LAMPIRAN 1
LAMPIRAN 2
LAMPIRAN 3
Struktur Organisasi Perusahaan PT. Bakrie Sumatera Plantation, Tbk
Area Sumut 1
LAMPIRAN 4
DAFTAR PUSTAKA
Anonim. 2013. Ini 5 Negara Produsen Karet Terbesar Di Dunia. Direktoral Jendral Industri Agro. 17 Maret 2016 : http:/agro.kemenprin.go.id/1567-Ini-5-Negara-Produsen-Karet Terbesar-Di-Dunia.
Arikunto, Suharsimi. 2010. Prosedur Penelitian, Katalog Dalam Terbitan (KDT), Jakarta.
Erwin. Risiko Kecelakaan Kerja. 21 Januari 2016 ;
https://erwinazizijayadipraja.wordpress.com/2013/09/07/risiko-kecelakaan-kerja/.
Fil Socrates, M. 2013. Skripsi Analisis Risiko Keselamatan Kerja Dengan Metode HIRARC Pada Alat Suspension Preheater Bagian Produksi Di Plant 6 Dan 11 Field Citeureup PT. Indocement Tunggal Prakarsa.Universitas Islam Negri Syarif Hidayatullah. 29 Januari 2016 : http://repository.uinjkt.ac.id/dspace/bitstream/123456789/26507/1/MUHA MMAD%20FIL%20SOCRATES-FKIK.pdf.
Lexy, J. Moleong. 2001. Metode Penelitian Kualitatif, Edisi Revisi Cetakan 29, Bandung : PT. Remaja Rosdakarya.
Mateus. 2012. Laporan Analisis Dan Penerapan HIRARC Pada Aktivitas Drilling Dan Blasting Di PT. Telen Orbit Prima Site Buhut Kalimantan Tengah.Universitas Sebelas Maret.
Peraturan Mentri Tenaga Kerja dan Transmigrasi Nomor PER.13/MEN/X/2011 Tahun 2011 tentang Nilai Ambang Batas Faktor Fisika dan Faktor Kimia di Tempat Kerja.
Puspitasari, Nindya. 2010. Hazard Identifikasi Dan Risk Assessment Dalam Upaya Mengurangi Tingkat Risiko Di Bagian Produksi PT. Bima Guna Kumia Ungaran Semarang.Universitas Sebelas Maret. 4 Februari 2016 : http://eprints.uns.ac.id/id/eprint/10313.
Ramli, Soehatman. 2010. Pedoman Praktis Manajemen Risiko Dalam Perspektif K3 OHS Risk Management, Jakarta : Dian Agung.
Ramli, Soehatman. 2010. Sistem Manajemen Keselamatan dan Kesehatan Kerja OHSAS 18001, Edisi Kedua, Jakarta : Dian Agung.
Suma’mur. 2009. Higiene Perusahaan Dan Kesehatan Kerja (Hieperkes), Jakarta : CV. Sagung Seto.
Supriyandi, Agung. Data & Fakta K3 di Indonesia. 24 Januari 2016 ; http://katigaku.com/2014/08/24/infografik-data-dan-fakta-keselamatan-dan-kesehatan-kerja-di-indonesia/.
Suryowati, Estu. BPJS, Jumlah Kecelakaan Kerja Turun. 21 Januari 2016
;http://www.bpjsketenagakerjaan.go.id/berita/2943/Angka-Kasus-Kecelakaan-Kerja-Menurun.html.
Tarwaka, 2008. Keselamatan dan Kesehatan Kerja. Surakarta. Harapan Press.
Tim Penulis PS. 1999. KARET: Strategi Pemasaran Tahun 2000, Budidaya dan Pengolahan, Jakarta : Penebar Swadaya.
Undang-Undang RI No 1 Tahun 1970 Mengenai Keselamatan Kerja.
Wijaya, Albert dkk. 2015. Evaluasi Kesehatan Dan Keselamatan Kerja Dengan Metode HIRARC Pada PT. Charoen Pokphand Indonesia. Jurnal Titra. Vol 3. No 1. Hal. 30. 7 Februari 2016 : http://studentjournal.petra.ac.id/index.php/teknik
industri/article/download/2979/2684.
Wikipedia. Lateks. 17 Maret 2016 : https://id.m.wikipedia.org/wiki/Lateks.
Zamani, Wildan. Unnes Journal of Public Health : Identifikasi Bahaya Kecelakaan Unit Spinning I Menggunakan Metode HIRARC di PT. Sinar Pantja Djaja. ( Jurnal Elektronik) diakses 12 April 2016 ; http://journal.unnes.ac.id/sju/index.php/ujph.
BAB III
METODE PENELITIAN
3.1 Jenis Penelitian
Metode penelitian yang digunakan dalam penelitian ini adalah deskriptif.
Penggunaan metode penelitian bertujuan untuk memperoleh gambaran mendalam
tentang identifikasi bahaya kecelakaan kerja dengan menggunakan metode
HIRARC di proses pembuatan lateks pekat/ Centrifuged Lateks di PT.Bakrie
Sumatera Plantations,Tbk. Studi deskriptif adalah suatu metode penelitian yang
dilakukan dengan tujuan utama untuk membuat gambaran atau deskripsi tentang
suatu keadaan secara objektif.
3.2 Lokasi dan Waktu Penelitian
3.2.1 Lokasi Penelitian
Penelitian dilakukan di PT. Bakrie Sumatera Plantation, Tbk Pabrik
Bunut, berlokasi di Kelurahan Bunut, Kecamatan Kota Kisaran Barat, Kabupaten
Asahan, Sumatera Utara.
3.2.2 Waktu Penelitian
3.3 Objek Penelitian
Objek yang diteliti adalah pekerja saat melakukan pekerjaannya, peralatan
yang digunakan saat proses produksi, atau mesin di lingkungan sebagai sumber
bahaya dari proses pengolahan lateks pekat yang dimulai dari penerimaan bahan
baku lateks kebun dipabrik, proses pengolahan, proses penyimpanan produk
lateks pekat hingga proses pengiriman.
3.4 Instrumen Penelitian
Instrumen penelitian adalah alat atau fasilitas yang dipergunakan oleh
peneliti dalam mengumpulkan data agar pekerjaannya lebih mudah dan hasilnya
lebih baik, dalam arti lebih cermat, lengkap, dan sistematis sehingga lebih mudah
diolah (Suharsimi Arikunto, 2013). Instrumen pada penelitian ini adalah lembar
HIRARC, lembar checklist untuk menganalisa potensi bahaya dan media foto
untuk membantu dalam proses analisa potensi bahaya.
3.5 Metode Pengumpulan Data
3.5.1 Data Primer
Data Primer diperoleh dari pengamatan dan wawancara bebas. Wawancara
bebas yaitu pewawancara bebas menanyakan apa saja, tetapi juga mengingat data
yang ingin dikumpulkan tanpa membawa pedoman yang akan ditanyakan
(Suharsimi, 2013). Narasumber dari wawancara adalah pekerja, mandor, teknisi
mesin, pembimbing lapangan dan kepala QHSE (Quality Health Safety and
Environment).
Teknik pengamatan yang dilakukan adalah pengamatan terbuka, yaitu
dan subjek memberikan kesempatan pada pengamat untuk mengamati peristiwa
yang terjadi dan subjek menyadari adanya orang yang mengamati apa yang subjek
kerjakan (Moleong, 2011). Pengamatan ini dilakukan dengan cara mengamati
seluruh potensi bahaya yang berisiko mengakibatkan kecelakaan kerja pada saat
pekerjaan itu dimulai hingga berakhir. Hal yang menjadi fokus pengamatan yakni
pada instruksi kerja, serta kondisi lingkungan yang dapat menyebabkan
kecelakaan kerja.
3.5.2 Data Sekunder
Data sekunder diperoleh dari dokumen perusahaan PT. Bakrie Sumatera
Plantations,Tbk dan hasil penelitian yang berkaitan dengan HIRARC. Dokumen
yang digunakan pada penelitian ini adalah data kecelakaan perusahaan, data
jumlah karyawan dan data hasil pemeriksaan hiperkes untuk melihat keadaan
lingkungan kerja seperti hasil pemeriksaan pencahayaan, kebisingan, suhu
ruangan dan lainnya sebagai indikator untuk mengisi lembar checklist yang
selanjutnya akan dibandingkan dengan standart faktor fisik yang telah ditentukan
Peraturan Mentri Tenaga Kerja dan Transmigrasi Nomor PER.13/MEN/X/2011
Tahun 2011 tentang Nilai Ambang Batas Faktor Fisika dan Faktor Kimia di
Tempat Kerja.
3.6 Definisi Istilah
1. Tempat Kerja : Ruangan tertutup dan terbuka dimana
dilakukan proses pekerjaan dalam proses
2. Aktivitas Kerja Rutin : Aktivitas yang dilakukan setiap hari kerja
mulai dari penerimaan bahan baku lateks,
penerimaan bahan baku, proses pembuatan
lateks pekat hingga penyimpanan lateks pekat.
3. Aktivitas Non Rutin : Aktivitas yang dilakukan pada waktu tertentu
misalnya proses pelilinan tangki yang dilakukan
yang dilakukan 3 bulan sekali.
