ENDURANCE FATIGUE TEST ANALYSIS OF MEDIUM CARBON STEEL AISI 1045 WITH FULL ANNEALING HEAT
TREATMENT USING ROTARY BENDING TESTING MACHINE
By
JAYA SUKMANA
ABSTRACT
steel ductility. To find out the fatigue strength value of AISI 1045 steel that has been granted full annealing heat treatment, can be done by performing testing using the rotary bending testing machine. As for the testing method is done by giving the variation of load by 20%, 30%, 40%, 50% and 60% of the ultimate tensile strength value, as well as do macroscopic observations by taking action against the pattern of the fracture that occurs in the test specimens. The test results show that the value of the maximum fatigue strength is able to accomplish is 1.112.645 cycle on the 20% loading, accompanied by the presence of symptoms of ductile to brittle transition between 40% and 50% load from ultimate tensile strength value.
ANALISIS UJI KETAHANAN LELAH BAJA KARBON SEDANG AISI 1045 DENGAN PERLAKUAN PANAS
FULL ANNEALING MENGGUNAKAN
ALAT ROTARY BENDING
Oleh
JAYA SUKMANA
ABSTRAK
pada baja AISI 1045 adalah metode full annealing yang dapat meningkatkan keuletan baja tersebut. Untuk mengetahui nilai ketahanan lelah baja AISI 1045 yang telah diberikan perlakuan panas full annealing, dapat dilakukan dengan melakukan pengujian ketahanan lelah menggunakan alat rotary bending. Adapun metode pengujian yang dilakukan adalah dengan memberikan variasi pembebanan sebesar 20%, 30%, 40%, 50% dan 60% dari nilai tegangan tarik maksimum dari baja tersebut, serta melakukan pengamatan makroskopik tehadap pola perpatahan yang terjadi pada spesimen pengujian. Hasil pengujian menunjukkan bahwa nilai ketahanan lelah maksimum yang mampu dicapai adalah 1.112.645 siklus pada pembebanan 20%, disertai dengan adanya gejala transisi jenis patahan ulet menjadi getas pada pembebanan antara 40% dan 50%.
ANALISIS UJI KETAHANAN LELAH BAJA KARBON
SEDANG AISI 1045 DENGAN PERLAKUAN PANAS
FULL ANNEALING
MENGGUNAKAN
ALAT
ROTARY BENDING
Oleh JAYA SUKMANA
(Skripsi)
Sebagai Salah Satu Syarat untuk Mencapai Gelar SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BANDAR LAMPUNG
RIWAYAT HIDUP
Penulis dilahirkan di Lampung Utara pada tanggal 12 Juni 1990 sebagai anak ke lima dari 6 bersaudara pasangan suami istri Suminta dan Casnah.
Pendidikan penulis diawali dari Madrasah Ibtidaiyah Al-Islamiyah Bandar sakti pada tahun 1996 dan diselesaikan pada tahun 2002, selanjutnya penulis melanjutkan di Sekolah Lanjutan Tingkat Pertama Madrasah Tsanawiyah Al-Muhajirin Bandar sakti hingga tahun 2005, kemudian melanjutkan pendidikan di Sekolah Menengah Kejuruan Negeri 2 Bandar lampung Jurusan Teknik Mekanik Otomotif hingga tahun 2008. Pada jenjang pendidikan perguruan tinggi, penulis diterima sebagai mahasiswa Program Studi S1 Teknik Mesin di Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung melalui Jalur SNMPTN pada tahun 2008.
MOTTO
Sesungguhnya Allah tidak merobah keadaan sesuatu kaum sehingga mereka merobah
keadaan yang ada pada diri mereka sendiri. (Qs. Ar-Ra’d ayat 11)
Karena Sesungguhnya sesudah kesulitan itu ada kemudahan (5), Sesungguhnya
sesudah kesulitan itu ada kemudahan (6) (Qs. Alamnasyiroh, ayat 5-6)
Allah tidak pernah memberi hal yang sia-sia kepada hambanya, sekalipun kamu mengalami kegagalan, itu merupakan sebuah pelajaran agar kamu dapat berhasil di masa yang akan datang. Percayalah Allah akan memberi yang terbaik untuk kita, selagi kita
berusaha dengan yang terbaik yang kita miliki.
