... V-5
5.2.2. Perhitungan Avialibility... V-7
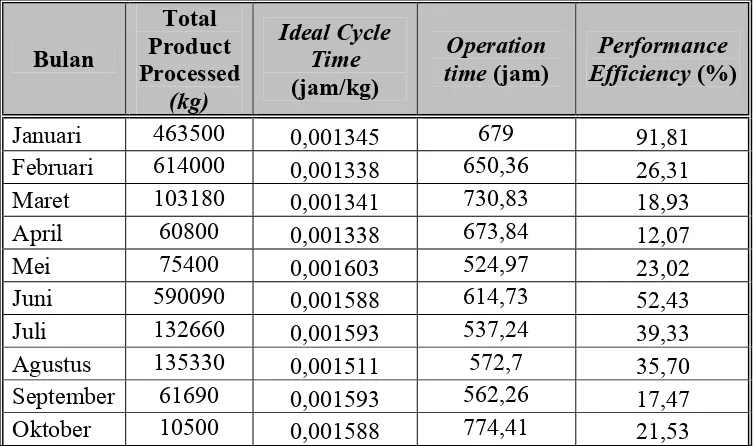
5.2.3. Perhitungan Performance Efficiency... V-9
5.2.4. Perhitungan Rate of Quality Product... V-10
5.2.5. Perhitungan Overall Equipment Effectiveness (OEE) ... V-12
5.2.6. Perhitungan OEE Six Big Losses... V-14
5.2.6.1. DowntimeLosses... V-14
5.2.6.2. Speed Loss... V-18
BAB HALAMAN
5.2.7. Pengaruh Six Big Losses... V-25
5.2.8. Diagram Sebab Akibat... V-27
VI. ANALISIS PEMECAHAN MASALAH ... VI-1
6.1. Analisa Perhitungan Overall Equipment Effectiveness (OEE) ... VI-1
6.2. Analisa Perhitungan OEE Six Big Losses... VI-1
6.3. Analisa Diagram Sebab Akibat... VI-2
6.4. Usulan Penyelesaian Masalah ... VI-7
6.4.1. Usulan Penyelesaian Masalah Six Big Losses... VI-7
VII. KESIMPULAN DAN SARAN ... VII-1
7.1. Kesimpulan ... VII-1
7.2. Saran ... VII-4
DAFTAR PUSTAKA
TABEL HALAMAN
2.1. Perincian Jumlah Tenaga Kerja ... II-16
5.1. Data Waktu Kerusakan (Breakdown) Mesin Extruder Matador... V-2
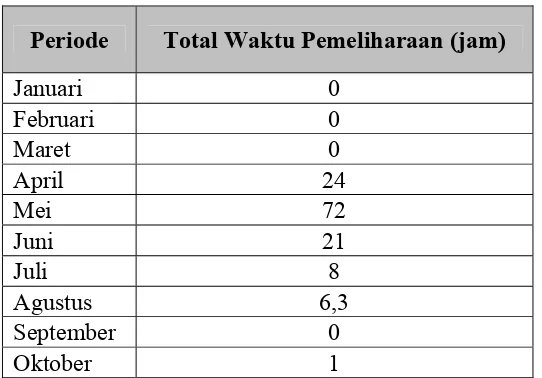
5.2. Data Waktu Pemeliharaan Mesin Extruder Matador... V-3
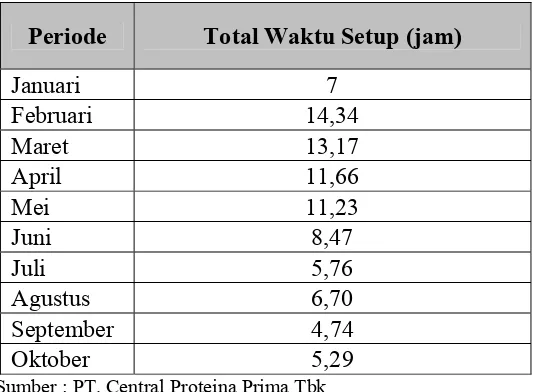
5.3. Data Waktu Setup Mesin Extruder Matador... V-4
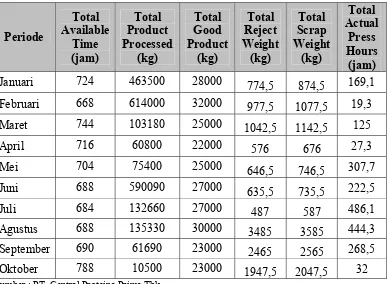
5.4. Data Produksi Mesin Extruder Matador... V-5
5.5. Data Ideal Cycle Time mesin Extruder Matador ...V-6
5.6. Data Availability mesin Extruder Matador ...V-8
5.7. Performance Efficiency Mesin Extruder Jan-Okt 2009………… V-9
5.8. Rate of Quality Product Mesin Extruder Periode Jan 2009 - Okt 2009...V-11
5.9. Perhitungan Overall Equipment Effectivenes (OEE) Mesin Extruder Matador
Periode Jan 2009 - Okt 2009...V-13
5.10. Breakdown Loss pada mesin Extruder Matador Periode Jan 2009 – Okt
2009...V-15
5.11. Set up and Adjustment Lossesdimesin Extruder Periode Feb 2009 –
Mei 2009 ...V-17
5.12. Data Nonproductive diMesin Extruder Matador Periode Jan 2009 –
Okt 2009...V-18
5.13. Idling an Minor Stoppages diMesin Extruder Matador Periode Jan 2009 –
TABEL HALAMAN
5.14. Reduced Speed Loss diMesin Extruder Matador Periode Jan 2009 –
Okt 2009...V-21
5.15. ReworkLossMesin Extruder Matador Periode Jan 2009 - Okt 2009 ...V-23
5.16. Yield/scrap Loss Mesin Extruder Matador Periode Jan 2009 - Okt 2009 .V-24
5.17. Persentase Faktor Six Big Losses mesin Extruder Matador Periode
Jan 2009 - Okt 2009 ...V-25
6.1. Persentase Faktor Six Big Losses mesin Extruder Matador Periode
Jan 2009 - Okt 2009 ...VI-2
6.2. Usulan Penyelesaian Masalah ... VI-7
GAMBAR HALAMAN
2.1. Struktur Organisasi PT. Central Proteina Prima Tbk... II-6
2.2. Blok Diagram Pembuatan Pellet ... II-31
2.3. Gambar Mesin Extruder... II-39
3.1. Overall Equipment Effectivenessand Goals... III-14
3.2. Alur Pengukuran Nilai OEE ... III-20
3.3. Diagram Sebab Akibat ... III-22
4.1. Tahapan Proses Pemecahan Masalah... IV-4
4.2. Blok Diagram Perhitungan Overall Equipment Effectiveness ……... IV-5
5.1. Persentase Availability mesin Extruder Matador... V-8
5.2. Persentase Performance Efficiency mesin Extruder Matador... V-10
5.3. Persentase . Rate of Quality Product mesin Extruder Matador... V-12
5.4. Persentase Overall Equipment Effectiveness mesin Extruder Matador.... V-13
5.5. Persentase Breakdown Loss mesin Extruder Matador... V-15
5.6. Persentase Set up and Adjustment Losses mesin Extruder Matador... V-17
5.7. Persentase Idling an Minor Stoppages mesin Extruder Matador... V-20
5.8. Persentase Reduced Speed Loss mesin Extruder Matador... V-21
5.9. Persentase . ReworkLoss mesin Extruder Matador... V-23
5.10. Persentase Yield/scrap Loss mesin Extruder Matador... V-25
5.11. Persentase . Six Big Losses mesin Extruder Matador... V-26
GAMBAR HALAMAN
5.13. Cause Effect Diagram ReworkLoss mesin Extruder Matador... V-27
6.1. Persentase Six Big Losses ... VI-2
6.2. Bar Chart Six Big Losses Mesin Extruder Matador Periode Jan 2009 –
LAMPIRAN HALAMAN
1. Data Mesin Extruder Matador ...L-1
2. Form Karya Akhir ….…...L-2
3. SK Tugas Sarjana...L-3
4. Surat Balasan dari Perusahaan ...L-4
5. Surat Penjajakan Perusahaan ...L-5
6. Lembar Asistensi Dosen Pembimbing ...L-6
berhubungan dengan efektivitas mesin/peralatan yang diakibatkan oleh six big losses. Pada mesin Extruder Matador ini masalah yang sering terjadi adalah menurunnya kemampuan kerja dari mesin diakibatkan oleh terjadinya kegosongan pakan yang menjadi kerak-kerak pada permukaan plat-plat sehingga mengakibatkan menurunnya efisiensi kerja mesin Extruder Matador, hal ini mengakibatkan kondisi mesin menjadi menyimpang dari keadaan semula.
