SIMULASI DAN EKSPERIMENTAL GAYA PEMOTONGAN
MATA PISAU ALAT PEMANEN SAWIT
SKRIPSI
Skripsi Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
DANIANSYAH 080401008
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA MEDAN
ABSTRAK
Telah dilakukan simulasi dan eksperimental pada alat pemanen sawit untuk mengetahui gaya yang paling optimal diterapakan dalam memanen sawit. Pisau pemanen sawit merupakan alat yang digunakan untuk memotong tandan dan pelepah kelapa sawit. Proses pemotongan memerlukan gaya potong, sudut potong, dan jarak pemotongan dengan batang kelapa sawit. Rancang bangun pisau pemanen sawit didesain menggunakan solidwork 2011 dan mensimulasikan distribusi tegangan dengan software ansys workbench 14.5. Pengukuran gaya pemanenan terhadap dua objek penelitian pemanenan di Kabupaten Mandailing Natal dan di Universitas Sumatera Utara. Hasil gaya potong pemanenan di Mandailing Natal diperoleh gaya potong minimum tandan 569 KgF, maksimum 951,6 KgF, dan rata-rata 799,1 KgF. Gaya potong minimum pelepah 981 KgF, maksimum 1657,9 KgF, dan rata-rata 1354,4 KgF. Gaya potong pemanenan di Universitas Sumatera Utara diperoleh gaya potong minimum tandan 952 KgF, maksimum 1079 KgF, dan rata-rata 1018 KgF. Gaya potong minimum pelepah 1864 KgF, maksimum 2286 KgF, dan rata-rata 2006 KgF. Pengukuran luas penampang tandan minimum di Kabupaten Mandailing Natal 453,42 mm2, maksimum 967,20 mm2, dan rata-rata 719,15 mm2. Pengukuran luas penampang pelepah minimum 987,5 mm2, maksimum 1254,4 mm2, dan rata-rata 1120,6 mm2. Pengukuran luas penampang tandan minimum di Universitas Sumatera Utara 949,85 mm2, maksimum 2111,34 mm2, dan rata-rata 1288,6 mm2. Pengukuran luas penampang pelepah minimum 1920 mm2, maksimum 4522 mm2, dan rata-rata 3150 mm2. Dapat disimpulkan dari dua desain sudut alat pemanen sawit yaitu sudut 20˚ dan 30˚ diperoleh gaya optimal secara simulasi pada sudut 30˚, dan semakin besar sudut potong tandan pelepah maka gaya potong semakin besar seperti halnya luas penampang semakin besar gaya potong juga semakin besar.
ABSTRACT
Been done simulation and experimental knife harvester oil palm to determine the most optimal force be applicable in the harvesting of palm. Knife harvester oil palm is a tool used to cut bunches and palm midrib. Cutting process requires cutting force, angle cut, and cutting distance with palm trunks. design blade palm harvester in the design using solidworks 2011 and simulate the stress distribution with software ansys workbench 14.5. Force measurements of harvesting on two research object extraction in the District Mandailing Natal and the University of North Sumatera. Results of cutting force obtained in Mandailing Natal harvest cutting bunches minimum strength 569 KgF, maximum 951 KgF, and average 799,1 KgF. The style cut midrib minimum 981 KgF, maximum 1657,9 KgF, and average 1354,4 KgF. Style cut harvesting in North Sumatra University obtained the minimum cutting force bunches 952 KgF, maximum 1079 KgF, and average 1018 KgF. The style cut midrib minimum 1864 KgF, maximum 2286, and average 2006 KgF. Measurements minimum cross-sectional area bunches in Mandailing Natal Regency 453,42 mm2, maximum 967,20 mm2,and average 719,15 mm2. Measurements minimum cross-sectional area midrib 987,5 mm2,maximum 1254,4 mm2,and average 1120,6 mm2. Measurements minimum cross-sectional area bunches in Regency University of North Sumatera949,85 mm2,maximum 2111,34 mm2, and average 1288,6 mm2. Measurements minimum cross-sectional area midrib 1920 mm2, maximum 4522 mm2, and average 3150 mm2. It can be concluded from two palm harvester design tool angle is an angle of 20 ˚ and 30 ˚ obtain optimal force at an angle of 30 ˚ simulation and the greater the angle of the cut bunches midrib greater cutting force as well as the cross-sectional area greater cutting force is also getting bigger.
KATA PENGANTAR
Puji syukur penulis haturkan kehadirat Allah SWT karena tanpa
seizin-NYA, mustahil manusia mampu menyelesaikan semua tugasnya dengan baik.
Sungguh tiada tempat mengadu yang paling baik selain kepadan-NYA. Salawat
dan salam juga penulis limpahkan kepada nabi junjungan kita nabi Muhammad
SAW.
Penulis menyadari sepenuhnya , bahwa penulisan laporan Tugas Ahir yang
berjudul “Simulasi dan Ekperimental Gaya Pemotongan Mata Pisau Alat Pemanen Sawit” ini dapat diselesaikan dengan sedemikian rupa berkat asuhan bantuan serta dorongan dari berbagai pihak. Untuk itu penulis mengucapkan
terima kasih yang sedalam-dalamnya kepada:
Orang tua, kakak, adik serta seluruh keluargaku atas iringan do’a dan
harapan serta dukungan yang diberikan baik dalam bentuk moril maupun
materil.
Bapak Dr. Ing. Ir. Ikhwansyah Isranuri, selaku Ketua Departemen Teknik
Mesin, Fakultas Teknik, Universitas Sumatera Utara.
Bapak Dr. Eng. Ir. Indra MT selaku dosen pembimbing yang telah banyak
meluangkan waktunya membimbing penulis hingga skripsi ini dapat
terselesaikan.
Bapak Ir. Alfian Hamsi, MSc dan Bapak Ir. Mulfi Hazwi, MSc yang telah
Seluruh staf pengajar dan pegawai administrasi di Departemen Teknik
Mesin, Ibu Ismawati, Kak Sonta, Kak Ika, Bapak Syawal, Bang Sarjana,
dan Bang Lilik yang telah banyak membantu dan memberikan ilmu selama
perkuliahan.
Seluruh anggota dalam tim penelitian ini Aldiansyah Leo, Indra
Rukmana, Ismail Husin Tanjung, Maujan Yudika, Royyan Sy Nst, dan
Sahir Bani Rangkuti.
Seluruh penghuni Kos 86-C Syafril ramadan, Mustafa Parlindunagan
Ritonga, Andreas, Adis Nasution, Moh.Mara Sunan (Ucok) dan Arifin
Siahaan yang selalu mengghibur penulis disaat jenuh.
Temen-temen angkatan 2008 Departemen Teknik Mesin Jumain Halim,
Zulfhadli, Fauzi, Ahmad Syarif, Ikram, Irham Fadilah, Fahrul Rozzy,
Rahman, Arlan Budiman, Dian Anggi Putri, Gio Saputra, Maragi Mutaqin,
Zimmy Syahputra, Munawir RS, Ari Fadilah, Harry Pramana, Felix
Asade, M. Iqbal, Indra Bayu, Fandi Satria, Yudi Pratama, Abdul Rahman,
Faisal Hajj, Syahrul Ramadhan, Putra Setiawan, Ramadhan, Fadli Rian
Arikundo, Ficky Hamdani, Nehemia, dan Efrata S.
Saya menyadari bahwa tugas sarjana ini masih jauh dari sempurna. Oleh
sebab itu, saran dan kritik dari pembaca sekalian sangat diharapkan demi
kesempurnaan skrispi ini. Semoga tugas sarjana ini bermanfaat dan berguna bagi
semua pihak.
