harapan menggapai ridho Illahi Robbi
ku persembahkan skripsi ini untuk :
Keluargaku
Dan
Almamater tercinta
THE EFFECT OF ELECTRIC CURRENT TO THE TENSILE STRENGTH ON BIMETALLIC WELDING (STAINLESS STEEL A 240 Type 304 AND CARBON
STEEL A 516 Grade 70) WITH ELECTRODE E 309-16
By
Rino Indriyanto
Setting the welding current strength will affect the results of welding, for it needed a way for bimetallic welding is more acceptable and can eventually be applied properly in accordance with the desired. One way that might be done is setting the right amount of welding current.
This study aims to determine the effect of welding current on tensile strength, and microstructure. This study uses material yield of 0.1895% Carbon Steel C and Steel Stainless steel yield 0.026% C. Materials treated with a variety of welding current 90 Ampere, 120 Ampere and 150 Ampere using DC reverse polarity welding with SMAW electrode diameter of 3.2 mm E 309-16 DC reverse polarity of the electrode holder is connected to the positive pole and a metal stem is connected to the negative pole. This type of seam used is seam V at an angle of 60o.
The highest tensile strength of welded joints occurred in the specimens of 150 A that is equal to 644 MPa this means an increase of 3.2% of the raw material of stainless steel and an increase of 21.96% of the raw material carbon steel. The highest levels of violence occurred in the HAZ of 644 MPa from 150 A current variation, it is seen in the micro structure terihat softer than the other variations of the welding current. As per the research results can be concluded that the variation of welding current structure changes because to cooling and therefore contributes to the strength of the material that is an increase of raw materials.
A. Latar Belakang
Dalam industri, teknologi konstruksi merupakan salah satu teknologi yang
memiliki andil dalam pengembangan berbagai sarana dan prasarana kebutuhan
manusia. Perkembangannya yang semakin pesat tidak bisa dipisahkan dari
teknik pengelasan dalam merancang suatu produk konstruksi. Bisa kita lihat
hampir semua produk konstruksi sangat bergantung pada unsur pengelasan
terutama dalam rancang bangun, dikarenakan pengelasan merupakan teknik
penyambungan yang relatif lebih murah dan mudah dalam operasionalnya.
Teknik pengelasan secara sekilas begitu sederhana, akan tetapi sebenarnya
membutuhkan pengetahuan yang komperhensif dalam melakukan pengelasan
untuk menghasilkan sambungan yang berkualitas, terutama faktor sifat logam
yang bergantung pada perubahan suhu. Apabila suhu tinggi maka struktur
kristal suatu logam akan mengembang dan besar sehingga logam menjadi
lunak, sebaliknya jika suhu didinginkan maka struktur kristal logam mengecil
sehingga logam menjadi keras. Hal ini menuntut perencanaan yang matang
yaitu besar kecilnya sumber panas yang digunakan, kecepatan pengelasan dan
bahan yang digunakan, serta dimensi dan fungsi dari benda kerja sendiri.
Pengelasan logam menghasilkan konfigurasi tiga bagian daerah logam, yang
pertama logam lasan, yang kedua daerah pengaruh panas yang disebut Heat
Affected Zone (HAZ),dan ketiga yaitu logam induk. Logam lasan adalah bagian
dari logam pengisi las yang pada saat pengelasan mencair dan membeku
seiring turunnya suhu. HAZ adalah logam induk yang bersebelahan dengan
daerah logam lasan dan mengalami perubahan mikrostruktur karena pengaruh
panas dari logam lasan yang mencair saat pengelasan kemudian menjadi dingin
secara cepat karena pengaruh pendinginan. Daerah pengaruh panas (HAZ)
merupakan daerah kritis dimana sering terjadi kerusakan maupun cacat. Logam
induk merupakan logam inti yang tidak mengalami perubahan mikrostruktur.
Perbedaan ketiga daerah logam tersebut terlihat jelas bila dilihat dengan alat
bantu mikroskop.
Proses Pengelasan bimetal yang dilakukan di PT. Multi Fabrindo Gemilang
(Cilegon) diaplikasikan untuk proses pembuatan bejana tekan (pressure vessel).
Dilihat dari segi ekonomisnya dapat menghemat biaya material baja tahan karat
(stainless steel) yang relatif lebih mahal dibandingkan dengan material baja
karbon (carbon steel).
Penelitian yang telah dilakukan pada Pengelasan Bimetal adalah Pengelasan
pengelasan yang digunakan adalah proses pengelasan (SMAW) dengan arus 60
A. Elektroda yang digunakan adalah E 309 dan R 990. Percobaan ini bertujuan
untuk mengetahui pengaruh sifat mekaniknya. Dan hasilnya menunjukkan
terjadi penggetasan baja tahan karat karena pengendapan krom yang
disebabkan olehpreheat (terlalu lama), maka dari ituHeat inputdipertahankan
rendah untuk menghindari retak atau embrittelment. (Widia Setiawan dan
Nugroho Santoso, UGM : 2006).
Penelitian lainnya tentang Pengaruh Magnet External Terhadap Sifat Mekanik
Pengelasan Bimetal Antara Baja SS 41 Dan AH 36, Proses pengelasan yang
digunakan adalah proses pengelasan (SMAW). Percobaan ini bertujuan untuk
mengetahui pengaruh sifat mekaniknya. Dan hasilnya menunjukkan bahwa
semakin besar medan magnet akan semakin memperkecil luas HAZ. Ini berarti
bahwa dengan penambahan medan magnet pada pengelasan akan semakin
memperkuat sifat mekanik sambungan las. (Deddy S. Utomo dan Mohammad
Nurul Misbah, ITS : 2008).
Pada suatu proses pengelasan seringkali ditemui suatu masalah, apalagi pada
pengelasan dua buah logam yang berbeda atau disebut bimetal. Proses
pengelasan bimetal adalah proses pengelasan yang menyambungkan dua
macam logam yang berbeda. Pengelasanbimetalmempunyai tingkat kerumitan
yang lebih tinggi dibanding dengan pengelasan dengan logam yang sejenis.
Karena logam yang tidak sejenis mempunyai karakteristik yang berbeda satu
membutuhkan beberapa teknik tertentu, misalnya pemilihan logam yang akan
disambung harus tepat, pemilihan elektroda yang sesuai, pengaturan heat input
yang tepat, serta pemilihan perlakuan panas pengelasan yang tepat.
(Neonda, 2008).
Mesin las SMAW menurut arusnya dibedakan menjadi tiga macam yaitu mesin
las arus searah atau Direct Current (DC), mesin las arus bolak - balik atau
Alternating Current (AC) dan mesin las arus ganda yang merupakan mesin las
yang dapat digunakan untuk pengelasan dengan arus searah (DC) dan
pengelasan dengan arus bolak-balik (AC). Mesin Las arus DC dapat digunakan
dengan dua cara yaitu polaritas lurus dan polaritas terbalik. Mesin las DC
polaritas lurus (DC-) digunakan bila titik cair bahan induk tinggi dan kapasitas
besar, untuk pemegang elektrodanya dihubungkan dengan kutub negatif dan
logam induk dihubungkan dengan kutub positif, sedangkan untuk mesin las DC
polaritas terbalik (DC+) digunakan bila titik cair bahan induk rendah dan
kapasitas kecil, untuk pemegang elektrodanya dihubungkan dengan kutub
positif dan logam induk dihubungkan dengan kutub negatif.
Pilihan ketika menggunakan DC polaritas negatif atau positif ditentukan oleh
jenis elektroda yang digunakan. Beberapa elektroda SMAW di desain untuk
digunakan hanya DC- atau DC+. Elektroda E 309-16 hanya dapat digunakan
pada DC polaritas terbalik (DC+, DCEP). Pengelasan ini menggunakan
130 Ampere dan tegangan 30 Volt. Dengan interval arus tersebut, pengelasan
yang dihasilkan akan berbeda-beda,(Soetardjo, 1997).
Penyetelan kuat arus pengelasan akan mempengaruhi hasil las. Bila arus yang
digunakan terlalu rendah akan menyebabkan sukarnya penyalaan busur listrik.
Busur listrik yang terjadi menjadi tidak stabil. Panas yang terjadi tidak cukup
untuk melelehkan elektroda dan bahan dasar sehingga hasilnya merupakan
rigi-rigi las yang kecil dan tidak rata serta penembusan kurang dalam. Sebaliknya
bila arus terlalu tinggi maka elektroda akan mencair terlalu cepat dan akan
menghasilkan permukaan las yang lebih lebar dan penembusan yang dalam
sehingga menghasilkan kekuatan tarik yang rendah dan menambah kerapuhan
dari hasil pengelasan. Untuk itu dibutuhkan suatu cara agar pengelasanbimetal
lebih dapat diterima dan pada akhirnya dapat diaplikasikan dengan baik sesuai
dengan yang diinginkan. Salah satu cara yang mungkin dapat dilakukan adalah
pengaturan besarnya arus pengelasan yang tepat. (Arifin, 1997).
Kekuatan hasil lasan dipengaruhi oleh tegangan busur, besar arus, kecepatan
pengelasan, besarnya penembusan dan polaritas listrik. Penentuan besarnya
arus dalam penyambungan logam menggunakan las busur mempengaruhi
efisiensi pekerjaan dan bahan las. Penentuan besar arus dalam pengelasan ini
Berdasarkan latar belakang di atas maka penelitian ini mengambil judul :
‘PengaruhArus Pengelasan Terhadap Kekuatan Tarik Pada PengelasanBimetal
(Carbon Steel A 516 Grade 70 dan Stainless Steel A 240 Type 304) Dengan
Elektroda E 309-16’.
