RANCANG BANGUN APLIKASI PENJADWALAN
PRODUKSI PADA CV. GEMILANG INDONESIA
TUGAS AKHIR
Program Studi S1 Sistem Informasi
Oleh:
Nova Nahusuly 12410100039
FAKULTAS TEKNOLOGI DAN INFORMATIKA
vii DAFTAR ISI
ABSTRAK ... vii
KATA PENGANTAR ... viii
DAFTAR ISI ... x
DAFTAR TABEL ... xiv
DAFTAR GAMBAR ... xv
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 4
1.3 Batasan Masalah ... 4
1.4 Tujuan ... 4
1.5 Manfaat ... 4
1.6 Sistematika Penulisan ... 5
BAB II LANDASAN TEORI ... 7
2.1 Sistem Informasi ... 7
2.2 Penjadwalan Produksi ... 7
2.3 Istilah-Istilah dalam Penjadwalan Produksi ... 8
2.4 Kriteria Proses Penjadwalan ... 9
2.5 Metode-metode Penjadwalan Produksi... 10
2.6 System Development Life Cycle (SDLC) ... 12
2.7 Visual Basic.Net ... 14
2.8 MyStructured Query Language (MySql) ... 15
viii
2.9.1 White Box Testing ... 16
2.9.2 Black Box Testing ... 16
BAB III ANALISIS DAN PERANCANGAN SISTEM ... 18
3.1 Analisis Kebutuhan Sistem ... 18
3.1.1 Identifikasi Masalah ... 19
3.1.2 User Requirement ... 21
3.1.3 Software Requirement ... 27
3.1.4 Model Pengembangan ... 42
3.2 Desain Sistem... 44
3.2.1 System Flow ... 45
3.2.2 Diagram Jenjang Penjadwalan Produksi ... 57
3.2.3 Entity Relationship Diagram (ERD) ... 66
3.2.4 Struktur Database ... 69
3.2.5 Desain InputOutput ... 79
3.3 Desain Uji Coba ... 91
3.3.1 Desain Uji Coba Form Login... 91
3.3.2 Desain Uji Coba Form Menu Utama ... 92
3.3.3 Desain Uji Coba Form Master Produk ... 93
3.3.4 Desain Uji Coba Form Master Detil Produk ... 95
3.3.5 Desain Uji Coba Form Master Mesin ... 96
3.3.6 Desain Uji Coba Form Master Penentuan Mesin ... 97
3.3.7 Desain Uji Coba Form Master Kapasitas Produksi ... 99
3.3.8 Desain Uji Coba Form Transaksi Detil Pemesanan ... 99
ix
3.3.10 Desain Uji Coba Form Perhitungan Metode ... 101
3.3.11 Desain Uji Coba Form Perbandingan Metode ... 102
3.3.12 Desain Uji Coba Form Penjadwalan ... 103
3.3.13 Desain Uji Coba Form Laporan Penjadwalan Produksi ... 104
BAB IV HASIL DAN PEMBAHASAN ... 105
4.1 Kebutuhan Sistem ... 105
4.1.1 Kebutuhan Perangkat Lunak ... 105
4.1.2 Kebutuhan Perangkat Keras ... 105
4.2 Implementasi Sistem ... 106
4.2.1 Form Login ... 106
4.2.2 Form Menu Utama ... 107
4.2.3 Form Master Data Mesin ... 108
4.2.4 Form Master Produk ... 112
4.2.5 Form Master Penentuan Mesin ... 113
4.2.6 Form Master Kapasitas Produksi ... 113
4.2.7 Form Detil Pemesanan ... 114
4.2.8 Form Perhitungan Metode ... 115
4.2.9 Form Perbandingan Metode ... 116
4.2.10 Form Penjadwalan ... 117
4.2.11 Form Laporan Penjadwalan Produksi ... 118
4.3 Uji Coba Aplikasi ... 119
4.3.1 Hasil Test CaseForm Login Aplikasi ... 119
4.3.2 Hasil Test CaseForm Menu Utama ... 121
x
4.3.4 Hasil Test Case Form Master Detil Produk ... 126
4.3.5 Hasil Test Case Form Master Data Mesin ... 128
4.3.6 Hasil Test Case Form Master Penentuan Mesin ... 131
4.3.7 Hasil Test Case Form Master Kapasitas Produksi... 135
4.3.8 Hasil Test Case Form Detil Pemesanan ... 136
4.3.9 Hasil Test Case Form Perhitungan Metode ... 140
4.3.10 Hasil Test Case Form Perbandingan Metode ... 143
4.3.11 Hasil Test Case Form Penjadwalan ... 147
4.3.12 Hasil Test Case Form Laporan Penjadwalan Produksi ... 149
4.4 Evaluasi ... 151
BAB V PENUTUP ... 152
5.1 Kesimpulan ... 152
5.2 Saran ... 152
DAFTAR PUSTAKA ... 154
xi
DAFTAR TABEL
Tabel 3.1 Pengolahan Master Produk ... 22
Tabel 3.2 Pengolahan Master Detil Produk ... 22
Tabel 3.3 Pengolahan Master Data Mesin ... 23
Tabel 3.4 Pengolahan Master Penentuan Mesin ... 23
Tabel 3.5 Pengolahan Master Kapasitas Produksi ... 24
Tabel 3.6 Transaksi Detil Pemesanan ... 24
Tabel 3.7 Menampilkan Detil Pemesanan ... 25
Tabel 3.8 Perhitungan Metode ... 25
Tabel 3.9 Perbandingan Metode ... 26
Tabel 3.10 Penjadwalan Produksi ... 26
Tabel 3.11 Pembuatan Laporan Penjadwalan Produksi ... 27
Tabel 3.12 Pengolahan Master Produk ... 28
Tabel 3.13 Pengolahan Master Detil Produk ... 30
Tabel 3.14 Pengolahan Master Data Mesin ... 32
Tabel 3.15 Pengolahan Master Penentuan Mesin ... 34
Tabel 3.16 Pengolahan Master Kapasitas Produksi ... 36
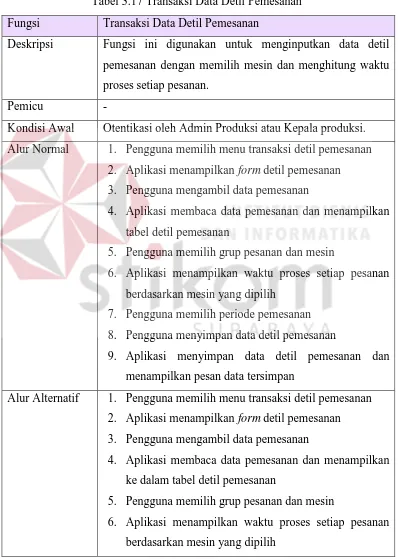
Tabel 3.17 Transaksi Data Detil Pemesanan... 37
Tabel 3.18 Menampilkan Data Detil Pemesanan ... 38
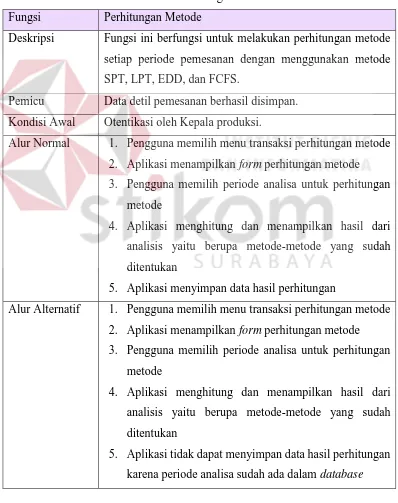
Tabel 3.19 Perhitungan Metode ... 39
Tabel 3.20 Perbandingan Metode ... 40
Tabel 3.21 Penjadwalan Produksi ... 41
xii
Tabel 3.23 Tabel Karyawan ... 70
Tabel 3.24 Tabel Pelanggan ... 70
Tabel 3.25 Tabel Produk ... 71
Tabel 3.26 Tabel Detil Produk ... 72
Tabel 3.27 Tabel Mesin... 72
Tabel 3.28 Tabel Jenis Mesin... 73
Tabel 3.29 Tabel Parameter ... 73
Tabel 3.30 Tabel Parameter Mesin ... 73
Tabel 3.31 Tabel Penentuan Mesin ... 74
Tabel 3.32 Tabel Kapasitas Produksi ... 74
Tabel 3.33 Tabel Pemesanan... 75
Tabel 3.34 Tabel Detil Pemesanan... 76
Tabel 3.35 Tabel Perhitungan Metode ... 76
Tabel 3.36 Tabel Detil Perhitungan Metode ... 77
Tabel 3.37 Tabel Penjadwalan ... 78
Tabel 3.38 Tabel Detil Penjadwalan ... 78
Tabel 3.39 Desain Uji Coba FormLogin ... 91
Tabel 3.40 Desain Uji Coba Form Menu Utama ... 92
Tabel 3.41 Desain Uji Coba Form Master Produk ... 93
Tabel 3.42 Desain Uji Coba Form Master Detil Produk ... 95
Tabel 3.43 Desain Uji Coba Form Master Mesin ... 96
Tabel 3.44 Desain Uji Coba Form Master Penentuan Mesin ... 97
Tabel 3.45 Desain Uji Coba Form Master Kapasitas Produksi ... 99
xiii
Tabel 3.47 Desain Uji Coba Form Detil Pemesanan ... 100
Tabel 3.48 Desain Uji Coba Form Perhitungan Metode ... 101
Tabel 3.49 Desain Uji Coba Form Perbandingan Metode ... 102
Tabel 3.50 Desain Uji Coba Form Penjadwalan ... 103
Tabel 3.51 Desain Uji Coba Form Laporan Penjadwalan Produksi ... 104
Tabel 4.1 Data Test CaseLogin Aplikasi... 119
Tabel 4.2 Hasil Test CaseLogin Aplikasi ... 119
Tabel 4.3 Hasil Test CaseForm Menu Utama ... 121
Tabel 4.4 Data Test Case Master Produk ... 122
Tabel 4.5 Hasil Test Case Master Produk ... 122
Tabel 4.6 Data Test Case Master Detil Produk ... 126
Tabel 4.7 Hasil Test Case Master Detil Produk ... 126
Tabel 4.8 Data Test Case Master Mesin Plat ... 128
Tabel 4.9 Data Test Case Master Mesin Cetak ... 128
Tabel 4.10 Data Test Case Master Mesin Collator ... 128
Tabel 4.11 Data Test Case Master Mesin Potong ... 129
Tabel 4.12 Hasil Test Case Master Mesin ... 129
Tabel 4.13 Data Test Case Master Penentuan Mesin ... 131
Tabel 4.14 Hasil Test Case Master Penentuan Mesin ... 132
Tabel 4.15 Hasil Test Case Master Kapasitas Produksi ... 135
Tabel 4.16 Data Test Case Detil Pemesanan ... 136
Tabel 4.17 Hasil Test Case Detil Pemesanan... 136
Tabel 4.18 Data Test Case Perhitungan Metode ... 140
xiv
Tabel 4.20 Data Test Case Perbandingan Metode ... 143
Tabel 4.21 Hasil TestCase Perbandingan Metode ... 143
Tabel 4.22 Data Test Case Penjadwalan ... 147
Tabel 4.23 Hasil Test Case Penjadwalan ... 147
Tabel 4.24 Data Test Case Laporan Penjadwalan Pesanan... 149