Medan, November 2013
Daniansyah
DAFTAR ISI
2.4 Pisau Egrek/Pisau Pemanen Kelapa Sawit ... 13
BAB III METODOLOGI PENELITIAN ... 35
4.3 Hasil Simulasi Dan Rancang Bangun Mata Pisau ... 70
4.3.1 Rancang Bangun Mata Pisau Pemanen Sawit ... 70
4.3.2 Data Hasil Uji Tarik ... 71
4.3.3 Simulasi Ansys Workbench 14.5 Dengan Sudut 30˚ ... 73
4.3.4 Simulasi Ansys Workbench 14.5 Dengan Sudut 20˚ ... 87
4.3.5 Data Perbandingan Hasil Eksperimental Dengan Hail Simulasi Ansys Workbench v 14.5 ... 100
DAFTAR GAMBAR
Halaman
Gambar 2.1 Pohon Kelapa Sawit ... 7
Gambar 2.2 Pisau Egrek/Pisau Pemanen Sawit ... 14
Gambar 2.3 Mesin Tempa (Hammer) ... 15
Gambar 2.4Mesin Gerinda Kasar ... 16
Gambar 2.5 Proses penyepuhan ... 17
Gambar 2.6 Diagram Fasa Fe-C ... 27
Gambar 2.7 Konsep Intensitas Gaya Dalam Sebuah Benda ... 31
Gambar 2.8 Komponen Tegangan Pada Bidang X-Y ... 32
Gambar 2.9 Tegangan Utama Tiga Dimensi ... 33
Gambar 2.10 Ilustrasi Regangan Beban Tarik Unaksial ... 34
Gambar 2.11 Ilustrasi Regangan benda mengalami Regangan Geser Murni . 34 Gambar 3.1 Komputer ... 35
Gambar 3.2 Foto Pisau Egrek ... 37
Gambar 3.3 Pengambilan Buah Dan Tandan Kelapa Sawit ... 38
Gambar 3.4 IlustrasiPemotongan Tandan Dan Pelepah Kelapa Sawit ... 39
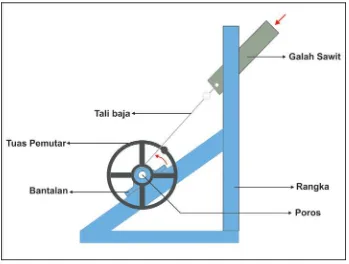
Gambar 3.5 Alat Pengukur Gaya Pemotongan ... 40
Gambar 3.6 Ilustrasi Proses Kerja Alat Pengukur Gaya Pemotongan ... 41
Gambar 3.7 Alat Penarik Tandan dan Pelepah Kelapa Sawit ... 42
Gambar 3.8 Pembuatan Alat Penarik Tandan dan Pelepah Kelapa Sawit ... 42
Gambar 3.9 Ilustrasi kerja Alat Penarik Tandan dan Pelepah Kelapa Sawit 43
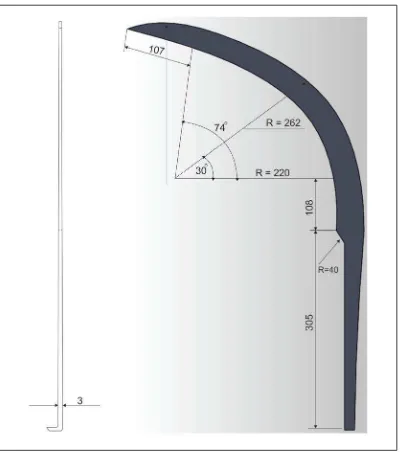
Gambar 3.10 Dimensi Galah Egrek ... 44
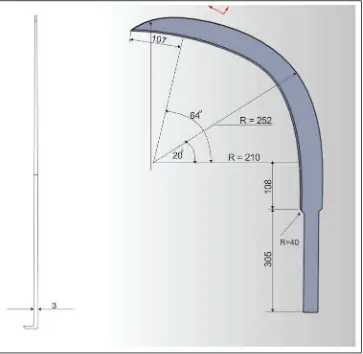
Gambar 3.11 Dimensi Pisau Pemanen Sawit Sudut Kemiringan 30˚ ... 44
Gambar 3.12 Dimensi Pisau Pemanen Sawit Sudut Kemiringan 20˚ ... 45
Gambar 3.13 Assembling Pemasangan Alat Ukur ... 45
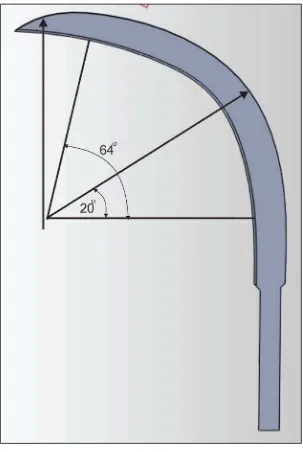
Gambar 3.14 Sudut Kemiringan Pisau Sawit ... 47
Gambar 3.15 Skets Mata Pisau Pemanen Kelapa Sawit ... 48
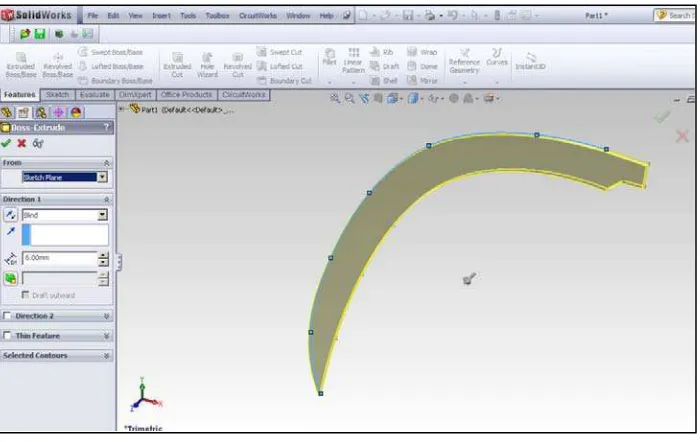
Gambar 3.16 Extrude Mata Pisau Pemanen Kelapa sawit ... 48
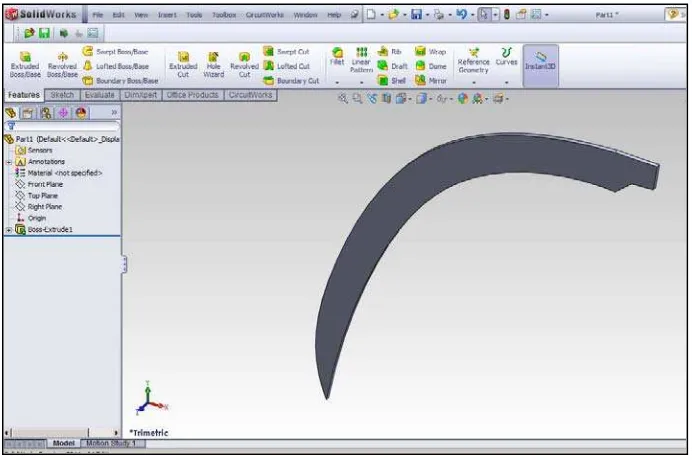
Gambar 3.17 Hasil Extrude Mata Pisau Pemanen Kelapa sawit ... 49
Gambar 3.19 Penentuan Bentuk Ketajaman ... 50
Gambar 3.20 Pembuatan Galah Mata Pisau Pemanen Kelapa Sawit ... 50
Gambar 3.21 Extrude Galah Mata Pisau Pemanen Sawit ... 51
Gambar 3.22 Cara Analisis Software Ansys Workbench 14.5 ... 51
Gambar 3.23 Analisis Mesh Untuk Active Assembly ... 52
Gambar 3.24 Penentuan Posisi Gaya Pada Mata Pisau ... 52
Gambar 3.25 Analisa Dengan Static Structural ... 53
Gambar 3.26 Hasil Analisa Menggunakan Ansys 14.5 ... 53
Gambar 3.27 Diagram Alir Penelitian ... 54
Gambar 4.1 Pengukuran gaya potong tandan dan pelepah kelapa sawit ... 55
Gambar 4.2 Pengukuran Luas Penampang Pelepah ... 56
Gambar 4.3 Pengukuran Diameter Tandan ... 56
Gambar 4.4 Grafik Hubungan Sudut Potong Dan Gaya Potong ... 57
Gambar 4.5 Grafik Hub. Gaya Potong Dengan Luas Penampang Tandan ... 59
Gambar 4.6 Grafik Hub. Gaya Potong Dengan Luas Penampang Pelepah ... 60
Gambar 4.7 Grafik Hubungan Sudut Potong Dan Gaya Potong ... 61
Gambar 4.8 Grafik Hub. Gaya Potong Dengan Luas Penampang tandan ... 63
Gambar 4.9 Grafik Hub. Gaya Potong Dengan Luas Penampang Pelepah ... 64
Gambar 4.10 Skema Penguraian Gaya F-N... 65
Gambar 4.11 Penguraian Gaya F-N Pada Sumbu x Dan Sumbu y ... 66
Gambar 4.12 Grafik Hubungan Gaya Potong Dan Sudut Potong ... 67
Gambar 4.13 Penguraian Gaya F Terhadap Sudut θ ... 67
Gambar 4.14 Penguraian Gaya N Terhadap Sudut θ ... 68
Gambar 4.15 Rancang Bangun Mata Pisau Pemanen Kelapa Sawit ... 70
Gambar 4.16 Hasil Simulasi Tegangan Normal Baja Stainless Steel Gaya 951,6 N Sudut 30˚ ... 73
Gambar 4.17 Hasil Simulasi Total Deformasi Baja Stainless Steel Gaya 951,6 N Sudut 30˚ ... 74
Gambar 4.19 Hasil Simulasi Regangan Maksimum Baja Stainless
Steel Gaya 951,6 N Sudut 30˚ ... 74
Gambar 4.20 Hasil Simulasi Tegangan Normal Baja Stainless
Steel Gaya 1657,9 N Sudut 30˚ ... 75
Gambar 4.21 Hasil Simulasi Total Deformasi Baja Stainless
Steel Gaya 1657,9 N Sudut 30˚ ... 75
Gambar 4.22 Hasil Simulasi Tegangan Maksimum Baja Stainless
Steel Gaya 1657,9 N Sudut 30˚ ... 75
Gambar 4.23 Hasil Simulasi Regangan Maksimum Baja Stainless
Steel Gaya 1657,9 N Sudut 30˚ ... 76
Gambar 4.24 Hasil Simulasi Tegangan Normal Baja Bohler K-460
Gaya 951,6 N Sudut 30˚ ... 76
Gambar 4.25 Hasil Simulasi Total Deformasi Baja Bohler K-460 Gaya
951,6 N Sudut 30˚ ... 76
Gambar 4.26 Hasil Simulasi Tegangan Maksimum Baja Bohler K-460
Gaya 951,6 N Sudut 30˚ ... 77
Gambar 4.27 Hasil Simulasi Regangan Maksimum Baja Bohler K-460
Gaya 951,6 N Sudut 30˚ ... 77
Gambar 4.28 Hasil Simulasi Tegangan Normal Baja Bohler K-460
Gaya 1657,9 N Sudut 30˚ ... 77
Gambar 4.29 Hasil Simulasi Total Defomasi Baja Bohler K-460
Gaya 1657,9 N Sudut 30˚ ... 78
Gambar 4.30 Hasil Simulasi Tegangan Maksimum Baja Bohler K-460
Gaya 1657,9 N Sudut 30˚ ... 78
Gambar 4.31 Hasil Simulasi Regangan Maksimum Baja Bohler K-460
Gaya 1657,9 N Sudut 30˚ ... 78
Gambar 4.32 Hasil Simulasi Tegangan Normal Baja Boler VCN-150
Gaya 951,6 N Sudut 30˚ ... 79
Gambar 4.33 Hasil Simulasi Total Deformasi Baja Bohler VCN-150
Gaya 951,6 N Sudut 30˚ ... 79
Gambar 4.35 Hasil Simulasi Regangan Maksimum Baja Bohler
VCN-150 Gaya 951,6 N Sudut 30˚ ... 80
Gambar 4.36 Hasil Simulasi Tegangan Normal Baja Bohler
VCN-150 Gaya 1657,9 N Sudut 30˚ ... 80
Gambar 4.37 Hasil Simulasi Total Deformasi Baja Bohler
VCN-150 Gaya 1657,9 N Sudut 30˚ ... 80
Gambar 4.38 Hasil Simulasi Tegangan Maksimum Baja Bohler
VCN-150 Gaya 1657,9 N Sudut 30˚ ... 81
Gambar 4.39 Hasil Simulasi Regangan Maksimum Baja Bohler
VCN-150 Gaya 1657,9 N Sudut 30˚ ... 81
Gambar 4.40 Hasil Simulasi Tegangan Normal Baja Bohler
K-110 KNL Gaya 951,6 N Sudut 30˚ ... 81
Gambar 4.41 Hasil Simulasi Total Deformasi Baja Bohler
K-110 KNL Gaya 951,6 N Sudut 30˚ ... 82
Gambar 4.42 Hasil Simulasi Tegangan Maksimum Baja Bohler
K-110 KNL Gaya 951,6 N Sudut 30˚ ... 82
Gambar 4.43 Hasil Simulasi Regangan Maksimum Baja Bohler
K-110 KNL Gaya 951,6 NSudut 30˚ ... 82
Gambar 4.44 Hasil Simulasi Tegangan Normal Baja Bohler
K-110 KNL Gaya 1657,9 N Sudut 30˚ ... 83
Gambar 4.45 Hasil Simulasi Total Deformasi Baja Bohler
K-110 KNL Gaya 1657,9 N Sudut 30˚ ... 83
Gambar 4.46 Hasil Simulasi Tegangan Maksimum Baja Bohler
K-110 KNL Gaya 1657,9 N Sudut 30˚ ... 83
Gambar 4.47 Hasil Simulasi Regangan Maksimum Baja Bohler
K-110 KNL Gaya 1657,9 N Sudut 30˚ ... 84
Gambar 4.48 Hasil Simulasi Tegangan Normal Baja Bohler HSS
Gaya 951,6 N Sudut 30˚ ... 84
Gambar 4.49 Hasil Simulasi Total Deformasi Baja Bohler HSS
Gaya 951,6 N Sudut 30˚ ... 84
Gambar 4.50 Hasil Simulasi Tegangan Maksimum Baja Bohler HSS
Gambar 4.51 Hasil Simulasi Regangan Maksimum Baja Bohler HSS
Gaya 951,6 N Sudut 30˚ ... 85
Gambar 4.52 Hasil Simulasi Tegangan Normal Baja Bohler HSS
Gaya 1657,9 N Sudut 30˚ ... 85
Gambar 4.53 Hasil Simulasi Total Deformasi Baja Bohler HSS
Gaya 1657,9 N Sudut 30˚ ... 86
Gambar 4.54 Hasil Simulasi Tegangan Maksimum Baja Bohler HSS
Gaya 1657,9 N Sudut 30˚ ... 86
Gambar 4.55 Hasil Simulasi Regangan Maksimum Baja Bohler HSS
Gaya 1657,9 N Sudut 30˚ ... 86
Gambar 4.56 Hasil Simulasi Tegangan Normal Baja Bohler Stainless Steel Gaya 951,6 N Sudut 20˚ ... 87