4. Sumber Bahaya : Kondisi faktor kimia, fisik, dan ergonomi yang
dapat merugikan pekerja pada proses produksi
pembuatan lateks pekat.
5. Identifikasi Bahaya : Mengenal adanya potensi bahaya pada proses
kerja pembuatan lateks pekat.
6. Penilaian Risiko : Proses penilaian kemungkinan terjadinya
kecelakaan dan tingkat keparahan yang
ditimbulkan pada pembuatan lateks pekat
sehingga didapat tingkat risiko.
3.7 Metode Pengolahan Data
Data diolah menggunakan HIRARC (Hazard Identification Risk
Assessment and Risk Control). Pengolahan data dengan metode HIRARC diawali
dengan:
2. Melakukan identifikasi risiko pada setiap langkah kerja, pengendalian
yang telah ada, undang-undang serta peraturan yang berlaku dan terkait
dengan proses identifikasi tersebut.
3. Melakukan penilaian risiko untuk mengetahui tingkat bahaya dari
pekerjaan tersebut. Melakukan penilaian risiko meliputi penentuan
probabilitas terjadinya suatu risiko (occurrence/likelihood) dan penentuan
tingkat keparahan jika risiko tersebut menjelma menjadi kecelakaan kerja
(severity). Penentuan likelihood dan severity dilakukan dengan cara
wawancara (data kualitatif) untuk memperoleh nilai likelihood dan nilai
severity. Melakukan perhitungan score risiko dengan rumus :
Risk rating = likelihood x severity
3.8 Metode Analisis Data
Analisa data dimulai dengan menghitung nilai risiko yang diperoleh dari
hasil perkalian likehood dan severity, sehingga diperoleh risk rating yang terdiri
dari 4 kategori yaitu kategori Extreme Risk, High Risk, Moderat Risk dan Low risk
untuk melihat apakah nilai tersebut masih bisa diterima atau tidak dan apakah
perlu penanganan lain untuk mengurangi risiko tersebut sampai pada batas yang
BAB IV
HASIL PENELITIAN
4.1 Gambaran Umum Perusahaan
4.1.1 Profil Perusahaan
PT. Bakrie Sumatera Plantations, Tbk (PT. BSP) merupakan Perusahaan
Penanam Modal Dalam Negeri (PMDN) yang bergerak di bidang usaha
perkebunan dan pengolahan karet dan sawit. Bunut Rubber Factory merupakan
pabrik bagian dari PT. BSP yang mengolah karet dari bahan baku berupa lateks,
getah mangkok (cup lump), lateks yang dibekukan (coagulum) dan getah tarik
(tree lace) menjadi barang setengah jadi sebagai bahan baku industri ban, sepatu,
peralatan medis, jok, pakaian dan lain sebagainya.
PT. Bakrie Sumatera Plantations, Tbk. berdiri pada 17 Mei 1911 dengan
nama NV Hollandsch Americansche Plantage Maatschappij (NV. H.A.P.M.),
yang merupakan milik USA. Pada tahun 1941, rumah sakit didirikan untuk
karyawan perkebunan HAPM berlokasi di kebun Tanah Raja, Kisaran dan diberi
nama Chartarina Hospital. Kemudian pada tahun 1930 sebuah paviliyun dibangun
untuk tempat para staf dan keluarganya yang sakit diopname dan namanya Rumah
Sakit Atas. Selanjutnya pada tahun 1965 sewaktu manajemen dipegang oleh
pemerintahan Republik Indonesia, nama Chartarina Hospital diubah menjadi
Perusahaan ini sempat diambil alih oleh Pemerintah Jepang selama kurang
lebih 3,5 tahun sejak pada Maret 1942, dan berganti nama menjadi Noyen Kanri
Kyoku. Setelah Indonesia merdeka tahun 1945, perusahaan diambil alih oleh
pemerintah Negara Republik Indonesia (NRI) dan kembali mengalami perubahan
nama menjadi Perusahaan Perkebunan Negara Republik Indonesia Cabang IV
(PPN RI Cabang IV). Belanda menjual semua sahamnya kepada Amerika pada 8
Februari 1957, lalu perusahaan berganti nama menjadi United States Rubber
Sumatera Plantations (USRSP). Pada tanggal 2 Maret 1965 manajemen USRSP
dipegang oleh pemerintah Republik Indonesia dan berganti nama menjadi
perusahaan Ampera II, lalu diganti lagi menjadi Perusahaan Perkebunan Karet
XVIII (PPN Karet XVIII).
Manajemen perusahaan diserahterimakan pada 30 Oktober 1966 kepada
PT. USRSP, dan pada 30 Juli 1970, nama perusahaan berganti menjadi PT.
Uniroyal Sumatera Plantations dan memperoleh status Penanaman Modal Asing
(PMA) dengan izin kepemilikan tetap berada pada Uniroyal Inc. Melalui Bakrie
and Brothers Group, PT. Uniroyal Sumatera Plantations dipercayakan kepada
pemerintah RI dengan menjual seluruh sahamnya pada 21 April 1986. Perusahaan
berganti nama menjadi PT. United Sumatera Plantations, yang disahkan oleh
Menteri Kehakiman yang saat itu dijabat Bapak Ismail Saleh. Pada Rapat Umum
Pemegang Saham (RUPS) tanggal 25 Juni 1992, untuk menyesuaikan dengan
nama induk perusahaan, nama PT. United Sumatera Plantations diganti menjadi
PT. Bakrie Sumatera plantations, Tbk, pabrik Bunut, berlokasi di
Kelurahan Bunut, Kecamatan Kota Kisaran barat, Kabupaten Asahan, Sumatera
Utara. Bunut terletak ± 8 km dari pusat kota Kisaran dan memerlukan waktu
tempuh ± 10 menit. PT. BSP, Tbk memiliki area perkebunan yang terbesar di
beberapa daerah yaitu Tanah Raja Estate (mempunyai empat divisi), Sei Baleh
Estate (mempunya 5 divisi), Gurach Batu Estate (mempunyai 6 divisi), Kuala
Piasa Estate (mempunyai 1 divisi), Aek Salabat Estate ( mempunyai 4 divisi), dan
Serbangan Estate (mempunyai 6 divisi).
Tanah milik PT. BSP,Tbk meliputi area perkebunan dan pemakaian tanah
yang lain. Tanah yang bukan areal perkebunan tersebut adalah sebagai tempat
didirikannya sarana/prasarana dan fasilitas pendukung seperti pabrik pengolahan
karet/lateks kebun, dilengkapi dengan laboratorium mini dan quality control.
Kompleks perumahan karyawan dan staf dilengkapi dengan fasilitas olah raga
yaitu lapangan golf dan lapangan sepak bola, sarana peribadatan (mesjid,gereja),
sarana pendidikan, sarana hiburan, sarana kesehatan (Rumah Sakit Ibu Kartini)
dan kantor besar sebagai kantor pusat PT. BSP, Tbk yang berlokasi di Kisaran.
Selain di Kisaran, kompleks perumahan karyawan dan staf PT. BSP, Tbk
juga banyak didirikan di beberapa daerah yaitu di Sei Balek, Tanah Raja, Gurach
Batu, Serbangan, Kuala Piasa, Aek Salabat, dan lain-lain. Artinya setiap areal
perkebunan (estate) didirikan komplek perumahan karyawan dan staf PT. BSP,
kemudahan pada karyawan dan staf PT. BSP, Tbk untuk bekerja di estate mereka
masing-masing karena jaraknya relatif dekat.
4.1.2 Visi dan Misi Perusahaan
A. Visi Perusahaan
Menjadi perusahaan agrobisnis terintegrasi nomor satu dan paling
dikagumi di Indonesia.
B. Misi Perusahaan
Mengembangkan dan menjaga kesinambungan kesejahteraan komunitas
dengan melakukan ekstraksi penciptaan nilai optimal melalui kegiatan operasi
yang ramah lingkungan dan memanfaatkan keahlian kunci dalam operasi multi
tanaman dan operasi global.
4.1.3 Strukstur Organisasi
Struktur organisasi merupakan susunan yang terdiri dari fungsi-fungsi dan
hubungan-hubungan yang menyatakan keseluruhan kegiatan untuk mencapai
suatu sasaran. Secara fisik struktur organisasi dapat dinyatakan dalam bentuk
gambaran (bagan) yang memperlihatkan hubungan unit-unit organisasi dan
garis-garis wewenang yang ada. Penggambaran organisasi dalam suatu bagan
merupakan hasil keputusan yang telah dicapai tentang struktur organisasi yang
Struktur organisasi PT. Bakrie Sumatera Plantations, Tbk. – Bunut Rubber
Factory adalah berbentuk lini dan fungsional. Hubungan lini karena pembagian
tugas dilakukan dalam bidang atau area pekerjaan dengan pimpinan tertinggi
dipegang oleh Manager. Selain itu perusahaan juga menggunakan struktur
organisasi berbentuk fungsional, yang berarti pembagian tugas juga dilakukan
berdasarkan fungsi-fungsi yang membentuk hubungan fungsional. Struktur
organisasi PT. Bakrie Sumatera Plantations, Tbk. – Bunut Rubber Factory dapat
dilihat pada lampiran 3 dan 4.
