APLIKASI SIKLUS
PDCA
(
Plan, Do, Check, Action
) DALAM
UPAYA MENURUNKAN
WIP (Work In Process)
PRODUK
CHICKEN NUGGET
DI PT. BELFOODS INDONESIA
YORA FERTILIA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa skripsi berjudul Aplikasi Siklus PDCA
(Plan, Do, Check, Action) Dalam Upaya Menurunkan WIP (Work In Process)
Produk Chicken Nugget Di PT. Belfoods Indonesia adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Juli 2013
Yora Fertilia
NIM F24090065
ABSTRAK
YORA FERTILIA. Aplikasi Siklus PDCA (Plan, Do, Check, Action) Dalam Upaya Menurunkan WIP (Work In Process) Produk Chicken Nugget di PT. Belfoods Indonesia. Dibimbing oleh BUDI NURTAMA dan TATANG SANJAYA.
Chicken nugget merupakan produk utama yang diproduksi oleh PT. Belfoods Indonesia. Tujuan dari magang penelitian ini adalah untuk menurunkan jumlah WIP (Work In Process) produk chicken nugget A ukuran 250 gram selama proses produksi. Proses produksi chicken nugget terdiri dari beberapa tahapan. Tahap pengemasan adalah tahap yang menentukan jumlah WIP produk. Metode kerja menerapkan siklus PDCA (Plan, Do, Check, Action). Hasil analisis menunjukkan bahwa ada empat penyebab yang mempengaruhi besarnya WIP
produk, jumlah sekop dan desain tidak sesuai, produk tidak tersusun setelah filling, adanya perbedaan dalam menetapkan petugas untuk merapikan kemasan, dan decoding kemasan setelah produk keluar IQF. Rencana kerja disusun dengan cara memberikan training karyawan dan pengajuan pembelian dan desain alat bantu baru. Hasil dari 2 kali proses perbaikan setelah melakukan training
karyawan meskipun tanpa alternatif penggunaan alat bantu (sekop) cukup berhasil. Tindakan pengendalian dilakukan dengan menyusun beberapa peraturan kerja dan pembagian tugas kerja selama pengemasan.
Kata kunci: chicken nugget, siklus PDCA, training, WIP
ABSTRACT
YORA FERTILIA. The Application of PDCA (Plan, Do,Check, Action) Cycle in Reducing WIP (Work In Process) Of Chicken Nugget Products at PT. Belfoods Indonesia. Supervised by BUDI NURTAMA and TATANG SANJAYA.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Teknologi Pertanian
pada
Departemen Ilmu dan Teknologi Pangan
APLIKASI SIKLUS
PDCA
(
Plan, Do, Check, Action
) DALAM
UPAYA MENURUNKAN
WIP (Work In Process)
PRODUK
CHICKEN NUGGET
DI PT. BELFOODS INDONESIA
YORA FERTILIA
DEPARTEMEN ILMU DAN TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
BOGOR
Judul Skripsi : Aplikasi Siklus PDCA (Plan, Do, Check, Action) Dalam Upaya Menurunkan WIP (Work In Process) Produk Chicken Nugget di PT. Belfoods Indonesia
Nama : Yora Fertilia
NIM : F24090065
Disetujui oleh
Dr Ir Budi Nurtama, MAgr Pembimbing I
Tatang Sanjaya, STP Pembimbing II
Diketahui oleh
Dr Ir Feri Kusnandar, MSc Ketua Departemen
PRAKATA
Alhamdulillahirabbil’alamiin. Puji syukur penulis panjatkan ke hadirat Allah subhanahu wa ta’ala atas segala rahmat dan karunia-Nya sehingga penulis diberi kemudahan dalam menyelesaikan skripsi ini. Tema yang dipilih dalam magang yang dilaksanakan selama 4 bulan mulai dari Febuari sampai Juni 2013 ini ialah chicken nugget, dengan judul Aplikasi Siklus PDCA (Plan, Do, Check, Action) Dalam Upaya Menurunkan WIP (Work In Process) Produk Chicken Nugget Di PT. Belfoods Indonesia.
Selama penelitian, penulisan skripsi, dan masa studi penulis banyak dibantu oleh berbagai pihak. Oleh karena itu, penulis mengucapkan terima kasih yang sedalam-dalamnya kepada:
1. Keluarga tercinta, Ayah, Ibu, adik, dan kakak-kakak atas doa, motivasi, dan kasih sayang yang diberikan hingga kini.
2. Bapak Dr Ir Budi Nurtama, MAgr dan bapak Tatang Sanjaya, STP selaku pembimbing yang telah memberi banyak saran, bimbingan, evaluasi, perhatian, dan motivasi.
3. Seluruh keluarga besar PT. Belfoods Indonesia, Pak Aziz, Kak Feli, Teh Andri, Kak Meilani, Pak Dodi, Teh Ulfah, Pak Didin dan pihak-pihak lainnya atas bantuannya selama magang.
4. Keluarga ITP 46, terutama Alviane, Nurul, Ani dan rekan-rekan lainnya, atas kebersamaan dan kekeluargaannya
5. Rekan-rekan seperjuangan di PT. Belfoods Indonesia, Dhini, Rini, Irda, Aisha, Ibnu yang telah menemani dan membantu selama magang.
6. Semua pihak yang tidak dapat disebutkan satu persatu, atas dukungan, doa dan semangat yang diberikan kepada penulis.
Semoga karya ilmiah ini bermanfaat bagi perkembangan ilmu pengetahuan, khususnya di bidang ilmu dan teknologi pangan. Terima kasih.
Bogor, Juli 2013
DAFTAR ISI
DAFTAR TABEL ... vError! Bookmark not defined. DAFTAR GAMBAR ... vError! Bookmark not defined. DAFTAR LAMPIRAN ... vError! Bookmark not defined.
1 PENDAHULUAN ... 1
1.1 Latar Belakang... 1
1.2 Tujuan Penelitian ... 2
2 METODOLOGI ... 2
2.1 Waktu dan Tempat ... 2
2.2 Prosedur Analisis ... 2
3 HASIL DAN PEMBAHASAN ... 5
3.1 Tahap Plan ... 5
3.2 Tahap Do ... 11
3.3 Tahap Check ... 15
3.3 Tahap Action ... 16
SIMPULAN DAN SARAN ... 18
DAFTAR PUSTAKA ... 19
LAMPIRAN ... 20
DAFTAR TABEL
1 Pengolahan Data Frekuensi Kejadian 11
2 Action plan Perbaikan 1Error! Bookmark not defined. 3 Peraturan Tugas Kerja Pengemasan Selama Proses Produksi 17
DAFTAR GAMBAR
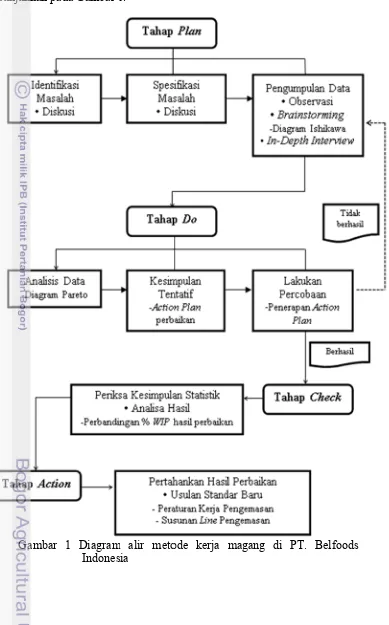
1 Diagram alir metode kerja magang di PT. Belfoods Indonesia 4 2 Perbandingan persentase WIP 5 jenis produk PT. Belfoods Indonesia
selama bulan Oktober 2012-Maret 2013 7
3 Diagram sebab akibat besarnya jumlah WIP produk 8 4 Persentase jumlah WIP produk selama pengamatan 10 5 Diagram Pareto frekuensi kejadian faktor penyebab besarnya WIP
produk chicken nugget A 12
6 Perbandingan persentase jumlah WIP produk antara sebelum dan
sesudah perbaikan 15
7 Susunan kegiatan kerja pengemasan produk 17
DAFTAR LAMPIRAN
1 Jumlah produksi, jumlah WIP, dan persentase WIP lima jenis produk 20
2 Lembar check list frekuensi kejadian 21
3 Data jumlah produksi produk chicken nugget A selama 1 bulan 21 4 Soal Pre-test dan Post-test Karyawan Pengemasan 22 5 Hasil training karyawan pengemasan 3 shift kerja 23 6 lembar pengesahan usulan dan desain alat bantu (sekop) baru PT.