xv
DAFTAR GAMBAR
Gambar 2.1 SDLC dengan metode Waterfall ... 12
Gambar 3.1 SDLC dengan metode Waterfall (Pressman, 2015) ... 18
Gambar 3.2 Document Flow Penjadwalan Produksi ... 20
Gambar 3.3 Diagram Blok Penjadwalan Produksi CV. Gemilang Indonesia... 43
Gambar 3.4 System FlowLogin Aplikasi ... 46
Gambar 3.5 System Flow Pengolahan Master Produk ... 47
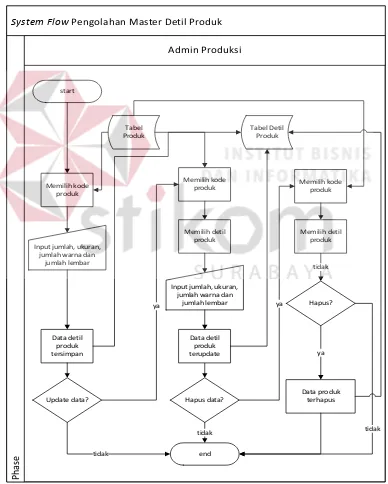
Gambar 3.6 System Flow Pengolahan Master Detil Produk ... 48
Gambar 3.7 System Flow Pengolahan Master Data Mesin ... 49
Gambar 3.8 System Flow Pengolahan Master Penentuan Mesin ... 50
Gambar 3.9 System Flow Pengolahan Master Kapasitas Produksi ... 51
Gambar 3.10 System Flow Pengolahan Transaksi Detil Pemesanan ... 52
Gambar 3.11 System Flow Menampilkan Master Detil Pemesanan ... 53
Gambar 3.12 System Flow Perhitungan Metode ... 54
Gambar 3.13 System Flow Perbandingan Metode ... 55
Gambar 3.14 System Flow Penjadwalan Produksi ... 56
Gambar 3.15 System Flow Laporan Penjadwalan Produksi ... 57
Gambar 3.16 Diagram Jenjang Penjadwalan Produksi ... 58
Gambar 3.17 Context Diagram ... 59
Gambar 3.18 DFD Level 0 ... 60
Gambar 3.19 DFD level 1 Login Aplikasi ... 61
Gambar 3.20 DFD Level 1 Pengolahan Data Master ... 61
xvi
Gambar 3.22 DFD Level 1 Perhitungan Metode ... 63
Gambar 3.23 DFD Level 1 Perbandingan Metode ... 63
Gambar 3.24 DFD Level 2 Pengolahan Data Mesin ... 64
Gambar 3.25 DFD Level 2 Pengolahan Data Produk ... 64
Gambar 3.26 DFD Level 2 Pengolahan Data Detil Produk ... 65
Gambar 3.27 DFD Level 2 Pengolahan Data Penentuan Mesin ... 65
Gambar 3.28 DFD Level 2 Pengolahan Data Kapasitas Produksi ... 66
Gambar 3.29 Entity Relationship Diagram (ERD) ... 67
Gambar 3.30 Conceptual Data Model (CDM) ... 68
Gambar 3.31 Physical Data Model (PDM) ... 69
Gambar 3.32 Desain FormLogin ... 79
Gambar 3.33 Desain Form Menu Utama ... 79
Gambar 3.34 Desain Form Master Produk ... 80
Gambar 3.35 Desain Form Master Detil Produk ... 81
Gambar 3.36 Desain Form Master Mesin Plat ... 82
Gambar 3.37 Desain Form Master Mesin Cetak ... 83
Gambar 3.38 Desain Form Master Mesin Collator ... 84
Gambar 3.39 Desain Form Master Mesin Potong ... 85
Gambar 3.40 Desain Form Master Penentuan Mesin ... 86
Gambar 3.41 Desain Form Master Kapasitas Produksi ... 86
Gambar 3.42 Desain Form Transaksi Detil Pemesanan ... 87
Gambar 3.43 Desain Form Detil Pemesanan ... 88
Gambar 3.44 Desain Form Transaksi Perhitungan Metode ... 89
xvii
Gambar 3.46 Desain Form Transaksi Penjadwalan ... 90
Gambar 3.47 Desain Form Laporan Penjadwalan Produksi ... 91
Gambar 4.1 FormLogin ... 107
Gambar 4.2 Form Menu Utama ... 108
Gambar 4.3 Form Master Mesin Plat ... 109
Gambar 4.4 Form Master Mesin Cetak... 110
Gambar 4.5 Form Master Mesin Collator ... 111
Gambar 4.6 Form Master Mesin Potong... 111
Gambar 4.7 Form Master Produk ... 112
Gambar 4.8 Form Master Penentuan Mesin ... 113
Gambar 4.9 Form Master Kapasitas Produksi ... 114
Gambar 4.10 Form Detil Pemesanan Tab Input Detil Pemesanan ... 115
Gambar 4.11 Form Detil Pemesanan Tab Daftar Detil Pemesanan... 115
Gambar 4.12 Form Pehitungan Metode ... 116
Gambar 4.13 Form Perbandingan Metode ... 117
Gambar 4.14 Form Penjadwalan Produksi ... 118
Gambar 4.15 Form Laporan Penjadwalan Produksi ... 118
Gambar 4.16 Hasil Test Case No 01 Login Aplikasi ... 120
Gambar 4.17 Hasil Test Case No 02 Login Aplikasi ... 120
Gambar 4.18 Hasil Test Case No 03 Login Aplikasi ... 121
Gambar 4.19 Hasil Test Case No 04 Form Menu Utama ... 121
Gambar 4.20 Hasil Test Case No 05 Form Menu Utama ... 122
Gambar 4.21 Hasil Test Case No 04 dan 05 Form Menu Utama ... 122
xviii
Gambar 4.23 Hasil Test Case No 07 Master Produk ... 124
Gambar 4.24 Hasil Test Case No 08 Master Produk ... 124
Gambar 4.25 Hasil Test Case No 09 Master Produk ... 125
Gambar 4.26 Hasil Test Case No 10 Master Produk ... 125
Gambar 4.27 Hasil Test Case No 11 Master Produk ... 125
Gambar 4.28 Hasil Test Case No 12 Master Produk ... 125
Gambar 4.29 Hasil Test Case No 13 Master Detil Produk ... 127
Gambar 4.30 Hasil Test Case No 14 Master Detil Produk ... 127
Gambar 4.31 Hasil Test Case No 15 Master Detil Produk ... 127
Gambar 4.32 Hasil Test Case No 16 Master Detil Produk ... 128
Gambar 4.33 Hasil Test Case No 17Master Data Mesin ... 130
Gambar 4.34 Hasil Test Case No 18Master Data Mesin ... 130
Gambar 4.35 Hasil Test Case No 19Master Data Mesin ... 131
Gambar 4.36 Hasil Test Case No 20 Master Data Mesin ... 131
Gambar 4.37 Hasil Test Case No 21 Master Data Mesin ... 131
Gambar 4.38 Hasil Test Case No 22Master Penentuan Mesin ... 133
Gambar 4.39 Hasil Test Case No 23Master Penentuan Mesin ... 134
Gambar 4.40 Hasil Test Case No 24Master Penentuan Mesin ... 134
Gambar 4.41 Hasil Test Case No 25Master Penentuan Mesin ... 134
Gambar 4.42 Hasil Test Case No 26Master Penentuan Mesin ... 134
Gambar 4.43 Hasil Test Case No 27Master Penentuan Mesin ... 135
Gambar 4.44 Hasil Test Case No 28 Master Kapasitas Produksi ... 135
Gambar 4.45 Hasil Test Case No 29 Master Kapasitas Produksi ... 136
xix
Gambar 4.47 Hasil Test Case No 31 Detil Pemesanan ... 138
Gambar 4.48 Hasil Test Case No 32 Detil Pemesanan ... 139
Gambar 4.49 Hasil Test Case No 33 Detil Pemesanan ... 139
Gambar 4.50 Hasil Test Case No 34 Detil Pemesanan ... 139
Gambar 4.51 Hasil Test Case No 35 Detil Pemesanan ... 139
Gambar 4.52 Hasil Test Case No 36 Detil Pemesanan ... 140
Gambar 4.53 Hasil Test Case No 37 Detil Pemesanan ... 140
Gambar 4.54 Hasil Test Case No 38 Perhitungan Metode ... 142
Gambar 4.55 Hasil Test Case No 39 Perhitungan Metode ... 142
Gambar 4.56 Hasil Test Case No 40 Perhitungan Metode ... 142
Gambar 4.57 Hasil Test Case No 41 Perhitungan Metode ... 143
Gambar 4.58 Hasil TestCase No 42 Perbandingan Metode ... 145
Gambar 4.59 Hasil TestCase No 43 Perbandingan Metode ... 145
Gambar 4.60 Hasil TestCase No 44 Perbandingan Metode ... 146
Gambar 4.61 Hasil TestCase No 45 Perbandingan Metode ... 146
Gambar 4.62 Hasil TestCase No 46 Perbandingan Metode ... 146
Gambar 4.63 Hasil TestCase No 47 Perbandingan Metode ... 146
Gambar 4.64 Hasil Test Case No 48 Penjadwalan ... 148
Gambar 4.65 Hasil Test Case No 49 Penjadwalan ... 148
Gambar 4.66 Hasil Test Case No 50 Penjadwalan ... 148
Gambar 4.67 Hasil Test Case No 51 Laporan Penjadwalan ... 150
Gambar 4.68 Hasil Test Case No 52 Laporan Penjadwalan ... 150
1 BAB I PENDAHULUAN
1.1 Latar Belakang
Penjadwalan produksi merupakan salah satu tahap penting sebelum memulai suatu kegiatan produksi. Penjadwalan produksi ini sangat penting dilakukan pada proses produksi dikarenakan perusahaan harus mampu memenuhi permintaan pesanan pelanggan dengan tepat waktu. Penjadwalan produksi juga dapat meminimalisasi keterlambatan yang terjadi pada kegiatan produksi. Keterlambatan produksi akan merugikan perusahaan karena dapat mengurangi kepercayaan pelanggan terhadap perusahaan.