4.1.4 Kebijakan Keselamatan dan Kesehatan Kerja, Pengendalian Risiko
serta Lingkungan.
Adapun kebijakan perusahaan yang dirancang oleh QHSE (Quality Health
Safety and Environment) di PT. BSP, Tbk yang wajib dipahami oleh setiap
personil yang berada di dalam lingkungan perusahaan adalah sebagai berikut:
1. Pimpinan dan karyawan PT. Bakrie Sumatera Plantations, Tbk percaya
bahwa mutu, lingkungan, Keselamatan dan Kesehatan Kerja (K3) adalah
tanggung jawab setiap orang.
2. Sebagai suatu tim berusaha menjadi yang terbaik dalam hal mutu,
teknologi produk, harga dan waktu penyerahan untuk memenuhi kepuasan
pelanggan dan secara konsisten melakukan pengelolaan lingkungan
dengan memanfaatkan sumber daya alam seefisien mungkin dan
mencegah terjadinya pencemaran lingkungan dan kecelakaan kerja dalam
kegiatan operasionalnya terutama pada pemanenan dan pasca panen untuk
3. Mempunyai komitmen mematuhi peraturan perundang-undangan, dan
peraturan-peraturan lainnya yang terkait dengan produk, lingkungan,
Keselamatan dan Kesehatan Kerja (K3) dan melaksanakan perbaikan
berkelanjutan agar sistem manajemen tersebut lebih efektif. Hal ini akan
membuat PT. Bakrie Sumatera Plantations, Tbk menjadi tokoh terdepan
dalam menghasilkan karet alam dan palm oil.
4.1.5 Jam Kerja dan Jumlah Tenaga Kerja
a. Jam Kerja
Pekerja bekerja dari hari senin hingga sabtu dengan masing- masing jam
kerja 7 jam/hari. Jam kerja pada waktu libur apabila diperlukan, dihitung sebagai
lembur. Rotasi shift kerja dilakukan satu kali seminggu. Kerja lembur hanya bisa
dilakukan pada hari Sabtu maksimal 2 jam.
Pembagian kerja yang diberikan kepada karyawan di PT. Bakrie Sumatera
Plantations, Tbk dibagi menjadi sebagai berikut :
Tabel 4.1 Jam Kerja di Pabrik Cenex PT. Bakrie Sumatera Plantations
Hari Waktu Keterangan
b. Tenaga Kerja
Jumlah tenaga kerja pada proses pembuatan lateks pekat yakni sebanyak
43 orang. Setiap shift terdiri dari 8 orang dengan masing-masing tugas yakni, 1
orang mandor, 1 orang operator, dan 6 orang pencucian blow disk. Selebihnya
punya tugas masing-masing hanya pada shift pagi yaitu, 2 orang cuci talang, 2
orang ambil sampel, 1 orang kebersihan, 1 orang cuci RT, 3 orang bersihkan
tangki PJKA, 1 orang pembuat larutan kimia, 2 orang cuci blowcase, 2 orang
bertanggung jawab pada compressor, 1 orang cuci botol, 1 orang cuci pipa dan
selang, dan 3 orang untuk bongkar lateks. Pendidikan para pekerja dimulai dari
pendidikan Sekolah Dasar (SD) hingga Sekolah Menegah Atas (SMA). Umur
pekerja rata-rata 30-50 tahun.
c. Pemeriksaan Kesehatan
Sesuai dengan UU No. 1 Tahun 1970 tentang “ Keselamatan Kerja” pada
pasal 8 bahwa pengurus diwajibkan memeriksakan kesehatan badan, kondisi
mental dan kemampuan fisik dari tenaga kerjanya. Di antaranya pemeriksaan
kesehatan awal, pemeriksaan kesehatan berkala, dan pemeriksaan khusus.
Pemeriksaan kesehatan sebelum bekerja ditujukan agar pekerja yang
diterima berada dalam kondisi kesehatan yang setinggi-tingginya, tidak
mempunyai penyakit menular yang akan mengenai tenaga kerja lainnya, dan
cocok untuk pekerjaan yang akan dilakukan sehingga keselamatan dan kesehatan
kerja yang bersangkutan dan tenaga kerja yang lainnya dapat dijamin.
lengkap, kesegaran jasmani, rontgen paru-paru (bila mungkin) dan laboratorium,
serta pemeriksaan lain yang dianggap perlu.
Pemeriksaan kesehatan berkala dimaksudkan untuk mempertahankan
derajat kesehatan tenaga kerja sesudah berada dalam pekerjaanya, serta menilai
kemungkinan adanya pengaruh-pengaruh dari pekerjaan seawal mungkin yang
perlu dikendalikan dengan usaha-usaha pencegahan. Pemeriksaan kesehatan
berkala meliputi pemeriksaan fisik lengkap, kesegaran jasmani, rontgen paru-paru
(bila mungkin) dan laboratorium, serta pemeriksaan lain yang dianggap perlu.
Pemeriksaan kesehatan berkala sekurang-kurangnya dilakukan 1 kali dalam 1
tahun.
Pemeriksaan khusus untuk menilai adanya pengaruh-pengaruh dari
pekerjaan tertentu terhadap tenaga kerja. Pemeriksaan kesehatan di PT. Bakrie
Sumatera Plantation, Tbk dilakukan 1 kali dalam setahun yaitu antara bulan
Maret-April dengan mengambil sampel pada pekerja yang bekerja dengan risiko
tertinggi saja. Pemeriksaan yang dilakukan oleh PT.Bakrie Sumatera
Plantations,Tbk adalah :
1. Pengukuran intensitas kebisingan
2. Pengukuran iklim kerja
3. Pengukuran intensitas penerangan
4. Pengukuran getaran seluruh tubuh
5. Pengukuran kualitas udara lingkungan kerja
6. Pengukuran intensitas pendengaran
8. Pengukuran cholinesterase dalam darah
4.2 Proses Kerja Pengolahan Cenex ( Centrifuged Latex )
4.2.1 Bahan yang digunakan
Bahan baku yang digunakan adalah lateks kebun dan bahan tambahan
sebagai berikut:
Kadar ammonia (NH3) adalah 0,78% OTW (On Total Weight).
DAP (Diammonium Phospat Solution) 14% sebanyak 1,3 kg/ton lateks
untuk menurunkan kadar non karet seperti magnesium dan kapur serta air.
TZ (Tizen) Dispersion solution 50% sebanyak 0,5kg/ton berat bersih lateks
kebun lateks untuk mencegah bakteri berkembang.
Lauric Acid (LA) solution 10% sebanyak 2cc/kg concentrated latex.
Hasil dari produk yang dihasilkan oleh pabrik lateks pekat yaitu Concentrated
Latex NC405 dan NC411.
4.2.2 Proses Kerja Pengolahan Cenex ( Centrifuge Latex )
Kegiatan pembuatan lateks pekat (Centrifuged Latex/Cenex) di PT. Bakrie
Sumatera Plantations,Tbk memiliki tahapan proses sebagai berikut :
1. Tahapan Persiapan
a. Pencucian Botol Sampel
Botol yang digunakan untuk mengambil sampel lateks terlebih dahulu di
cuci dan dikeringkan sebelum digunakan yang selanjutnya sampel akan dibawa ke
Gambar 4.1 Pekerja saat mencuci botol sampel
b. Pembersihan Receiving Tank, Lantai/Area Kerja
Pembersihan area kerja dilakukan setiap pagi sebelum lateks kebun datang
pada siang hari. Kegiatan pembersihan terdiri dari pembersihan pipa/selang, cuci
receiving tank, cuci lantai dan cuci talang.
c. Pelarutan Bahan Kimia
Bahan kimia yang dilarutkan yaitu DAP (Diammonium Phospat Solution)
10% ,TZ Dispersion solution 50% dan Lauric Acid dengan cara mencampurkan
air dan bubuk kimia dimasukan kedalam wadah yang kemudian akan diaduk oleh
mesin. Pelarutan bahan kimia dilakukan sesuai dengan kebutuhan/ lateks kebun
2. Penerimaan Bahan Baku Lateks/Lateks Kebun
a. Penimbangan dan Pengambilan Sampel
Lateks yang diangkut dari kebun ke pabrik dengan menggunakan truck
tank sesampainya di pabrik dilakukan penimbangan dengan menggunakan
timbangan digital yang berkapasitas 20 ton untuk mengetahui berapa ton yang
dibawa dari kebun ke pabrik. Kemudian diambil sampelnya untuk mengetahui
persen DRC-nya (Dry Rubber Content).
b. Pembongkaran Lateks
Kemudian lateks dialirkan ke dalam Receiving Tank (RT) yang berjumlah
4 buah dengan kapasitas masing-masing 40 ton. Pengaliran lateks dengan cara
memasangkan pipa dari truk tangki yang dihubungkan ke RT. Di truk tangki
bagian belakang di pasang pipa yang akan mengalirkan tekanan udara sehingga
lateks dapat mengalir di pipa pengaliran ke RT. Resiko yang dapat terjadi pada
saat pengaliran lateks ke RT adalah cedera, patah tulang akibat terjatuh dari truk
tangki pada saat pemasangan selang tekanan udara, terluka akibat tertimpa pipa,
patah tulang akibat terjepit ban belakang truk pada saat mengganjal ban belakang
Gambar 4.2 Proses pengaliran lateks dari truck tangki ke Receiving Tank.