1
1 PENDAHULUAN
1.1 Latar Belakang
PT. Belfoods Indonesia merupakan industri pangan yang bergerak dibidang pengolahan pangan khususnya pangan olahan beku diantaranya adalah nugget, sausage, beef patty, meat ball, dan bakery. Produk utama yang dihasilkan oleh perusahaan ini adalah chicken nugget. Seiring dengan pesatnya perkembangan industri sektor makanan olahan di Indonesia, diperlukan upaya untuk terus meningkatkan ketepatan waktu produksi produk. Ketepatan waktu produksi merupakan salah satu faktor penting dalam meningkatkan daya saing produk, selain kualitas produk dan biaya produksi (Nasution 2005). Dalam meningkatkan ketepatan waktu produksi, industri tentunya akan melakukan tindakan perbaikan proses agar tidak ada produk yang dikategorikan sebagai WIP (Work In Process).
WIP (Work In Process) produk merupakan suatu kondisi dimana proses produksi produk tidak dapat terselesaikan sampai menjadi produk akhir. Berdasarkan data perusahaan sampai tahun 2013 ini, jumlah WIP
beberapa produk selama proses produksi masih cukup besar. Besarnya WIP
produk menjadi penyebab menurunnya ketepatan waktu produksi sehingga produktivitas perusahaan ikut menurun. Ada beberapa faktor yang mempengaruhi besarnya WIP produk selama proses produksi, yaitu mesin, tenaga kerja/petugas, dan sistem/ manajemen yang berlaku. Sebagai produk utama yang diproduksi oleh PT. Belfoods Indonesia, nugget memiliki kontribusi besar dalam besarnya WIP produk.
Nugget merupakan salah satu bentuk produk makanan beku siap saji (Afrisanti 2010). Proses pengolahan produk chicken nugget terdiri dari beberapa tahapan yaitu persiapan adonan nugget, pencetakan adonan, pelapisan dengan larutan tepung dan tepung roti, penggorengan, pematangan dengan hot air (section 1 dan 2), pembekuan, pengemasan, dan penyimpan produk akhir. Tekstur nugget yang dihasilkan tergantung dari bahan asalnya (Astawan 2007).
Nugget memiliki bentuk dan ukuran beragam, hal ini bertujuan untuk memenuhi permintaan konsumen terhadap kebutuhan nugget yang diinginkan. Salah satu produk chickennugget yang diproduksi PT. Belfoods Indonesia dengan data WIP cukup besar adalah produk chicken nugget
dengan merk A ukuran 250 g. Produk ini berukuran kecil, lebih kecil dibandingkan ukuran nugget pada umumnya dan dikemas dalam kemasan yang berukuran 250 g. Atas dasar inilah, permasalahan besarnya WIP pada produk chicken nugget menjadi topik yang diangkat dalam praktek kerja magang terkait dampak ekonomis, teknis, dan mutu produk yang dapat terus terjadi apabila tidak dilakukan tindakan pengendalian yang efektif.
2
merupakan program perbaikan/peningkatan mutu produksi (Muhandri dan Kadarisman 2006). Dalam menerapkan siklus PDCA metodologi pengumpulan dan analisa data menggunakan tujuh alat bantu (seven tools). Melalui penerapan siklus PDCA untuk perbaikan WIP produk selama proses produksi, diharapkan hasil akhir penelitian ini dapat menjadi bahan pertimbangan perusahaan dalam meningkatkan ketepatan waktu produksi.
1.2 Tujuan Penelitian
Penelitian ini bertujuan untuk menurunkan besarnya jumlah WIP (Work In Process) pada produk chicken nugget A ukuran 250 gram selama proses produksi di PT. Belfoods Indonesia dengan menerapkan tahapan siklus PDCA (Plan, Do, Check, Action).
2 METODOLOGI
2.1 Waktu dan Tempat
Kegiatan praktek kerja magang dilaksanakan di pabrik pengolahan produk nugget PT. Belfoods Indonesia yang berlokasi di Perum Citra PA 1 & 2 Jalan Raya Jonggol km 23,3 Bogor Jawa Barat. Kegiatan magang dilaksanakan di bawah pengawasan departemen produksi. Waktu pelaksanaan magang telah ditentukan yaitu selama 4 bulan terhitung mulai tanggal 25 Februari 2013 sampai dengan 25 Juni 2013. Kegiatan magang dilakukan setiap hari kerja sesuai jam kerja perusahaan mulai pukul 08.00 sampai pukul 17.00 WIB, kecuali jika dilakukan pengambilan data diluar jam tersebut.
2.2 Prosedur Analisis
Metode kerja magang di PT. Belfoods Indonesia menerapkan aplikasi siklus PDCA (Plan, Do, Check, Action) dengan menggunakan beberapa alat bantu dari tujuh alat bantu (seven tools). Metode kerja siklus PDCA
3 perbaikan). Dalam penyelesaian masalah dengan metode kerja tersebut digunakan beberapa alat bantu, meliputi penggunaan lembar pengumpulan data (check list), diagram Pareto, dan diagram sebab akibat atau diagram Ishikawa.
• Identifikasi Masalah
Kegiatan ini dilakukan dengan teknik diskusi dengan pihak produksi sehingga mendapatkan masukan atas masalah yang sedang terjadi diperusahaan. Permasalahan yang teridentifikasi terkait dengan besarnya
WIP lima top produk perusahaan selama proses produksi. Identifikasi masalah dilakukan berdasarkan data produksi perusahaan selama 6 bulan sebelumnya.
• Spesifikasi Masalah
Kegiatan yang dilakukan dalam spesifikasi masalah adalah diskusi dengan disertai data produksi perusahaaan sebelumnya sebagai bahan pertimbangan untuk memilih suatu permasalahan. Spesifikasi masalah dilakukan dengan memilih satu produk dari lima produk terpilih berdasarkan besarnya jumlah WIP dan jumlah produksi produk tersebut. • Pengumpulan Data
Tahap ini bertujuan untuk mengetahui secara kuantitatif beberapa penyebab timbulnya masalah. Alat bantu yang dapat digunakan dalam pengumpulan data adalah diagram Ishikawa dan check list. Pengumpulan data dilakukan melalui observasi, brainstorming, dan in-depth interview. • Analisis Data
Tahap ini merupakan tahapan memilih penyebab yang memberikan dampak terbesar terhadap munculnya masalah. Alat bantu yang digunakan untuk analisis adalah diagram Pareto. Dari hasil analisis selanjutnya dilakukan diskusi dengan pihak terkait (pihak produksi) agar tercapai kesepakatan mengenai penyebab masalah yang akan diperbaiki.
• Buat Kesimpulan Tentatif
Kegiatan yang dilakukan adalah mendiskusikan langkah-langkah perbaikan yang dapat dilakukan perusahaan. Alternatif perbaikan untuk menyelesaikan permasalahan dapat lebih dari 1 alternatif.
• Lakukan Percobaan
Kegiatan ini dilakukan dengan menerapkan berbagai alternatif perbaikan yang telah disepakati. Uji coba dilakukan dari beberapa sikus produksi dan hasil dari uji coba tersebut dicatat dengan baik sebagai data hasil perbaikan.
• Periksa Kesimpulan Statistik
Hasil uji coba dengan menerapkan berbagai alternatif perbaikan selanjutnya dianalisis dan diambil kesimpulan mengenai alternatif yang terbaik yang dapat diterapkan untuk memperbaiki masalah tersebut.
• Pertahankan Hasil Perbaikan
Kegiatan yang dilakukan untuk mempertahankan hasil perbaikan adalah membuat dokumentasi perbaikan dan dilaporkan ke pimpinan untuk dijadikan sebagai standar baru bagi pihak terkait.
