ANALISIS RISIKO KESELAMATAN KERJA DENGAN METODE HIRARC (HAZARD IDENTIFICATION, RISK ASSESSMENT AND RISK CONTROL)
PADA ALAT SUSPENSION PREHEATER BAGIAN PRODUKSI DI PLANT 6 DAN 11 FIELD CITEUREUP
PT INDOCEMENT TUNGGAL PRAKARSA, TAHUN 2013
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Sarjana Kesehatan Masyarakat
SKRIPSI
OLEH :
MUHAMMAD FIL SOCRATES 109101000012
PROGRAM STUDI KESEHATAN MASYARAKAT FAKULTAS KEDOKTERAN DAN ILMU KESEHATAN UNIVERSITAS ISLAM NEGRI SYARIF HIDAYATULLAH
iii
FAKULTAS KEDOKTERAN DAN ILMU KESEHATAN PROGRAM STUDIKESEHATAN MASYARAKAT KESEHATAN DAN KESELAMATAN KERJA Skripsi, September 2013
Muhammad Fil Socrates, NIM: 109101000012
Analisis Risiko Keselamatan Kerja Dengan Metode HIRARC (Hazard Identification, Risk Assessment and Risk Control) Pada Alat Suspension Preheater Bagian Produksi Di Plant 6 dan 11 Field Citeureup PT. Indocement Tunggal Prakarsa,Tahun 2013
xvii + 232 halaman, 24 tabel, 10 lampiran
ABSTRAK
HIRARC merupakan salah satu cara mengidentifikasi potensi bahaya yang terdapat pada setiap jenis pekerjaan. Langkah-langkahnya dimulai dengan cara mengidentifikasi bahaya, lalu menilai risikonya dan melakukan pengendalian. PT Indocement Tunggal Prakarsa Tbk terletak di jalan Mayor Oking Jaya Atmaja kecamatan Citeureup, Bogor Jawa Barat. Barang hasil produksi yang dihasilkan berupa semen dengan salah satu proses produksinya adalah dengan alat pemanasan awal atau suspension preheater (SP). Untuk itu peneliti tertarik untuk meneliti HIRARC yang dimiliki PT Indocement.
Penelitian ini merupakan penelitian kualitatif. Teknik yang digunakan dalam pengumpulan data yaitu observasi lapangan, telaah dokumen, dan wawancara mendalam. Analisis data dimulai dengan menghitung nilai risiko dengan bentuk skor.
Berdasarkan hasil penelitian, diketahui bahwa terdapat 19 jenis pekerjaan di SP yang memiliki sumber bahaya berbeda-beda dan dibandingkan dengan 11 jenis pekerjaan di Indocement. Dari segi keselamatan PT Indocement masih memiliki beberapa kekurangan khususnya keselamatan pada perlengkapan APD dan menganalisis HIRARC yang telah dibuat.
Saran dari penelitian ini adalah agar perusahaan mau meningkatkan keselamatan pada setiap pekerjaan di SP untuk mengurangi unsafe action dan unsafe condition. Untuk perlengkapan APD seharusnya dapat disesuaikan dengan jenis pekerjaan yang dilakukan karena masih terdapat ketidak sesuaian dalam memakai APD atau masih belum memakainya.
.
Daftar bacaan : 42 (1970-2012)
iv Thesis, September 2013
Muhammad Fil Socrates, NIM :109101000012
Safety Risk Analysis With HIRARC Methods (Hazard Identification, Risk Assessment And Risk Control)To The Suspension Preheater Tools Of Production Section In Plant 6 And 11 Case Study PT.Indocement Tunggal Prakarsa Tbk Field Citeureup, years 2013.
ABSTRACT
HIRARC is one way to identify potencial hazard that accompany any type of job. The step begin with hazard identification, risk assessement and risk control. PT.Indocement Tunggal Prakarsa Tbk is located at Mayor Oking Jaya Atmaja, Citeureup, Bogor west java. Manufactured goods produced in the form of cement with one of the production process is the beginning of the heating appliance or suspension preheater (SP). For that researchers interested in studying HIRARC owned PT.Indocement.
This study is a qualitative research. The technique used in the data collection field observation, document review, and in-depth interviews. Data analysis began by calculating the value of the risk score form.
Based of the result, it is known that there are 19 types of jobs in the SP which has a different source of danger and in comparison with the 11 types of jobs in Indocement. In terms of safety, PT Indocement still has some shortcomings particularly in safety equipment and analyze HIRARC PPE that has been made.
Suggestions from this study is that companies want to improve the safety of each job in SP to reduce unsafe action and unsafe condition. For PPE items should be tailored to the type of work done because there is still a discrepancy in the use of PPE or still do not wear it.
References : 42 (1970-2012)
vii
CURRICULUM VITAE
PERSONAL IDENTITY
Full Name : MUHAMMAD FIL SOCRATES
Place/Date of Birth : BOGOR/ NOVEMBER 1991
Sex : MALE
Religion : MOSLEM
Address : Puri Nirwana 1 Blok P No. 02 RT 03/16
Pabuaran, Cibinong-Bogor
Post Code : 16916
Citizenship : INDONESIAN
Height/ Weight : 170 cm/ 52 Kg
Phone Number : 087870774764
Email Address : [email protected]
viii
Name Of Institute Location
Majoring Result
In Out
2009 2013
ISLAMIC STATE UNIVERSITY SYARIF
HIDAYATULLAH JAKARTA
CIPUTAT PUBLIC
HEALH/ SHE
2006 2009 SMAN 1 CIBINONG CIBINONG - Graduated
2003 2006 SMPN 1 CIBINONG CIBINONG - Graduated
1997 2003 SDN CIRIUNG 2 CIBINONG - Graduated
ORGANIZATION EXPERIENCES
Year Organization/ Events
2013 Apprentice in PT Indocement Tunggal Prakarsa Tbk Citeureup, Bogor 2013 Apprentice in PT Pertamina Prabumulih, Sumatera Selatan 2012 Participant in occupational safety and health at PT. Pertamina Garut 2012 Participant in analysis of environmental impacts at Bantar Gebang, Bekasi 2012 Participant in HIV/AIDS prevention Training from UNESCO at Ciputat,
Banten
2011 Participant in occupational safety and health at PT. Pertamina Balongan, Cirebon
2010 English languange courses in Mahesa Institute Pare, Kediri
ix
SEMINAR PARTICIPATION
Year Organization/ Events
2013 Training of Working of Heigh Basic Awareness Indorope, Prabumulih 2012 Participant of Seminar K3 Tanggap Darurat Bencana Banjir
Participant of Seminar Profesi Gizi Bongkar Kebiasaan Lama Ganti Dengan Diet Yang Tepat
2012 Participant of Seminar profesi Gizi Sudah sehatkah kantin kita 2012 Participant of Seminar Profesi K3 Lalai Listrik Waspadalah Kebakaran
2011 Participant of Seminar Profesi K3 Angkutan Transportasi Nyaman Tanpa Berdesakan Sampai Tujuan Dengan Aman
2011 Participant of Seminar Profesi K3 Sudah Amankah Anda Berkendara
2011 Participant of Seminar Profesi Regulasi Keamanan Pangan Minuman Isotonik Di Indonesia
2011 Participant of Workshop Disaster Management
2011 Participant of Seminar Hari Bumi
Year Organization/ Events
2010 Participant of Seminar Peran Pesantren dalam Pembangunan Nasional
2010 Participant of Seminar Nasional Simposium Perspektif Islam Dalam membangun Karakter Bangsa Pada Era Milenium Kesehatan 2010 Participant of Seminar Esensi Shalat Dalam Perspektif keislaman
2010 Participant of SeminarNasional Bahaya kanker serviks dan Hubungannya dengan Seks Anda
2009 Participant of Seminar Pengembangan Profesi K3
2009 Participant of Seminar Umum “Hilangnya Ayat Dalam Undang-Undang Anti Rokok”
2009 Participant of Seminar Nasional Menuju Indonesia Bebas Kaki Gajah dan Sosialisasi Flu Burung
xi
Lembar Persembahan
Kulangkahkan Kakiku Menuju Impian
Namun Tidak Sendiri …
Karena Tangan Ini Selalu Dirangkul
Oleh Manusia-Manusia Luar Biasa
Yang Selalu Memberiku Dukungan, Doa, dan Harapan
Agar Kami Dapat Berhasil
Namun Tidak Sendiri …
Tapi Selalu Bersama
Skripsi Ini ku Persembahakn Untuk Kedua Orang Tua Tercinta,
Adikku Dan Sahabat Kembarku Yang Luar biasa, Serta
xii
Segala puji kehadirat Allah SWT, yang telah menciptakan dunia dan seisinya dengan beraneka ragam dan menjadikan perrbedaan sebagai rahmat-NYA, karena syukur tak pernah henti bagi penulis ucapkan ridhanya akhirnya Penelitian saya yang berjudul “ANALISIS RISIKO KESELAMATAN KERJA DENGAN METODE HIRARC (HAZARD IDENTIFICATION, RISK ASSESSMENT AND RISK CONTROL) PADA ALAT SUSPENSION PREHEATER BAGIAN PRODUKSI DI PLANT 6 DAN 11 FIELD CITEUREUP PT INDOCEMENT TUNGGAL PRAKARSA, TAHUN 2013” telah penulis selesaikan. Shalawat serta salam selalu tak lupa penulis
sampaikan kepada Rasullallah Muhammad SAW yang membawa perubahan jaman yang gelap gulita menjadi jaman yang terang benderang.
Dalam proses penyusunan skripsi ini penulis mendapatkan banyak bantuan, bimbingan, petunjuk dan motivasi dari banyak orang-orang terdekat karena tanpa bantuannya penulis belum tentu bisa menyelesaikannya.