3. Pengolahan di Pabrik
a. Penambahan Larutan Kimia ke RT
Di dalam RT ini lateks di tambahkan asam laurat sebanyak 0,5 cc/ton dan
DAP (Diammonium Phospat) 1,3 kg/ton dan Lauric Acid (LA) solution 10%
sebanyak 2cc/kg concentrated latex. Resiko yang dapat terjadi pada saat
penambahan bahan kimia di receiving tank adalah iritasi, keracunan akibat
Gambar 4.3 Pekerja menambahkan zat kimia ke Receiving Tank
Kemudian lateks tersebut diendapkan selama 2 jam di dalam receiving tank.
Setelah diendapkan selama 2 jam untuk menurunkan kadar Magnesium, kapur dan
air, lateks kemudian dialirkan melalui float resulted ke separator.
b. Pengolahan Lateks dengan Mesin Separator
Di dalam separator, lateks diolah selama ± 2 ½ jam. Separator yang
digunakan berjumlah 23 buah dengan 2 buah sebagai cadangan. Separator yang
digunakan mempunyai kapasitas 300-320 kg/jam berputar dengan kecepatan
tinggi yakni, 7200 rpm. Alat separator ini berfungsi untuk memisahkan lateks
kebun dari kotoran dan material lain dengan menggunakan gaya sentrifugal.
yang dapat terjadi pada saat pengoperasian mesin separator adalah, cedera akibat
terjadinya pecah body mesin dan lantai yang licin karena pencucian lantai yang
selalu dilakukan.
Gambar 4.4 Mesin Separator
c. Pencucian Blow Disk
Untuk mengendalikan persen konsetrasi digunakan skim screw. Skim
screw pada separator berfungsi sebagai pengaturan persen konsentrasi lateks.
Dimana skim screw yang pendek akan menghasilkan persen konsentrasi yang
lebih tinggi begitu juga sebaliknya. Fraksi karet yang telah terbentuk disebut
dengan concentrated lateks (cenex) yang berada pada lapisan atas di dalam bowl
pada separator dan akan mengalir ke corong cenex dan dialirkan ke blending tank
dan akhirnya masuk ke dalam blow case. Fraksi skim yang berada di lapisan
bawah bowl akan mengalir ke corong skim dan kemudian kita alirkan ke dalam
terperangkap didalam ruangan distributor. Kemudian bowl tersebut harus
dibersihkan setiap 2,5 jam operasi. Resiko yang dapat terjadi pada saat pencucian
bowl disk adalah luka gores akibat terkena bowl disk dan iritasi kulit akibat
terpajan bahan kimia pada tangan.
Gambar 4.5 Pekerja saat mencuci bowl disk
d. Pengaliran ke Blending Tank
Setelah selesai diolah di separator, cenex dialirkan ke blending tank. Pada
blending tank tersebut diadakan penambahan chemical yaitu Lauric acid (LA)
solution 10% sebanyak 2cc/kg concentrated latex serta penambahan gas NH3
(Amonia) berkisar antara 0,70%-0,84% on total weight bergantung kepada
kebutuhan amoniak terakhirnya. Resiko yang terjadi adalah gangguan fungsi paru,
Gambar 4.6 Blending Tank
e. Penyimpanan Sementara di Blow Case
Setelah ditambahkan semuanya, maka lateks pekat tadi dialirkan kedalam
blow case. Lateks di blow case selama kurang lebih 8 jam. Dimana bertujuan
untuk menimbulkan lateks dan meratakan lateks agar kadar DRC (Dry Rubber
Content) dan TSC (Total Solid Content ) nya seimbang begitu juga dengan kadar
ammoniaknya. Dan juga dilihat apakah lateks tersebut masih encer atau sudah
kental, atau terlalu encer apa tidak, kalau masih terlalu encer maka ditambah lagi
dengan bahan pengendapnya, atau kalau terlalu kental maka akan ditambahi lagi
ammonia solution agar lateks tersebut tidak begitu kental. Kadar karetnya harus
minimal 60% dan kadar airnya minimal 40%, tidak berbau busuk, tidak berwarna
Gambar 4.7 Blow Case
Kemudian lateks tersebut dikirimkan tank yang berjumlah 3 buah dengan
kapasitas ±100 ton. Apabila storage tank telah penuh maka lateks tersebut akan
dikirim ke tangki penimbunan yang terdapat di Belawan.
4. Spesifikasi Peralatan yang Digunakan di Pabrik Cenex.
1. Receiving Tank
Fungsi : Untuk menampung lateks lapangan yang telah ditimbang sebelum
dialirkan ke separator, berfungsi sebagai tempat pengendapan.
Jumlah : 4 Unit
Kapasitas : 40 ton
Bahan : Dinding Semen
Dimensi : 630 cm x 315 cm x 220 cm
2. Kompresor
Fungsi : Untuk memompa lateks dari NGRR menuju receiving tank (RT)
Jumlah : 1 unit
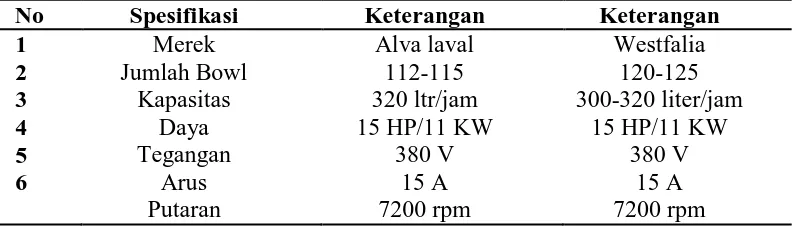
3. Centrifuge Separator
Fungsi : Untuk proses pemekatan lateks kebun menjadi lateks pekat
Jumlah : 23 unit (9 unit Alva laval. 14 unit Westfalia)
Tabel 4.2 Spesifikasi Centrifuged Seperator
No Spesifikasi Keterangan Keterangan
1 Merek Alva laval Westfalia
2 Jumlah Bowl 112-115 120-125
3 Kapasitas 320 ltr/jam 300-320 liter/jam
4 Daya 15 HP/11 KW 15 HP/11 KW
5 Tegangan 380 V 380 V
6 Arus 15 A 15 A
7 Putaran 7200 rpm 7200 rpm
4. Blending tank
Fungsi : Untuk tempat pencampuran dalam penambahan Amoniak dan
5. Blow case
Fungsi : Untuk meratakan TSC dan DRC dari lateks pekat sebelum di
kirim ke Storage tank
Kapasitas : 16 ton
Jumlah : 2 unit
6. Storage Tank
Fungsi : Untuk menyimpan lateks pekat sebelum dibawa/dipindahkan ke
Belawan dengan NGGR
Kapasitas : 100 ton
Jumlah : 3 unit
4.3 Identifikasi Potensi Bahaya dan Penilaian Risiko Pada Proses Pembuatan
Lateks Pekat
Segala potensi bahaya yang terdapat pada proses pembuatan lateks pekat
akan diidentifikasi dan selanjutnya akan diberikan penilaian untuk memberikan
makna terhadap potensi bahaya tersebut serta untuk mengkategorikan
potensi-potensi bahaya tersebut. Hal ini di perlukan untuk memilah mana potensi-potensi bahaya
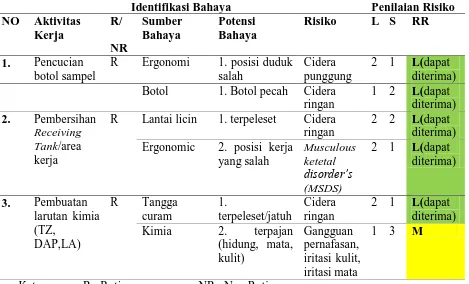
4.3.1 Tahap Persiapan
Tabel 4.3 Identifikasi Potensi Bahaya dan Penilaian Risiko pada Tahap Persiapan
Keterangan : R : Rutin NR : Non Rutin
Likehood (L)
1. ≥ 1 kejadian tiap tahun atau lebih 2. ≥ 1 kejadian setiap bulan
3. Terdapat ≥ 1 kejadian setiap minggu 4. Terdapat ≥ 1 kejadian setiap hari
5. Terdapat ≥ 1 kejadian setiap shift
Severity (SS)
1. Tidak terjadi cidera, kerugian finansal sedikit
2. Cidera ringan, kerugian financial sedikit
3. Cidera sedang, perlu medis, kerugian financial besar
Identifikasi Bahaya Penilaian Risiko
4. Cidera berat ≥ 1 orang, kerugian besar, gangguan produksi
4.3.2 Tahap Penerimaan Bahan Baku Lateks
4.4 Tabel Identifikasi Bahaya dan Penilaian Risiko pada Tahap Penerimaan Bahan
Keterangan : R : Rutin NR : Non Rutin
Likehood (L)
1. ≥ 1 kejadian tiap tahun atau lebih 2. ≥ 1 kejadian setiap bulan
3. Terdapat ≥ 1 kejadian setiap minggu 4. Terdapat ≥ 1 kejadian setiap hari
5. Terdapat ≥ 1 kejadian setiap shift
Severity (SS)
1. Tidak terjadi cidera, kerugian finansal sedikit
2. Cidera ringan, kerugian financial sedikit
3. Cidera sedang, perlu medis, kerugian financial besar
4. Cidera berat ≥ 1 orang, kerugian besar, gangguan produksi
5. Fatal ≥ 1 orang, kerugian sangat besar dan dampak luas, terhentinya seluruh
kegiatan.
