EFFECT OF HOLDING TIME ON AGAINST THE COOLING PROCESS TO KEEP PACE MATERIALS AND MICROSTRUCTURE OF STEEL AISI 1045.
By
ANTON INDRA WIJAYA
ABSTRACT
On a wordpress page the steel industry is the many materials used namely aisi 1045, steel belonging as with carbon moderate levels. But at usage characteristic properties of the steel itself is not according to the needs desired, to review It need for engineering or change properties and charactertics from the steel itself for the review meet needs desirable, prayers one way is by method of cooling, on where the cooling process is affected posted duration of holding time yang used.
To determine the influce of holding time cooling against on AISI 1045 steel, on research husband then tested against violence and microstructure of the steel, The holding time
variation in use on research and microstructure of the steel. The holding time variation in use on research husband is 5, 10, 15, 30, and 60 minutes In temperatures of 900oC–1000oC. The assay results show that violence largest materials 62,80 HRC on holding time of 60 minutes, and is owned largest steel posted raw materials amounted to 60,05 HRC.
Oleh
ANTON INDRA WIJAYA
ABSTRAK
Pada dunia industri baja merupakan material yang banyak digunakan. Salah satu jenis baja yang banyak digunakan yaitu baja AISI 1045, yang tergolong sebagai baja dengan kadar karbon sedang. Namun pada penggunaanya karakteristik sifat baja itu sendiri tidak sesuai dengan kebutuhan yang diinginkan, Untuk itu perlu adanya rekayasa atau perubahan sifat dan karakteristik dari baja itu sendiri untuk memenuhi kebutuhan yang diinginkan, salah satu caranya adalah dengan metode quenching,dimana pada prosesquenchingdipengaruhi oleh lamanyaholding time yang digunakan.
Untuk mengetahui pengaruh holding time terhadap proses quenching pada baja AISI 1045, maka pada penelitian ini dilakukan uji kekerasaan dan struktur mikro terhadap baja tersebut. Variasi holding time yang digunakan pada penelitian ini adalah 5, 10, 15, 30, dan 60 menit pada temperatur 900 -1000 . Hasil pengujian
menunjukan bahwa kekerasaan bahan terbesar 62,80 HRC pada holding time 60 menit, dan baja terbesar dimiliki oleh raw material sebesar 60,05 HRC.
PENGARUHHOLDING TIMEPADA PROSESQUENCHINGTERHADAP BAHAN KEKERASASAN BAHAN DAN STRUKTUR MIKRO
BAJA AISI 1045
Oleh
ANTON INDRA WIJAYA
Skripsi
Sebagai salah satu syarat untuk mencapai gelar SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG
Oleh
ANTON INDRA WIJAYA
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
DAFTAR GAMBAR
Halaman
Gambar 1. Diagram fasa Fe-Fe3C………. 14
Gambar 2. Mekanisme pendinginan pada spesimen yang di-quench……… 17
Gambar 3. Tampilan skematik dari aliran turbulen disekeliling spesimen panas pada prosesquenching………. 17
Gambar 4. Bahan baja AISI 1045……….. 24
Gambar 5. Alat uji kekerasanRockwell………. 25
Gambar 6.Furnace………...…. 25
Gambar 7. Mikroskop……… 26
Gambar 8. Dimensi benda uji kekerasan Rockwel……….... 26
Gambar 9. Diagram alir penelitian ……….………… 29
Gambar 10. Struktur mikro raw material ………... 30
Gambar 11. Strukur mikro untuk prosesquenchingdenganholding time5 menit ……….………... 31
Gambar 12. Strukur mikro untuk prosesquenchingdenganholding time10 menit ……….... 33
Gambar 13. Strukur mikro untuk prosesquenchingdenganholding time15 menit ……….... 34
Gambar 14. Strukur mikro untuk prosesquenchingdenganholding time30 menit ………. 35
Gambar 15. Strukur mikro untuk prosesquenchingdenganholding time60 menit ……….... 36
HALAMAN JUDUL……….. i
HALAMAN PENGESAHAN ………... ii
SAN WACANA ……… iii
DAFTAR ISI ………. iv
DAFTAR TABEL DAN GAMBAR ………. v
I . PENDAHULUAN………. A. LatarBelakang……… 1
B. Tujuan………. 3
C. Batasan Masalah ……… 3
D. Sistematika Penulisan ……… 3
II . TINJAUAN PUSTAKA……….. A. LogamFerro……….. 5
B. Baja Karbon………... 6
C. PengelompokanJenis Baja Karbon ……….. 7
D. Baja AISI 1045 ………. 8
E. Proses Perlakuan Panas (Heat Treatment) ……… 9
F. Holding time……….. 15
G. Quenching……….. 16
H. Pengujian Logam ………... 19
I. Uji Kekerasan (Hardness Test) ……….. 19
K. Metode PengujianRockwell……….... 21
III . METODE PENELITIAN………... A. Tempat dan Waktu ……….. 24
B. Alat dan Bahan ……… 24
C. ProsedurPengujian ………... 26
D. Data Hasil yang Hendak Diperoleh dari Pengujian ……….... 28
E. Diagram Alir Penelitian ……….. 29
IV . HASIL DAN PEMBAHASAN………...……… A. Hasil Uji Kekerasan ………. 30
B. Grafik Perbandingan Kekerasan Terhadap LamaHolding Time……. 37
V . KESIMPULAN DAN SARAN………...……….. A. Kesimpulan ………... 39
B. Saran ………. 39
DAFTAR PUSTAKA……...………...
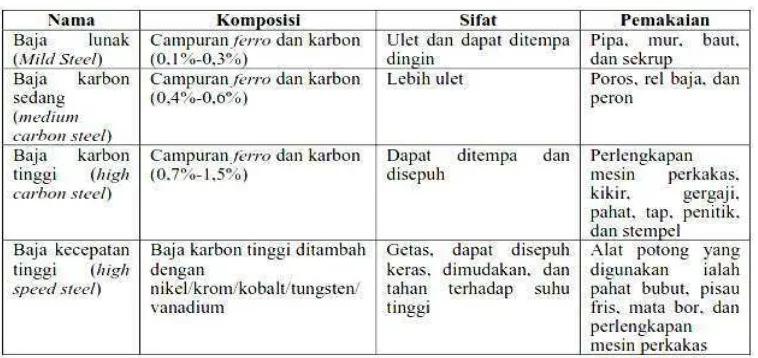
Tabel 1. Logam Ferro Dan Pemakaiannya………...……… 6
Tabel 2. Sifat-sifat mekanis baja karbon AISI 1045……… 9
Tabel 3. Komposisi kimia AISI 1045…....……….. 9
Tabel 4. Jenis baja dan waktu tahan yang dibutuhkan pada proses perlakuan panas………... 16
Tabel 5. Skala kekerasan metode pengujian Rockwell………...….. 21
Tabel 6. Skala Kekerasan Dan Pemakaiannya………...………….. 22
Tabel 7. Komposisi kimia AISI 1045…....………...……….……….. 24
Tabel 8. Nilai Kekerasan……….……….… 28
Tabel 9. Hasil uji kekerasan tanpa proses pemanasan……….… 30
Tabel 10. Hasil uji kekerasan dengan holding time 5 menit………..……….. 31
Tabel 11. Hasil uji kekerasan dengan holding time 10 menit…….…………. 32
Tabel 12. Hasil uji kekerasan dengan holding time 15 menit………..……… 34
Tabel 13. Hasil uji kekerasan dengan holding time 30 menit…………..…… 35
Sesungguhnya Allah tidak merobah keadaan sesuatu kaum sehingga mereka merobah
keadaan yang ada pada diri mereka sendiri. (Qs. Ar-
Ra’dayat 11)
Karena Sesungguhnya sesudah kesulitan itu ada kemudahan (5), Sesungguhnya
sesudah kesulitan itu ada kemudahan (6) (Qs. Alamnasyiroh, ayat 5-6)
Allah tidak pernah memberihal yang sia-sia kepada hambanya, sekalipun kamu mengalami kegagalan, itu merupakan sebuah pelajaran agar kamu dapat berhasil di masa yang akan datang. Percayalah Allah akan memberi yang terbaik untuk kita, selagi kita
berusaha dengan yang terbaik yang kitamiliki.
