PROSES TRANSESTERIFIKASI MINYAK SAWIT
MENGGUNAKAN NOVOZYME
®435 UNTUK
MENGHASILKAN BIODIESEL SAWIT
SKRIPSI
Oleh
BUNGA INDAH SARI
110405082
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
PROSES TRANSESTERIFIKASI MINYAK SAWIT
MENGGUNAKAN NOVOZYME
®435 UNTUK
MENGHASILKAN BIODIESEL SAWIT
SKRIPSI
Oleh
BUNGA INDAH SARI
110405082
SKRIPSI INI DIAJUKAN UNTUK MELENGKAPI SEBAGIAN
PERSYARATAN UNTUK MENJADI SARJANA TEKNIK
DEPARTEMEN TEKNIK KIMIA
FAKULTAS TEKNIK
PRAKATA
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas berkat dan karunia-Nya sehingga skripsi ini dapat diselesaikan. Tulisan ini merupakan Skripsi dengan judul “Proses Transesterifikasi Minyak Sawit Menggunakan Novozyme® 435 Untuk Menghasilkan Biodiesel Sawit”, berdasarkan hasil penelitian yang penulis lakukan di Departemen Teknik Kimia Fakultas Teknik Universitas Sumatera Utara. Skripsi ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik.
Hasil penelitian ini ditujukan untuk melihat potensi dari minyak sawit sebagai bahan baku dalam proses pembuatan biodiesel. Melalui penelitian ini diperoleh hasil biodiesel dari Refined Bleached Deodorized Palm Oil (RBDPO) dengan reaksi transesterifikasi menggunakan katalis enzim lipase, sehingga hasil yang diperoleh dapat dimanfaatkan khususnya mengurangi jumlah penggunaan bahan bakar fosil.
Selama melakukan penelitian sampai penulisan skripsi ini penulis banyak mendapatkan bantuan dari berbagai pihak, untuk itu penulis mengucapkan terima kasih dan penghargaan sebesar-besarnya kepada:
1. Ir. Renita Manurung, M.Sc. selaku dosen pembimbing dan koordinator skripsi.
2. Dr. Eng. Rondang Tambun, ST, MT dan Bode Haryanto, ST, MT. PhD. yang telah memberikan saran dan masukan untuk kesempurnaan skripsi ini. 3. Dr. Eng. Irvan, M.Si. sebagai ketua departmen teknik kimia.
4. Dr. Ir. Fatimah, MT selaku sekretaris departmen teknik kimia.
5. Kedua orang tua penulis yang telah memberikan dorongan baik secara material maupun secara moral.
6. Bapak Mariadi atas kerjasama dalam membantu penelitian ini.
8. Rahayu Wulandari, selaku partner yang telah membantu penulis bekerja sama dalam menyelesaikan penelitian
9. Teman-teman angkatan 2011 yang telah menemani penulis dalam menempuh jalan menuju skripsi terutama Nurul, Olyvia, Suci, Rizka, Gusti, Nadia, Dania, Nazif, William dan Fauzy.
10.Sahabat-sahabat terbaik Sausan, Anes, Sara dan Putri yang telah memberikan banyak dukungan dan semangat kepada penulis.
11.Semua orang yang telah membantu penulis hingga penyusunan skripsi ini, yang tidak dapat ditulis namanya satu per satu.
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna oleh karena itu penulis mengharapkan saran dan masukan demi kesempurnaan skripsi ini. Semoga skripsi ini memberikan manfaat bagi pengembangan ilmu pengetahuan.
Medan, 2015
Penulis
DEDIKASI
Skripsi ini saya persembahkan untuk :
Bapak & Ibu tercinta
Bapak Jaya Sentosa dan Ibu Misriani
Orang tua dengan perhatian dan kasih sayang yang telah
membesarkan dan mendidikku hingga seperti saat ini.
Terima kasih atas pengorbanan, cinta kasih dan do’a yang
RIWAYAT HIDUP PENULIS
Nama : Bunga Indah Sari
NIM : 110405082
Tempat, tanggal lahir : Medan, 1 Juli 1993
Nama orang tua : Jaya Sentosa dan Misriani Alamat orang tua : Jalan Pancing II, Medan
Asal Sekolah:
SD Swasta Pertiwi tahun 1999-2005 SMP Swasta Al-Ulum tahun 2005 – 2008 SMAN 4 Medan tahun 2008 – 2011 Pengalaman Kerja dan Organisasi:
1. Covalen Study Group (CSG) periode 2013-2014 sebagai Anggota Pengembangan Bakat dan Minat (BAKMI).
2. Himpunan Mahasiswa Teknik Kimia (HIMATEK) FT USU periode 2013/2014 sebagai Anggota Bidang Penelitian dan Pengembangant (LITBANG)
3. Asisten Laboratorium Mikrobiologi Teknik Departemen Teknik Kimia FT USU tahun 2013-2015 modul Proses Penanaman Media dan Sterilisasi
Artikel yang akan dipublikasikan dalam seminar internasional:
ABSTRAK
Salah satu sumber minyak nabati yang dapat dimanfaatkan sebagai bahan baku biodiesel adalah Refined Bleached Deodorized Palm Oil (RBDPO). Refined Bleached Deodorized Palm Oil (RBDPO) mengandung asam lemak bebas yang relatif rendah berkisar 1,138% dibandingakan dengan Crude Palm Oil (CPO). Untuk memproduksi biodiesel asam lemak bebas pada minyak harus ≤ 2%. Karena itu, dalam penelitian ini tidak dibutuhkan perlakuan untuk menurunkan kandungan asam lemak bebas dan menghilangkan pengotor pada minyak sebelum refined bleached deodorized palm oil (RBDPO) digunakan sebagai bahan baku biodiesel. Reaksi transesterifikasi merupakan reaksi bolak balik yang relatif lambat. Untuk mempercepat jalannya reaksi dan meningkatkan hasil, proses dilakukan dengan pengadukan yang baik, penambahan katalis dan pemberian reaktan berlebih agar reaksi bergeser ke kanan. Pemilihan katalis dilakukan berdasarkan kemudahan penanganan dan pemisahannya dari produk. Metode enzimatik transesterifikasi memiliki banyak keuntungan seperti kondisi reaksi yang rendah menyebabkan konsumsi energi yang sedikit serta mudah dalam pemisahan produk samping. Pada penelitian ini, disajikan hasil penelitian sintesis biodiesel dari Refined Bleached Deodorized Palm Oil (RBDPO) dengan reaksi transesterifikasi (penggunaan etanol sebagai aseptor asil), pemakaian Novozyme® 435 sebagai katalis dalam reaktor batch sehingga diperoleh biodiesel sebagai produk, yang dianalisis menggunakan Gas Chromatography (GC). Sebagai kajian dalam penelitian ini, dibahas mengenai kemungkinan penggunaan Novozyme® 435 dalam sintesis biodiesel berbasis RBDPO. Rata-rata penurunan aktivitas enzim lipase yang diperoleh pada penelitian ini yaitu sebanyak 0,2336% menggunakan Novozyme® 435 dengan kondisi rasio molar reaktan 1:6 dan 1:9, suhu reaksi 40, 45 dan 50 oC, Novozym® 435 sebanyak 30% dan waktu reaksi selama 5, 6 dan 7 jam. Hasil terbaik diperoleh pada 7 jam waktu reaksi pada 40 ºC adalah 98,83% dari hasil ester dengan rasio molar RBDPO dan etanol adalah 1: 6 dan dosis katalis adalah 30% (w / w). Berdasarkan hasil, itu menunjukkan bahwa Novozyme® 435 adalah biokatalis baik dalam proses transesterifikasi enzimatik untuk sintesis biodiesel.
ABSTRACT
One source of vegetable oil that can be used as raw material for biodiesel is Refined Bleached Deodorized Palm Oil (RBDPO). Refined Bleached Deodorized Palm Oil (RBDPO) contains low free fatty acids ranging from 1.138% than Crude Palm Oil (CPO). To produce biodiesel, free fatty acids in the oil must be ≤ 2%. Therefore, in this study no needed treatment to reduce the content of free fatty acids and removes impurities in the oil before refined bleached deodorized palm oil (RBDPO) is used as a raw material for biodiesel. Transesterification reaction is a reversible reaction is relatively slow. To accelerate the reaction and increase the yield, the process is done with good stirring, adding the catalyst and the provision of excess reactants for the reaction shifts to the right. The selection of the catalyst made by the ease of handling and separation of the product. Enzymatic transesterification method has many advantages such as low reaction conditions lead to less energy consumption.
In this study, reported the results of a biodiesel synthesis Refined Bleached Deodorized Palm Oil (RBDPO) by a transesterification reaction (the use of ethanol as an acyl acceptor), Novozyme® 435 use as catalysts in a batch reactor in order to obtain biodiesel as a product, which was analyzed using Gas Chromatography (GC). As the studies in this research, discussed the possible use of Novozyme® 435 in RBDPO based biodiesel synthesis. The average of reduction in lipase activity obtained in this study as many as 0.2336% using Novozyme® 435 with the condition molar ratio of reactants 1: 6 and 1: 9, the reaction temperature of 40, 45 and 50 oC, Novozyme® 435 30 % and reaction time during the 5, 6 and 7 hours. The best results were obtained at 7 hours of reaction time at 40 ºC is 98.83% of the ester with a molar ratio RBDPO and ethanol is 1: 6 and the dose of the catalyst was 30% (w / w). Based on the results, it shows that Novozyme® 435 is a good biocatalyst in enzymatic transesterification process for biodiesel synthesis.
