BAB III
LANDASAN TEORI
3.1. Bahaya
Bahaya atau hazard adalah suatu sumber yang berpotensi menimbulkan kerugian baik berupa luka-luka terhadap manusia, penyakit, kerusakan properti, lingkungan atau kombinasinya. Sedangkan menurut OHSAS 18001 hazard adalah sumber, situsasi atau tindakan yang berpotensi menimbulkan kerugian dalam hal luka-luka atau penyakit terhadap manusia. Bahaya adalah segala sesuatu termasuk situasi atau tindakan yang berpotensi menimbulkan kecelakaan atau cidera pada manusia, kerusakan atau gangguan lainnya.Oleh kareana itu, diperlukan pengendalian yang tepat agar bahaya tersebut tidak menimbulkan akibat yang merugikan.Bahaya merupakan sifat yang melekat dan menjadi bagian dari suatu zat, sistem, kondisi atau peralatan.
3.1.1. Jenis-Jenis Bahaya
Dalam kehidupan banyak sekali bahaya yang ada di sekitar kita.Bahaya-bahaya itu dapat menyebabakan kecelakaan. Jenis-jenis kita.Bahaya-bahaya tersebut dapat diklasifikasikan sebagai berikut:
1. Bahaya Keselamatan Kerja (Safety Hazard)
a. Bahaya Mekanis, yaitu bersumber dari peralatan mekanis atau benda bergerak baik secara manual maupun dengan penggerak. Gerakan mekanis ini dapat menimbulkan cedera atau kerusakan seperti tersayat, terpotong, terjatuh, terjepit, dan terpeleset.
b. Bahaya Elektrik, yaitu sumber bahaya yang berasal dari energi listrik yang dapat mengakibatkan berbagai bahaya seperti kebakaran, sengatan listrik dan hubungan singkat atau arus pendek.
c. Bahaya kebakaran dan peledakan, yaitu bahaya yang berasal dari bahan kimia yang bersifat flammable dan explosive.
2. Bahaya Kesehatan Kerja (Health Hazard)
Bahaya kesehatan kerja merupakan bahaya yang mempunyai dampak terhadap kesehatan manusia dan penyakit akibat kerja.Dampak yang ditimbulkan bersifat kronis. Jenis bahaya kesehatan kerja dapat diklasifikasikan menjadi:
a. Bahaya Fisik, antara lain yaitu kebisingan, getaran, radiasi, suhu ekstrim dan pencahayaan.
b. Bahaya Kimia, mengandung berbagai potensi bahaya sesuai dengan sifat dan kandungannya. Bahaya yang dapat ditimbulkan seperti keracunan dan iritasi.
c. Bahaya Biologi, yaitu bahaya yang berkaitan dengan makhluk hidup seperti bakteri, virus, dan jamur.
e. Bahaya psikologi, antara lain yaitu beban kerja berat, hubungan dan kondisi kerja yang tidak nyaman (1).
3.2. Risiko
Menurut AS/NZS 4360:2004, risiko adalah peluang terjadinya sesuatu yang akan mempunyai dampak terhadap sasaran, diukur dengan hukum sebab akibat. Risiko diukur berdasarkan nilai probability dan consequences. Konsekuensi atau dampak hanya akan terjadi bila ada bahaya dan kontak atau exposure antara manusia dengan peralatan ataupun material yang terlibat dalam suatu interaksi. Formula yang digunakan dalam melakukan perhitungan risiko adalah:
Risiko merupakan kemungkinan atau kesempatan seseorang akan dirugikan atau mengalami gangguan kesehatan jika terkena bahaya. Dalam hal ini juga termasuk properti atau kehilangan peralatan (
Risk = Probability x Exposure x Consequences
2
3.3. Jenis-Jenis Risiko
).
Menurut Soehatman Ramli (2010), risiko yang dihadapi oleh suatu organisasi atau perusahaan dipengaruhi oleh berbagai faktor baik dari dalam maupun dari luar. Oleh karena itu, risiko dalam organisasi sangat beragam sesuai dengan sifat, lingkup, skala, dan jenis kegiatannya antara lain :
1. Risiko keuangan (financial risk)
Setiap organisasi atau perusahaan mempunyai resiko financial yang berkaitan dengan aspek keuangan.Ada berbagai resiko financial seperti piutang macet,
1
perubahan suku bunga, nilai tukar mata uang dan lain-lain.Risiko keuangan ini harus dikelola dengan baik agar organisasi tidak mengalami kerugian atau bahkan sampai gulung tikar.
2. Risiko pasar (market risk)
Risiko pasar dapat terjadi terhadap perusahaan yang produknya dikonsumsi atau digunakan secara luas oleh masyarakat.Setiap perusahaan mempunyai tanggung jawab terhadap produk dan jasa yang dihasilkannya.Perusahaan wajib menjamin bahwa produk barang atau jasa yang diberikan aman bagi konsumen.Dalam Undang-undang No.8 tahun 1986 tentang Perlindungan Konsumen memuat tentang tanggung jawab produsen terhadap produk dan jasa yang dihasilkannya termasuk keselamatan konsumen atau produk (product safety atau product liability).