Janganlah kamu menyia-nyiakan waktu, karna waktu yang telah kau sia-siakan tidak akan bias kembali. Gunakanlah waktumu dengan
sebaik-baiknya
Awali setiap kegiatanmu dengan menyebut Namanya, sadarilah dan niatkanlah semua mengharap keridhoanNya, karna hanya pada Nya
RIWAYAT HIDUP
Penulis dilahirkan di Prabumulih, Sumatera Selatan pada tanggal
27 Januari tahun 1989, sebagai anak ketiga dari Empat bersaudara
dari pasangan Mustari dan Masuro.
Penulis menyelesaikan pendidikan Sekolah Dasar di SD Negeri 7 Pringsewu, Kab.
Pringsewu pada tahun 2002, SLTP di SLTP Negeri 5 Pringsewu pada tahun 2005,
SMK ypt 2 pringsewu pada tahun 2008, dan pada tahun 2008 penulis terdaftar
sebagai Mahasiswa Teknik Mesin, Fakultas Teknik, Universitas Lampung.
Selama menjadi mahasiswa, penulis aktif diberbagai organisasi Internal ataupun
eksternal kampus. Kemudian pada bidang akademik, penulis melaksanakan Kerja
Praktek di PT. KAI Persero Bandar lampung Kab. Bandar Lampung pada tahun
2014. Pada skripsi ini penulis melakukan penelitian pada bidang konsentrasi
Material denganjudul “PengaruhHolding TimePada ProsesQuenchingTerhadap
Kekerasan Bahan Dan Struktur Mikro Baja Aisi 1045 di bawah bimbingan Bapak
I. PENDAHULUAN
A. Latar Belakang
Dalam bidang material terdapat dua cara perlakuan panas untuk
meningkatkan nilai kekerasan baja, yaitu perlakuan panas (heat treatment)
dan deformasi plastis. Baja karbon yang dipanaskan hingga mencapai suhu
austenit kemudian didinginkan secara cepat akan terbentuk struktur
martensit yang memiliki kekerasan yang lebih tinggi dari struktur perlit
maupun ferit, proses ini dinamakanquenching. Baja spesifikasi AISI 1045
merupakan baja karbon menengah dengan komposisi karbon berkisar
0,43-0,50 %. Baja ini umumnya dipakai sebagai komponen otomotif misalnya
untuk komponen roda gigi pada kendaraan bermotor yang pada
aplikasinya sering mengalami gesekan dan tekanan maka ketahanan
terhadap aus dan kekerasan sangat diperlukan sekali [KS Review, 2004].
Untuk mendapatkan kekerasan dan ketahanan terhadap aus dari bahan
tersebut dapat dilakukan melalui perlakuan panas dengan cara proses
quenching, tujuannya untuk mendapatkan struktur martensit yang keras
dan memiliki ketahanan aus yang baik. Dari proses quenching tersebut
spesimen sering sekali mengalamicracking, distorsi dan ketidakseragaman
kekerasan yang diakibatkan oleh tidak seragamnya temperatur larutan
pendingin [Totten, 1993].
Pada proses quenching terjadi perpindahan panas dari spesimen baja
kelarutan pendingin yang ditandai dengan terjadinya pembentukan
gelembung-gelembung udara yang kemudian berlanjut dengan
2
selubung udara ini dapat membuat laju pendinginan menjadi lebih kecil
dari pada laju pendinginan kritis [Totten, 1993]. Turunnya laju
pendinginan ini dapat menyebabkan tidak tercapainya pembentukan fasa
martensit. Oleh karena itu, untuk mempersingkat waktu terbentuknya
selubung udara atau meningkatkan laju pendinginan, maka diperlukan
suatu media air dalam alatquenching.
Sifat mekanis (kekerasan) material baja karbon rendah akibat semakin
berkurang sebanding dengan kedalaman dari permukaan. Holding time
semakin besar kekerasanya semakin bertambah untuk titik yang sama.
Untuk dianjurkan memakai holding time 3 jam, karena akan dicapai
kedalaman penetrasi yang dalam, tetapi tidak tertutup kemungkinan bahwa
holding time 3 jam lebih akan didapatkan kedalaman penetrasi yang lebih
dalam lagi, hal ini juga tergantung pada kedalaman nilai kekerasan pada
permukaan yang dikehendaki. [Darmanto, 2006]
Quenchingpada baja AISI 1045 menghasilkan baja dengan sifat kekerasan
tinggi. Sekaligus terakumulasi dengan kekuatan tarik dan kekuatan luluh,
melalui transformasi austenit ke martensit. Proses quenching optimal
selama proses transformasi, struktur austenit dapat dikonversi secara
keseluruhan membentuk struktur martensit. Hal-hal penting untuk
menjamin keberhasilan quenching dan menunjang terbentuknya martensit
khususnya, adalah : temperatur pengerasan, waktu tahan (holding time),
laju pemanasan. [Aditya rahman, 2012]
Holding time sangat berpengaruh pada perubahan sifat mekanik pada
perlakuan panas, dikarenakan pada holding time tersebut terjadinya
kehomogenan pada suatu material yaitu fasa austenit. Waktu yang
diperlukan suatu material untuk menjadi fasa tunggal saat pemanasan pada
proses perlakuan panas berbeda-beda tergantung jenis material dan
dimensi material. Untuk itulah penulis tertarik masalah holding time pada
perlakuan panas yang diharapkan mendapatkan waktu penahanan
Adapun tujuan dari penelitian ini adalah untuk mengetahui pengaruh
holding timepada proses quenching terhadap :
1. Nilai kekerasan
2. Struktur mikro
C. Batasan Masalah
Adapun batasan masalah dari penelitian ini, yaitu:
1. Metode heat treatment yang digunakan adalah quenching
2. Variasi holding time
3. Pengujian struktur mikro menggunakan mikroskop
D. Sistematika Penulisan
Sistematika penulisan dalam penelitian ini adalah sebagai berikut:
1. BAB I. PENDAHULUAN
Bab ini berisi latar belakang permasalahan, tujuan penelitian, batasan
masalah dan sistematika penulisan laporan yang digunakan.