4 perus dilak ditun
sahaan ma kukan selam njukkan pad
Gambar
aupun piha ma praktek da Gambar 1
1 Diagram Indones
ak lainnya. k kerja m 1.
m alir meto ia
Diagram magang di
ode kerja
alir meto PT. Belfo
magang di
ode kerja y oods Indon
i PT. Belf yang nesia
5
3 HASIL DAN PEMBAHASAN
Konsep siklus PDCA pertama kali diperkenalkan oleh Walter Shewhart pada tahun 1930 yang disebut dengan “Shewhart cycle“. PDCA, singkatan bahasa Inggris dari "Plan, Do, Check, Act" (Rencanakan, Kerjakan, Cek, Tindak lanjut), adalah suatu proses pemecahan masalah empat langkah interatif yang umum digunakan dalam pengendalian kualitas. Selanjutnya, konsep ini dikembangkan oleh Dr. Walter Edwards Deming yang kemudian dikenal dengan ”The Deming Wheel”,dimana siklus PDCA
merupakan sebuah proses sederhana untuk terus mendukung peningkatan kearah perbaikan (Kurniawan 2010). Tidak berbeda dengan konsep siklus
PDCA pertama, menurut Muhandri dan Kadarisman (2006), siklus PDCA
yang terdiri dari 4 tahap (Plan, Do, Check, dan Action)merupakan program perbaikan/peningkatan mutu produksi. Aplikasi siklus PDCA yang terbagi menjadi empat tahap (Plan, Do, Check, Action) tersebut digunakan dalam menganalisis permasalahan WIP produk chicken nugget yang sedang terjadi di PT. Belfoods Indonesia.
3.1 Tahap
Plan
3.1.1 Identifikasi Masalah
Tahapan dalam mengidentifikasi masalah di PT. Belfoods Indonesia didasarkan atas masukan pihak produksi yang terfokus pada besarnya WIP (Work In Process) beberapa top produk selama proses produksi. Semakin meningkatnya jumlah WIP produk selama proses produksi tersebut dikhawatirkan menimbulkan kerugian yang lebih besar bagi perusahaan. Diskusi yang dilakukan dengan pihak produksi dalam mengidentifikasi masalah didasarkan pada data produksi perusahaan selama 6 bulan sebelumnya (Oktober 2012- Maret 2013). PT. Belfoods Indonesia memproduksi tiga (3) kelompok produk untuk memenuhi kebutuhan konsumennya, yaitu produk reguler (nugget), produk marinasi dan produk
6
3.1.2 Spesifikasi Masalah
Teknik yang dilakukan dalam spesifikasi masalah adalah teknik diskusi dengan pihak produksi. Diskusi bertujuan untuk menetapkan satu dari lima top produk yang memiliki masalah sama yaitu permasalahan besarnya WIP produk. Work In Process atau disebut juga dengan Work In Progress (WIP) adalah suatu kondisi dimana produk dikategorikan sebagai produk setengah jadi karena produk masih dalam tahapan proses produksi (Bragg 2005). Tidak berbeda dengan PT. Belfoods Indonesia, Work In Process (WIP) merupakan suatu kondisi dimana proses produksi produk tidak dapat terselesaikan sampai menjadi produk akhir. Besarnya produk
WIP yang terjadi di PT. Belfoods Indonesia berdampak terhadap menurunnya produktivitas perusahaan. Dampak tersebut dikategorikan dalam 3 hal yaitu, dampak teknis, dampak mutu produk, dan dampak ekonomis.
Pertama, dampak teknis yang terjadi diperusahaan dengan adanya produk WIP terlihat saat sejumlah produk WIP yang terkumpul diakhir shift
kerja untuk sementara disimpan dalam ruang penyimpanan produk akhir (cold storage) agar mutu produk tetap terjaga. Namun, hal tersebut menyebabkan fungsi ruang penyimpanan sebagai tempat untuk menyimpan produk akhir menjadi menurun. Kedua, dampak penurunan mutu. Penurunan mutu produk terjadi saat produk thawing. Produk thawing
biasanya terjadi karena mesin IQF sebagai alat pembeku cepat mengalami
defrost yang menyebabkan suhu IQF turun sehingga saat produk keluar dari mesin tidak mencapai standar yang ditetapkan oleh perusahaan. Dari kedua dampak negatif tersebut secara tidak langsung akan berpengaruh pada dampak yang ketiga, yaitu dampak ekonomis perusahaan. Dampak ekonomis yang terjadi pada perusahaan dengan besarnya WIP produk adalah meningkatnya biaya produksi perusahaan sehingga menyebabkan kerugian. Selain itu, besarnya WIP produk akan berpengaruh terhadap bahan baku yang telah disiapkan oleh supplier dan juga ketidakpuasan konsumen terhadap ketidaktersediaan produk.
Tahapan awal dalam menspesifikasi masalah WIP produk dilakukan dengan memilih satu produk yang akan dijadikan sebagai bahan penelitian untuk dilakukan perbaikan terlebih dahulu. Pemilihan satu produk tersebut dilakukan dengan mempertimbangkan jumlah produksi dan persentase WIP
7
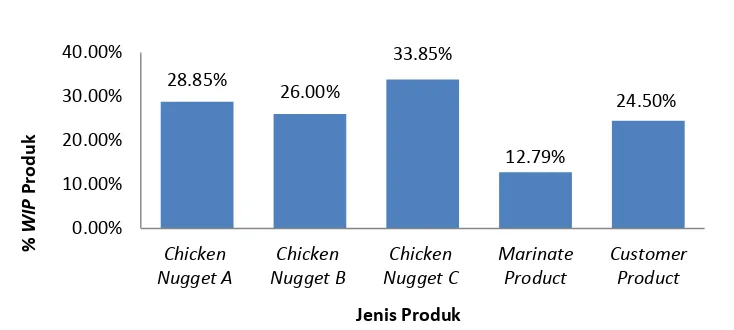
Gambar 2 Perbandingan persentase WIP 5 jenis produk PT. Belfoods Indonesia selama bulan Oktober 2012-Maret 2013
Produk dengan persen WIP paling besar pertama adalah chicken nugget C (33.85%) dan urutan terbesar kedua terjadit pada chicken nugget
A ( 28.85 %). Namun, apabila melihat jumlah produksi (Lampiran 1) dari kedua jenis produk tersebut, produk chicken nugget A memiliki jumlah produksi yang jauh lebih besar dibandingkan produk chicken nugget C. Oleh karena itu, produk terpilih yang akan dilakukan perbaikan terlebih dahulu adalah produk chicken nugget A.
3.1.3 Pengumpulan Data
Pengumpulan data bertujuan untuk mengetahui secara kuantitatif beberapa penyebab yang dapat menimbulkan masalah. Langkah awal pengumpulan data dilakukan dengan mengamati proses produksi produk terpilih yaitu produk chicken nugget A. Proses produksi chicken nugget
terdiri dari beberapa tahapan, yaitu tahap preparasi (persiapan adonan), tahap forming (pencetakan adonan, pelapisan dengan larutan perekat, dan pelapisan dengan bread crumb), tahap frying (penggorengan dan pematangan produk), IQF (tahap pembekuan produk dalam waktu singkat), tahap pengemasan, dan tahap penyimpanan produk akhir (cold storage).
Tahap awal yang dilakukan selama pengumpulan data terkait dengan permasalahan besarnya WIP produk adalah menggunakan teknik
brainstorming dan observasi (pengamatan langsung) dilapangan.
Brainstorming mencakup pengembangan struktur ide-ide yeng memungkinkan secara sistematis berdasarkan pemikiran kreatif sekelompok orang (Rampersad 2001). Teknik brainstorming adalah kegiatan dimana setiap anggota bebas mengeluarkan pendapatnya. Tema brainstorming
adalah menentukan faktor penyebab besarnya WIP produk chicken nugget A ukuran 250 g selama proses produksi. Semua faktor hasil brainstorming
yang memiliki peluang besar maupun kecil munculnya WIP produk dicatat sebagai point penyebab yang akan dibuat dalam bentuk diagram Ishikawa atau diagram sebab akibat. Hal ini dilakukan sebagai langkah awal karena data yang dibutuhkan belum tersedia.