DAFTAR ISI
Halaman
PERNYATAAN KEASLIAN SKRIPSI ii
PENGESAHAN iii
PRAKATA iv
DEDIKASI vi
RIWAYAT HIDUP PENULIS vii
ABSTRAK viii
ABSTRACT ix
DAFTAR ISI x
DAFTAR GAMBAR vii
DAFTAR TABEL x
DAFTAR LAMPIRAN xi
DAFTAR SINGKATAN xiii
DAFTAR SIMBOL xv
BAB I PENDAHULUAN 1
1.1 LATAR BELAKANG 1
1.2 PERUMUSAN MASALAH 2
1.3 TUJUAN PENELITIAN 2
1.4 MANFAAT PENELITIAN 3
1.5 RUANG LINGKUP PENELITIAN 3
BAB II TINJAUAN PUSTAKA 4
2.1 BIODIESEL 4
2.2 TRANSESTERIFIKASI 6
2.2.1 Proses Transesterifikasi Enzimatis 7
2.3 BIOKATALIS 10
2.4 ENZIM LIPASE 11
2.5 NOVOZYME® 435 12
BAB III METODOLOGI PENELITIAN 15
3.1 LOKASI DAN WAKTU PENELITIAN 15
3.2 BAHAN DAN PERALATAN 15
3.2.1 Bahan Penelitian 15
3.2.2 Peralatan 15
3.3 RANCANGAN PERCOBAAN 16
3.4 PROSEDUR PENELITIAN 17
3.4.1 Prosedur Utama 17
3.4.2 Sketsa Percobaan 17
3.4.3 Prosedur Analisis 18
3.4.3.1 Analisis Aktivitas Enzim Lipase dengan Metode
Hidrolisis
18
3.4.3.2 Analisis Kadar Free Fatty Acid (FFA) Bahan Baku
RBDPO dengan Metode Tes AOCS Official Method
Ca 5a-40
18
3.4.3.3 Analisis Komponen Asam Lemak Dalam Trigliserida
Bahan Baku RBDPO dan Biodiesel yang Dihasilkan
Menggunakan GCMS
19
3.4.3.4 Analisis Viskositas Biodiesel yang Dihasilkan dengan
Metode Tes ASTM D 445
19
3.4.3.3 Analisis Densitas Biodiesel yang Dihasilkan dengan
Metode Tes OECD 109
20
3.5 FLOWCHART PERCOBAAN 21
3.5.1 Sintesis Biodiesel dengan Reaksi Transesterifikasi 21 3.5.2 Analisis Aktivitas Enzim Lipase dengan Metode Hidrolisis 22 3.5.3 Analisis Kadar Free Fatty Acid (FFA) Bahan Baku RBDPO
dengan Metode Tes AOCS Official Method Ca 5a-40
23
3.5.4 AnalisisViskositas Biodiesel yang Dihasilkan dengan Metode Tes ASTM D 445
24
3.5.5 Analisis Densitas Biodiesel yang Dihasilkan dengan Metode Tes OECD 109
BAB IV HASIL DAN PEMBAHASAN 26 4.1 ANALISIS BAHAN BAKU RBDPO (REFINED BLEACHED
DEODORIZED PALM OIL )
26
4.2 PENGARUH RASIO MOLAR TERHADAP YIELD BIODIESEL 29 4.3 PENGARUH SUHU DAN WAKTU TERHADAP PEROLEHAN
YIELD
30
4.4 MODEL HUBUNGAN ANTARA SUHU, WAKTU DENGAN YIELD
34
4.5 ANALISIS AKTIVITAS ENZYM NOOZYME® 435 36
4.6 ANALISIS PRODUK BIODIESEL 37
4.6.1 Analisis Kemurnian Etil Ester (%) 37
4.6.2 Analisis Densitas 38
4.6.3 Analisis Viskositas Kinematik 39
BAB V KESIMPULAN 40
5.1 KESIMPULAN 40
5.2 SARAN 40
DAFTAR GAMBAR
Halaman
Gambar 2.1 Reaksi Transesterifikasi Trigliserida dengan Alkohol 7
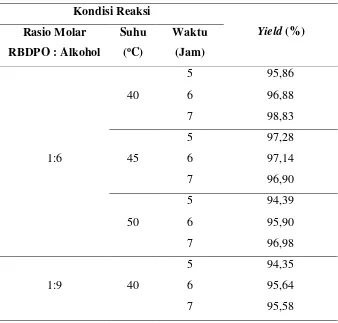
Gambar 2.2 Reaksi Transesterifikasi Enzimatis 9
Gambar 2.3 Mekanisme Kerja Enzim 11
Gambar 3.1 Rangkaian Peralatan Proses Transesterifikasi RBDPO Menggunakan Novozyme® 435 untuk Menghasilkan Biodiesel Sawit
17
Gambar 3.2 Flowchart Sintesis Biodiesel dengan Reaksi Transesterifikasi
21
Gambar 3.3 Flowchart Analisis Aktivitas Enzim Lipase dengan Metode Hidrolisis
22
Gambar 3.4 Flowchart Analisis Kadar Free Fatty Acid (FFA) Bahan Baku CPO
23
Gambar 3.5 Flowchart Analisis Viskositas Biodiesel yang Dihasilkan 24 Gambar 3.6 Flowchart Analisis Densitas Biodiesel yang Dihasilkan 25 Gambar 4.1 Perbandingan Kadar FFA dan Kadar Air CPO dan
RBDPO
26
Gambar 4.2 Kromatogram Hasil Analisis GC Komposisi Asam Lemak RBDPO
27
Gambar 4.3 Pengaruh Rasio Molar terhadap Yield Bodiesel 29 Gambar 4.4 Pengaruh Waktu dan Suhu terhadap Perolehan Yield pada
rasio molar 1:6
30
Gambar 4.5 Pengaruh Waktu dan Suhu terhadap Perolehan Yield pada rasio molar 1:9
31
Gambar 4.6 Pengaruh Waktu dan Suhu terhadap Perolehan Yield pada rasio molar 1:6
32
Gambar 4.7 Pengaruh Waktu dan Suhu terhadap Perolehan Yield pada rasio molar 1:9
32
Gambar 4.8 Aktivitas Enzim Oleh Novozyme® 435 Sebelum Pemakaian dan Setelah Pemakaian
Gambar L4.1 Bahan Baku RBDPO 57
Gambar L4.2 Proses Transesterifikasi 57
Gambar L4.3 Hasil Transesterifikasi 58
Gambar L4.4 Penyaringan Enzim 58
Gambar L4.5 Produk Akhir Biodiesel 59
Gambar L4.6 Analisa Aktivitas Enzim 59
Gambar L4.7 Analisis Densitas 60
Gambar L4.8 Analisis Viskositas 60
Gambar L5.1 Hasil Analisis Kromatogram GC-MS Asam Lemak RBDPO (Refined Bleached Deodorized Palm Oil)
61
DAFTAR TABEL
Halaman Tabel 2.1 Perkembangan Determinan Ekspor CPO di Indonesia 5
Tabel 2.2 Komponen Asam Lemak pada CPO 5
Tabel 3.1 Rancangan Percobaan untuk Reaksi Transesterifikasi 16 Tabel 4.1 Komposisi Asam Lemak dari RBDPO (Refined Bleached
Deodorized Palm Oil)
28
Tabel 4.2 Komposisi Asam Lemak Jenuh dan Tak Jenuh pada RBDPO
28
Tabel 4.3 Tabel 4.3 Variabel Penelitian 34
Tabel 4.4 Persyaratan Kualitas Biodiesel Menurut SNI 37
Tabel 4.5 Hasil Analisis Densitas Biodiesel 38
Tabel 4.6 Hasil Analisis Viskositas Kinematik Biodiesel 39
Tabel L1.1 Komposisi Asam Lemak RBDPO 49
Tabel L1.2 Komposisi Trigliserida RBDPO 50
Tabel L2.1 Hasil Analisa Densitas Biodiesel 51
Tabel L2.2 Hasil Analisa Viskositas Biodiesel 51
Tabel L2.3 Hasil Analisa Yield Biodiesel 51
Tabel L2.2 Hasil Analisa Aktivitas Enzim Berdasarkan Persen Hidrolisa RBDPO
52
DAFTAR LAMPIRAN
LAMPIRAN 1 DATA BAHAN BAKU 49
L1.1 KOMPOSISI TRIGLISERIDA ASAM LEMAK 49 BAHAN BAKU RBDPO HASIL ANALISIS GCMS
L1.2 KOMPOSISI TRIGLISERIDA BAHAN BAKU RBDPO 50 L1.3 KADAR FREE FATTY ACID (FFA) RBDPO 50
LAMPIRAN 2 DATA HASIL PENELITIAN 51
L2.1 DATA HASIL ANALISIS DENSITAS BIODIESEL 51 L2.2 DATA HASIL ANALISIS VISKOSITAS
KINEMATIKA BIODIESEL 51
L2.3 DATA YIELD BIODIESEL 51
L2.4 DATA HASIL ANALISIS AKTIVITAS ENZIM 52 BERDASARKAN PERSEN HIDROLISA RBDPO
LAMPIRAN 3 CONTOH PERHITUNGAN 53
L3.1 PERHITUNGAN KADAR FFA RBDPO 53
L3.2 PERHITUNGAN KADAR AIR RBDPO 53
L3.3 PERHITUNGAN KEBUTUHAN ETANOL 53
L3.4 PERHITUNGAN DENSITAS BIODIESEL 54
L3.5 PERHITUNGAN VISKOSITAS BIODIESEL 54
L3.6 PERHITUNGAN YIELD BIODIESEL 55
L3.7 PERHITUNGAN PERSEN HIDROLISA RBDPO 55
LAMPIRAN 4 DOKUMENTASI PENELITIAN 57
L4.1 BAHAN BAKU RBDPO 57
L4.2 PROSES TRANSESTERIFIKASI 57
L4.3 HASIL TRANSESTERIFIKASI 58
L4.4 PENYARINGAN ENZIM 58
L4.5 PRODUK AKHIR BIODIESEL 59
L4.6 ANALISIS AKTIVITAS ENZIM 59
L4.7 ANALISIS DENSITAS 60
L4.8 ANALISIS VISKOSITAS 60
LAMPIRAN 5 HASIL ANALISIS BAHAN BAKU RBDPO DAN 61 BIODIESEL
L5.1 HASIL ANALISIS KOMPOSISI ASAM LEMAK
RBDPO 61
L5.2 HASIL ANALISIS BIODIESEL 62
DAFTAR SINGKATAN
ASTM American Society for Testing and Material (ASTM)
OECD Organization for Economic Co-operation
and Development
ESDM Energi dan Sumber Daya Minyak
BM Berat Molekul
dkk dan kawan-kawan
et al et alia
CPO Crude Palm Oil
ALB Asam Lemak Bebas
RBDPO Refined Bleached Deodorized Palm Oil
FAME Fatty Acid Metyl Ester
cSt centistokes
FFA Free Fatty Acid
GC Gas Chromatography
GC-MS Gas Chromatography Mass
Spechtrophometry
PPKS Pusat Penelitian Kelapa Sawit
rpm Rotary per minute
SNI Standar Nasional Indonesia
DAFTAR SIMBOL
Simbol Keterangan Dimensi
T Suhu ºC
R Konstanta gas umum cal/gmol K
E Tenaga aktivasi cal/gmol
A Faktor tumbukan
K Konstanta kecepatan reaksi
N Normalitas N
V Volume larutan NaOH
terpakai
ml
M Berat molekul FFA CPO Gr/mol
m Berat Sampel gram
V Volume awal ml
ρ Massa jenis kg/m3
sg Specific Gravity
t Waktu alir s
ABSTRAK
Salah satu sumber minyak nabati yang dapat dimanfaatkan sebagai bahan baku biodiesel adalah Refined Bleached Deodorized Palm Oil (RBDPO). Refined Bleached Deodorized Palm Oil (RBDPO) mengandung asam lemak bebas yang relatif rendah berkisar 1,138% dibandingakan dengan Crude Palm Oil (CPO). Untuk memproduksi biodiesel asam lemak bebas pada minyak harus ≤ 2%. Karena itu, dalam penelitian ini tidak dibutuhkan perlakuan untuk menurunkan kandungan asam lemak bebas dan menghilangkan pengotor pada minyak sebelum refined bleached deodorized palm oil (RBDPO) digunakan sebagai bahan baku biodiesel. Reaksi transesterifikasi merupakan reaksi bolak balik yang relatif lambat. Untuk mempercepat jalannya reaksi dan meningkatkan hasil, proses dilakukan dengan pengadukan yang baik, penambahan katalis dan pemberian reaktan berlebih agar reaksi bergeser ke kanan. Pemilihan katalis dilakukan berdasarkan kemudahan penanganan dan pemisahannya dari produk. Metode enzimatik transesterifikasi memiliki banyak keuntungan seperti kondisi reaksi yang rendah menyebabkan konsumsi energi yang sedikit serta mudah dalam pemisahan produk samping. Pada penelitian ini, disajikan hasil penelitian sintesis biodiesel dari Refined Bleached Deodorized Palm Oil (RBDPO) dengan reaksi transesterifikasi (penggunaan etanol sebagai aseptor asil), pemakaian Novozyme® 435 sebagai katalis dalam reaktor batch sehingga diperoleh biodiesel sebagai produk, yang dianalisis menggunakan Gas Chromatography (GC). Sebagai kajian dalam penelitian ini, dibahas mengenai kemungkinan penggunaan Novozyme® 435 dalam sintesis biodiesel berbasis RBDPO. Rata-rata penurunan aktivitas enzim lipase yang diperoleh pada penelitian ini yaitu sebanyak 0,2336% menggunakan Novozyme® 435 dengan kondisi rasio molar reaktan 1:6 dan 1:9, suhu reaksi 40, 45 dan 50 oC, Novozym® 435 sebanyak 30% dan waktu reaksi selama 5, 6 dan 7 jam. Hasil terbaik diperoleh pada 7 jam waktu reaksi pada 40 ºC adalah 98,83% dari hasil ester dengan rasio molar RBDPO dan etanol adalah 1: 6 dan dosis katalis adalah 30% (w / w). Berdasarkan hasil, itu menunjukkan bahwa Novozyme® 435 adalah biokatalis baik dalam proses transesterifikasi enzimatik untuk sintesis biodiesel.