2. BAB II. TINJAUAN PUSTAKA
Memuat tentang landasan teori yang berkenaan dengan batasan masalah
yang ditinjau.
3. BAB III. METODOLOGI PENELITIAN
Bab ini menjelaskan mengenai metode yang digunakan dalam
pengambilan data pada pelaksanaan penelitian.
4. BAB IV. ANALISIS DAN PEMBAHASAN
4
5. BAB V. SIMPULAN DAN SARAN
Bab ini berisikan tentang simpulan dan saran yang diambil dari
pembahasan masalah.
DAFTAR PUSTAKA
Memuat referensi yang digunakan penulis untuk menyelesaikan laporan
tugas akhir.
LAMPIRAN
Berisi beberapa lampiran yang diperoleh yang digunakan sebagai
II. TINJAUAN PUSTAKA
A. LogamFerro
Logam ferro adalah logam besi (Fe). Besi merupakan logam yang penting
dalam bidang teknik, tetapi besi murni terlalu lunak dan rapuh sebagai bahan
kerja, bahan konstruksi dll. Oleh karena itu besi selalu bercampur dengan
unsur lain, terutama zat arang/karbon (C). Sebutan besi dapat berarti :
1. 1.Besi murni dengan simbol kimia Fe yang hanya dapat diperoleh dengan
jalan reaksi kimia.
2. 2.Besi teknik adalah yang sudah atau selalu bercampur dengan unsur lain.
Besi teknik terbagi atas tiga macam yaitu :
1. 1.Besi mentah atau besi kasar yang kadar karbonnya lebih besar dari 3,7%.
2. 2.Besi tuang yang kadar karbonnya antara 2,3 sampai 3,6 % dan tidak
dapat ditempa. Disebut besi tuang kelabu karena karbon tidak bersenyawa
secara kimia dengan besi melainkan sebagai karbon yang lepas yang
memberikan warna abu-abu kehitaman, dan disebut besi tuang putih
karena karbon mampu bersenyawa dengan besi.
3. 3.Baja atau besi tempa yaitu kadar karbonnya kurang dari 1,7 % dan dapat
ditempa.
Logam ferro juga disebut besi karbon atau baja karbon. Bahan dasarnya
adalah unsur besi (Fe) dan karbon (C) , tetapi sebenarnya juga mengandung
unsur lain seperti : silisium, mangan, fosfor, belerang dan sebagainya yang
kadarnya relatif rendah. Unsur-unsur dalam campuran itulah yang
6
(karbon) yang paling besar pengaruhnya terhadap besi atau baja terutama
kekerasannya.
Pembuatan besi atau baja dilakukan dengan mengolah bijih besi di dalam
dapur tinggi yang akan menghasilkan besi kasar atau besi mentah. Besi kasar
belum dapat digunakan sebagai bahan untuk membuat benda jadi maupun
setengah jadi, oleh karena itu, besi kasar itu masih harus diolah kembali di
dalam dapur-dapur baja. Logam yang dihasilkan oleh dapur baja itulah yang
dikatakan sebagai besi atau baja karbon, yaitu bahan untuk membuat benda
jadi maupun setengah jadi.
Tabel 1. LogamFerrodan Pemakaiannya
Sumber : (Davis, Troxell, dan Wiskocil, 1955)
B. Baja Karbon
Baja adalah logam paduan, dimana logam besi adalah unsur dasarnya yang
diikuti dengan beberapa elemen lainnya termasuk karbon. Kandungan unsur
karbon dalam baja berkisar antara 0.2% hingga 2.1% sesuai jenis baja itu
sendiri. Karbon, mangan, fosfor, sulfur, silikon, adalah elemen-elemen yang
ada pada baja karbon. Selain itu, ada elemen lain yang ditambahkan untuk
membedakan karakteristik antara beberapa jenis baja diantaranya: mangan,
nikel, krom, molybdenum, boron, titanium, vanadium dan niobium Dengan
memvariasikan kandungan karbon dan unsur paduan lainnya kita dapat
kristal (crystal lattice) atom besi.
Penambahan kandungan karbon pada baja dapat meningkatkan kekerasan
(hardness) dan kekuatan tariknya (tensile strength), namun di sisi lain
membuatnya menjadi getas (brittle) serta menurunkan keuletannya (ductility).
Sedangkan Mangan dipadukan dalam baja karbon dengan tujuan untuk
meningkatkan kekuatan luluh dengan kandungan tidak lebih dari 0,5 % untuk
dapat mencegah terjadinya kegetasan pada suhu tinggi (hot shortness) dan
untuk mempermudah prosesrollingsaat pembentukan raw material.
Untuk Poshphor (P) dan Sulfur (S) kedua unsur ini sedapat mungkin
diminimalisir dalam paduan baja karbon, karena pada dasarnya sulit untuk
mendapatkan paduan baja karbon tanpa phosphor dan sulfur. Phosphor
menimbulkan sifat getas dan menurunkan kekuatan baja dalam menahan
beban benturan pada suhu rendah. Sedangkan Sulfur menyebabkan baja
menjadi getas pada suhu tinggi. Karena hal itu, batas maksimal kandungan
keduanya tidak boleh melebihi 0,05 %.
C. Pengelompokkan Jenis Baja Karbon
Baja karbon dikelompokkan menjadi 3 macam, yaitu :
1. Baja karbon rendah dengan kadar karbon kurang dari 0,25 %,
Baja karbon rendah merupakan baja dengan kandungan karbon kurang
dari 0,25 %, Baja ini memiliki keuletan yang baik namun tidak memiliki
kekerasan baik dan tidak dapat dilakukan perlakuan panas karena jumlah
karbonnya yang sedikit yang mengakibatkan tidak terbentuknya proses
martensit pada proses perlakuan panas. Baja ini biasanya digunakan untuk
bahan manufaktur karena baja karbon rendah memiliki sifat mampu tempa
yang baik, mampu mesin tinggi, dan mampu bentuk yang tinggi karena
8
2. Baja karbon sedang dengan kadar karbon 0,25–0,6 %
Baja karbon jenis ini mengandung unsur karbon antara 0,25 sampai
dengan 0,6 %. Baja ini dapat dinaikkan sifat mekaniknya dengan melalui
perlakuan panasaustenitizing,quenching, dantempering, biasanya baja ini
banyak dipakai dalam kondisi hasil temperingsehingga struktur mikronya
martensit. Baja ini memiliki kekuatan yang baik serta nilai keuletan
maupun kekerasannya juga baik, baja karbon sedang umumnya digunakan
sebagai bahan baku alat-alat perkakas, komponen mesin seperti poros
putaran tinggi, roda gigi, cranksaft batang penghubung piston, pegas dan
lainnya.