B. Tujuan
Dengan permasalahan yang akan menjadi obyek penelitian, maka tujuan
penelitian ini adalah sebagai berikut:
1. Untuk mengetahui pengaruh arus pengelasan terhadap kekuatan tarik daerah
las Carbon Steel (A 516 Grade 70) dan Stainless Steel (A 240 Type 304)
hasil pengelasan SMAW dengan elektroda E 309-16.
2. Untuk mengetahui pengaruh arus pengelasan terhadap struktur mikro
daerah las Carbon Steel(A 516 Grade70) danStainless Steel (A 240Type
304) hasil pengelasan SMAW dengan elektroda E 309-16.
C. Batasan Masalah
Dalam tugas akhir ini penulis membatasinya hanya pada :
1. Material yang digunakan adalah plat baja karbon rendah (A 516Grade70)
dan plat baja tahan karat (A 240Type304).
2. Elektroda yang digunakan adalah berjenis E 309-16 diameter elektroda 3,2
mm, standar ASTM (American Society for Testing Material) yang
didasarkan pada standar asosiasi las Amerika Serikat AWS (American
3. Proses pengelasan dilakukan dengan menggunakan las busur listrik
elektroda terlindung SMAW (shielded metal arc welding) pada posisi
pengelasan datar/dibawah tangan (down hand).
4. Kampuh yang digunakan yaitu kampuh V dengan sudut 600.
5. Perlakuan pengelasan dengan variasi arus 90 Ampere, 120 Ampere dan
150 Ampere, serta tegangan sebesar 30 Volt.
6. Pengujian dilakukan dengan uji tarik untuk mengetahui kekuatannya
dengan dimensi spesimen uji sesuai dengan standar ASTM E-8, selain itu
dilakukan pengujian struktur mikro untuk melihat struktur mikronya.
7. Pendinginan pasca pengelasan dilakukan secara biasa di lingkungan
terbuka sehingga proses pendinginan terjadi dengan sendirinya.
D. Sistematika Penulisan Laporan
Laporan tugas akhir ini disusun menjadi lima Bab. Adapun sistematika
penulisannya adalah sebagai berikut:
I. PENDAHULUAN
Menjelaskan tentang latar belakang masalah, tujuan, batasan masalah, dan
sistematika penulisan laporan.
II. TINJAUAN PUSTAKA
Berisi teori-teori dasar yang bersesuaian dengan materi yang diangkat
III. METODE PENELITIAN
Menjelaskan mengenai metode-metode yang dilakukan dalam mengumpulkan
informasi, dan menjabarkan tahapan-tahapan kegiatan yang dilakukan selama
penelitian berlangsung sampai pada penyusunan laporan serta mejabarkan
alur pengukuran dan pengujian.
IV. ANALISA DAN PEMBAHASAN
Bab ini membahas tentang data pengujian kekuatan tarik dan hasil foto
struktur mikro dari hasil pengelasan yang telah dilakukan..
V. PENUTUP DAN SARAN
Berisi tentang kesimpulan dari hasil analisa dan pembahasan data hasil
pengujian yang telah dilakukan, serta saran yang diberikan penulis untuk
pengembangan penelitian.
DAFTAR PUSTAKA
ELEKTRODA E 309-16
Oleh
RINO INDRIYANTO
Skripsi
Sebagai Salah Satu Syarat untuk Mencapai Gelar SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK UNIVERSITAS LAMPUNG
V. SIMPULAN
A. SIMPULAN
Dari hasil pengujian tarik dan pengamatan struktur mikro terhadap pengelasan
bimetal (Carbon Steel A 516 Grade 70 dan Stainless Steel A 240 Type 304),
maka dapat diambil kesimpulan sebagai berikut :
1. Pengelasan dengan arus 150 Amper mampu meningkatkan kekuatan tarik
sebesar 4,2 % dari arus terendah yaitu pada arus 90 Amper. Meskipun
berada diatas batas interval ideal elektroda E 309-16 yaitu (100-130)
Amper, nyala busur tetap stabil sehingga proses pengelasan berjalan
dengan baik.
2. Struktur mikro daerah HAZ pada perlakuan arus 90 Amper memiliki
kandungan ferit yang dominan sehingga memiliki sifat ulet dan kekerasan
sedang. Sedangkan pada perlakuan arus 150 Amper memiliki kandungan
perlit yang dominan dibandingkan kandungan ferit dan bentuknya butirnya
lebih halus daripada struktur pada arus 90 Amper. Struktur mikro arus 150
Amper memiliki ukuran butiran yang lebih halus sehingga memiliki
B. Saran
Adapun saran yang dapat diambil dari hasil penelitian ini antara lain :
Perlu dilakukan penelitian lanjutan setelah selesai pengelasan hendaknya
benda kerja dilakukan pengujian kekerasan dan ketangguhan untuk
A 240
Type
304 DAN
CARBON STEEL
A 516
Grade
70) DENGAN
ELEKTRODA E 309-16
(Skripsi)
Disusun Oleh :
Rino Indriyanto
0615021108
JURUSAN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
A. Baja
Baja adalah logam paduan dengan besi sebagai unsur dasar dan karbon
sebagai unsur paduan utamanya. Kandungan karbon dalam baja berkisar
antara 0.2% hingga 2.1% berat sesuai grade-nya. Fungsi karbon dalam baja
adalah sebagai unsur pengeras. Unsur paduan lain yang biasa ditambahkan
selain karbon adalah mangan (manganese), krom (chromium), vanadium, dan
nikel. Dengan memvariasikan kandungan karbon dan unsur paduan lainnya,
berbagai jenis kualitas baja bisa didapatkan. Penambahan kandungan karbon
pada baja dapat meningkatkan kekerasan (hardness) dan kekuatan tariknya
(tensile strength), namun di sisi lain membuatnya menjadi getas (brittle) serta
menurunkan keuletannya (ductility).
Pengaruh utama dari kandungan karbon dalam baja adalah pada kekuatan,
kekerasan, dan sifat mudah dibentuk. Kandungan karbon yang besar dalam
baja mengakibatkan meningkatnya kekerasan tetapi baja tersebut akan rapuh
1. Klasifikasi Baja Karbon(Carbon Steel)
Baja karbon adalah paduan antara besi dan karbon dengan sedikit Si, Mn, P, S, dan Cu. Sifat baja karbon sangat tergantung pada kadar karbon, bila kadar karbon naik maka kekuatan dan kekerasan juga akan bertambah tinggi. Karena itu baja karbon dikelompokkan berdasarkan kadar karbonnya [Wiryosumarto, 2004].
a. Baja Karbon Rendah
Baja karbon rendah memiliki kandungan karbon dibawah 0,3%. Baja
karbon rendah sering disebut dengan baja ringan (mild steel) atau baja
perkakas. Jenis baja yang umum dan banyak digunakan adalah jenis
cold roll steel dengan kandungan karbon 0,08% – 0,30% yang biasa
digunakan untukbodykendaraan [Sack, 1997].
b. Baja Karbon Sedang
Baja karbon sedang merupakan baja yang memiliki kandungan karbon
0,30% - 0,60%. Baja karbon sedang mempunyai kekuatan yang lebih
dari baja karbon rendah dan mempunyai kualitas perlakuan panas yang
tinggi. Baja karbon sedang bisa dilas dengan las busur listrik elektroda
terlindung dan proses pengelasan yang lain. Untuk hasil yang terbaik
maka dilakukan pemanasan mula sebelum pengelasan dannormalizing
setelah pengelasan [Sack, 1997].
c. Baja Karbon Tinggi
Baja karbon tinggi memiliki kandungan karbon paling tinggi jika
dibandingkan dengan baja karbon yang lain yakni 0,60% - 1,7%.
Kebanyakan baja karbon tinggi sukar untuk dilas jika dibandingkan
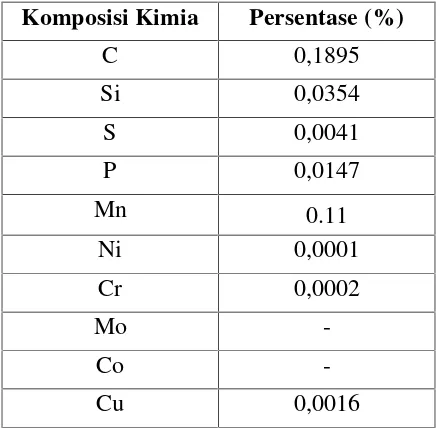
Dalam Peneiltian ini jenis material yang digunakan adalah (A 516
Grade 70) merupakan baja karbon rendah dengan kadar karbon
0,1895%. Baja karbon rendah memiliki sifat mampu las yang baik,
mempunyai kepekaan retak las yang rendah dibandingkan dengan baja
karbon lainnya, memiliki kekuatan sedang dan keuletan yang baik.
Dan digunakan untuk konstruksi umum, bodykendaraan, bejana tekan
(pressure vessel), dan lain-lainnya.
Adapun yang dimaksud dengan (A 516 Grade 70) menurut ASTM
(American Society for Testing Material) adalah:
A = Menunjukkan Pengkodean Material Standar Amerika.
516 = SpesifikasiNumber PlateBaja Karbon Rendah.
Grade70 = Menujukkan kekuatan antara 70-90 Ksi dan material
yang digunakan pada penelitian ini adalah kekuatannya
sebesar 76,6 Ksi (528 Mpa).
2. Klasifikasi Baja Tahan Karat(Stainless Stell)
Baja tahan karat termasuk dalam baja paduan tinggi yang tahan terhadap
korosi, suhu tinggi, ketangguhan dan suhu rendah. Karena sifatnya,
maka baja ini banyak digunakan dalam pembuatan turbin, mesin jet,
pesawat terbang, bejana tekan, alat rumah tangga dan lain-lainnya.