ABSTRACT
One source of vegetable oil that can be used as raw material for biodiesel is Refined Bleached Deodorized Palm Oil (RBDPO). Refined Bleached Deodorized Palm Oil (RBDPO) contains low free fatty acids ranging from 1.138% than Crude Palm Oil (CPO). To produce biodiesel, free fatty acids in the oil must be ≤ 2%. Therefore, in this study no needed treatment to reduce the content of free fatty acids and removes impurities in the oil before refined bleached deodorized palm oil (RBDPO) is used as a raw material for biodiesel. Transesterification reaction is a reversible reaction is relatively slow. To accelerate the reaction and increase the yield, the process is done with good stirring, adding the catalyst and the provision of excess reactants for the reaction shifts to the right. The selection of the catalyst made by the ease of handling and separation of the product. Enzymatic transesterification method has many advantages such as low reaction conditions lead to less energy consumption.
In this study, reported the results of a biodiesel synthesis Refined Bleached Deodorized Palm Oil (RBDPO) by a transesterification reaction (the use of ethanol as an acyl acceptor), Novozyme® 435 use as catalysts in a batch reactor in order to obtain biodiesel as a product, which was analyzed using Gas Chromatography (GC). As the studies in this research, discussed the possible use of Novozyme® 435 in RBDPO based biodiesel synthesis. The average of reduction in lipase activity obtained in this study as many as 0.2336% using Novozyme® 435 with the condition molar ratio of reactants 1: 6 and 1: 9, the reaction temperature of 40, 45 and 50 oC, Novozyme® 435 30 % and reaction time during the 5, 6 and 7 hours. The best results were obtained at 7 hours of reaction time at 40 ºC is 98.83% of the ester with a molar ratio RBDPO and ethanol is 1: 6 and the dose of the catalyst was 30% (w / w). Based on the results, it shows that Novozyme® 435 is a good biocatalyst in enzymatic transesterification process for biodiesel synthesis.
BAB I
PENDAHULUAN
1.1Latar Belakang
Permintaan dunia akan energi semakin meningkat, sementara eksplorasi bahan bakar fosil secara terus menerus akan menyebabkan cadangan minyak dunia semakin menipis. Untuk mengatasi hal tersebut, diperlukan energi alternatif yang mudah diperbaharui dan ramah lingkungan [1]. Beberapa tahun terakhir, penelitian tentang biodiesel banyak dilakukan untuk memenuhi kebutuhan bahan bakar alternatif yang ramah lingkungan. Berbeda dengan energi fosil, biodiesel merupakan energi yang biodegradable, bebas toksik dan sulfur [2].
Biodiesel dapat dibuat dengan menggunakan bahan baku minyak sayur ataupun lemak hewan yang dapat bereaksi dengan alkohol dan kemudian membentuk ester. Namun, pembuatan biodiesel dari limbah lemak hewan sulit dilakukan, karena mengandung 10-15% asam lemak yang akan menyebabkan pembentukan sabun yang lebih tinggi. Minyak sawit (palm oil) dapat digunakan sebagai bahan dasar dalam pembuatan biodiesel berkualitas tinggi [3, 4]. Indonesia merupakan salah satu negara penghasil minyak sawit mentah terbesar di dunia. Area penanaman kelapa sawit meningkat dari 7,69 juta hektar pada tahun 2013 menjadi 8,12 juta hektar pada tahun 2014. Peningkatan areal ini, tentu akan meningkatkan hasil panen, yaitu dari 3,71 menjadi 3,82 ton per hektarnya [5]. Sehingga penggunaan minyak sawit sebagai bahan baku dalam pembuatan biodiesel dapat dipertimbangkan, mengingat bahan baku yang tersedia mengalami peningkatan tiap tahunnya.
diperoleh konversi yield 54% [8]. Sedangkan pada penelitian Kumari et al, 2009 dengan menggunakan bahan baku minyak Jatropha dan enzim lipase yang diimobilisasi dari Enterobacter aerogenes dengan waktu 48 jam diperoleh konversi yield sebesar 94% [9]. Dibandingkan dengan enzyme yang telah dilaporkan tersebut, Novozyme® 435 memiliki keunggulan yaitu murah dan efisien. Go, et al, 2013 telah meneliti mengenai produksi biodiesel dari minyak kedelai menggunakan Novozyme® 435 dengan dengan waktu 48 jam menghasilkan yield 96,4% [10].
Penggunaan enzyme yang dilaporkan oleh para peneliti tersebut menggunakan minyak yang telah dimurnikan, sehingga diperlukan kajian lebih lanjut tentang pembuatan biodiesel berbasis RBDPO secara transesterifikasi menggunakan katalis Novozyme® 435 dengan etanol sebagai substrat.
1.2Perumusan Masalah
Novozyme® 435 yang digunakan sebagai pengganti katalis basa yang umum digunakan dalam proses transesterifikasi biodiesel dari RBDPO karena dapat mereduksi kelemahan katalis basa tersebut yaitu lebih ramah lingkungan, memproduksi produk dengan kemurnian yang tinggi karena mudahnya pemisahan produk dari gliserol, dan dapat digunakan berulang kali.
Oleh sebab itu perlu diteliti lebih lanjut pengaruh penggunaan Novozyme® 435 dalam produksi biodiesel dari RBDPO serta pengaruh rasio molar etanol, temperatur dan waktu reaksi terhadap produksi biodiesel dari RBDPO secara enzimatik.
1.3Tujuan Penelitian
Adapun tujuan dari penelitian ini adalah :
1. Mengkaji pengaruh penggunaan Novozyme® 435 terhadap aktivitas dan stablitas enzim dalam produksi biodiesel dari RBDPO.
1.4Manfaat Penelitian
Manfaat dari penelitian yang dilakukan adalah
1. Untuk memperoleh informasi mengenai kemungkinan penggunaan Novozyme® 435 dalam sintesis biodiesel berbasis RBDPO melalui reaksi transesterifikasi enzimatis.
2. Untuk memberikan informasi dasar kelayakan proses untuk sintesis biodiesel enzimatis.
1.5Ruang Lingkup Penelitian
Adapun ruang lingkup dari penelitian ini adalah :
1. Bahan baku untuk sintesis biodiesel adalah minyak sawit yang diperoleh dari PPKS dan katalis yang digunakan adalah Novozyme® 435.
2. Reaksi sintesis biodiesel dilangsungkan dengan kecepatan pengadukan : 150 rpm [10] dan jumlah biokatalis : 30% [10] wt serta dengan memvariasikan dua variabel seperti berikut :
- Rasio mol substrat (RBDPO : etanol) : 1:6 dan 1:9 [10] - Waktu reaksi : 5, 6 dan 7 jam [3]
- Suhu reaksi : 40 0C, 45 0C dan 50 0C [10] Analisa yang dilakukan adalah :
1. Analisa kadar Free Fatty Acid (FFA) bahan baku RBDPO. 2. Analisa aktivitas enzim lipase dengan metode hidrolisis.
3. Analisa komposisi bahan baku RBDPO dan biodiesel yang dihasilkan dengan menggunakan GCMS.
4. Analisa viskositas biodiesel yang dihasilkan dengan metode tes ASTM D 445.
BAB II
TINJAUAN PUSTAKA
2.1 Biodiesel
Biodiesel dapat dibuat dengan empat cara utama, yaitu secara langsung dengan pencampuran, mikroemulsi, pirolisis dan transesterifikasi. Metode yang paling umum digunakan adalah transesterifikasi dimana minyak atau lemak bereaksi dengan alkohol monohidrat dengan adanya katalis seperti asam, basa atau lipase [11]. Biodiesel merupakan bahan bakar alternatif untuk mesin diesel yang ramah lingkungan. Secara konvensional biodiesel diproduksi dengan transesterifikasi trigliserida dan alkohol rantai pendek dengan katalis asam atau basa [12]. Selama sepuluh tahun terakhir produksi biofuel telah meningkat secara dramatis dimana biodiesel tumbuh dari 0,8-14,7 miliar liter [13]. Pada daerah Asia-Pasifik, kebutuhan akan biodiesel diperkirakan mencapai 1,6% dari total permintaan otomotif solar di tahun 2010, yang diperkirakan akan tumbuh menjadi 3,4% pada tahun 2015 dan 4,7% di tahun 2020 [14]. Penelitian mengenai produksi biodiesel semakin meningkat karena dibutuhkannya bahan bakar alternatif yang ramah lingkungan, rendah toksik dan mudah diperbaharui. Bahan utama yang biasa digunakan adalah minyak tumbuhan, minyak alga, lemak hewan dan minyak goreng bekas [2].