Diagram sebab akibat atau diagram Ishikawa merupakan salah satu alat bantu yang digunakan untuk mengetahui faktor-faktor penyebab
28.85%
26.00%
33.85%
12.79%
24.50%
0.00% 10.00% 20.00% 30.00% 40.00%
Chicken Nugget A
Chicken Nugget B
Chicken Nugget C
Marinate Product
Customer Product
%
WI
P
Produk
8 timbu kateg kateg (baha Kada ditem posis sema perm meng prose disus bebe yang ukura Gam pewa pewa ulnya suatu gori permas gori faktor p an), method
arisman 200 mpatkan be si cabang akin besar masalahan. ggambarkan es produksi sun, kegiat rapa pakar g berpeluan an 250 g.
mbar 3 Di
nug
In-Depth I
awancara awancara d
u masalah. salahannya. penyebab, y
d (metode) 06). Setiap
rdasarkan c faktor pen r pengaru Diagram n penyebab i dapat dili tan selanju di bagian p ng terhadap
iagram seba
gget A ukur
Interview m dengan s dengan seo
Beberapa . Dalam m yaitu man (m
, dan envir
penyebab cabang kate nyebab pad uh penyeb
sebab-akib besarnya W
ihat pada G utnya adala produksi un
besarnya
ab akibat b ran 250 g se merupakan seorang in orang inform
point peny membuat dia manusia), m ronment (li
yang berpe egori masin da akar pe bab terseb
bat atau
WIP produk Gambar 3.
ah melakuk ntuk memili
WIP pada
besarnya jum elama prose
wawancara nforman y
man yang yebab disus agram Ishik manufacture ngkungan) eluang mun ng-masing. ermasalahan ut dalam diagram I k chicken n
Setelah dia kan dept
h beberapa produk chi
mlah WIP
es produksi. a mendalam yang dilak dilakukan sun berdasa kawa terdap
e (alat), mat
(Muhandri nculnya mas
Semakin d n menunjuk
menimbu Ishikawa y
ugget A se agram Ishik
interview point peny
icken nugg
produk chi
.
m antara seo kukan seo berulang-u arkan pat 5 terial i dan salah dekat ukkan ulkan yang elama kawa pada yebab
get A
icken
9 yang bertujuan untuk memperoleh pemahaman (Taylor dan Bogdan 2007). Metode ini dilakukan dengan beberapa pakar produksi yaitu, supervisor
produksi, leader pengemasan, QC, dan stoker WIP terkait dengan faktor penyebab besarnya WIP produk.
Hasil dari kegiatan tersebut menyimpulkan bahwa ada tujuh (7) point penyebab yang berpengaruh besar munculnya WIP pada produk chicken nugget A, yaitu jumlah sekop dan desain tidak sesuai, produk tidak tersusun setelah pengisian, perbedaan penetapan petugas untuk merapikan kemasan,
decoding kemasan setelah produk keluar IQF, produk thawing saat keluar
IQF, jumlah timbangan terbatas saat daya tahan alat habis, dan video jet
rusak. Dari 7 point penyebab tersebut, secara garis besar dapat disimpulkan bahwa tahap pengemasan adalah tahap yang paling menentukan besar kecilnya WIP produk selama proses produksi. Selanjutnya, dari ketujuh
point faktor penyebab tersebut disusun dalam bentuk check list sebagai alat bantu untuk mengamati frekuensi kejadiannya selama proses produksi.
Berikut adalah deskripsi masing-masing faktor penyebab WIP produk
chicken nugget A.
Jumlah sekop dan desain tidak sesuai
Jumlah sekop tidak sesuai adalah alat bantu yang tersedia untuk pengisian produk dalam kemasan sangat sedikit, tidak dapat memenuhi kebutuhan semua petugas. Selain itu, desain alat bantu yang ada kurang efektif terlihat pada saat pengisian produk dengan sekop yang tersedia, sebagian besar crumb yang sudah terlepas dari produk jadi ikut terkemas. Produk tidak tersusun setelah pengisian
Produk tidak tersusun setelah pengisianadalah kondisi dimana produk tumpah/berantakan setelah petugas melakukan pengisian produk dalam kemasan karena untuk memberikan produk ketahap pengemasan selanjutnya (penimbangan), banyak petugas melakukannya dengan cara dilempar. Selain itu, pengisian produk yang terlalu banyak menyebabkan produk tumpah. Perbedaan penetapan petugas untuk merapikan kemasan
Kondisi dimana petugas diantara bagian timbang dan merekatkan kemasan produk dalam satu meja pengemasan terkadang ada dan tidak, belum ada aturan penetapan tugas kerja.
Decoding kemasan setelah produk keluar IQF
Kegiatan pemberian kode produksi pada kemasan produk (plastik atau karton) oleh petugas (operator) dilakukan setelah produk keluar dari mesin
IQF. IQF (Individual Quick Frozen) merupakan mesin pembeku produk dalam waktu singkat (± 1 jam).
Produk thawing saat keluar IQF
10
Jumlah timbangan terbatas saat daya tahan alat habis
Kondisi dimana timbangan yang saat digunakan petugas selama pengemasan mati karena daya tahan alat habis menyebabkan pengemasan produk terhambat dengan jumlah timbangan yang sedikit tersebut.
Video jet rusak
Video jet rusak adalah kondisi dimana mesin untuk membuat kode produksi pada kemasan plastik tidak dapat digunakan, penyebabnya dapat dikarenakan tekanan udara pada mesin turun dan tinta pada mesin macet.
Check list/ check sheet merupakan suatu formulir, dimana item-item
yang akan diperiksa telah dicetak dalam formulir tersebut dengan maksud agar data dapat dikumpulkan secara mudah dan ringkas. Fungsi check list
antara lain (Kwalasetia 2002):
1. Memudahkan proses pengumpulan data terutama untuk mengetahui bagaimana suatu masalah sering terjadi. 2. Mengumpulkan data tentang jenis masalah yang terjadi. 3. Menyusun data secara otomatis.
4. Memisahkan antara opini dan fakta.
Hasil pengamatan frekuensi kejadian dari tujuh point faktor penyebab
WIP produk chicken nugget Aukuran 250 g selama 1 bulan proses produksi dapat dilihat pada Lampiran 2. Sedangkan untuk data persentase jumlah
WIP produk selama pengamatan frekuensi kejadian dapat dilihat pada Gambar 4 dengan data jumlah produksi dan penggunaan jumlah meja pengemasan yang berbeda-beda di masing-masing shift kerja (Lampiran 3).
Gambar 4 Persentase jumlah WIP produk selama pengamatan frekuensi kejadian (* = waktu pengemasan dilakukan 2 kali lebih lama dari waktu produksi produk)
Hasil rata-rata jumlah persentase WIP produk dalam 7 kali shift kerja dalam jangka waktu pengamatan 1 bulan (tanpa memperhitungkan jumlah karyawan yang bekerja selama pengemasan dalam satu shift kerja) cukup besar dengan persentase rata-rata keseluruhan adalah 41.11% dari total produksi (Lampiran 3). Hasil tersebut jauh dari harapan pihak produksi dimana pihak produksi menginginkan WIP produk selama proses produksi tidak pernah ada.
36.67%
49.75%
22.49%
56.57%
32.25%
48.92%
0.00% 0.00%
10.00% 20.00% 30.00% 40.00% 50.00% 60.00%
Shift malam
Shift siang
Shift pagi Shift malam
Shift pagi Shift pagi Shift malam*
%
WI
P
Produk
11
3.2 Tahap
Do
3.2.1 Analisis DataTeknik analisis data menerapkan salah satu dari tujuh alat bantu (seven tools). Salah satu alat bantu yang digunakan dalam analisis data pada pembahasan ini adalah diagram Pareto. Diagram Pareto adalah grafik batang yang menunjukkan masalah berdasarkan urutan banyaknya kejadian (Kwalasetia 2002). Menurut Muhandri dan Kadarisman (2006), salah satu tujuan pembuatan diagram Pareto adalah menyatakan perbandingan masing-masing masalah terhadap keseluruhan. Selain itu, diagram pareto digunakan dalam menentukan jenis permasalahan yang paling dominan dan permasalahan yang memerlukan penanganan terlebih dahulu.