Secara garis besar baja tahan karat dapat dikelompokkan dalam tiga
jenis, yaitu : jenis austenite, ferit, dan martensit seperti yang ditunjukkan
Tabel 1. Klasifikasi Baja Tahan Karat
banyak ditemukan dalam aplikasi disekitar kita, contohnya: peralatan
rumah tangga, tangki, pressure vessel (bajana tekan), pipa, struktur
baik yang bersifat konstruksi maupun arsitektural. Memiliki
kandungan Ni tidak kurang dari 7% yang mengakibatkan
terbentuknya struktur austenite dan memberikan sifat ulet (ductile).
Stainless Steel 304, 304L, 316, 316L termasuk ke dalam tipe ini.
Stainless Steel austeniticbersifatnon magnetic.
b) Baja Tahan Karat (Ferritic), kolompok ini memiliki sifat yang
mendekati baja umum (mild steel) tetapi memiliki ketahanan korosi
yang lebih baik. Didalam kelompok ini yang paling umum dipakai
adalah tipe 12% Chromium yang banyak dipakai dalam aplikasi
struktural dan tipe 17% Chromium yang banyak dipakai pada
aplikasi peralatan rumah tangga, boiler, mesin cuci dan benda-benda
c) Baja Tahan Karat (Martensitic), tipe ini umumnya mengandung 11–
13% Chromium. Tipe ini memiliki kekuatan dan kekerasan yang
tinggi, serta ketahanan terhadap korosi. Aplikasi terbanyak adalah
untuk turbineblade.
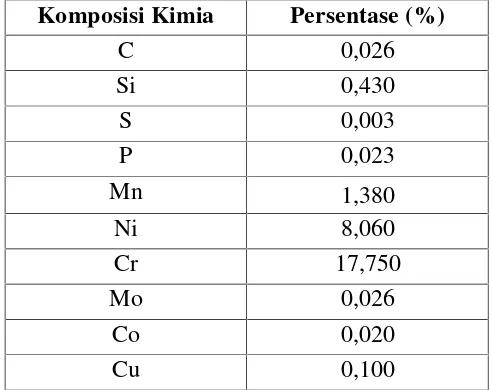
Dalam peneiltian ini jenis material yang digunakan adalah (A 240Type
304) merupakan baja tahan karat austenit dengan kadar karbon
0,026%. Baja tahan karat austenit memiliki sifat mampu las yang baik,
tahan terhadap korosi, dan tahan dalam keadaan suhu tinggi dan suhu
rendah. Diaplikasikan untuk pembuatan turbin, mesin jet, pesawat
terbang, bejana tekan (pressure vessel), dan alat-alat rumah tangga.
Dalam penelitian ini yang dimaksud dengan (A 240Type304) menurut
ASTM (American Society for Testing Material) adalah:
A = Menunjukkan Pengkodean Material Standar Amerika.
240 = SpesifikasiNumber PlateBaja Tahan Karat.
Type304 = Menujukkan material berjenisplate.
3. Standarisasi Baja Karbon
Standarisasi baja karbon digunakan untuk menggolongkan baja karbon
berdasarkan komposisi kimia, penetapan standarisasi baja karbon menurut
The American Society Of Mechanical Engineers (ASME, 2007) dan
standar ASTM (American Society for Testing Material) yang didasarkan
Society) mempergunakan nomor atau angka dan huruf. Baja karbon yang
digunakan adalah baja A 516 Grade 70, baja ini merupakan baja karbon
rendah dengan kadar karbon 0,1895% dan baja tahan karat A 240 Type
304, baja ini merupakan baja tahan karat (austenitic) dengan kadar karbon
0,026%. Selain kandungan karbon juga terdapat unsur paduan yang
lainnya. Unsur-unsur paduan ini dapat meningkatkan kesempurnaan dan
juga kekuatan dari baja yang dibentuk. Jumlah persentase dari unsur-unsur
paduan ini disesuaikan dengan kegunaan dan manfaat dari baja yang akan
digunakan.
B. Pengelasan
Pengelasan berdasarkan sumber energi panasnya dapat dibedakan menjadi tiga
yaitu mekanik, listrik dan kimia, sedangkan dari cara pengelasan dibedakan
menjadi tiga bagian yaitu pengelasan cair (Fusion Welding), pengelasan
tekanan (Pressure Welding), dan pematrian (Wiryosumarto, 2004). Cara
pengelasan dengan elektroda yang terbungkus fluks merupakan pengembangan
lebih lanjut dari pengelasan menggunakan elektroda logam tanpa pelindung
(Base Metal Electrode). Elektroda logam tanpa pelindung, busur sulit dikontrol
dan mengalami pendinginan yang cepat sehingga O2 dan N2 dari atmosfir
diubah menjadi oksida dan nitrida yang berakibat sambungan menjadi rapuh
dan lemah. Pengelasan elektroda terbungkus pada prinsipnya adalah busur
listrik yang terjadi antara elektroda dan logam induk mengakibatkan logam
Lapisan pembungkus elektroda terbakar bersamaan dengan meleburnya
elektroda menghasilkan gas pelindung di sekitar busur dengan oksigen.
Definisi pengelasan menurut DIN (Deutsche Industrie Norman) adalah ikatan
metalurgi pada sambungan logam atau logam paduan yang dilaksanakan dalam
keadaan lumer atau cair. Dengan kata lain, las merupakan sambungan setempat
dari beberapa batang logam dengan menggunakan energi panas.
Proses pengelasan bimetal adalah proses pengelasan yang menyambungkan
dua macam logam yang berbeda. Pengelasan bimetal mempunyai tingkat
kerumitan yang lebih tinggi dibandingkan dengan pengelasan dengan logam
yang sejenis. Karena logam yang tidak sejenis mempunyai karakteristik yang
berbeda satu sama lainnya. Sehingga proses pengelasan logam yang tidak
sejenis membutuhkan beberapa teknik tertentu, misalnya pemilihan logam
yang akan disambung harus tepat, pemilihan elektroda yang sesuai, pengaturan
heat input yang tepat, serta pemilihan perlakuan panas pasca pengelasan yang
tepat. (Neonda, 2008).
C. Pengelasan SMAW (Shielded Metal Arc Welding)
Pengelasan SMAW atau las busur listrik adalah proses penyambungan logam
dengan pemanfaatan tenaga listrik sebagai sumber panasnya. Las busur listrik
merupakan salah satu jenis las listrik dimana sumber pemanasan atau
pelumeran bahan yang disambung atau dilas berasal dari busur nyala listrik.
yang banyak digunakan pada masa ini, cara pengelasan ini menggunakan
elektroda logam yang dibungkus dengan fluks. Las busur listrik terbentuk
antara logam induk dan ujung elektroda, karena panas dari busur, maka logam
induk dan ujung elektroda tersebut mencair dan kemudian membeku bersama.
(Arifin,1997).
Gambar 1. Las busur listrik dan elektroda terbungkus (Wiryosumarto dan Okumura, 2004)
Proses pengelasan SMAW (Shielded Metal Arc Welding) dilakukan dengan
menggunakan energi listrik (AC/DC), energi listrik dikonversi menjadi energi
panas dengan membangkitkan busur listrik melalui sebuah elektroda. Busur
listrik diperoleh dengan cara mendekatkan elektroda las ke benda kerja/logam
yang akan dilas pada jarak beberapa milimeter, sehingga terjadi aliran arus
listrik dari elektroda ke benda kerja, karena adanya perbedaan tegangan antara
elektroda dan benda kerja (logam yang akan dilas). Panas yang dihasilkan
dapat mencapai 5000oC, sehingga mampu melelehkan elektroda dan logam
Gambar 2. Skema kerja las busur listrik elektroda terlindung
Parameter yang harus diperhatikan untuk memperoleh hasil pengelasan yang
maksimum dengan las SMAW, diantaranya yaitu [Bintoro, 1999] dan
(Wiryosumarto, 2004) :
1. Elektroda
Bagian yang sangat penting dalam las busur listrik adalah elektroda las.
Selama proses pengelasan elektroda akan meleleh dan akhirnya habis.
Jenis elektroda yang digunakan akan sangat menentukan hasil pengelasan,
sehingga sangat penting untuk mengetahui jenis dan sifat-sifat
masing-masing elektroda sebagai dasar pemilihan elektroda yang tepat.
Macam dan jenis elektroda sangat banyak. Berdasarkan selaput
pelindungnya dibedakan menjadi dua macam, yaitu elektroda polos dan
elektroda berselaput. Elektroda berselaput terdiri dari bagian inti dan zat
pelindung atau fluks. Pelapisan fluks pada bagian inti dapat dilakukan
dengan cara semprot atau celup. Selaput yang ada pada elektroda jika
terbakar akan menghasilkan gas CO2 yang berfungsi untuk melindungi
Untuk pemilihan jenis elektroda yang digunakan, maka harus
memperhatikan beberapa langkah antara lain [Bintoro, 1999]:
a. Jenis logam yang akan dilas.
b. Tebal bahan yang akan dilas.
c. Kekuatan mekanis yang diharapkan dari hasil pengelasan.
d. Posisi pengelasan.
e. Bentuk kampuh benda kerja.
2. Arus Listrik
Besarnya arus pengelasan yang diperlukan tergantung pada diameter
elektroda, tebal bahan yang dilas, jenis elektroda yang digunakan,
geometri sambungan, diameter inti elektroda, posisi pengelasan. Daerah
las mempunyai kapasitas panas tinggi maka diperlukan arus yang tinggi.