Janganlah kamu menyia-nyiakan waktu, karna waktu yang telah kau sia-siakan tidak akan bisa kembali. Gunakanlah waktumu dengan
sebaik-baiknya
Awali setiap kegiatanmu dengan menyebut Namanya, sadarilah dan niatkanlah semua mengharap keridhoanNya, karna hanya padaNya
Dengan kerendahan hati
harapan menggapai ridho-Nya
kupersembahkan karya kecilku ini untuk
Ayahanda dan Almarhum Ibunda
Atas segala pengorbanan yang tak terbalaskan,
kesabaran, keikhlasan, doa, cinta dan kasih
sayangnya
Keluarga Besar Penulis
Teman-teman Seperjuangan Penulis
TEKNIK MESIN 2008
SOLIDARITY FOREVER
SANWACANA
Assalamu’alaikum Warahmatullahi Wabarakaatuh.
Alhamdulillaahirabbil’aalamiin, segala puji dan syukur penulis panjatkan kehadirat ALLAH SWT atas berkat rahmat, hidayah dan karunia-NYA penulis dapat menyelesaikan skripsi ini dengan judul “Analisis Uji Ketahanan Lelah Baja Karbon Sedang AISI 1045 Dengan Heat Treatment Full Annealing Dengan Menggunakan Alat Rotary Bending”. Shalawat serta salam penulis panjatkan kepada junjungan Nabi besar, Muhammad SAW yang telah membuka jalan serta membimbing kita dari zaman jahiliyah hingga sampailah kita pada zaman yang terang benderang pada saat sekarang ini.
Terselesaikannya penyusunan skripsi ini tidak terlepas dari banyaknya dukungan dan motivasi dari berbagai pihak. Oleh karena itu, pada kesempatan ini penulis ingin menyampaikan rasa terimakasih kepada:
2. Bapak Prof. Drs. Suharno, M.Sc., Ph.D., selaku Dekan Fakultas Teknik Universitas Lampung.
3. Bapak Harmen Burhanuddin, S.T., M.T., selaku Ketua Jurusan Teknik Mesin Universitas Lampung.
4. Bapak Zulhanif, S.T., M.Sc. selaku pembimbing utama tugas akhir, terima kasih atas semua arahan, bimbingan, motivasi dan ilmu yang diberikan selama penyelesaian tugas akhir penulis.
5. Ibu Dr. Eng Shirley Savetlana, S.T., M.Met selaku dosen pembimbing pendamping tugas akhir, terima kasih atas semua saran-saran, bimbingan, dan juga atas segala nasehat dan motivasinya terhadap penulis.
6. Bapak Harnowo S.T, M.T. selaku dosen pembahas dan selaku dosen pembimbing akademik, terima kasih atas semua saran-saran, motivasi serta nasehat terhadap penulis.
7. Seluruh Dosen dan staf pengajar Jurusan Teknik Mesin yang telah banyak memberikan ilmunya kepada penulis dan membantu penulis dalam menyelesaikan studi di Jurusan Teknik Mesin.
9. Kakak-kakakku (Ali Mulyono, Een Marlina, Juju Hartini beserta Suami, dan Siti Mutmainah) yang selalu memberikan banyak bantuan baik secara materi dan moril selama penulis menyelesaikan studi di Universitas Lampung.
10.Teman terdekatku Nur Jannah, rekan skripsi Hendra Prawira, yang selalu berjuang bersama dan memberikan dukungan atas semua kerja kerasku untuk menyelesaikan Skripsi ini
11.Teman-teman seperjuangan, Bicar Sahat Nauli, Roy Ronal, Amar Ma’ruf, Dimas Kusuma Putra, M Apriliansyah, M Ihsan Yusuf, Jasendo F, Uda (Alfurkhan) dan rekan-rekan Teknik Mesin 2008 lainnya yang telah membantu dan memberikan dukungannya. Semoga persaudaraan kita tetap terjaga dengan slogan “SolidarityForever”
Dan semua pihak yang tidak dapat disebutkan satu per satu, terima kasih penulis ucapkan atas bantuan yang diberikan sehingga terselesaikannya skripsi ini.
Wassalamu’alaikum Warahmatullahi Wabarakaatuh.