Total Productive Maintenance (TPM) adalah suatu prinsip manajemen untuk meningkatkan produktivitas dan efisiensi produksi perusahaan dengan menggunakan mesin secara efektif. Tidak tepatnya penanganan dan pemeliharaan mesin akan mengakibatkan kerugian-kerugian disebut dengan Six Big Losess yaitu
breakdown losses, set-up and adjustment losses, reduced speed losses, idling and minor stoppages, rework losses dan yield scrap losses.
Tahapan pertama dalam usaha peningkatan efisiensi produksi pada perusahaan ini adalah dengan melakukan pengukuran efektifitas mesin Extruder Matador dengan menggunakan metode Overall Equipment Effectifitas (OEE) yang kemudian dilanjutkan dengan pengukuran OEE six big losses untuk mengetahui besarnya efisiensi yang hilang pada keenam faktor six big losses. Dari keenam faktor tersebut selanjutnya dicari faktor apa yang memberikan kontribusi terbesar yang mengakibatkan besarnya efisiensi pada mesin Extruder Matador.
Dengan diagram sebab akibat dapat dianalisa masalah sebenarnya yang menjadi penyebab utama tingginya kerugian yang mengakibatkan rendahnya efisiensi mesin Extruder Matador.
Kesimpulan yang dapat diambil berdasarkan hasil perhitungan OEE pada mesin Extruder Matador selama periode Januari 2009 – Oktober 2009 diperoleh nilai Overall Equipment Effectiveness (OEE) berkisar antara 11,51% sampai 85,78%. Kondisi ini menunjukkan bahwa kemampuan mesin Extruder Matador
dalam mencapai target dan dalam pencapaian efektivitas penggunaan mesin/peralatan belum mencapai kondisi yang ideal (≥85%).
1.1. Latar Belakang Permasalahan
PT. Central Proteina Prima Tbk adalah perusahaan yang bergerak dalam
pengolahan produk makanan ternak ikan. Proses pembuatan pakan ternak ikan ini
sendiri tidak terlepas dari kinerja mesin Extruder Matador yang berfungsi sebagai
pencetak pakan ikan floating.
Mesin pencetak pakan floating yang digunakan di PT. Central Proteina
Prima Tbk adalah mesin Extruder Matador. Pada mesin Extruder Matador ini
masalah yang sering terjadi adalah menurunnya kemampuan kerja dari mesin
diakibatkan oleh terjadinya kegosongan pakan yang menjadi kerak-kerak pada
permukaan plat-plat sehingga mengakibatkan menurunnya efisiensi kerja mesin
Extruder Matador, hal ini mengakibatkan kondisi mesin menjadi menyimpang
dari keadaan semula.
Setiap perusahaan selalu menginginkan adanya peningkatan hasil produksi
baik dalam hal kualitas maupun kuantitas. Salah satu faktor pendukung
peningkatan hasil produksi tersebut adalah dengan meningkatkan nilai efisiensi
dari mesin dan peralatan yang ada. Pemeliharaan kondisi mesin-mesin dan
peralatan-peralatan pendukung sistem produksi juga merupakan komponen
penting dalam manajemen pemeliharaaan mesin/peralatan di lantai pabrik.
Proses peningkatan efisiensi sering dilakukan pada mesin Extruder
permasalahan yang sesungguhnya. Hal ini disebabkan karena tidak diketahui
dengan jelas permasalahan yang terjadi dan faktor-faktor yang menyebabkannya..
Untuk itu diperlukan suatu metode yang mampu mengungkapkan permasalahan
dengan jelas agar dapat dilakukan peningkatan kerja peralatan dengan optimal.
Atas dasar itu, maka perlu dilakukan perhitungan efisiensi mesin/peralatan
yang dapat menyentuh atau menjangkau seluruh aspek yang terkait dengan kinerja
mesin. Hal ini dilakukan untuk mengetahui sejauh mana kinerja mesin atau
peralatan yang ada.
.
1.2. Pokok Permasalahan
Berdasarkan latar belakang masalah di atas, yang menjadi fokus
pembahasan dalam penelitian ini adalah terjadinya shutdown pada mesin Extruder
Matador yang tidak terencana yang diakibatkan oleh kerusakan mesin yang terjadi
pada saat proses produksi sedang berjalan. Hal ini terjadi karena masih rendahnya
efektifitas penggunaan mesin/peralatan dan ketidakmampuan dalam pengelolaan
perawatan secara tepat, sehingga perlu dilakukan pengidentifikasian terhadap
faktor-faktor dominan dari kerugian yang diakibatkan oleh kerusakan mesin, dan
melakukan analisa terhadap penyebab besarnya kontribusi faktor-faktor tersebut.
Hasil identifikasi kemudian dapat menjadi masukan bagi perusahaan untuk
1.3. Tujuan Pemecahan Masalah
Tujuan penelitian ini terbagi atas tujuan umum dan tujuan khusus, yaitu
1. Tujuan Umum
Secara umum penelitian ini dilakukan untuk mengetahui tingkat efektifitas
penggunaan mesin/peralatan produksi secara menyeluruh dengan metode Overall
Equipment Effektivitas.
2. Tuhuan Khusus
- Untuk mengetahui tingkat efektifitas mesin Extruder Matador secara
menyeluruh yang akan memberikan informasi sebagai bahan pertimbangan untuk
program peningkatan produktivitas dan efisiensi perusahaan.
- Untuk mendapatkan nilai OEE dari mesin produksi pada lini produksi yang
ditentukan.
- Untuk mengetahui besarnya masing-masing faktor yang terdapat pada Six Big
Losses yang memberikan kontribusi terbesar dari keenam faktor tersebut.
1.4. Pembatasan Masalah
Untuk mempermudah pembahasan dalam penulisan ini, maka dibuat
batasan-batasan masalah sebagai berikut:
1. Penelitian hanya dilakukan pada stasiun gilingan dan penelitian difokuskan
pada mesin Extruder Matador
dibahas.
4. Penelitian yang dilakukan tidak sampai ke perhitungan biaya
5. Penelitian yang dilakukan hanya sampai kepada pemberian usulan perbaikan.
1.5. Asumsi-asumsi yang Digunakan
1. Tidak terjadinya perubahan sistem produksi selama penelitian ini berlangsung.
2. Pengukuran yang dilakukan dianggap sebagai langkah awal dimulainya
program perbaikan mesin/peralatan sehingga pengukuran yang bertujuan
menganalisa permasalahan yang berkaitan dengan produktifitas dan efisiensi
yang belum pernah dilakukan sebelumnya.
3. Metode kerja dan teknologi yang digunakan tidak berubah.
.
1.6. Sistematika Penulisan Karya Akhir
Untuk memudahkan penulisan, pembahasan dan penilaian Karya Akhir
ini, maka dalam pembuatannya akan dibagi menjadi beberapa bab dengan
tujuan penelitian, manfaat penelitian, asumsi yang digunakan dan
sistematika penulisan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Bab ini berisi tentang sejarah dan gambaran umum perusahaan,
organisasi, manajemen perusahaan dan uraian proses produksi.
BAB III : LANDASAN TEORI
Bab ini menguraikan teori-teori yang menunjang, penyelesaian
masalah yaitu studi kepustakaan yang berkaitan dengan teori-teori
yang merupakan landasan bagi pemecahan persoalan dan hasil
studi kepustakaan lainnya yang dianggap turut membantu
pemecahan masalah.