Risk Rating (RR)
E : Extreme Risk H : High Risk
4.3.3 Tahap Pengolahan di Pabrik
4.5 Tabel Identifikasi Bahaya dan Penilaian pada Tahap Pengolahan di Pabrik
Identifikasi Bahaya Penilaian
Fisik 2. Kebisingan Penurunan daya
3. Terdapat ≥ 1 kejadian setiap minggu 4. Terdapat ≥ 1 kejadian setiap hari
5. Terdapat ≥ 1 kejadian setiap shift
Severity (SS)
1. Tidak terjadi cidera, kerugian finansal sedikit
3. Cidera sedang, perlu medis, kerugian financial besar
4. Cidera berat ≥ 1 orang, kerugian besar, gangguan produksi
5. Fatal ≥ 1 orang, kerugian sangat besar dan dampak luas, terhentinya seluruh
kegiatan.
Risk Rating (RR)
E : Extreme Risk H : High Risk
M : Moderate Risk L : Low Risk
4.3.4 Tahap Penyimpanan Produk Lateks Pekat
Tabel 4.6 Identifikasi Bahaya dan Penilaian Risiko pada Tahap Penyimpanan
Identifikasi Bahaya Penilaian
3. Terdapat ≥ 1 kejadian setiap minggu 4. Terdapat ≥ 1 kejadian setiap hari
Severity (SS)
1. Tidak terjadi cidera, kerugian finansal sedikit
2. Cidera ringan, kerugian financial sedikit
3. Cidera sedang, perlu medis, kerugian financial besar
4. Cidera berat ≥ 1 orang, kerugian besar, gangguan produksi
5. Fatal ≥ 1 orang, kerugian sangat besar dan dampak luas, terhentinya seluruh
kegiatan.
Risk Rating (RR)
E : Extreme Risk H : High Risk
M : Moderate Risk L : Low Risk
4.3.5 Tahap Pengiriman Produk Lateks Pekat
Tabel 4.7 Identifikasi Bahaya dan Penilaian Risiko pada Tahap Pengiriman
Produk Lateks Pekat
5. Terdapat ≥ 1 kejadian setiap shift
Severity (SS)
1. Tidak terjadi cidera, kerugian finansal sedikit
2. Cidera ringan, kerugian financial sedikit
3. Cidera sedang, perlu medis, kerugian financial besar
4. Cidera berat ≥ 1 orang, kerugian besar, gangguan produksi
5. Fatal ≥ 1 orang, kerugian sangat besar dan dampak luas, terhentinya seluruh
kegiatan.
Risk Rating (RR)
E : Extreme Risk H : High Risk
BAB V
PEMBAHASAN
Perusahaan telah melaksanakan identifikasi bahaya dan penilaian risiko
serta menentukan langkah pengendaliannya, namun belum mengacu pada standart
HIRARC yang baku seperti OHSAS dan AS/NZS (Australian and New Zealand
Standart Associations) , maka dari itu peneliti melakukan identifikasi potensi
bahaya pada pekerja pembuatan lateks pekat yang sesuai standart AS/NZS 4360
(2004). Berdasarkan hasil identifikasi potensi bahaya dan penilaian risiko yang
dilakukan peneliti pada proses pembuatan lateks pekat masih terdapat beberapa
aktivitas kerja yang masih berpotensi menimbulkan terjadinya kecelakaan kerja
dengan kategori potensi bahaya moderate dan high. Dari 5 tahapan kerja,
teridentifikasi 23 sumber bahaya dan hasil risk assessment di dapat 18 kegiatan
termasuk kategori low (78%), 3 kegiatan kategori moderate (13%), 2 kegiatan
kategori high (9%).
Gambar 5.1 Persentase hasil risk rating 78%
13% 9%
Risk Rating
Dari hasil diatas diketahui sumber bahaya dengan risiko rendah (risiko
yang dapat diterima), sehingga tidak perlu penanganan/pengendalian lebih lanjut.
Maka dari itu, di penelitian yang dibahas adalah sumber bahaya dengan potensi
moderate dan high.
Ditempat kerja pembuatan lateks pekat terdapat sumber bahaya yang
beraneka ragam mulai dari kapasitas bahaya yang rendah hingga bahaya tinggi.
Kita tidak dapat mencegah kecelakaan jika tidak dapat mengenal bahaya dengan
baik dan seksama. Jenis bahaya diklasifikasikan menjadi beberapa macam yakni
bahaya fisik, kimia, biologi, ergonomi dan psikologi. Dari risiko keselamatan
yang telah diidentifikasi, risiko keselamatan kerja yang terdapat pada proses kerja
pembuatan lateks pekat berdasarkan jenis bahaya keselamatan ditemukan
beberapa jenis bahaya diantaranya :
1. Bahaya fisik, yaitu jatuh dari ketinggian, terpeleset ditempat kerja, penurunan
daya pendengaran karena bising, dan dehidarasi ringan disebabkan tempat kerja
yang panas. Suhu tempat kerja di pabrik cenex berdasarkan pemeriksaan
kesehatan berkala tahun 2016 adalah 27,2oC sedangkan suhu nyaman bagi orang
Indonesia adalah 24-26 oC.
2. Bahaya kimia, yaitu gangguan pernafasan, iritasi kulit dan mata yang
disebabkan penggunaan bahn kimia tanpa menggunakan alat pelindung diri.
3. Bahaya ergonomis, yaitu posisi kerja yang salah seperti terlalu membungkuk
5.1 Hasil Peniliaian Risiko dengan Metode HIRARC
5.1.1 Hasil HIRARC pada Tahap Persiapan
1. Pelarutan Bahan Kimia
Bahan kimia yang dilarutkan yaitu DAP (Diammonium Phospat Solution)
14% ,TZ Dispersion solution 50% dan Lauric Acid. Bahan kimia dalam bentuk
bubuk , dimasukan ke dalam air yang sudah didihkan . Risiko yang ada pada
kegiatan ini adalah iritasi mata, kulit dan gangguan pernafasan karena terciprat
(larutan) dan terhirup bahan kimia (bubuk). Pada saat melarutkan bahan kimia
pekerja sering tidak menggunakan alat pelindung diri lengkap yang sudah
disediakan oleh perusahaan. APD yang disediakan oleh perusahaan yaitu sarung
tangan karet, masker, respirator, kacamata pelindung ( protective goggles), safety
helm dan sepatu karet, sementara pekerja hanya menggunakan sepatu karet saat
bekerja oleh karena itu potensi bahaya diatas dapat mungkin terjadi. Kurangnya
kesadaran pekerja tentang keselamatannya sehingga mereka tidak menggunakan
APD saat bekerja. Berikut hasil kutipan wawancara kepada pekerja yang bertugas
melarutkan bahan kimia :
“….uda biasa gak perlu pakai APD, ya kalau terciprat itu pernah kena
mata…”(Pekerja A).
Berikut hasil kutipan wawancara dengan kepala QHSE :
“….diingatkan sudah agar selalu memakai APD, tapi ya nanti tidak dipakai
Pada kegiatan ini dikategorikan moderat dengan nilai kemungkinan
terjadinya kecelakaan yaitu diberi nilai 1 artinya kemungkinan terjadinya
kecelakaan sangat jarang terjadi dan untuk keparahan diberi nilai 3 artinya
kecelakaan ini dapat menimbulkan cidera sedang dan perlu penanganan medis.
5.1.2 Hasil HIRARC pada Tahap Penerimaan Bahan Baku Lateks
1. Pengoperasian mesin compressor
Hasil dari observasi peneliti yang dilakukan di lapangan, diketahui bahwa
sumber bahaya dari mesin compressor adalah panas dari mesin yang sudah tua,
mesin digunakan selama pengaliran lateks bisa menyebabkan mesin panas dan
meledak.
Berikut hasil kutipan wawancara dengan teknisi mesin :
“…iya memang sudah tua, jadi perlu perawatan ekstra, kalau ada rusak langsung
diperbaiki kalau tidak bisa bahaya..”(Teknisi B)
Oleh karena itu peneliti memberikan nilai 1 untuk kemungkinan terjadi
dan nilai 4 untuk keparahan nya dapat ditimbulkan. Kejadian peledakan mesin
compressor memang jarang terjadi namun tingkat keparahan yang ditimbulkan
dapat mengakibatkan cidera berat pada pekerja dan proses produksi dapat
terganggu.
5.1.3 Hasil HIRARC pada Tahap Pengolahan di Pabrik
Pada saat menambahkan larutan kimia di receiving tank, larutan kimia ini
memiliki potensi bahaya yang berisiko bagi para pekerja. Dalam melakukan
pekerjaannya, pekerja cenderung mengabaikan keselamatan kerja dengan tidak
menggunakan APD lengkap karena kurangnya kesadaran pekerja akan
keselamatan dirinya. Pihak dari pabrik juga kurang pengawasannya, sehingga
pekerja menganggap jika tidak memakai APD tidak masalah. APD lengkap
digunakan ketika ada inspeksi mendadak atau kunjungan dari orang luar pabrik.