Bandar Lampung, 20 Agustus 2014 Penulis
xi
DAFTAR ISI
Halaman
ABSTRAK
HALAMAN JUDUL ... i
HALAMAN PENGESAHAN ... ii
PERNYATAAN ... iii
RIWAYAT HIDUP ... iv
HALAMAN PERSEMBAHAN ... vi
MOTTO ... vii
SANWACANA ... viii
DAFTAR ISI ... xi
DAFTAR TABEL ... xvi
DAFTAR GAMBAR ... xvii
I. PENDAHULUAN A. Latar Belakang ... 1
C. Tujuan Penelitian ... 5
D. Batasan Masalah ... 5
xii
II. TINJAUAN PUSTAKA
A. Baja Karbon ... 8
1. Carbon ... 8
2. Mangan ... 8
3. Phospor dan Sulfur ... 9
B. Pengelompokan Jenis Baja Karbon ... 9
1. Baja Karbon Rendah ... 9
2. Baja Karbon Sedang ... 10
3. Baja Karbon Tinggi ... 11
C. Baja AISI 1045 ... 10
D. Perlakuan Panas ... 11
1. Proses Perlakuan Panas ... 11
a. Diagram fasa equilibrium baja karbon ... 12
b. Laju pemanasan ... 13
c. Penahanan waktu ... 14
d. Media pendingin ... 14
2. Annealing ... 14
a. Stress relief annealing ... 14
b. Sporodising annealing ... 14
c. Full annealing ... 15
3. Normalising ... 16
xiii
5. Tempering ... 17
E. Penerapan Pengujian Bahan ... 17
1. Pengujian Tarik ... 17
2. Uji Fatik ... 19
a. Awal retak ... 21
b. Perambatan retak ... 22
c. Perpatahan ... 22
d. Skematik permukaan patah fatik ... 23
e. Faktor - faktor yang mempengaruhi kekuatan fatik ... 23
3. Alat Uji Fatik ... 25
a. Axial ... 25
b. Cantilever beam ... 26
c. Torsional fatigue testing machine ... 26
d. Special purpose fatigue testing machine ... 27
e. Multi axial fatigue testing machine ... 27
III. METODOLOGI PENELITIAN A. Tempat dan Waktu ... 28
B. Alat dan Bahan ... 28
1. Spesimen Uji ... 28
a. Spesimen uji tarik ... 28
b. Spesimen uji fatik ... 29
xiv
3. Roughness Tester ... 30
4. Mesin Uji Tarik ... 30
5. Mesin Uji Fatik Tipe Rotary Bending dan Kelengkapannya ... 31
C. Prosedur Pengujian ... 32
D. Data Hasil Yang Hendak Diperoleh Dari Hasil Pengujian ... 35
E. Diagram Alir Penelitian ... 38
IV. HASIL DAN PEMBAHASAN A. Pembentukan Speimen Uji ... 39
B. Pengujian Kekasaran Permukaan ... 40
C. Proses Perlakuan Panas ... 41
D. Pengujian Kekuatan Tarik ... 43
E. Penentuan Nilai Pembebanan ... 47
F. Pengujian Kekuatan Fatik ... 49
G. Pembahasan ... 50
H. Analisis Pola Perpatahan ... 55
1. Pembebanan 60 % ... 55
2. Pembebanan 50 % ... 56
3. Pembebanan 40 % ... 57
4. Pembebanan 30 % ... 58
5. Pembebanan 20 % ... 59
I. Metalografi ... 60
xv
A. Simpulan ... 64
B. Saran ... 65
DAFTAR PUSTAKA
xvi
DAFTAR TABEL
Tabel Halaman
1. Hasil Uji Kekasaran Spesimen ... 40 2. Hasil uji tarik Baja AISI 1045 dengan perlakuan panas full annealing .. 43 3. Nilai Pembebanan yang diberikan pada pengujian fatik ... 48 4. Hasil Pengujian Fatik Baja AISI 1045 Full Annealing ... 49 5. Perbandingan nilai ketahanan fatik baja AISI 1045 tanpa perlakuan
xvii
DAFTAR GAMBAR
Gambar Halaman
1. Diagram fasa equilibrium baja karbon ... 1 2. Grafik temperatur annealing baja karbon ... 16 3. Kurva tegangan – regangan rekayasa ... 19 4. Diagram S-N ... 20 5. Skematik permukaan patah fatik rotational bending dan torsi ... 23 6. RR. Moore-Type Machines... 26 7. Torsional Fatik Testing Machines ... 27 8. Dimensi benda uji tarik ... 28
9. Dimensi benda uji fatikstandar ASTM E 466 ... 29
10.Furnace ... 29
11.Roughness tester ... 30
12.Mesin uji tarik tarno grocki ... 30
13.Mesin uji fatik ... 31
14.Diagram alir penelitian ... 38
xviii