BAB IV : METODOLOGI PENELITIAN
Bab ini berisikan tentang langkah-langkah atau tahap-tahap yang
dijadikan acuan untuk menyelesaikan permasalahan dalam
melakukan penelitian sesuai dengan teori-teori yang digunakan
cara pengolahan data yang diperoleh sesuai dengan model yang
telah ditetapkan dan langkah-langkah yang digunakan.
BAB VI : ANALISA
Pada bab ini akan diuraikan tentang hasil yang diperoleh dari
pemecahan masalah.
BAB VII : KESIMPULAN DAN SARAN
Bab ini memberikan kesimpulan dari keseluruhan pembahasan
yang dilakukan dan saran-saran yang diharapkan dapat berguna
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Central Proteina Prima Tbk merupakan pabrik makanan ternak yang
pada awalnya bernama PT. Charoen Pokphand Indonesia yang berganti nama
pada bulan januari 2009, berdiri di Bangkok pada tahun 1953 atas prakarsa dua
orang bersaudara, Chia ek chow dan Chia seow whooy. Perusahaan ini
menyediakan bibit tanaman bagi petani dan kemudian membeli kembali hasil
panen yang dihasilkan para petani, kemudian memprosesnya menjadi makanan
ternak.
Jaringan perusahaan PT. Central Proteina Prima Tbk semakin luas dan pada
tahun 1970, dengan semakin meningkatnya permintaan produk pakan ternak di
asia, perusahaan ini pun melebarkan sayapnya sampai ke Hongkong, Singapura,
Taiwan, Malaysia, dan Indonesia.
PT. Central Proteina Prima Tbk merupakan anak perusahaan dari Charoen
Pokphand Overseas Invesment Co.ltd. Hongkong, yang bergerak di bidang
produksi pakan ternak serta di bidang peternakan ayam dan tambak udang.
PT. Central Proteina Prima Tbk yang berfasilitas PMA (penanaman modal
asing), ini didirikan pertama kali di Jakarta atas izin dari pemerintah Republik
Indonesia berdasarkan surat keputusan menteri perindustrian Republik Indonesia
1972 dengan kapasitas produksi 20.000 ton per tahun, dengan hasil produk berupa
makanan ternak kuda, lembu, dan ayam.
Dengan meningkatnya konsumsi pangan dan pertambahan jumlah penduduk
yang pesat maka kebutuhan akan pakan ternak semakin meningkat. Menanggapi
perkembangan ini, PT. Central Proteina Prima Tbk memperluas kegiatan usaha
dan juga pasarnya dengan mendirikan dua pabrik baru, masing–masing di
Surabaya pada tahun 1976 dan di Medan pada tahun 1979.
Pada tahun 1988, karena didorong oleh semakin meningkatnya pasaran
ekspor udang, maka PT. Central Proteina Prima Tbk menambah pakan udang ke
dalam rangkaian produksi pakan unggasnya yang sudah sedemikian berkembang.
Hal ini ditandai dengan membuka sebuah pabrik baru di Medan dengan kapasitas
40.000 ton pakan udang setiap tahunnya. Pabrik ini mulai beroperasi pada tahun
1990.
Dewasa ini, PT. Central Proteina Prima Tbk merupakan produsen pakan
ternak terkemuka di Indonesia dengan suatu jaringan pabrik produksi, fasilitas
penelitian dan pengembangan, serta pusat–pusat pembibitan unggas yang tersebar
di Jakarta, Medan, dan Surabaya.
2.2. Ruang lingkup bidang usaha
Kegiatan operasional pada PT. Central Proteina Prima Tbk dibagi menjadi
1. Farming Division
Divisi ini mengelola bidang usaha pengembangbiakan ternak, pengolahan
makanan ternak serta pemasarannya.
2. Aqua Culture Division
Divisi ini mengelola bidang usaha pertambakan udang, pengolahan makanan
udang dan ikan serta pemasarannya.
Pada saat ini perusahaan mengeluarkan tiga merek dagang makanan udang
dengan nama Bintang, Novo, dan CP, yang masing–masing memiliki 8 jenis
produk.
2.3. Lokasi perusahaan
Penelitian ini dilakukan pada PT. Central Proteina Prima Tbk, yang
berlokasi di jalan Medan–Tanjung morawa Km. 8,5 RT. 04/RW. O2, kelurahan
Tumbang Deli, kecamatan Medan Amplas, dengan luas tanah 17. 595 m2.
Pemilihan lokasi ini sangat tepat untuk industri bila ditinjau dari beberapa
aspek seperti :
1. Transportasi
Pabrik berada di tepi jalan raya antar lintas Sumatera dan juga di tepi pintu
masuk jalan tol Medan–Belawan. Ini berarti mempermudah transportasi
2. Keperluan Tanah dan Air
Perusahaan ini dibangun di atas tanah milik perusahaan itu sendiri, bukan
menyewa atau kontrak. Untuk keperluan air tidak menjadi masalah karena
sumber air ada di lokasi pabrik.
3. Keadaan Tanah
Tanah Lokasi pabrik merupakan dataran rendah dan memenuhi syarat untuk
membangun pabrik, tidak berbukit atau rawa–rawa.
2.4. Organisasi Dan Manajemen
Struktur organisasi merupakan susunan yang terdiri dari fungsi–fungsi dan
hubungan–hubungan yang menyatakan keseluruhan kegiatan untuk mencapai
suatu tujuan. Secara fisik struktur organisasi dapat dinyatakan dalam bentuk
gambaran grafik yang memperlihatkan hubungan unit–unit organisasi dan garis–
garis wewenang yang ada.
Dari suatu struktur organisasi kita dapat memperoleh gambaran tentang
beberapa hal yaitu :
1. Struktur organisasi dapat memperlihatkan karakteristik utama dari perusahaan
yang bersangkutan
2. Struktur organisasi dapat memperlihatkan gambaran pekerjaan dan hubungan
yang ada dalam perusahaan.
3. Struktur organisasi dapat digunakan untuk merumuskan rencana kerja yang
ideal sebagai pedoman untuk dapat mengetahui siapa bawahan dan siapa
Struktur organisasi suatu perusahaan tentu akan berbeda dengan struktur
organisasi perusahaan lainnya, hal ini tergantung pada besar kecilnya perusahaan.
PT. Central Proteina Prima Tbk membutuhkan suatu struktur organisasi yang
tepat agar dapat secara efektif dan efisien mengatur dan menjelaskan tugas – tugas
anggota organisasinya. Adapun bentuk struktur organisasi yang dilaksanakan PT.
Central Proteina Prima Tbk adalah berbentuk lini fungsional . Struktur organisasi
2.5. Tugas, Wewenang Dan Tanggung Jawab
Uraian tugas, wewenang dan tanggung jawab dari masing–masing jabatan
yang ada di PT. Central Proteina Prima Tbk adalah sebagai berikut :
1. General Manager
General Manager merupakan pucuk pimpinan tertinggi di dalam perusahaan
yang bertanggung jawab atas semua aktivitas yang ada di perusahaan dan
memegang wewenang dalam memutuskan setiap kebijaksanaan perusahaan.
Maju mundurnya perusahaan tergantung pada sistem kepemimpinan yang
dibawakannya. General Manager bertanggungjawab kepada vice president
yang berkedudukan di pusat (Jakarta).
a. Menetapkan langkah–langkah pokok dalam melaksanakan kebijaksanaan
perusahaan dan sasaran–sasaran perusahaan.
b. Mengambil keputusan–keputusan dan tindakan yang tepat demi
kepentingan dan kelangsungan jalannya perusahaan sehingga segala
aktivitas organisasi menuju tujuan perusahaan.
c. Mengadakan hubungan kerja dengan pihak luar perusahaan, baik pihak
swasta maupun pemerintah.
d. Memimpin dan mengawasi kegiatan perusahaan setiap harinya
e. Menkoordinir tugas–tugas yang didelegasikan kepada tiap–tiap bagian dan
menjalin hubungan kerja yang baik dengan para karyawan perusahaan
2. Internal Control
Internal control bertugas memeriksa dan mengawasi kegiatan perusahaan
ataupun setiap tindakan yang dilakukan oleh direktur utama maupun para
manajer. Dalam operasional perusahaan, internal control berfungsi sebagai staff
ahli yang berwenang untuk memberikan saran–saran bagi perkembangan
kemajuan perusahaan.