CV. Gemilang Indonesia (CV. GI) merupakan perusahaan yang bergerak pada bidang percetakan. CV. GI berdiri sejak tahun 2012 serta mulai melakukan produksi di tahun yang sama yang beralamatkan di Jalan Sekawan Indah B-12 Perumahan Bumi Citra Fajar Sidoarjo. CV. GI memiliki tujuan yaitu menjadi perusahaan percetakan yang mampu memenuhi permintaan pelanggan dengan produk-produk yang berkualitas, perusahaan selalu berusaha meningkatkan produktivitas demi kemajuan perusahaan dan menjadi perusahaan ternama di Indonesia. CV. GI memproduksi produk seperti nota, surat jalan, brosur dan sebagainya dalam jumlah besar (minimal pemesanan 2000 lembar cetakan ).
memotong dan merapikan cetakan. Kapasitas produksi setiap mesin berbeda tergantung pada setiap kapasitas produk dan mesin berjalan selama 72 jam dalam seminggu.
Pada periode September 2015 – Februari 2016 rata-rata transaksi yang dilakukan mencapai 700 pemesanan dan persentase keterlambatan mencapai 41% dari jumlah pemesanan yang dikerjakan. Keterlambatan tersebut terjadi karena perusahaan belum mengoptimalkan penggunaan mesin. Sebagai contoh terdapat banyak produk dalam satu pesanan, setiap produk harus diproses secara berurutan untuk setiap mesin. Dalam hal ini, ketika suatu produk dikerjakan pada mesin pertama, mesin yang lainnya harus menunggu sampai pekerjaan dimesin pertama selesai dikerjakan. Hal tersebut terjadi juga karena tidak adanya penjadwalan produksi yang pasti karena perusahaan kesulitan dalam memprediksikan waktu penyelesaian produk secara akurat karena begitu banyaknya pesanan yang diterima. Perusahaan mengerjakan pesanan dengan mengurutkan pesanan mana yang terlebih dahulu datang.
Berdasarkan permasalahan tersebut, maka perusahaan memerlukan suatu solusi yang dapat mengatasi keterlambatan produksi dengan cara membuat suatu penjadwalan produksi agar penggunaan mesin dapat optimal dengan menggunakan metode yang benar. Terdapat empat metode yang dapat digunakan untuk penjadwalan produksi, yaitu metode First Come First Serve (FCFS), metode
1.2 Perumusan Masalah
Berdasarkan latar belakang yang telah dijabarkan, diperoleh suatu rumusan masalah yaitu bagaimana merancang dan membangun aplikasi penjadwalan produksi pada CV. Gemilang Indonesia.
1.3 Batasan Masalah
Berdasarkan rumusan masalah diatas, adapun batasan masalah pada penelitian ini sebagai berikut:
1. Penjadwalan produksi dilakukan dengan mengetahui waktu yang dibutuhkan untuk penyelesaian produksi, tanggal jatuh tempo yang diperoleh dari kapasitas mesin, dan berapa lama waktu yang diperlukan untuk proses penjilidan. 2. Produksi diasumsikan selalu menghasilkan kualitas yang baik.
3. Aplikasi yang dibangun hanya pada mesin plating, mesin cetak, mesin collator dan mesin potong.
4. Sistem yang akan dibangun tidak menyangkut persediaan bahan baku, sehingga diasumsikan persediaan bahan baku selalu tersedia.
5. Penjadwalan produksi yang akan dilakukan per periode tertentu. 6. Mesin diasumsikan selalu dalam keadaan baik.
7. Sumber daya yang mengoperasikan mesin diasumsikan selalu tersedia. 1.4 Tujuan
Dengan mangacu pada perumusan masalah maka tujuan yang hendak dicapai dalam penyusunan tugas akhir ini adalah menghasilkan aplikasi penjadwalan produksi pada CV. Gemilang Indonesia.
1.5 Manfaat
1. Aplikasi yang dibuat diharapkan dapat membantu pihak produksi dalam menjadwalkan produksi dengan mengoptimalkan penggunaan mesin. 2. Dapat mengurangi keterlambatan pengerjaan pesanan pelanggan. 1.6 Sistematika Penulisan
Untuk memberikan gambaran menyeluruh terhadap masalah yang dibahas, maka sistematika penulisan dibagi kedalam beberapa bab yaitu :
BAB I : PENDAHULUAN
Pada bab ini menjelaskan tentang latar belakang masalah yang ada pada perusahaan, perumusan masalah bagaimana membuat rancang bangun aplikasi, batasan masalah dalam merancang aplikasi, tujuan dan manfaat dari pembuatan rancang bangun, serta sistematika penulisan laporan tugas akhir ini.
BAB II : LANDASAN TEORI
Pada bab ini berisi tentang teori-teori yang dianggap mendukung dan digunakan dalam proses analisis maupun sampai proses perancangan dan pembuatan aplikasi yang digunakan untuk penyelesaian masalah pada perusahaan yang meliputi Sistem Informasi, Penjadwalan Produksi, Istilah-istilah dalam penjadwalan produksi, Kriteria proses penjadwalan, Metode-metode penjadwalan, System Development Life Cycle (SDLC), Visual Basic.Net, MySql serta Testing Aplikasi.
BAB III : ANALISIS DAN PERANCANGAN SISTEM
meliputi identifikasi permasalahan, user requirement, software
requirement, dan model pengembangan. Perancangan sistem yang
akan dijelaskan mulai dari desain sistem hingga desain uji coba. Desain sistem meliputi pembuatan System Flow, Diagram Jenjang,
Entity Relationship Diagram, Struktur Database, dan Desain Input Output.
BAB IV : IMPLEMENTASI DAN EVALUASI
Pada bab ini berisi tentang uraian kebutuhan sistem yang meliputi kebutuhan perangkat lunak dan perangkat keras, implementasi dari perancangan yang telah dilakukan dan menjelaskan tentang hasil uji coba sistem serta evaluasi dari sistemyang dibuat.
BAB V : PENUTUP
7 BAB II
LANDASAN TEORI
2.1 Sistem Informasi
Aplikasi adalah penggunaan atau penerapan suatu konsep yang menjadi suatu pokok pembahasan. Aplikasi dapat diartikan juga sebagai program komputer yang dibuat untuk menolong manusia dalam melaksanakan tugas tertentu (Noviansyah, 2008). Aplikasi software yang dirancang untuk suatu tugas khusus dapat dibedakan menjadi dua jenis, yaitu:
a. Aplikasi software spesialis, program dengan dokumentasi tergabung yang dirancang untuk menjalankan tugas tertentu.
b. Aplikasi software paket, suatu program dengan dokumentasi tergabung yang dirancang untuk jenis masalah tertentu.
Menurut Jogiyanto (2005:12), aplikasi adalah penggunaan dalam suatu komputer, instruksi (instructiom) atau pernyataan (statement) yang disusun sedemikian rupa sehingga komputer dapat memproses inputmenjadioutput.
2.2 Penjadwalan Produksi
1. Meningkatkan penggunaan sumber daya atau mengurangi waktu tunggunya, sehingga total waktu proses dapat berkurang dan produktivitasnya dapat meningkat.
2. Mengurangi persediaan barang setengah jadi atau mengurangi sejumlah pekerjaan yang menunggu dalam antrian ketika sumber daya yang ada masih mengerjakan tugas yang lain.
3. Mengurangi beberapa keterlambatan pada pekerjaan yang mempunyai batas waktu penyelesaian sehingga akan meminimaliasi biaya keterlambatan. 4. Membantu pengambilan keputusan mengenai perencanaan kapasitas pabrik
dan jenis kapasitas yang dibutuhkan sehingga penambahan biaya dapat dihindarkan.
2.3 Istilah-Istilah dalam Penjadwalan Produksi
Beberapa istilah umum yang digunakan dalam penjadwalan produksi antara lain (Rizky, 2011):
1. Processing time (ti) (waktu proses), waktu yang diperlukan untuk mengerjakan suatu pekerjaan. Dalam waktu proses ini sudah termasuk waktu yang dibutuhkan untuk persiapan dan pengaturan (setup) selama proses berlangsung
2. Due date (di) (batas waktu), adalah batas waktu yang diberikan untuk menyelesaikan suatu tugas atau operasi terakhir dari suatu pekerjaan. Apabila tugas tersebut tidak terselesaikan hingga batas waktu, maka terjadi keterlambatan.