Dengan kerendahan hati penulis memberikan rasa hormat dan ucapan terimakasih yang sebanyak-banyaknya kepada :
1. Kedua Orang tua tercinta, Ibuku yang selalu memberikan dukungan berupa doa dan nasihatnya sehingga saya dapat termotivasi untuk terus mengerjakan penelitian ini hingga selesai. Kemudian ayah yang banyak memberikan masukan dan dukungan terlebih beliau memahami isi penelitian yang saya kerjakan.
2. Adikku Tercinta “Layalia Qodri” yang selalu memberikan semangat agar saya dapat menyelesaikan penelitian ini dengan semaksimal mungkin.
3. Saudara sanak family ku yang selalu memberikan support dan dukungan agar aku selalu semangat mengerjakan penelitian ini.
xiii
5. Ibu Febriyanti, M.Si. selaku ketua Program Studi Kesehatan Masyarakat Fakultas Kedokteran dan Ilmu Kesehatan Universitas Islam Negri Syarif Hidayatullah Jakarta.
6. Bapak Muhammad Farid Hamzen, M.Si. selaku pembimbing Fakultas yang selalu memberikan masukan positif dan membimbing saya hingga skripsi saya dapat berjalan dengan baik dan hasil yang memuaskan.
7. Ibu Dewi Utami Iriani M.Kes Phd selaku pembimbing Fakultas yang memberikan nasihatnya dengan sangat baik.
8. Ibu Fase Badriyah, Ph.D selaku dosen penguji yang memberikan motivasi dengan baik agar saya dapat menyelesaikan skripsi ini dengan lebih baik.
9. Bapak dr.Yuli Prapanca Satar, MARS selaku dosen penguji yang banyak sekali memberikan masukan dan nasihat agar revisian skripsi saya lebih baik lagi.
10. Ibu Nurul Wandasari S.,M.Epid selaku dosen penguji yang banyak sekali memberikan masukan dan nasihat agar revisian skripsi saya lebih baik lagi.
11. Ibu Iting Shofwati ST, MKKK selalu penanggung jawab peminatan K3.
12. Bapak Widi Wibisono selaku pembimbing penelitian di Perusahaan yang tiada hentinya memberikan ilmu-ilmu mengenai safety dengan cukup baik.
13. Ibu Tika selaku pembimbing penelitian di perusahaan yang selalu memberikan masukan positif terutama mengenai perundangan keselamatan kerja.
14. Teman-teman kantor PT Indocement Tunggal Prakarsa atas bantuannya selama ini. 15. Sahabat-sahabat Benkyu (Nia, Denis, VJ, Ubay, Ana, Heni) yang selalu mensupport
hingga saat ini dan selalu mendoakan agar kami dapat lulus dengan hasil yang memuaskan.
16. Teman-teman K3 2009 seperjuangan yang selalu kompak dalam menjarkom, menghabiskan waktu luang,berdiskusi kelompok, maupun dalam hal lainnya.
17. Anak-anak pengajian Himatul Ulya atas doa dan dukungannya selama ini.
18. Dan semua rekan yang telah membantu dalam tahap menyusun laporan skripsi saya.
xiv
Jakarta, 22 Agustus 2013
xv DAFTAR ISI
LEMBAR PERNYATAAN ... i
LEMBAR PENGESAHAN ... ii
ABSTRAK ... iii
ABSTRACT ... iv
PERNYATAAN PERSETUJUAN ... v
LEMBAR PENGESAHAN ... vi
CURRICULUM VITAE ... vii
LEMBAR PERSEMBAHAN ... xi
KATA PENGANTAR ... xii
DAFTAR ISI ... xv
DAFTAR TABEL ... xix
DAFTAR GAMBAR ... xxi
DAFTAR BAGAN ... xxii
BAB 1 PENDAHULUAN 1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 5
1.3 Pertanyaan Penelitian ... 5
1.4 Tujuan Penelitian ... 6
1.4.1 Tujuan Umum ... 6
1.4.2 Tujuan Khusus ... 6
1.5 Manfaat Penelitian ... 7
1.5.1 Bagi Peneliti ... 7
xvi BAB 2 TINJAUAN PUSTAKA
2.1 Keselamatan dan Kesehatan Kerja ... 9
2.2 Kecelakaan Akibat Kerja ... 11
2.2.1 Penyebab Kecelakaan Akibat Kerja ... 12
2.3 Bahaya ... 16
2.3.1 Jenis Bahaya ... 17
2.4 Analisis Risiko ... 18
2.4.1 Pengertian Risiko ... 18
2.5 Manajemen Risiko ... 19
2.5.1 Tujuan Manajemen Risiko ... 19
2.5.2 Manfaat Manajemen Risiko ... 20
2.6 Perangkat Manajemen Risiko ... 21
2.7 HIRARC (Hazard Identification, Risk Assessment and Risk Control) ... 25
2.7.1 Identifikasi Bahaya ... 25
2.7.2 Penilaian Risiko ... 27
2.7.3 Pengendalian Risiko ... 29
2.8 Definisi Suspension Preheater ... 33
2.9 Kerangka Teori ... 41
BAB 3 KERANGKA BERFIKIR DAN DEFINISI ISTILAH 3.1 Kerangka Berfikir ... 43
xvii BAB 4 METODOLOGI PENELITIAN
4.1 Jenis Penelitian ... 48
4.2 Waktu dan Lokasi Penelitian ... 48
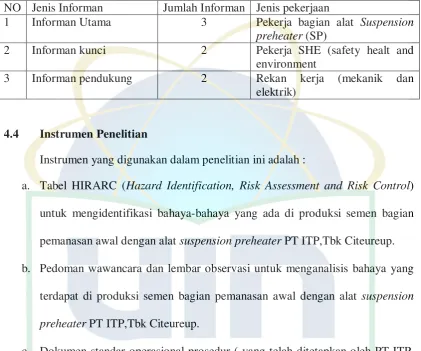
4.3 Informan Penelitian ... 48
4.4 Instrumen Penelitian ... 50
4.5 Sumber Data ... 51
4.6 Pengumpulan Data ... 51
4.7 Keabsahan Data ... 53
4.8 Pengolahan Data ... 54
4.9 Analisis Data ... 55
4.10 Penyajian Data ... 55
BAB 5 HASIL 5.1 Gambaran Umum PT Indocement Tunggal Prakarsa Tbk ... 56
5.1.1 Sejarah PT Indocement Tunggal Prakarsa Tbk ... 56
5.1.2 Perkembangan PT Indocement Tunggal Prakarsa Tbk ... 58
5.1.3 Visi, Misi, Motto dan Logo PT.Indocement Tunggal Prakarsa Tbk ... 59
5.1.4 Lokasi PT.Indocement Tunggal Prakarsa Tbk ... 60
5.1.5 Struktur Organisasi ... 62
5.1.6 Manajemen Perusahaan ... 64
5.1.7 Produk Semen ... 66
5.1.8 Proses Produksi ... 68
5.2 Alur Kerja Suspension Preheater ... 76
5.3 SOP Suspension Preheater ... 78
xviii
5.5.1 Penilaian Risiko PT Indocement Tunggal Prakarsa Tbk ... 114
5.5.2 Penilaian Risiko dari hasil observasi peneliti ... 117
5.6 Hasil Pengendalian Risiko SP ... 125
5.6.1 Pengendalian Risiko PT Indocement Tunggal Prakarsa Tbk ... 126
5.6.2 Pengendalian Risiko dari hasil observasi peneliti ... 129
5.7 Rekomendasi Pengendalian Risiko ... 152
BAB 6 PEMBAHASAN 6.1 Keterbatasan Penelitian ... 161
6.2 Pembahasan Hasil Analisis Risiko Keselamatan Kerja Dengan Metode HIRARC Pada Pekerjaan Di Suspension Preheater ... 162
6.3 Analisis Perbandingan Milik PT Indocement Dengan Peneliti ... 211
6.3.1 HIRARC Perusahaan Dengan Peneliti ... 211
6.4 Peraturan Perundang-Undangan dan Standarisasi dari Pemerintah ... 216
BAB 7 KESIMPULAN DAN SARAN 7.1 Kesimpulan ... 228
7.2 Saran ... 231 DAFTAR PUSTAKA
LEMBAR OBSERVASI
xix
DAFTAR TABEL
Tabel 2.1 Penilaian Tingkat Kemungkinan (Occurance / O) ... 26
Tabel 2.2 Penentuan Tingkat Konsekuensi/ Keparahan (Severity / S) ... 28
Tabel 2.3 Penentuan Tingkat Risiko ... 28
Tabel 2.4 Klasifikasi Risiko ... 28
Tabel 2.5 Penentuan Tingkat Keberhasilan (Detection / D) ... 33
Tabel 4.1 Informan Penelitian ... 51
Tabel 5.1 Jam Kerja Normal Untuk Mining dan Packing Departement ... 65
Tabel 5.2 Jam Kerja Normal Untuk Mining dan Packing Departement ... 66
Tabel 5.3 Jam Kerja Shift Untuk Bagian Produksi, Pengendalian Mutu, Elektrik Dan Power station dan Paper Bag ... 66
Tabel 5.4 Jam Kerja untuk DepartementPaperbag ... 66
Tabel 5.5 HIRARC PT Indocement Tunggal Prakarsa Tbk ... 86
Tabel 5.6 Identifikasi Bahaya Pekerjaan Di Alat Suspension Preheater ... 103
Tabel 5.7 Lembar Observasi Identifikasi Risiko Pada Suspension Preheater ... 108
Tabel 5.8 Penilaian Tingkat Kemungkinan Dilakukannya Kegiatan ... 112
Tabel 5.9 Penentuan Tingkat Konsentrasi/Keparahan ... 112
Tabel 5.10 Matriks Risiko WRAC ... 113
Tabel 5.11 Penentuan Tingkat Risiko ... 114
Tabel 5.12 Penilaian Risiko Pada Pekerjaan di SP PT ITP Tbk ... 116
Tabel 5.13 Hasil Observasi Penilaian Risiko ... 119
xx
Tabel 5.17 Lembar Observasi Pengendalian Bahaya ... 140
xxi
DAFTAR GAMBAR
xxii
1 BAB 1
PENDAHULUAN
1.1 Latar Belakang
Setiap tempat kerja selalu mempunyai risiko terjadinya kecelakaan. Besarnya
risiko yang terjadi tergantung dari jenis industri, teknologi serta upaya pengendalian
risiko yang dilakukan. Kecelakaan akibat kerja adalah kecelakaan yang terjadi
dikarenakan oleh pekerjaan atau pada waktu melaksanakan pekerjaan pada
perusahaan. Secara garis besar kejadian kecelakaan kerja disebabkan oleh dua faktor,
yaitu tindakan manusia yang tidak memenuhi keselamatan kerja (unsafe act) dan
keadaan-keadaan lingkungan yang tidak aman (unsafe condition) (Suma’mur, 1984).