Metode kerja yang digunakan dalam analisis ini adalah mengolah data hasil pengamatan frekuensi kejadian yang sebelumnya telah dikumpulkan dengan alat bantu check list. Pengolahan data frekuensi kejadian dapat dilihat pada Tabel 1 dan untuk diagram Pareto frekuensi kejadian faktor penyebab besarnya WIP produk chicken nugget A ukuran 250 g dapat dilihat pada Gambar 4. Pengolahan data dalam membuat diagram pareto menggunakan aplikasi Minitab 14. Minitab merupakan salah satu program aplikasi statistika yang banyak digunakan untuk mempermudah pengolahan data statistik. Keunggulan Minitab adalah dapat digunakan dalam pengolahan data statistika untuk tujuan sosial dan teknik. Tabel 1 menunjukkan pengolahan data frekuensi kejadian dari alat bantu check list sebagai data untuk membuat diagram Pareto yang diperlihatkan pada Gambar 5.
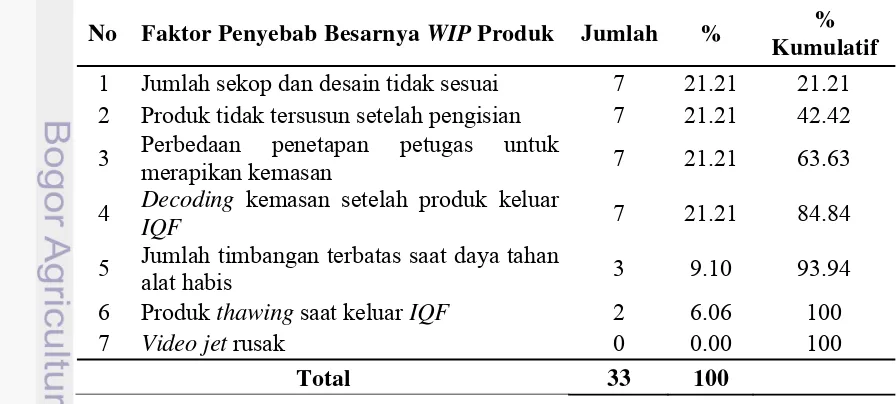
Tabel 1 Pengolahan Data Frekuensi Kejadian
No Faktor Penyebab Besarnya WIP Produk Jumlah % % Kumulatif 1 Jumlah sekop dan desain tidak sesuai 7 21.21 21.21 2 Produk tidak tersusun setelah pengisian 7 21.21 42.42 3 Perbedaan penetapan petugas untuk
merapikan kemasan 7 21.21 63.63
4 Decoding kemasan setelah produk keluar
IQF 7 21.21 84.84
5 Jumlah timbangan terbatas saat daya tahan
alat habis 3 9.10 93.94
6 Produk thawing saat keluar IQF 2 6.06 100
7 Video jet rusak 0 0.00 100
12
Gambar 5 Diagram Pareto frekuensi kejadian faktor penyebab besarnya
WIP produk chicken nugget A 3.2.2 Kesimpulan Tentatif
Berdasarkan interpretasi diagram Pareto yang ditunjukkan Gambar 5, dapat disimpulkan bahwa faktor penyebab yang paling dominan ada empat (4) point dengan total persentase 84.84 % dari 7 point faktor penyebab. Keempat point tersebut adalah jumlah sekop dan desain tidak sesuai, produk tidak tersusun setelah pengisian, perbedaan penetapan petugas untuk merapikan kemasan, dan decoding kemasan setelah produk keluar IQF.
Oleh karena itu, keempat faktor penyebab yang memiliki frekuensi kejadian paling dominan dibanding faktor penyebab lainnya harus mendapat penanganan terlebih dahulu untuk dilakukan proses perbaikan.
Alternatif perbaikan yang dilakukan untuk menangani permasalahan yang ada disusun dalam suatu rencana kerja (Action plan). Action plan
dibuat dengan melihat penyebab munculnya masalah dan metode perbaikan yang tepat dengan situasi dan kondisi perusahaan. Action plan yang akan diterapkan untuk perbaikan secara keseluruhan dapat dilihat pada Tabel 2.
C
o
u
n
t
P
e
r
c
e
n
t
Def ect Count
21. 2 21.2 21. 2 21.2 9.1 6. 1 0. 0 Cum % 21. 2 42.4
7
63. 6 84.8 93.9 100. 0 100. 0
7 7 7 3 2 0
Per cent
Other 6
5 4
3 2
1 35 30 25 20 15 10 5 0
100
80
60
40
20
13 Tabel 2 Action plan Perbaikan
No Permasalahan Penyebab Perbaikan Waktu
Pelaksanaan
1 Jumlah sekop
dan desain tidak sesuai.
• jumlah sekop sedikit
• desain sekop yang ada belum sesuai dengan kebutuhan.
•mengajukan
pembelian sekop yang mencukupi untuk proses pengemasan.
• mengajukan desain baru sekop dengan memberi lubang-lubang disekitar sekop agar dapat digunakan dengan lebih efektif saat pengisian produk.
06 Juni 2013
2 Produk tidak tersusun setelah pengisian.
• petugas yang posisinya jauh dari timbangan melempar produk setelah pengisian.
• petugas saat pengisian produk terlalu banyak sehingga tumpah. Selain itu, jumlah produk yang terlalu banyak selama pengisian
menyebabkan
petugas timbang bekerja lebih lama saat menstandarisasi berat produk.
• petugas yang posisinya jauh dari timbangan
mengumpulkan
hasilnya disekitar petugas yang didekat timbangan.
• Saat pengisian produk petugas harus mengetahui jumlah batasan/ standar pengisian produk yang dikemas dengan cara melihat batasan ukuran kemasan produk yang telah ditimbang.
18 dan 20 Juni 2013 3 Perbedaan penetapan petugas untuk merapikan kemasan. • petugas pengemasan hanya
fokus pada bagian pengisian produk sehingga di bagian merekatkan kemasan terjadi penumpukan produk.
• menetapkan 1 petugas yang bekerja
flexibel dalam merapikan kemasan dan menimbang produk saat akan terjadi penumpukan di salah satu bagian tersebut
18 dan 20 Juni 2013
4 Decoding
kemasan setelah produk keluar IQF.
• operator membuat kode produksi pada kemasan setelah produk keluar dari
IQF yang
menyebabkan produk tidak dapat langsung dikemas oleh petugas pengemasan.
•operator harus sudah
membuat kode produksi pada kemasan minimal 10
menit sebelum produk keluar IQF dengan membuat perhitungan perkiraan jumlah kemasan yang akan digunakan.
14
Berdasarkan action plan yang telah disusun, secara garis besar terdapat 2 faktor yang mempengaruhi yaitu, manajemen sumberdaya manusia yang kurang efektif dan ketersediaan alat bantu yang tidak memadai. Salah satu aktifitas yang dapat dilakukan dalam mengatasi manajemen sumberdaya manusia yang kurang efektif adalah pengembangan SDM (Sumber Daya Manusia). Aktivitas pengembangan SDM meliputi peningkatan ketrampilan kerja karyawan (Mathis dan Jackson 2006). Metode yang dapat dilakukan adalah memberikan training karyawan pengemasan.
Training/ pelatihan pada dasarnya adalah proses memberikan bantuan bagi para pekerja untuk menguasai keterampilan khusus atau membantu untuk memperbaiki kekurangannya dalam melaksanakan pekerjaan. Fokus kegiatan tersebut adalah untuk meningkatkan kemampuan kerja dalam memenuhi kebutuhan tuntutan cara bekerja yang paling efektif pada masa sekarang (Nawawi 1997). Tujuan training adalah meningkatkan produksivitas karyawan dengan memanajemen sumber daya manusia. Keberhasilan training karyawan dapat diukur dengan memberikan pre-test
dan post-test pada saat sebelum dan setelah kegiatan training. Pre-test dan
post-test yang diberikan selama penyampaian training sama berkaitan dengan kerja karyawan selama pengemasan. Soal pre-test dan post-test
karyaawan dapat dilihat pada Lampiran 4. Kegiatan training dapat dikatakan berhasil dengan melihat adanya peningkatan nilai dari hasil pre-test dan post-test (Lampiran 5) yang telah diberikan pada saat sebelum dan setelah training.