Arus las merupakan parameter las yang langsung mempengaruhi
penembusan dan kecepatan pencairan logam induk. Makin tinggi arus las
makin besar penembusan dan kecepatan pencairannya. Besar arus pada
pengelasan mempengaruhi hasil las bila arus terlalu rendah maka
perpindahan cairan dari ujung elektroda yang digunakan sangat sulit dan
busur listrik yang terjadi tidak stabil.
3. Tegangan (Voltase) listrik
Tegangan listrik yang digunakan pada proses pengelasan SMAW
berbanding lurus dengan panjang busur listrik. Panjang busur listrik yang
dimaksud adalah jarak antara ujung elektroda dengan permukaan logam
4. Polaritas listrik
Polaritas listrik mempengaruhi hasil dari busur listrik. Sifat busur listrik
pada arus searah (DC) akan lebih stabil daripada arus bolak-balik (AC).
Terdapat dua jenis polaritas yaitu polaritas lurus (DC–), di mana benda
kerja positif dan elektroda negatif, sedangkan polaritas balik (DC+)
sebaliknya.
Gambar 3. Pengaruh pengkutuban pada hasil las
Karakteristik dari polaritas balik yaitu pemindahan logam terjadi dengan
cara penyemburan, maka polaritas ini mempunyai hasil pengelasan yang
lebih dalam dibanding dengan polaritas lurus.
Gambar 4. Karakteristik hasil pengelasan
Dari keterangan diatas tentang polaritas listrik mempengaruhi hasil dari
Tabel 2. Karakteristik hasil pengelasan
NO. Variabel Operasi
Karakterisitk Hasil Pengelasan
Suara Busur Penetrasi Burn Off
Electrode Bentuk Bead
Kolaborasi arus listrik pengelasan, tegangan (Voltase) listrik pengelasan,
dan kecepatan pengelasan, menghasilkan energi panas yang dikenal dengan
masukan panas (heat input). Kecepatan pengelasan ikut mempengaruhi
energi panas pengelasan, karena proses pengelasan tidak diam ditempat,
5. Kecepatan pengelasan
Kecepatan pengelasan tergantung pada jenis elektroda, bahan yang dilas,
geometri sambungan, ketelitian sambungan dan lain–lainnya. Dalam
hampir tidak ada hubungannya dengan tegangan las tetapi berbanding lurus
dengan arus las. Karena itu pengelasan yang rendah akan menyebabkan
pencairan yang banyak dan pembentukan manik datar yang dapat
menimbulkan terjadinya bentuk manik yang cekung dan takik.
5. Heat Input
Bila menggunakan heat input yang rendah, mengharuskan kecepatan
pengelasan yang relatif pelan, maka energi panas banyak menyebar
kebagian logam, sehingga semakin banyak daerah yang dipanasi, berarti
lebih banyak daerah yang mengalami perubahan struktur kristal. Sebaliknya
dengan heat input yang tinggi, baja mencair dengan cepat, sehingga
kecepatan pengelasan lebih besar, yang berarti daerah yang dipengaruhi
panas las sempit.
6. Besarnya penetrasi atau penembusan
Untuk mendapatkan kekuatan sambungan yang tinggi diperlukan
penembusan atau penetrasi yang cukup. Sedangkan besarnya penembusan
tergantung kepada sifat – sifat fluks, polaritas, kecepatan las dan tegangan
yang digunakan. Pada dasarnya makin besar arus las makin besar pula daya
D. Elektroda Terbungkus
Pengelasan dengan menggunakan las busur listrik memerlukan kawat las
(elektroda) yang terdiri dari satu inti terbuat dari logam yang dilapisi lapisan
dari campuran kimia. Fungsi dari elektroda sebagai pembangkit dan sebagai
bahan tambah. Elektroda terdiri dari dua bagian yaitu bagian yang berselaput
(fluks) dan tidak berselaput yang merupakan pangkal untuk menjepitkan tang
las.
Fungsi dari fluks adalah untuk melindungi logam cair dari lingkungan udara
atau menghasilkan gas pelindung, menstabilkan busur dan sebagai sumber
paduan. Sifat mampu las fluks ini sangat baik maka biasa digunakan untuk
konstruksi yang memerlukan tingkat pengaman tinggi. (Arifin, 1997).
Gambar 5. Elektroda terbungkus
Spesifikasi arus menurut tipe elektroda dan kuat arus dari elektroda untuk
baja karbon (carbon steel) dan baja tahan karat (stainless steel) berdasarkan
Tabel 3. Spesifikasi arus menurut tipe elektroda dan diameter dari Elektroda.
Diameter Tipe elektroda dan Ampere yang digunakan
(mm) E 309-16 E 309L-16 E 309LMo-16 E 309Nb-16
2,0 50–70 35–80 35–80 35–80
2.6 70–110 65–100 65–100 65–100
3.2 110–130 80–125 80–125 80–125
4,0 120–150 120–170 120–170 120–170
5,0 160–210 160–210 160–210 160–210
(Nikko Steel index, 1994).
Elektroda adalah bagian ujung (yang berhubungan dengan benda kerja)
rangkaian penghantar arus listrik sebagai sumber panas (Alip, 1989). Dalam
penelitian ini yang dimaksud dengan E 309-16 menurut ESAB (handbook of
elektrode) adalah:
E = (Elektroda las listrik ).
309 = (Kandungan spesifik komposisi elektroda).
1 = Posisi pengelasan (angka 1 berarti dapat dipakai untuk semua
posisi pengelasan).
6 = Menunjukkan jenis selaput fluks selulosa, jenis bahan fluks ini
memiliki busur yang kuat dan penetrasi/penembusannya dalam.
E. Arus Listrik
Besarnya arus pengelasan yang diperlukan tergantung pada diameter elektroda,
tebal bahan yang dilas, jenis elektroda yang digunakan, geometri sambungan,
diameter inti elektroda, posisi pengelasan. Daerah las mempunyai kapasitas
panas tinggi maka diperlukan arus yang tinggi.
Arus las merupakan parameter las yang langsung mempengaruhi penembusan
dan kecepatan pencairan logam induk. Makin tinggi arus las makin besar
penembusan dan kecepatan pencairannya. Besar arus pada pengelasan
mempengaruhi hasil las bila arus terlalu rendah maka perpindahan cairan dari
ujung elektroda yang digunakan sangat sulit dan busur listrik yang terjadi tidak
stabil. Panas yang terjadi tidak cukup untuk melelehkan logam dasar, sehingga
menghasilkan bentuk rigi-rigi las yang kecil dan tidak rata serta penembusan
kurang dalam. Jika arus terlalu besar, maka akan menghasilkan manik melebar,
butiran percikan kecil, penetrasi dalam serta peguatan matrik las tinggi.
Penyetelan kuat arus pengelasan akan mempengaruhi hasil las. Bila arus yang
digunakan terlalu rendah akan menyebabkan sukarnya penyalaan busur listrik.
Busur listrik yang terjadi menjadi tidak stabil. Panas yang terjadi tidak cukup
untuk melelehkan elektroda dan bahan dasar sehingga hasilnya merupakan
rigi-rigi las yang kecil dan tidak rata serta penembusan kurang dalam. Sebaliknya
bila arus terlalu tinggi maka elektroda akan mencair terlalu cepat dan akan
menghasilkan permukaan las yang lebih lebar dan penembusan yang dalam
sehingga menghasilkan kekuatan tarik yang rendah dan menambah kerapuhan
F.Heat Input
Pencairan logam induk dan logam pengisi memerlukan energi yang cukup.
Energi yang dihasilkan dalam operasi pengelasan dihasilkan dari
bermacam-macam sumber tergantung pada proses pengelasannya. Pada pengelasan busur
listrik, sumber energi berasal dari listrik yang diubah menjadi energi panas.
Energi panas ini sebenarnya hasil kolaborasi dari arus las, tegangan las dan
kecepatan pengelasan. Parameter ketiga yaitu kecepatan pengelasan ikut
mempengaruhi energi pengelasan karena proses pemanasannya tidak diam akan
tetapi bergerak dengan kecepatan tertentu. Kualitas hasil pengelasan
dipengaruhi oleh energi panas yang berarti dipengaruhi tiga parameter yaitu
arus las, tegangan las dan kecepatan pengelasan. Hubungan antara ketiga
parameter itu menghasilkan energi pengelasan yang sering disebut heat input.
Persamaan dari heat input hasil dari penggabungan ketiga parameter dapat
dituliskan sebagai berikut:
HI (Heat Input)
=
( ) ( )( )
…
……….(1)Keterangan :
(HI) =Heat input (Joule)
(E) = Tegangan (Voltase)
(V) = Kecepatan Pengelasan (mm/min)
(I) = Arus Pengelasan (Ampere)
Dari persamaan itu dapat dijelaskan beberapa pengertian antara lain, jika kita
yaitu arus las dapat diperbesar atau kecepatan las diperlambat. Besar kecilnya
arus las dapat diukur langsung pada mesin las. Tegangan las umumnya tidak
dapat diatur secara langsung pada mesin las, tetapi pengaruhnya terhadap
masukan panas tetap ada.
G. Daerah Pengaruh Panas (Heat Affected Zone)
Pengelasan logam akan menghasilkan konfigurasi logam lasan dengan tiga
daerah pengelasan yaitu pertama daerah logam induk merupakan daerah yang
tidak mengalami perubahan mikrostruktur, kedua adalah daerah pengaruh
panas atau disebut heat affected zone (HAZ) merupakan daerah terjadinya
pencairan logam induk yang mengalami perubahan mikrostruktur karena
pengaruh panas saat pengelasan dan pendinginan setelah pengelasan, daerah
ketiga adalah daerah las merupakan daerah terjadinya pencairan logam dan
dengan cepat kemudian mengalami pembekuaan.