Berdasarkan Undang-undang Republik Indonesia No. 1 Tahun 1970 tentang
keselamatan kerja dituliskan bahwa setiap tenaga kerja berhak mendapatkan
perlindungan atas keselamatannya dalam melakukan pekerjaan kesejahteraan hidup
dan meningkatkan produksi serta produktivitas nasional. Begitu juga dengan setiap
orang lain yang berada di tempat kerja perlu terjamin pula keselamatannya. Oleh
karena itu, sesuai dengan peraturan yang berlaku setiap perusahaan yang didalamnya
terdapat pekerja dan resiko terjadinya bahaya wajib untuk memberikan perlindungan
Keselamatan.
Seperti yang terjadi bahwa sistem keselamatan kesehatan kerja dapat
dikatakan baru akan dilaksanakan setelah proses pendirian suatu pabrik/ unit usaha
perencanaan pabrik/ perusahaan tersebut (Pabiban, 2007). Dari data ILO
menunjukkan bahwa sebanyak 1.2 juta pekerja meninggal dunia akibat kecelakaan
kerja tiap tahun, penyakit akibat kerja (PAK) menimpa 160 juta tenaga kerja
pertahun. Kerugian pun mencapai tingkat yang tinggi sebesar 2.4 % dari Gross
domestic product (GDP).
Data angka kecelakaan di Indonesia pada tahun 2012, terjadi kasus
kecelakaan kerja sebesar 4.130 yang mengalami cacat fungsi, 2.722 orang
mengalami cacat sebagian, 34 orang harus mengalami cacat total tetap dan 2.218
jiwa meninggal dunia (Jamsostek, 2012). Upaya pencegahan kecelakaan akibat kerja
dapat direncanakan, dilakukan dan dipantau dengan melakukan studi karakteristik
tentang kecelakaan agar upaya pencegahan dan penananggulanganya dapat dipilih
melalui pendekatan yang paling tepat. Analisa tentang kecelakaan dan resikonya
dilakukan atas dasar pengenalan atau identifikasi bahaya di lingkungan kerja dan
pengukuran bahaya di tempat kerja. Secara garis besar ada empat faktor utama yang
mempengaruhi kecelakaan yaitu faktor manusia, alat atau mesin, material dan
lingkungan (Suma’mur, 1986).
Proses identifikasi bahaya merupakan salah satu bagian dari manajemen
resiko. Penilaian resiko merupakan proses untuk menentukan prioritas pengendalian
terhadap tingkat resiko kecelakaan atau penyakit akibat kerja. Proses identifikasi
bahaya bisa dimulai berdasarkan kelompok, seperti: kegiatan, lokasi, aturan-aturan,
dan fungsi atau proses produksi. Ada berbagai cara yang dapat dilakukan guna
mengidentifikasi bahaya di lingkungan kerja, misalnya melalui inspeksi, informasi
3
supervisor dan keluhan pekerja, pengetahuan tentang industri, lembar data
keselamatan bahan dan lain-lain (Depnaker, 1991).
Salah satu sistem manajemen K3 yang berlaku global atau Internasional
adalah OHSAS 18001;2007. Menurut OHSAS 18001, manajemen K3 adalah upaya
terpadu untuk mengelola risiko yang ada dalam aktivitas perusahaan yang dapat
mengakibatkan cidera pada manusia, kerusakan atau gangguan terhadap bisnis
perusahaan. Manajemen risiko terbagi atas tiga bagian yaitu Hazard Identification,
Risk Assessment dan Risk Control. Biasanya dikenal dengan singkatan HIRARC.
Metode ini merupakan bagian dari manajemen risiko dan yang menentukan arah
penerapan K3 dalam perusahaan (Ramli, 2010).
PT Indocement Tunggal Prakarsa Tbk (PT.ITP) adalah perusahaan semen
swasta terbesar di Indonesia yang berdiri sejak tahun 1975 dan memiliki 12 pabrik
yang tersebar di 3 kota yakni Bogor, Cirebon dan Kotabaru. PT Indocement Tunggal
Prakarsa Tbk memiliki 6316 jumlah karyawan yang bekerja yang tidak dipungkiri
bahwa terdapat bermacam-macam jenis bahaya yang bisa saja terjadi mulai dari
proses awal hingga produksi akhir (www.Indocement.co.id).
Dilihat dari proses produksinya, PT Indocement Tunggal Prakarsa tidak akan
terlepas dari risiko timbulnya kecelakaan akibat kerja. Dengan jumlah karyawan
mencapai angka 3000 karyawan, risiko terjadinya kecelakaan kerja dapat terjadi
sewaktu-waktu ketika pekerja melakukan pekerjaannya. Data angka kecelakaan kerja
pada tahun 2010 hingga tahun 2012 di pabrik PT Indocement Tunggal Prakarsa
Citeureup adalah berjumlah 86 orang pada tahun 2010 dengan jumlah karyawan
jumlah karyawan 3074orang. Namun kembali mengalami kenaikan di tahun 2012
adalah 86 orang dengan jumlah karyawan 3090 orang (HSE Indocement, 2013).
Dari data angka kecelakaan yang terjadi dari tahun 2010-2012 menunjukkan
masih adanya kecelakaan kerja yang terjadi di areal pabrik tersebut dengan 20 divisi
yang tersebar di area pabrik terdapat angka yang paling besar mengalami kecelakaan
yakni pada plant 6/11 berjumlah 15 orang. Riwayat kejadian kecelakaan di Plant 6
dan 11 menunjukkan fluktuasi jumlah kecelakaan kerja yang tertinggi dari divisi
lainnya. Kemudian setelah melihat temuan data pada plant 6 dan 11 dalam produksi
semen, kegiatan proses kerja yang mempunyai risiko paling tinggi atau high risk di
bagian suspension preheater. Hasil ini didapatkan dari hasil temuan investigasi di
plant 6/11 dalam kurun waktu 3 tahun terakhir yang didapatkan dari data HSE pusat.
Pada proses ini mesin akan mengeluarkan panas yang cukup tinggi dan pada proses
ini semen mengalami pemanasan awal dengan suhu diatas 3000 derajat celcius. Hal
itu mengindikasikan adanya risiko keselamatan kerja yang lebih tinggi dibandingkan
dengan plant atau divisi lainnya. Untuk itu diperlukan analisis risiko keselamatan
kerja untuk mengetahui tingkat risiko keselamatan kerja pada alat suspension
preheater bagian produksi di plant 6 dan 11 dengan metode HIRARC (Hazard
Identification, Risk Assessment and Risk Control) di PT Indocement Tunggal
5
1.2 Perumusan Masalah
Perusahaan atau industri memerlukan proses yang baik di semua kegiatan
dalam mencapai tujuan yang efektif dan efisien sehingga dapat meningkatkan
produktivitas kerja dan menekan angka kecelakaan kerja. Walaupun telah
dibuatkannya sistem HIRARC dalam mengidentifikasi bahaya dan risiko sebagai
acuan dalam mengevaluasi permasalahan kecelakaan yang ada, kemudian peraturan
dan prosedur kerja yang baik serta penyediaan alat pelindung diri (APD), akan tetatpi
kecelakaan kerja masih terjadi lebih tinggi dibandingkan plant atau divisi lainnya
yakni di plant 6/11 PT Indocement Tunggal Prakarsa tahun 2013. Hal ini merupakan
alasan bagi peneliti untuk menjadikan masalah kecelakaan kerja bagi pekerja untuk
di analisis melalui suatu penelitian dengan menggunakan metode HIRARC (Hazard
Identification Risk Assessment and Risk Control)
1.3 Pertanyaan penelitian
1. Bagaimana risiko keselamatan kerja pada alat suspension preheater bagian
produksi plant 6/11 field Citeureup PT.Indocement Tunggal Prakarsa Tbk
pada tahun 2013 ?
2. Bagaimana pelaksanaan identifikasi bahaya pada alat suspension preheater
preheater bagian produksi plant 6/11 field Citeureup PT.Indocement
Tunggal Prakarsa Tbk pada tahun 2013 ?
3. Bagaimana pelaksanaan menganalisis risiko pada alat suspension preheater
preheater bagian produksi plant 6/11 field Citeureup PT.Indocement
4. Bagaimana pelaksanaan pengendalian risiko pada alat suspension preheater
preheater bagian produksi plant 6/11 field Citeureup PT.Indocement
Tunggal Prakarsa Tbk pada tahun 2013 ?
1.4 Tujuan Penelitian
1.4.1 Tujuan Umum
Diketahuinya tingkat risiko keselamatan kerja pada alat suspension
preheater bagian produksi di plant 6 dan 11 dengan metode HIRARC
(Hazard Identification, Risk Assessment and Risk Control) di PT Indocement
Tunggal Prakarsa, Citeureup tahun 2013.