18.Proses perlakuan panas ... 42 19.Spesimen uji setelah dilakukan perlakuan panas full annealing ... 42 20.Mesin uji tarik tipe tarno grocki ... 43 21.Grafik hasil uji tarik baja AISI 1045 Pengujian Anil 1 ... 44 22.Grafik hasil uji tarik baja AISI 1045 Pengujian Anil 2 ... 44 23.Grafik hasil uji tarik baja AISI 1045 Pengujian Anil 3 ... 45 24.Permukaan patahan spesimen Anil 1 ... 46 25.Permukaan patahan spesimen Anil 2 ... 46 26.Spesimen setelah uji Tarik ... 47 27.Diagram hasil pengujian fatik baja aisi 1045 annealing ... 50 28.Foto spesimen uji setelah pengujian fatik ... 54 29.Foto penampang patahan spesimen pada pembebanan 60% ... 55 30.Foto penampang patahan spesimen pada pembebanan 50% ... 57 31.Foto penampang patahan spesimen pada pembebanan 40% ... 57 32.Foto penampang patahan spesimen pada pembebanan 30% ... 58 33.Foto penampang patahan spesimen pada pembebanan 20% ... 59 34.Struktur mikro spesimen uji sebelum mengalami perlakuan panas full
annealing ... 61 35.Struktur mikro spesimen uji setelah mengalami perlakuan panas full
annealing ... 61 36.Perbandingan nilai ketahanan fatik baja AISI 1045 tanpa perlakuan panas
II. TINJAUAN PUSTAKA
A. Baja Karbon
Menurut unsur paduannya, baja karbon adalah logam yang terbentuk dari beberapa unsur, dengan unsur utama yaitu Besi / Ferous( Fe) dan unsur karbon (C), serta beberapa unsur pemadu lainnya seperti mangan, phosphor dan sulfur yang masing – masing unsur memiliki pengaruh tersendiri terhadap sifat mekanik dari baja karbon tersebut. Berikut merupakan sedikit penjelasan mengenai pengaruh unsur paduan pada baja karbon:
1. Carbon (C)
Carbon memiliki sifat keras namun getas. Pengaruhnya ketika dipadukan pada logam (besi), akan meningkatkan kekuatan mekanik material berupa ketahanan deformasi yang tinggi serta kekerasan permukaan dengan memperhatikan komposisi campuran yang tepat.
2. Mangan (Mn)
9
mencegah terjadinya kegetasan pada suhutinggi(hot shortness) dan untuk mempermudah proses rolling saat pembentukan raw material.
3. Phosphor (P) dan Sulfur (S)
Kedua unsur ini sedapat mungkin diminimalisir dalam paduan baja karbon, karena pada dasarnya sulit untuk mendapatkan paduan baja karbon tanpa phosphor dan sulfur. Phosphor menimbulkan sifat getas pada suhu rendah, menurunkan kekuatan baja dalam menahanbeban benturan pada suhu rendah. Sedangkan Sulfur menyebabkan baja menjadi getas pada suhu tinggi. Karena hal itu, batas maksimal kandungan keduanya tidak boleh melebihi 0,05 %. (Timings,1998)
B. Pengelompokan Jenis Baja Karbon
1. Baja karbon rendah ( low carbon steel )
10
2. Baja karbon sedang ( medium carbon steel )
Baja karbon jenis ini mengandung unsur karbon antara 0,30 sampai dengan 0,60 %. Karena memiliki kekuatan yang baik secara nilai keuletan maupun kekerasannya, baja karbon sedangumum digunakan sebagai bahan bakualat-alat perkakas,bahan baku komponen mesin seperti baut, poros putaran tinggi, roda gigi, batang penghubung piston, pegas dan lainnya.
3. Baja karbon tinggi( high carbon steel )
Baja karbon tinggi adalah baja karbon yang mengandung karbon antara 0,70 s/d 1,5 %. Baja karbon inidigunakan untuk keperluan yang memerlukan ketahanan terhadap defleksi, beban gesek dan temperatur tinggi seperti bearing, mata bor, palu, mata pahat, gergaji, blok silinder, cincin torak dansebagainya. (Van,2005)
C. Baja AISI 1045
11
Baja AISI 1045 umumnya memiliki nilai kekuatan tarik antara 570 hingga 700 MPa, dan nilai kekerasan antara 170 hingga 210 brinell. Baja AISI 1045 memiliki karakter dengan kemampuan las yang baik, mampu mesin yang baik, serta memiliki kamampuan menyerap beban impak yang cukup baik. Baja AISI 1045 memiliki cakupan aplikasi yang cukup luas diantaranya digunakan sebagai roda gigi, pin ram, batang ulir kemudi, baut pengikat kompoinen dalam mesin, poros engkol, batang penghubung, bearing, dan lainnya. (azom,2012)