Internal Control ini berkedudukan di pusat (Jakarta) dan biasanya
diterjunkan langsung ke perusahaan berdasarkan instruksi vice president dari
Jakarta, yang biasanya 4 kali dalam setahun.
3. Marketing Manager
Marketing manager perusahaan bertanggung jawab atas kelancaran
penjualan dan tercapainya target penjualan. Selain itu juga marketing manager
bertanggung jawab kepada pemimpin perusahaan untuk melaporkan mengenai
hasil penjualan baik secara lisan maupun tulisan.
Adapun tugas-tugas dari marketing manager adalah sebagai berikut :
a. Merencanakan strategi pemasaran yang baik yaitu mencakup jenis produk,
harga, pendistribusian, dan promosi produk yang telah dipasarkan serta
produk yang akan dipasarkan
b. Mengadakan penelitian pasar untuk mengetahui tingkat kebutuhan
konsumen, marketing share, dan tingkat persaingan sehingga dapat
ditentukan kebijaksanaan atau rencana jumlah penjualan.
4. Production Manager bertanggung jawab atas seluruh pelaksanaan kegiatan
produksi. Tugas-tugas dari Production Manager ini adalah :
a. Mengawasi dan merencanakan produksi agar sesuai dengan spesifikasi dan
standar mutu yang telah ditentukan.
b. Mengawasi dan mengevaluasi kegiatan produksi untuk mendeteksi
kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan.
5. Export Import Manager
Export import manager bertugas dan bertanggung jawab atas segala
aktivitas pengiriman dan penerimaan barang–barang dari dan keluar negeri
dengan terlebih dahulu memeriksa barang–barang tersebut apakah ada yang rusak
atau hilang.
6. Purchasing Manager
Tugas–tugas dari Purchasing manager adalah :
a. Mengkordinir seluruh aktivitas yang berhubungan dengan pembelian,
penyimpanan, dan pendistribusian bahan–bahan yang dipergunakan oleh
perusahaan.
b. Merencanakan sistem pengadaan dan persediaan bahan.
c. Mempersiapkan permintaan kebutuhan bahan, dan menetapkan harga
standar bahan.
7. Finance Manager
Finance Manager bertugas untuk :
b. Memeriksa dan menganalisa semua transaksi keuangna baik pemasukan
maupun pengeluaran.
c. Memeriksa dan menganalisa semua transaksi keuangan baik pemasukan
maupun pengeluaran.
d. Menerima order dari bagian marketing.
e. Mengkoordinir pemberian diskon penjualan kepada langganan melalui
kerjasama dengan sales head.
8. Accounting Manager
Tugas – tugas yang dibebankan kepada Accounting Manager adalah :
a. Mengkoordinir seluruh kegiatan pencatatan mengenai pembukuan dan
kekayaan perusahaan, baik keluar maupun kedalam perusahaan.
b. Menyusun dan memeriksa laporan realisasi anggaran bulanan, tri wulan,
tahunan maupun insidentil.
9. Sales Head
Sales Head bertugas untuk :
a. Melakukan riset dan penelitian terhadap kebutuhan konsumen akan jenis
produk yang diminati.
b. Melakukan riset dan penelitian kemungkinan adanya peluang pasar baru di
beberapa lokasi daerah pemasaran.
c. Bertanggung jawab atas distribusi produk ke beberapa daerah pemasaran.
10.Quality Control Head
Tugas–tugas yang dibebankan kepada Quality Control Head adalah :
a. Melakukan pengawasan terhadap mutu bahan baku hingga menjadi produk
jadi.
b. Mengendalikan standar penggunaan bahan yang telah ditetapkan.
c. Melakukan analisa dan perbandingan mutu terhadap produk sejenis dari
perusahaan saingan.
d. Mengadakan riset terhadap proyek–proyek pengembangan mutu produk
dan jenis produk.
11.Production Head
Adapun tugas – tugas dari Production Head adalah sebagai berikut :
a. Mengkordinir dan mengawasi seluruh bagian pengolahan yang ada di
lantai pabrik, agar pelaksanaan kegiatan sesuai dengan rencana.
b. Melakukan perencanaan pekerjaan dan waktu produksi.
c. Mengkordinir pembagian tugas bawahannya.
d. Merencanakan pemakaian bahan baku, bahan tambahan dan bahan
penolong.
e. Memberikan laporan kegiatan produksi secara rutin kepada Production
12.Personnel And General Affair (Ga) Head
Personnel And General Affair (Ga) Head adalah kepala administrasi bagian
umum yang mengurus pelaksanaan kerja bagian umum dan personalia. Adapun
tugas–tugasnya adalah sebagai berikut :
a. Mengawasi rencana dan pelaksanaan program pelayanan umum dan
pemeliharaan lokasi pabrik, meliputi perencanaan dan pembangunan
bangunan baru, rehabilitasi dan sarana lain, perawatan taman, lingkungan
serta kebersihan kantor dan pelayanan.
b. Mengawasi tugas–tugas penyelesaian izin dan rekomendasi dari instansi
pemerintah yang berwenang yang wajib dimiliki perusahaan
c. Mengawasi aktivitas sehari-hari yang berhubungan dengan fungsi
administrasi personalia, hubungan dengan tamu.
d. Menangani dan menyelesaikan masalah yang berhubungan dengan
kepersonaliaan baik intern maupun ekstern serta mempersiapkan data–data
dan formulir-formulir yang dibutuhkan untuk memproses hal–hal yang
berkaitan dengan kepersonaliaan baik informatif maupun administratif.
e. Menyusun, menyimpan, dan menjaga data–data karyawan dari semua
departemen agar kerahasiaannya dapat terjamin.
f. Menyiapkan surat–surat dan dokumen yang diperlukan sehubungan
dengan tugas–tugas personalia dan membuat agendanya serta
g. Menyelesaian administrasi dalam hubungannya dengan prosedur
penerimaan karyawan, promosi, pengalihan tugas, penilaian prestasi kerja,
pemberhentian karyawan, serta kontrak kerja karyawan.
h. Melaksanakan program kerja Jamsostek serta membuat laporan
administrasi lainnya yang berkaitan dengan semua masalah Astek
termasuk Claim kepada Perum Astek.
i. Menjalankan kebijaksanaan dan prosedur serta mengerjakan dan
merapikan data Personal Information system yang telah ditetapkan oleh
Human Resources Departemen Kantor Pusat Jakarta.
j. Membuat laporan perhitungan gaji, upah lembur, tunjangan karyawan dan
semua yang berhubungan dengan pendapat karyawan dan hak karyawan.
k. Memelihara dan menjaga hubungan baik dengan semua departemen serta
instansi dan serikat kerja.
13.Material and Analysis Section Head
Tugas–tugasnya adalah:
a. Melakukan pengujian laboratorium terhadap bahan baku, bahan
setengah jadi, dan produk jadi.
b. Melakukan analisa dan kontrol terhadapa bahan baku, bahan
setengah jadi dan produk jadi.
c. Menyusun laporan hasil analisa bahan baku, bahan setengah jadi,
14.Production Supervisor
Production Supervisor bertugas :
a. Mengendalikan persediaan bahan baku, bahan tambahan, bahan
penolong.
b. Mengendalikan persediaan barang jadi.
c. Menentukan jenis produk yang akan diproduksi setiap hari.
15.Maintenance Supervisor
Maintenance Supervisor bertugas:
a. Menjamin kelancaran operasi mesin secara keseluruhan.
b. Melakukan pemeriksaan dan perawatan mesin–mesin produksi.
c. Memperbaiki dan bertanggung jawab atas kerusakan mesin–mesin
produksi.