3. Lateness (Li) (keterlambatan), adalah selisih waktu penyelesaian tugas
diselesaikan sebelum batas waktu (due date) maka terjadi nilai keterlambatan positif. Apabila tugas diselesaikan setelah batas waktu, maka terjadi keterlambatan negatif.
4. Tardiness (Ti) (ukuran keterlambatan), adalah ukuran waktu terlambat yang bernilai positif jika suatu pekerjaan dapat diselesaikan lebih cepat dari due date.
5. Slack (SLi) (kelonggaran), adalah waktu tersisa yang muncul akibat dari waktu proses (time processing) lebih kecil dari batas waktunya (Due date).
6. Completion time (Ci) (waktu penyelesaian), adalah waktu yang dibutuhkan untuk menyelesaikan pekerjaan mulai dari saat tersedianya pekerjaan (t = 0) sampai dengan tugas ke-n selesai.
7. Flow time (Fi) (waktu alir), adalah waktu yang dibutuhkan oleh suatu pekerjaan dari saat pekerjaan tersebut masuk ke dalam suatu tahap proses sampai pekerjaan yang bersangkutan selesai dikerjakan. Dengan kata lain,
flow time adalah waktu proses ditambah dengan waktu menunggu sebelum diproses.
8. Makespan (M), adalah total waktu penyelesaian pekerjaan-pekerjaan mulai urutan pertama yang dikerjakan pada mesin atau workcenter pertama sampai urutan pekerjaan terakhir workcenter terakhir.
2.4 Kriteria Proses Penjadwalan
1. Meminimalkan waktu penyelesaian. Kriteria ini dievaluasi dengan menentukan waktu penyelesaian rata-rata untuk setiap pekerjaan.
2. Memaksimalkan utilisasi. Kriteria ini dievaluasi dengan menghitung presentase waktu suatu fasilitas yang digunakan.
3. Meminimalkan persediaan barang setengah jadi. Kriteria ini dievaluasi dengan menentukan jumlah pekerjaan rata-rata dalam sistem. Hubungan antara banyaknya pekerjaan dalam sistem dan persediaan barang setengah jadi akan tinggi. Oleh karena itu, jika terdapat lebih sedikit pekerjaan dalam sistem, maka persediaan yang ada lebih rendah.
4. Meminimalkan waktu tunggu pelanggan. Kriteria ini dievaluasi dengan menentukan jumlah keterlambatan rata-rata. Empat kriteria ini untuk mengevaluasi kinerja penjadwalan. Selain itu, pendekatan penjadwalan yang baik harus sederhana, jelas, mudah dipahami, mudah dilakukan, fleksibel, dan realistis.
2.5 Metode-metode Penjadwalan Produksi
Pembuatan penjadwalan produksi, khususnya penjadwalan produksi di pabrik biasanya dilakukannya dengan bantuan sequencing yaitu menentukan urutan pekerjaan yang harus dikerjakan terlebih dahulu agar setiap aktivitas produksi dapat berjalan lebih efektif dan efisien. Terdapat beberapa macam aturan dalam
sequencing tergantung pada tujuannya (Subagyo, 2005). Metode – metode yang dapat digunakan sebagai berikut (Russell & Taylor, III 2006):
1. FCFS (First Come First Server)
dahulu. Metode ini sangat cocok untuk perusahaan atau organisasi yang pelanggannya lebih mementingkan waktu pelayanan.
2. SPT (Shortest Processing Time)
Metode ini memprioritaskan operasi atau pekerjaan yang waktu prosesnya terpendek. Metode ini meminimalkan work in proces, rata-rata keterlambatan (mean latenes) dan waktu penyelesaian rata-rata (mean flow time) produk. 3. EDD (Earliest Due Date)
Metode ini memprioritaskan operasi atau pekerjaan yang batas penyelesaiannya (Due Date) terpendek. Metode ini berjalan baik pada pekerjaan yang waktu prosesnya relatif sama.
4. LPT (Largest Processing Time)
Metode ini memprioritaskan operasi atau pekerjaan yang mempunyai waktu proses yang terlama dulu yang akan dikerjakan terlebih dahulu.
Dalam buku yang dibuat oleh Render dan Heizer (2008), tidak ada satu pun aturan pengurutan yang unggul dalam semua kriteria. Pengalaman menunjukkan hal berikut:
1. SPT biasanya merupakan teknik terbaik untuk meminimalkan aliran pekerjaan dan meminimalkan jumlah pekerjaan rata-rata dalam sistem. Kelemahan urutanya adalah pekerjaan yang memiliki waktu pemrosesan panjang dapat tidak dikerjakan secara terus-menerus, karena pekerjaan yang memiliki waktu pemrosesan pendek selalu didahulukan.
3. EDD meminimalkan keterlambatan maksimal yang mungkin perlu untuk pekerjaan yang memiliki penalti setelah tanggal tertentu.
Setiap metode yang digunakan dapat menghasilkan ukuran efektifitas dengan menggunakan rumus sebagai berikut:
a. Waktu Penyelesaian Rata-Rata Rumus : � ℎ �
ℎ � �
b. Utilisasi
Rumus : � ℎ � �
ℎ �
c. Jumlah Pekerjaan Rata-Rata Dalam Sistem Rumus : � ℎ �
� � � �
d. Keterlambatan Rata-Rata
Rumus : � ℎ ℎ � �
ℎ � �
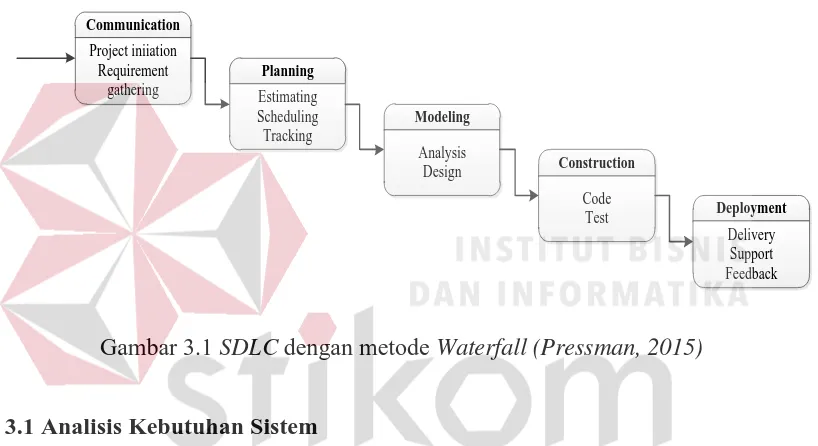
2.6 System Development Life Cycle (SDLC)
System Development Life Cycle (SDLC) adalah suatu pendekatan yang berurutan atau sistematis yang digunakan untuk pengembangan perangkat lunak. Model ini juga disebut model waterfall yaitu model air terjun yang mempunyai tahapan - tahapan yaitu communication, planning, modeling, construktion, dan
deployment.
Pada Gambar 2.1 menggambarkan tahapan – tahapan dari model waterfall. Model ini berjalan secara sistematis dari tahap communication, planning, modeling, construction, dan deployment. Pressman menjelaskan tahapan-tahapan model
Waterfall sebagai berikut (Pressman, 2015):
a. Comunication
Dalam model waterfall langkah pertama diawali dengan komunikasi dengan pihak konsumen/pengguna. Komunikasi ini adalah langkah penting karena menyangkut pengumpulan informasi tentang kebutuhan konsumen/pengguna.
b. Planning
Setelah proses communication ini, kemudian menetapkan rencana untuk pengerjaan software yang meliputi tugas-tugas teknis yang akan dilakukan, resiko yang mungkin terjadi, sumber yang dibutuhkan, hasil yang akan dibuat, dan jadwal pengerjaan.
c. Modeling
Pada proses modeling ini menerjemahkan syarat kebutuhan ke sebuah perancangan perangkat lunak yang dapat diperkirakan sebelum dibuat coding. Proses ini berfokus pada rancangan struktur data, arsitektur software, representasi interface, dan detail (algoritma) prosedural.
d. Construction
Construction merupakan proses membuat kode (code generation). Coding
dalam mengerjakan suatu software, artinya penggunaan komputer akan dimaksimalkan dalam tahapan ini. Setelah pengkodean selesai maka akan dilakukan testing terhadap sistem yang telah dibuat. Tujuan testing adalah menemukan kesalahan-kesalahan terhadap sistem tersebut untuk kemudian bisa diperbaiki.
e. Deployment
Tahapan ini bisa dikatakan final dalam pembuatan sebuah software atau sistem. Setelah melakukan analisis, desain dan pengkodean maka sistem yang sudah jadi akan digunakan user. Kemudian software yang telah dibuat harus dilakukan pemeliharaan secara berkala.
2.7 Visual Basic.Net
Visual Basic terkenal sebagai bahasa pemrograman yang mudah digunakan
untuk membuat aplikasi yang berjalan di atas platform Windows. Pada tahun 90-an, Visual Basic menjadi bahasa pemrograman yang paling populer dan menjadi pilihan utama untuk mengembangkan program berbasis Windows. Versi Visual Basic yang terakhir sebelum berjalan di atas .NET Framework adalah VB6 (Kurniawan, 2011).