3. Baja karbon tinggi mengandung 0,6–1,4 % karbon.
Baja karbon tinggi adalah baja karbon yang mengandung karbon antara
0,60 sampai dengan 1,4 %. Baja karbon ini mempunyai kekerasan yang
tinggi namun keuletannya yang rendah, biasanya digunakan untuk
keperluan yang memerlukan ketahanan terhadap defleksi, beban gesek dan
temperatur tinggi seperti bearing, mata bor, palu, mata pahat, gergaji, blok
silinder, cincin torak dan sebagainya. [Van,2005]
D. Baja AISI 1045
Baja AISI 1045 termasuk dalam baja karbon sedang . Hal ini dapat diketahui
dari kandungan unsur karbon yang ditunjukkan pada kode penamaannya
berdasarkan AISI yang merupakan badan standarisasi bajaAmerican Iron and
Steel Institudedengan kode 1045 dimana angka 10xx menyatakan karbonsteel
dan angka 45 menyatakan kadar karbon dengan persentase 0,45 %.
Baja AISI 1045 memiliki karakter dengan kemampuan las, mesin, serta
menyerap beban impak yang cukup baik. baja AISI 1045 memiliki cakupan
aplikasi yang cukup luas diantaranya digunakan sebagai roda gigi, pin ram,
batang ulir kemudi, baut pengikat komponen dalam mesin, poros engkol,
Berikut ini adalah sifat-sifat mekanis dari baja karbon AISI 1045
Tabel 2. Sifat-sifat mekanis baja karbon AISI 1045
Sifat Mekanis Baja Karbon AISI 1045
Berat Spesifik (yield) 7.7-8.03 (x1000kg/m3)
Modulus Elastisitas 190-210 Gpa
Kekuatan Geser 505 Mpa
Kekuatan Tarik 585Mpa
Kekerasan 179.8
Elongation 12%
Sumber : www.ezlok.com (diakses pada 20 mei 2014)
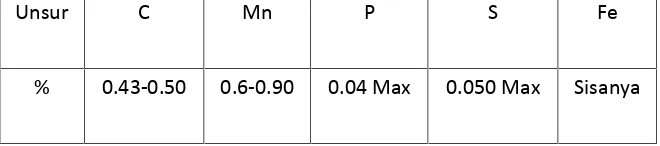
Dan berikut adalah tabel komposisi kimia dari baja AISI 1045
Tabel 3. komposisi kimia AISI 1045
Unsur C Mn P S Fe
% 0.43-0.50 0.6-0.90 0.04 Max 0.050 Max Sisanya
Sumber : www.ezlok.com (diakses pada 20 mei 2014)
E. Proses Perlakuan Panas (Heat Ttreatment)
Perlakuan panas atau heat treatment adalah kombinasi operasi pemanasan
pada logam di bawah temperatur lebur logam tersebut dan pendinginan
10
[Avner, 1974]. Hal ini dimaksudkan untuk memperoleh sifat yang diinginkan
dengan merubah struktur mikronya. Struktur yang terjadi pada akhir suatu
proses laku panas, selain ditentukan oleh komposisi kimia dari material dan
proses laku panas yang dialami juga ditentukan oleh struktur awal material.
Paduan dengan komposisi kimia yang sama, dan mengalami proses laku panas
yang sama, mungkin akan menghasilkan struktur mikro dan sifat yang berbeda
bila struktur awal materialnya berbeda. Struktur awal ini banyak ditentukan
oleh pengerjaan dan laku panas yang dialami sebelumnya. Disamping itu
dasar-dasar semua proses laku panas melibatkan transformasi dan
dekomposisi austenit. Langkah pertama dalam proses laku panas baja adalah
memanaskan material sampai temperatur tertentu atau di atas temperatur
daerah kritis untuk membentuk fasa austenit. Kemudian diberi waktu
penahanan agar austenit dapat lebih homogen baru setelah itu dilakukan
proses pendinginan. Proses pendinginan dilakukan dengan cermat agar benda
kerja tidak mengalami cacat retak setelah mangalami proses ini.
Variasi tipe proses perlakuan panas di atas adalah sama karena seluruh proses
perlakuan panas hanya melibatkan proses pemanasan yang membedakannya
adalah temperatur pemanasan dan laju pendinginannya. Proses pemanasan dan
kecepatan laju pendinginan ini sangat mempengaruhi hasil akhir dari proses
perlakuan panas. Di dalam proses perlakuan panas ada tiga tahapan yang
paling utama di antaranya tahap pemanasan, tahap penahanan, dan tahap
pendinginan. [http//:www.uddeholm.com, 2007].
1. Hardening
Hardening adalah perlakuan panas terhadap logam dengan sasaran
meningkatkan kekerasan alami logam. Perlakuan panas menuntut
pemanasan benda kerja menuju suhu pengerasan, jangka waktu
penghentian yang memadai pada suhu pengerasan dan pendinginan
(pengejutan) berikutnya secara cepat dengan kecepatan pendinginan kritis.
karena itu maka proses pengerasan ini disebut pengerasan kejut.
Karena logam menjadi keras melalui peralihan wujud struktur, maka
perlakuan panas ini disebut juga pengerasan alih wujud. Kekerasan yang
dicapai pada kecepatan pendinginan kritis (martensit) ini diringi
kerapuhan yang besar dan tegangan pengejutan, karena itu pada umumnya
dilakukan pemanasan kembali menuju suhu tertentu dengan pendinginan
lambat. Kekerasan tertinggi (66-68 HRC) yang dapat dicapai dengan
pengerasan kejut suatu baja, pertama bergantung pada kandungan zat
arang, kedua tebal benda kerja mempunya pengaruh terhadap kekerasan
karena dampak kejutan membutuhkan beberapa waktu untuk menembus
ke sebelah dalam, dengan demikian maka kekerasan menurun kearah inti.
2. Tempering
Perlakuan untuk menghilangkan tegangan dalam dan menguatkan baja dari
kerapuhan disebut dengan memudakan (tempering). Tempering
didefinisikan sebagai proses pemanasan logam setelah dikeraskan pada
temperatur tempering (di bawah suhu kritis), yang dilanjutkan dengan
proses pendinginan. Baja yang telah dikeraskan bersifat rapuh dan tidak
cocok untuk digunakan, melalui proses tempering kekerasan dan
kerapuhan dapat diturunkan sampai memenuhi persyaratan penggunaan.
Kekerasan turun, kekuatan tarik akan turun pula sedang keuletan dan
ketangguhan baja akan meningkat. Meskipun proses ini menghasilkan baja
yang lebih lunak, proses ini berbeda dengan proses anil (annealing) karena
sifat-sifat fisis dapat dikendalikan dengan cermat. Pada suhu 200°C
sampai 300°C laju difusi lambat hanya sebagian kecil. karbon dibebaskan,
hasilnya sebagian struktur tetap keras tetapi mulai kehilangan
kerapuhannya. Di antara suhu 500°C dan 600°C difusi berlangsung lebih
cepat, dan atom karbon yang berdifusi di antara atom besi dapat
membentukcementit.