Sebagai sumber energi terbarukan, biodiesel menunjukkan keuntungan sebagai berikut: (i) mengurangi ketergantungan negara pada minyak impor. (ii) Hal ini terbarukan dan memberikan kontribusi terhadap kurangnya pemanasan global daripada bahan bakar minyak diesel. (iii) Memberikan performa mesin yang baik dan dapat digunakan tanpa modifikasi mesin utama. (iv) biodiesel merupakan bahan yang biodegradable dan tidak beracun [15].
kesulitan saat mesin start-up [16]. Karena itu, RBDPO (Refined Bleach Deodorized Palm Oil) merupakan bahan utama yang memiliki potensi besar
dalam pembuatan biodiesel, dimana RBDPO merupakan fraksi minyak sawit turunan CPO yang sudah dimurnikan. Saat ini Indonesia menjadi negara dengan areal kelapa sawit terluas di dunia dengan jumlah lebih dari 7 juta ha [5].
Tabel 2.1 Jumlah Produksi Minyak Kelapa Sawit di Indonesia Tahun 2000-2011 Tahun Jumlah Produksi (dalam ribuan ton)
2000 1.977,8
2001 2.800,7
2002 3.426,7
2003 3.517,3
2004 3.847,2
2005 4.500,8
2006 5.608,2
2007 5.811,0
2008 6.923,0
2009 7.517,7
2010 8.458,7
2011 8.797,9
[5]
Keunggulan dari minyak kelapa sawit sebagai bahan baku biodiesel adalah kandungan asam lemak jenuh yang tinggi sehingga akan menghasilkan angka setana yang tinggi. Selain itu minyak kelapa sawit mempunyai perolehan biodiesel yang tinggi per hektar kebunnya [17].
Tabel 2.1 Komponen Utama RBDPO [3,19]
Komponen Jumlah
Trigliserida 95 %
Free Fatty Acids (FFA) 0,1 % max
Moisture dan Impurities 0,1 % max
[3,19]
digunakan adalah asam sulfat dan asam klorida [20]. Namun proses transesterifikasi dengan katalis alkali mempunyai beberapa kelemahan, diantaranya:
1. Katalis alkali dalam bentuk cair bercampur sempurna dengan produk sehingga pemurnian produk dari katalis relatif sulit.
2. Katalis alkali juga mengakibatkan terjadinya reaksi samping yang sangat mengganggu yaitu terjadinya reaksi saponifikasi membentuk produk samping yang tidak diinginkan sehingga menurunkan yield biodiesel.
Kedua hal di atas mengakibatkan dibutuhkannya proses pemurnian produk lebih lanjut yang relatif sulit [21]. Karena itulah pembuatan biodiesel diarahkan ke proses enzimatis untuk menghindari terjadinya reaksi saponifikasi sehingga dapat menghasilkan produk yang murni. Pembuatan biodiesel dengan enzim, terutama lipase, memiliki beberapa keunggulan dibandingkan katalis kimia yaitu dapat digunakan kembali, kondisi reaksi yang ringan, memerlukan energi dan suhu yang rendah, dan dianggap lebih alami [22, 23].
2.2 Transesterifikasi
Transesterifikasi adalah istilah umum yang digunakan untuk menggambarkan reaksi organik di mana satu tipe ester diubah ke tipe ester lain. Ketika ester direaksikan dengan alkohol, proses transesterifikasi disebut alkoholisis. Beberapa parameter, termasuk jenis katalis (basa atau asam), rasio molar alkohol/minyak, suhu, kemurnian reaktan (terutama kadar air) dan kandungan asam lemak bebas memiliki pengaruh terhadap jalannya reaksi transesterifikasi [24, 25].
Gambar 2.1 Reaksi Transesterifikasi Trigliserida dengan Alkohol [27]
Alkohol yang digunakan untuk enzimatik secara tradisional untuk produksi biodiesel industri kimia harus murah sebagai contoh metanol dan etanol, mudah untuk optimasi biaya produksi dan pasokan bahan baku [28]. Metanol atau etanol digunakan untuk produksi biodiesel enzimatik karena harga yang relatif rendah meskipun dibandingkan dengan alkohol lain, Protein (lipase) umumnya tidak stabil dalam alkohol rantai pendek. [26]. Etanol dapat diproduksi dari sumber daya terbarukan, sehingga bebas dari bahan yang berbasis minyak bumi [19]. Keuntungan dari etanol adalah tidak beracun selain merupakan bahan terbarukan dan memiliki atom karbon yang lebih tinggi sehingga menyediakan konten panas yang lebih tinggi [29]. Selama sepuluh tahun terakhir produksi biofuel meningkat dramatis. Antara tahun 2000 dan 2009 keluaran bahan bakar etanol mengalami peningkatan 16,9-72,0 miliar liter sementara biodiesel tumbuh 0,8-14,7 miliar liter [13].
2.2.1 Proses Transesterifikasi Enzimatis
dan ekonomi dimana hasil dan konversi efisiensi katalis enzimatik dipengaruhi oleh sejumlah faktor seperti sifat-sifat katalis enzim, jenis enzim dan teknik imobilisasi, pretreatment enzim, substrat dari biodiesel dan akseptor asil. Selain itu, kondisi operasi katalisis enzimatik dan desain bioreaktor juga mempengaruhi proses enzimatis ini. Diharapkan kemampuan lipase untuk mengkatalisis alkil ester dari bahan baku dengan asam lemak bebas yang tinggi akan menurunkan biaya dari proses enzimatik biodiesel [27].
Transesterifikasi dengan menggunakan katalis enzim dapat mengatasi masalah pembentukan sabun dan pemurnian multi-tahap produk akhir sehingga menghasilkan kemurnian biodiesel lebih tinggi. Lipase adalah enzim yang banyak digunakan dalam proses transesterifikasi enzimatik. Berbagai lipase telah digunakan untuk transesterifikasi trigliserida dengan alkohol rantai pendek menjadi alkil ester [30].
Mekanisme reaksi transesterifikasi dengan katalis enzim berlangsung dalam empat tahap [31]:
(a) Kompleks enzim-substrat terbentuk karena penambahan oksigen nukleofilik pada gugus O-H yang terdapat pada enzim.
(b) Asam terkonjugasi dari gugus amina mentransfer proton ke alkil oksigen substrat dan pembentukan gliserol (jika triasilgliserida adalah substrat, diasilglserida akan terbentuk dengan gliserol dan seterusnya).
(c) Atom oksigen dari molekul alkohol ditambahkan ke atom karbon C = O asil enzim intermediet, sehingga kompleks enzim-alkohol terbentuk.
Reaksi kimia terlalu lambat untuk efektif dalam kondisi sistem yang normal seperti lingkungan berair dengan pH netral dan suhu antara 20-40 °C. Sebagai perbandingan, enzim dapat mencapai hingga 107 kali lipat laju reaksi lebih cepat dari katalis yang dikembangkan oleh industri kimia. Sebagai katalis, enzim mengubah tingkat di mana kesetimbangan termodinamika tercapai, tetapi tidak mengubah keseimbangan. Ini berarti bahwa enzim bekerja reversible [32]
2.3 Biokatalis
Biokatalisis telah muncul sebagai alat penting dalam sintesis industri bahan kimia, farmasi, farmasi aktif, dan bahan makanan. Namun, jumlah dan keragaman aplikasi dari biokatalisis ini masih sederhana, mungkin karena adanya keterbatasan, seperti terbatasnya ketersediaan enzim, ruang lingkup substrat, dan stabilitas operasional. Industri terus menuntut katalis dan proses yang lebih selektif dan efisien untuk pembuatan bahan kimia. Di sini, katalis enzim sering memiliki keuntungan "alami" yang akan semakin dimanfaatkan dan akan terus meningkat [30].
Mirip dengan katalis lain, biokatalis meningkatkan kecepatan reaksi di mana katalis mengambil bagian tetapi tidak mempengaruhi termodinamika reaksi. Namun, biokatalis menawarkan beberapa karakteristik yang unik lebih dari katalis konvensional. Keuntungan yang paling penting dari biokatalis adalah selektivitas yang tinggi. Selektivitas ini sering secara kiral (stereoselektivitas), posisi (regioselektivitas) dan kelompok tertentu fungsional (kemoselektivitas). Selektivitas yang tinggi tersebut sangat diinginkan dalam sintesis kimia karena mungkin menawarkan beberapa manfaat seperti mengurangi atau tidak menggunakan gugus pelindung, meminimalkan reaksi samping, pemisahan lebih mudah dan masalah lingkungan yang lebih sedikit. Keuntungan lainnya, seperti efisiensi katalitik yang tinggi dan kondisi operasional yang ringan juga meminimalkan masalah yang tidak diinginkan dari reaksi samping [32].
komplementer spesifik yang tepat masuk ke satu sama lain. Hal ini sering disebut sebagai model "kunci dan gembok" [32].
Gambar 2.3 Mekanisme Kerja Enzim [32]
2.4 Enzim Lipase
Lipase dari bakteri dan jamur paling sering digunakan untuk proses transesterifikasi. Parameter yang optimal untuk penggunaan lipase secara spesifik tergantung pada asal serta perumusan lipase. Secara umum, enzim terbaik mampu mencapai konversi di atas 90%, sedangkan reaksi suhu bervariasi antara 30 dan 50 oC. Tidak hanya lipase, tetapi juga kebutuhan air yang optimal, suhu reaksi, apakah enzim amobil atau tidak, pilihan alkohol dan rasio alkohol dengan minyak serta waktu reaksi dan waktu hidup enzim mempengaruhi yield maksimal biodiesel [28].