16.Factory Administration Supervisor
Tugas–tugas yang dibebankan kepadanya adalah sebagai berikut:
a. Mengawasi dan mencatat kegiatan pemasukan dan pengeluaran
barang dari dan ke gudang. Barang–barang ini termasuk bahan baku,
bahan tambahan, bahan penolong serta produk jadi.
b. Mengontrol keadaan bahan baku, bahan tambahan, bahan penolong
serta produk jadi.
c. Bertanggung jawab atas kerusakan bahan baku, bahan tambahan,
bahan penolong serta produk jadi.
d. Membuat laporan persediaan bahan baku, bahan tambahan, bahan
17.Section Hed Level Staff
Section Hed Level Staff (SHLS) membantu tugas–tugas yang dibebankan
kepada Personel and GA Head antara lain adalah:
a. Melakukan pengaturan dan pengawasan terhadap sistem kerja supir,
baik untuk kerja rutin mengantar dan menjemput karyawan maupun
tugas–tugas untuk GA serta Departemen lainnya.
b. Melaksanakan tugas bagian umum yang berkaitan dengan pelayanan
kepada semua departemen seperti perbaikan lampu, air, AC, meja,
kursi, kebersihan ruangan dan lain–lain.
c. Memeriksa dan meneliti jam kerja lembur supir serta mengoreksi
melalui catatan absensi setiap bulannya.
d. Melakukan pengaturan serta pengawasan terhadap kerja office boy
dalam tugasnya sehari–hari.
e. Mengumpulkan kartu absensi dan membagikannya kepada semua
departemen setiap awal bulannya.
f. Pengurusan kenderaan, misalnya reparasi.
g. Membuat laporan telepon untuk setiap bulannya.
18.Sales Administration
Sales Administration bertugas untuk:
1. Mencatat data–data penjualan produk dari setiap daerah pemasaran
dan menyusun laporan hasil penjualan produk setiap bulannya.
2. Mencatat jumlah produk yang didistribusikan ke setiap daerah
yang telah didistribusikan ke setiap daerah pemasaran setiap
bulannya.`
19.Sales Area I
Tugas dari Sales Area I adalah melakukan kegiatan daerah pemasaran
(riset pasar, melakuakn promosi, dan lain–lain) untuk pemasaran Area I.
20.Sales Area II
Tugas dari Sales Area II adalah melakukan kegiatan pemasaran untuk
pemasaran Area II.
21.Sales Area III
Tugas dari Sales Area III adalah melakukan kegiatan pemasaran untuk
pemasaran Area III.
22.Sales Area IV
Tugas dari Sales Area IV adalah melakukan kegiatan pemasaran untuk
pemasaran Area IV.
23.Karyawan
Karyawan merupakan pelaksana harian kegiatan–kegiatan perusahaan sesuai
dengan pengarahan atasannya dan sesuai dengan bidangnya masing–masing.
2.6. Tenaga Kerja, Jam Kerja dan Sistem Pengupahan.
2.6.1. Tenaga Kerja
Jumlah tenaga kerja yang digunakan pada PT. Central Proteina Prima Tbk
sebanyak 32 orang, dan tenaga kerja harian sebanyak 57 orang. Perincian jumlah
tenaga kerja ini adalah sebagai berikut:
Tabel 2.1 Perincian Jumlah Tenaga Kerja
PT. . Central Proteina Prima Tbk
13. Material & Production Analysis Section Head 2
14. Production Supervisor 2
15. Maintenance Supervisor 2
16. Factory Administration Supervisor 2
17. Section Head Level Staff 1
18. Karyawan Administration Penjualan 4
19. Sales Area I 5
20. Sales Area II 5
21. Sales Area III 5
22. Sales Area IV 5
23. Karyawan Quality Control 20
24. Karyawan Production 54
25. Karyawan Maintenance 20
26. Karyawan Factory Administration 3
27. Karyawan Personalis 21
28. Karyawan Export Import 3
29. Karyawan Purchasing 7
30 Karyawan Finance 7
31 Karyawan Accounting 7
TOTAL 191
2.6.2. Jam Kerja
Jumlah hari kerja pada PT. Central Proteina Prima Tbk adalah lima hari
kerja dalam seminggu (Senin sampai Jumat) untuk bagian produksi dan non
produksi, sedangkan bagian keamanan bekerja setiap hari (Senin sampai Minggu).
Pembagian jam kerja untuk setiap bagian adalah sebagai berikut:
a. Satu shift untuk bagian non–produksi (8 jam sehari) dengan perincian
sebagai berikut:
o Jam 08.00 – 12.00 WIB : Kerja Aktif
o Jam 12.00 – 13.00 WIB : Istirahat
o Jam 13.00 – 17.00 WIB : Kerja Aktif
b. Dua shift untuk bagian produksi (14 jam sehari), dimana shift sama
dengan bagian non produksi, sedangkan shift II adalah sebagai berikut:
o Jam 17.00 – 20.00 WIB : Kerja Aktif
o Jam 20.00 – 21.00 WIB : Istirahat
o Jam 21.00 – 24.00 WIB : Kerja Aktif
c. Bagian keamanan (Satpam) dibagi menjadi tiga kelompok dengan anggota
tiap kelompok berjumlah 3 orang, dan dilakukan pergantian setiap 7 jam.
Selain itu, ketentuan jam kerja lembur pada PT. Central Proteina Prima Tbk
adalah sebagai berikut:
a. Kerja pagi dan sore:
o Melebihi 8 jam sehari atau 40 jam seminggu untuk 5 hari
o Melebihi 7 jam sehari atau 40 jam seminggu dan hari Sabtu
adalah 6 jam sehari untuk 6 hari kerja dalam semingu.
b. Kerja pada malam hari :
o Melebihi 7 jam sehari untuk 5 hari kerja seminggu atau 6 hari
kerja dalam seminggu.
2.6.3. Sistem Pengupahan
Penetapan upah dasar pada PT. Central Proteina Prima Tbk diberikan
sesuai ketentuan yang dikeluarkan pemerintah melalui Departemen Tenaga Kerja
mengenai UMR (Upah Minimum Regional) yang berlaku yaitu Rp.8000 per hari.
Pemberian upah ditetapkan setelah melihat jam kerja, hari kerja, lembur dan
golongan.
Adapun sistem pengupahan karyawan perusahaan dibagi atas:
1) Karyawan tetap untuk karyawan bulanan
Karyawan tetap adalah karyawan yang bekerja tetap pada perusahaan yang
setiap bulannya menerima gaji pada akhir bulan.
2) Gaji harian untuk karyawan harian
Karyawan harian adalah karyawan yang bekerja dan mendapat upah
menurut jam kerja dalam sehari dan dibayarkan setiap akhir minggu.
3) Gaji borongan untuk karyawan borongan
Karyawan borongan adalah karyawan yang bekerja dan mendapat upah atas
suatu beban pekerjaan yang diborongkan kepadanya dan upah dibayarkan
Disamping gaji pokok, diberikan juga uang makan, uang pengobatan serta
lembur dan asuransi tenaga kerja.
Perincian tentang tunjangan–tunjangan yang diberikan adalah sebagai
berikut:
a. Tunjangan Hari Raya dan Natal
Tunjangan Hari Raya dan Natal untuk pekerja yang mempunyai masa
kerja satu tahun penuh secara terus menerus biasanya adalah satu bulan gaji.
Sedangkan untuk pekerja yang mempunyai masa kerja belum mencapai satu
tahun, maka tunjangan ditetapkan menurut perhitungan banyaknya bulan
selama yang bersangkutan bekerja dibagi atas 12 bulan dan dikalikan upah
per bulan
b. Tunjangan makan, diberikan kepada pekerja perbulan besarnya Rp.45.000
dan dibayarkan bersama–sama dengan pembayaran upah pekerja.
c. Bonus tahunan akan diberikan berdasarkan kemampuan perusahaan dan
sepenuhnya ditetapkan oleh perusahaan dengan memperhatikan prestasi
kerja masing–masing karyawan.
d. Tunjangan kematian, tunjangan melahirkan, uang pengobatan.
e. Kepada pekerja yang mencapai masa kerja yang berturut–turut 10 tahun,
maka perusahaan akan memberikan tanda penghargaan dalam bentuk
tanda mata yang akan ditentukan perusahaan.
Selain gaji pokok dan upah tambahan, kepada karyawan dilakukan juga
a. Pajak PPh sebesar 15%.
b. Hutang karyawan kepada koperasi perusahaan.