D. Perlakuan Panas (Heat Treatment).
1. Proses perlakuan panas
Perlakuan panas (heat treatment) adalah suatu proses mengubah sifat logam dengan jalan mengubah struktur mikro melalui proses pemanasan, penahanan waktu dan pengaturan kecepatan pendinginan tanpa merubah komposisi kimia didalamnya. Tujuan dilakukannya proses perlakuan panas yaitu untuk merekayasa atau mendapatkan kekerasan baja sesuai dengan rencana yang diinginkan. Ragam perlakuan panas pada logam adalah: - Annealing
- Normalizing - Hardening - Tempering
12
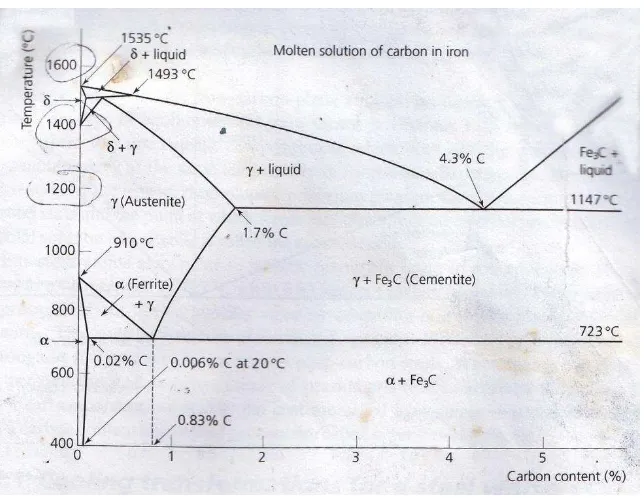
a. Diagram fasa equilibrium baja karbon
Gambar 1. Diagram fasa equilibrium baja karbon (Timings, 1998)
Penjelasan diagram:
- Pada kandungan karbon mencapai 6.67% terbentuk struktur mikro dinamakan Sementit Fe3C (dapat dilihat pada garis vertikal paling
kanan).
- Sifat – sifat cementitte: sangat keras dan sangat getas
- Pada sisi kiri diagram dimana pada kandungan karbon yang sangat rendah, pada suhu kamar terbentuk struktur mikro ferit.
13
- Pada baja dengan kandungan karbon rendah sampai dengan titik eutectoid, struktur mikro yang terbentuk adalah campuran antara ferit dan perlit.
- Pada baja dengan kandungan titik eutectoid sampai dengan6.67%, struktur mikro yang terbentuk adalah campuran antara perlit dan sementit.
- Pada saat pendinginan dari suhu leleh baja dengan kadar karbon rendah, akan terbentuk struktur mikro Ferit Delta lalu menjadi struktur mikro Austenit.
- Pada baja dengan kadar karbon yang lebih tinggi, suhu leleh turun dengan naiknya kadar karbon, peralihan bentuk langsung dari leleh menjadi Austenit.
b. Laju pemanasan
Material dipanaskan sampai temperatur tetentu dimana pemanasan yang dilakukan tidak merubah bentuk komponen (tetap dalam keadaan solid, temperatur pemanasan tidak sampai fasa (delta), karena fasa terbatas, pemanasan tidak sampai pada fasa γ yang bertemperatur tinggi, karena
14
c. Penahanan waktu (holding time)
Setelah material mencapai temperatur yang diinginkan kemudian dilakukan penahanan waktu untuk mendapatkan struktur yang dinginkan.
d. Media pendingin
Dimana media pendingin yang digunakan yaitu oli, air, tungku dan udara terbuka. Untuk baja karbon, medium pendinginyang digunakan adalah air, sedangkan untuk baja paduan medium yang disarankan adalah oli, cairan polimer atau garam.
2. Annealing
a. Stress-relief annealing
Stress-relief annealing (annealing untuk menghilangkan tegangan dalam).Tujuannya adalah untuk menghilangkan tegangan sisa (tegangan dalam) dalam baja tuang yang tebal, juga pada logam yang sudah mengalami pengelasan. Prosesnya benda kerja dipanaskan sampai suhu dibawah 550 – 650o C dipertahankan beberapa saat
kemudian didinginkan perlahan - lahan, dan hasilnya dapat memperbaiki sifat mampu mesin.
b. Sporoidising annealing
15
suhu mendekati austenite, diikuti dengan pendinginan yang lambat, memperpanjang periode disekitar suhu tersebut. Untuk baja perkakas dan baja paduan tinggi, pemanasan antara 750 – 800o C atau lebih
tinggi dan dipertahankan pada suhu tersebut untuk beberapa jam, diikuti oleh pendinginan yang perlahan-lahan. Hasilnya sifat mampu mesin meningkat seiring sifat bahan yang menjadi lebih lunak.
c. Full annealing
16
Gambar 2.Grafik temperatur annealing baja karbon (Timings, 1998)
3. Normalising
17
4. Quenching
Tujuannya merubah mikro struktur baja sedemikian rupa sehingga diperoleh mikro struktur martensit yang keras. Penggunaannya untuk semua macam alat perkakas dan beberapa bagian mesin yang penting khususnya untuk yang mendapatkan beban berat (seperti roda gigi, cam shaft, pegas). Prosesnya baja dipanaskan sampai suhu kritis, kemudian ditahan pada suhu tersebut beberapa saat (sesuai dengan dimensi dan bentuknya) dilanjutkan dengan pendinginan dengan cepat.