Gambar 4.57 Hasil Simulasi Tegangan Maksimum Baja Bohler Stainless Steel Gaya 951,6 N Sudut 20˚ ... 87
Gambar 4.58 Hasil Simulasi Regangan Maksimum Baja Bohler Stainless Steel Gaya 951,6 N Sudut 20˚ ... 87
Gambar 4.59 Hasil Simulasi Total Deformasi Baja Bohler Stainless
Steel Gaya 951,6 N Sudut 20˚ ... 88
Gambar 4.60 Hasil Simulasi Tegangan Normal Baja Bohler Stainless Steel Gaya 1657,9 N Sudut 20˚ ... 88
Gambar 4.61 Hasil Simulasi Tegangan Maksimum Baja Bohler Stainless Steel Gaya 1657,9 N Sudut 20˚ ... 88
Gambar 4.62 Hasil Simulasi Regangan Maksimum Baja Bohler Stainless Steel Gaya 1657,9 N Sudut 20˚ ... 89
Gambar 4.63 Hasil Simulasi Total Deformasi Baja Bohler Stainless
Steel Gaya 1657,9 N Sudut 20˚ ... 89
Gambar 4.64 Hasil Simulasi Tegangan Normal Baja Bohler K-460
Gaya 951,6 N Sudut 20˚ ... 89
Gambar 4.65 Hasil Simulasi Tegangan Maksimum Baja Bohler K-460
Gaya 951,6 N Sudut 20˚ ... 90
Gambar 4.66 Hasil Simulasi Regangan Maksimum Baja Bohler K-460
Gambar 4.67 Hasil Simulasi Total Deformasi Baja Bohler K-460
Gaya 951,6 N Sudut 20˚ ... 90
Gambar 4.68 Hasil Simulasi Tegangan Normal Baja Bohler K-460
Gaya 1657,9 N Sudut 20˚ ... 91
Gambar 4.69 Hasil Simulasi Tegangan Maksimum Baja Bohler K-460
Gaya 1657,9 N Sudut 20˚ ... 91
Gambar 4.70 Hasil Simulasi Regangan Maksimum Baja Bohler K-460
Gaya 1657,9 N Sudut 20˚ ... 91
Gambar 4.71 Hasil Simulasi Total Deformasi Baja Bohler K-460
Gaya 1657,9 N Sudut 20˚ ... 92
Gambar 4.72 Hasil Simulasi Tegangan Normal Baja Bohler VCN-150
Gaya 951,6 N Sudut 20˚ ... 92
Gambar 4.73 Hasil Simulasi Tegangan Maksimum Baja Bohler VCN-150 Gaya 951,6 N Sudut 20˚ ... 92
Gambar 4.74 Hasil Simulasi Regangan Maksimum Baja Bohler VCN-150 Gaya 951,6 N Sudut 20˚ ... 93
Gambar 4.75 Hasil Simulasi Total Deformasi Baja Bohler VCN-150
Gaya 951,6 N Sudut 20˚ ... 93
Gambar 4.76 Hasil Simulasi Tegangan Normal Baja Bohler VCN-150
Gaya 1657,9 N Sudut 20˚ ... 93
Gambar 4.77 Hasil Simulasi Tegangan Maksimum Baja Bohler VCN-150 Gaya 1657,9 N Sudut 20˚ ... 94
Gambar 4.78 Hasil Simulasi Regangan Maksimum Baja Bohler VCN-150 Gaya 1657,9 N Sudut 20˚ ... 94
Gambar 4.79 Hasil Simulasi Total Deformasi Baja Bohler VCN-150
Gaya 1657,9 N Sudut 20˚ ... 94
Gambar 4.80 Hasil Simulasi Tegangan Normal Baja Bohler K-110 KNL
Extra Gaya 951,6 N Sudut 20˚ ... 95
Gambar 4.81 Hasil Simulasi Tegangan Maksimum Baja Bohler K-110 KNL Extra Gaya 951,6 N Sudut 20˚ ... 95
Gambar 4.83 Hasil Simulasi Total Deformasi Baja Bohler K-110 KNL
Extra Gaya 951,6 N Sudut 20˚ ... 96
Gambar 4.84 Hasil Simulasi Tegangan Normal Baja Bohler K-110 KNL
Extra Gaya 1657,9 N Sudut 20˚ ... 96
Gambar 4.85 Hasil Simulasi Tegangan Maksimum Baja Bohler K-110 KNL Extra Gaya 1657,9 N Sudut 20˚ ... 96
Gambar 4.86 Hasil Simulasi Regangan Maksimum Baja Bohler K-110 KNL Extra Gaya 1657,9 N Sudut 20˚ ... 97
Gambar 4.87 Hasil Simulasi Total Deformasi Baja Bohler K-110 KNL
Extra Gaya 1657,9 N Sudut 20˚ ... 97
Gambar 4.88 Hasil Simulasi Tegangan Normal Baja HSS Gaya
951,6 N Sudut 20˚ ... 97
Gambar 4.89 Hasil Simulasi Tegangan Maksimum Baja HSS Gaya
951,6 N Sudut 20˚ ... 98
Gambar 4.90 Hasil Simulasi ReganganMaksimum Baja HSS Gaya
951,6 N Sudut 20˚ ... 98
Gambar 4.91 Hasil Simulasi Total Deformasi Baja HSS Gaya
951,6 N Sudut 20˚ ... 98
Gambar 4.92 Hasil Simulasi Tegangan Normal Baja HSS Gaya
1657,9 N Sudut 20˚ ... 99
Gambar 4.93 Hasil Simulasi Tegangan Maksimum Baja HSS Gaya
1657,9 N Sudut 20˚ ... 99
Gambar 4.94 Hasil Simulasi Regangan Maksimum Baja HSS Gaya
1657,9 N Sudut 20˚ ... 99
Gambar 4.95 Hasil Simulasi Total Deformasi Baja HSS Gaya
1657,9 N Sudut 20˚ ... 100
Gambar 4.96 Grafik Perbandingan Tegangan Normal Eksperimental Dengan Tegangan Normal Simulasi Pemotongan Tandan
Kelapa Sawit ... 101
Gambar 4.97 Grafik Perbandingan Tegangan Maksimum Eksperimental Dengan Tegangan Maksimum Simulasi Pemotongan Tandan
Gambar 4.98 Grafik Perbandingan Tegangan Normal Eksperimental Dengan Tegangan Normal Simulasi Pemotongan Pelepah
Kelapa Sawit ... 103
Gambar 4.99 Grafik Perbandingan Tegangan Maksimum Eksperimental Dengan Tegangan Maksimum Simulasi Pemotongan
Pelepah Kelapa Sawit ... 104
Gambar 4.100 Grafik Perbandingan Sudut Pisau 20˚ dengan 30˚ Gaya
951,6 N ... 106
Gambar 4.101 Grafik Perbandingan Sudut Pisau 20˚ Dengan 30˚ Gaya
DAFTAR TABEL
Halaman Tabel 2.1 Komposisi kimia tandan kosong kelapa sawit
(persen berat kering) ... 10
Tabel 2.2 Komposisi Kimia Pelepah Kelapa Sawit ... 11
Tabel 2.3 Nama-Nama Alat Pemanen Kelapa Sawit ... 18
Tabel 2.4 Syarat Mutu Egrek-SNI ... 20
Tabel 3.1 Spesifikasi mata pisau pemanen sawit/pisau egrek ... 37
Tabel 3.2 Spesifikasi alat pengukur gaya pemotongan ... 45
Tabel 3.3 Spesifikasi alat penarik gaya pemotongan ... 47
Tabel 4.1 Hasil pengukuran gaya potong tandan, gaya potong pelepah, dan sudut potong tandan kelapa kelapa sawit di kabupaten
Mandailing Natal Sumatera Utara ... 57
Tabel 4.2 Hasil pengukuran luas penampang hasil pemotongan tandan
Kelapa sawit di Kabupaten Mandailing Natal Sumatera Utara ... 58
Tabel 4.3 Luas penampang pelepah dan gaya potong pelepah kelapa
sawit di Kabupaten Mandailing Natal Sumatera Utara ... 59
Tabel 4.4 Hasil pengukuran gaya potong tandan, gaya potong pelepah, dan sudut potong tandan kelapa kelapa sawit di Universitas
Sumatera Utara ... 61
Tabel 4.5 Luas penampang tandan dan gaya potong tandan kelapa
sawit di Universitsas Sumatera Utara ... 62
Tabel 4.6 Luas penampang pelepah dan gaya potong pelepah kelapa
sawit di Universitsas Sumatera Utara ... 63
Tabel 4.7 Hasil uji tarik bahan Stainless Steel M303 ... 71
Tabel 4.8 Hasil uji tarik bahan Baja Bohler K460 ... 71
Tabel 4.9 Hasil uji tarik bahan Baja Bohler VCN-150 ... 72
Tabel 4.10 Hasil uji tarik bahan Baja Bohler K-110 KNL Extra ... 72
Tabel 4.11 Hasil uji tarik bahan Baja Baja Bohler Hss (high speed steel) ... 73
gaya 951,6 N ... 100
Tabel 4.13 Data hasil tegangan maksimum eksperimental dengan tegangan maksimum simulasi Gaya pemotongan tandan
Kelapa Sawit gaya 951,6 N ... 101
Tabel 4.14 Data simulasi dengan ekperimental Gaya pemotongan pelepah
Sawit gaya 1657,9 N ... 102
Tabel 4.15 Data hasil tegangan maksimum eksperimental dengan tegangan maksimum simulasi Gaya pemotongan pelepah Kelapa Sawit
gaya 1657,9 N ... 103
Tabel 4.16 Hasil simulasi regangan maksimum tandan dan regangan
maksimum pelepah kelapa sawit ... 104
Tabel 4.17 Hasil simulasi Total Deformasi maksimum tandan dan total
deformasi pelepah kelapa sawit ... 105
Tabel 4.18 Perbandingan Hasil Simulasi Sudut Pisau 30˚ Dengan Hasil
Simulasi Sudut Pisau 20˚ Gaya Potong Tandan 951,6 N ... 105
Tabel 4.19 Perbandingan Hasil Simulasi Sudut Pisau 30˚ Dengan Hasil
DAFTAR NOTASI
Simbol Nama Keterangan Satuan
ABSTRAK