Dalam meningkatkan kesejahteraan karyawannya, perusahaan memberikan
Jamsostek (Jaminan Sosial Tenaga Kerja) serta setiap pekerja dimasukan ke
Astek (Asuransi Tenaga Kerja).
2.7. Proses Produksi
Pakan udang merupakan makanan udang yang berbentuk butiran–butiran
kecil dengan ukuran tertentu. Tujuan pembuatan makanan udang ini adalah untuk
memberikan makanan yang bergizi bagi udang sehingga proses pertumbuhan dan
perkembangan udang dapat berlangsung dengan cepat.
Didalam pembuatan makanan udang ini tidak semudah membuat makanan
ternak lainnya, seperti makanna ayam dan ikan. Butiran makanan udang ini harus
benar–benar dijaga kualitasnya, karena udang termasuk ternak yang suka memilih
makanan. Sedikit tidak sesuai dengan makanannya, maka udang cenderung tidak
mau makan, sehingga makanan tersebut terbuang sia–sia. Oleh karena itu
perusahaan telah melakukan riset dan penelitian sehingga didapat butiran
makanan udang seperti sekarang ini, dimana makanan ini mengandung gizi yang
tinggi dan menarik minat udang.
2.7.1. Bahan–bahan yang Digunakan
Udang merupakan sumber protein yang bernilai tinggi dan mahal harganya.
Indonesia maupun ke luar negeri, maka perusahaan ini mengelola berbagai bahan
baku serta bahan–bahan tambahan lain yang diharapkan dapat menghasilkan
makanan yang berkualitas dan dapat memberikan kepuasan pada para pelanggan.
Dalam rangka mencapai kepuasan pelanggan, maka bahan–bahan yang
dipergunakan dalam pembuatan makanan udang ini harus dijaga agar jangan
sampai rusak dan perlu diawasi dengan cermat, sehingga dapat dihindarkan dari
hal–hal yang dapat merugikan pihak perusahaan maupun masyarakat. Selain itu,
untuk mendapatkan bahan baku maupun bahan tambahan yang baik, maka pihak
perusahaan selain melakukan pemesanan dari dalam negeri juga memesan bahan-
bahan dari luar negeri.
2.7.2. Bahan Baku
Bahan baku adalah bahan utama yang membentuk bagian integral dari suatu
produk dimana bahan tersebut memiliki persentase terbesar dibandingkan dengan
bahan–bahan lainnya.
Adapun bahan baku yang dipergunakan dalam pembuatan makanan udang
oleh PT. . Central Proteina Prima Tbk adalah sebagai berikut:
1. Jagung
Jagung merupakan bahan baku utma dalam pakan ternak, karena
memberikan energi metabolisme terbesar, dan kandungan air diatas 15%.
2. Bangkil kacang kedelai(Bkk)
3. Tepung Ikan
Tepung ikan mengandung protein, lemak, kalsium serta memberikan
energi metabolisme tambahan bagi udang
4. Tepung Kepala Udang
Tepung kepala udang digunakan sebagai sumber protein dan mengandung
unsur fosfor, kalsium dan lemak
5. Tepung cumi-cumi
Tepung cumi–cumi merupakan sumber protein, lemak dan pembangkit
selera udang
6. Tepung terigu
Tepung terigu digunakan sebagai sumber karbohidrat bagi udang.
2.7.3. Bahan Tambahan
Bahan tambahan adalah bahan–bahan yang digunakan dalam proses
produksi dan ditambahkan ke dalam proses pembuatan produk yang sama
persentase komposisinya kecil tetapi cukup mempengaruhi kualitas produk.
Kebanyakan dari bahan–bahan tambahan yang digunakan dalam
pembuatan makanan udang ini didatangkan dari luar negri. Adapun tambahan
yang digunakan dalam proses produksi pembuatan makanan pada PT. . Central
Proteina Prima Tbk adalah sebagai berikut:
1. Minyak ikan
3.Vitamin, mineral dan obat – obatan
2.7.4. Bahan Penolong
Bahan penolong adalah bahan–bahan yang dibutuhkan untuk menyelesaikan
suatu produk atau bahan yang bukan merupkan komposisi tetapi digunakan
sebagai pelengkap produk dimana keberadaannya menambah nilai produk
tersebut.
Adapun bahan penolong dalam pembuatan makanan udang ini antar lain :
1. Karung Plastik
Karung plastik digunakan sebagai wadah kemasan makanan udang yang
dihasilkan dengan muatan 25 Kg.
2.Benang Jahit
Benang jahit digunakan untuk pengikat / penutup karung plastik setelah diisi
dengan makanan udang..
3. Bahan bakar
4.Minyak pelumas
5.Air
2.7.5. Uraian Proses Produksi
Proses pembuatan makanan udang PT. Central Proteina Prima Tbk
dilakukan dengan dua line produksi yang biasanya dapat menghasilkan 700 ton
pakan udang setiap bulannya. Tahapan–tahapan proses dalam memproduksi
1. Penuangan
Penuangan bahan dilakukan secara manual melalui intake yaitu intake I dan
intake II. Bahan baku yang halus seperti terigu dan remix (dust) yang merupakan
sisa hasil pengayakan pellet yang undersize dituang pada intake I, sedangkan
bahan baku yang kasar seperti tepung ikan, bungkil kacang kedelai, tepung kepala
udang, dan tepung cumi–cumi dituang pada intake II.
Bahan baku yang dituang pada intake II dibawa ke bucket elevator setinggi
28,8 meter dengan chain conveyor. Dari bucket elevator dengan menggunakan
pipa gravitasi, bahan baku ini masuk ke drum sieve untuk dibersihkan dari
kotoran–kotoran, kemudian masuk ke spout magnet yang berguna untuk
menangkap besi dan logam lain yang bercampur dengan bahan. Bahan baku ini
kemudian dibawa ke rotary distributor dengan screw conveyor, dan selanjutnya
diisikan pada bin penampungan bahan baku.
Bahan baku yang dituangkan pada intake I langsung dibawa ke bucket
elevator setinggi 17,5 meter dengan chain conveyor, dan kemudian masuk ke
spout magnet dengan menggunakan pipa gravitasi. Bahan baku ini kemudian
dibawa ke rotary distributor dengan screw conveyor, lalu diisikan pada bin
penampungan.
Bin penampungan bahan baku ada 12 buah dengan kapasitas masing –
masing 4 ton. Masing masing bahan balu yang ada di bin penampungan ditimbang
bahan baku yang telah ditimbang dibawa screw conveyor ke bin vertikal mixer
untuk selanjutnya dilakukan proses pengadukan.
2. Pengadukan
Campuran bahan baku seberat 2 ton diaduk pada vertikal mixer, yang
berguna untuk mengaduk bahan dari kedua intake agar tercampur rata. Waktu
pengadukan dilakukan selama 10 menit. Setelah 10 menit slide bin mixer dibuka
dan hasil pengadukan dibawa dengan screw conveyor, bucket elevator, pipa
gravitasi ke hammer mill untuk selanjutnya dilakukan proses penggilingan.
3. Penggilingan
Proses penggilingan dilakukan dengan hammer mill. Hasil penggilingan
dibawa ke bucket elevator setinggi 17,5 meter dengan pipa gravitasi dimasukkan
ke otomixer untuk dilakukan proses penghalusan lebih lanjut.
4. Penghalusan
Hasil gilingan kemudian dihaluskan dengan otomixer, yang merguna untuk
membuat hasil gilingan lebih homogen dan lebih halus lagi sehingga bisa
melewati ayakan 60 mesh. Dari pengamatan yang dilakukan oleh supervisor, 95
% dari proses ini menghasilkan campuran bahan bisa melewati ayakan 60 mesh
tersebut. Hasil pengadukan dan penggilingan ini selanjutnya dibawa ke
pengayakan dengan bucket elevator.
5. Pengayakan
Pada prose pengayakan, adonan campuran bahan baku diayak dengan
menggunakan ayakan 60 mesh. Hasil ayakan dimasukkan ke bin mixer horizontal,
penggilingan kembali (Regrinding) sampai melewati ayakan 60 mesh. Hasil
ayakan dibawa ke bin mixer horizontal dengan screw conveyor untuk diaduk.