Katalis lipase telah banyak diteliti untuk memproduksi FAME dengan berbagai alternatif bahan baku. Meskipun hasil yang menarik telah dicapai hingga saat ini, katalis enzimatik belum kompetitif dibandingkan dengan proses konvensional yang menggunakan bahan kimia. Alasan utama yang menjelaskan masalah ini adalah waktu reaksi yang lama (hingga 48 jam), hilangnya aktivitas enzimatik karena penggunaan alkohol dalam reaksi dan biaya operasional yang tinggi karena lipase tidak dapat digunakan kembali [33]. Pada suhu tinggi denaturasi termal enzim berlangsung dan konversi menurun. Novozym 435 harus digunakan pada suhu sekitar 35-50 oC [34].
dipulihkan dan dimurnikan dari kaldu yang dihasilkan oleh mikroorganisme hidup, sedangkan lipase intraselular tersisa baik di dalam sel ataupun di dinding sel yang memproduksinya. Mikroorganisme produsen utama untuk lipase ekstraseluler adalah Mucor miehei, Rhizopus oryzae, Candida antarctica dan Pseudomonas cepacia [35].
Lipase merupakan kelompok enzim alami yang dapat melakukan reaksi di air. Reaksi esterifikasi menggunakan lipase dapat dilakukan dalam media air, tidak hanya meningkatkan kelarutan substrat dan pereaksi dalam campuran reaksi, tetapi juga melakukan reaksi dalam arah sebaliknya, dan mudah untuk memulihkan produk dalam fasa organik dalam sistem kesetimbangan dua fase. Oleh karena itu mencari enzim yang sesuai telah menjadi bidang penelitian ekstensif. Lipase dapat mengalami penonaktifan dalam reaksi sintetis karena suhu yang berubah, tegangan geser, dan denaturasi kimia, yang umumnya hadir dalam sistem reaksi esterifikasi baik sebagai substrat atau produk. Penonaktifan enzim terjadi baik karena perubahan fisik dalam struktur enzim atau perubahan kimia [36].
2.5 Novozyme® 435
Sejumlah besar lipase dari berbagai sumber telah dianalisa untuk sintesis biodiesel. Candida antarctica B merupakan enzim yang paling banyak dipelajari untuk memproduksi biodiesel di berbagai sistem reaksi. Enzim tersebut mengkatalisis reaksi transfer asil dari berbagai minyak dan asil akseptor (alkohol atau ester) yang menunjukkan stabilitas yang tinggi dan spesifisitas substrat yang luas [12]. Novozyme® 435 menunjukkan konversi jauh lebih tinggi pada lemak tanaman dalam metanol di bawah kondisi optimum, yang pada saat yang sama memiliki suhu optimum yang lebih rendah dan stabilitas yang lebih rendah pada suhu yang lebih tinggi [11].
2.6Potensi Ekonomi Biodiesel dari RBDPO
RBDPO (Refined Bleached Deodorized Palm Oil) merupakan minyak sawit kasar yang telah mengalami beberapa proses yaitu netralisasi, dekolorisasi, dan deodorisasi. Produksi RBDPO yang merupakan fraksi turunan dari CPO di Indonesia dari tahun ke tahun semakin meningkat. RBDPO memiliki potensi yang cukup besar untuk digunakan sebagai bahan baku pembuatan biodiesel dan diharapkan dapat menjadi sumber bahan baku utama untuk pembuatan biodiesel guna mencukupi kebutuhan bahan bakar dalam negeri yang semakin tinggi.
Adapun peluang untuk mengembangkan potensi biodiesel sendiri di Indonesia cukup besar, mengingat bahan baku RBDPO tersedia cukup banyak. Demikian pula dengan penggunaan bahan bakar minyak yang jumlahnya meningkat dari tahun ke tahun. Pada tahun 2014, konsumsi premium sebesar 14,44 juta kiloliter, minyak tanah sebesar 0,46 juta kiloliter dan juga solar sebesar 8 juta kiloliter. Untuk substitusi minyak solar mengingat saat ini penggunaan minyak solar mencapai sekitar 40 % dari total penggunaan BBM untuk sektor transportasi. Sementara penggunaan solar pada industri dan PLTD adalah sebesar 74 % dari total penggunaan BBM pada kedua sektor tersebut.
Oleh karena itu, perlu dilakukan kajian potensi ekonomi biodiesel dari RBDPO. Namun, dalam tulisan ini hanya akan dikaji potensi ekonomi secara sederhana. Sebelum melakukan kajian tersebut, perlu diketahui harga bahan baku yang digunakan dalam produksi dan harga jual biodiesel. Dalam hal ini, harga biodiesel mengacu pada harga komersial RBDPO dan biodiesel.
Harga RBDPO = Rp 8700/ liter [38] Harga Biodiesel = Rp 10.900/ liter [38]
sebagai campuran bahan bakar minyak (BBM) dari 10% bertahap menjadi 20%. Sehingga harga biodiesel yang cukup mahal jika dibandingkan dengan harga bahan bakar solar yang hanya Rp. 8.500,00/liter dapat teratasi.
Kementerian mencatat realisasi implementasi biodiesel tahun lalu meningkat 69,67% dibandingkan tahun sebelumnya. Volume pemanfaatan biodiesel sebagai campuran bahan bakar mencapai 1,16 juta kilo liter, yang merupakan 65% dari total pemanfaatan bahan bakar nabati. Kementerian ESDM berusaha meningkatkan subsidi biodiesel menjadi Rp. 4.000,00/liter dalam APBNP 2015 dari sebelumnya hanya sebesar Rp. 3.000,00/liter.
BAB III
METODOLOGI PENELITIAN
3.1 LOKASI DAN WAKTU PENELITIAN
Penelitian dilakukan di Laboratorium Mikrobiologi Teknik dan Proses Industri Kimia, Departemen Teknik Kimia, Fakultas Teknik Universitas Sumatera Utara, Medan. Penelitian ini dilakukan selama lebih kurang 6 bulan.
3.2 BAHAN DAN PERALATAN 3.2.1 Bahan Penelitian
Pada penelitian ini bahan yang digunakan antara lain:
1. Refined Bleach Deodorized Palm Oil (RBDPO)
2. Novozyme® 435 3. Etanol (C2H5OH) 4. Aquadest (H2O)
5. Natrium Hidroksida (NaOH) 6. Phenolftalein (C20H14O4) 7. Poly Vinil Alcohol Teknis
3.2.2Peralatan Penelitian
Pada penelitian ini peralatan yang digunakan antara lain:
1. Erlenmeyer
2. Shaker
3. Heater
4. Corong Pemisah
5. Beaker Glass
12.Statif dan Klem 13.Stopwatch 14.Piknometer
15.Viskosimeter Ostwald 16.Karet Penghisap 17.Buret
3.3 RANCANGAN PERCOBAAN
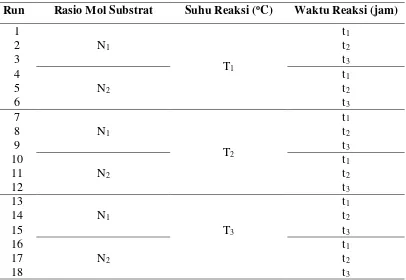
[image:38.595.111.517.331.611.2]Penelitian ini dilakukan dengan variabel bebas yaitu rasio mol substrat (N1, N2), suhu (T1, T2, T3) dan waktu reaksi (t1, t2, t3 ) pada reaksi transesterifikasi dengan menggunakan metode acak lengkap.
Tabel 3.1 Rancangan Percobaan untuk Reaksi Transesterifikasi
Run Rasio Mol Substrat Suhu Reaksi (oC) Waktu Reaksi (jam)
1
N1
T1
t1
2 t2
3 t3
4
N2
t1
5 t2
6 t3
7
N1
T2
t1
8 t2
9 t3
10
N2
t1
11 t2
12 t3
13
N1
t1
14 t2
15 T3 t3
16
N2
t1
17 t2
18 t3
3.4 Prosedur Penelitian 3.4.1 Prosedur Utama
1. Refined Bleached Deodorized Palm Oil (RBDPO) dan etanol dengan rasio mol 1:6 dan 1:9 terhadap minyak dimasukkan ke dalam Erlenmeyer.
2. Novozyme® 435 sebanyak 30% dari berat RBDPO dimasukkan ke dalam campuran.
3. Campuran dipanaskan dengan heater hingga mencapai suhu reaksi 40, 45 dan 50 oC, kemudian dihomogenkan campuran menggunakan shaker dengan kecepatan 150 rpm selama waktu tertentu.
4. Heater dan shaker dimatikan kemudian campuran reaksi dikeluarkan dari erlenmeyer setelah tercapai waktu reaksi kemudian campuran disaring dan enzim disimpan pada suhu 20 oC.
5. Etil ester kemudian ditimbang dan dianalisis. 6. Percobaan diulangi dengan variasi yang berbeda.
3.4.2 Sketsa Percobaan
Gambar 3.1 Rangkaian Peralatan Proses Transesterifikasi RBDPO Menggunakan Novozyme® 435 untuk Menghasilkan Biodiesel Sawit
Keterangan Gambar :
1. Shaker
2. Heater
1
2 3
3. Erlenmeyer 4. Termometer
3.4.3 Prosedur Analisis
3.4.3.1 Analisis Aktivitas Enzim Lipase dengan Metode Hidrolisis
Analisis aktivitas enzim lipase dengan metode hidrolisis diadopsi dari [39] dengan prosedur sebagai berikut:
1. 5 ml Refined Bleached Deodorized Palm Oil (RBDPO) dan 15 ml aquadest ditambahkan ke dalam erlenmeyer.