Telah dilakukan simulasi dan eksperimental pada alat pemanen sawit untuk mengetahui gaya yang paling optimal diterapakan dalam memanen sawit. Pisau pemanen sawit merupakan alat yang digunakan untuk memotong tandan dan pelepah kelapa sawit. Proses pemotongan memerlukan gaya potong, sudut potong, dan jarak pemotongan dengan batang kelapa sawit. Rancang bangun pisau pemanen sawit didesain menggunakan solidwork 2011 dan mensimulasikan distribusi tegangan dengan software ansys workbench 14.5. Pengukuran gaya pemanenan terhadap dua objek penelitian pemanenan di Kabupaten Mandailing Natal dan di Universitas Sumatera Utara. Hasil gaya potong pemanenan di Mandailing Natal diperoleh gaya potong minimum tandan 569 KgF, maksimum 951,6 KgF, dan rata-rata 799,1 KgF. Gaya potong minimum pelepah 981 KgF, maksimum 1657,9 KgF, dan rata-rata 1354,4 KgF. Gaya potong pemanenan di Universitas Sumatera Utara diperoleh gaya potong minimum tandan 952 KgF, maksimum 1079 KgF, dan rata-rata 1018 KgF. Gaya potong minimum pelepah 1864 KgF, maksimum 2286 KgF, dan rata-rata 2006 KgF. Pengukuran luas penampang tandan minimum di Kabupaten Mandailing Natal 453,42 mm2, maksimum 967,20 mm2, dan rata-rata 719,15 mm2. Pengukuran luas penampang pelepah minimum 987,5 mm2, maksimum 1254,4 mm2, dan rata-rata 1120,6 mm2. Pengukuran luas penampang tandan minimum di Universitas Sumatera Utara 949,85 mm2, maksimum 2111,34 mm2, dan rata-rata 1288,6 mm2. Pengukuran luas penampang pelepah minimum 1920 mm2, maksimum 4522 mm2, dan rata-rata 3150 mm2. Dapat disimpulkan dari dua desain sudut alat pemanen sawit yaitu sudut 20˚ dan 30˚ diperoleh gaya optimal secara simulasi pada sudut 30˚, dan semakin besar sudut potong tandan pelepah maka gaya potong semakin besar seperti halnya luas penampang semakin besar gaya potong juga semakin besar.
ABSTRACT
Been done simulation and experimental knife harvester oil palm to determine the most optimal force be applicable in the harvesting of palm. Knife harvester oil palm is a tool used to cut bunches and palm midrib. Cutting process requires cutting force, angle cut, and cutting distance with palm trunks. design blade palm harvester in the design using solidworks 2011 and simulate the stress distribution with software ansys workbench 14.5. Force measurements of harvesting on two research object extraction in the District Mandailing Natal and the University of North Sumatera. Results of cutting force obtained in Mandailing Natal harvest cutting bunches minimum strength 569 KgF, maximum 951 KgF, and average 799,1 KgF. The style cut midrib minimum 981 KgF, maximum 1657,9 KgF, and average 1354,4 KgF. Style cut harvesting in North Sumatra University obtained the minimum cutting force bunches 952 KgF, maximum 1079 KgF, and average 1018 KgF. The style cut midrib minimum 1864 KgF, maximum 2286, and average 2006 KgF. Measurements minimum cross-sectional area bunches in Mandailing Natal Regency 453,42 mm2, maximum 967,20 mm2,and average 719,15 mm2. Measurements minimum cross-sectional area midrib 987,5 mm2,maximum 1254,4 mm2,and average 1120,6 mm2. Measurements minimum cross-sectional area bunches in Regency University of North Sumatera949,85 mm2,maximum 2111,34 mm2, and average 1288,6 mm2. Measurements minimum cross-sectional area midrib 1920 mm2, maximum 4522 mm2, and average 3150 mm2. It can be concluded from two palm harvester design tool angle is an angle of 20 ˚ and 30 ˚ obtain optimal force at an angle of 30 ˚ simulation and the greater the angle of the cut bunches midrib greater cutting force as well as the cross-sectional area greater cutting force is also getting bigger.
BAB I PENDAHULUAN
1.1 Latar Belakang
Kelapa sawit sebenarnya sudah ada sejak zaman panjajahan Belanda ke
Indonesia. Pada masa penjajahan Belanda pertumbuhan perkebunan besar kelapa
sawit di Indonesia seperti perkebunana lain Indonesia berjalan dengan sangat laju.
Maka banyak peneliti melakukan eksperimen tentang alat-alat pemanen sawit,
salah satunya adalah alat pemanen sawit dengan mode galah. Alat mode galah
atau pemotong tandan kelapa sawit ini menggunakan alat potong yang disebut
dengan pisau egrek/dodos yang sampai sekarang digunakan oleh masyarakat.
Mesin pencincang tandan kosong kelapa sawit adalah salah satu upaya
menigkatkan nilai tambah yang dapat memanfaatkan sisa tandan kelapa sawit
(TKS) dari tandan buah segar (TBS) ke pabrik pengolah kelapa sawit untuk
mengolah kembali sisa tandan kosong kelapa sawit. Mesin yang didisain dapat
dipindah-pindahkan dari satu tempat ke tempat lain dan mudah untuk dibongkar
pasang (1).
Pisau yang didisain berbentuk cakram dapat digunakan untuk memotong
dan mencincang tandan kosong kelapa sawit kemudian dimasukan ke dalam
hopper. Pisau-pisau ini dipasang pada sepasang batang poros yang berputar
berlawanan arah, pasangan batang poros digerakkan dengan sebuah motor melalui
transmisi sabuk dan roda gigi. Kesimpulan yang diperoleh adalah didapatkan
sebuah prototype Mesin Pencincang Tandan Kosong Kelapa Sawit Kapasitas 150
- 250 kg TKS/jam, ukuran cakram pisau diameter 310 mm, dimensi mesin:
Pemotongan logam pada mesin perkakas, dimana daya pemotongan yang
diperlukan dipengaruhi oleh parameter pemotongan. Beberapa parameter
pemotongan diantaranya adalah gerak makan (feed), kedalaman potong (depth of
cut), kecepatan potong (cutting speed) dan kecepatan penghasilan geram (metal
removal rate). Chip thickness adalah tebal geram (chip) sebelum terpotong,
terletak dititik/daerah mata potong. Chip thickness diyakini sebagai faktor yang
sangat berpengaruh pada besar/kecilnya daya pemotongan. Dengan demikian
besarnya daya pemotongan bisa diprediksi berdasarkan faktor dari besarnya daya
pemotongan berdasarkan chip thickness (2).
Mata pisau pemanen sawit dalam pengerjaanya secara konvensional
dilakukan 2 (dua) orang atau lebih, yang berbeda gaya yang diberikan (tenaga)
untuk memukul (memberikan tekanan) benda kerja dengan hammer. Kekerasan
yang tidak merata pada mata pisau pemanen sawit dapat menyebabkan kerusakan,
yang paling fatal yaitu terjadinya patahan setempat. Selain itu untuk memperoleh
bahan yang lebih baik maka harus diperhatikan keuletan, ketahanan aus, dan
lain-lain. Untuk mendapatkan sifat mekanis baja yang baik, maka dikembangkan baja
dengan penambahan unsur paduan seperti silikon, mangan, chromium, nikel,
aluminium, copper, vanadium dan sebagainya. Hal ini efektif dalam perbaikan
sifat mekanis baja, akan tetapi ada dampak buruk pada biaya produksi yang sangat
tinggi. Beberapa tahun belakangan ini telah dikembangkan metode lain untuk
mendapatkan sifat mekanis yang baik tanpa menambahkan unsur paduan yaitu
dengan metode deformasi plastis menyeluruh (Severe Plastic Deformation) (3).
Pendekatan yang dapat dilakukan dalam pengembangan alat pemanen
tandan kelepa sawit. Analisis ini dapat memberikan parameter dasar mata pisau
yang dapat memotong pelepah maupun tandan sawit dengan efisien (4).
Pelepah dan tandan kelapa sawit dalam penelitiannya banyak memiliki
data-data yang berkaitan dengan sifat mekanik untuk menganalisis gaya
pemotongannya. Dalam penelitian ini dianalisis gaya pemotongan spesifik dari
parenkhim pelepah daun kelapa sawit untuk mendapatkan hubungan antara sifat
mekanik dengan mekanisme pemotongan dan parameter variasi mata pisau,
seperti sudut pemotongan (θ), sudut ketajaman (β) serta pisau dua sisi dan satu sisi
ketajaman. Dalam analisis dibuat model matematik gaya pemotongan dan
selanjutnya divalidasi menggunakan data pengukuran (4).
Hasil eksperimen dan simulasi model matematik menunjukkan gaya
maksimum terendah pada pisau satu sisi θ = 30˚ dan β = 10˚, gaya maksimum
tertinggi pada pisau satu ketajaman θ = 0˚ dan β = 20˚. Semakin besar sudut θ
maka semakin kecil gaya maksimum pemotongan spesifiknya. Gaya pemotongan
maksimum pisau dengan dua sisi ketajaman lebih rendah dibandingkan pisau
dengan satu sisi ketajaman (4).