Pada kegiatan ini dikategorikan moderate risk dengan nilai kemungkinan
terjadinya kecelakaan yaitu 1 dan nilai keparahan yang dapat ditimbulkan adalah
3.
2. Pengolahan Lateks dengan Mesin Separator
Pada saat pengoperasian mesin, durasi sangatlah penting untuk diatur.
Pemaksaan terhadap kerja mesin hanya akan membuat mesin panas dan dapat
meledak.
Berikut hasil kutipan wawancara dengan mandor :
“….iya pernah terjadi peledakan karena mesinnya panas, tapi sudah lama sekali
dan menyebabkan luka gores pada pekerja..”(Mandor A)
Pada kegiatan ini diberikan nilai 1 untuk kemungkinan terjadinya karena
peledakan mesin separator jarang terjadi dan untuk keparah yang dapat
ditimbulkan diberikan nilai 4 karena dapat menyebabkan cidera berat dan
3. Pengaliran Lateks ke Blending Tank
Setelah selesai diolah di separator, cenex dialirkan ke blending tank. Pada
blending tank tersebut diadakan penambahan Lauric acid (LA) serta gas NH3
(Amonia). Pekerja selalu kebiasaan tidak menggunakan APD lengkap saat
bekerja, mereka hanya menggunakan sepatu karet. Pada saat penamabahan
ammonia ini APD yang perlu digunakan adalah kacamata, sarung tangan dan
respirator mengingat bahan kimia ammonia target organ nya adalah kulit, saluran
pernafasan dan mata. Oleh karena itu pada kegiatan ini dikategoriakn moderate
risk karena keparahan yang ditimbulkannya dapat menimbulkan cidera sedang
dan perlu penanganan medis yang tepat.
5.2 Hasil Periksa Tempat Kerja (Inspeksi K3 )
Inspeksi K3 yaitu identifikasi dan pengamatan terhadap kondisi peralatan,
lingkungan kerja, prosedur kerja, dan perilaku pekerja di tempat kerja. Berikut
hasil inspeksi di tempat kerja proses pembuatan lateks pekat (centrifuged
lateks/cenex) :
1.Kebisingan di tempat kerja cenex masih dalam nilai ambang batas yaitu
73,6 dBA dibagian operator dan 83,7 dbA di bagian mesin separator.
2.Penerangan sudah cukup sesuai standar.
Namun terdapat beberapa permasalahan berupa tindakan tidak aman
(unsafe action) dan kondisi tidak aman (unsafe condition) yang membutuhkan
perbaikan oleh P2K3 di PT. Bakrie Sumatera Plantations,Tbk antara lain:
1. Tindakan tidak aman (unsafe action) para pekerja antara lain:
a. Ketidakpatuhan pekerja dalam memakai Alat Pelindung Diri (APD).
b. Sikap pekerja yang kurang serius (misalnya bekerja sambil merokok).
c. Masih ada pekerja yang tidak mematuhi symbol/rambu-rambu pada setiap
ruangan.
2. Kondisi tidak aman (unsafe condition) di PT.BSP,Tbk antara lain :
a. Di dalam ruang produksi lantai masih licin karena lantai yang selalu basah
akibat dari pencucian bowl disk.
b. Tangga di tempat kerja yang terlalu curam dan kecil.
c. Tempat kerja yang bau lateks dan NH3 karena kurangnya ventilasi.
5.3 Hambatan Manajemen dalam Penerapan Keselamatan dan Kesehatan
Kerja
Kendala utama yang dimiliki oleh pihak manajemen dalam menerapkan
Keselamatan dan Kesehatan Kerja terdapat pada buruh yang bekerja mengingat
karakteristik pekerja dengan kategori pendidikan rendah membuat tantangan
tersendiri bagi pihak manajemen terkhusus departemen HSE untuk menanamkan
budaya keselamatan kerja. Pemahaman dan pengetahuan pekerja yang sangat
minim mengenai risiko bahaya pekerjaan serat kesadaran akan keselamatan diri
karena Keselamatan dan Kesehatan Kerja (K3) merupakan hal yang baru bagi
mereka sehingga membutuhkan waktu untuk menanamkan pemahaman tentang
keselamatan kerja serta menjadikannya sebagai budaya keselamatan kerja.
Menurut Dupont, budaya K3 adalah sebuah hasil dari nilai-nilai, persepsi,
perhatian, kompetensi dan pola-pola perilaku individudan grup yang
menunjukkan komitmen, cara, dan kemampuan dari sebuah manajemen
keselamatan dan kesehatan kerja dari sebuah organisasi. Singkatnya, budaya K3
ini mencerminkan tingkat keselamatan kerja seseorang ketika tidak ada orang
yang mengawasi. Menurut Nusantara (2012) salah satu hambatan dalam
menciptakan budaya keselamatan kerja tidak lain adalah hambatan social budaya,
ini artinya budaya keselamatan di Indonesia masih kurang ditandai dengan adanya
kesenjangan social budaya dalam bentuk rendahnya disiplin dan kesadaran
masyarakat dalam masalah keselamatan kerja, perilaku masyarakat yang belum
sepenuhnya mengerti terhadap bahaya-bahaya yang terdapat dalam industri
dengan teknologi canggih serta belum adanya budaya mengutamakan keselamatan
di dalam masyarakat atau pekerja.
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan hasil dari penelitian di PT. Bakrie Sumatera Plantations, Tbk
pabrik Bunut bagian Cenex Plant didapatkan kesimpulan sebagai berikut :
1. Pada pembuatan lateks pekat terdapat 5 tahapan kerja, teridentifikasi 22 sumber
bahaya dan hasil risk assessment di dapat 18 kegiatan termasuk kategori low
(78%), 3 kegiatan kategori moderate (13%) dan 2 kegiatan kategori high (9%)
2. Potensi bahaya yang terdapat pada tahap persiapan yaitu pada kegiatan
pembuatan larutan kimia.
3. Potensi bahaya pada tahap pembo ngkaran lateks yaitu peledakan mesin
compressor.
4. Pada tahap pengolahan lateks di pabrik, kegiatan yang berisiko diantaranya :
a. Pemberian lauric acid di receiving tank berisiko terkena larutan kimia.
b. Pengoperasian mesin separator yang dapat menyebabkan mesin panas dan
pecah body mesin.
c. Penambahan NH3 gas di blending tank berisiko iritasi mata, kulit dan
5. Potensi bahaya yang teridentifikasi pada proses pembuatan lateks pekat
rata-rata disebabkan oleh tindakan tidak aman pekerja dikarenakan tidak menggunakan
APD lengkap saat bekerja.
6.2 Saran
1. Bagi perusahaan hendaknya meningkatkan kegiatan sosialisasi keselamatan dan
kesehatan kerja (K3) di tempat kerja seperti memberikan pelatihan kepada pekerja
mengenai cara kerja yang aman, budaya keselamatan dan prosedur keselamatan.
2. Berikan penjelasan mengenai risiko-risiko kerja yang ada di tempat kerja dan
pekerja wajib memahaminya agar serta berikan pengarahan dan pengawasan rutin
bagi penggunaan APD pada pekerja .
3. Berikan sanksi yang tegas kepada pekerja yang tidak mematuhi aturan kerja
BAB II
TINJAUAN PUSTAKA
2.1 Karet Alam (Lateks)
2.1.1 Sejarah Karet (Lateks)
Lateks adalah suatu istilah yang dipakai untuk menyebut getah yang
dikeluarkan oleh pohon karet. Lateks terdapat pada bagian kulit, daun dan biji
karet. Lateks diperoleh dari tanaman Hevea brasiliensis, diolah dan
diperdagangkan sebagai bahan industri dalam bentuk karet sheet, crepe, lateks
pekat dan karet remah (Crumb rubber) (Tim Penulis PS, 1999).
Lateks dalam getah yang dikeluarkan oleh pohon karet, warnanya putih
susu sampai kuning. Lateks mengandung 25-40 % bahan karet mentah (crude
rubber) dan 60-77 % serum (air dan zat yang larut). Karet mentah mengandung
90-95 % karet murni, 2-3 % protein, 1-2 % asam lemak, 0,2 % gula, 0,5 % garam
dari Na, K, Mg, P, Ca, Cu, Mn, dan Fe (Wikipedia).
Saat ini Asia menjadi sumber karet alami. Awal mulanya karet hanya
hidup di Amerika Selatan, namun sekarang sudah berhasil dikembangkan di Asia
Tenggara. Kehadiran karet di Asia Tenggara berkat jasa dari Henry Wickham.
saat ini, negara-negara Asia menghasilkan 93% produksi karet alam, yang terbesar
adalah Thailand, diikuti oleh Indonesia, dan Malaysia. Karet sintetik berkembang
pesat sejak berakhirnya perang dunia kedua tahun 1945. Saat ini lebih dari 20
Sebelum perang dunia kedua, hanya karet alam tersedia dalam jumlah
besar di pasaran dunia. Dengan berkembangnya kebutuhan manusia seiiring
dengan berkembangnya pengetahuan, sangat dirasakan keterbatasan dari karet
alam, antara lain tidak tahan pada suhu tinggi. Pengembangan karet sintetik
sesudah perang dunia kedua lebih banyak ditujukan untuk memperoleh karet yang
sifat-sifatnya tidak dimiliki oleh karet alam, antara lain karet tahan minyak, karet
tahan panas, dan lain-lain.