3.2.3 Lakukan Percobaan
Pada tahap ini, uji coba dilakukan terhadap berbagai alternatif perbaikan yang telah disusun sebelumnya. Namun, dikarenakan kondisi dan situasi perusahaan yang tidak memungkinkan maka saat dilakukan percobaan tidak semua alternatif perbaikan dapat diterapkan yaitu, alternatif perbaikan terkait dengan pengajuan pembelian dan desain alat bantu baru (Lampiran 6). Perbaikan tersebut belum bisa diterapkan karena barang yang dibutuhkan (sekop) belum diterima oleh pihak perusahaan dari pabrik tempat pemesanan alat tersebut. Oleh karena itu, perbaikan yang diterapkan saat percobaan hanya terbatas pada pemberian training terhadap karyawan pengemasan.
Training diberikan pada semua shift kerja yaitu, shift pagi (07.00-15.00), shift siang (15.00-23.00), dan shift malam (23.00-07.00) dengan waktu yang berbeda disuaikan dengan jadwal kerja masing-masing shift
tersebut. Training karyawan untuk shift pagi dan siang dilakukan pada hari yang sama secara bergantian pada tanggal 14 Juni dari pukul 13.30-17.00 WIB di ruang meeting PT. Belfoods Indonesia. Sementara itu, untuk
training shift malam dilakukan pada minggu selanjutnya saat pertukaran
15 Percobaan perbaikan dilakukan pada tanggal 20 Juni 2013 diruang pengemasan produksi. Percobaan dilakukan sebanyak 2 kali proses produksi yaitu, pada shift pagi dan shift siang. Pada shift pagi, percobaan perbaikan dilakukan dengan menggunakan 3 meja pengemasan dengan jumlah karyawan 21 orang. Sedangkan untuk perbaikan yang dilakukan pada shift siang menggunakan 2 meja pengemasan dengan jumlah karyawan pengemasan sebanyak 14 orang. Mekanisme pengamatan untuk mengetahui jumlah WIP produk yang ada pada penelitian ini mengikuti kegiatan kerja yang biasa dilakukan oleh perusahaan yaitu, setiap akhir shift kerja petugas akan mencatat besarnya jumlah produk yang dijadikan WIP dan menginformasikan ke petugas di shift selanjutnya.
3.3 Tahap
Check
3.3.1 Periksa Kesimpulan StatistikProses perbaikan setelah memberikan training pada karyawan pengemasan selama proses produksi produk chicken nugget A ukuran 250 g cukup berhasil menurunkan jumlah WIP produk dibandingkan sebelum dilakukan perbaikan. Perbaikan dilakukan pada shift pagi dan shift siang pada tanggal 20 Juni 2013. Jumlah produk chicken nugget A yang diproduksi pada shift pagi sebesar 1882.77 kg dalam waktu 3 jam proses pengemasan. Proses pengemasan dilakukan dengan menggunakan 3 meja pengemasan (21 karyawan). Sementara itu, pada shift siang jumlah produk
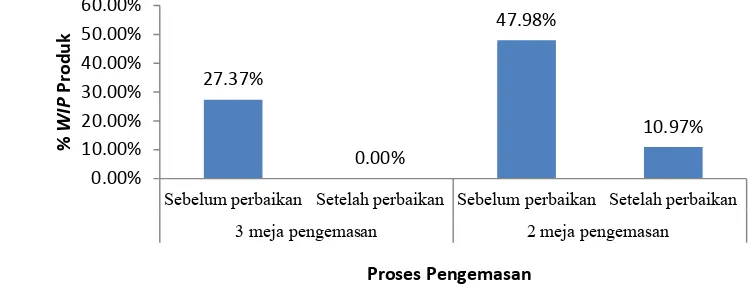
chicken nugget A yang diproduksi sebesar 3221.40 kg dalam waktu 5 jam proses pengemasan. Perbandingan persentase jumlah WIP produk antara sebelum dan sesudah dilakukan perbaikan selama proses produksi dapat dilihat pada Gambar 6.
Gambar 6 Perbandingan persentase jumlah WIP produk antara sebelum dan sesudah dilakukan perbaikan
Hasil yang diperoleh pada shift pagi menunjukkan bahwa persentase
WIP produk mampu diturunkan hingga mencapai 0% dari 27.37% (Rata-rata % WIP dengan 3 meja pengemasan dari data Lampiran 3). Sedangkan pada
27.37%
0.00%
47.98%
10.97%
0.00% 10.00% 20.00% 30.00% 40.00% 50.00% 60.00%
Sebelum perbaikan Setelah perbaikan Sebelum perbaikan Setelah perbaikan
3 meja pengemasan 2 meja pengemasan
%
WI
P
Produk
16
shift siang persentase WIP produk mampu diturunkan dari 47.89% (Rata-rata % WIP dengan 2 meja pengemasan dari data Lampiran 3) menjadi 10.97%. Namun, jika melihat dari sisi kemampuan kerja masing-masing karyawan maka untuk shift pagi yang total karyawannya 21 orang hanya mampu mengemas 30 kg. Hasil tersebut jauh lebih sedikit dibandingkan kemampuan pengemasan karyawan pada shift siang dengan total karyawan 14 orang, dimana setiap karyawan mampu mengemas produk rata-rata 46 kg. Kemampuan pengemasan masing-masing karyawan tersebut diperoleh dengan membagi total produk yang diproduksi dengan waktu produksi dan jumlah karyawan dalam satu shift kerja. Hasil tersebut menunjukkan bahwa besarnya WIP produk dipengaruhi besar oleh kemampuan kerja masing-masing karyawan.
3.3 Tahap
Action
3.4.1 Pertahankan Hasil PerbaikanSalah satu faktor yang dapat mempengaruhi besarnya jumlah WIP
produk yang terjadi selama proses produksi adalah produktivitas karyawan yang menurun. Faktor-faktor yang mempengaruhi produktivitas karyawan diantaranya, kemauan kerja, kemampuan kerja, lingkungan kerja, penghasilan, dan hubungan kerja (Sinungan 2008). Oleh karena itu, kegiatan yang dapat dilakukan dalam mempertahankan hasil perbaikan sebaiknya adalah dengan memberikan training berkelanjutan pada karyawan. Namun, mengingat kegiatan training yang telah dilakukan sebelumnya, dirasa kurang efektif untuk diterapkan diperusahaan dikarenakan penyampaian
training butuh waktu yang cukup lama. Cara lain dapat dilakukan dengan membuat Peraturan tugas kerja yang efektif dan memberikan gambaran susunan kerja yang cukup mudah dimengerti oleh karyawan. Peraturan dan susunan kerja selama pengemasan diajukan kepada pihak produksi untuk dilakukan evaluasi.