Oleh karena itu perlu dilakukan penelitian lanjutan melalui “Simulasi Dan
Eksperimental Gaya Pemotongan Mata Pisau Alat Pemanen Sawit” yang effisien
dan effektif.
1.2 Rumusan Masalah
1. Berapakah besar gaya potong maksimum dan minimum tandan dan
pelepah kelapa sawit.
2. Bagaimana melakukan simulasi pisau pemanen kelapa sawit terhadap
beban statik dengan menggunakan software Ansys workbench v 14.5.
3. Apakah variabel yang mempengaruhi:
• Tegangan normal
• Tegangan maksimum
• Regangan maksimum
• Deformasi
1.3 Tujuan Penelitian
Penelitian ini bertujuan untuk:
1. Menghitung besar gaya potong maksimum dan minimum tandan dan
pelepah kelapa sawit serta menghitung rata-rata luas penampang
tandan dan besar rata-rata luas penampang pelepah kelapa sawit.
2. Menghitung tegangan normal, tegangan maksimum dan regangan
maksimun yang terjadi pada pisau pemanen sawit dengan simulasi
menggunakan software ansys workbench v 14.5.
3. Agar dapat diaplikasikan kepada masyarakat yang bekerja pada
pembuatan pisau egrek/ pisau pemanen sawit dengan bentuk yang
1.4Manfaat Penelitian
1. Dari kajian ini akan dihasilkan pengetahuan tentang besarnya tegangan
normal, tegangan maksimum, dan regangan maksimum pada analisa
simulasi Ansys workbench V 14.5.
2. Dari kajian akan dihasilkan pengetahuan tentang besar gaya potong
spesifik, sudut potong, besar luas penampang tandan dan besar luas
penampang pelepah kelepa sawit.
3. Bagi industri dapat digunakan sebagai acuan atau pedoman dalam
pembuatan mata pisau pemanen sawit dengan sudut dan kemiringan mata
pisau yang efektif.
1.5Batasan Masalah
Masalah yang akan dibahas pada Penelitian skripsi ini akan dibatasi, yaitu:
1. Mengukur besar gaya pemotongan tandan dan pelepah kelapa sawit di
Kabupaten Mandailing Natal Dan di Universitas Sumatera Utara.
2. Menganalisa distribusi tegangan yang terjadi pada mata pisau pemanen
sawit dengan menggunakan perangkat lunak Ansys Workbench V 14.5
3. Menghitung gaya eksperimental dan simulasi gaya potong tandan dan
pelepah kelapa sawit.
4. Bahan sampel pohon sawit yang diambil berjumlah 25 batang.
5. Alat yang digunakan untuk pengukuran adalah alat ukur DLE hanging
1.6Sistematika Penulisan
Laporan tugas akhir ini disusun dengan sistematika sebagai berikut:
BAB I PENDAHULUAN
Bab ini menjelaskan pendahuluan tentang jurnal-jurnal studi kasus yang
sudah dilakukan oleh peneliti sebelumnya dan pemecahan masalah yang
berisi antara lain : Latar belakang, rumusan masalah batasan masalah,
tujuan penelitian, manfaat penelitian , dan sistematika penulisan.
BAB II TINJAUAN PUSTAKA
Tinjauan pustaka yang berisi tentang kelapa sawit, pisau egrek dan cara
pembuatanya, klasifikasi kelapa sawit, teori dasar tentang baja dan
pengaruh unsur paduannya, dan materi yang berhubungan dengan judul
tugas akhir.
BAB III METODOLOGI PENELITIAN
Metodologi penelitian yang dilakukan mencakup diagram alir penelitian,
studi literatur, data pengukuran gaya potong tandan dan pelepah kelapa
sawit, cara menggambar pisau pemotong tandan dan pelepah kelapa sawit
dan cara simulasi menggunakan software ansys worbench 14.5, dan
pembuatan alat penarik kelapa sawit.
BAB IV PEMBAHASAN DAN HASIL PENELITIAN Pembahasan meliputi hasil perhitungan, dan analisa hasil simulasi.
BAB V KESIMPULAN DAN SARAN
Bab ini berisi kesimpulan dari analisa yang dilakukan terhadap
permasalahan dan saran mengenai penyempurnaan hasil penelitian.
BAB II
TINJAUAN PUSTAKA
2.1Kelapa Sawit
Tanaman kelapa sawit (Elaeis guineensis Jacq.) merupakan tumbuhan
tropis golongan palma yang termasuk tanaman tahunan. Tanaman ini adalah
tanaman berkeping satu yang masuk dalam genus Elais, family Palmae, kelas
divisio Monocotyledonae, subdivisio Angiospermae dengan divisio
Spermatophyta. Nama Elaeis berasal dari kata Elaion yang berarti minyak dalam
bahasa Yunani, guineensis berasal dari kata Guinea yang berarti Afrika. Jacq
berasal dari nama botanis Amerika yang menemukannya, yaitu Jacquine.
Tanaman ini tumbuh pada iklim tropis dengan curah hujan 2000 mm/tahun dan
suhu 22-32°C (Basiron 2005). Kelapa sawit berasal dari Afrika Barat dan di
Indonesia tanaman ini pertama kali ditanam di Kebun Raya Bogor oleh orang
Belanda pada tahun 1848 (Sambanthamurthi et al. 2000). Berikut gambar pohon
kelapa sawit:
2.2Kandungan Kimia Kelapa Sawit
Minyak kelapa diekstraksi dari mesocarp buah dari Elaeis guineensis
sawit. Ada beberapa jenis tanaman ini tetapi Tenera, yang merupakan hibrid dari
Dura dan Pisifera, hadir melimpah melalui luar Semenanjung keseluruhan
mesocarp ini terdiri dari sekitar 70 - 80% dari berat buah dan sekitar 45 -50% dari
mesocarp ini adalah minyak. Sisanya buah terdiri dari shell, kernel, kelembaban
dan lemak diekstraksi fiber, non minyak lainnya dikenal sebagai crude palm oil
(CPO). Minyak kelapa sawit seperti semua lemak dan minyak terdiri dari:
1. Tryglyceride
Ini adalah senyawa kimia dari satu molekul gliserol terikat dengan tiga
molekul asam Lemak.
CH2-OH + R1-COOHC H2 – COOR1
CH -OH + R2-COOH CH – COOR2 + 3H 2O
CH 2 - OH + R3-COOH CH 2 – COOR3
2. Mono dan di-glycerides dan FFA
Dengan adanya panas dan air trigliserida putus dengan proses yang dikenal
sebagai hidrolisis membentuk asam lemak bebas sehingga menghasilkan mono
dan di-glycerides dan FFA yang sangat penting bagi penyuling. Hidrolisis dapat
direpresentasikan sebagai berikut:
CH2 – COOR1 + CH2 - OH
CH – COOR2 + H 2 O CH - COOR2 + R1COOH
CH2 – COOR3 + CH2- COOR3
Mono dan digliserida account selama sekitar 3 sampai 6% dari berat
mono dan digliserida dikatakan sangat penting dalam proses fraksinasi karena
mereka bertindak sebagai agen pengemulsi menghambat pembentukan kristal dan
membuat filtrasi sulit.
3. Moisture dan Dirt
Ini adalah hasil penggilingan praktek. penggilingan yang baik akan
mengurangi kelembaban dan kotoran dalam minyak sawit tetapi biasanya berada
dalam kisaran 0,25%.
4. Minor Komponen
Ini diklasifikasikan ke dalam satu kategori karena mereka lemak di alam
tetapi tidak benar-benar minyak. Mereka disebut sebagai unsaponifiable masalah
dan mereka adalah sebagai berikut:
a. Carotineoids
b. Tocopherol
c. Sterol
d. Polar Lipid
e. Kotoran
Komposisi kimia lain yang terdapat dalam tandan kelapa sawit yaitu di
tandan kosong kelapa sawit (TKKS). Tandan kosong kelapa sawit banyak
dijumpai disekitar pabrik minyak kelapa sawit, merupakan limbah
berlignoselulosa yang belum dimanfaatkan secara efektif. Menurut Darwis et al.
(1988), pemanfaatan limbah padat (selain bungkil inti sawit) belum optimal.
dibuang di jalan-jalan di daerah perkebunan kelapa sawit untuk mengeraskan
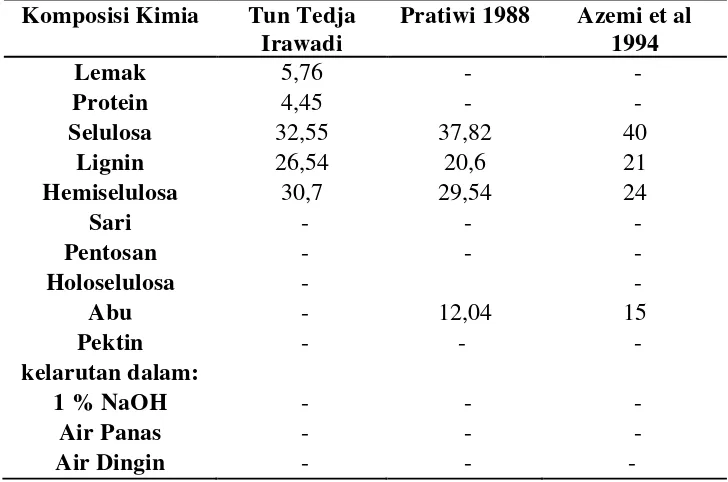
jalan. Berikut tabel komposisi kimia yang terdapat di tandan kosong kelapa sawit:
Tabel 2.1 Komponen kimia tandan kosong kelapa sawit (persen berat kering)
Komposisi Kimia Tun Tedja Irawadi
Hasil samping berupa limbah tandan kosong kelapa sawit yang belum
dikembangkan penggunaannya perlu mendapat perhatian penuh sehingga usaha
perkebunan kelapa sawit lebih maju. Tandan kosong mengandung 30-35% K2O
dan 3-5% MgO, oleh karena itu pemanfaatannya dapat dibakar menjadi abu yang
cukup berguna sebagai pupuk dan untuk menetralkan pH hasil samping cair
pabrik pengolahan minyak sawit, akan tetapi mendapat masalah dalam aplikasinya
yaitu dapat mengganggu lingkungan dan kesehatan para pekerja. Limbah padat
industri kelapa sawit merupakan limbah lignoselulosa yang sulit dikonversi
gula sederhana (glukosa). Ikatan lignin pada selulosa yang sangat erat dan rumit
memerlukan perlakuan tersendiri sebelum proses pengolahan (Said, 1994).