Karet alam adalah jenis karet pertama yang dibuat sepatu. Sesudah
penemuan proses vulkanisasi yang membuat karet menjadi tahan terhadap cuaca
dan tidak larut dalam minyak, maka karet mulai digemari sebagai bahan dasar
dalam pembuatan berbagai macam alat untuk keperluan dalam rumah ataupun
pemakaian di luar rumah seperti sol sepatu.
2.1.2 Lateks Pekat
Lateks pekat adalah jenis karet yang berbentuk cairan pekat. Lateks dari
kebun atau disebut lateks kebun dapat diolah lebih lanjut menjadi lateks pekat
untuk pembuatan barang celup (balon, sarung tangan, kondom). Lateks pekat
merupakan lateks dari karet alam yang sekurang-kurangnya mengandung 60%
kadar karet kering. Untuk membuat jadi lateks pekat , maka terlebih dahulu lateks
harus dipekatkan. Pemekatan lateks bertujuan untuk,
- Memperoleh kadar karet kering 60%
- Mengurangi kenaikan biaya produksi
- Mengetahui jumlah air yang ditambahkan pada pengenceran lateks
Beberapa cara pemekatan lateks yang sering digunakan adalah dengan cara
pemusingan (centrifuging). Proses pemusingan adalah proses pemekatan lateks
dengan menggunakan centrifuge, lateks diberi amoniak dicentrifuge dengan
kecepatan ± 6000-7000 rpm. Biasanya lateks pekat digunakan untuk pembuatan
bahan-bahan karet yang tipis dan bermutu tinggi (Zuhra, 2006).
2.2 Tempat Kerja
Menurut UU No. 1 Tahun 1970 tentang Keselamatan Kerja pasal 1 ayat 1,
yang dimaksud tempat kerja adalah tiap ruangan atau lapangan, tertutup atau
terbuka, bergerak atau tetap, dimana tenaga kerja bekerja, atau yang sering
dimasuki tenaga kerja untuk keperluan suatu usaha dan dimana terdapat sumber
atau sumber-sumber bahaya. Termasuk tempat kerja ialah semua ruangan,
lapangan, halaman dan sekelilingnya yang merupakan bagian-bagian atau yang
berhubungan dengan tempat kerja tersebut. Oleh karena pada tiap tempat kerja
terdapat sumber bahaya maka pemerintah mengatur keselamatan kerja baik di
darat, di tanah, di permukaan air, di dalam air, maupun di udara yang berada di
wilayah kekuasaan hukum Republik Indonesia.
Tempat kerja sangat mendukung adanya suatu pekerjaan, tempat kerja
yang buruk dapat menurunkan derajat kesehatan dan juga daya kerja para pekerja.
Menurut UU No.1 tahun 1970 tentang keselamatan kerja pengurus perusahaan
mempunyai kewajiban untuk menyediakan tenpat kerja yang memenuhi syarat
2.3 Bahaya Di Tempat Kerja
Bahaya adalah segala sesuatu termasuk situasi atau tindakan yang
berpotensi menimbulkan kecelakaan atau cidera pada manusia, kerusakan atau
gangguan lainnya (Ramli, 2010). Menurut ILO (1986) yang dikutip Arif (2014),
mendefenisikan potensi bahaya atau bahaya kerja adalah suatu sumber potensi
kerugian atau suatu situasi yang berhubungan dengan pekerja, pekerjaan dan
lingkungan kerja yang berpotensi menyebabkan gangguan/kerugian.
Bahaya di tempat kerja timbul atau terjadi ketika ada interaksi antara
unsur-unsur produksi yaitu manusia, peralatan, material, proses atau metoda kerja.
Dalam proses produksi tersebut terjadi kontak antara manusia dengan mesin,
material, lingkungan kerja yang diakomodir oleh proses atau prosedur kerja.
Karena itu, sumber bahaya dapat berasal dari unsur-unsur produksi tersebut, yaitu
manusia, peralatan, material, proses serta sistem dan prosedur. Potensi bahaya
merupakan segala sesuatu yang mempunyai kemungkinan mengakibatkan
kerugian baik pada harta benda, lingkungan maupun manusia. Ditempat kerja,
potensi bahaya sebagai sumber risiko keselamatan dan kesehatan akan selalu
dijumpai.
Sumber bahaya dapat diklasifikasikan sebagai berikut :
a. Manusia
Menurut Suma’mur (1996) yang dikutip Nindya (2010) bahwa dari
penyidikan, ternyata faktor manusia dalam timbulnya kecelakaan sangatlah
penting. Selalu ditemui, dari hasil penelitian bahwa 80-85% kecelakaan
bahwa akhirnya langsung atau tidak langsung, semua kecelakaan adalah
dikarenakan faktor manusia. Kesalahan tersebut mungkin disebabkan oleh
perancang pabrik, kontraktor yang membangun, pimpinan kelompok, pelaksana
atau petugas yang melakukan penalitian mesin dan peralatan.
b. Peralatan
Dalam industri digunakan berbagai peralatan yang mengandung bahaya
apabila tidak digunakan dengan semestinya, tidak ada latihan tentang penggunaan
alat tersebut, tidak dilengkapi dengan perlindungan dan pengamanan, serta tidak
ada perawatan atau pemeriksaan. Perawatan dan pemeriksaan diadakan menurut
kondisi agar bagian-bagian mesin atau alat-alat yang berbahaya dapat dideteksi
sedini mungkin. Bahaya yang mungkin timbul antara lain :
1. Kebakaran
2. Sengatan listrik
3. Ledakan
4. Luka atau cidera
c. Bahan atau material
Karakteristik bahan yang ditimbulkan dari suatu bahan tergantung dari
sifat bahan, antara lain:
1. Mudah terbakar
2. Mudah meledak
3. Menimbulkan energ
4. Menimbulkan kerusakaan pada kulit dan jaringan tubuh
6. Menyebabkan kelainan pada janin
7. Bersifat racun
8. Radioaktif
d. Lingkungan
1. Faktor-faktor bahaya lingkungan menurut beberapa sumber, antara lain :
Faktor fisik, meliputi penerangan, suhu udara, kelembaban, cepat rambat
udara, suara, vibrasi mekanis, radiasi, tekanan udara, dll.
2. Faktor kimia, meliputi gas,uap, debu, kabut, asap, awan, cairan, dan
benda-benda padat.
3. Faktor biologi, baik golongan hewan maupun tumbuhan.
4. Faktor fisiologis, seperti konstruksi mesin, sikap, dan cara kerja.
5. Faktor mental-psikologis, yaitu susunan kerja, hubungan di antara pekerja
atau dengan pengusaha, pemeliharaan kerja dan sebagainya.
e. Cara Atau Sikap Kerja
1. Cara mengangkat dan mengangkut yang salah
2. Posisi tubuh yang tidak benar
3. Tidak menggunakan alat pelindung diri
4. Lingkungan kerja yang terlalu panas
5. Menggunakan alat atau mesin yang tidak sesuai dengan peraturan
6. Keadaan mesin-mesin, perlengkapan dan peralatan kerja serta
2.4 Kecelakaan Kerja
2.4.1 Definisi Kecelakaan Kerja
Menurut Suma’mur (1996) yang dikutip Nindya (2010) kecelakaan kerja
adalah kejadian yang tidak terduga dan tidak diharapkan. Tak terduga oleh karena
di belakang peristiwa itu tidak terdapat unsur kesengajaan, lebih-lebih dalam
bentuk perencanaan. Tidak diharapkan karena peristiwa kecelakaan tidak disertai
kerugian material maupun penderitaan dari yang paling ringan sampai yang paling
berat.
Menurut Tarwaka (2008) yang dikutip Nindya (2010), kecelakaan kerja
adalah suatu kejadian yang jelas tidak dikehendaki dan sering kali tidak terduga
semula yang dapat menimbulkan kerugian baik waktu, harta benda atau properti
maupun korban jiwa yang terjadi di dalam suatu proses kerja industri atau yang
berkaitan dengannya.
Adapun syarat-syarat keselamatan kerja yang diatur dalam
Undang-Undang keselamatan dan kesehatan kerja yang dibuat untuk ( Undang-Undang-Undang-Undang K3
pasal 3 ayat 1, tahun 1970) :
a. Mencegah dan mengurangi kecelakaan;
b. Mencegah, mengurangi dan memadamkan kebakaran;
c. Mencegah dan mengurangi bahaya peledakan;
d. Memberi kesempatan atau jalan menyelamatkan diri pada waktu
kebakaran atau kejadian-kejadian lain yang berbahaya;
e. Memberi pertolongan kecelakaan;
g. Mencegah dan mengendalikan timbul atau menyebar luasnya suhu,
kelembaban, debu, kotoran, asap, uap, gas, hembusan angin, cuaca, sinar
atau radiasi, suara dan getaran;
h. Mencegah dan mengendalikan timbulnya penyakit akibat kerja baik fisik
maupun psikis, peracunan, infeksi dan penularan;
i. Menyelanggarakan suhu dan lembab udara yang baik;
j. Memperoleh penerangan yang cukup dan sesuai;
k. Menyelanggarakan udara yang cukup;
l. Memelihara kebersihan, kesehatan dan ketertiban;
m. Memperoleh keserasian antara tenaga kerja, alat kerja, lingkungan, cara
dan proses kerjanya;
n. Mengamankan dan mempelancar pengangkutan orang, binatang, tanaman
dan barang;
o. Mengamankan dan memelihara segala jenis bangunan;
p. Mengamankan dan mempelancar pekerjaan bongkar muat, perlakuan dan
penyimpanan barang;
q. Mencegah terkena aliran listrik berbahaya;
r. Menyesuaikan dan menyempurnakan pengamanan pada pekerjaan yang
bahaya kecelakaannya menjadi bertambah tinggi.