1.4.2 Tujuan Khusus
1. Diketahuinya risiko keselamatan kerja pada alat suspension preheater
bagian produksi plant 6/11 field Citeureup PT.Indocement Tunggal
Prakarsa Tbk pada tahun
2. Diketahuinya pelaksanaan identifikasi bahaya pada alat suspension
preheater bagian produksi plant 6/11 field Citeureup PT.Indocement
Tunggal Prakarsa Tbk pada tahun 2013.
3. Diketahuinya pelaksanaan analisis risiko pada alat suspension
preheater bagian produksi plant 6/11 field Citeureup PT.Indocement
Tunggal Prakarsa Tbk pada tahun 2013.
4. Diketahuinya pelaksanaan pengendalian risiko pada alat suspension
preheater bagian produksi plant 6/11 field Citeureup PT.Indocement
7
1.5 Manfaat Penelitian
1.5.1 Bagi Peneliti
Memberikan manfaat bagi peneliti untuk memperdalam pengetahuan,
wawasan serta kemampuan untuk mengaplikasikan ilmu tentang keselamatan
kerja. Terutama mengenai analisis risiko keselamatan kerja pada alat
suspension preheater dengan metode HIRARC (Hazard Identification, Risk
Assessment and Risk Control)
1.5.2 Bagi Institusi
Hasil dari penelitian ini dapat dijadikan sebagai bahan referensi
tambahan bagi civitas akademik prodi Kesehatan Masyarakat UIN Syarif
Hidayatullah jakarta. Terutama mengenai analisis risiko keselamatan kerja
pada alat suspension preheater preheater dengan metode HIRARC ( Hazard
Identification, Risk Assessment and Risk Control)
1.5.3 Bagi Perusahaan
Hasil dari penelitian ini dapat menjadi informasi dan rekomendasi
kepada perusahaan dan mitra kerja sebagai bahan pertimbangan atau masukan
tentang potensi bahaya yang terdapat di pekerjaan bagian produksi pada alat
suspension preheater.
1.6 Ruang Lingkup Penelitian
Penelitian ini dilakukan oleh mahasiswa program studi Kesehatan
Masyarakat Universitas Islam Negeri Syarif Hidayatullah Jakarta karena ingin
preheater. Penelitian ini dilakukan di PT Indocement Tunggal Prakarsa Citeureup,
Jawa Barat pada bulan Mei-Juli tahun 2013 karena dari data kecelakaan
menunjukkan adanya risiko yang berbahaya pada pekerjaan di bagian tersebut.
Penelitian ini merupakan penelitian kualitatif dengan sasaran pekerja yang
melakukan produksi menggunakan alat suspension preheater di PT Indocement
Tunggal Prakarsa Tbk Citeureup. Data yang digunakan dalam penelitian ini adalah
data primer dan sekunder, data sekunder dengan telaah dokumen yang terdapat di
bagian SHE (Safety Health and Environment) dari pusat dan data dari plant 6/11.
Data primer dilakukan dengan cara wawancara kepada pekerja, pekerja maintenance
9
TINJAUAN PUSTAKA
2.1 Keselamatan dan Kesehatan Kerja
Menurut ILO/WHO (1998) Keselamatan dan Kesehatan Kerja (K3) adalah
suatu promosi, perlindungan dan peningkatan derajat kesehatan yang
setinggi-tingginya mencakup aspek fisik, mental, dan sosial untuk kesejahteraan seluruh
pekerja di semua tempat kerja. Pelaksanaan K3 merupakan salah satu bentuk upaya
untuk menciptakan tempat kerja yang aman, sehat, bebas dari pencemaran
lingkungan, sehingga dapat mengurangi dan atau bebas dari kecelakaan kerja dan
penyakit akibat kerja yang pada akhirnya dapat nmeningkatkan efisiensi dan
produktivitas kerja. Sedangkan menurut Suma’mur (1988) keselamatan kerja adalah
keselamatan yang berkaitan dengan mesin, pesawat, alat kerja, bahan dan proses
pengolahannya, landasan tempat kerja dan lingkungannya serta cara-cara melakukan
pekerjaan. Tujuan dari keselamatan itu sendiri adalah sebagai berikut : (Suma’mur,
1981)
1. Melindungi tenaga kerja atas hak dan keselamatannya dalam melakukan
pekerjaan untuk kesejahteraan hidup dan meningkatkan produksi serta
produktivitas nasional.
10
3. Menjamin agar sumber produksi dipelihara dan dipergunakan secara aman
dan efisien.
Kecelakaan kerja dapat menimbulkan kerugian langsung dan juga dapat
menimbulkan kerugian tidak langsung yaitu kerusakan mesin dan peralatan kerja,
terhentinya proses produksi, kerusakan pada lingkungan kerja. Keselamatan kerja
adalah sarana utama untuk pencegahan kecelakaan, cacat, dan kematian sebagai
akibat kecelakaan kerja.
Adapun syarat-syarat keselamatan kerja yang di atur dalam Undang-Undang
keselamatan dan kesehatan kerja yang dibuat untuk (Undang-Undang K3 pasal 3 ayat
1, tahun 1970) :
a. Mencegah dan mengurangi kecelakaan;
b. Mencegah, mengurangi dan memadamkan kebakaran;
c. Mencegah dan mengurangi bahaya peledakan;
d. Memberi kesempatan atau jalan menyelamatkan diri pada waktu kebakaran
atau kejadian-kejadian lain yang berbahaya;
e. Memberi pertolongan pada kecelakaan;
f. Member alat-alat perlindungan diri kepada pekerja;
g. Mencegah dan mengendalikan timbul atau menyebar luasnya suhu,
kelembapan, debu, kotoran, asap, uap, gas, hembusan angin, cuaca,sinar atau
radiasi, suara dan getaran;
h. Mencegah dan mengendalikan timbulnya penyakit akibat kerja baik physic
maupun psikis. Peracunan, infeksi dan penularan;
j. Memperoleh penerangan yang cukup dan sesuai;
k. Menyelenggarakan penyegaran udara yang cukup;
l. Memelihara kebersihan, kesehatan dan ketertiban;
m. Memperoleh keserasian antara tenaga kerja, alat kerja, lingkungan, cara dan
proses kerjanya;
n. Mengamankan dan memperlancar pengangkutan orang, binatang, tanaman
dan barang;
o. Mengamankan dan memelihara segala jenis bangunan;
p. Mengamankan dan memperlancar pekerjaan bongkar muat, perlakuan dan
penyimpanan barang;
q. Mencegah terkena aliran listrik yang berbahaya;
r. Menyesuaikan dan menyempurnakan pengamanan pada pekerjaan yang
bahaya kecelakaannya menjadi bertambah tinggi.
2.2 Kecelakaan Akibat Kerja
Menurut Suma’mur (1995), definisi kecelakaan adalah kejadian tidak terduga
dan tidak diharapkan. Dikatakan tidak terduga karena dibelakang peristiwa yang
terjadi tidak terdapat unsur kesengajaan atau unsur perencanaan, sedangkan tidak
diharapkan karena peristiwa kecelakaan disertai kerugian materil ataupun
menimbulkan penderitaan dari skala paling ringan sampai skala paling berat.
Kecelakaan akibat kerja adalah kecelakaan yang terjadi dalam hubungan kerja atau
sedang melakukan pekerjaan di suatu t empat kerja. Ruang lingkup kecelakaan akibat
kerja terkadang diperluas meliputi kecelakaan tenaga kerja yang terjadi saat
12
Menurut Bird and Germain (1990) kecelakaan kerja adalah kejadian tidak
diharapkan yang mengakibatkan kesakitan (cedera atau korban jiwa) pada orang,
kerusakan pada properti dan kerugian dalam proses yang terjadi saat pekerjaan
dilakukan. Kecelakaan kerja biasanya terjadi karena adanya kontak dengan bahan
atau sumber energi (bahan kimia, suhu tinggi, kebisingan, mesin, listrik, dan
lain-lain) di atas nilai ambang batas kemampuan tubuh manusia untuk.dapat
menerimanya, yang kemungkinan dapat menyebabkan terpotong, terbakar, luka
lecet, patah tulang, dan terjadi ganguan fungsi fisiologis alat tubuh.
2.2.1 Penyebab Kecelakaan Akibat Kerja
Kecelakaan akibat kerja terjadi tanpa disangka-sangka dalam waktu sekejap
mata. Bennett (1991) mengemukakan bahwa di dalam setiap kejadian kecelakaan
kerja, empat faktor bergerak dalam satu kesatuan berantai, yakni a) faktor
lingkungan, b) faktor bahaya, c) faktor peralatan dan perlengkapan, dan d) faktor
manusia. Cara penggolongan sebab-sebab kecelakaan di berbagai negara tidak sama.
Namun ada kesamaan umum, yaitu kecelakaan disebabkan oleh dua golongan
penyebab, antara lain (Suma’mur, 1981) :
1. Tindak perbuatan manusia yang tidak memenuhi keselamatan (unsafe
human acts)
2. Keadaan-keadaan lingkungan yang tidak aman (unsafe conditions)
A. Faktor Manusia
-Umur
Umur mempunyai pengaruh yang penting terhadap kejadian kecelakaan
mengalami kecelakaan akibat kerja dibandingkan dengan golongan umur muda
karena umur muda mempunyai reaksi dan kegesitan yang lebih tinggi (Menurut
Hunter dalam Hernawati, 2008). Namun umur muda pun sering pula mengalami
kasus kecelakaan akibat kerja, hal ini mungkin karena kecerobohan dan sikap suka
tergea-gesa (Tresnaningsih, 1991).
Dari hasil penelitian di Amerika Serikat diungkapkan bahwa pekerja muda
usia lebih banyak mengalami kecelakaan dibandingkan dengan pekerja yang lebih
tua. Pekerja muda usia biasanya kurang berpengalaman dalam pekerjaanya (ILO,
1989).