5. Tempering
Tempering adalah pemanasan kembali baja yang telah dikeraskan untuk menghilangkan tegangan dalam dan mengurangi kekerasan. Prosesnya dengan memanaskan kembali benda kerja berkisar pada setengah dari suhu hardening dan didinginkan dalam ruang terbuka. (Timings,1998)
E. Penerapan Pengujian Bahan
1. Pengujian tarik
18
Pu
σu= —— ……… (1) A0
Dimana :
σu = Tegangan tarik maksimal (MPa) Pu = Beban tarik (kN)
A0 = Luasan awal penampang (mm²)
Regangan yang dipergunakan pada kurva diperoleh dengan cara membagi perpanjangan panjang ukur dengan panjang awal, persamaanya yaitu:
Lf− L0
= ———— ×100 ………… (2) L0
Dimana:
= Regangan (%) L0 = Panjang awal (mm) L1 = Panjang akhir (mm)
19
[image:35.595.232.426.103.290.2]2)
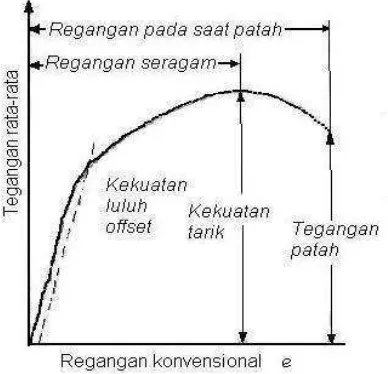
Gambar 3. Kurva tegangan – regangan rekayasa. (Dieter,1992)
Dari gambar diatas, ditunjukkan bahwa bentuk dan besaran pada kurva tegangan-regangan suatu logam tergantung pada komposisi, perlakuan panas, deformasi plastis yang pernah dialami, laju regangan, suhu dan keadaan tegangan yang menentukan selama pengujian. Parameter – parameter yang digunakan untuk mengambarkan kurva tegangan regangan logam yaitu:-
a. Kekuatan tarik b. Kekuatan Luluh
c. Perpanjangan. (Dieter, 1986).
2. Uji fatik
20
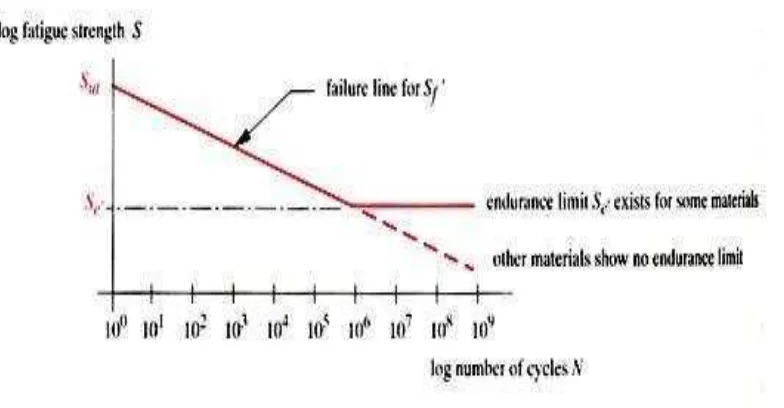
[image:36.595.119.511.240.444.2]berisi identifikasi jumlah siklus waktu terhadap variasi tegangan dan menemukan adanya endurance limits (level tegangan yang masih dapat ditoleransi per satu juta siklus fully reversed stress) pada baja. Hal tersebut dapat diamati pada diagram Wohler yang lebih dikenal sebagai diagram S-N pada gambar dibawah:
Gambar 4. Diagram S-N. (Schutz, 1996)
21
a. Awal retak (initiation crack)
Cacat (defect) pada struktur dapat bertindak sebagai awal keretakan. Cacat padastruktur berdasarkan asal terbentuknya dapat dikategorikan menjadi dua kelompok.
1. Cacat yang terbentuk selama masa fabrikasi, disebabkan oleh :
- Cacat lateral yang terjadi pada material (material defect).
- Cacat yang disebabkan karena proses pengerjaan material (manufacturing defect). Contohnya seperti tumpulnya peralatan-peralatan atau jeleknya peralatan-peralatan yang digunakan untuk pengerjaan material, panas yang berlebihan yang disebabkan karena pengelasan dan sebagainya.