2. PVA teknis (Poly Vinil Alcohol) sebanyak 0,3 gram dimasukkan ke dalam campuran.
3. Novozyme® 435 dimasukkan ke dalam campuran dengan konsentrasi 10% dari berat total RBDPO dan aquadest.
4. Reaksi hidrolisis ini dilangsungkan selama 1 jam
5. Setelah tercapai waktu reaksi, sampel sebanyak 2 ml diambil untuk dititrasi menggunakan NaOH 0,05 M.
6. Kemudian nilai FFA yang terbentuk dari hasil reaksi hidrolisis dihitung untuk menyatakan aktivitas lipase dengan persamaan:
Dimana: T = normalitas larutan NaOH V = volum larutan NaOH terpakai M = berat molekul FFA
3.4.3.2 Analisis Kadar Free Fatty Acid (FFA) Bahan Baku RBDPO dengan Metode Tes AOCS Official Method Ca 5a-40
Untuk Analisis kadar FFA bahan baku RBDPO sesuai dengan AOCS Official Method Ca 5a-40 dengan prosedur sebagai berikut
1. Bahan baku RBDPO sebanyak 7,05 ± 0,05 gram dimasukkan ke dalam erlenmeyer.
3. Campuran dikocok kuat dan dilakukan titrasi dengan NaOH 0,25 N dengan indikator fenolftalein 3-5 tetes. Titik akhir tercapai jika warna larutan berwarna merah rosa dan warna ini bertahan selama 10 detik.
Dimana: T = normalitas larutan NaOH V = volum larutan NaOH terpakai M = berat molekul FFA
3.4.3.3 Analisis Komponen Asam Lemak Dalam Trigliserida Bahan Baku RBDPO dan Biodiesel yang dihasilkan menggunakan GCMS
Komposisi bahan baku RBDPO serta biodiesel yang dihasilkan akan dianalisis menggunakan instrumen GCMS pada Laboratorium Pusat Penelitian Kelapa Sawit (PPKS) untuk mengetahui komponen asam lemak dalam trigliserida seperti asam oleat, asam palmitat, dan asam stearat.
3.4.3.4 Analisis Viskositas Biodiesel yang dihasilkan dengan Metode Tes ASTM D 445 [40]
3.4.3.5 Analisis Densitas Biodiesel yang dihasilkan dengan Metode Tes OECD 109
3.5 Flowchart Penelitian
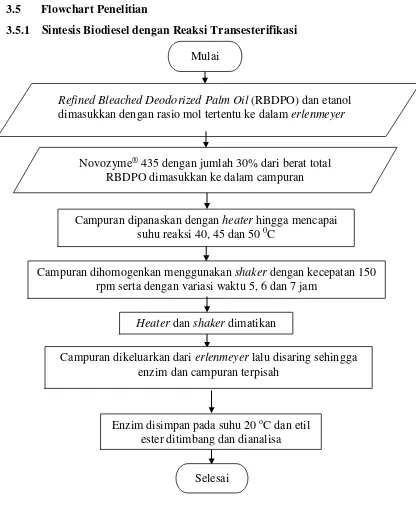
[image:43.595.108.524.83.604.2]3.5.1 Sintesis Biodiesel dengan Reaksi Transesterifikasi
Gambar 3.2 Flowchart Sintesis Biodiesel dengan Reaksi Transesterifikasi
Mulai
Refined Bleached Deodorized Palm Oil (RBDPO) dan etanol dimasukkan dengan rasio mol tertentu ke dalam erlenmeyer
Campuran dihomogenkan menggunakan shaker dengan kecepatan 150 rpm serta dengan variasi waktu 5, 6 dan 7 jam
Novozyme® 435 dengan jumlah 30% dari berat total RBDPO dimasukkan ke dalam campuran
Campuran dipanaskan dengan heater hingga mencapai suhu reaksi 40, 45 dan 50 0C
Heater dan shaker dimatikan
Campuran dikeluarkan dari erlenmeyer lalu disaring sehingga enzim dan campuran terpisah
Enzim disimpan pada suhu 20 oC dan etil ester ditimbang dan dianalisa
3.5.2 Analisis Aktivitas Enzim Lipase dengan Metode Hidrolisis
[image:44.595.118.522.81.523.2]
Gambar 3.3 Flowchart Analisis Aktivitas Enzim Lipase dengan Metode Hidrolisis Mulai
5 ml Refined Bleached Deodorized Palm Oil (RBDPO) dan 15 ml aquadest ditambahkan ke dalam erlenmeyer.
PVA teknis (Poly Vinil Alcohol) sebanyak 0,3 gram dimasukkan ke dalam campuran.
Novozym dimasukkan ke dalam campuran dengan konsentrasi 10% dari berat total RBDPO dan
aquadest
Reaksi hidrolisis ini dilangsungkan selama 1 jam
Sampel sebanyak 2 ml diambil untuk dititrasi menggunakan NaOH 0,05 M
Nilai FFA kemudian dihitung
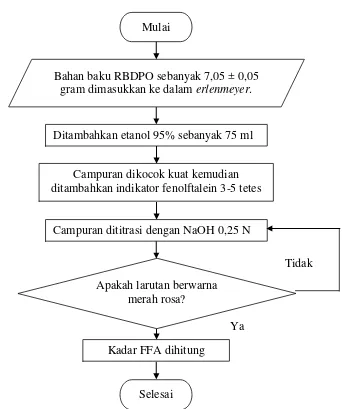
3.5.3 Analisis Kadar Free Fatty Acid (FFA) Bahan Baku RBDPO dengan Metode Tes AOCS Official Method Ca 5a-40
Gambar 3.4 Flowchart Analisis Kadar Free Fatty Acid (FFA) Bahan Baku RBDPO
Mulai
Bahan baku RBDPO sebanyak 7,05 ± 0,05 gram dimasukkan ke dalam erlenmeyer.
Ditambahkan etanol 95% sebanyak 75 ml
Campuran dikocok kuat kemudian ditambahkan indikator fenolftalein 3-5 tetes
Campuran dititrasi dengan NaOH 0,25 N
Apakah larutan berwarna merah rosa?
Ya
Tidak
Kadar FFA dihitung
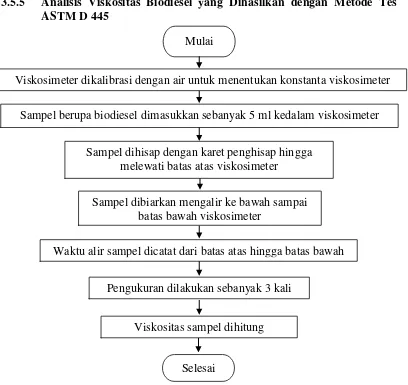
3.5.5 Analisis Viskositas Biodiesel yang Dihasilkan dengan Metode Tes ASTM D 445
Gambar 3.5 Flowchart Analisis Viskositas Biodiesel yang Dihasilkan Mulai
Viskosimeter dikalibrasi dengan air untuk menentukan konstanta viskosimeter
Sampel berupa biodiesel dimasukkan sebanyak 5 ml kedalam viskosimeter
Sampel dihisap dengan karet penghisap hingga melewati batas atas viskosimeter
Waktu alir sampel dicatat dari batas atas hingga batas bawah
Selesai
Sampel dibiarkan mengalir ke bawah sampai batas bawah viskosimeter
Pengukuran dilakukan sebanyak 3 kali
3.5.6 Analisis Densitas Biodiesel yang Dihasilkan dengan Metode Tes OECD 109
Gambar 3.6 Flowchart Analisis Viskositas Biodiesel yang Dihasilkan Mulai
Piknometer dikalibrasi dengan air untuk mengetahui volume piknometer
Piknometer diisi dengan hasil sintesis biodiesel
Massanya ditimbang
Densitas sampel percobaan dihitung
BAB IV
HASIL DAN PEMBAHASAN
4.1 ANALISIS BAHAN BAKU RBDPO (REFINED BLEACHED DEODORIZED PALM OIL)
Pada penelitian ini bahan baku yang digunakan yaitu RBDPO (Refined Bleached Deodorized Palm Oil). RBDPO (refined bleacjed deodorized palm oil)
merupakan minyak yang diperoleh dari pemurnian CPO. CPO akan mengalami tahap pemurnian sebelum dapat dikonsumsi sebagai minyak goreng atau produk turunan lainnya. Tahapan pemurnian terdiri dari 4 tahapan proses yaitu pemisahan gum, netralisasi, pemucatan, dan deodorisasi menghasilkan RBDPO (Refined Bleached and Deodorized Palm Oil). Adapun hasil fraksinasi minyak RBDPO terdiri dari fraksi olein dan stearin [41]. RBDPO tidak memerlukan pretreatment dalam penggunaannya sebagai bahan baku biodiesel secara enzimatis karena memiliki kadar FFA yang cukup rendah jika dibandingkan dengan CPO.
Gambar 4.1 Perbandingan Kadar FFA dan Kadar Air pada CPO dan RBDPO
Dibandingkan dengan CPO yang memiliki kadar FFA sebesar 4,92%, RBDPO hanya memiliki kadar FFA sebesar 1,138%. CPO memiliki gum yang
akan mengganggu proses transesterifikasi, sehingga perlu dilakukannya degumming sebelum CPO digunakan sebagai bahan baku.
Adanya kadar air pada substrat akan membantu enzim dalam mempertahankan aktivitasnya karena kadar air merupakan salah satu faktor yang mempengaruhi reaksi transesterifikasi enzimatik dimana kadar air tersebut mempunyai efek yang kuat terhadap kead aan konformasi tiga dimensi sisi aktif lipase [42]. Bila dibandingkan dengan CPO yang memiliki kadar air sebesar 3,78% RBDPO yang memiliki kadar air yang lebih rendah yaitu sebesar 2,1%. Pada Novozym 435 kadar air yang berlebihan akan menyebabkan penurunan yield, karena kandungan air yang terlalu tinggi dapat merusak masa hidup enzyme
[36].
Selanjutnya, minyak sawit (RBDPO) ini dianalisis dengan menggunakan GC (Gas Chromatography) untuk mengetahui komposisi asam-asam lemak yang terkandung didalamnya dan untuk menghitung berat molekul RBDPO (dalam bentuk trigliserida).
Berikut merupakan komposisi asam lemak hasil analisis GC dari RBDPO yang ditunjukkan pada gambar 4.2
Dari hasil analisis pada gambar 4.2, maka diperoleh komposisi asam lemak RBDPO yang dapat dilihat pada tabel 4.1.