Tabe No 1 2 3 4 5 6
el 3 Peratu
Bagian K Pengisian produk Penimban Merapikan kemasan Merekatk kemasan produk Pengkarto produk Pembuat produksi kemasan plastik katon Gam uran Tugas Kerja Jum
≤ 3
ngan 1 or
n 1 or
an 1 or
onan 1 or
kode
dan Mas oran
mbar 7 Susu
Kerja Peng mlah Petuga orang rang rang rang rang sing-masing ng unan kegiat gemasan Se s Kegiata
● Mem
dalam k kemasan ● Tidak diisi (p tumpah) ● Ada p saat kem
● Petug keahlian standar ● Petug memban alat timb
● Men
mampu sealing
● Mem
produk, rapi
1 ● Mem akan di ● Petug pada ke produk
an kerja pen
lama Proses
an Kerja
mperkirakan kemasan ses n (tidak berle k melempar p produk kem )
petugas bagia masan sisa se
gas timbang n (mampu
produk deng
gas bekerja ntu bagian p bang tidak te
netapkan pe bekerja de kemasan
persiapkan k dan menyus
mastikan jadw produksi gas membua emasan min.
keluar IQF
ngemasan p
s Produksi
pengisian p suai standar
ebihan) produk yang mungkinan
an ambil kem edikit
g harus me memperki gan cepat) secara berg penimbangan erpakai etugas yang engan cepat karton, meng sun karton d
wal produk
at kode pro 10 menit seb
18
SIMPULAN DAN SARAN
Simpulan
Hasil analisa pemecahan masalah yang menerapkan siklus PDCA (Plan, Do, Check, Action) sebagai langkah-langkah perbaikan mutu proses produksi, diketahui bahwa terdapat masalah “besarnya jumlah WIP produk
chicken nugget A ukuran kemasan 250 g selama proses produksi di PT. Belfoods Indonesia”. Hasil analisis data dengan diagram Pareto menunjukkan bahwa ada 4 faktor penyebab besarnya WIP produk yaitu, jumlah sekop dan desain tidak sesuai, produk tidak tersusun setelah pengisian, perbedaan penetapan petugas untuk merapikan kemasan, dan
decoding kemasan setelah produk keluar IQF. Oleh karena itu, dirancang alternatif perbaikan dengan memberikan training terhadap karyawan pengemasan mengenai cara-cara pengemasan yang efektif serta pengajuan pembelian dan desain alat bantu (sekop) baru.
Hasil traning karyawan dapat dikatakan berhasil melihat adanya peningkatan terhadap hasil pre-test dan post-test karyawan yang diberikan sebelum dan setelah training. Keberhasilan training berbanding lurus saat dilakukan uji coba perbaikan. Setelah training diberikan percobaan perbaikan dilakukan pada proses produksi produk chicken nugget A Perbaikan dilakukan dengan menetapkan 2 cara kerja, yaitu kerja dengan 3 meja pengemasan dan kerja dengan 2 meja pengemasan.
Hasil perbaikan dengan 3 meja pengemasan menurunkan WIP produk dari 27.37% menjadi 0%. Sedangkan perbaikan dengan 2 meja pengemasan mampu menurunkan WIP dari 47.89% menjadi 10.97%. Hasil tersebut sudah cukup baik meskipun hasilnya kurang sesuai jika dilihat dari kemampuan pengemasan masing-masing karyawan setiap shift yang berbeda-beda. Dalam meningkatkan kesadaran kerja karyawan dibuat aturan dan susunan kegiatan kerja pengemasan sebagai solusi lain dari penyampaian training yang memerlukan waktu cukup lama.
Saran
1. Untuk mengatasi besarnya produksi produk yang berukuran 250 gram, pada saat pengemasan dapat digunakan 3 meja pengemasan dari awal sampai akhir produksi dengan dilengkapi alat bantu (sekop) sehingga pengemasan produkyang dilakukan oleh karyawan menjadi lebih mudah dan lebih cepat. Akan tetapi, untuk mengetahui besarnya pengaruh dari penggunaan alat bantu tersebut perlu dilakukan penelitian lebih lanjut. 2. Perlu dilakukan penelitian untuk menyelesaikan masalah WIP produk
yang juga terjadi pada beberapa produk yang diproduksi oleh perusahaan seperti masalah WIP pada produk marinasi dan produk customer.
19 jumlah WIP produk selama proses produksi setelah dilakukan tindakan perbaikan.
4. Semakin besar target perusahaan dalam meningkatkan produksi harus diikuti dengan tercukupinya alat bantu yang menunjang karyawan untuk bekerja secara maksimal, bahkan perusahaan dapat juga mengaktifkan kembali mesin weigher dan packager sebagai mesin pengemas produk yang dapat menunjang efektivitas pengemasan produk.
DAFTAR PUSTAKA
Afrisanti DW. 2010. Kualitas Kimia dan Organoleptik Nugget Daging Kelinci dengan Penambahan Tepung Tempe. Skripsi. Program Studi Peternakan. Fakultas Pertanian. Surakarta: Universitas Sebelas Maret.
Astawan M. 2007. Nugget Ayam Bukan Makanan Sampah. [diunduh 08
april 2013]. Tersedia pada:http://nasional.kompas.com/read/2008/10/28/10371776/Nugget
.Ayam.Bukan.Makanan.Sampah.
Bragg SM. 2005. Inventory Accounting 1st ed.Danvers : John Wiley & Sains, Inc.
Kurniawan F. 2010. Pengendalian Kualitas : PDCA Cycle. Jakarta (ID) : Pusat Pengembangan Bahan Ajar
Kwalasetia J. 2002. Upaya Pengendalian Proses dengan Menerapkan SPC di PT Hidup Djaya Palembang. Skripsi. Fakultas Teknik. Palembang: STT Musi
Mathis RL, Jackson JH. 2006. Human Resource Management. Jakarta: Salemba Empat
Muhandri T dan Kadarisman D. 2006. Sistem Jaminan Mutu Industri Pangan. Bogor (ID): IPB Press
Nasution MN. 2005. Manajemen Mutu Terpadu Edisi Kedua. Bogor (ID): Ghalia Indonesia
Nawawi H. 1997. Manajemen Sumber Daya Manusia. Yogyakarta (ID): Gajah Mada Universitas Press.
Rampersad HK. 2001. Total Quality Management: An Executive Guide to Continous Improvement. Germany: Springer
Sinungan M. 2008. Produktivitas Apa dan Bagaimana. Jakarta: PT Bumi Aksara.
20
LAMPIRAN
Lampiran 1 Jumlah produksi, jumlah WIP, dan persentase WIP lima jenis produk selama Oktober 2012 – Maret 2013
PRODUK JUMLAH
BULAN
TOTAL Oktober November Desember Januari Februari Maret
Nugget A Produksi
(kg) 28065.54 13344.25 69879.80 16174.55 58311.56 4000.00 189775.70 ukuran 250
gr WIP (kg) 10765.60 9367.30 8957.60 6043.80 17883.34 1738.40 54756.04
% WIP 38.36% 70.20% 12.82% 37.37% 30.67% 43.46% 28.85%
Nugget B Produksi
(kg) 12441.64 14254.40 49352.66 11190.20 33377.42 0.00 120616.32
ukuran 250
gr WIP (kg) 4486.10 7416.60 3475.40 985.30 14989.90 0.00 31353.33
% WIP 36.06% 52.03% 7.04% 8.81% 44.91% 0.00% 26.00%
Nugget C Produksi
(kg) 10614.40 16689.07 0.00 15203.20 25548.01 7115.54 75170.22
ukuran 250
gr WIP (kg) 2971.80 7157.10 0.00 6652.00 4167.90 4496.20 25445.00
% WIP 28.00% 42.88% 0.00% 43.75% 16.31% 63.19% 33.85%
Marinate Produksi
(kg) 19238.35 9552.70 37100.35 24440.61 33807.82 16983.15 141167.98
product WIP (kg) 3381.40 2036.50 1996.70 0.00 6140.40 4496.10 18051.00
ukuran 500
gr % WIP 17.58% 21.32% 53.80% 0.00% 18.16% 26.47% 12.79%
Customer Produksi
(kg) 3432.10 12695.90 10038.87 18428.26 7413.64 28401.15 80409.92
product WIP (kg) 0.00 2866.70 371.80 1452.10 4177.70 11219.90 20088.20
21 Lampiran 2 Lembar check list frekuensi kejadian kedelapan point
penyebab besarnya jumlah WIP produk chicken nugget A ukuran 250 gram selama 1 bulan proses produksi di Line 2
Lampiran 3 Data jumlah produksi produk chicken nugget A selama 1 bulan
No Faktor Penyebab
Shift kerja / Tanggal
3 2 1 3 1 1 2 1/4/13 2/4/13 3/4/13 22/4/13 23/4/13 1/5/13 1/5/13 1 Jumlah sekop dan desain
tidak sesuai √ √ √ √ √ √ √
2 Produk tidak tersusun
setelah pengemasan √ √ √ √ √ √ √
3
Perbedaan penetapan petugas untuk merapikan kemasan
√ √ √ √ √ √ √
4 Decoding kemasan setelah
produk keluar IQF √ √ √ √ √ √ √
5 Jumlah timbangan terbatas
saat daya tahan alat habis X X √ X √ √ X
6 Produk thawing saat keluar
IQF X √ X √ X X X
7 Video jetrusak X X X X X X X
Shift ∑ Produk(kg) ∑WIP (kg) % WIP Keterangan
3 4717.20 1777.20 36.67 5 jam kerja, 2 meja pengemasan
2 835.90 415.90 49.75 1 jam kerja, 2 meja pengemasan
1 3692.50 830.50 22.49 5 jam kerja, 3 meja pengemasan
3 4193.00 2372.00 56.57 4 jam kerja, 2 meja pengemasan
1 4468.20 1441.20 32.25 5 jam kerja, 3 meja pengemasan
1 1652.00 808.20 48.92 2 jam kerja, 2 meja pengemasan
2 4635.57 0.00 0.00 8 jam kerja, 1 meja pengemasan
22
Lampiran 4 Soal Pre-test dan Post-test Karyawan Pengemasan Soal Pre-Test
Nama :... Tanggal :... 1. Menurut anda adakah keuntungan besarnya kapasitas pengemasan
terhadap masing-masing karyawan?