-Jenis Kelamin
Tingkat kecelakaan akibat kerja pada perempuan akan lebih tinggi daripada
pada laki-laki. Perbedaan kekuatan fisik antara perempuan dengan kekuatan fisik
laki-laki adalah 65%. Secara umum, kapasitas kerja perempuan rata-rata sekitar 30%
lebih rendah daripada laki-laki. Tugas yang berkaitan dengan gerak berpindah, laki
laki mempunyai waktu reaksi lebih cepat daripada perempuan, baik pergerakan kaki,
tangan, dan lengan (www.depkes.go.id).
-Pengalaman kerja
Semakin banyak pengalaman kerja dari seseorang, maka semakin kecil
kemungkinan terjadinya kecelakaan akibat kerja. Pengalaman untuk kewaspadaan
terhadap kecelakaan kerja bertambah baik sesuai dengan usia, masa kerja atau
lamanya bekerja di tempat yang bersangkutan. Pengalaman kerja merupakan faktor
yang dapat mempengaruhi terjadinya kecelakaan akibat kerja. Berdasarkan berbagai
14
penurunan angka kecelakaan akibat kerja. Kewaspadaan terhadap kecelakaan akibat
kerja bertambah baik sejalan dengan pertambahan usia dan lamanya kerja di tempat
kerja yang bersangkutan (Suma’mur 1989). Tenaga kerja baru biasanya belum
mengetahui secara mendalam seluk-beluk pekerjaannya. Penelitian dengan studi
restropektif di Hongkong dengan 383 kasus membuktikan bahwa kecelakaan akibat
kerja karena mesin terutama terjadi pada buruh yang mempunyai pengalaman kerja
di bawah 1 tahun (Menurut Ong, Sg, dalam Agusliadi 1982).
-Tingkat pendidikan
Pendidikan sesorang berpengaruh dalam pola pikir sesorang dalam
menghadapi pekerjaan yang dipercayakan kepadanya, selain itu pendidikan juga
akan mempengaruhi tingkat penyerapan terhadap pelatihan yang diberikan dalam
rangka melaksanakan pekerjaan dan keselamatan kerja. Hubungan tingkat
pendidikan dengan lapangan yang tersedia bahwa pekerja dengan itngkat pendidikan
rendah, seperti Sekolah Dasar atau bahkan tidak pernah bersekolah akan bekerja di
lapangan yang mengandalkan fisik. Hal ini dapat mempengaruhi terjadinya
kecelakaan kerja karena beban fisik yang berat dapat mengakibatkan kelelahan yang
merupakan salah satu faktor yang mempengaruhi terjadinya kecelakaan akibat kerja.
Pendidikan adalah pendidikan formal yang diperoleh disekolah dan ini sangat
berpengaruh terhadap perilaku pekerja. Namun disamping pendidikan formal,
pendidikan non formal seperti penyuluhan dan pelatihan juga dapat berpengaruh
-Kelelahan
Kelelahan dapat menimbulkan kecelakaan kerja pada suatu industri.
Kelelahan merupakan suatu keadaan dimana seseorang tidak sanggup lagi untuk
melakukan aktivitasnya. Kelelahan ini ditandai dengan adanya penurunan
fungsi-fungsi kesadaran otak dan perubahan pada organ di luar kesadaran. Kelelahan
disebabkan oleh berbagai hal, antara lain kurang istirahat, terlalu lama bekerja,
pekerjaan rutin tanpa variasi, lingkungan kerja yang buruk, serta adanya konflik
(Silalahi, 1991).
B. Faktor Lingkungan
-Lokasi/Tempat kerja
Tempat kerja adalah tempat dilakukannya pekerjaan bagi suatu usaha, dimana
terdapat tenaga kerja yang bekerja, dan kemungkinan adanya bahaya kerja di tempat
itu (Silalahi, 1991). Disain dari lokasi kerja yang tidak ergonomis dapat
menimbulkan kecelakaan kerja. Tempat kerja yang baik apabila lingkungan kerja
aman dan sehat.
-Peralatan/perlengkapan
Proses produksi adalah bagian dari perencanaan produksi. Langkah penting
dalam perencanaan adalah memilih peralatan dan perlengkapan yang efektif sesuai
dengan apa yang diproduksinya. Pada dasarnya peralatan/perlengkapan mempunyai
bagian-bagian kritis yang dapat menimbulkan keadaan bahaya, yaitu (Silalahi, 1991):
1. bagian-bagian fungsional
16
Bagian-bagian mesin yang berbahaya harus ditiadakan dengan jalan
mengubah konstruksi, memberi alat perlindungan. Peralatan dan perlengkapan yang
dominan menyebabkan kecelakaan kerja, antara lain :
1. peralatan/perlengkapan yang menimbulkan kebisingan
2. peralatan/perlengkapan dengan penerangan yang tidak efektif
3. peralatan/perlengkapan dengan temperatur tinggi ataupun terlalu rendah
4. peralatan/perlengkapan yang mengandung bahan-bahan kimia berbahaya
5. peralatan/perlengkapan dengan efek radiasi yang tinggi
6. peralatan/perlengkapan yang tidak dilengkapi dengan pelindung, dll.
-Shift Kerja
Menurut National Occupational Health and Safety Commitee, shift kerja
adalah bekerja diluar jam kerja normal, dari Senin sampai Jumat termasuk hari libur
dan bekerja dimulai dari jam 07.00 sampai dengan jam 19.00 atau lebih. Shif kerja
malam biasanya lebih banyak menimbulkan kecelakaan kerja dibandingkan dengan
shift kerja siang, tetapi shif kerja pagi-siang tidak menutup kemungkinan dalam
menimbulkan kecelakaan akibat kerja.
2.3 Bahaya
Bahaya adalah segala sesuatu termasuk situasi atau tindakan yang berpotesi
menimbulkan kecelakaan atau cidera pada manusia, kerusakan atau gangguan
lainnya. Karena hadirnya bahaya maka diperlukan upaya pengendalian agar bahaya
tersebut tidak menimbulkan akibat yang merugikan (Ramli, 2010).
Bahaya merupakan sifat yang melekat dan menjadi bagian dari suatu zat,
yang bila mengenai benda atau tubuh manusia dapat menimbulkan kerusakan atau
cidera.
2.3.1 Jenis Bahaya
Ditempat umum banyak terdapat sumber bahaya seperti perkantoran,
tempat rekreasi, mal, jalan raya, sarana olahraga dan lain-lain. Di tempat
kerja juga banyak jenis bahaya seperti di pertambangan, pabrik kimia, kilang
minyak, pengecoran logam dan lainnya.
Kita tidak dapat mencegah kecelakaan jika tidak dapat mengenal
bahaya dengan baik dan seksama. Jenis bahaya dapat diklasifikasiakan antara
lain (Ramli, 2010) :
a) Bahaya Mekanis
Bahaya mekanis bersumber dari peralatan mekanis atau benda bergerak
dengan gaya mekanika baik yang digerakkan secara manual maupun
dengan penggerak. Misalnya mesin gerinda, bubut, potong, press, tempa,
pengaduk dan lain-lain.
b)Bahaya Listrik
Adalah sumber bahaya yang berasal dari energi listrik. Energi listrik dapat
mengakibatkan berbagai bahaya seperti kebakaran, sengatan listrik, dan
hubungan arus pendek. Dilingkungan kerja banyak ditemukan bahaya
listrik, baik dari jaringan listrik, maupun peralatan kerja atau mesin yang
18
c) Bahaya Kimiawi
Bahan kimia mengandung berbagai potensi bahaya sesuai dengan sifat dan
kandungannya. Banyak kecelakaan terjadi akibat bahan kimiawi.
d)Bahaya Fisik.
Bahaya yang berasal dari faktor fisik diantaranya : karena getaran,
tekanan, gas, kebisingan, suhu panas atau dingin, cahaya penerangan,
radiasi dari bahan radioaktif
2.4 Analisis Risiko
2.4.1 Pengertian Risiko
Menurut OHSAS 18001, risiko adalah kombinasi dari kemungkinan
terjadinya kejadian berbahaya atau paparan dengan keparahan dari cidera atau
gangguan kesehatan yang disebabkan oleh kejadian atau paparan tersebut.
Sedangkan manajemen risiko adalah suatu proses untuk mengelola risiko yang ada
dalam setiap kegiatan (Ramli, 2010).
Risiko adalah manifestasi atau perwujudan potensi bahaya (hazard event)
yang mengakibatkan kemungkinan kerugian menjadi lebih besar. Tergantung dari
cara pengelolaannya, tingkat risiko mungkin berbeda dari yang paling ringan atau
rendah sampai ke tahap yang paling berat atau tinggi. Melalui analisis dan evaluasi
semua potensi bahaya dan risiko, diupayakan tindakan minimalisasi atau
pengendalian agar tidak terjadi bencana atau kerugian lainnya ( Sugandi, 2003).
Risiko diukur dalam kaitannya dengan kecenderungan terjadinya suatu
tersebut maka diperoleh pengertian bahwa suatu risiko diperhitungkan menurut
kemungkinan terjadinya suatu kejadian serta konsekuensi yang ditimbulkan. Tidak
selamanya risiko diartikan sebagai sesuatu yang negatif. Contohnya adalah seseorang
harus berani mengambil risiko untuk melakukan suatu perubahan.
2.5 Manajemen Risiko
Manajemen risiko K3 adalah suatu upaya mengelola risiko K3 untuk
mencegah terjadinya kecelakaan yang tidak diinginkan secara komprehensif,
terencana dan terstruktur dalam suatu kesisteman yang baik (Ramli, 2010).