Tabel 4.1 Komposisi Asam Lemak dari RBDPO (Refined Bleached Deodorized Palm Oil)
No. Puncak Retention Time
(menit) Komponen Penyusun
Komposisi % (b/b)
1 13,632 Asam Laurat (C12:0) 0,1781
2 16,648 Asam Miristat (C14:0) 0,9959 3 19,395 Asam Palmitat (C16:0) 44,0761 4 19,677 Asam Palmitoleat (C16:1) 0,1480
5 21,691 Asam Stearat (C18:0) 4,2354
6 22,033 Asam Oleat (C18:1) 42,7710
7 22,556 Asam Linoleat (C18:2) 6,6405 8 23,313 Asam Linolenat (C18:3) 0,0855 9 24,066 Asam Arakidat (C20:0) 0,3465 10 24,051 Asam Eikosenoat (C20:1) 0,5229 Berdasarkan data komposisi asam lemak dari RBDPO maka dapat ditentukan bahwa berat molekul RBDPO (dalam bentuk trigliserida) adalah 848,464 gr/mol sedangkan berat molekul FFA RBDPO adalah 270,015 gr/mol. Selanjutnya, berdasarkan hasil analisis GC, komponen asam lemak yang dominan pada sampel RBDPO adalah pada puncak 3 yaitu asam lemak jenuh berupa asam palmitat sebesar 44,0761 % (b/b) dan pada puncak 6 yaitu asam lemak tidak jenuh berupa asam oleat sebesar 42,7710% (b/b). Komponen trigliserida dapat dihidrolisis oleh lipase, karena lipase bereaksi dengan ikatan ester asam karboksilat untuk menghidrolisis lemak atau minyak. Minyak sawit mengandung trigliserida sebagai penyusun utama, dan sebagian kecil komponen nontrigliserida. Komposisi asam lemak jenuh dan tak jenuh pada RBDPO disajikan pada tabel 4.2 berikut.
Tabel 4.2 Komposisi Asam Lemak Jenuh dan Tak Jenuh pada RBDPO Komposisi Persentasi (%)
Asam Lemak Jenuh 49,832
Asam Lemak Tak Jenuh 50,168
Berdasarkan komposisi asam lemak jenuh dan tidak jenuh dalam RBDPO maka dimungkinkan paling sedikit 45,3981% asam lemak akan terkonversi menjadi ester dengan menggunakan Novozyme® 435. Dan karena asam lemak pada RBDPO yang lebih dominan adalah asam lemak tak jenuh yaitu sekitar 54, 6018% penggunaan enzim yang non spesifik seperti Novozyme® 435 memungkinkan akan memberikan hasil yang baik.
4.2 PENGARUH RASIO MOLAR TERHADAP YIELD BIODIESEL Adapun pengaruh rasio molar terhadap yield biodiesel diperlihatkan pada gambar 4.3.
Gambar 4.3 Pengaruh Rasio Molar terhadap Yield Bodiesel
Pada penelitian ini aseptor asil yang digunakan adalah etanol. Etanol dipilih sebagai aseptor asil karena etanol tidak beracun dan dapat diperbaharui dari biomassa [45]. Pada umumnya, lipase tidak stabil pada alkohol rantai pendek, contohnya metanol. Hal ini disebabkan karena adanya metanol yang tidak larut dan ikut bercampur dengan minyak [15].
Dalam proses pembentukan biodiesel secara kimiawi, alkohol berlebih dalam trigliserida selalu meningkatkan yield biodiesel. Namun, untuk proses enzimatik, kelebihan alkohol dapat menonaktifkan enzim, sehingga menurunkan
hasil transesterifikasi. Rasio molar alkohol optimum yang digunakan untuk produksi biodiesel enzimatik juga tergantung pada reaksi aktual sistem. Dalam sistem pelarut organik, sedikit alkohol berlebih dapat digunakan untuk mencapai hasil yang lebih tinggi. Sementara dalam sistem solvent free, menambahkan sedikit alkohol diperlukan untuk mencegah inaktivasi enzim. Alkohol harus ditambahkan ke campuran reaksi dalam jumlah kecil berturut-turut [15,35].
Ini menunjukkan bahwa rasio molar optimum untuk reaksi ini adalah 1:6. Penambahan alkohol akan menyebabkan enzyme terdeaktivasi dan membuat kinerja enzyme tidak maksimal yang menyebabkan % yield biodiesel akan menurun. Hal ini disebabkan alkohol dapat membatasi difusi minyak ke dalam ruang pori enzim. Inaktivasi lipase terjadi melalui kontak dengan alkohol yang larut karena alkohol memiliki sifat hidrofilik yang dapat menghilangkan lapisan air dari enzim [44].
4.3 PENGARUH SUHU DAN WAKTU TERHADAP PEROLEHAN YIELD
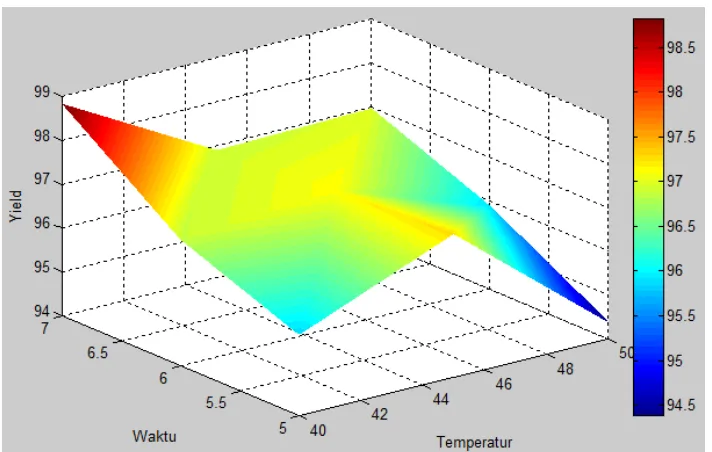
[image:52.595.135.491.454.680.2]Adapun pengaruh suhu dan waktu terhadap perubahan yield diperlihatkan pada gambar 4.4 dan 4.5.
Pada gambar 4.4 dan 4.5 yang diplot dari data pada lampiran 2, menunjukkan bahwa peningkatan suhu berpengaruh pada % yield dengan variabel tetap rasio mol reaktan 1:6 dan dapat kita lihat pada grafik plot surface bahwa pada kenaikan jumlah suhu terjadi penurunan yield yang signifikan. Diperoleh yield tertinggi pada rasio molar 1:6 pada suhu 40 oC dengan konversi yield 98,83%, sedangkan pada gambar 4.5 diperoleh yield tertinggi pada rasio molar 1:9 pada suhu 45 oC dengan konversi yield 97,28% pada waktu reaksi yang sama, yaitu 7 jam.
Gambar 4.5 Pengaruh Waktu dan Suhu terhadap Perolehan Yield pada rasio molar 1:9
Jika dilihat satu per satu untuk setiap kondisi waktu dengan temperatur maka dapat digambarkan hubungan antara waktu terhadap yield dan temperatur terhadap yield yang diberikan oleh gambar 4.6 dan gambar 4.7.
Gambar 4.6 Pengaruh waktu dan suhu terhadap perolehan yield pada rasio molar 1:6
Pada gambar 4.5 dapat kita lihat bahwa semakin lama waktu reaksi, maka % yield yang dihasilkan semakin tinggi. Namun, pada suhu 50 oC dengan waktu reaksi 7 jam % yield menjadi berkurang. Hal ini menunjukkan bahwa peningkatan suhu tidak membawa dampak positif bagi reaksi.
Pada gambar 4.7 menunjukkan bahwa peningkatan suhu dari 40 oC menjadi 45 oC % yield yang dihasilkan meningkat. Namun ketika suhu ditingkatkan lagi, % yield yang dihasilkan berkurang.
Martin dan Christina menggunakan minyak kedelai sebagai bahan baku dan etanol sebagai akseptor asil pada suhu reaksi 25 oC selama 7 jam menghasilkan konversi 97% [47]. Sedangkan pada penelitian ini dengan waktu 7 jam dan suhu 40 oC diperoleh yield biodiesel sebesar 98,83 %. Ini membuktikan bahwa untuk Novozym® 435 dengan waktu selama 7 jam, reaksi yang diinginkan telah tercapai.
Suhu optimum untuk proses transesterifikan enzimatik, bergantung pada stabilitas lipase yang digunakan, rasio molar antara alkohol dan minyak dan jenis pelarut organik. Biasanya suhu pada proses transesterifikasi untuk lipase antara 30 oC-50 oC [15]. Penelitian lain menunjukkan peningkatan sintesis biodiesel dengan suhu terjadi secara bertahap dari 30 oC sampai 40 oC, tetapi kenaikan suhu lebih lanjut pada 50 oC menyebabkan penurunan stabilitas enzim [36].
Cervero.et al (2010), melaporkan bahwa hasil yield biodiesel meningkat pada suhu reaksi 37 oC dan menurun ketika suhu reaksi telah mencapai diatas 50 oC, saat mengkonversi minyak kedelai untuk etil ester menggunakan Novozym 435 [35]. Hung Min Chang. Et al (2005), memperoleh kondisi optimum pada suhu 38 oC dengan yield biodiesel sebesar 97,9% [6]. Untuk bahan baku berupa RBDPO yang digunakan dalam penelitian ini bila dilihat dari gambar 4.5 dan 4.6, temperatur optimum untuk kerja Novozyme® 435 sesungguhnya adalah 40-45 oC. Secara teoritis suhu tinggi dapat membantu meningkatkan laju reaksi. Sebaliknya, enzim bergantung pada suhu dan mudah dinonaktifkan pada suhu tinggi. Pengaruh suhu pada aktivitas Novozym® 435 diperiksa di kisaran 30-70 oC . Aktivitas enzim meningkat karena suhu meningkat dari 30 ke 40 oC , diikuti oleh penurunan pada temperatur yang lebih tinggi [48].