2. Jika jawaban no.1 adalah ya, keuntungan apa yang dapat dirasakan oleh karyawan-karyawan tersebut ?
3. Apakah anda tahu cara menyusun produk yang benar setelah pengisian produk dalam kemasan ? (ya/tidak)
4. Bagaimana cara menyusun produk yang telah diisi saat posisi petugas jauh dari bagian penimbangan agar pekerjaan terlihat lebih rapi ? 5. Menurut Anda haruskah memperkirakan batasan jumlah produk saat
pengisian dalam kemasan ?
6. Adakah pengaruh pengisian produk yang tidak sesuai (terlalu banyak / terlalu sedikit) terhadap lambatnya kerja pengemasan?
7. Bagaimana cara pengisian jumlah produk per kemasan agar mendekati standar berat yang ditetapkan ?
8. Bagaimana mengatasi terjadinya penumpukan produk saat penimbangan dan saat merekatkan kemasanproduk ?
Soal Post-Test
Nama :... Tanggal :... 1. Menurut anda adakah keuntungan besarnya kapasitas pengemasan
terhadap masing-masing karyawan?
2. Jika jawaban no.1 adalah ya, keuntungan apa yang dapat dirasakan oleh karyawan-karyawan tersebut ?
3. Apakah anda tahu cara menyusun produk yang benar setelah pengisian produk dalam kemasan ? (ya/tidak)
4. Bagaimana cara menyusun produk yang telah diisi saat posisi petugas jauh dari bagian penimbangan agar pekerjaan terlihat lebih rapi ? 5. Menurut Anda haruskah memperkirakan batasan jumlah produk saat
pengisian dalam kemasan ?
6. Adakah pengaruh pengisian produk yang tidak sesuai (terlalu banyak / terlalu sedikit) terhadap lambatnya kerja pengemasan?
7. Bagaimana cara pengisian jumlah produk per kemasan agar mendekati standar berat yang ditetapkan ?
23 Lampiran 5 Hasil training karyawan pengemasan 3 shift kerja
No Hasil Training Shift 2
Pre-test Post-test
1 6.4 8.6
2 6.4 7.1
3 7.1 8.6
4 7.8 7.8
5 1.4 3.6
6 5.7 6.4
7 8.6 8.6
8 7.8 8.6
9 5.0 8.6
10 8.6 10.0
11 6.4 5.7
12 7.8 7.8
13 6.4 10.0
14 8.6 8.6
15 7.1 7.1
16 5.0 8.6
17 5.7 7.1
18 5.7 6.4
19 4.3 7.1
20 7.1 8.6
21 5.7 6.4
22 5.7 7.1
23 7.1 7.1
24 7.1 8.6
25 5.7 7.1
26 5.7 7.1
27 5.7 7.1
28 5.7 7.1
29 7.1 7.1
30 5.7 7.1
31 5.7 6.4
32 7.1 8.6
33 8.6 8.6
Rata-rata 6.4 7.6
No Hasil Training Shift 1
Pre-test Post-test
1 8,6 9,3
2 7,8 7,8
3 6,4 7,8
4 6,4 7,8
5 8,6 9,3
6 1,4 6,4
7 8,6 7,8
8 7,1 10
9 5,7 7,1
10 5,7 7,8
11 8,6 8,6
12 8,6 10
13 8,6 8,6
14 5 7,1
15 4,3 6,4
16 4,3 6,4
17 1,4 6,4
18 5,7 6,4
19 5,7 7,1
20 6,4 7,8
21 4,3 7,1
22 5,7 7,1
23 5,7 6,4
24 5,7 5,7
25 5,7 5,7
26 5,7 7,8
27 5,7 7,8
Rata-rata 6,1 7,5
No Hasil Training Shift 3
Pre-test Post-test
1 6,4 6,4 2 7,8 8,6 3 6,4 8,6 4 7,1 7,8 5 7,1 7,8 6 6,4 7,8 7 7,1 7,8 8 5,7 7,8 9 7,1 7,8
10 5,7 7,8
11 4,3 9,3
12 7,1 7,1
13 7,8 7,8
14 5,7 7,8
15 6,4 7,8
16 6,4 6,4
17 7,1 9,3
18 7,8 8,6
19 7,1 7,8
20 5,0 6,4
21 8,6 9,3
22 6,4 8,6
23 7,1 8,6
24 5,0 7,8
24 Lam
L
Siste (tanp munc dibut adala terse gamb Kete ● St ● Pecr
● Uk se * Bogo Pe ( mpiran 6
Lembar P
em pengisia pa menggun culnya ma tuhkan unt ah 16 buah ebut. Perub bar dibawahrangan : tandar peng emberian lu
rumb yang kuran penyi elama ini dig
: P keseluru P sekop L sekop T sekop
or, Jun etugas
Lembar Pe Baru PT. B
Pengesaha
B
an produk nakan ala asalah besa tuk memen h dengan ad bahan desai
h ini.
isian produ ubang-luban telah terlep iduk lebih b gunakan. uhan = 24 cm
= 15 cm = 8.5 cm = 5 cm
ni 2013 ) engesahan U Belfoods Ind
an Usulan
Bantu (Sek
dalam kem at bantu) d arnya WIPnuhi kebutu danya perub in yang di
k per kemas ng disekitar pas dari prod
besar dari uk m Usulan dan donesia
n Pembeli
kop) Baru
masan yang diduga menP produk. uhan karya bahan pada iusulkan pe
san antara sekop bertu duk agar tid kuran penyi
M Asisten
(
Desain Ala
an dan D
u
g dilakukan njadi salah
Jumlah al awan selam a desain ala
etugas dap
20-21 piece
ujuan untuk dak ikut terk iduk semen
Menyetujui n Manajer P
t Bantu (Se
esain Ala
secara ma satu peny at bantu y ma pengem at bantu (se at dilihat
Pert dala seba Tana pese Unil Penu Dire anian, Instit Selama m am beberapa agai panitia aman) 2010 erta semina lever Gene
ulis juga se ektorat Kem
R
Pe Februar bersaud T Puncak yang sa Bogor ( (USMI) Ilmu d tut Pertania menimba ilma kegiatan y a BAUR 20 0, peserta r Indonesia eral Public
ebagai pene mahasiswaan
RIWAYA
enulis dilah ri 1992. Pen dara dari Ba ahun 2009 Rawas, K am, penulis (IPB) melal ) dan diterim dan Tekno an Bogor. mu di Institu
yang menun 011, pesert
Leadership an Foodbow
Lecture 2 erima beasis
n IPB.
AT HIDU
hirkan di L nulis merupa apak Barozi 9 penulis l Krui, Lampu
lulus selek lui jalur Un ma sebagai ologi Pan ut Pertanian njang penge a super tra p and Enter wl Competi
2012, dan b swa BBM p
P
Lampung p akan anak k dan Ibu Ma ulus dari ung Barat si masuk I ndangan Sel i mahasiswa
gan, Faku n Bogor, pen etahuan pen
aining (Pela
rpreneurshi ition 2011, beberapa k pada tahun
pada tangg ketiga dari e