12
a. Temperingpada suhu rendah ( 150°–300°C )
Tempering ini hanya untuk mengurangi tegangan-tegangan kerut dan
kerapuhan dari baja, biasanya untuk alat-alat potong, mata bor dan
sebagainya.
b. Temperingpada suhu menengah ( 300° - 550°C )
Temperingpada suhu sedang bertujuan untuk menambah keuletan dan
kekerasannya sedikit berkurang. Proses ini digunakan pada alat-alat
kerja yang mengalami beban berat, misalnya palu, pahat, pegas. Suhu
yang digunakan dalam penelitian ini adalah 500C pada proses
tempering.
c. Temperingpada suhu tinggi ( 550° - 650°C )
Tempering suhu tinggi bertujuan memberikan daya keuletan yang
besar dan sekaligus kekerasannya menjadi agak rendah misalnya pada
roda gigi, poros batang pengggerak dan sebagainya.
3. Anealing
Anealingadalah perlakuan panas logam dengan pendinginan yang lambat
berfungsi untuk memindahkan tekanan internal atau untuk mengurangi dan
menyuling struktur kristal (melibatkan pemanasan di atas temperatur
kritis bagian atas). Logam dipanaskan sekitar 25˚C di atas temperatur
kritis bagian atas, ditahan dalam beberapa waktu, kemudian didinginkan
pelan-pelan di tungku perapian. Proses ini digunakan untuk memindahkan
tekanan internal penuh sebagai hasil proses pendinginan. Berikutnya
pendinginan logam diatur kembali di dalam sama benar untuk menurunkan
energi bentuk wujud, tegangan yang baru dibebaskan dibentuk dan
pertumbuhan butir dukung. Tujuannya untuk menghilangkan internal
stress pada logam dan untuk menghaluskan grain (batas butir) dari atom
logam, serta mengurangi kekerasan, sehingga menjadi lebih ulet.
Fase recovery adalah hasil dari pelunakan logam melalui pelepasan
cacat kristal (tipe utama dimana cacat linear disebut dislokasi) dan
tegangan dalam.
b. Fase rekristalisasi
Fase rekristalisasi adalah fase dimana butir nucleate baru dan tumbuh
untuk menggantikan cacat- cacat oleh tegangan dalam
c. Fasegrain growth(tumbuhnya butir)
Fase grain growth (tumbuhnya butir) adalah fase dimana mikro
struktur mulai menjadi kasar dan menyebabkan logam tidak terlalu
memuaskan untuk proses pemesinan.
4. Normalizing
Normalizing adalah perlakuan panas logam di sekitar 40˚C di atas batas kritis logam, kemudian di tahan pada temperatur tersebut untuk masa
waktu yang cukup dan dilanjutkan dengan pendinginan pada udara
terbuka. Pada proses pendinginan ini temperatur logam terjaga untuk
sementara waktu sekitar 2 menit per mm dari ketebalan-nya hingga
temperatur spesimen sama dengan temperatur ruangan, dan struktur yang
diperoleh dalam proses ini diantaranya perlit (eutectoid), perlit brown
ferrite(hypoeutectoid) atauperlit brown cementite(hypereutectoid).
Normalizing digunakan untuk menyuling struktur butir dan menciptakan
suatu austenite yang lebih homogen ketika baja dipanaskan kembali.
14
Gambar 1. Diagram fasa Fe-Fe3C (Sumber : www.steelindonesia.com)
Dari gambar diatas dapat diterangkan atau dibaca diantaranya
1. Pada kandungan karbon mencapai 6.67% terbentuk struktur mikro
dinamakan Cementit Fe3C (dapat dilihat pada garis vertikal paling
kanan). Sifat–sifat cementitte diantaranya sangat keras dan sangat getas
2. Pada sisi kiri diagram dimana pada kandungan karbon yang sangat
rendah, pada suhu kamar terbentuk struktur mikroferit.
3. Pada baja dengan kadar karbon 0.83%, struktur mikro yang terbentuk
adalah Perlit, kondisi suhu dan kadar karbon ini dinamakan titik
Eutectoid.
4. Pada baja dengan kandungan karbon rendah sampai dengan titik
eutectoid, struktur mikro yang terbentuk adalah campuran antara ferit
struktur mikro yang terbentuk adalah campuran antara perlit dan
cementit.
6. Pada saat pendinginan dari suhu leleh baja dengan kadar karbon rendah,
akan terbentuk struktur mikro Ferit Delta lalu menjadi struktur mikro
Austenit.
7. Pada baja dengan kadar karbon yang lebih tinggi, suhu leleh turun
dengan naiknya kadar karbon, peralihan bentuk langsung dari leleh
menjadiAustenit.
F. Holding Time
Holding time dilakukan untuk mendapatkan kekerasan maksimum dari suatu
bahan pada proses hardening dengan menahan pada temperatur pengerasan
untuk memperoleh pemanasan yang homogen sehingga struktur austenite-nya
homogen atau terjadi kelarutan karbida ke dalam austenite dan difusi karbon
dan unsur paduannya. Waktu penahanan sangat berpengaruh pada saat
transformasi karena apabila waktu penahanan yang diberikan kurang tepat
atau terlalu cepat, maka transformasi yang terjadi tidak sempurna dan tidak
homogen selain itu waktu tahan terlalu pendek akan menghasilkan kekerasan
yang rendah hal ini dikarenakan tidak cukupnya jumlah karbida yang larut
dalam larutan. Sedangkan apabila waktu penahanan yang diberikan terlalu
lama, transformasi terjadi namun diikuti dengan pertumbuhan butir yang dapat
menurunkan ketangguhan [Thelning, 1984].
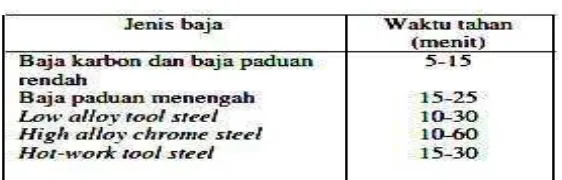
Pedoman untuk menentukkan waktu penahanan dari berbagai jenis baja dapat
16
Tabel 4. Jenis baja dan waktu tahan yang dibutuhkan pada proses
perlakuanpanas [Prayitno.et.al, 1999].
Ketebalan benda uji sangat mempengaruhi pemberian waktu penahanan pada
saat proses austenisasi. Secara matematis pemberian waktu penahanan
terhadap ketebalan benda uji dapat ditulis pada persamaan 1 berikut [Krauss,
1986].
T = 1,4 × H……….(1)
dengan: T = waktu penahanan (menit)
H = tebal benda kerja (mm)
G. Quenching
Prosesquenchingadalah prosesheat transfer(perpindahan panas) dengan laju
yang sangat cepat. Pada perlakuan quenching terjadi percepatan pendinginan
dari temperatur akhir perlakuan dan mengalami perubahan dari austenite
menjadi bainite dan martensite untuk menghasilkan kekuatan dan kekerasan
yang tinggi. Pengerasan maksimum yang dapat dicapai baja yang di-quench
hampir sepenuhnya ditentukan oleh konsentrasi karbon dan kecepatan
pendinginan yang sama atau lebih tinggi dengan kecepatan pendinginan kritis
untuk paduan tersebut. Media quenching meliputi: air, air garam, oli,
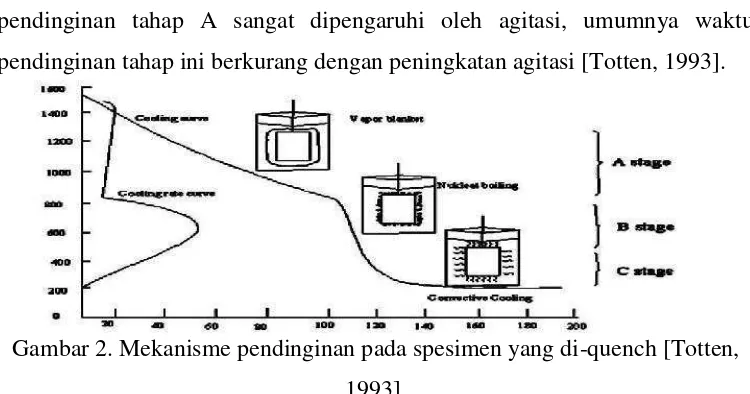
air-polymer, dan beberapa kasus digunakan inert gas. Gambar 2. di bawah
memperlihatkan laju pendinginan panas dari logam sebagai fungsi dari
temperatur permukaan logam. Awal pencelupan (Tahap A), logam akan
diselimuti oleh selubung uap, yang akan pecah saat logam mendingin.