Namun sebagaimana dikemukakan Webb (1994) manajemen risiko adalah
“suatu kegiatan yang dilakukan untuk menanggapi risiko yang telah diketahui
(melalui rencana analisa risiko atau bentuk observasi lain) untuk meminimalisasi
konsekuensi buruk yang mungkin muncul”. Untuk itu risiko harus didefinisikan
dalam bentuk suatu rencana atau prosedur yang reaktif. Kerzner (2001)
mengemukakan pengertian manajemen risiko sebagai semua rangkaian kegiatan
yang berhubungan dengan risiko, dimana didalamnya termasuk perencanaan
(planning), penilaian (assesment) (identifikasi dan dianalisa), penanganan
(handling), dan pemantauan (monitoring) risiko.
2.5.1 Tujuan Manajemen Risiko
Tujuan manajemen risiko menurut Australian Standard / New Zealand
Standard 4360 (1999), yaitu :
1. Membantu meminimalisasi meluasnya efek yang tidak diinginkan terjadi.
2. Memaksimalkan pencapaian tujuan organisasi dengan meminimalkan
20
3. Melaksanakan program manajemen secara efisien sehingga memberikan
keuntungan bukan kerugian.
4. Melakukan peningkatan pengambilan keputusan pada semua level.
5. Menyusun program yang tepat untuk meminimalisasi kerugian pada saat
terjadi kegagalan.
6. Menciptakan manajemen yang bersifat proaktif bukan bersifat reaktif.
2.5.2 Manfaat Manajemen Risiko
Manajemen risiko sangat penting bagi keberlangsungan suatu usaha atau
kegiatan dan merupakan alat untuk melindungi perusahaan dari setiap kemungkinan
yang merugikan.Manajemen tidak cukup melakukan langkah-langkah pengamanan
yang memadai sehingga peluang terjadinya bencana semakin besar. Dengan
melaksanakan manajemen risiko diperoleh berbagai manfaat antara lain
(Ramli,2010) :
• Menjamin kelangsungan usaha dengan mengurangi risiko dari setiap kegiatan
yang mengandung bahaya.
• Menekan biaya untuk penanggualangan kejadian yang tidak diinginkan.
• Menimbulkan rasa aman dikalangan pemegang saham mengenai
kelangsungan dan keamanan investasinya.
• Meningkatkan pemahaman dan kesadaran mengenai risiko operasi bagi setiap
unsur dalam organisasi/ perusahaan.
2.6 Perangkat Manajemen Risiko
Untuk membantu pelaksanaan manajemen risiko khususnya untuk melakukan
identifikasi bahaya, penilaian dan pengendaliannya diperlukan metoda atau
perangkat. Khusus untuk risiko K3, ada beberapa metoda yang dapat dipakai untuk
mengidentifikasi bahaya diantaranya :
1. Preliminary Hazard Analysis (PHA)
Preliminary Hazard Analysis adalah suatu metode yang dilakukan sebagai
analisis awal (Budiono, 2003). Preliminary Hazard Analysis dilakukan jika tidak ada
suatu informasi mengenai sistem (Colling, 1990). PHA dilakukan pada kegiatan
identifikasi bahaya pada tahap awal (pra desain) untuk memberikan rekomendasi
tahapan pekerjaan desain final. Hasil PHA adalah berupa daftar sumber bahaya dan
risiko yang berhubungan dengan detail desain lengkap dengan rekomendasi kepada
perencanaan dalam upaya menghindari dan mengendalikan sumber bahaya dan risiko
yang akan terjadi Data yang diperlukan dalam PHA kriteria desain tempat kerja
spesifikasi peralatan dan instalasi dan spesifikasi bahan maupun produk
2. Hazard and Operability Study (HAZOPS)
Merupakan suatu Identifikasi penyimpangan/deviasi yang terjadi pada
pengoperasian suatu instalasi industri dan kegagalan operasinya yang menimbulkan
keadaan tidak terkendali. Metode ini dilakukan oleh kelompok para ahli dari multi
disiplin ilmu dan dipimpin oleh spesials keselamatan kerja yang berpengalaman atau
oleh konsultan pelatihan khusus.
HAZOPS bertujuan untuk meninjau suatu proses atau operasi pada suatu
22
mendorong kearah kejadian atau kecelakaan yang tidak diinginkan. Biasanya metode
ini dipakai pada insudtri proses seperti industri kimia, petrokimia dan kilang minyak
(Ramli,2010).
3. Failure Modes and Effect Analysis (FMEA)
Menurut Cooling (1990) FMEA adalah suatu metode yang digunakan untuk
menganalisis sistem yang berhubungan dengan engineering yang mungkin
mengalami kegagalan dan efek yang ditimbulkan dari kegagalan. FMEA secara
sistematis menilai komponen dari suatu sistem tentang bagaimana sistem dapat
gagal, lalu mengevaluasi efek dari kegagalan tersebut, tingkat bahaya yang
dihasilkan dari kegagalan, dan bagaimana kegagalan tersebut dicegah atau
dikurangi.FMEA merupakan kajian bahaya yang sistematis, terstruktur dan
komprehensif. Proses dasar dari FMEA adalah dengan membeuat daftar semua
bagian dari sistem dan kemudian analisa apa saja dampak jika sistem tersebut gagal
berfungsi. Kemudian dilakukan evaluasi dengan menetapkan konsekuensinya.
FMEA adalah tabulasi dari sistem, peralatan pabrik, dan pola kegagalannya serta
efeknya terhadap operasi. FMEA adalah uraian mengenai bagaimana suatu peralatan
dapat mengalami kegagalan. Kegagalan suatu peralatan dapat beragam, misalnya
membuka yang seharusnya tertutup, mati, bocor dan lainnya. Dampak dari kegagalan
peralatan ini dapat berupa respon dari sistem atau kecelakaan.
4. Job Safety Analysis (JSA)
Merupakan teknik analisis untuk mengkaji langkah-langkah suatu kegiatan
dan mengidentifikasikan sumber bahaya yang ada dari tiap langkah-langkah tersebut
Identifikasi bahaya dengan menggunakan JSA menurut Diberardinis (1999) dapat
menghasilkan analisa yang baik.
5. What if
Pemeriksaan yang dilakukan dari proses atau operasi yang dilakukan oleh
sekelompok individu yang berpengalaman sehingga dapat mengajukan pertanyaan
atau menyumbang suara tentang peristiwa-peristiwa yang tidak diinginkan (proses
brainstorming). Analisis what-if mendorong pemeriksa untuk memikirkan
pertanyaan yang dimulai dengan "bagaimana jika" (“what if”) untuk mengidentifikasi
kejadian kecelakaan yang mungkin terjadi, konsekuensinya, dan tingkat keselamatan
yang ada, sehingga dapat menyarankan alternatif untuk pengurangan risiko. Teknik
ini memberikan kebebasan yang luas kepada peserta dalam berpikir dan memberikan
pendapatnya, sehingga terkesan kurang terstruktur. Karena itu, pihak yang
mengkritik teknik ini menilai teknik ini terlalu luas dan tidak fokus sehingga sulit
mendapatkan hasil yang lebih rinci lagi. Namun teknik ini lebih baik digunakan
kepada mereka yang kurang memahami teknik identifikasi bahaya, namun memiliki
spectrum pangalaman, bidang spesialisasi dan pengetahuan yang luas.
6. Brainstorming
Sumber informasi tentang bahaya dapat diperoleh dari semua pihak. Semakin
banyak sumber informasi yang digunakan akan semakin luas, dalam dan rinci
informasi yang diperoleh. Karena itu, salah satu teknik sederhana untuk
mengidentifikasi bahaya adalah dengan teknik “brainstorming”. Melalui diskusi dan
24
“brainstorming” untuk menggali potensi bahaya yang ada, atau diketahui oleh
masing-masing anggota kelompok.
7. Fault Tree Analysis
FTA atau pohon kegagalan dikembangkan pertama kali pada tahun 1961 oleh
US Army ketika merancang peluru kendali. FTA menggunakan metoda analisis yang
bersifat deduktif. Dimulai dengan menetapkan kejadian puncak (top event) yang
mungkin terjadi dalam sistem atau proses, misalnya kebakaran atau ledakan.
Selanjutnya semua kejadia yang dapat menimbulkan akibat dari kejadian puncak
tersebut diidentifikasi dalam bentuk pohon logika ke bawah.
8. Task Risk Assessment
Sebelum suatu kegiatan dimulai perlu dilakukan kajian analisa risiko untuk
mengetahui apa saja dan besarnya potensi bahaya yang timbul selama kegiatan
berlangsung. Untuk itu dilakukan Task Risk Assessment (TRA).
9. Check list / Daftar Periksa
Metoda lain untuk mengidentifikasi bahaya adalah menggunakan daftar
periksa. Metoda ini sangat mudah dan sederhana yaitu dengan membuat daftar
periksa pemeriksaan di tempat kerja. Pemeriksaan bahaya dilakukan oleh mereka
yang mengenal dengan baik kondisi lingkungan kerjanya. Semakin dalam
pemahamannya, semakin rinci identifikasi bahaya yang dapat dilakukan.Karena itu
pengembangan daftar periksa perlu melibatkan para pekerja setempat.
10. HIRARC (Hazard Identification, Risk Assessment and Risk Control)
HIRARC (Hazard Identification, Risk Assessment and Risk Control)
aktifitas rutin ataupun non rutin diperusahaan, kemudian melakukan penilaian risiko
dari bahaya tersebut lalu membuat program pengendalian bahaya tersebut agar dapat
dimini malisir tingkat risikonya ke yang lebih rendah dengan tujuan mencegah terjadi
kecelakaan. Implementasi K3 dimulai dengan perencanaan yang baik diantaranya,
identifikasi bahaya, peniliaian dan pengendalian risiko yang merupakan bagian dari
manajemen risiko. HIRARC inilah yang menentukan arah penerapan K3 dalam
perusahaan.