Daerah pengaruh panas (HAZ) merupakan daerah yang paling kritis dari
sambungan las, karena selain terjadi perubahan mikrostruktur juga terjadi
perubahan sifat. Secara umum daerah pengaruh panas efektif dipengaruhi oleh
lamanya pendinginan dan komposisi logam induk sendiri. Secara visual daerah
yang dekat dengan garis lebur logam las maka susunan struktur logamnya
semakin kasar. Secara skematis hubungan tinggi suhu dan daerah pengaruh
panas efektif terlihat dengan semakin menurunnya suhu atau semakin jauh dari
logam cair las. Secara detail dapat dilihat pada Gambar 6. Penampang lintang
Gambar 6. Penampang lintang daerah HAZ (Wiryosumarto dan Okumura, 2004)
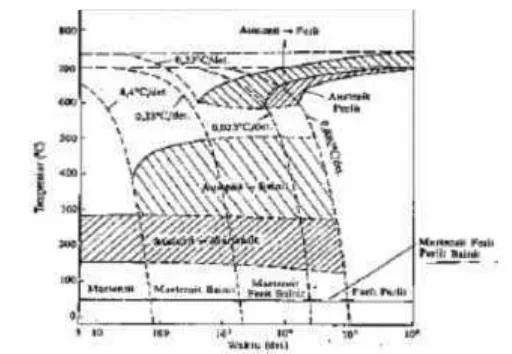
H. Diagram CCT (continuous cooling transformation)
Pada proses pengelasan, transformasi austenit menjadi ferit merupakan tahap
yang paling penting karena akan mempengaruhi struktur logam las, hal ini
disebabkan karena sifat-sifat mekanis material ditentukan pada tahap tersebut.
Faktor-faktor yang mempengaruhi transformasi austenit menjadi ferit adalah
masukan panas, komposisi kimia las, kecepatan pendinginan dan bentuk
sambungan las.
Struktur mikro dari baja pada umumnya tergantung dari kecepatan
pendinginannya dari suhu daerah austenit sampai suhu kamar. Karena
perubahan struktur ini maka dengan sendirinya sifat-sifat mekanik yang
dimiliki baja juga akan berubah. Hubungan antara kecepatan pendinginan dan
struktur mikro yang terbentuk biasanya digambarkan dalam diagram yang
menghubungkan waktu, suhu dan transformasi, diagram tersebut dikenal
Gambar 7. Diagram CCT untuk baja ASTM 4340 (Wiryosumarto,2004)
Contoh diagram CCT ditunjukkan dalam gambar di atas, dari diagram diatas
dapat dilihat bahwa bila kecepatan pendinginan naik berarti waktu pendinginan
dari suhu austenit turun, struktur akhir yang terjadi berubah campuran ferit
-perlit ke campuran ferit--perlit-bainit-martensit,ferit-bainit-martensit, kemudian
bainit-martensit dan akhirnya pada kecepatan yang tinggi sekali struktur
akhirnya adalah martensit (Wiryosumarto, 2004).
I. Struktur Mikro Daerah Las-lasan
Daerah las-lasan terdiri dari tiga bagian yaitu: daerah logam las, daerah
pengaruh panas atau heat affected zone disingkat menjadi HAZ dan logam
induk yang tak terpengaruhi panas.
Menurut Abson dan Pargeter (1986), struktur mikro yang mungkin terbentuk
dari pengelasan adalah :
a) Batas butir ferit, terbentuk pertama kali pada transformasi austenite ferit
b) Ferrit terbentuk pada proses pendinginan lambat dari austenite baja
hipoeuctoid (baja dengan kandungan karbon < 0,8%), bersifat lunak,
ulet, memiliki kekerasan (70-100) BHN.
c) Ferrit Widmanstatten atau ferrite with aligned second phase, struktur
mikro ini terbentuk pada suhu 750-6500 0C disepanjang batas butir
austenit, ukurannya besar dan pertumbuhannya cepat sehingga
memenuhi permukaan butirnya.
d) Ferrit acicular, berbentuk intragranulardengan ukuran yang kecil dan
mempunyai orientasi arah yang acak. Biasanya ferit acicular ini
terbentuk sekitar suhu 6500 0C dan mempunyai ketangguhan paling
tinggi dibandingkan struktur mikro yang lain.
e) Bainit, merupakan ferit yang tumbuh dari batas butir austenit dan
terbentuk pada suhu 400-5000 0C. Bainit mempunyai kekerasan yang
lebih tinggi dibandingkan ferit, tetapi lebih rendah dibanding martensit.
f) Martensit akan terbentuk, jika proses pengelasan dengan pendinginan
sangat cepat, Struktur mikro martensit seperti bentuk jarum-jarum
halus, bersifat keras (20-67) HRC, dan getas.
Gambar 9. Struktur mikroacicular ferrite(AF) dangrain boundary ferrite(GF) atau ferit batas butir (Sonawan, 2004)
Gambar 10. Struktur mikro feritWidmanstatten(ASM, 1989)
Gambar 12. Struktur mikro ferit dan perlit (Sonawan, 2004).
Gambar 13. Struktur mikro bainit (ASM, 1989)
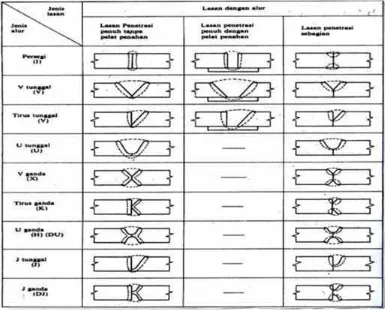
J. Klasifikasi Las Berdasarkan Sambungan dan Bentuk Alurnya.
1. Sambungan Las Dasar
Sambungan las pada konstruksi baja pada dasarnya dibagi menjadi
sambungan tumpul, sambungan T, sambungan sudut dan sambungan
tumpang. Sebagai perkembangan sambungan dasar di atas terjadi
sambungan silang, sambungan dengan penguat dan sambungan sisi yang
ditunjukan pada gambar 15 di bawah ini :
Gambar 15. Jenis-jenis sambungan dasar (Wiryosumarto H, 2004).
2. Sambungan Tumpul
Sambungan tumpul adalah jenis sambungan las yang paling efisien,
sambungan ini terbagi menjadi dua yaitu :
1) Sambungan penetrasi penuh
2) Sambungan penetrasi sebagian
Sambungan penetrasi penuh terbagi lagi menjadi sambungan tanpa plat
sambungan tumpul sangat mempengaruhi efisiensi pekerjaan dan jaminan
sambungan.
Tabel 4. Alur sambungan las tumpul
(Wiryosumarto dan Toshie okumura, 2004).
K. Pengujian Tarik
Proses pengujian tarik bertujuan untuk mengetahui kekuatan tarik benda uji.
Pengujian tarik untuk kekuatan tarik daerah las dimaksudkan untuk mengetahui
apakan kekuatan las mempunyai nilai yang sama, lebih rendah atau lebih tinggi
dari kelompok raw materials. Pengujian tarik untuk kualitas kekuatan tarik
dimaksudkan untuk mengetahui berapa nilai kekuatannya dan dimanakah letak
diberikan pada benda dengan memberikan gaya tarik berlawanan arah pada
salah satu ujung benda. Penarikan gaya terhadap beban akan mengakibatkan
terjadinya perubahan bentuk (deformasi) bahan tersebut.
Untuk melaksanakan pengujian tarik dibutuhkan batang tarik. Batang tarik,
dengan ukuran-ukuran yang dinormalisasikan, dibubut dari spesimen yang
akan diuji. Uji tarik merupakan salah satu dari beberapa pengujian yang umum
digunakan untuk mengetahui sifat mekanik dari satu material. Dalam bentuk
yang sederhana, uji tarik dilakukan dengan menjepit kedua ujung spesimen uji
tarik pada rangka beban uji tarik. Gaya tarik terhadap spesimen uji tarik
diberikan oleh mesin uji tarik (Universal Testing Machine) yang menyebabkan
terjadinya pemanjangan spesimen uji dan sampai terjadi patah [Tony, 2005 ].
Hubungan antara tegangan dan regangan dapat dilihat dalam gambar 20 . Titik
P menunjukkan batas dimana hukum Hooke masih berlaku dan disebut batas
proporsi, dan titik E menunjukkan batas dimana bila beban diturunkan ke nol
lagi tidak akan terjadi perpanjangan tetap pada batang uji dan disebut batas
elastis. Titik E sukar ditentukan dengan tepat karena itu biasanya ditentukan
batas elastis dengan perpanjangan tetap sebesar 0,005% sampai 0,01%. Titik S1
disebut titik luluh atas dan titik S2titik luluh bawah. Pada beberapa logam batas
luluh ini tidak kelihatan dalam diagram tegangan-regangan, dan dalam hal ini
tegangan luluhnya ditentukan sebagai tegangan dengan regangan sebesar 0,2%
Gambar 16. Kurva tegangan-regangan ( Wiryosumarto, 2004)
Pada pengujian tarik beban diberikan secara continue dan pelan–pelan
bertambah besar, bersamaan dengan itu dilakukan pengamatan mengenai
perpanjangan yang dialami benda uji dan dihasilkan kurva tegangan-regangan.
Tegangan dapat diperoleh dengan membagi beban dengan luas penampang
mula benda uji.