Perpindahan panas saat terbentuknya selubung uap ini buruk, dan logam akan
pendinginan tahap ini berkurang dengan peningkatan agitasi [Totten, 1993].
Gambar 2. Mekanisme pendinginan pada spesimen yang di-quench [Totten,
1993].
Tahap B dari kurva pendinginan dinamakan tahap didih nukleat dan pada
tahap ini terjadi perpindahan panas yang cepat karena logam langsung
bersentuhan dengan air. Pada tahap ini, logam masih sangat panas dan air akan
mendidih dengan hebatnya. Kecepatan pembentukan uap air menunjukkan
sangat tingginya laju perpindahan panas. Selanjutnya perpindahan panas pada
pendinginan tahap ini dapat ditingkatkan dengan peningkatan agitasi [Totten,
1993]. Pada tahap C, merupakan tahap pendinginan konveksi dan konduksi,
dimana permukaan logam telah bertemperatur dibawah titik didih air. Tahap
ini hanya mengalami perpindahan panas melalui konveksi dan konduksi
[Totten, 1993]. Perpindahan panas konveksi terdiri dari konveksi alamiah dan
konveksi paksa. Konveksi paksa yang terjadi karena gaya luar seperti agitasi
secara umum perpindahan panasnya lebih cepat dari pada konveksi alamiah,
laju pendinginan meningkat dengan peningkatan agitasi [Totten, 1993].
Gambar 3. Tampilan skematik dari aliran turbulen disekeliling spesimen
[image:30.595.236.412.572.677.2]18
Keseragaman kondisi quenchant penting untuk meminimalisir adanya
cracking, distorsi, dan ketidakseragaman kekerasan, hal ini berarti bahwa
selama prosesquenching sebisa mungkin perpindahan panasnya seragam atau
dengan kata lain temperatur larutan pendingin pada bak harus tetap dijaga
seragam, sehingga setiap bagian dari spesimen yang di-quench tetap
didinginkan pada temperatur yang sama. Akibat adanya perpindahan panas
dari spesimen baja kelarutan pendingin maka terjadi pembentukan
gelembung-gelembung udara yang kemudian berlanjut dengan terbentuknya selubung
udara pada permukaan spesimen tersebut, selubung udara tersebut perlu segera
disingkirkan agar perpindahan panasnya tetap baik. Permasalahan selubung
udara diatas dapat diatasi dengan dua cara, pertama adalah dengan membuat
larutan pada bak pendingin teragitasi, atau dengan cara membuat spesimen
bergerak berputar-putar di dalam bak larutan pendingin. Membuat spesimen
bergerak dalam larutan pendingin cukup sulit apalagi jika spesimennya besar
dan tidak beraturan, sehingga membuat larutan pada bak quench tersirkulasi
merupakan cara yang paling baik. Pengaruh agitasi pada hasil quench dengan
memvariasikan kecepatan aliran menunjukkan adanya peningkatan kekerasan
dengan meningkatnya kecepatan aliran. Agitasi, atau sirkulasi paksa pada
medium quenching, dibutuhkan untuk mempersingkat waktu pendinginan.
Tanpa agitasi, konveksi alamiah dari quenchant dan penguapan quenchant
akan menghambat perpindahan panas terhadap lapisan batas fluida pada
permukaan. Membuat konveksi paksa pada fluida akan mengurangi hambatan
aliran panas pada lapisan batas fluida. Efek dari agitasi pada mekanisme
pendinginan dari sebuah perak yang di-quench dengan medium quench air
bertemperatur 60˚C ditunjukkan pada aliran air dengan kecepatan vi diinjeksikan dari bagian bawah bak mediumquenchdan diarahkan ke logam.
Semakin besar laju aliran (agitasi), semakin besar temperatur yang dapat
dilepas dengan mengurangi kemungkinan terjadinya pembentukan selubung
uap namun langsung terjadi didih nukleat karena efektifitas perpindahan
panasnya paling baik. Agitasi yang besar juga akan mempercepat pendinginan
pada tahap didih nukleat dan pendinginan konveksi dan konduksi [Totten,
Proses pengujian logam adalah proses pemeriksaan bahan-bahan untuk
diketahui sifat dan karakteristiknya yang meliputi sifat mekanik, sifat fisik,
bentuk struktur, dan komposisi unsur-unsur yang terdapat di dalamnya.
Adapun proses pengujiannya dikelompokkan ke dalam tiga kelompok metode
pengujian, yaitu :
1. Destructive Test (DT), yaitu proses pengujian logam yang dapat
menimbulkan kerusakan logam yang diuji.
2. Non Destructive Test (NDT), yaitu proses pengujian logam yang tidak
dapat menimbulkan kerusakan logam atau benda yang diuji.
3. Metallography, yaitu proses pemeriksaan logam tentang komposisi
kimianya, unsur-unsur yang terdapat di dalamnya, dan bentuk strukturnya.
I. Uji Kekerasan (Hardness Test)
Proses pengujian kekerasan dapat diartikan sebagai kemampuan suatu bahan
terhadap pembebanan dalam perubahan yang tetap. Dengan kata lain, ketika
gaya tertentu diberikan pada suatu benda uji yang mendapat pengaruh
pembebanan, benda uji akan mengalami deformasi. Kita dapat menganalisis
seberapa besar tingkat kekerasan dari bahan tersebut melalui besarnya beban
yang diberikan terhadap luas bidang yang menerima pembebanan tersebut.
Kita harus mempertimbangkan kekuatan dari benda kerja ketika memilih
bahan benda tersebut. Dengan pertimbangan itu, kita cenderung memilih
bahan benda kerja yang memiliki tingkat kekerasan yang lebih tinggi.
Alasannya, logam keras dianggap lebih kuat apabila dibandingkan dengan
logam lunak. Meskipun demikian, logam yang keras biasanya cenderung lebih
20
J. Dasar-Dasar Pengujian Kekerasan
Pengujian kekerasan bahan logam bertujuan mengetahui angka kekerasan
logam tersebut. Dengan kata lain, pengujian kekerasan ini bukan untuk
melihat apakah bahan itu keras atau tidak, melainkan untuk mengetahui
seberapa besar tingkat kekerasan logam tersebut. tingkat kekerasan logam
berdasarkan pada standar satuan yang baku. Karena itu, prosedur pengujian
kekerasan pun diatur dan diakui oleh standar industri di dunia sebagai satuan
yang baku. Satuan yang baku itu disepakati melalui tiga metode pengujian
kekerasan, yaitu penekanan, goresan, dan dinamik .