6. Pengadukan
Pada bin mixer selanjutnya dituangkan bahan–bahan tambahan seperti
minyak ikan, ikan segar (ikan giling), obat–obatan, serta vitamin dan mineral yang
sudah ditimbang terlebih dahulu di laboratorium dengan ketentuan menurut
komposisi yang telah ditetapkan. Selanjutnya campuran ini diaduk sampai rata
dengan horizontal mixer selama 15 menit.
Kemudian pintu slide dibuka dan hasil adonan ditampung pada hooper
(penampungan sementara), kemudian adonan dibawa ke bucket elevator dengan
screw conveyor. Dari bucket elevator setinggi 27,5 meter adonan masuk ke bin
pellet untuk dilakukan proses pembutiran melalui pipa gravitasi.
7. Pembutiran
Adonan campuran yang berada pada bin pellet dibawa ke conditioner
dengan screw feeder untuk dipanaskan dengan steam dari boiler, yang mana
pemanasan ini bertujuan untuk memudahkan proses pembutiran.
Steam yang dimasukkan ke dalam conditioner suhunya berkisar 70-80 C.
Tekanan steam diatur dengan regulator steam, dengan tekanan berkisar 4-5,2
kg/m. Adonan kemudian dimasukkan ke pellet mill melalui screw feeder untuk
menghasilkan pellet.
8. Pematangan
Pellet yang dihasilkan dari mesin pellet selanjutnya dibawa ke holding bin
ini dilakukan dengan suhu suhu 80 C selama 45 menit. Tujuan dari proses
pematangan ini adalah agar butiran pellet yang dihasilkan matang sampai ke
dalam (bukan sekedar matang di pinggirnya saja) serta agar kadar aiar pellet yang
dihasilkan berkisar 15 %.
Selanjutnya pellet ini akan dimasukkan ke driyer dengan conveyor untuk
dilakukan proses pengeringan.
9. Pengeringan
Pellet yang keluar dengan kadar air 15% masuk ke pengeringan melalui
rotary yang diputar oleh elektromotor. Proses pengeringan dilakukan dengan 2
tingkat yaitu driyer A dan B. Steam dialirkan dari boiler dengan tekanan berkisar
5 kg/m, suhu maksimum drier 125 C. Udara panas dalam driyer dihisap dengan
menggunakan blower.
Setelah melewati driyer A, pellet dimasukkan ke driyer B dengan rotary
feeder, yang mana proses dalam driyer B sama dengan driyer A. Jumlah kadar air
yang berkurang 6-8 % setiap kali pengeringan dengan lama waktu pengeringan
berkisar 20-25 menit.
Selanjutnya pellet yang telah dikeringkan dibawa ke mesin pendingan
(cooler) dengan menggunakan screw conveyor..
10. Pendinginan
Proses pendinginan dilakukan dengan menghembuskan udara panas dan
dihisap oleh blower melalui double cyclone dan air losk. Di dalam cooler
yang keluar dari cooler diangkat ke pengayakan melalui bucket elevator setinggi
25 meter, dengan pipa gravitasi dimasukkan ke pengayakan.
11. Pengayakan Pellet
Proses pengayakan ini gunanya untuk memisahkan pellet yang oversize
dengan undersize (terlalu kecil). Sesuai dengan nomor pellet yang diinginkan.
Ukuran mesh antara 4-9 mesh, tergantung dari nomor pakan yang dibuat.
Pellet yang oversize dibawa ke penghancuran (crumbler) sedangkan yang
undersize ditampung dalam goni untuk remix (digunakan sebagai bahan banu
lagi).
Pellet hasil ayakan dibawa ke bin packing melalui pipa gravitasi. Apabila
bin packing telah penuh slide terbuka secara otomatis, lalu pellet masuk ke dust
separator untuk dibersihkan dari abu. Udara dihembuskan dari blower
mengakibatkan pellet turun ke bawah (ke bin timbangan) sedangkan abu naik
dihisap dengan blower melalui double cyclone.
12. Penghancuran (Crumbling)
Sisa ayakan yang oversize dibawa ke bin crumber dengan bucket elevator
setinggi 24 meter. Proses penghancuran ini hanya dilakukan pada line 2. Dari bin
crumber, dengan menggunakan rotary distributor sisa ayakan dibawa ke mesin
crumber. Pellet hasil ayakan yang oversize dihancurkan dengan mesin penghancur
(crumber machine) yang berguna untuk makanan udang yang kecil. Setelah bahan
13. Pengarungan
Produk jadi berupa crumble dan pellet yang berada dalam bin timbangan
dicurahkan kedalam karung plastik sambil ditimbang secara otomatis,dengan
berat netto sesuai dengan nomor pakan yang dibuat.
Setelah pengarungan, produk jadi dibawa ke penjahitan karung melalui belt
konveyor.
14. Penjahitan Karung
Penjahitan karung dilakuakan dengan mesin jahit karung (sewing
machine). Selanjutnya produk jadi yang selesai dijahit diangkut kegudang bahan
Adapun blok diagram proses pembuatan pellet dapat dilihat pada Gambar
2.2.
2.8. Mesin dan Peralatan
2.8.1. Mesin Produksi.
Mesin produksi yang digunakan di PT. Central Proteina Prima Tbk adalah:
1. Intake
Tipe : TECO AWV-BEV
Kapasitas : 14 ton/jam
Jumlah : 2 unit
Daya : 7,5 Hp
Tegangan : 380 Volt
Kuat Arus : 12 A
Kecepatan Putaran : 1460 rpm
Fungsi : Sebagai tempat penuangan bahan baku.
2. Driyer Machine
Tipe : Berico/1570 Ceo
Kapasitas : 73 ton/jam
Jumlah : 1` unit
Daya : 25 Hp
Tegangan : 380 Volt
Kuat Arus : 16,2 A
Kecepatan Putaran : 1445 rpm
3. Hammer Mill Machine
Tipe : Van Aarsen 1400-2D
Kapasitas : 15 ton/jam
Jumlah : 5 unit
Daya : 270 Hp
Tegangan : 380 Volt
Kuat Arus : 209,8 A
Kecepatan Putaran : 3000 rpm
Fungsi : Mencampur bahan menjadi homogen
4. Pellet Mill Machine
Tipe : Van Aarsen Compact 900
Kapasitas : 18-20 ton/jam
Jumlah : 3 unit
Daya : 340 Hp
Tegangan : 380 Volt
Kuat Arus : 168,6 A
Kecepatan Putaran : 1450 rpm
Fungsi : Membentuk pellet dari adonan campuran bahan.
5. Cooler Mill Machine
Tipe : Van Aarsen
Kapasitas : 20 ton/jam
Daya : 75 Hp
Tegangan : 380 Volt
Kuat Arus : 168,6 A
Kecepatan Putaran : 1450 rpm
Fungsi : Mendinginkan bahan hasil mesin pellet.
6. Crumber Machine
Tipe : Van Aarsen KR 16.2
Kapasitas : 15 ton/jam
Jumlah : 3 unit
Daya : 75 Hp
Tegangan : 380 Volt
Kuat Arus : 168,6 A
Kecepatan Putaran : 1450 rpm
Fungsi : Memecahkan bahan baku menjadi bentuk butiran.
7. Sieve
Tipe : Mogensen Invica /E 1534
Kapasitas : 20 ton/jam
Jumlah : 12 unit
Daya : 5 Hp
Tegangan : 380 Volt
Kuat Arus : 2,9 A
Kecepatan Putaran : 1490 rpm
8. Bagging scale
Tipe : Chronos Richardson/UK 38668/95
Kapasitas : 50 Kg/Bags
Jumlah : 5 unit
Daya : 3 Hp
Tegangan : 380 Volt
Kuat Arus : 0,6 A
Kecepatan Putaran : 1400 rpm
Fungsi : Sebagai penimbangan produk pellet.