=
………...(2
)
Dimana: σu = Tegangan Tarik(kg/mm2)
Fu = Beban maksimal (kg)
Ao = Luas penampang mula dari penampang batang (mm2)
Regangan (persentase pertambahan panjang) yang diperoleh dengan membagi
perpanjangan panjang ukur (Δ L) dengan panjang ukur mula-mula benda uji.
ε= 100% = x 100% . . (3)
Dimana: ε = Regangan (%)
L = Panjang akhir (mm)
Pembebanan tarik dilakukan terus-menerus dengan menambahkan beban
sehingga akan mengakibatkan perubahan bentuk pada benda berupa
pertambahan panjang dan pengecilan luas permukaan dan akan mengakibatkan
kepatahan pada beban.
Uji tarik suatu material dapat dilakukan dengan menggunakanuniversal testing
machine seperti yang ditunjukkan pada gambar 17. Benda uji dijepit pada
mesin uji tarik, kemudian beban statik dinaikkan secara bertahap sampai
spesimen putus. Besarnya beban dan pertambahan panjang dihubungkan
langsung dengan plotter, sehingga diperoleh grafik tegangan (Mpa) dan
regangan (%) yang memberikan informasi data berupa teganganultimate(σult),
modulus elastisitas bahan (E), ketangguhan dan keuletan sambungan las yang
diuji tarik [Dowling, 1999].
Gambar 17. Mesin uji tarik (universal testing machine) [Dowling, 1999]
L. Pengujian Struktur Mikro
Struktur bahan dalam orde kecil sering disebut struktur mikro. Struktur ini
tidak dapat dilihat dengan mata telanjang, tetapi harus menggunakan alat
Persiapan yang dilakukan sebelum mengamati struktur mikro adalah
pemontingan spesimen, pengampelasan, pemolesan dan pengetsaan. Setelah
dipilih, bahan uji diratakan kedua permukaannya dengan menggunakan mesin
kikir dan ampelas, proses perataan harus selalu terjaga agar tidak timbul panas
yang mempengaruhi struktur mikro. Setelah rata digosok dengan menggunakan
ampelas mulai dari yang kasar sampai yang halus. Arah pengampelasan tiap
tahap harus diubah, pengampelasan yang lama dan penuh kecermatan akan
menghasilkan permukaan yang halus dan rata. Bahan yang halus dan rata itu
diberi autosol untuk membersihkan noda yang menempel pada bahan. Langkah
terakhir sebelum dilihat struktur mikro adalah dengan mencelupkan spesimen
kedalam larutan etsa dengan penjepit tahan karat dan permukaan menghadap
keatas. Kemudian spesimen dicuci, dikeringkan dan dilihat stuktur mikronya.
Gambar 18. Alat struktur mikro
Keterangan gambar :
1. Landasan spesimen 4. Lensa untuk melihat
2. Lengan pengatur kedudukan 5. Tuas pengatur perbesaran.
IV. HASIL DAN PEMBAHASAN
A. DATA PENELITIAN
1. Material Penelitian
a. Tipe Baja : A 516Grade70
Bentuk : Plat
Tabel 7. Komposisi Kimia Baja A 516Grade70
Komposisi Kimia Persentase (%)
C 0,1895
Si 0,0354
S 0,0041
P 0,0147
Mn 0.11
Ni 0,0001
Cr 0,0002
Mo
-Co
b. Tipe Baja : A 240 Tipe 304
Bentuk : Plat
Tabel 8. Komposisi Kimia Baja A 240 Tipe 304
Komposisi Kimia Persentase (%)
C 0,026
Si 0,430
S 0,003
P 0,023
Mn 1,380
Ni 8,060
Cr 17,750
Mo 0,026
Co 0,020
Cu 0,100
2. Data Proses Pengelasan
Data pengelasan yang digunakan dalam pengelasan ini adalah sebagai
berikut:
a. Perlakuan pengelasan dengan arus 90 Amper.
Arus Pengelasan : 90 Amper Tegangan Pengelasan : 30 Volt
Posisi Pengelasan : Mendatar,Downhand(1G) Elektroda Las : E 309 - 16
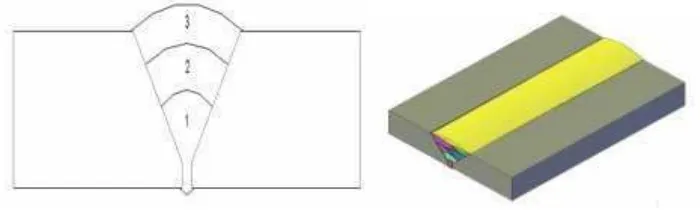
Lapisan Las :Multypass
Jumlah Lapisan Las : 7 Lapisan las
b. Perlakuan pengelasan dengan arus 120 Amper.
Gambar 27. JumlahMultypassPada Elektroda 3.2 mm
Arus Pengelasan : 120 Amper Tegangan Pengelasan : 30 Volt
Posisi Pengelasan : Mendatar,Downhand(1G) Elektroda Las : E 309 - 16
Lapisan Las :Multypass
c. Perlakuan pengelasan dengan arus 150 Amper.
Gambar 28. JumlahMultypassPada Elektroda 3,2 mm
Arus Pengelasan : 150 Amper Tegangan Pengelasan : 30 Volt
Posisi Pengelasan : Mendatar,Downhand(1G) Elektroda Las : E 309 - 16
Lapisan Las :Multypass
B. Data Hasil Pengujian
1. Kekuatan Tarik Maksimum
Data mengenai kekuatan tarik maksimum dengan variasi arus pengelasan
dapat dilihat pada tabel 9.
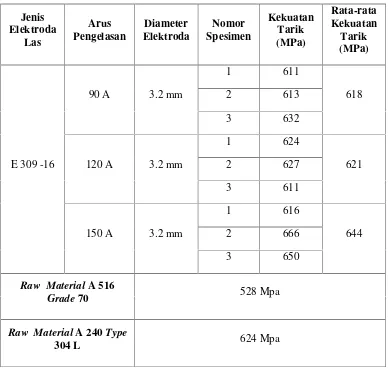
Tabel 9. Nilai kekuatan tarik maksimum (Ultimate Tensile Strength)
Jenis
Raw MaterialA 516
Grade70 528 Mpa
Raw MaterialA 240Type
2. Hasil Foto Struktur Mikro
Foto struktur mikro yang diambil pada hasil pengelasan, yaitu mencakup
daerah logam induk , dan daerah HAZ.
a. Foto Struktur MikroBase Metal Carbon Steel (A 516Grade70)
Gambar 29. Foto struktur mikroBase metal perbesaran 500X.
Struktur mikro pada gambar di atas didominasi oleh struktur ferit yang
berwarna putih (terang), sedangkan struktur perlit (berwarna gelap) lebih
sedikit. Struktur ferit cenderung bersifat ulet dan memiliki kekerasan yang
rendah.
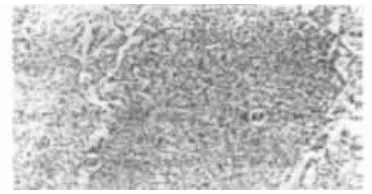
b. Fhoto Struktur Mikro daerah HAZCarbon Steel
Gambar pada foto struktur mikro arus 90 Amper menunjukkan struktur
yang terbentuk adalah struktur ferit. Gambar tersebut menunjukkan bahwa
struktur mikro didominasi oleh struktur ferit sehingga struktur ini memiliki
sifat ulet dan memiliki kekerasan yang lebih rendah daripada struktur pada
arus 150 A.
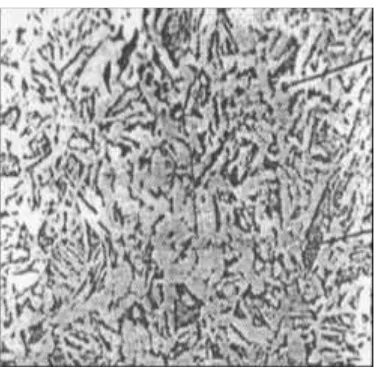
Gambar 31. Foto struktur mikro daerah HAZ arus 150 Amper Perbesaran 500X.
Gambar diatas menunjukkan adanya struktur ferit yang relatif sedikit
dibandingkan dengan struktur perlit yang relatif banyak. Dan pada gambar
sangat jelas terlihat bahwa struktur mikro pada arus 150 Amper didominasi
oleh struktur perlit yang berwanga gelap karena mengandung kadar
karbon.
C. Grafik Hasil Pengujian Dan Pembahasan
Pengujian ini dilakukan pada mesin uji tarik UPM-1000 (kapasitas 100
ton). Dari pengolahan data hasil pengujian yang diambil maka dapat
dilihat nilai kekuatan tarik rata-rata dari masing-masing spesimen
Tabel 10. Data Tegangan Tarik
Raw Material SA 516Grade70 528 Mpa
Raw Material SA 240Type304 L 624 Mpa
Dari data tabel 10, hasil pengujian tarik rata-rata selanjutnya dimasukkan
kedalam diagram batang seperti dibawah ini :
Gambar 33. Diagram batang nilai kekuatan tarik terhadap perbedaan perlakuan arus pengelasan.
Dari data tabel diatas menunjukkan nilai kekuatan tarik untuk kelompok raw
materials adalah Stainless Steel (624 Mpa) dan Carbon Steel (528 Mpa). Nilai
kekuatan tarik untuk kelompok 90 Amper adalah 618 MPa, ini berarti mengalami
penurunan sebesar 0,97 % dari kelompok raw material stainless steel dan
kenaikan 17,04 % dariraw material carbon steel.