2.7 HIRARC (Hazard Identification, Risk Assessment and Risk Control)
HIRARC dimulai dari menentukan jenis kegiatan kerja yang kemudian
diidentifikasikan sumber bahaya nya sehingga didapatkan risikonya. Kemudian akan
dilakukan penilaian risiko dan pengendalian risiko untuk mengurangi paparan bahaya
yang terdapat pada setiap jenis pekerjaan.
2.7.1 Identifikasi Bahaya
Identifikasi bahaya merupakan langkah awal dalam mengembangkan
manajemen risiko K3. Identifikasi bahaya adalah upaya sistematis untuk mengetahui
adanya bahaya dalam aktivitas organisasi. Identifikasi risiko merupakan landasan
dari manajemen risiko.tanpa melakukan identifikasi bahaya tidak mungkin
melakukan pengelolaan risiko dengan baik. Menurut Stuart Hawthron cara sederhana
adalah dengan melakukan pengamatan. Melalui pengamatan maka kita sebenarnya
telah melakukan suatu identifkasi bahaya.
Identifikasi bahaya merupakan landasan dari program pencegahan kecelakaan
26
ditentukan sehingga upaya pencegahan dan pengendalian risiko tidak dapat
dijalankan (Ramli, 2010).
Identifikasi bahaya memberikan berbagai manfaat antara lain:
a) Mengurangi Peluang Kecelakaan.
Identifikasi bahaya dapat mengurangi peluang terjadinya kecelakaan, karena
identifikasi bahaya berkaitan dengan faktor penyebab kecelakaan.
b) Untuk memberikan pemahaman bagi semua pihak mengenai potensi bahaya
dari aktivitas perusahaan sehingga dapat meningkatkan kewaspadaan dalam
menjalankan operasi perusahaan.
c) Sebagai landasan sekaligus masukan untuk menentukan strategi pencegahan
dan pengamanan yang tepat dan efektif. Dengan mengenal bahaya yang ada,
manajemen dapat menentukan skala prioritas penanganannya sesuai dengan
tingkat risikonya sehingga diharapkan hasilnya akan lebih efektif.
d) Memberikan informasi yang terdokumentasi mengenai sumber bahaya dalam
perusahaan kepada semua pihak khususnya pemangku kepentingan. Dengan
demikian mereka dapat memperoleh gambaran mengenai risiko suatu usaha
yang akan dilakukan.
Tabel 2.1 Penilaian Tingkat Kemungkinan (Occurance / O)
Tahap awal proses HIRARC pada PT Indocement Tunggal Prakarsa Tbk
adalah dengan Mengidentifikasi semua kegiatan baik yang rutin maupun tidak rutin
(abnormal) di unit kerja, atau kegiatan yang dapat menyebabkan keadaan darurat.
kemudian mengidentifikasi sumber bahaya yang berhubungan dengan kergiatan yang
diidentifikasi.
2.7.2 Penilaian Risiko
Setelah semua risiko dapat teridentifikasi, dilakukan penilaian risiko melalui
analisa dan evaluasi risiko.Analisa risiko dimaksudkan untuk menentukan besarnya
suatu risiko dengan mempertimbangkan kemungkinan terjadinya dan besar akibat
yang ditimbulkannya. Berdasarkan hasil analisa dapat ditentukan peringkat risiko
sehingga dapat dilakuakan pemilahan risiko yang memiliki dampak besar terhadap
perusahaan dan risiko yang ringan atau dapat diabaikan.
Hasil analisa risiko dievaluasi dan dibandingkan dengan kriteria yang telah
ditetapkan atau standard dan norma yang berlaku untuk menentukan apakah risiko
tersebut dapat diterima atau tidak. Jika risiko dinilai tidak dapat diterima, harus
dikelola atau ditangani dengan baik. Penilaian risiko (Risk Assessment) mencakup
dua tahapan proses yaitu menganalisa risiko (Risk Analysis) dan mengevaluasi risiko
(Risk Evaluation). Kedua tahapan ini sangat penting karena akan menentukan
28
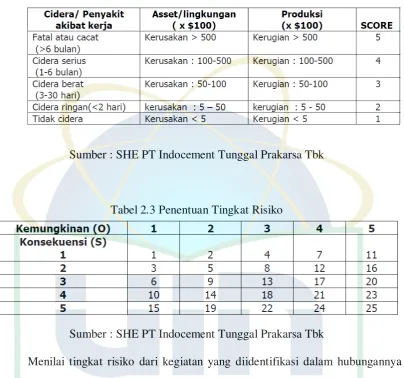
Tabel 2.2 Penentuan Tingkat Konsekuensi/ Keparahan (Severity / S)
Sumber : SHE PT Indocement Tunggal Prakarsa Tbk
Tabel 2.3 Penentuan Tingkat Risiko
Sumber : SHE PT Indocement Tunggal Prakarsa Tbk
Menilai tingkat risiko dari kegiatan yang diidentifikasi dalam hubungannya
dengan tingkat kemungkinan dan tingkat keparahan pada Tabel risiko WRAC
(WRAC = workplace risk assessment and control atau kontrol dan penilaian risiko
tempat kerja).
Tabel 2.4 Klasifikasi Risiko
Setelah menentukan tingkat risiko suatu pekerjaan, tahap selanjutnya adalah
dengan mengklasifikasikan risiko yang ada mulai dari tingkatan paling rendah
hingga ke tingkat yang tinggi dimana tingkat pengendalian pekerjaannya dapat
disesuaikan dengan pengendalian risiko yang ada.
2.7.3 Pengendalian Risiko
Kendali (kontrol) terhadap bahaya dilingkungan kerja adalah
tindakan-tindakan yang diambil untuk meminimalisir atau mengeliminasi risiko kecelakaan
kerja melalui eliminasi, subsitusi, engineering control, warning system,administrative
control, alat pelindung diri.
1. Eliminasi
Hirarki teratas adalah eliminasi dimana bahaya yang ada harus dihilangkan
pada saat proses pembuatan/ desain dibuat. Tujuannya adalah untuk
menghilangkan kemungkinan kesalahan manusia dalam menjalankan suatu
sistem karena adanya kekurangan pada desain.Penghilangan bahaya
merupakan metode yang paling efektif sehingga tidak hanya mengandalkan
perilaku pekerja dalam menghindari risiko, namun demikian penghapusan
benar-benar terhadap bahaya tidak selalu praktis dan ekonomis.Missal :
bahaya jatuh, bahaya ergonomi, bahaya confined space, bahaya bising,
bahaya kimia. Semua ini harus dieliminasikan jika berpotensi berbahaya
2. Subsitusi
Metode pengendalian ini bertujuan untuk mengganti bahan, proses, operasi
ataupun peralatan dari yang berbahaya menjadi lebih tidak berbahaya.
30
ulang maupun desain ulang. Missal : sistem otomatisasi pada mesin untuk
mengurangi interaksi mesin-mesin berbahaya dengan operator, menggunakan
bahan pembersih kimia yang kurang berbahaya, mengurangi kecepatan,
kekuatan serta arus listrik, mengganti bahan baku padat yang menimbulkan
debu menjadi bahan yang cair atau basah.
3. Engineering control
Pengendalian ini dilakukan bertujuan untuk memisahkan bahaya dengan
pekerja serta untuk mencegah terjadinya kesalahan manusia. Pengendalian
ini terpasang dalam suatu unit sistem mesin atau peralatan.
4. Warning System
Pengendalian bahaya yang dilakukan dengan memberikan peringatan,
intruksi, tanda, label yang akan membuat orang waspada akan adanya bahaya
dilokasi tersebut. Sangatlah penting bagi semua orang mengetahui dan
memperhatikan tanda-tanda peringatan yang ada dilokasi kerja sehingga
mereka dapat mengantisipasi adanya bahaya yang akan memberikan dampak
kepadanya. Aplikasi didunia industry untuk pengendalian jenis ini antara lain
berupa alrm system , detektor asap, tanda peringatan.
5. Administrative control
Pengendalian bahaya dengan melakukan modifikasi pada interaksi pekerja
dengan lingkungan kerja, seperti rotasi kerja, pelatihan, pengembangan standar
kerja (SOP), shift kerja, dan housekeeping.
Alat pelindung diri dirancang untuk melindungi diri dari bahaya dilingkungan
kerja serta zat pencemar, agar tetap selalu aman dan sehat. Adapun
langkah-langkah keselamtan APD :
a. Selalu Gunakan APD
b. Bicarakanlah, apabila peralatan pelindung pribadi yang digunakan
tidak tepat untuk pekerjaan, atau tidak nyaman atau tidak sesuai
sebagaimana mestinya dengan mengatakan kepada rekan-rekan kerja
atau kepada supervisior.
c. Tetap selalu diberitahukan.pastikanlingkungan kerja selalu
terinformasi tentang sifat dari bahaya atau risiko yang mungkin
dijumpai.
d. Perhatikan APD yang digunakan. Dengan tidak merusak atau
merubah kemapuan APD menjadi berkurang kegunaannya. Karena
kondisi APD menentukan manfaat perlindungan yang diberikannya.
e. Lindungi Keluarga. Jangan membawa kontaminasi bahaya dari tempat
kerja ke keluarga atau teman-teman anda di rumah, tinggalkan APD
di tempat kerja.
Berbagai jenis APD yang tersedia diklasifikasikan berdasarkan
anggota tubuh yang dilindungi, yaitu sebagai berikut : • Perlindungan terhadap kepala
• Perlindungan terhadap wajah dan mata
32
• Perlindungan terhadap tangan dan lengan
• Perlindungan terhadap tungkai kaki dan badan
• Perlindungan terhadap kaki bagian bawah
• Perlindungan dari potensi jatuh
• Perlindungan terhadap pernapasan
Pada PT Indocement Tunggal Prakarsa Tbk, prinsip semua risiko harus
dikendalikan dengan cara menghilangkan, mengurangi, mengendalikan atau
memindahkan bahaya yang bisa saja terjadi. Dan pengendalian risiko di unit kerja
Indocement ini adalah :
a. Jika risiko dapat dihilangkan atau dikurangi dapat menggunakan alat
pelindung diri atau pengaman;
b. Jika terdapat potensi bahaya yang berdampak ke lingkungan
masyarakat harus diupayakan memenuhi peraturan perundangan dan
atau standar yang berlaku,
c. Apabila belum dapat mengendalikan risiko, dapat dialihkan kepada
pihak yang kompeten.