Visual Basic.NET dirilis pada bulan Februari tahun 2002 bersamaan dengan
2.8 MyStructured Query Language (MySql)
My Structured Query Language (MySQL) atau yang bisa di baca mai-sekuel
adalah program pembuat dan pengelola database (Kadir, 2003). Selain itu data MySQL juga merupakan program pengakses database yang bersifat jaringan, sehingga dapat digunakan untuk membuat Aplikasi Multi User (banyak pengguna). Kelebihan dari MySQL adalah menggunakan bahasa query (permintaan) standar SQL (Structured Query Language). SQL adalah salah satu bahasa permintaan yang terstruktur. Dalam hal ini penulis menggunakan database MySQL dikarenakan
database yang sudah ada pada pengadilan tinggi Surabaya menggunakan MySQL.
2.9 Testing
1. Untuk melakukan testing kesesuaian suatu komponen terhadap desain White Box Testing.
2. Untuk melakukan testing kesesuaian suatu komponen terhadap spesifikasi
Black Box Testing. 2.9.1 White Box Testing
White Box Testing adalah suatu metode desain testcase yang menggunakan struktur kendali dari desain prosedural (Romeo, 2003). Seringkali whiteboxtesting
di asosiasi kan dengan pengukuran cakupan tes, yang mengukur persentase jalur-jalir dari tipe yang dipilih untuk dieksekusi oleh test cases. White box testing dapat menjamin semua struktur internal data dapat dites untuk memastikan validasinya.
Cakupan pernyataan, cabang dan jalur adalah suatu teknik white box testing
yang menggunakan alur logika dari program untuk membuat test case alur logika adalah cara dimana suatu bagian dari program tertentu dieksekusi saat menjalankan program. Alur logika suatu program dapat di representasi kan dengan flowgraph. 2.9.2 Black Box Testing
Pengertian dari Black Box Testing adalah suatu tipe testing yang memperlakukan perangkat lunak yang tidak diketahui kinerja internalnya. Berdasarkan hal tersebut, para tester memandang perangkat lunak seperti layaknya “kotak hitam” yang tidak terlihat isinya, tetapi mendapat proses testing bagian luarnya saja. Black Box Testing hanya memandang perangkat lunak dari sisi spesifikasi dan kebutuhan yang telah ditentukan pada awal perancangan. Keuntungan dari jenis testing ini antara lain (Romeo, 2003):
2. Kesalahan dari perangkat lunak ataupun bug sering ditemukan oleh komponen tester yang berasal dari pengguna.
3. Hasil dari black box testing dapat memperjelas kontradiksi ataupun kerancuan yang mungkin timbul dari eksekusi sebuah perangkat lunak.
4. Proses testing dapat dilakukan lebih cepat dibandingkan white box testing.
18 BAB III
ANALISIS DAN PERANCANGAN SISTEM
Analisis dan perancangan sistem pada aplikasi penjadwalan produksi
pada CV. Gemilang Indonesia dilakukan dengan tahapan yang menggunakan
metode System Development Life Cycle (SDLC). Pada gambar 3.1
menjelaskan tahapan tersebut.
Communication
Gambar 3.1 SDLC dengan metode Waterfall (Pressman, 2015)
3.1 Analisis Kebutuhan Sistem
Pada tahapan analisis kebutuhan perangkat lunak ini terdiri dari beberapa langkah yaitu studi literatur, survei/observasi, wawancara, dan dokumentasi untuk mengetahui permasalahan pada penjadwalan produksi pada CV. Gemilang Indonesia.
1. Studi Literatur
Studi literatur yang dilakukan pada saat penelitian tersebut berlangsung yaitu dilakukan dengan cara studi literatur di perpustakaan ataupun dengan cara via
a. Mengenai Penjadwalan Produksi
b. Mengenai Metode-Metode Penjadwalan Produksi c. Mengenai Pemrograman dan Database
2. Survei/Observasi
Tahap ini dilakukan untuk melihat kondisi yang terjadi di CV. GI yang berkaitan dengan produksi. Pengamatan tersebut dilakukan untuk mendapatkan data sebagai berikut :
a. Nama perusahaan dan bidang usaha. b. Gambaran umum perusahaan. c. Visi dan Misi perusahaan. 3. Wawancara
Wawancara dilakukan kepada pihak-pihak yang terkait dengan proses produksi untuk mendapatkan informasi-informasi yang diperlukan lebih dalam dengan menggunakan metode tanya jawab.
4. Dokumentasi
Tahapan ini dilakukan untuk mengumpulkan berkas-berkas yang dibutuhkan dalam penelitian. Berkas-berkas tersebut berupa produk-produk yang dihasilkan, data mesin, dan data pesanan pelanggan. Pengumpulan berkas ini bertujuan untuk mengidentifikasi masalah yang ada pada CV. Gemilang Indonesia.
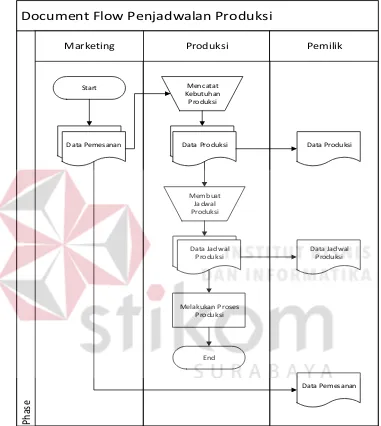
3.1.1 Identifikasi Masalah
yang ada pada CV. Gemilang Indonesia. Pada gambar 3.2 adalah document flow
yang menjelaskan proses bisnis tersebut.
Document Flow Penjadwalan Produksi
Produksi
Marketing Pemilik
Ph
as
e
Start
Data Pemesanan
Mencatat Kebutuhan
Produksi
Data Produksi
Membuat Jadwal Produksi
Data Jadwal Produksi
Melakukan Proses Produksi
Data Produksi
End
Data Jadwal Produksi
Data Pemesanan
Gambar 3.2 Document Flow Penjadwalan Produksi
Pada penjadwalan produksi yang saat ini dilakukan oleh CV. Gemilang Indonesia melibatkan 3 entitas yaitu : Marketing, Produksi dan Pemilik. Pada
kebutuhan produksi yang menghasilkan dokumen produksi. Dokumen produksi tersebut digunakan oleh bagian produksi untuk membuat jadwal produksi lalu melakukan proses produksi. Setiap data yang dihasilkan akan diberikan kepada pemilik untuk dijadikan arsip perusahaan.
Dari hasil pengamatan proses bisnis pada CV. Gemilang Indonesia didapatkan beberapa masalah pada bagian produksi dalam menjadwalkan produksi yaitu hanya berdasarkan pengalaman pihak produksi dengan mengurutkan pesanan yang masuk sehingga produksi kurang optimal. Produksi kurang maksimal dikarenakan penggunaan mesin yang tidak optimal. Hal tersebut terjadi karena terdapat waktu idle time yang cukup panjang yang seharusnya dapat digunakan untuk produksi produk yang lain. Masalah tersebut mengakibatkan sering terjadinya keterlambatan dalam memenuhi pesanan pelanggan.
Berdasarkan permasalahan yang dihadapi, maka CV. Gemilang Indonesia memerlukan sebuah aplikasi yang dapat menjadwalkan produksi dengan menggunakan perbandingan metode penjadwalan. Aplikasi yang dibangun berbasis
dekstop karena hanya digunakan oleh bagian internal perusahaan. Dengan adanya
aplikasi penjadwalan ini diharapkan akan menyelesaikan permasalahan dengan menjadwalkan produksi yang akan mengurangi keterlambatan pemenuhan pesanan pelanggan.
3.1.2 User Requirement
a. Pengolahan Master Produk
Tabel 3.1 Pengolahan Master Produk Fungsi Fungsi Pengolahan Master Produk
Deskripsi Fungsi ini digunakan untuk menambah, mengubah dan menghapus data produk.
Aktor Admin Produksi
Input Id produk dan Nama Produk
Proses 1. Memilih menu master produk. 2. Mengisi inputan.
3. Menyimpan data produk.
Output Data produk tersimpan, Data produk terubah, dan Data produk
terhapus.
Peraturan 1. Data produk tidak boleh ada duplikasi data.
2. Penghapusan data detil produk dapat dilakukan jika data detil produk sudah tidak digunakan oleh proses yang lain.
b. Pengolahan Master Detil Produk
Tabel 3.2 Pengolahan Master Detil Produk Fungsi Pengolahan Master Detil Produk
Deskripsi Fungsi ini digunakan untuk menambah, dan menghapus data detil produk.
Aktor Admin Produksi
Input Id Produk, Jumlah, Jumlah Warna, Ukuran dan Jumlah Lembar
Proses 1. Memilih menu master produk 2. Memilih produk pada tabel 3. Mengisi inputan
4. Menyimpan data detil produk
Output Data detil produk tersimpan, dan Data detil produk terhapus.
Peraturan 1. Data produk tidak boleh ada duplikasi data.
c. Pengolahan Master Data Mesin
Tabel 3.3 Pengolahan Master Data Mesin Fungsi Pengolahan Master Data Mesin
Deskripsi Fungsi ini digunakan untuk menambah data mesin, mengubah dan menghapus data mesin.
Aktor Admin Produksi
Input Kode mesin, nama mesin, parameter mesin
Proses 1. Memilih menu master data mesin 2. Mengisi inputan
3. Menyimpan data mesin
Output Data mesin tersimpan, Data mesin terubah, Data mesin terhapus
Peraturan 1. Data mesin tidak boleh ada duplikasi data.
2. Penghapusan data mesin dapat dilakukan jika data mesin sudah tidak digunakan oleh proses yang lain.
d. Pengolahan Master Penentuan Mesin
Tabel 3.4 Pengolahan Master Penentuan Mesin Fungsi Pengolahan Master Penentuan Mesin
Deskripsi Fungsi ini digunakan untuk menentukan mesin untuk setiap produk dengan menyesuaikan ukuran kertas produk dan ukuran kertas pada mesin.