4.4 MODEL HUBUNGAN ANTARA SUHU, WAKTU DENGAN YIELD Pengaruh variabel penelitian, diproses secara statistik dan ditunjukkan pada tabel 4.3
Tabel 4.3 Variabel Penelitian
No Y X1i X2i X3i
1 95.86 6 40 5
2 96.88 6 40 6
3 98.83 6 40 7
4 94.35 9 40 5
5 95.64 9 40 6
6 95.58 9 40 7
7 97.28 6 45 5
8 97.14 6 45 6
9 96.90 6 45 7
10 97.08 9 45 5
11 97.27 9 45 6
12 97.28 9 45 7
13 94.39 6 50 5
14 95.90 6 50 6
15 96.98 6 50 7
16 95.34 9 50 5
17 92.03 9 50 6
18 94.75 9 50 7
Ʃ 1729.48 135 810 108 Dimana :
X1i = rasio molar X2i = suhu reaksi X3i = waktu reaksi
∑Yi = a0n + a1∑X1i + a2∑X2i + a3∑X3i
∑YiX1i = a0∑X1i + a1∑X21i +a2∑X1iX2i + a3∑X1iX3i ∑YiX2i = a0∑X2i + a1∑X1iX2i + a2∑X221 + a3∑X2iX3i ∑YiX3i = a0∑X3i + a1∑X1iX3i + a2∑X2iX3i + a3∑X23i
18 a0 + 135 a1 + 810 a2 + 108 a3 = 1729,48 135 a0 + 1053 a1 + 6075 a2 + 810 a3 = 12954,84 810 a0 + 6075 a1 + 36750 a2 + 4860 a3 = 77787,85 108 a0 + 810 a1 + 4860 a2 + 660 a3 = 10382,90 Diperoleh nilai regresi :
a0 = 101.8958
a2 = -0.1292
a3 = 0.5017
Sehingga diperoleh persamaannya menjadi : Y = 101,8958 - 0,4015 X1 - 0,1292 X2 + 0,5017 X3
Diperoleh nilai koefisien determinasinya dan kesalahan baku regresi yaitu : R2 = 0,594359
R = 0,353262
Se2 = 1,903116 Se = 1,379535
Karena nilai R yang dihasilkan masih jauh dari 1, maka dilakukan perhitungan dengan menggunakan regresi kuadratik. Sehingga diperoleh persamaannya menjadi :
Y = -0,0268 X12 - 0,0646 X22 + 0,4083 X32 + 5,6818 X2 - 4,3983 X3 -14,7931 Diperoleh nilai koefisien determinasinya dan kesalahan baku regresi yaitu : R2 = 0,788945
R = 0,622435
Se2 = 1,2962082 Se = 1,1385114
Dengan menggunakan regresi kuadratik, diperoleh nilai R yang lebih mendekati 1, yaitu 0,622435. Kemudian dilakukan validasi, dimana :
Y = 98,83% X1 = 6 X2 = 40 X3 = ?
Sehingga diperoleh :
Y = (-0,0268x62)-(0,0646x402)+ (0,4083xX
32) + (5,6818x40)-(4,3983xX3) -14,7931
0,4083X32– 4,3983X3 + 9,3239 = 0 Diperoleh akar persamaannya X3 = 7,67
Sehingga dari persamaan di atas untuk memperoleh yield sebesar 98,83% berdasarkan nilai validasi, dibutuhkan waktu reaksi sebesar 7,67 jam atau sekitar 7 jam 40 menit.
Berdasarkan hasil analisis statistik dapat dilihat bahwa waktu reaksi memberikan pengaruh paling signifikan dalam produksi biodiesel. Sehingga dapat disimpulkan bahwa dalam proses transesterifkasi RBDPO menggunakan Novozyme® 435, variabel yang paling berpengaruh adalah waktu.
4.5 ANALISIS AKTIVITAS ENZIM NOVOZYME®435
Analisis aktivitas enzim lipase dengan metode hidrolisis yang dilakukan oleh Minovska [49]. Pada penelitian ini digunakan persen hidrolisa minyak sawit (RBDPO) sebagai parameter untuk mengetahui kinerja aktivitas enzim Novozyme® 435 yang diperlihatkan pada gambar 4.6 berikut.
Gambar 4.8 Aktivitas Enzim Oleh Novozyme® 435 Sebelum Pemakaian dan Setelah Pemakaian
Berdasarkan grafik hasil penelitian di atas, diagram aktivitas enzim oleh Novozyme®435 dilakukan pada sebelum dan setelah pemakaian. Dapat dilihat bahwa aktivitas enzim setelah pemakaian jauh menurun sebesar 0,2336 %.
Penurunan aktivitas enzim yang signifikan dari sebelum pemakaian hingga setelah pemakaian ini disebabkan oleh inhibitor yang menutupi sisi aktif pada Novozyme® 435. Salah satu inhibitor tersebut adalah minyak sawit yang tidak terkonversi yang terakumulasi pada pori-pori Novozyme® 435 [51].
4.6 ANALISIS PRODUK BIODIESEL
Adapun persyaratan kualitas biodiesel menurut SNI dapat dilihat pada tabel 4.4.
Tabel 4.4 Persyaratan Kualitas Biodiesel Menurut SNI [52]
No Parameter Standar
1 Densitas pada 40 oC, kg/m3 850 – 890 2 Viskositas kinematik pada 40 oC, cSt 2,3 – 6,0
14 Gliserol bebas, % massa maks 0,02
15 Gliserol total, % massa maks 0,24
16 Kadar ester metil, % massa min 96,50
4.6.1 Analisis Kemurnian Etil Ester (%)
Hasil dari kemurnian sampel biodiesel yang telah dihasilkan pada penelitian ini dengan kondisi terbaik dikarakterisasi untuk membandingkan komposisi biodiesel dan sifat-sifat biodiesel yang sesuai dengan Standar Nasional Indonesia (SNI) biodiesel untuk melihat apakah biodiesel yang diproduksi telah sesuai dengan syarat SNI. Berdasarkan hasil analisa GC (Gas Chromatography) yang dilakukan di Pusat Penelitian Kelapa Sawit (PPKS) Jl. Brigjen Katamso 51, Medan, kemurnian etil ester yang terbaik sebesar 98,83 % pada kondisi suhu reaksi 40 oC, jumlah katalis Novozyme® 435 30 %, waktu reaksi 7 jam dan perbandingan rasio mol alkohol dengan minyak 6:1. Hasil Analisis GC untuk setiap run ditunjukkan pada Lampiran 5.
dipisahkan dari produk [54]. Pada penelitian ini tidak dilakukan purifikasi atau pemisahan terhadap produk, sehingga rendahnya hasil kemurnian kemungkinan dapat dipengaruhi oleh gliserol dan zat pengotor seperti trigliserida (TG), digliserida (DG), monogliserida (MG) dan kehilangan reaktan.
Berdasarkan hasil penelitian perolehan kemurnian sebesar 98,83 %, dalam hal ini kemurnian dapat ditingkatkan lagi dengan cara pemisahan produk seperti menggunakan metode membran reaktor. Reaktor membran merupakan alat yang berfungsi sebagai tempat untuk melakukan reaksi dan sekaligus pemisahan berbasis membran secara bersamaan. Karena minyak dan alkohol tidak melarut, maka minyak akan melewati pori-pori membrane dalam bentuk tetesan. Pori anorganik yang berukuran mikro pada membran secara selektif memisahkan Free Fatty Alkyl Ester (FAME), alkohol, dan gliserol dengan tetap mempertahankan
tetesan emulsi minyak sehingga kesetimbangan reaksi terbatas dapat meningkat [55].
Berdasarkan hasil analisis diatas bahwa proses transesterifikasi ini memiliki potensi sebagai biodiesel. Hanya saja harus dilakukan kembali perlakuan terhadap biodiesel yang dihasilkan seperti proses purifikasi atau pemisahan produk.
4.6.2 Analisis Densitas
Densitas dapat menjadi parameter keberhasilan reaksi transesterifikasi. Densitas merupakan sifat utama dari suatu bahan bakar yang secara langsung mempengaruhi karakteristik kinerja mesin, seperti angka setana dan nilai kalor [56]. Densitas biodiesel seharusnya berkisar 0,850-0,900 g/cm3 [57].
Dari hasil percobaan yang telah dilakukan, diperoleh densitas biodiesel seperti yang telah disajikan pada tabel 4.5 berikut:
Tabel 4.5 Hasil Analisis Densitas Biodiesel Jumlah Biokatalis (b/b) Rasio Molar Reaktan Suhu Percobaan
(oC)
Densitas Biodiesel (gr/ml)
Standar SNI (kg/m3)
Suhu (oC)
Densitas yang diperoleh dari penelitian telah sesuai Standar Nasional Indonesia (SNI). Selanjutnya densitas yang diperoleh digunakan untuk perhitungan viskositas kinematik biodiesel.
4.6.3 Analisis Viskositas Kinematik
Viskositas dapat diklasifikasikan menjadi viskositas dinamik yang memiliki satuan centipoise, dan viskositas kinematik yang berkaitan dengan densitas cairan dan memiliki satuan centistokes. Viskositas biodiesel merupakan faktor penting dalam kinerja sebuah mesin dimana tinggi rendahnya viskositas memiliki efek negatif terhadap kinerja mesin [58].
Berdasarkan penelitian yang telah dilakukan, viskositas yang dihasilkan adalah seperti yang telah disajikan pada tabel 4.6 berikut:
Tabel 4.6 Hasil Analisis Viskositas Kinematik Biodiesel Jumlah Biokatalis (b/b) Rasio Molar Reaktan Suhu Percobaan
(oC)
Viskositas Kinematik (cSt) Standar SNI (cSt) Suhu (oC)
30 % 1 : 6 40 5,663 2,3-6,0 40
BAB V
KESIMPULAN DAN SARAN
5.1 KESIMPULAN
Adapun kesimpulan yang dapat diambil dari penelitian yang telah dilakukan adalah :
1. Peningkatan waktu reaksi proses transesterifikasi minyak sawit menghasilkan etil ester dengan kuantitas yield terbaik adalah pada waktu reaksi 7 jam sebesar 98,83% dan hasil penelitian menunjukkan bahwa etil ester yang dihasilkan memenuhi standar (SNI) biodiesel. Dari hasil diperoleh densitas sebesar 854,6099 kg/m3, viskositas kinematik sebesar 5,663 cSt. 2. Diperoleh bahwa temperatur optimum untuk Novozyme® 435 adalah 40-45
oC.
3. Berdasarkan hasil analisis GC, komponen asam lemak yang dominan pada sampel RBDPO adalah pada puncak 3 yaitu asam lemak jenuh berupa asam palmitat sebesar 44,0761 % (b/b) dan pada puncak 6 yaitu asam lemak tidak jenuh berupa asam oleat sebesar 42,7710% (b/b).
4. Kandungan asam lemak jenuh RBDPO sebesar 49,832% dan asam lemak tak jenuh RBDPO sebesar 50,168%.
5. Dari penelitian ini diperoleh persamaan terbaik, yaitu : Y = -0,0268 X12 - 0,0646 X22 + 0,4083 X32 + 5,6818 X2 - 4,3983 X3 -14,7931
5.2 SARAN
Adapun saran yang dapat diberikan adalah :
1. Sebaiknya untuk penelitian berikutnya disarankan memvariasikan % biokatalis.
2. Penelitian berikutnya disarankan dapat menggunakan pelarut untuk meningkatkan yield biodiesel.
3. Sebaiknya sampel yang diperoleh diuji flash
![Gambar 2.2 Reaksi Transesterifikasi Enzimatis [31]](https://thumb-ap.123doks.com/thumbv2/123dok/140783.10668/31.595.125.497.77.731/gambar-reaksi-transesterifikasi-enzimatis.webp)