Nilai kekuatan tarik untuk kelompok 120 A adalah sebesar 621 MPa, hal ini
berarti mengalami penurunan sebesar 0,48% dari kelompokraw material stainless
steel,mengalami kenaikan 17,61 % dariraw material carbon steeldan mengalami
kenaikan sebesar 0,48 % dari kelompok 90 Amper. 400
450 500 550 600 650
Arus 90 A Arus 120 A Arus 150 A
6 1 8 6 2 1
Nilai kekuatan tarik untuk kelompok 150 Amper adalah sebesar 644 MPa, hal ini
berarti mengalami kenaikan sebesar 3,2 % dari kelompok raw material stainless
steeldan kenaikan sebesar 21,96 % dariraw material carbon steel.Nilai kekuatan
tarik pada arus 150 Amper juga mengalami kenaikan sebesar 26 MPa dari
kelompok 90 Amper dan juga mengalami kenaikan sebesar 23 MPa dari
kelompok 120 Amper.
Pengujian yang pertama adalah pengujian tarik untuk variasi arus pengelasan 90
Amper. Nilai kekuatan tarik pada arus 90 Amper mempunyai nilai yang paling
kecil diantara variasi arus pengelasan dan raw materials. Pada kelompok variasi
90 Amper, arus yang terjadi terlalu rendah menyebabkan sulitnya penyalaan busur
sehingga proses pengelasan dilakukan lebih lama daripada proses pengelasan
dengan perlakuan arus 120 dan 150 Amper.
Pengujian yang kedua adalah pengujian tarik untuk variasi arus pengelasan 120
Amper. Nilai kekuatan tarik untuk kualitas hasil pengelasan pada arus 120 Amper
mempunyai nilai yang yang lebih besar dibandingkan kelompok variasi arus 90
Amper. Menurut hasil pengamatan di lapangan, pada arus 120 Amper busur listrik
yang terjadi cukup stabil dibandingkan kelompok 90 Amper. Nyala busur stabil
dan tidak terputus-putus saat proses pengelasan sehingga hasil pengelasan dapat
dilakukan dengan lancar dan hasilnya cukup baik. Arus pengelasan 120 Amper
termasuk dalam interval arus yang diijinkan untuk elektroda E 309-16 diameter
Pengujian yang ketiga adalah pengujian tarik untuk variasi arus pengelasan 150
Amper. Nilai kekuatan tarik untuk kualitas hasil pengelasan pada arus 150 Amper
mempunyai nilai yang paling tinggi diantara variasi arus pengelasan dan raw
materials. Menurut hasil pengamatan di lapangan, pada pengelasan ini busur yang
terjadi lebih besar dibandingkan arus 90 Amper dan 120 Amper. Tetapi nyala
busur masih tetap stabil, dan panas yang terjadi menyebabkan fusion welding
lebih merata dalam daerah pengelasan sehingga menghasilkan nilai kekuatan tarik
yang lebih besar daripada arus 90 A dan arus 120 A.
Menurut data dari hasil pengujian tarik, kekuatan tarik pada base metal carbon steel
mempunyai nilai kekuatan tarik yang lebih kecil daripada hasil pengelasan, hal ini
disebabkan oleh jenis carbon steel yang digunakan adalah jenis baja karbon rendah
dan kandungan karbonya hanya 0,1895%. Menurut sifat karakteristiknya, baja karbon
rendah memiliki tingkat kekerasan yang rendah dikarenakan kandungan karbonya
yang relatif lebih kecil dan untukstainless steelyang sifatnya tahan terhadap korosi,
memiliki keuletan yang baik, dan kekerasan yang rendah(Wiryosumarto, 2004).
Adanya pengaruh elektroda sebagai unsur paduan yang berfungsi memberikan
penambahan kekuatan pada spesimen yang dilas, adapun unsur paduan pada
elektroda jenis E 309-16 antara lain ; kandungan karbon yang befungsi untuk
meningkatkan kekuatan dan kekerasan baja, krom berfungsi untuk meningkatkan
ketahanan terhadap korosi dan menigkatkan kekerasan, dan nikel berfungsi untuk
meningkatkan ketangguhan pada hasil pengelasan. Oleh karena itu, nilai kekuatan
tarik pada hasil pengelasan relatif lebih besar daripada Base Metal. (Department
Daerah pengaruh panas atau disebut heat affected zone (HAZ) merupakan daerah
terjadinya pencairan logam induk yang mengalami perubahan mikro struktur
karena pengaruh panas saat pengelasan dan pendinginan setelah pengelasan.
Adapun hasil pengujian struktur mikro adalah :
(A) (B) (C)
Gambar Foto struktur mikro : (A) Base Metal Carbon Steel,(B) Pengelasan arus
90 Amper,(C) Pengelasan arus 150 Amper. Dengan etsa nital Perbesaran 500X
Gambar (A) diatas didominasi oleh struktur ferit yang berwarna putih (terang),
sedangkan struktur perlit (berwarna gelap) lebih sedikit. Struktur perlit cenderung
bersifat keras karena mengandung unsur karbon, sedangkan struktur ferit
cenderung bersifat ulet dan memiliki kekerasan yang rendah.
Gambar (B) menunjukkan struktur yang terbentuk adalah ferit. Struktur ferit
(warna putih) lebih dominan pada gambar. Karena ukuran butirnya lebih kecil
dibandingakan raw material sehingga memiliki kekerasan yang lebih tinggi
dibandingkanraw material carbon steel. Ferit Perlit
Perlit Ferit
Menurut hasil pengamatan pada gambar (C), menunjukkan struktur yang
terbentuk adalah ferit,dan perlit. Karena ukuran butirnya lebih halus daripada foto
struktur mikro pada arus 90 Amper dan raw material sehingga memiliki
kekerasan yang lebih tinggi daripadaraw material carbon steeldan struktur mikro
arus 90 Amper. Pada perlakuan arus 150 Amper difusi yang terjadi lebih banyak
dan merata, daripada perlakuan arus 90 A dan 120 A sehingga nilai kekuatan tarik
dan kekerasannya lebih tinggi daripada arus 90 A dan 120 A.
Struktur mikro pada daerah HAZ yang memiliki nilai kekerasan paling tinggi terdapat
pada arus pengelasan 150 Amper, hal ini disebabkan oleh adanya pengaruh
penambahan arus sehingga meningkatkan energi panas, difusi yang terjadi lebih
banyak dan merata, ukuran butiran lebih halus dan matriks lebih rapat daripada arus
DAFTAR GAMBAR
Gambar Halaman
1. Las busur listrik dan elektroda terbungkus ... 16
2. Skema kerja las busur listrik elektroda terlindung ... 17
3. Pengaruh pengkutuban pada hasil las ... 19
4. Karakteristik hasil pengelasan... 19
5. Elektroda terbungkus ... 22
6. Penampang lintang daerah HAZ ... 27
7. Diagram CCT untuk baja ASTM 4340... 28
8. Struktur mikroferrite... 29
9. Struktur mikroacicular ferritedangrain boundary ferrite ... 30
10. Struktur mikro feritWidmanstatten... 30
11. Struktur mikro martensit ... 30
12. Struktur mikro ferit dan perlit ... 31
13. Struktur mikro bainit ... 31
14. Struktur mikro daerahcolumnar... 31
15. Jenis-jenis sambungan dasar ... 32
16. Kurva tegangan-regangan ... 35
20. Langkah kerja pembuatan spesimen uji tarik... 43
21. Spesimen uji tarik (standar ASTM E-8)... 43
22. Mesin uji tarik. ... 45
23. Alat struktur mikro... 46
24. Pengujian pada foto mikro ... 48
25. Diagram alir (flow chart) penelitian... 51
26. JumlahMultypassPada Elektroda 3,2 mm ... 53
27. JumlahMultypassPada Elektroda 3.2 mm ... 54
28. JumlahMultypassPada Elektroda 3,2 mm ... 55
29. Foto struktur mikroraw materials carbon steel... 57
30. Foto struktur mikro daerah HAZ arus 90 Amper... 57
31. Foto struktur mikro daerah HAZ arus 150 Amper... 58
32. Diagram batang nilai kekuatan tarik base metal ... 59
Halaman
DAFTAR ISI...i
DAFTAR TABEL...iii
DAFTAR GAMBAR...iv
I. PENDAHULUAN
A. LATAR BELAKANG ... 1 B. TUJUAN ... 6 C. BATASAN MASALAH ... 7 D. SISTEMATIKA PENULISAN ... 8
II. TINJAUAN PUSTAKA
A. Baja ... 9 B. Pengelasan... 14 C. Pengelasan SMAW ... 15 D. Elektroda Terbungkus ... 22 E. Arus Listrik ... 24 F. Heat Input... 25
B. Alat Dan Bahan ... 38 C. PROSEDUR PENELITIAN... 39 1. Persiapan Bahan ... 40 2. Proses Pengelasan Spesimen Uji... 41 3. Pembuatan Spesimen Uji Tarik... 43 4. Pembuatan Spesimen Uji Foto Mikro ... 45 5. Jumlah Spesimen... 47 6. Pengujian... 47 7. Tabel Pengambilan Data ... 48 8. Analisis... 49 D. DIAGRAM ALIR PENELITIAN ... 50
IV. HASIL DAN PEMBAHASAN
A. DATA PENELITIAN ... 52 B. DATA HASIL PENGUJIAN... 56 C. GRAFIK HASIL PENGUJIAN DAN PEMBAHASAN... 58
V. SIMPULAN DAN SARAN
A. SIMPULAN ... 65 B. SARAN ... 66
DAFTAR PUSTAKA
ASME. 2007.An International Code ASME Boiler & Pressure Vessel Code.Penerbit The American Society Of Mechanical Engineers, Amerika Serikat.