Aktor Admin Produksi
Input Kode Detil Produk dan Kode mesin
Proses 1. Memilih menu penentuan mesin
2. Memilih kode detil produk dan memilih kode mesin 3. Menyimpan penentuan mesin
Output Data penentuan mesin tersimpan, Data penentuan mesin terhapus
Peraturan 1. Data penentuan mesin tidak boleh ada duplikasi data.
e. Pengolahan Master Kapasitas Produksi
Tabel 3.5 Pengolahan Master Kapasitas Produksi Fungsi Pengolahan Master Kapasitas Produksi
Deskripsi Fungsi ini digunakan untuk menentukan kapasitas produksi untuk setiap produk dan mesin untuk proses transaksi.
Aktor Admin Produksi
Input -
Proses 1. Memilih master kapasitas produksi 2. Menekan tombol generate kapasitas 3. Menyimpan data kapasitas produksi
Output Data kapasitas produksi tersimpan, data kapasitas produksi
terubah dan data kapasitas produksi terhapus.
Peraturan Detil spesifikasi kapasitas produksi berupa warna, ukuran, ply.
f. Transaksi Detil Pemesanan
Tabel 3.6 Transaksi Detil Pemesanan Fungsi Fungsi Transaksi Detil Pemesanan
Deskripsi Fungsi ini digunakan untuk melakukan transaksi data detil pemesanan.
Aktor Kepala Produksi
Input Data pemesanan, Data mesin, Periode pemesanan.
Proses 1. Memilih menu transaksi input detil pemesanan 2. Mengambil data pemesanan
3. Memilih mesin untuk setiap produk pesanan 4. Menyimpan data detil pemesanan
Output Sistem menyimpan data detil pemesanan.
Peraturan 1. Tanggal pemesanan hanya boleh menyimpan satu periode data detil pemesanan.
g. Menampilkan Data Detil Pemesanan
Tabel 3.7 Menampilkan Detil Pemesanan Fungsi Fungsi Menampilkan Detil Pemesanan
Deskripsi Fungsi ini digunakan untuk menampilkan data detil pemesanan. Aktor Kepala Produksi
Input Periode pemesanan.
Proses 1. Memilih menu transaksi daftar pemesanan 2. Memilih periode pemesanan
Output Sistem menampilkan data detil pemesanan.
Peraturan Data detil pemesanan yang ditampilkan sesuai dengan periode pemesanan yang dipilih.
h. Perhitungan Metode
Tabel 3.8 Perhitungan Metode Fungsi Perhitungan Metode
Deskripsi Fungsi ini berfungsi untuk melakukan perhitungan metode setiap periode pemesanan dengan menggunakan metode SPT, LPT, EDD, dan FCFS yang akan menghasilkan waktu proses rata-rata (WPRR), jumlah pekerjaan rata-rata (JPRR), utilisasi dan
keterlambatan rata-rata (KRR). Aktor Kepala Produksi
Input Periode analisa
Proses 1. Memilih periode analisa 2. Melihat hasil perhitungan 3. Menyimpan hasil perhitungan
Output Data perhitungan metode tersimpan.
Peraturan 1. Periode analisa adalah range tanggal awal analisa sampai tanggal berakhirnya analisa untuk pemesanan.
i. Perbandingan Metode
Tabel 3.9 Perbandingan Metode Fungsi Perbandingan Metode
Deskripsi Fungsi ini berfungsi untuk membandingan setiap metode dengan memberikan bobot pada parameter agar memperoleh metode terbaik untuk proses penjadwalan.
Aktor Kepala Produksi
Input Periode analisa
Proses 1. Memilih periode analisa 2. Mengisi bobot parameter 3. Melihat metode terbaik
4. Menyimpan perbandingan metode
Output Perbandingan metode tersimpan
Peraturan 1. Periode analisa adalah range tanggal awal analisa sampai tanggal berakhirnya analisa untuk pemesanan yang sudah melewati proses perhitungan.
2. Bobot parameter yang diisi berupa waktu penyelesaian rata-rata, utilisasi, jumlah pekerjaan rata-rata dan keterlambatan rata-rata sesuai kebijakan perusahan.
3. Pemberian bobot dari range 1 - 100% untuk setiap parameter, untuk pemilihan parameter mutlak diberi bobot 100%.
j. Penjadwalan Produksi
Tabel 3.10 Penjadwalan Produksi Fungsi Penjadwalan Produksi
Deskripsi Fungsi penjadwalan produksi adalah untuk menjadwalkan produksi sesuai dengan metode terbaik yang sudah diperoleh. Aktor Kepala Produksi
Input Periode analisa
3. Menyimpan jadwal produksi
Output Penjadwalan produksi tersimpan
Peraturan 1. Periode analisa adalah tanggal analisa untuk pemesanan yang sudah melewati proses perhitungan dan sudah diketahui metode terbaiknya.
2. Tanggal mulai produksi sehari setelah proses penjadwalan dilakukan.
k. Pembuatan Laporan Penjadwalan Produksi
Tabel 3.11 Pembuatan Laporan Penjadwalan Produksi Fungsi Pembuatan Laporan Penjadwalan Produksi
Deskripsi Fungsi ini adalah membuat laporan penjadwalan produksi sesuai dengan periode penjadwalan yang dilakukan.
Aktor Produksi, Kepala Produksi
Input Periode analisa
Proses 1. Memilih periode analisa
2. Melihat jadwal produksi setiap produk 3. Mencetak penjadwalan proses pemesanan
Output Laporan penjadwalan produksi pemesanan tercetak.
Peraturan 1. Periode analisa adalah range tanggal awal analisa sampai tanggal berakhirnya analisa untuk pemesanan yang sudah terjadwalkan.
2. Laporan yang dihasilkan berupa file PDF.
3.1.3 Software Requirement
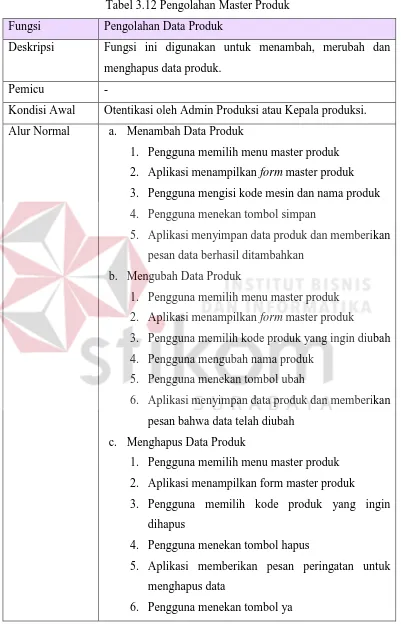
a. Pengolahan Master Produk
Tabel 3.12 Pengolahan Master Produk Fungsi Pengolahan Data Produk
Deskripsi Fungsi ini digunakan untuk menambah, merubah dan menghapus data produk.
Pemicu -
Kondisi Awal Otentikasi oleh Admin Produksi atau Kepala produksi. Alur Normal a. Menambah Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk 3. Pengguna mengisi kode mesin dan nama produk 4. Pengguna menekan tombol simpan
5. Aplikasi menyimpan data produk dan memberikan pesan data berhasil ditambahkan
b. Mengubah Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk
3. Pengguna memilih kode produk yang ingin diubah 4. Pengguna mengubah nama produk
5. Pengguna menekan tombol ubah
6. Aplikasi menyimpan data produk dan memberikan pesan bahwa data telah diubah
c. Menghapus Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk
3. Pengguna memilih kode produk yang ingin dihapus
4. Pengguna menekan tombol hapus
5. Aplikasi memberikan pesan peringatan untuk menghapus data
7. Aplikasi menghapus data produk yang dipilih dan memberikan pesan bahwa data telah terhapus Alur Alternatif a. Menambah Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk 3. Pengguna mengisi kode mesin dan nama produk 4. Pengguna menekan tombol simpan
5. Aplikasi membaca data produk dan tidak dapat menyimpan data produk dan memberikan pesan peringatan bahwa ada data produk yang sama 6. Pengguna diarahkan untuk mengisi ulang data
produk
b. Mengubah Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk
3. Pengguna memilih kode produk yang ingin diubah 4. Pengguna mengubah nama produk
5. Pengguna menekan tombol ubah
6. Aplikasi membaca data produkdan tidak dapat menyimpan data produk dan memberikan pesan peringatan bahwa ada data produk yang sama 7. Pengguna diarahkan untuk mengisi ulang data
produk
c. Menghapus Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk
3. Pengguna memilih kode produk yang ingin dihapus
4. Pengguna menekan tombol hapus
5. Aplikasi memberikan pesan peringatan untuk menghapus data
7. Aplikasi tidak dapat menghapus data produk yang dipilih dan memberikan pesan peringatan bahwa data produk masih digunakan pada proses yang lain.
8. Pengguna diarahkan menghapus terlebih dahulu data yang menggunakan data produk yang dihapus atau pengguna dapat memilih ulang data produk yang ingin dihapus.
Kondisi Akhir Sistem berhasil menambah, mengubah dan menghapus data produk.
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
b. Pengolahan Master Detil Produk
Tabel 3.13 Pengolahan Master Detil Produk Fungsi Pengolahan Data Detil Produk
Deskripsi Fungsi ini digunakan untuk menambah dan menghapus data produk.
Pemicu -
Kondisi Awal Otentikasi oleh Admin Produksi atau Kepala produksi. Alur Normal a. Menambah Data Detil Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk 3. Pengguna memilih produk pada tabel produk 4. Pengguna mengisi inputan detil produk. 5. Pengguna menekan tombol simpan
6. Aplikasi menyimpan data detil produk dan memberikan pesan data berhasil ditambahkan b. Menghapus Data Detil Produk
3. Pengguna memilih produk yang ingin dihapus detil produknya.
4. Pengguna memilih data detil produk yang ingin dihapus pada tabel detil produk.
5. Pengguna menekan tombol hapus
6. Aplikasi menghapus data detil produk yang dipilih dan memberikan pesan bahwa data telah terhapus Alur Alternatif a. Menambah Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk 3. Pengguna memilih produk pada tabel produk 4. Pengguna mengisi inputan detil produk 5. Pengguna menekan tombol simpan
6. Aplikasi membaca data detil produk dan tidak dapat menyimpan data dan memberikan pesan peringatan bahwa ada data detil produk yang sama b. Menghapus Data Produk
1. Pengguna memilih menu master produk 2. Aplikasi menampilkan form master produk
3. Pengguna memilih produk yang ingin dihapus detil produknya.
4. Pengguna memilih data detil produk yang ingin dihapus pada tabel detil produk.
5. Pengguna menekan tombol hapus
6. Aplikasi tidak dapat menghapus data detil produk yang dipilih dan memberikan pesan peringatan bahwa data detil produk masih digunakan pada proses yang lain.