Pengujian kekerasan dengan cara penekanan banyak digunakan oleh industri
permesinan. Hal ini dikarenakan prosesnya sangat mudah dan cepat dalam
memperoleh angka kekerasan logam tersebut apabila dibandingkan dengan
metode pengujian lainnya. Pengujian kekerasan yang menggunakan cara ini
terdiri dari tiga jenis, yaitu pengujian kekerasan dengan metode Rockwell,
Brinell, dan Vickers. Ketiga metode pengujian tersebut memiliki kelebihan
dan kekurangannya masing-masing, serta perbedaan dalam menentukan angka
kekerasannya. Metode Brinell dan Vickers misalnya, memiliki prinsip dasar
yang sama dalam menentukan angka kekerasannya, yaitu menitik beratkan
pada perhitungan kekuatan bahan terhadap setiap daya luas penampang bidang
yang menerima pembebanan tersebut. Sedangkan metode Rockwell menitik
beratkan pada pengukuran kedalaman hasil penekanan atau penekan (indentor)
yang membentuk berkasnya (indentasi) pada benda uji. Perbedaan cara
pengujian ini menghasilkan nilai satuannya juga berbeda. Karena itu, tiap-tiap
pengujian memiliki satuannya masing-masing sesuai dengan proses
penekannya, yang mendapat pengakuan standar internasional. Perbedaan
satuan itu ditunjukkan dalam bentuk tulisan angka hasil pengujiannya. Berikut
Pengujian kekerasan dengan metode Rockwell ini diatur berdasarkan standar
DIN 50103. Adapun standar kekerasan metode pengujian Rockwell
[image:34.595.131.525.199.461.2]ditunjukkan pada tabel sebagai berikut :
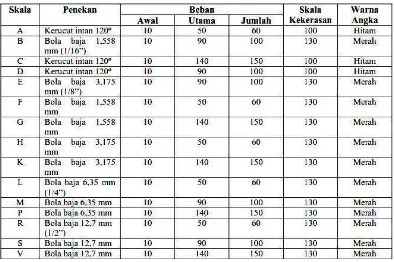
Tabel 5. Skala Kekerasan Metode PengujianRockwell
Sumber: (Davis, Troxell, dan Wiskocil, 1955)
Tingkatan skala kekerasan menurut metode Rockwell dapat dikelompokkan
menurut jenis indentor yang digunakan pada masing-masing skala. Dalam
metodeRockwellini terdapat dua macam indentor yang ukurannya bervariasi,
yaitu :
1. Kerucut intan dengan besar sudut 120º dan disebut sebagaiRockwell Cone.
2. Bola baja dengan berbagai ukuran dan disebut sebagaiRockwell Ball.
Untuk cara pemakaian skala ini, kita terlebih dahulu menentukan dan memilih
ketentuan angka kekerasan maksimum yang boleh digunakan oleh skala
tertentu. Jika pada skala tertentu tidak tercapai angka kekerasan yang akuran,
22
kekerasan yang jelas. Berdasarkan rumus tertentu, skala ini memiliki standar
atau acuan, dimana acuan dalam menentukan dan memilih skala kekerasan
dapat diketahui melalui tabel sebagai berikut :
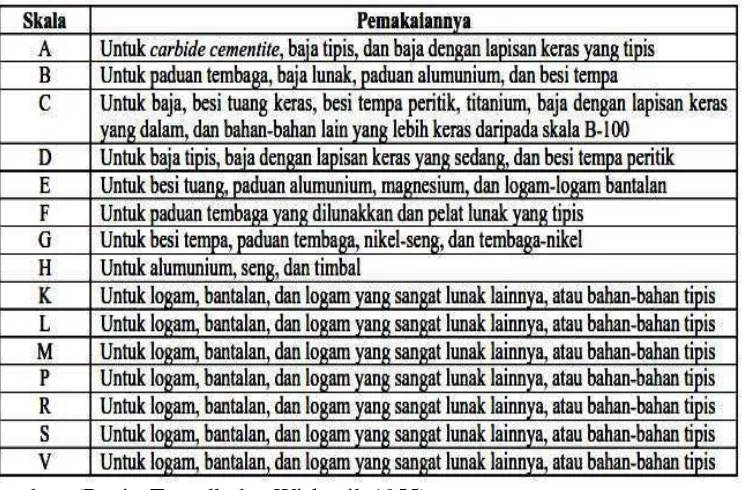
Pembebanan dalam proses pengujian kekerasan metode Rockwell diberikan
dalam dua tahap. Tahap pertama disebut beban minor dan tahap kedua (beban
utama) disebut beban mayor. Beban minor besarnya maksimal 10 kg
sedangkan beban mayor bergantung pada skala kekerasan yang digunakan.
Berikut ini merupakan cara pengujian dan penggunaan dengan menggunakan
[image:35.595.138.509.304.549.2]metode pengujianRockwell, yaitu :
Tabel 6. Skala Kekerasan Dan Pemakaiannya
Sumber: (Davis, Troxell, dan Wiskocil, 1955)
1. Cara pengujian kekerasanRockwell
Cara Rockwell ini berdasarkan pada penekanan sebuah indentor dengan
suatu gaya tekan tertentu ke permukaan yang rata dan bersih dari suatu
logam yang diuji kekerasannya. Setelah gaya tekan dikembalikan ke gaya
minor, maka yang akan dijadikan dasar perhitungan untuk nilai kekerasan
Rockwell bukanlah hasil pengukuran diameter atau diagonal bekas
lekukan, tetapi justru dalamnya bekas lekukan yang terjadi itu. Inilah
jenis, yaitu HRA, HRB, dan HRC. HR itu sendiri merupakan suatu
singkatan kekerasan Rockwell atau Rockwell Hardness Number dan
kadang-kadang disingkat dengan huruf R saja .
2. Cara penggunaan mesin uji kekerasanRockwell
Sebelum pengujian dimulai, penguji harus memasang indentor terlebih
dahulu sesuai dengan jenis pengujian yang diperlukan, yaitu indentor bola
baja atau kerucut intan. Setelah indentor terpasang, penguji meletakkan
specimenyang akan diuji kekerasannya di tempat yang tersedia dan
menyetel beban yang akan digunakan untuk proses penekanan. Untuk
mengetahui nilai kekerasannya, penguji dapat melihat pada jarum yang
terpasang pada alat ukur berupa dial indicator pointer.
Kesalahan pada pengujianRockwelldapat disebabkan oleh beberapa faktor
antara lain :
a. Benda uji.
b. Operator.
c. Mesin ujiRockwell.
Kelebihan dari pengujian logam dengan metodeRockwell, yaitu :
a. Dapat digunakan untuk bahan yang sangat keras.
b. Dapat dipakai untuk batu gerinda sampai plastik.
c. Cocok untuk semua material yang keras dan lunak.