Menentukan upaya pengendalian risiko berdasarkan tingkatan pengendalian
risiko dan tingkatan pengendalian limbah. Menentukan ukuran tingkat keberhasilan
upaya pengendalian risiko melalui antara lain:
a. Pemantauan pemenuhan peraturan perundangan dan standar:
1. Pemantauan atau pengukuran faktor lingkungan: fisika, kimia, biologi,
2. Pemantauan lingkungan kerja: kondisi berbahaya dan tindakan berbahaya.
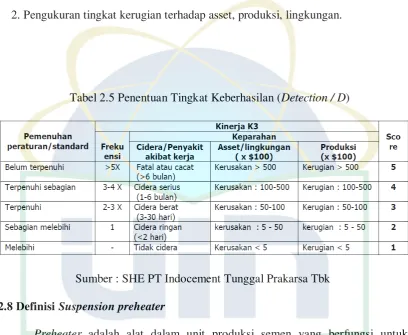
b. Pengukuran kinerja K3:
1. Pengukuran tingkat kecelakaan dan penyakit akibat kerja.
2. Pengukuran tingkat kerugian terhadap asset, produksi, lingkungan.
Tabel 2.5 Penentuan Tingkat Keberhasilan (Detection / D)
Sumber : SHE PT Indocement Tunggal Prakarsa Tbk
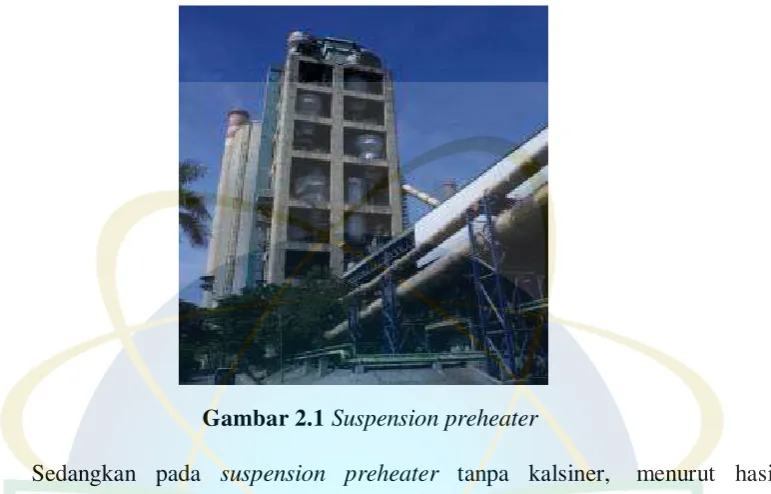
2.8 Definisi Suspension preheater
Preheater adalah alat dalam unit produksi semen yang berfungsi untuk
melepaskan material sebelum dibakar didalam rotary kiln. Tujuan pemanasan ini
adalah untuk memanaskan material secara perlahan-lahan sesempurna mungkin
sehingga umpan kiln nantinya sudah siap untuk mengalami proses selanjutnya
sehingga akan didapatkan terak dengan hasil yang baik. Adapun jenis-jenis preheater
34
1. Polysius Dopol Preheater
Preheater jenis ini dalam pemanasan awal terhadap raw mix dilakukan dalam
dua aliran suspention preheater. Stage tingkat I,III,IV (dihitung dari bawah
ke puncak) tersusun atas double cyclone yang dipasang parallel. Stage II
yang merupakan single unit merupakan counter current HE. Pemisahan aliran
gas di dalam dua aliran pada stage tingkat I, III, dan IV menyebabkan
penggunaan siklon yang lebih kecil untuk volumetric gas yang sama dengan
tingkat pemisahan yang lebih tinggi. Dopol preheater kiln tersedia sampai
kapasitas 43000 bbl/hari.
2. The Bihler Miag Raw Mix Preheater
Terdiri atas 3 tingkat yang tersusun atas double cyclone yang bekerja dengan
aliran parallel dan terdiri atas satu preheater shaft berbentuk kerucut sebagai
siklon IV dengan aliran counter current.
3. The Zap Raw Mix Suspension preheater
Ciri khusus dari jenis preheater ini adalah dalam hal tingkat keamanan
operasinya yang tinggi. ZAP ini tersedia dalam dua jenis, yaitu twin
constraction dan single tower yang memiliki kapasitas 2000 ton klinker/hari.
4. The Krupp Counter Suspension preheater
Stage paling atas di dalam Preheater jenis ini tersusun atas double cyclone
yang berfungsi untuk pemisahan debu. Konsumsi panas preheater ini antara
530000 dan 595000 Btu/bbl klinker dengan kapasitas operasi 9000 bbl/hari.
5. The Counter Current Suspension preheater of The Prerov Engineering Work
Dua siklon paling atas sebagai penangkap debu sedangkan dua siklon yang
lebih rendah berfungsi untuk resirkulasi dan pemanasan awal raw mix.
Kontruksi dan metode pengoperasian preheater ini cukup sederhana . tidak
ada expansion joint sehingga diharapkan dapat mengurangi false air masuk.
Suspension preheater memamfaatkan gas panas dari rotary kiln sebagai
pemanas. Karena hisapan SP fan maka gas panas tersebut akan naik ke
preheater dan dimanfaatkan untuk proses kalsinasi dan penguapan air. Jenis
preheater yang digunakan adalah suspension preheater dengan dua line
(string), masing-masing terdiri 4 stage.
Di suspension preheater terdapat sebuah saluran yang menghubungkan tiap
tingkat siklon dengan siklon berikutnya yang disebut dengan connection duct. Setiap
siklon dan connection duct membentuk satu tingkat preheater. Preheater stage diberi
nomor I sampai IV, dari top ke bottom. Perpindahan panas bila di tinjau dalam setiap
stage berlangsung secara counter current flow. Di dalam connection duct terjadi
perpindahan panas antara gas panas dari kiln dengan material selama perjalanan ke
siklon berikutnya. Gas panas mengalir dari bagian bawah preheater sedangkan raw
mix (kiln feed) dialirkan dari bagian atas preheater. Perpindahan panas dari gas
kepadatan menjadi dalam duct (80%) dan sisanya terjadi dalam siklon, sekaligus
proses pemisahan. Hal ini dikemukakan oleh peneliti dari Soviet Cement Plant yang
bernama Mr.Spassky (Duda, 1975). Jadi duct berfungsi sebagai tempat pemindahan
panas sedangkan siklon berfungsi sebagai tempat pemisahan material. Panas yang
terkandung dalam gas keluar preheater dimanfaatkan untuk pengeringan pada unit
36
Suspension preheater merupakan salah satu peralatan produksi untuk
memanaskan awal bahan baku sebelum masuk ke dalam rotary kiln. Suspension
preheater terdiri dari siklon untuk memisahkan bahan baku dari gas pembawanya,
riser duct yang lebih berfungsi sebagai tempat terjadinya pemanasan bahan baku
(karena hampir 80% -90% pemanasan debu berlangsung di sini), dan kalsiner untuk
sistem-sistem dengan proses prekalsinasi yang diawali di SP ini. Pada awalnya
proses pemanasan bahan baku terjadi dengan mengalirkan gas hasil sisa proses
pembakaran di kiln melalui suspension preheater ini. Namun dengan berkembangnya
teknologi, di dalam suspension preheater proses pemanasan ini dapat dilanjutkan
dengan proses kalsinasi sebagian dari bahan baku, asal peralatan suspension
preheater ditambah dengan kalsiner yang memungkinkan ditambahkannya bahan
bakar (dan udara) untuk memenuhi kebutuhan energi yang diperlukan untuk proses
kalsinasi tersebut. Peralatan terakhir ini sudah banyak ditemui untuk pabrik baru
dengan kapasitas produksi yang cukup besar, dan disebut dengan suspension
preheater dengan kalsiner.
Pada suspension preheater tanpa kalsiner, prosentase proses kalsinasi lebih
kecil dibandingkan dengan yang terjadi di dalam preheater dengan kalsiner. Pada
suspension preheater dengan kalsiner ini derajat kalsinasi raw mix (artinya
prosentase bahan baku yang telah mengalami proses kalsinasi) pada saat masuk ke
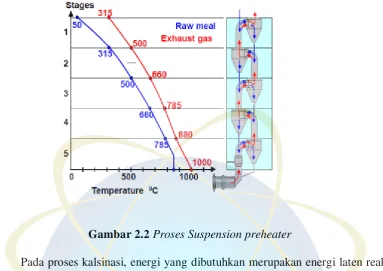
Gambar 2.1 Suspension preheater
Sedangkan pada suspension preheater tanpa kalsiner, menurut hasil
penelitian selama ini, tidak akan melebihi 40%. Sebagai konsekuensi dari pemakaian
kedua jenis preheater ini, proses yang terjadi di dalam kiln akan sedikit berbeda,
demikian pula energi yang dibutuhkannya. Pada prinsipnya dengan adanya kalsiner
sebagian besar proses kalsinasi dipindahkan dari kiln ke kalsiner sehingga proses
kalsinasi yang terjadi di kiln tinggal sedikit. Dengan demikian pada suspension
preheater dengan kalsiner ini, di dalam kiln tinggal terjadi sedikit proses kalsinasi,
klinkerisasi dan sintering, serta awal pendinginan klinker saja. Untuk itu biasanya