- Pemilihan material yang salah atau proses perlakuan panas material(poor choise of material or heat treatment). Contoh pemilihan material yang salah seperti, material yang seharusnya digunakan untuk fatigue tetapi cenderung digunakan untuk corrosion crackingoleh karena pemilihan perlakuan panas yang tidak diketahui.Perlakuan panas seperti carburizing pengerasan permukaan hampir selalu menyebabkan perubahan pada permukaan.
- Teknik produksi dari material yang salah (poor choise of production technique).
22
2. Cacat yang terbentuk selama service struktur, diantaranya : - Kelelahan struktur, terjadi saat struktur mencapai umur
kelelahannya.
- Fluktuasi tegangan pada permukaan yang telah mengalami korosi
b. Perambatan retak (crack propagation )
Jumlah total siklus yang menyebabkan kegagalan fracture merupakan penjumlahan jumlah siklus yang menyebabkan retakan awal dan fase perambatannya. Initiation Crack ini berkembang menjadi microcracks. Perambatan atau perpaduan microcracks ini kemudian membentuk macrocracks yang akan berujung pada failure. Pada permukaan patahan material yang mengalami pembebanan rotational bending, perambatan retak ditandai dengan beach mark yang memisahkan antara daerah awal retak dengan daerah patahan akhir
c. Perpatahan akhir (final fracture)
23
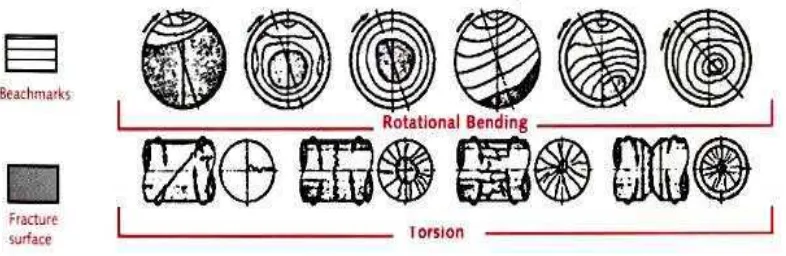
d. Skematik permukaan patah fatik
[image:39.595.118.511.280.408.2]Jenis perpatahan yang terjadi pada material umumnya dapat dilihat dari pola atau skema perpatahan pada permukaan material yang mengalami perpatahan dengan pengamatan secara makro. Pada dasarnya ada 3 jenis patahan yang didasarkan pada sifat material yaitu perpatahan ulet, perpatahan getas serta gabungan perpatahan ulet dan getas
Gambar 5. Skematik permukaan patah fatik rotational bending dan torsi
e. Faktor faktor yang mempengaruhi kekuatan fatik
1. Faktor kelembaban lingkungan
Faktor kelembaban lingkungan sedikit mempengaruhi kekuatan lelah, pada lingkungan kelembaban tinggi membentuk pit korosi dan retak pada permukaan spesimen yang menyebabkan kegagalan lebih cepat terjadi.
2. Tipe pembebanan
24
dengan pembebanan aksial mempunyai kekuatan lelah lebih rendah dari baja yang menerima pembebanan lentur putar.
3. Faktor putaran
Sebagaimana yang telah diteliti oleh (Iwamoto, 1989) bahwa nilai kekuatan fatik sebuah benda yang diuji pada putaran 750 rpm hingga 1500 rpm mempunyai kekuatan lelah yang hampir sama tetapi apabila diuji pada putaran 50 rpm, terjadi penurunan kekuatan lelah dibandingkn dari hasil pengujian pada 750 rpm hingga 1500 rpm.
4 Faktor suhu
Faktor suhu sangat mempengaruhi kekuatan lelah karena suhu menaikan konduktifitas elektrolit lingkungan sehingga dapat mempercepat proses oksidasi. Untuk mengkondisikan pengujian standar terhadap suhu, pengujian dilakukan pada temperatur kamar. Pada pengujian di suhu 40o C retakan pada spesimen memanjang dari pada pengujian di suhu 20oC dengan retakan yang halus,
25
5 Faktor tegangan sisa
Faktor tegangan sisa yang mungkin timbul pada saat pembuatan spesimen direduksi dengan cara melakukan pemakanan pahat sehalus mungkin terhadap spesimen sehingga pemakanan pahat tidak menimbulkan tegangan sisa maupun tegangan lentur pada spesimen.