Kekurangan dari pengujian logam dengan metodeRockwell, yaitu :
a. Tingkat ketelitian rendah.
b. Tidak stabil apabila terkena goncangan.
III. METODOLOGI PENELITIAN
A. Tempat dan Waktu
Penelitian ini dilakukan di Laboratorium Terpadu Jurusan Teknik Mesin
Universitas Lampung. Sedangkan estimasi waktu penelitian dikisarkan
dilaksanakan pada rentang waktu pada Januari 2015 sampai Februari 2015
B. Alat dan Bahan
Peralatan dan bahan yang digunakan dalam penelitian ini :
[image:37.595.236.384.450.565.2]1. Baja AISI 1045
Gambar 4. Bahan baja AISI 1045
Tabel 7. komposisi kimia AISI 1045
Unsur C Mn P S Fe
[image:37.595.125.467.650.722.2]Untuk mendapatkan data pengujian kekerasaan yang di pengaruhi variasi
penahanan suhu (holding time) pada proses heat treatmenmaka dilakukan
[image:38.595.256.335.228.347.2]pengujian kekerasaan menggunakan alat uji kekerasaan seperti pada
Gambar.5 dibawah ini.
Gambar.5 Alat uji kekerasanRockwell
3. Furnace
Untuk mendapatkan data hasil pengujian dipengaruhi variasi penahanan
[image:38.595.211.406.511.666.2]suhu (holding time) pada prosesheat treatmen maka digunakan alat pada
Gambar 6. Seperti di bawah ini.
26
4. Mikroskop
Untuk mendapatkan data hasil pengujian struktur mikro maka
dilakukan pengujian struktur mikro menggunakan alat Gambar 7.
[image:39.595.214.364.186.373.2]Seperti di bawah ini.
Gambar 7. Mikroskop
C. Prosedur Pengujian
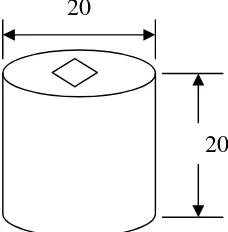
1. Persiapan spesimen
Memotong spesimen sesuai spesifikasi
Gambar 8. Dimensi benda uji kekerasanRockwell
2. Pengujian kekerasan
a. Siapkan permukaan benda kerja: 20
[image:39.595.261.375.511.627.2]amplas kasar, sehingga kedua bidang permukaan tersebut sejajar.
2) Haluskan permukaan benda kerja menggunakan amplas.
b. Siapkan perangkat uji kekerasanRockwell B padaUniversal Hardness
Tester:
1) Memasang bandul beban 100 kg (981 N).
2) Memasang indentor bola baja berdiameter 1/16 inchi.
3) Memasang benda kerja pada landasan
4) Handel diatur pada posisi ke atas.
c. Sentuhkan benda kerja pada indentor dengan memutar piringan searah
jarum jam sampai jarum besar pada skala berputar 2 ½ kali sehingga
jarum besar menunjuk angka nol dan jarum kecil menunjuk pada
angka 3. Jika terasa berat, jangan dipaksakan tetapi harus diputar balik
dan diulangi.
d. Lepaskan handel ke depan secara perlahan-lahan. Jangan menekan
handel ke bawah, tetapi biarkanlah handel bergerak sendiri turun ke
bawah. Jarum besar pada skala akan bergerak seiring dengan turunnya
handel ke bawah. Tunggu hingga jarum besar pada skala berhenti
dengan sendirinya.
e. Tunggu selama 30 detik dari saat berhentinya jarum, kemudian
gerakkan handel ke atas secara perlahan-lahan sampai maksimal.
Dengan naiknya handel, jarum ikut berputar searah putaran jarum jam
28
f. Baca harga kekerasan HRB pada saat jarum telah berhenti. Bacalah
pada skala B yang berwarna merah.
3. Pengujian struktur mikro
Pada tahapan ini dilakukan Pengujian struktur mikro yang terjadi terhadap
pengaruh holding time pada proses quenching yaitu struktur mikro yang
terbentuk, dilakukan menggunakan alat ukur mikroskop guna memperoleh
struktur mikro yang lebih akurat. Pada tiap-tiap Pengujian struktur mikro
dilakukan pengukuran sebanyak 1 kali guna memperoleh hasil pengukuran
yang lebih akurat dan meminimalisir error.
Adapun langkah-langkah Pengujian struktur mikro adalah sebagai berikut :
a. Kalibrasi mikroskop.
b. Pengujian struktur mikro pada spesimen tiap-tiap variasi holding time.
[image:41.595.113.479.488.599.2]D. Data Hasil Yang Hendak Diperoleh Dari Pengujian
Tabel 8. Nilai Kekerasan
pesimen Holding Time
Nilai KekerasanRockwell(HRC) tiap titik
1 2 3 4 5
1 5 menit
2 15 menit
3 1 jam
4 3 jam
Gambar 9. Diagram alir penelitian Mulai
Pengumpulan data dan melakukan persiapan serta pembentukan spesimen uji
Melakukan proses quenching pada seluruh spesimen
Melakukan uji struktur mikro menggunakan mikroskop
Analisis Hasil
Kesimpulan
Selesai
Melakukan uji kekerasan permukaan pada seluruh
✁
V. SIMPULAN DAN SARAN
A. Simpulan
Berdasarkan pada pembahasan yang telah diuraikan pada bab IV dan mengacu
pada metode penelitian, maka dapat ditarik beberapa simpulan dan saran
sebagai berikut :
1. Terjadi peningkatan kekerasan yang signifikan pada baja AISI 1045
setelah dilakukan pelakuan panas dengan metode quenching.
2. Nilai kekerasan terendah terjadi pada metode quenching dengan holding
time 60 menit yaitu 288,2 HRC terjadi peningkatan 10% dan tertinggi
pada metode quenching dengan holding time 10 menit yaitu 291,73 HRC
terjadi peningkatan 11%.
3. Semakin lama dilakukan holding time tmenyebabkan semakin
menurunnya tingkat kekerasan pada baja AISI 1045.
B. Saran
Berdasarkan penelitian yang telah dilakukan, untuk mendapatkan hasil yang
optimal maka disarankan untuk :
1. Perlu memperhatikan variabel-variabel holding time yang lebih dekat
DAFTAR PUSTAKA
Collins,J.A., 1993, Failure of Material in Mechanical Design, Analysis
Predection and Prevention, John Willey & Son, Inc US. New York. United
States of America.
Dieter, George E., 1992, Metalurgi Mekanik, Jilid 1, edisi ketiga, alih bahasa oleh
Sriati Djaprie, Erlangga, Jakarta.
Vlack, Van. 1992. Ilmu dan Teknologi Bahan, alih bahasa oleh Sriati Djaprie,
Erlangga, Jakarta,
Avner, S.H. 1964. Introduction to Physical Metallurgy, Mc. Graw-Hill, New
York.
Diharjo, K, dan Triyono, T. 2003. Buku Pegangan Kuliah Material Teknik.
Universitas Sebelas Maret: Surakarta.
http//:www.ezlok.com