Sedangkan komposisi kimia pelepah kelapa sawit dapat dilihat pada tabel
berikut:
Tabel 2.2 Komposisi kimia Pelepah Kelapa Sawit
Nomor Komponen Kimia Kandungan(%)
1 Selulosa 54,2
2 Lignin 21,3
3 Hemiselulosa 20,2
4 Zat Ektraktif 2,1
5 Silica 2,2
Sumber: Herryawan Irfanto, Padil, Yelmida A.
Berdasarkan analisa komponen kimia TKKS, terlihat bahwa kandungan lignin,
sari (ekstrak alkohol-benzena), abu dan selulosa TKKS cukup tinggi. Demikian
juga persentase kelarutan TKKS dalam 1% NaOH, air dingin dan air panas cukup
tinggi. Kelarutan tersebut menunjukkan banyaknya komponen terlarut yang
meliputi senyawa anorganik dan organik, antara lain karbohidrat yang mempunyai
berat molekul rendah, tanin, kinon, zat warna dan sebagian lignin (SNI, 1990).
Kadar lignin dengan persentase 22,12% di dalam TKKS menjadikannya alternatif
sumber lignin alami non kayu yang memiliki potensi besar. Selulosa merupakan
bagian selulosa yang mempunyai berat molekul tinggi yang merupakan bagian
yang tinggal setelah bagian selulosa lainnya larut pada perlakuan dengan NaOH
8,3% dan pelarutan setelah terjadi pengembangan dengan NaOH 17,5% serta
2.3Cara Pemotongan Tandan dan Pelepah
Panen adalah pemotongan tandan buah dari pohon sampai dengan
pengangkutan ke pabrik yang meliputi kegiatan pemotongan tandan buah matang,
pengutipan brondolan, pemotongan pelepah, pengangkutan hasil ke TPH, dan
pengangkutan hasil ke pabrik (PKS). Panen merupakan salah satu kegiatan
penting dalam pengelolaan tanaman kelapa sawit. Selain bahan tanam (bibit) dan
pemeliharaan tanaman, panen juga merupakan faktor penting dalam pencapain
produktivitas.
Berdasarkan tinggi tanaman ada 2 cara panen yg umum di lakukan oleh
perkebunan kelapa sawit. Untuk tanaman yg berumur kurang dari 7 tahun cara
panen menggunakan alat dodos yg lebar 10-72,5 cm dengan gagang pipa
besi/tongkat kayu. Sedangkan tanaman yg berumur 7 thn/ lbh pemanenen
menggunakan egrek yg disambung dengan pipa aluminium/batang bambu dengan
diameter kurang lebih 5-8 cm. Adapun tujuan dari pemanenan atau pemotongan
tandan buah dan pelepah kelapa sawit adalah sebagai berikut:
− Memanen semua buah pada tingkat kematangan yang optimum, yaitu pada
saat tandan buah segar (TBS) mengandung minyak dan kernel tertinggi.
− Memanen hanya buah yang matang dan mengutip brondolan.
− Mengirim TBS ke pabrik dalam waktu 24 jam setelah panen. Hal ini
dimaksudkan untuk mengurangi kandungan asam lemak bebas di dalam
minyak sawit mentah.
Untuk mendapatkan hasil panen buah kelapa sawit harus mengikuti aturan
jadwal pemanenan. Berikut aturan normal pengambilan buah menurut peraturan
− Pada saat kelapa sawit berumur 3 tahun : 0.6 ton/hk.
− Pada saat kelapa sawit berumur 4 tahun : 0.8 ton/hk.
− Pada saat kelapa sawit berumur 5 tahun : 1.2 ton/hk.
− Pada saat kelapa sawit berumur diatas 5 tahun : 1.5 ton/hk.
Standar panen yg digunakan antara satu perusahaan dan perusahaan lain
kemungknan berbeda salah satunya sebagai berikut:
− Tandan buah matang harus mempuyai sedikitnya 1 brondolan di piringan
sebagai tanda buah tersebut siap di panen
− Pelepah yang di tunas di potong dan di susun rapi pd gawangan
− Rotasi panen di pertahankan pada interval 7-10 hari
− TBS di brondolan di susun rapi di tph (tempat pemungutan hasil) untk
pengangkutan ke pabrik
− Tangkai buah di potong dan seluruh kotoran tandan (tbs) di bersihkan
sebelum pengangkutan
− Tingkat ekstraksi minyak >22% dan kandungan ABL <2%
2.4 Pisau Egrek/Pisau Pemanen Sawit
Bahan baku alat pemanen sawit dalam hal ini pisau egrek biasanya
menggunakan baja karbon sedang dari pegas daun mobil yang dalam bentuk
potongan plastrip sesuai dengan ukuran egrek dan tipe yang ada. Proses produksi
egrek ini menggunakan pembakaran arang kayu atau dipanaskan didalam furnace
guna untuk mempermudah proses tempa (hammer). Proses pembakaran
Sumbe
Gambar 2.2 Pisau Egrek/Pisau Pemanen Sawit
Dalam proses produksi egrek, beberapa tahapan yang harus dilalui antara
lain:
1. Proses hammer
Baja karbon sedang yang sudah dalam bentuk potongan platstrip dibakar
dalam tungku pembakaran selama menit tujuannya agar baja karbon sedang
tersebut mudah untuk dibengkokkan karena pada awal tahap ini dilakukan proses
tarik ekor yaitu pada ujung potongan baja karbon. Proses tarik ekor ini dilakukan
dengan menggunakan mesin tempa. Setelah proses tarik ekor, potongan baja
karbon dipanaskan kembali. Akibat pemanasan ini, ukuran baja karbon semakin
memanjang karena mengalami proses pemuaian. Selanjutnya dilakukan proses
buka bagian depan dengan menggunakan mesin tempa. Agar ukuran/dimensi
platstrip tersebut rata, maka dibawa ke tempat pemotongan dan dipotong dengan
menggunakan mesin potong. Kemudian dipanaskan kembali di tungku
mesin rolling sesuai dengan bentuk egrek yang sudah standard dan dipukul rata
dengan menggunakan mesin tempa. Seperti gambar dibawah ini.
Sumber : Foto Mesin Tempa Di Balai Riset Dan Standarisasi Industri Medan Gambar 2.3 Mesin Tempa (hammer)
2. Proses Polishing
Hasil akhir dari proses mesin tempa sudah dalam bentuk egrek tetapi
masih memerlukan pemolesan kembali agar sesuai dengan ukuran standard
perusahaan. Tahap pertama proses ini adalah penggambaran pola. Dalam
penggambaran pola ini, digunakan egrek yang sudah terstandard sebagai acuan
dalam pembuatan. Dengan menggambar pola ini, maka operator dapat dengan
mudah memformat dengan menggunakan mesin format dan mempertajam bagian
tepinya. Setelah selesai diformat, egrek dibawa ke proses flating. Proses flating ini
merupakan proses pemukulan dengan menggunakan palu, tujuannya agar egrek
3. Gerinda kasar
Setelah selesai dari proses format, egrek dibawa ke stasiun gerinda kasar.
Pada tahap ini dilakukan kegiatan tekuk ekor dengan menggunakan mesin gerinda
sehingga bagian ujungnya runcing dan bagian tepinya juga makin dipertajam.
Proses ini merupakan proses paling lama karena membutuhkan waktu sekitar
tujuh menit untuk menyelesaikannya. Setelah kegiatan gerinda selesai, maka
kembali dibawa ke tempat flating untuk dipukul dengan palu. Akhir proses selalu
dilakukan proses pemukulan yang tujuannya agar egrek tidak baling karena
biasanya setelah mengalami proses permukaan egrek tersebut tidak rata.
Sumber : Foto Di Pandai Besi Pancur Medan Gambar 2.4 Mesin Gerinda Kasar
4. Penyepuhan
Setelah mengalami proses gerinda kasar, egrek tersebut di sepuh dengan
memanaskan pada tungku pembakaran. Oleh karena itu sebelum disepuh, arang
dibakar selama 5 menit pada tungku pemanasan sehingga suhu mencapai diatas
850˚C. Tujuan dari proses ini adalah untuk mengeluarkan kandungan karbon
kepermukaan bahan sehingga egrek tersebut makin keras. Pada tahap penyepuhan
ini terjadi dua proses yaitu proses pengerasan (hardening) dan proses tempering.
apabila pada tahap pemanasan suhu sudah terlalu tinggi maka egrek dapat patah
maka dilanjutkan dengan tahap tempering agar panas pada egrek dapat
disesuaikan. Sesudah disepuh, tahap selanjutnya egrek masih mengalami proses
flating untuk meratakan permukaan egrek (agar tidak baling).
Sumber : Foto Di Pandai Besi Pancur Medan Gambar 2.5 Poses Penyepuhan
5. Gerinda halus
Egrek yang sudah disepuh dibawa ke mesin gerinda halus untuk digerinda.
Tujuan dari tahap ini adalah untuk memutihkan permukaan egrek sehingga
tampak mengkilap dan tampak lebih tajam.
6. Finishing
Tahap finishing merupakan tahap pengecatan dengan menggunakan tiner.
Egrek direndam sebentar dalam wadah yang berisi tiner kemudian ditiriskan pada
lemari oven dengan temperatur 600˚C. Dalam lemari oven ini, bertujuan untuk
mengeringkan cat clear dan dibutuhkan waktu sekitar 30 menit agar cat clear
tersebut dapat benar-benar kering. Setelah itu, egrek yang sudah selesai dibawa ke
gudang produk jadi dengan menggunakan beko.
Desain dan dimensi pisau dan set up yang ditunjukkan Pisau terbuat dari
baja karbon tinggi dan ditimbang sekitar 0.6 kg dengan ketebalan 3 mm.
memiliki kelengkungan Radius 17cm sehingga dapat memahami dan memotong
pelepah efektif. Sudut tepi (a) dirancang di lo ", dan sudut miring yang dijaga
konstan sebesar 24,2 "di semua posisi. Dua bilah yang bergabung dengan poros
(Abdul Razak Zelani 1998).
Pisau didukung oleh dua hubungan untuk mencegah gerakan lateral.
Sebagai gaya pemotongan dilakukan oleh dua sisi dari dua bilah, kekuatan
menarik dirasakan oleh load cell adalah gaya resultan dibutuhkan oleh kedua
pisau untuk mencapai pemotongan. Gaya pemotongan yang dibutuhkan adalah
sama dengan kekuatan perlawanan yang diberikan oleh materi. Dengan asumsi
gaya gesekan pada poros Z diabaikan dibandingkan dengan gaya menarik (0,
persamaan berikut merupakan maksimum memotong gaya yang dibutuhkan pada
pemotongan titik.