6 Faktor komposisi kimia
Pengaruh faktor komposisi kimia terhadap kekuatan lelah diharapkan sama untuk seluruh spesimen uji dengan pemilihan bahan yang diproduksi dalam satu kali proses pembuatan, sehingga didapat kondisi pengujian yang standar untuk seluruh spesimen uji. (Dieter, 1986)
3. Alat Uji Fatik
Alat uji fatik di klasifikasian menjadi beberapa jenis seperti yang di jelaskan berikut.
a. Axial (Direct-Stress)
26
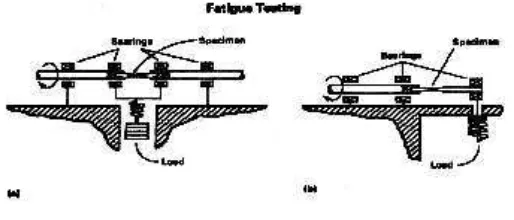
b. Cantilever Beam Machines
[image:42.595.204.461.265.375.2]Cantilever Beam Machines, dimana spesimen memiliki bagian yang mengecil baik pada lebar, tebal maupun diameternya, yang mengakibatkan bagian daerah yang diuji memiliki tegangan seragam hanya dengan pembebanan yang rendah dibandingkan lenturan fatik yang seragam dengan ukuran bagian yang sama.
Gambar 6. RR. Moore-Type Machines dapat beroperasi sampai10.000rpm (Sastrawan, 2010)
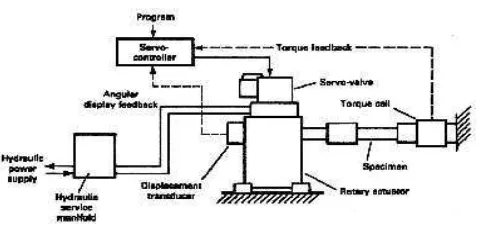
c. Torsional Fatique Testing Machines
Sama dengan mesin tipe Axial hanya saja menggunakan penjepit yang sesuai jikapuntiran maksimal. yang dibutuhkan itu kecil.Gambar dibawah ini adalah “εesin Uji Fatik akibat Torsi” yang dirancang
27
Gambar 7. Torsional Fatik Testing Machines (Sastrawan, 2010)
d. Special-Purpose Fatique Testing Machines
Dirancang khusus untuk tujuan tertentu. Dan merupakan modifikasidarimesin penguji fatik yang sudah ada. Penguji kawat adalah modifikasi dari“RotatingBeam Machines”.
e. Multiaxial Fatique Testing Machines
DAFTAR PUSTAKA
Collins,J.A., 1993, Failure of Material in Mechanical Design, Analysis Predection and Prevention, John Willey & Son, Inc US. New York. United States of America.
Dieter, George E., 1992, Metalurgi Mekanik, Jilid 1, edisi ketiga, alih bahasa oleh Sriati Djaprie, Erlangga, Jakarta.
Harsono, Charis Sonny. 2006.,Skripsi: Karakteristik Kekuatan Fatik Pada Paduan Aluminium Tuang. Semarang. Universitas Negeri Semarang.
Hasan, Indra. 2006. Tesis: Kekuatan Lelah Baja HQ 705 dan Baja Thyrodur 1730 di Lingkungan Kelembaban Tinggi. Medan. Universitas Sumatera Utara.
Hosford, William F., 2010, Mechanical Behaviour of Material, Second Editions, New York. United States of America. Cambridge University.
Iwamoto, K. 1989., On the S-N Curve of Carbon Steel Under Rotary Bending Condition in City Water. Transaction of the Japan Society of Mechanical Engineers, Japan
Muchsin, Ismail. 2002., Elektronika dan Motor Listrik. Jakarta. Universitas Mercu Buana
Sastrawan, Iwayan Gede Budi. 2010., Skripsi: Analisis Kekuatan Fatik Baja Karbon Sedang AISI 1045 Dengan Type Rotary Bending. Bandar Lampung. Universitas Lampung.
Satoto, Ibnu. 2002. Kekuatan Tarik, Struktur Mikro, dan Struktur Makro Lasan Stainless Steel Dengan Las Gesek (friction welding). Yogyakarta.
Sugiarto, Teguh. 2012., Skripsi: Analisis Uji Ketahanan Lelah Baja Karbon Sedang Aisi 1045 Dengan Heat Treatment (Quenching) Dengan Menggunakan Alat Rotary Bending. Bandar Lampung. Universitas Lampung.
Vlack, Van. 1992. Ilmu dan Teknologi Bahan, alih bahasa oleh Sriati Djaprie, Erlangga, Jakarta,
W. Schutz (1996). A history of fatigue. Engineering Fracture Mechanics . Pergamon. England