Kondisi Akhir Sistem berhasil menambah dan menghapus data detil produk.
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
c. Pengolahan Master Data Mesin
Tabel 3.14 Pengolahan Master Data Mesin Fungsi Mengelola Master Data Mesin
Deskripsi Fungsi ini digunakan untuk menambah data mesin, mengubah dan menghapus data mesin.
Pemicu -
Kondisi Awal Otentikasi oleh Admin Produksi Alur Normal a. Menambah Data Mesin
1. Pengguna memilih menu master data mesin (plat, cetak, collator atau potong)
2. Aplikasi menampilkan form master data mesin 3. Pengguna mengisi kode mesin dan inputan
parameter setiap mesin
4. Pengguna menekan tombol simpan
5. Aplikasi menyimpan data mesin dan memberikan pesan data berhasil ditambahkan
b. Mengubah Data Mesin
1. Pengguna memilih menu master data mesin (plat, cetak, collator atau potong)
2. Aplikasi menampilkan form master data mesin 3. Pengguna memilih kode mesin yang ingin diubah 4. Pengguna mengubah parameter setiap mesin 5. Pengguna menekan tombol ubah
6. Aplikasi menyimpan data mesin dan memberikan pesan bahwa data telah diubah
1. Pengguna memilih menu master data mesin (plat, cetak, collator atau potong)
2. Aplikasi menampilkan form master data mesin 3. Pengguna memilih kode mesin yang ingin dihapus 4. Pengguna menekan tombol hapus
5. Aplikasi menghapus data mesin yang dipilih dan memberikan pesan bahwa data telah terhapus Alur Alternatif a. Menambah Data Mesin
1. Pengguna memilih menu master data mesin (plat, cetak, collator atau potong)
2. Aplikasi menampilkan form master data mesin 3. Pengguna mengisi kode mesin dan inputan
parameter setiap mesin
4. Pengguna menekan tombol simpan
5. Aplikasi membaca data mesin dan tidak dapat menyimpan data mesin dan memberikan pesan peringatan bahwa ada data mesin yang sama 6. Pengguna diarahkan untuk mengisi ulang data
mesin
b. Mengubah Mesin
1. Pengguna memilih menu master data mesin (plat, cetak, collator atau potong)
2. Aplikasi menampilkan form master data mesin 3. Pengguna memilih kode mesin yang ingin diubah 4. Pengguna mengubah data mesin beserta parameter
setiap mesin
5. Pengguna menekan tombol ubah
6. Aplikasi membaca data mesin dan tidak dapat menyimpan data mesin dan memberikan pesan peringatan bahwa ada data mesin yang sama 7. Pengguna diarahkan untuk mengisi ulang data
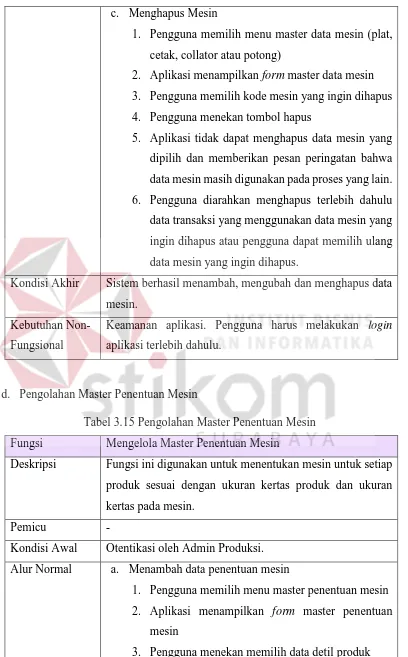
c. Menghapus Mesin
1. Pengguna memilih menu master data mesin (plat, cetak, collator atau potong)
2. Aplikasi menampilkan form master data mesin 3. Pengguna memilih kode mesin yang ingin dihapus 4. Pengguna menekan tombol hapus
5. Aplikasi tidak dapat menghapus data mesin yang dipilih dan memberikan pesan peringatan bahwa data mesin masih digunakan pada proses yang lain. 6. Pengguna diarahkan menghapus terlebih dahulu data transaksi yang menggunakan data mesin yang ingin dihapus atau pengguna dapat memilih ulang data mesin yang ingin dihapus.
Kondisi Akhir Sistem berhasil menambah, mengubah dan menghapus data mesin.
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
d. Pengolahan Master Penentuan Mesin
Tabel 3.15 Pengolahan Master Penentuan Mesin Fungsi Mengelola Master Penentuan Mesin
Deskripsi Fungsi ini digunakan untuk menentukan mesin untuk setiap produk sesuai dengan ukuran kertas produk dan ukuran kertas pada mesin.
Pemicu -
Kondisi Awal Otentikasi oleh Admin Produksi. Alur Normal a. Menambah data penentuan mesin
1. Pengguna memilih menu master penentuan mesin 2. Aplikasi menampilkan form master penentuan
mesin
4. Pengguna memilih inputan mesin 5. Pengguna menekan tombol simpan
6. Aplikasi menyimpan data penentuan mesin dan memberikan pesan bahwa data berhasil disimpan b. Menghapus data penentuan mesin
1. Pengguna memilih menu master penentuan mesin 2. Aplikasi menampilkan form master penentuan
mesin
3. Pengguna menekan memilih data detil produk 4. Pengguna memilih data penentuan yang ingin
dihapus
5. Pengguna menekan tombol hapus
6. Aplikasi menghapus data penentuan mesin dan memberikan pesan bahwa data berhasil dihapus Alur Alternatif a. Menambah data penentuan mesin
1. Pengguna memilih menu master penentuan mesin 2. Aplikasi menampilkan form master penentuan
mesin
3. Pengguna menekan memilih data detil produk 4. Pengguna memilih inputan mesin yang sudah ada 5. Pengguna menekan tombol simpan
6. Aplikasi tidak dapat menyimpan data penentuan mesin dan memberikan pesan bahwa data sudah ada
7. Pengguna diarahkan memilih inputan mesin yang belum ada
b. Menghapus data penentuan mesin
1. Pengguna memilih menu master penentuan mesin 2. Aplikasi menampilkan form master penentuan
mesin
4. Pengguna memilih data penentuan yang ingin dihapus
5. Pengguna menekan tombol hapus
6. Aplikasi tidak dapat menghapus data penentuan mesin dan memberikan pesan bahwa data masih digunakan pada proses lainnya
7. Pengguna diarahkan menghapus data yang menggunakan data penentuan yang ingin dihapus Kondisi Akhir Sistem berhasil menambah dan menghapus data penentuan
mesin. Kebutuhan
Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
e. Pengolahan Master Kapasitas Produksi
Tabel 3.16 Pengolahan Master Kapasitas Produksi Fungsi Mengelola Master Kapasitas Produksi
Deskripsi Fungsi ini digunakan untuk menentukan kapasitas produksi untuk setiap produk dan mesin yang nantinya digunakan untuk proses perhitungan metode dan penjadwalan produksi.
Pemicu -
Kondisi Awal Otentikasi oleh Admin Produksi.
Alur Normal 1. Pengguna memilih menu master kapasitas produksi 2. Aplikasi menampilkan form master kapasitas produksi 3. Pengguna menekan tombol generate
4. Aplikasi menyimpan data kapasitas produksi dan memberikan pesan bahwa data telah disimpan
Alur Alternatif -
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
f. Transaksi Data Detil Pemesanan
Tabel 3.17 Transaksi Data Detil Pemesanan Fungsi Transaksi Data Detil Pemesanan
Deskripsi Fungsi ini digunakan untuk menginputkan data detil pemesanan dengan memilih mesin dan menghitung waktu proses setiap pesanan.
Pemicu -
Kondisi Awal Otentikasi oleh Admin Produksi atau Kepala produksi. Alur Normal 1. Pengguna memilih menu transaksi detil pemesanan
2. Aplikasi menampilkan form detil pemesanan 3. Pengguna mengambil data pemesanan
4. Aplikasi membaca data pemesanan dan menampilkan tabel detil pemesanan
5. Pengguna memilih grup pesanan dan mesin
6. Aplikasi menampilkan waktu proses setiap pesanan berdasarkan mesin yang dipilih
7. Pengguna memilih periode pemesanan 8. Pengguna menyimpan data detil pemesanan
9. Aplikasi menyimpan data detil pemesanan dan menampilkan pesan data tersimpan
Alur Alternatif 1. Pengguna memilih menu transaksi detil pemesanan 2. Aplikasi menampilkan form detil pemesanan 3. Pengguna mengambil data pemesanan
4. Aplikasi membaca data pemesanan dan menampilkan ke dalam tabel detil pemesanan
5. Pengguna memilih grup pesanan dan mesin
7. Pengguna memilih periode pemesanan 8. Pengguna menyimpan data detil pemesanan
9. Aplikasi tidak dapat menyimpan data detil pemesanan karena periode pemesanan sudah ada dalam database
10. Pengguna diarahkan memilih ulang periode pemesanan.
Kondisi Akhir Aplikasi menyimpan data detil pemesanan. Kebutuhan
Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
g. Menampilkan Data Detil Pemesanan
Tabel 3.18 Menampilkan Data Detil Pemesanan Fungsi Menampilkan Data Detil Pemesanan
Deskripsi Fungsi ini digunakan untuk melihat data detil pemesanan yang berguna untuk proses perhitungan metode dan penjadwalan produksi.