− Fc = cutting gaya (kg)
− f = gaya dirasakan oleh sel beban (kg)
− k = jarak tegak lurus dari poros ke garis Fc (menetapkan 23cm)
− x = jarak horizontal dari titik tumpu untuk keterkaitan (cm)
− Z = poros di mana dua pisau melesat
Tabel 2.3 Nama – Nama Alat untuk Pemotong Pemanen Kelapa Sawit
No Nama alat Pengunaan Spesifikasi
1 Dodos kecil Potong buah tanaman umur 3-4 tahun
Lebar mata 8 cm, lebar tengah 7 cm, tebal tengah 0,5 cm, tebal pangkal 0,7 cm, diameter gagang 4,5 cm, dan
Tabel Lanjutan:
2 Dodos besar
Potong buah tanaman umur 5-8
tahun
Lebar mata 12-14 cm, lebar tengah 12 cm, tebal tengah 0,5 cm, tebal pangkal 0,7 cm, diameter gagang 4,5
cm, dan panjang total 20 cm
Panjang pangkal 20 cm, panjang pisau 45 cm, sudut lengkung dihitung pada sumbu 135˚C dan
berat 0,5 kg
Diameter keranjang 60-70 cm, tinggi 40 cm, dan panjang tali keranjang
40-60 cm
8 Tali nilon Pengikat pisau egrek
0,5 mm dipilin 3; 1 kg mempunyai panjang 43 m, dan dapat dipakai 5
egrek
9 Batu asah Pengasah dodos dan
pisau egrek -
10 Bambu egrek Gagang pisau egrek
Panjang 10-11 m, tebal 1-1,5 cm, berat 2,5-3 kg/m. Diameter ujung 4-5
cm dan diameter pangkal 6-7 cm
11 Allumunium
Tabel 2.4 Syarat Mutu Egrek – SNI
No Jenis uji Satuan Persyaratan
1 Tampak luar - Tidak cacat
2 Sisi potong - Tajam
3 Bahan baku - Baja karbon sedang
atau setara
4 Kekerasan sisi potong dilakukan
perlakuan panas HRC 45,3
Sumber: Badan Standardisasi Nasional
2.5 Baja
Baja adalah besi karbon campuran logam yang dapat berisi konsentrasi
dari element campuran lainnya, ada ribuan campuran logam lainnya yang
mempunyai perlakuan bahan dan komposisi berbeda. Sifat mekanis sensitif
kepada isi dari pada karbon, yang mana secara normal kurang dari 1,0%C.
Sebagian dari baja umum digolongkan menurut konsentrasi karbon, yakni ke
dalam rendah, medium dan jenis karbon tinggi.
Baja merupakan bahan dasar vital untuk industri. Semua segmen
kehidupan, mulai dari peralatan dapur, transportasi, generator pembangkit listrik,
sampai kerangka gedung dan jembatan menggunakan baja. Besi baja menduduki
peringkat pertama di antara barang tambang logam dan produknya melingkupi
hampir 90 % dari barang berbahan logam.
Baja merupakan paduan besi (Fe) dengan karbon (C), dimana kandungan
karbon tidak lebih dari 2%.
Baja banyak digunakan karena baja mempunyai sifat mekanis lebih baik
dari pada besi, sifat baja antara lain :
• Mudah ditempa
• Mudah diproses
• Sifatnya dapat diubah dengan mengubah karbon
• Sifatnya dapat diubah dengan perlakuan panas
• Kadar karbon lebih rendah dibanding besi
• Banyak di pakai untuk berbagai bahan peralatan.
Walaupun baja lebih sering digunakan, namun baja mempunyai kelemahan
yaitu ketahanan terhadap korosinya rendah.
Berdasarkan komposisi dalam prakteknya baja terdiri dari beberapa
macam yaitu: Baja Karbon ( Carbon Steel ), dan Baja Paduan ( Alloyed Steel ).
2.5.1 Baja Karbon
Baja karbon terdiri dari besi dan karbon. Karbon merupakan unsur
pengeras besi yang efektif dan murah dan oleh karena itu umumnya sebagian
besar baja hanya mengandung karbon dengan sedikit unsur paduan lainnya
(Smallman, 1991).
Baja karbon ini digolongkan menjadi 3 bagian yaitu:
1. Baja karbon rendah (<0,30 % C)
2. Baja karbon menengah (0,3%-0,7% C)
3. Baja karbon tinggi (0,70% -1,40% C)
1. Baja Karbon Rendah
a. Baja karbon rendah mengandung 0,04% C digunakan untuk plat strip
b. Baja karbon rendah mengandung 0,05% C digunakan untuk keperluan
badan kendaraan.
c. Baja karbon rendah mengandung 0,15% - 0,25% C digunakan untuk
kontruksi dan jembatan.
2. Baja Karbon Menengah
a. Baja karbon menengah mengandung 0,03 – 0,6% C. Baja karbon
menengah dibagi menjadi 4 bagian menurut kegunaanya yaitu:
b. Baja karbon 0, 35- 0,45% C digunakan menjadi roda gigi dan poros.
c. Baja karbon 0,4% C digunakan untuk keperluan industri kendaraan,
mur, poros, engkol dan batang torak.
d. Baja karbon 0,5 – 0,6 % C digunakan untuk roda gigi.
e. Baja karbon 0,55 – 0,6 % C digunakan untuk pegas.
Baja karbon menengah memilliki ciri- ciri:
a. Memiliki sifat mekanik yang lebih baik dari pada baja karbon rendah.
b. Lebih kuat dan keras dari pada baja karbon rendah dan tidak mudah
dibentuk oleh mesin.
c. Dapat dikeraskan dengan mudah (quenching).
3. Baja Karbon Tinggi
Baja karbon tinggi mengandung karbon antara 0,6 – 1,7% C badasarakan
kegunaan dibagi menjadi:
a. Baja karbon 0,6 – 0,7% C digunakan untuk pembuatan pegas,
perkakas (landasan mesin, martil) dan alat-alat potong.
b. Baja karbon 0,75 – 1,7% C diguanakan untuk pembuatan pisau cukur,
Baja karbon tinggi memiliki ciri-ciri sebagai berikut:
a. Sangat kuat dan keras serta tahan gesekan.
b. Sulit dibentuk oleh mesin.
c. Mengandung unsur sulfur dan fosofor mengakibatkan kurangnya sifat
liat.
d. Dapat dilakukan proses heat treatment yang baik.
Pengklasifikasian baja karbon menurut standar American International
and Steel Iron (AISI) dan Society for Automotive Engines (SAE) diberi kode
dengan empat angka. Dua angka pertama adalah 10 yang menujukan nominal
1/100 % sebagai contoh AISI-SAE 1045 menunjukan kadar karbon 0,45 %.
2.5.2 Baja Paduan
Baja paduan diklasifikasikan menurut kadar paduannya dibagi menjadi:
1. Baja paduan rendah (low-aloy steel ), jika elemen paduan ≤ 2,5 %
misalnya unsur Cr, Mn, S, Si, P dan lain-lain.
2. Baja paduan menengah (medium-aloy steel ), jika elemen paduannya
2,5-10 % misalnya unsur Cr, Mn, Ni, S, Si, P dan lain-lain.
3. Baja paduan tinggi (high- alloy steel) jika elemen paduannya > 10 %
misalnya unsur Cr, Mn, Ni, S, Si, P dan lain-lain.
Baja paduan dihasilkan dengan biaya lebih mahal dari baja karbon
lainnya, karena bertambahnya biaya untuk penambahan pengerasan khusus yang
dilakukan dalam industri atau pabrik. Baja padauan dapat didefenisikan sebagai
kromium, molibden, vanadium, mangan dan wolfram yang berguna untuk
memperoleh sifat-sifat baja yang dikehendaki (Amanto, 1999).
2.5.3 Sifat-Sifat Baja
Untuk dapat menggunakan bahan teknik dengan tepat, maka bahan
tersebut harus dapat dikenali dengan baik sifat-sifatnya yang mungkin akan dipilih
untuk digunakan. Sifat-sifat tersebut tentunya sangat banyak macamnya, untuk itu
secara umum sifat-sifat bahan tersebut dapat diklasifikasikan sebagai berikut :
1. Sifat Kimia
Dengan sifat kimia diartikan sebagai sifat bahan yang mencakup antara
lain kelarutan bahan terhadap larutan kimia, basa atau garam dan
pengoksidasiannya terhadap bahan tersebut. Salah satu contoh dari sifat kimia
yaitu : korosi.
2. Sifat Teknologi
Sifat teknologi adalah sifat suatu bahan yang timbul dalam proses
pengolahannya. Sifat ini harus diketahui terlebih dahulu sebelum mengolah atau
mengerjakan bahan tersebut.
Sifat-sifat teknologi antara lain : sifat mampu las (weldability), sifat mampu
dikerjakan dengan mesin (machineability), sifat mampu cor (castability), dan sifat
mampu dikeraskan (hardenability)
3. Sifat Mekanik
Sifat mekanik suatu bahan adalah kemampuan bahan untuk menahan
beban-beban yang dikenakan padanya. Beban-beban tersebut dapat berupa beban
Sifat-sifat mekanik antara lain :
a) Kekuatan (strength)
Menyatakan kemampuan bahan untuk menerima tegangan tanpa
menyebabkan bahan tersebut menjadi patah. Kekuatan ini ada beberapa macam,
dan ini tergantung pada beban yang bekerja antara lain dapat dilihat dari kekuatan
tarik, kekuatan geser, kekuatan tekan, kekuatan puntir, dan kekuatan bengkok.
b) Kekerasan (hardness)
Dapat didefenisikan sebagai kemampuan bahan untuk bertahan terhadap
goresen, pengikisan (abrasi), penetrasi. Sifat ini berkaitan erat dengan sifat
keausan (wear resistance). Dimana kekerasan ini juga mempunyai korelasi
dengan kekuatan.
c) Kekenyalan (elasticity)
Menyatakan kemampuan bahan untuk menerima tegangan tanpa
mengakibatkan terjadinya perubahan bentuk yang permanen setelah tegangan
dihilangkan. Bila suatu bahan mengalami tegangan maka akan terjadi perubahan
bentuk. Bila tegangan yang bekerja besarnya tidak melewati suatu batas tertentu
maka perubahan bentuk yang terjadi bersifat sementara, perubahan bentuk ini
akan hilang bersamaan dengan hilangnya tegangan, akan tetapi bila tegangan yang
bekerja telah melampaui batas, maka sebagian bentuk itu tetap ada walaupun
tegangan telah dihilangkan. Kekenyalan juga menyatakan seberapa banyak
perubahan bentuk yang permanen mulai terjadi, dengan kata lain kekenyalan
menyatakan kemampuan bahan untuk kembali ke bentuk dan ukuran semula
d) Kekakuan (stiffness)
Menyatakan kemampuan bahan untuk menerima tegangan/beban tanpa
mengakibatkan terjadinya perubahan bentuk (deformasi) atau defleksi. Dalam
beberapa hal kekakuan ini lebih penting daripada kekuatan.