9. Fill Bags Clossing Machine
Tipe : New long D – 52, super line SF - E
Kapasitas : 50 Kg/Bags
Jumlah : 5 unit
Daya : 5 Hp
Tegangan : 220 Volt
Kuat Arus : 1 A
Kecepatan Putaran : 1400 rpm
Fungsi : Menjahit bags (pengepakan).
10. Extruder Matador
Tipe : Berico/1565 Ceo
Kapasitas : 20 ton/jam
Daya : 7,5 Hp
Tegangan : 380 Volt
Kuat Arus : 12 A
Kecepatan Putaran : 1450 rpm
Fungsi : Mencetak pakan ikan berbentuk pellet.
11. Chain Conveyer
Tipe : Van Aarsen 280.330.70
Kapasitas : 80 m3/jam Daya : 5,5 Hp
Kecepatan Putaran : 27 rpm
Fungsi : Membawa bahan baku ke elevator.
12. Bucket Elevator
Tipe : Van Aarsen 260
Kapasitas : 70 m3/jam Daya : 5,5 Hp
Kecepatan Putaran : 92 rpm
Fungsi : Membawa material yang diangkut oleh chain.
13. Screw Conveyer
Tipe : Van Aarsen
Kapasitas : 50 m3/jam Daya : 4,5 Hp
Kecepatan Putaran : 25 rpm
14. Automatic Dusting Cleaner
Tipe : CAE 215
Kapasitas : 30 m3/jam Daya : 5,5 Hp
Kecepatan Putaran : 27 rpm
Fungsi : Menyaring debu bahan baku.
15. Blower
Tipe : IDF
Kapasitas : 90 m3/jam Daya : 20 Hp
Kecepatan Putaran : 960 rpm
Fungsi : Membersihkan partikel logam pada bahan baku.
16. Spout Magnet
Tipe : IDF
Kapasitas : 90 m3/jam Daya : 20 Hp
Kecepatan Putaran : 960 rpm
Fungsi : Memisahkan partikel logam dpada bahan baku.
17. Drum Sieve
Tipe : E.6534
Kapasitas : 60-70 ton
Daya : 20 Hp
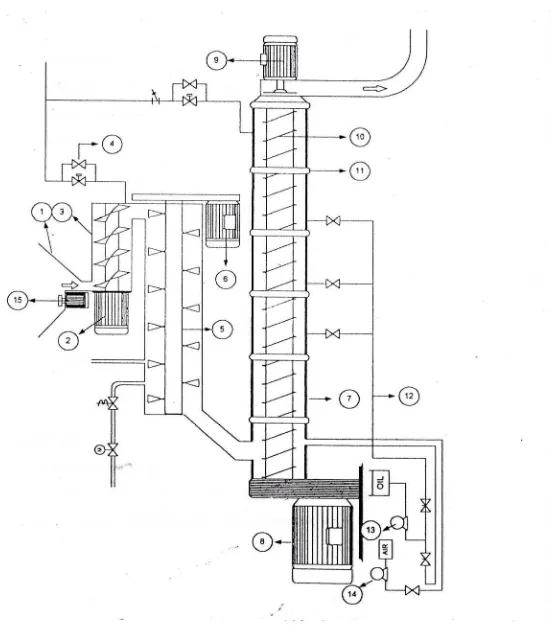
Mesin Extruder Matador adalah mesin yang berfungsi untuk membentuk
atau mencetak pakan ternak ikan. Pembentuk ini terjadi dengan sistem penekanan
antara barrel dengan die yaitu setelah bahan pakan keluar dari conditioner dan
masuk ke barrel. Di dalam barrel bahan pakan akan diaduk sambil ditransfer,
setelah bahan pakan sampai di screw, bahan akan tertekan dengan die yang sudah
terpasang dan pakan akan keluar dari die dipotong dengan pisau yang diputar oleh
motor. Adapun gambar mesin Extruder Matador dapat dilihat pada Gambar 2.3
Keterangan Gambar 2.3 :
1. Tong bahan baku
2. Motor Inlet Freeder
3. Inlet Freeder
4. Katub Steem
5. Conditioner
6. Motor Conditioner
7. Barrel
8. Motor Barrel
9. Motor Pisau
10.Screw Barrel
11.Pembatas Barrel
12.Saluran Air dan Minyak
13.Pump oil
14.Pump Water
15.Motor Bin dicharge
2.8.2. Peralatan
Adapun peralatan yang digunakan untuk mendukung kegiatan proses
produksi ialah :
1. Wet Corn Silo
Jumlah : 3 Unit
Fungsi : Tempat penyimpanan jagung basah sementara.
2. Dry Corn Silo
Kapasitas : 2400 ton
Jumlah : 8 Unit
Fungsi : Tempat penyimpanan jagung kering sementara.
3. Forklift
Kapasitas : 2500 Kg
Jumlah : 3 Unit
Fungsi : Membawa produk jadi ke gudang produk jadi.
2.8.3. Utilitas
Untuk kelancaran kegiatan proses produksi, diperlukan unit pendukung
seperti :
1. Genset
Fungsi : Membantu pembsngkit listrik bagi mesin produksi.
Tegangan : 1155 KVA
Kuat Arus : 920 KWA
Kecepatan Putaran : 1500 rpm
2.Boiler
Fungsi : Penghasil uap untuk didistribusikan ke pellet mill.
3.Trafo
BAB III LANDASAN TEORI
3.1. Pengertian dan Tujuan Maintenance
3.1.1. Pengertian Maintenance
Pemeliharaan adalah kegiatan untuk memelihara atau menjaga fasilitas
pabrik seperti mesin dan peralatan serta mengadakan perbaikan atau penyesuaian
atau penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi
yang memuaskan sesuai dengan apa yang direncanakan (Assauri, 1993). Kegiatan
pemeliharaan ini dapat menjamin bahwa selama proses produksi berlangsung,
tidak akan terjadi kemacetan yang disebabkan oleh mesin atau fasilitas produksi.
Suatu industri manufaktur mesin-mesin dan peralatan yang telah tersedia
dan siap pakai dibutuhkan setiap saat proses produksi akan dimulai. Fungsi
mesin/peralatan yang digunakan dalam proses produksi tersebut akan mengalami
kerusakan sejalan dengan semakin menurunnya kemampuan mesin/peralatan
tersebut, tetapi usia kegunaannya dapat diperpanjang dengan melakukan
perbaikan secara berkala melalui suatu aktivitas pemeliharan yang tepat.
Menurunnya kemampuan mesin/peralatan ada dua jenis, yaitu:
1. Natural Deterioration yaitu menurunnya kinerja mesin/peralatan secara alami
akibat terjadi pemburukan/keausan pada fisik mesin/peralatan selama waktu
pemakaian walaupun penggunaan secara benar.
2. Accelerated Deterioration yaitu menurunnya kinerja mesin/peralatan akibat
mesin/peralatan karena mengakibatkan tindakan dan perlakuan yang tidak
seharusnya dilakukan terhadap mesin/peralatan
Kerusakan yang terjadi pada mesin/peralatan dapat terjadi karena banyak
sebab dan terjadi pada waktu yang berbeda sepanjang umur mesin/peralatan
tersebut digunakan. Oleh karena itu dalam usaha mencegah dan berusaha untuk
menghilangkan kerusakan yang timbul ketika proses produksi berjalan,
dibutuhkan cara dan metode untuk mengantisipasinya dengan melakukan kegiatan
pemeliharaan mesin/peralatan.
Pemeliharaan adalah semua tindakan teknis dan administratif yang
dilakukan untuk menjaga agar kondisi mesin/peralatan tetap baikdan dapat
melakukan segala fungsinya dengan baik, efisiensi, dan ekonomis sesuai dengan
tingkat keamanan yang tinggi.
Pada dasarnya hasil yang diharapakan dari kegiatan pemeliharaan
mesin/peralatan (equipment maintenance) mencakup dua hal sebagai berikut:
1. Condition maintenance yaitu mempertahankan kondisi mesin/peralatan agar
berfungsi dengan baik sehingga komponen-komponen yang terdapat dalam
mesin juga berfungsi dengan umur ekonomisnya.
2. Replecement maintenance yaitu melakukan tindakan perbaikan dan
penggantian komponen mesin tepat pada waktunya sesuai dengan jadwal yang