Pemicu -
Kondisi Awal Otentikasi oleh Admin Produksi atau Kepala produksi. Alur Normal 1. Pengguna memilih menu transaksi daftar pemesanan
2. Aplikasi menampilkan form daftar detil pemesanan 3. Pengguna memilih periode pemesanan
4. Aplikasi membaca data pemesanan berdasarkan periode pemesanan yang dipilih.
5. Aplikasi menampilkan tabel detil pemesanan.
Alur Alternatif 1. Pengguna memilih menu transaksi daftar pemesanan 2. Aplikasi menampilkan form daftar detil pemesanan 3. Pengguna memilih periode pemesanan
4. Aplikasi membaca data pemesanan berdasarkan periode pemesanan yang dipilih.
6. Pengguna diarahkan memilih ulang periode pemesanan.
Kondisi Akhir Aplikasi menampilkan data detil pemesanan. Kebutuhan
Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
h. Perhitungan Metode
Tabel 3.19 Perhitungan Metode Fungsi Perhitungan Metode
Deskripsi Fungsi ini berfungsi untuk melakukan perhitungan metode setiap periode pemesanan dengan menggunakan metode SPT, LPT, EDD, dan FCFS.
Pemicu Data detil pemesanan berhasil disimpan. Kondisi Awal Otentikasi oleh Kepala produksi.
Alur Normal 1. Pengguna memilih menu transaksi perhitungan metode 2. Aplikasi menampilkan form perhitungan metode 3. Pengguna memilih periode analisa untuk perhitungan
metode
4. Aplikasi menghitung dan menampilkan hasil dari analisis yaitu berupa metode-metode yang sudah ditentukan
5. Aplikasi menyimpan data hasil perhitungan
Alur Alternatif 1. Pengguna memilih menu transaksi perhitungan metode 2. Aplikasi menampilkan form perhitungan metode 3. Pengguna memilih periode analisa untuk perhitungan
metode
4. Aplikasi menghitung dan menampilkan hasil dari analisis yaitu berupa metode-metode yang sudah ditentukan
6. Pengguna diarahkan memilih ulang periode analisa. Kondisi Akhir Aplikasi menyimpan data perhitungan metode.
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
i. Perbandingan Metode
Tabel 3.20 Perbandingan Metode Fungsi Perbandingan Metode
Deskripsi Fungsi ini berfungsi untuk membandingan setiap metode dengan memberikan bobot pada parameter agar memperoleh metode terbaik untuk proses penjadwalan. Pemicu Perhitungan metode berhasil disimpan
Kondisi Awal Otentikasi oleh Kepala produksi.
Alur Normal 1. Pengguna memilih tombol perbandingan metode pada
form perhitungan metode
2. Aplikasi menampilkan form perbandingan metode 3. Pengguna mengisi bobot yang ingin diprioritaskan 4. Aplikasi menghitung hasil perbandingan metode 5. Aplikasi menampilkan hasil perbandingan metode
yaitu berupa metode terbaik yang harus digunakan untuk penjadwalan
6. Pengguna memilih menampilkan bobot 7. Aplikasi menampilkan perhitungan bobot
8. Aplikasi menyimpan data hasil perbandingan yaitu metode terbaik
Alur Alternatif -
Kondisi Akhir Aplikasi dapat menampilkan metode terbaik dan menyimpan metode terbaik.
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
j. Penjadwalan Produksi
Tabel 3.21 Penjadwalan Produksi Fungsi Penjadwalan Produksi
Deskripsi Fungsi penjadwalan produksi adalah untuk menjadwalkan produksi sesuai dengan metode terbaik yang sudah diperoleh.
Pemicu -
Kondisi Awal Otentikasi oleh Kepala produksi.
Alur Normal 1. Pengguna memilih tombol proses penjadwalan pada
form perbandingan metode atau memilih menu
penjadwalan pada menu utama
2. Aplikasi menampilkan form penjadwalan produksi 3. Pengguna memasukkan tanggal penjadwalan produksi 4. Aplikasi menampilkan penjadwalan produksi
5. Pengguna menekan tombol simpan
6. Aplikasi memberikan pesan bahwa penjadwalan berhasil disimpan
Alur Alternatif -
Kondisi Akhir Aplikasi dapat menampilkan penjadwalan produksi dan menyimpan penjadwalan
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
k. Pembuatan Laporan Penjadwalan Produksi
Tabel 3.22 Pembuatan Laporan Penjadwalan Produksi Fungsi Fungsi Pembuatan Laporan Penjadwalan Produksi
Deskripsi Fungsi ini adalah membuat laporan penjadwalan produksi. Setiap pemesanan yang sudah dijadwalkan akan dicetak sesuai dengan periode pemesanan yang dipilih.
Pemicu -
Alur Normal 1. Pengguna memilih menu laporan penjadwalan proses pemesanan
2. Aplikasi menampilkan form laporan penjadwalan produksi
3. Pengguna memasukkan tanggal penjadwalan produksi 4. Aplikasi menampilkan penjadwalan produksi
5. Pengguna menekan tombol cetak Alur Alternatif -
Kondisi Akhir Aplikasi dapat membuat dan mencetak laporan penjadwalan produksi.
Kebutuhan Non-Fungsional
Keamanan aplikasi. Pengguna harus melakukan login
aplikasi terlebih dahulu.
3.1.4 Model Pengembangan
Diagram Blok
Mengelola data detil pemesanan Menghitung Kapasitas Produksi
Data Pemesanan
Gambar 3.3 adalah diagram blok dari aplikasi penjadwalan produksi yang akan digunakan. Pada diagram blok diatas menjelaskan 4 inputan yang nantinya diproses untuk penjadwalan, yaitu : data detil pemesanan, data produk, data detil produk, data mesin dan data pemesanan. Data pemesanan yang akan diolah diambil dari tugas akhir dengan judul Rancang Bangun Sistem Informasi Penjualan Pada CV. Gemilang Indonesia oleh Hesty Susianawati. Semua data tersebut akan diolah sesuai dengan kebutuhan untuk setiap proses. Proses perhitungan metode digunakan untuk mengetahui urutan pekerjaan mana yang harus dikerjakan terlebih dahulu. Perhitungan tersebut menghasilkan jumlah rata-rata pekerjaan (JPRR), waktu penyelesaian rata-rata (WPRR), utilitas, dan keterlambatan rata-rata (KRR). Setelah diketahui nilai-nilai tersebut maka akan dilakukan proses perbandingan metode yang nantinya akan dipilih metode mana yang terbaik untuk proses penjadwalan sehingga dapat meminimalkan keterlambatan penyelesaian pesanan dan memaksimalkan kinerja mesin. Proses perbandingan metode ini dilakukan dengan memprioritaskan parameter dengan memberi bobot pada setiap parameter yaitu waktu pemrosesan, jumlah pekerjaan, utilisasi dan keterlambatan. Penjadwalan yang dilakukan menghasilkan penjadwalan proses pemesanan pelanggan dan penjadwalan penggunaan mesin.
3.2 Desain Sistem
Desain sistem adalah tahapan lanjutan dari analisis kebutuhan yang berupa persiapan untuk membuat aplikasi penjadwalan produksi. Desain sistem ini meliputi :
a. System Flow
c. Data Flow Diagram (DFD) yang meliputi Context Diagram, DFD level 0, dan DFD level 1.
d. Entity Relationship Diagram (ERD) yang meliputi Conceptual Data Model
(CDM)dan Physical Data Model (PDM). e. Desain Input Output.
3.2.1 System Flow
System flow memuat hasil analisis yang dibuat berdasarkan hasil survey pada CV. Gemilang Indonesia. System flow menggambarkan alur sistem yang berhubungan dengan kegiatan penjadwalan produksi yang dilakukan secara komputerisasi.
System flow yang dibuat terdiri dari login aplikasi, pengelolaan data master, transaksi sampai pembuatan laporan. Sistem flow untuk pengelolaan data master terdiri dari master pemesanan, master produk, master mesin yang dibagi menjadi 4 yaitu mesin plat, mesin cetak, mesin collator dan mesin potong, dan master kapasitas produksi. System flow untuk transaksi terdiri dari transaksi perhitungan metode, perbandingan metode, dan penjadwalan produksi. System flow untuk pembuatan laporan terdiri dari pembuatan laporan penjadwalan pesanan pelanggan dan pembuatan laporan penjadwalan penggunaan mesin.
a. System Flow Login Aplikasi
Pada saat aplikasi pertama kali dijalankan, pengguna melakukan login
terlebih dahulu. Pengguna disini terbagi dua yaitu admin produksi dan kepala produksi. Setelah pengguna login akan keluar tampilan menu utama aplikasi. Jika
dapat dijalankan adalah transaksi perhitungan metode, perbandingan metode, penjadwalan dan pengelolaan laporan.
System Flow Login Aplikasi
Pengguna
P
h
ase
Start
Input username dan password
Cek username dan
password karyawan
Username dan password valid?
Menampilkan halaman menu
utama
end ya tidak
Gambar 3.4 System FlowLogin Aplikasi
b. System Flow Pengolahan Master Produk
ingin dihapus lalu menekan tombol hapus maka data produk akan terhapus, tetapi jika data produk masih digunakan pada proses yang lain, data tersebut tidak dapat dihapus.
System Flow Pengolahan Master Produk
Admin Produksi
P
h
ase
start
Input kode produk, nama produk
Cek kode produk, nama produk Input kode produk,
nama produk
Cek kode produk, nama produk
Input kode produk, nama produk
Cari data produk
Ada?
Mempunya data perhitungan metode, data
pemesanan dan data penjadwalan?
Gambar 3.5 System Flow Pengolahan Master Produk
c. System Flow Pengolahan Master Detil Produk