Bintoro, G.A. 1999. Dasar-Dasar Pekerjaan Las. Jilid 1. Penerbit Kanisius. Yogyakarta.
Davis, Troxell, dan Hauck. 1998. The Testing of Engineering Materials. Edisi 4. Penerbit Mc Graw Hill. New York.
Neonda(September 2008). "Pengaruh Penambahan Magnet Eksternal Terhadap Laju Korosi Hasil Pengelasan Antara Baja ST 37 Dan Baja EMS 45". Indoskripsi (1). http://one.indoskripsi.com/judul-skripsi-tugas-makalah/metodologipenelitian
pengaruh-penambahan-magnet-eksternal-terhadap-laju-korosi-hasilpengelasan.
NIKKO STEEL,. Manufacture Of Diverse Range Of Welding Comsumable. Penerbit PT Alam Laestari Unggul. Tanggerang.
Sack, Raymond J. 1997.I”Welding: Principles and Prantices”. Mc Graw Hill. USA
Sonawan H., 2004.Pengelasan Logam. Penerbit Alfabeta, Bandung.
Zamil F. M., 1999. Makalah Pengelasan Proses SMAW (Las Busur Listrik). PT. Crossfiled Ind. Pasuruan, Jawa Timur.
____. 1996. http://www.itb.ac.id.07 Mei 2010.
____. www.indonesia-mekanikal.com. 12.30 WIB. 12 Maret 2011.
DAFTAR TABEL
Tabel Halaman
1. Klasifikasi Baja Tahan Karat ... 12
2. Karakteristik hasil pengelasan... 20
. 3. Spesifikasi Arus Elektroda dan Diameter (Nikko Steel)... 23
4. Alur sambungan las tumpul ... 33
5. Jumlah spesimen uji ... 47
6. Contoh tabel data kekuatan tarik... 49
7. Komposisi Kimia Baja A 516Grade70 ... 52
. 8. Komposisi Kimia Baja A 240 Tipe 304... 53
9. Nilai kekuatan tarik maksimum (Ultimate Tensile Strength) ... 56
A. Tempat Penelitian
Penelitian ini dilakukan di beberapa tempat sebagai berikut:
1. Proses pembuatan spesimen dan proses pengelasan dilakukan di PT. Multi
Fabrindo Gemilang, Cilegon.
2. Proses pengujian tarik dilakukan di BPPT-B2TKS PUSPIPTEK Serpong,
dan pengujian struktur mikro dilakukan di Universitas Tirtayasa, Cilegon.
B. Alat Dan Bahan
Adapun bahan yang digunakan pada penelitian ini adalah:
1. Plat baja karbon rendah (A 516Grade70) dan plat baja tahan karat (A 240
Type304).
2. Elektroda yang digunakan adalah berjenis E 309-16 diameter elektroda 3,2
mm, standar ASTM (American Society for Testing Material) dan AWS
Adapun alat yang digunakan dalam penelitian ini adalah:
1. Mesin bever
Digunakan untuk pemotongan spesimen uji dan pembuatan kampuh sesuai
dengan ukuran yang dikehendaki.
2. Mesin gerinda
Digunakan untuk memotong/membuang sisa logam las pada bagian
bawah/akar.
3. Peralatan las SMAW DC
Digunakan untuk mengelas material / spesimen uji.
4. Mesin uji tarik (Universal Testing Machine)
Digunakan untuk menentukan tegangan tarik sambungan las.
5. Mikroskop
Digunakan untuk melihat struktur mikro dari logam
6. Mistar dan Jangka sorong
Digunakan untuk membantu dalam pengukuran spesimen uji.
7. Alat bantu dan keamanan pengelasan
Digunakan untuk membantu dan menjaga keamanan dalam proses
pengelasan dan pembuatan spesimen uji, misalnya palu, sikat baja, kikir,
stopwatch,helmlas, sarung tangan, dll.
C. Prosedur Penelitian
Persiapan spesimen uji adalah langkah awal dari penelitian ini, ada tiga tahap
dalam melakukan persiapan spesimen uji, yaitu pemilihan material, pemilihan
1. Persiapan spesimen
a). Bahan yang digunakan dalam penelitian ini adalah Carbon Steel(A 516
Grade 70) dan Stainless Steel (A 240 Type P 304) dengan ukuran
panjang 200 mm, lebar 20 mm, tebal 12 mm.
b). Elektroda yang digunakan adalah jenis E 309-16 dengan diameter 3,2
mm.
c). Pembuatan bahan dan kampuh las
1. Membuat sket bahan dasar dengan alat ukur dan penitik di material
dengan ukuran 200 mm x 20 mm x 12 mm sejumlah 9 set.
2. Memasang material pada ragum mesin pemotong (bever), selanjutnya
atur alat otomatis pemotongan dengan sudut yang diinginkan dan
nyalakan mesin dengan menekan tombol on/off dan lakukan
pemotongan pada garis pemotongan yang telah ditentukan dengan
perlahan - lahan dan hati–hati.
3. Lakukan langkah tersebut sesuai dengan garis pemotongan yang telah
dibuat hingga terbentuk sesuai ukuran.
4. Membuat kampuh V terbuka dengan ukuran yang telah ditentukan
menggunakan mesin bever sesuai prosedur pengoperasian mesin.
5. Meratakan sisi–sisi pemotongan dengan mesin gerinda agar rapi dan
2. Proses Pengelasan Spesimen Uji
Standar pengelasan yang digunakan dalam pembuatan bahan adalah sebagai
berikut :
a. Pengelasan posisi mendatar (1 G) .
b. Elektroda jenis E 309-16 dengan diameter 3,2 mm.
c. Arus listrik yang digunakan sebesar 90 A, 120 A, dan 150 A.
d. Pendinginan dengan udara ruangan.
e. Kampuh yang digunakan adalah kampuh V terbuka dengan jarak antara
plat 2 mm, tinggi ujung kampuh 2 mm, dan sudut kampuh 600. Secara
detail dapat dilihat pada Gambar 19. Kampuh V terbuka di bawah ini.
Ganbar 19. Kampuh V terbuka.
Langkah-langkah yang dilakukan dalam proses pengelasan adalah:
1. Mempersiapkan mesin las SMAW DCEP (Elektroda positif) sesuai
dengan pemasangan polaritas terbalik.
2. Mempersiapkan benda kerja yang akan dilas pada meja las.
3. Posisi pengelasan dengan menggunakan posisi pengelasan mendatar atau
bawah tangan.
4. Kampuh yang digunakan jenis kampuh V terbuka, dengan sudut 600
dengan lebar celah 2 mm.
5. Mempersiapkan elektroda sesuai dengan arus dan ketebalan plat, dalam
penelitian ini dipilih elektroda jenis E 309-16 dengan diameter elektroda
3,2 mm.
6. Menyetel ampere meter yang digunakan untuk mengukur arus pada
posisi jarum nol dan menyetel tegangan sebesar 30 V, kemudian salah
satu penjepitnya dijepitkan pada kabel yang digunakan untuk menjepit
elektroda. Mesin las dihidupkan dan elektroda digoreskan sampai
menyala. Ampere meter diatur pada angka 90 A. Selanjutnya mulai
dilakukan pengelasan untuk specimen dengan arus 90 A, bersamaan
dengan hal itu dilakukan pencatatan waktu pengelasan.
7. Menyetel ampere meter yang digunakan untuk mengukur arus pada
posisi jarum nol dan menyetel tegangan sebesar 30 V, kemudian salah
satu penjepitnya dijepitkan pada kabel yang digunakan untuk menjepit
elektroda. Mesin las dihidupkan dan elektroda digoreskan sampai
menyala. Ampere meter diatur pada angka 120 A. Selanjutnya mulai
dilakukan pengelasan untuk spesimen dengan arus 120 A, bersamaan
dengan hal itu dilakukan pencatatan waktu pengelasan.
8. Menyetel ampere meter yang digunakan untuk mengukur arus pada
posisi jarum nol dan menyetel tegangan sebesar 30 V, kemudian salah
satu penjepitnya dijepitkan pada kabel yang digunakan untuk menjepit
elektroda. Mesin las dihidupkan dan elektroda digoreskan sampai
menyala. Ampere meter diatur pada angka 150 A. Selanjutnya mulai
dilakukan pengelasan untuk spesimen dengan arus 150 A, bersamaan
3. Pembuatan Spesimen Uji Tarik
Setelah semua proses pengelasan selesai dilakukan, selanjutnya dilakukan
pembuatan spesimen uji tarik sesuai standar. Standar yang digunakan untuk
pengujian tarik ini adalah ASTM E-8 seperti pada gambar 25. Panjang
awal spesimen uji (Lo) adalah 60 mm, lebar awal (Wo) adalah 12,5 mm, dan
panjang keseluruhan spesimen uji adalah 200 mm.
Gambar 20. Langkah kerja pembuatan spesimen uji tarik
Keterangan: (1). Material uji dibuat kampuh las
(2). Pengelasan material uji
(3). Setelah dilas, material uji kemudian di potong
(4). Setelah di potong, dibentuk spesimen uji tarik
Gambar 21. Spesimen uji tarik (standar ASTM E-8)
Keterangan: Lo = Panjang Spesimen Uji = 60 mm
Wo = Lebar Awal = 12,5 mm
t = Tebal Pelat Baja = 12 mm

![Gambar 17. Mesin uji tarik (universal testing machine) [Dowling, 1999]](https://thumb-ap.123doks.com/thumbv2/123dok/308061.111337/42.595.237.434.429.575/gambar-mesin-uji-tarik-universal-testing-machine-dowling.webp)