2.4.2 Penyebab Kecelakaan Kerja
Kecelakaan tidak terjadi kebetulan, melainkan ada sebabnya. Oleh karena
ada penyebabnya, sebab kecelakaan harus diteliti dan ditemukan, agar untuk
dengan upaya preventif lebih lanjut kecelakaan dapat dicegah dan kecelakaan
serupa tidak terulang kembali (Suma’mur, 2009).
Menurut Suma’mur (1986) yang dikutip Nindya (2010) bahwa pada
dasarnya kecelakaan disebabkan oleh dua hal yaitu tindakan manusia yang tidak
aman (unsafe act) dan keadaan lingkungan yang tidak aman (unsafe condition).
Dari data kecelakaan didapatkan bahwa 85% sebab kecelakaan adalah faktor
manusia. Oleh karena itu sumber daya manusia dalam hal ini memegang peranan
penting dalam penciptaan keselamatan dan kesehatan kerja. Tenaga kerja yang
mau membiasakan dirinya dalam keadaan yang aman akan sangat membantu
dalam memperkecil angka kecelakaan kerja.
Adapun menurut H.W. Heinrich (1930) yang dikutip Ramli (2010) dengan
teori dominonya yang menggolongkan faktor penyebab kecelakaan terdiri dari :
1. Tindakan tidak aman dari manusia (unsafe act), misalnya tidak mau
menggunakan alat keselamatan dalam bekerja. Tindakan ini dapat membahayakan
dirinya atau orang lain yang dapat berakhir dengan kecelakaan.
2. Kondisi tidak aman (uncafe condition) yaitu kondisi di lingkungan kerja
baik alat, material atau lingkungan yang tidak aman dan membahayakan.
2.5 Kerugian
Setiap kecelakaan adalah malapetaka, kerugian, dan kerusakan kepada
manusia, harta benda atau properti dan proses produksi. Implikasi yang
berhubungan dengan kecelakaan sekurang-kurangnya berupa gangguan kinerja
perusahaan dan penurunan keuntungan perusahaan. Pada umumnya kerugian
produktivitas kerja perusahaan. Menurut Ramli (2010), secara garis besar
kerugian akibat kecelakaan kerja dapat di kelompokkan menjadi :
1. Kerugian atau biaya langsung (Direct Costs)
Kerugian langsung yaitu kerugian akibat kecelakaan yang langsung
dirasakan dan membawa dampak terhadap organisai seperti berikut :
a. Biaya pengobatan dan kompensasi
Kecelakaan menyebabkan cedera, baik cedera ringan, berat cicada atau
menimbulkan kematian. Cedera ini akan mengakibatkan tidak mampu
menjalankan tugasnya dengan baik sehingga mempengaruhi produktivitas. Jika
kecelakaan terjadi perusahaan harus mengeluarkan biaya pengobatan dan
tunjangan kecelakaan sesuai dengan ketentuan berlaku.
b. Kerusakan sarana produksi
Kerugian langsung lainnya adalah kerusakan sarana produksi akibat
kecelakaan seperti kebakaran, peledakan, dan kerusakan. Perusahaan harus
mengeluarkan biaya untuk perbaikan kerusakan.
2. Kerugian atau biaya tidak langsung atau terselubung (Inderect Costs)
Disamping kerugian langsung, kecelakaan juga menimbulkan kerugian
tidak langsung antara lain :
a. Kerugian jam kerja
Jika terjadi kecelakaan, kegiatan pasti akan terhenti sementara untuk
membantu korban yang cedera, penanggulangan kejadian, perbaikan kerusakan
atau penyelidikan kejadian. Kerugian jam kerja yang hilang akibat kecelakaan
b. Kerugian produktivitas
Kecelakaan juga membawa kerugian terhadap proses produksi akibat
kerusakan atau cedera pada pekerja. Perusahaan tidak bisa berproduksi sementara
waktu sehingga kehilangan peluang untuk mendapat keuntungan.
c. Kerugian sosial
Apabila seorang pekerja mendapat kecelakaan, keluarganya akan turut
menderita karena kehilangan sumber kehidupan. Selain itu, jika kecelakan besar
seperti peledakan, kecelakaan juga dapat membawa dampak terhadap lingkungan
sekitarnya, warga kan akan menjadi panik atau menjadi korban.
d. Citra dan kepercayaan konsumen
Kecelakaan menimbulkan citra negatif bgi organisasi karena dinilai tidak
peduli keselamatan, tidak aman dan merusak lingkingan. Citra organisasi sangat
penting dan menentukan kemajuan suatu usaha. Sebaliknya perusahaan yang
peduli K3 akan dihargai dan memperoleh kepercayaan dari masyarakat dan
penanam modal.
Pada umumnya kita hanya terfokus pada kerugian atau biaya langsung,
padahal pada kenyataannya, kerugian atau biaya-biaya yang tidak langsung dan
terselubung jauh lebih besar dan mempunyai dampak yang lebih luas. Hal ini
dapat dilihat dari fenomena gunung es dimana puncak gunung es yang Nampak
hanya sebagian kecil dibandingkan dengan bagian gunung es yang terdalam di
dalamnya dan belum kelihatan pada saat kejadian. Dengan demikian jelas bahwa
langsung harus mendapatkan perhatian yang serius karena sangat mempengaruhi
kelangsungan proses produksi perusahaan secara keseluruhan.
2.6Manajemen Risiko
2.6.1 Pengertian Risiko
Menurut OHSAS 18001 yang dikutip Ramli (2010), risiko adalah
kombinasi dari kemungkinan terjadinya kejadian berbahaya atau paparan dengan
keparahan dari cidera atau gangguan kesehatan yang disebabkan oleh kejadian
atau paparan tersebut. Besarnya risiko tersebut ditentukan oleh besarnya paparan,
lokasi, pengguna, kuantiti serta kerentanan unsur yang terlibat.
Risiko adalah menifestasi atau perwujudan potensi bahaya (hazard event)
yang mengakibatkan kemungkinan kerugian menjadi lebih besar. Tergantung dari
cara pengelolaannya, tingkat risiko mungkin berbeda dari yang paling ringan atau
rendag sampai ke tahap yang peling berat atau tinggi. Melalui analisis dan
evaluasi semua potensi bahaya dan risiko, diupayakan tindakan minimalisasi atau
pengendalian agar tidak terjadi bencana atau kerugian lainnya ( Sugandi, 2003).
Risiko diukur dalam kaitannya dengan kecenderungan terjadinya suatu
kejadian dan konsekuensi atau akibat yang dapat ditimbulkannya. Dari definisi
tersebut maka diperoleh pengertian bahwa suatu risiko diperhitungakan menurut
kemungkinan terjadinya suatu kejadian serta konsekuensi yang ditimbulkan.
Tidak selamanya risiko diartikan sebagai sesuatu yang negatif. Contohnya adalah
2.6.2 Manajemen Risiko
Manajemen risiko K3 adalah suatu upaya mengelola risiko K3 untuk
mencegah terjadinya kecelakaan yang tidak diinginkan secara kompeherensif,
terencana dan terstruktur dalam suatu kesisteman yang baik (Ramli, 2010).
Manajemen risiko adalah suatu kegiatan yang dilakukan untuk
menanggapi risiko yang telah diketahui (melalui rencana analisis risiko atau
bentuk observasi lain) untuk meminimalisasi konsekuensi buruk yang mungkin
muncul. Salah satu manajemen K3 yang berlaku global adalah OHSAS 18001.
Menurut OHSAS 18001 dalam Ramli (2010) bahwa sesuai persyaratan
OHSAS 18001, organisasi harus menetapkan prosedur mengenai Identifikasi
Bahaya ( Hazards Identification), Penilaian Risiko ( Risk Assessment) dan
menentukan Pengendaliannya ( Risk Control) atau disingkat HIRARC.
2.6.3 Tujuan Manajemen Risiko
Tujuan manajemen risiko menurut Australian Standart / New Zealand
Standart 4360 (1999) yang dikutip Muhammad (2013) , yaitu :
1. Membantu meminimalisasi meluasnya efek yang tidak diinginkan terjadi.
2. Memaksimalkan pencapaian tujuan organisasi dengan meminimalkan
kerugian.
3. Melaksanakan program manajemen secara efisien sehingga memberikan
keuntungan bukan kerugian.
4. Melakukan peningkatan pengambilan keputusan pada semua level.
5. Menyusun program yang tepat untuk meminimalisasi kerugian pada saat