e) Plastisitas (plasticity)
Menyatakan kemampuan bahan untuk mengalami sejumlah deformasi
plastis yang permanen tanpa mengakibatkan terjadinya kerusakan. Sifat ini sangat
diperlukan bagi bahan yang akan diproses dengan berbagai proses pembentukan
seperti, forging, rolling, extruding dan sebagainya. Sifat ini sering juga disebut
sebagai keuletan/kekenyalan (ductility). Bahan yang mampu mengalami
deformasi plastis yang cukup tinggi dikatakan sebagai bahan yang mempunyai
keuletan / kekenyalan tinggi, dimana bahan tersebut dikatakan ulet / kenyal
(ductile). Sedang bahan yang tidak menunjukan terjadinya deformasi plastis
dikatakan sebagai bahan yang mempunyai keuletan rendah atau dikatakan getas /
rapuh (brittle).
f) Ketangguhan (toughness)
Menyatakan kemampuan bahan untuk menyerap sejumlah energi tanpa
mengakibatkan terjadinya kerusakan. Juga dapat dikatakan sebagai ukuran
banyaknya energi yang diperlukan untuk mematahkan suatu benda kerja, pada
suatu kondisi tertentu.
g) Kelelahan (fatigue)
Merupakan kecenderungan dari logam untuk patah apabila menerima
kekuatan elastisitasnya. Sebagian besar dari kerusakan yang terjadi pada
komponen mesin disebabkan oleh kelelahan. Karenanya kelelahan merupakan
sifat yang sangat penting tetapi sifat ini juga sulit diukur karena sangat banyak
faktor yang mempengaruhinya.
h) Keretakan (creep)
Merupakan kecenderungan suatu logam mengalami deformasi plastik yang
besarnya merupakan fungsi waktu, pada saat bahan tersebut menerima beban yang
besarnya relatif tetap.
2.5.4 Diagram Fasa Fe-C
Diagram keseimbangan besi karbon seperti pada gambar 2.1 adalah
diagram yang menampilkan hubungan antara temperature dimana terjadi
perubahan fasa selama proses pendinginan dan pemanasan yang lambat dengan
kadar karbon. Diagram ini merupakan dasar pemahaman untuk semua
operasi-operasi perlakuan panas. Dimana fungsi diagram fasa adalah memudahkan
memilih temperatur pemanasan yang sesuai untuk setiap proses perlakuan panas
baik proses anil, normalizing maupun proses pengerasan.
Baja dibagi dua bagian yaitu baja yang mengandung kurang dari 0,83%
disebut hypoetectoid dan baja yang mengandung lebih dari 0,83% sampai dengan
2% karbon disebut dengan hyperetectoid.
Pemanasan pada suhu 723 0C dengan komposisi 0,8 % C disebut dengan titik eutectoid. Apabila dilakukan pemanasan sebelum mencapai titik eutectoid,
pada titik hypoeutectoid terbentuk fasa pearlit dan ferrit.Sedangkan dibawah
hypereutectoid mempunyai fasa pearlit dan sementit. Pada pemanasan melewati
garis eutectoid, terjadi perubahan fasa pearlit menjadi austenite. Ketika paduan A
(A1) mencapai suhu 7230C (suhu eutektoid) sisa austenit sekitar 0,8% C
(meskipun sebenarnya jumlah komposisinya 0,4%). Oleh karena itu, pada titik
eutectoidreaksi yang terjadi adalah perubahan sisi austenite menjadi pearlite (α +
Fe3C). ketika paduan A (A3) mencapai suhu 9100C, ferit bcc mulai berubah
bentuk menjadi austenite. Ini merupakan reaksi solid dan dipengaruhi oleh difusi
karbon pada austenite. Ferrit yang berisi karbon terbentuk dengan sangat lambat.
Keadaaan paduan A (Acm) transformasi Fe3C menjadi austenite secara
keseluruhan pada suhu ini, seperti prediksi pada diagram. Seluruh system
austenite fcc dengan kadar karbon 0.95 %.
Dari gambar (2.1), andaikan suatu bahan dipanaskan sampai sekitar suhu
menjadi fasa alpha, dan bila dilanjutan pendinginan di bawah sedikit batas kritis,
ferrit akan bergabung didalam pearlit dan austenite akan bertransformasi menjadi
karbida (sementit). Andaikan didinginkan cepat, fasa akan bertransformasi
menjadi sementit dan pearlit. Dalam hal ini, pengaruh waktu tahan sangat
menetukan pada pembetukan perubahan butir. Adapun macam –macam struktur
yang ada pada besi karbon adalah sebagai berikut:
1. Ferrit
Ferrit adalah fasa larutan padat yang memiliki struktur BCC (body
centered cubic). Ferrit terbentuk akibat proses pendinginan yang lambat dari
austenit baja hypotektoid pada saat mencapai A3. Ferrit bersifat sangat lunak,ulet
dan memiliki kekerasan sekitar 70 - 100 BHN dan memiliki konduktifitas yang
tinggi.
2. Austenit
Fasa Austenit memiliki struktur atom FCC (Face Centered Cubic).Dalam
keadaan setimbang fasaaustenit ditemukan pada temperatur tinggi.Fasa ini bersifat
non magnetik dan ulet (ductile) pada temperatur tinggi.Kelarutan atom karbon di
dalam larutan padat austenite lebih besar jika dibandingkan dengan kelarutan
atom karbon pada fasa ferrit dan memiliki kekerasan sekitar 200 BHN.
3. Sementit
Semenit adalah senyawa besi dengan karbon yang umum dikenal sebagai
karbida besi dengan kandungan karbon 6,67% yang bersifat keras sekitar 5-68
HRC.
Perlit adalah campuran sementit dan ferit yang memiliki kekerasan sekitar
10-30 HRC. Perlit yang terbentuk sedikit dibawah temperatur eutektoid memiliki
kekerasan yang lebih rendah dan memerlukan waktu inkubasi yang lebih banyak.
5. Bainit
Bainit merupakan fasa yang kurang stabil yang diperoleh dari austenit
pada temperatur yang lebih rendah dari temperature transformasi ke perlit dan
lebih tinggi dari transformasi ke martensit.
6. Martensit
Martensit merupakan larutan padat dari karbon yang lewat jenuh pada besi
alfa sehingga latis-latis sel satuannya terdistorsi.
2.6 Tegangan dan Regangan 2.6.1 Tegangan
1. Tegangan secara umum
Salah satu masalah fundamental dalam mechanical engineering adalah
menentukan pengaruh beban pada komponen mesin atau peralatan. Hal ini sangat
essensial dalam perancangan mesin karena tanpa diketahuinya intensitas gaya di
dalam elemen mesin, maka pemilihan dimensi, material, dan parameter lainnya
tidak dapat dilakukan. Intensitas gaya dalam pada suatu benda didefinisikan
sebagai tegangan (stress). Untuk menjaga prinsip kesetimbangan, tentu pada
penampang potongan imajiner tesebut terdapat gaya-gaya dalam yang bekerja.
Kalau penampang imaginer tersebut dibagi menjadi elemen-elemen yang sangat
kecil ΔA, maka pada masing masing ΔA tersebut akan bekerja gaya dalam sebesar
bentuk gaya-gaya. Untuk mengetahui intensitas gaya di dalam benda maka dapat
dilakukan dengan membuat potongan imaginer melalui titik O.
Gambar 2.7 Konsep Intensitas Gaya Dalam Sebuah Benda Yang Mendapat Beban
2. Pengaruh Beban Terhadap Kondisi Tegangan
Dalam analisis elemen mesin masing-masing jenis beban perlu dipelajari
pengaruhnya terhadap tegangan, regangan, maupun deformasi yang ditimbulkan.
Berdasarkan lokasi dan metoda aplikasi beban serta arah pembebanan, beban
dapat diklasifikasikan menjadi : beban normal, beban geser, beban lentur, beban
torsi, dan beban kombinasi. Pengaruh jenis-jenis pembebanan tersebut terhadap
tegangan, regangan maupun defleksi elemen mesin dapat ditentukan secara
analitik untuk komponen yang sederhana. Sedangkan untuk komponen yang
kompleks, dapat digunakan metoda numerik maupun metoda eksperimental.
Vektor tegangan T yang bekerja pada bidang potongan imajiner dapat
diuraikan sebagai berikut :
Gambar 2.8 Komponen Tegangan Pada Bidang X-Y
Komponen tegangan yang bekerja tegak lurus terhadap bidang disebut
tegangan normal, sedangkan komponen yang bekerja dalam arah bidang kerja
disebut tegangan geser.
4. Tegangan Utama
Untuk menentukan kekuatan suatu elemen mesin maka diketahui tegangan
maksimum yang terjadi pada elemen tersebut. Nilai atau besar suatu tegangan
Gambar 2.9 Tegangan Utama Tiga Dimensi
2.6.2 Regangan Elastis
Benda elastis yang mendapat beban-beban luar seperti ditunjukkan pada
gambar 2.8 akan mengalami deformasi. Nilai deformasi dibagi dengan dimensi
awal benda sebelum dibebani didefinisikan sebagai Regangan (strain). Parameter
regangan sangat penting dalam dunia teknik karena dapat diukur langsung dalam
eksperimen. Sedangkan tegangan adalah paremeter yang tidak dapat diukur secara
langsung dari eksperimen. Dengan menggunakan hubungan tegangan-regangan
selanjutnya akan dapat ditentukan tegangan yang terjadi pada komponen mesin.
Jika sebuah benda isotropik dan elastis linear seperti ditunjukkan pada gambar
2.10 diberikan beban tarik dalam arah sumbu x (uniaksial), maka benda tersebut
akan mengalami deformasi dalam arah x (memanjang) dan arah y, z (memendek).
Gambar 2.10 Ilustrasi Regangan beban Tarik Unaksial
Jika benda isotropik pada gambar 2.9 diberi beban geser murni dalam
pada bidang y dalam arah x, maka benda tersebut hanya akan mengalami
deformasi geser seperti ditunjukkan pada gambar 2.10. Dari deformasi geser
tersebut didefinisikan regangan geser atau shear strain.
Dengan cara yang sama, regangan γxz dan γyz dapat ditentukan dengan
memberikan beban geser murni dalam arah y dan z.