3. Risiko alam (natural risk)
Bencana alam merupakan risiko yang dihadapi oleh siapa saja dan dapat terjadi setiap saat tanpa bisa diduga waktu, bentuk dan kekuatannya.Bencana alam dapat berupa angin topan atau badai, gempa bumi, tsunami, tanah longsor, banjir, dan letusan gunung berapi. Disamping korban jiwa, bencana alam juga mengakibatkan kerugaian material yang sangat besar yang memerlukan waktu pemulihan yang lama.
4. Risiko operasional
a. Ketenagakerjaan
Tenaga kerja merupakan asset paling berharga dan menentukan dalam operasi perusahaan.Pada dasarnya perusahaan telah mengambil risiko yang berkaitan dengan ketenagakerjaan ketika perusahaan memutuskan untuk menerima seseorang bekerja.Perusahaan harus membayar gaji yang memadai bagi pekerjanya serta memberikan jaminan sosial yang diwajibkan menurut perundangan.Di samping itu perusahaan juga harus memberikan perlindungan keselamatan dan kesehatan kerja serta membayar tunjangan jika tenaga kerja mendapat kecelakaan. Tenaga kerja merupakan salah satu unsur yang dapat memicu atau menyebabkan terjadinya kecelakaan atau kegagalan dalam proses produksi. Mempekerjakan pekerja yang tidak terampil, kurang pengetahuan, sembrono atau lalai dapat menimbulkan resiko yang serius terhadap keselamatan.
b. Teknologi
c. Risiko K3
Risiko K3 adalah risiko yang berkaitan dengan sumber bahaya yang timbul dalam aktivitas bisnis yang menyangkut aspek manusia, peralatan, material dan lingkungan kerja. Umumnya resiko K3 dikonotasikan sebagai hal yang negatif (negative impact) seperti :
1. Kecelakaan terhadap tenaga kerja dan asset perusahaan 2. Kebakaran dan peledakan
3. Penyakit akibat kerja 4. Kerusakan sarana produksi 5. Gangguan operasi
d. Risiko keamanan (security risk)
Masalah keamanan dapat berpengaruh terhadap kelangsungan usaha atau kegiatan suatu perusahaan seperti pencurian asset perusahaan, data informasi, data keuangan, formula produk, dll. Di daerah yang mengalami konflik, gangguan keamanan dapat menghambat atau bahkan menghentikan kegiatan perusahaan. Risiko keamanan dapat dikurangi dengan menerapkan sistem manajemen keamanan dengan pendekatan manajemen risiko.Manajemen keamanan dimulai dengan melakukan semua potensi risiko keamanan yang ada dalam kegiatan bisnis, melakukan penilaian risiko dan selanjutnya melakukan langkah pencegahan dan pengamanannya.
e. Risiko sosial
kesejahteraan, latar belakang budaya dan pendidikan dapat menimbulkan resiko baik yang positif maupun negatif. Budaya masyarakat yang tidak peduli terhadap aspek keselamatan akan mempengaruhi keselamatan operasi perusahaan (3
Kecelakaan kerja selain dapat menjadi sebab hambatan-hambatan langsung juga merupakan kerugian-kerugian secara tidak langsung yakni kerusakan mesin dan peralatan kerja, terhentinya proses produksi untuk beberapa saat, kerusakan pada lingkungan kerja, dan lain-lain. Kecelakaan kerja juga mempengaruhi biaya yang dikeluarkan perusahaan dalam usaha melakukan perbaikan mesin atau peralatan yang rusak dan pengobatan kepada operator yang mengalami kecelakaan. Semakin banyak kecelakaan yang terjadi pada sebuah perusahaan maka semakin besar pula biaya yang dikeluarkan perusahaan. Tujuan dari keselamatan kerja adalah sebagai berikut:
).
3.4. Pengertian Keselamatan Kerja
Keselamatan kerja adalah keselamatan yang berhubungan dengan mesin, peralatan kerja, bahan dan proses pengolahannya, lingkungan kerja serta prosedur atau tata cara kerja. Keselamatan kerja menyangkut segenap proses produksi dan distribusi, baik barang maupun jasa. Salah satu aspek penting sasaran keselamatan kerja mengingat resiko bahayanya adalah penerapan teknologi terutama teknologi yang lebih maju.Keselamatan kerja adalah tugas semua pekerja yang bekerja pada perusahaan.Keselamatan kerja adalah dari, oleh, dan untuk setiap tenaga kerja serta orang lainnya dan juga masayarakat pada umumnya.
3
1. Melindungi keselamatan tenaga kerja dalam melaksanakan tugasnya untuk kesejahteraan hidup dan meningkatkan produksi serta produktivitas nasional. 2. Melindungi dan menjamin keselamatan setiap orang yang berada di tempat
kerja.
3. Melindungi kondisi peralatan dan mesin produksi agar selalu dapat digunakan secara efisien.
4. Sumber produksi dipelihara dan dipergunakan secara aman dan efisien.
3.5. Pengertian Kesehatan Kerja
Kesehatan kerja adalah spesialisasi kesehatan atau spesialisasi di bidang kedokteran beserta prakteknya yang bertujuan agar tenaga kerja atau pekerjamemperoleh derajat kesehatan setinggi-tingginya, baik fisik atau mental dengan usaha-usaha preventif terhadap penyakit-penyakit atau gangguan-gangguan kesehatan yang diakibatkan faktor-faktor pekerjaan dan lingkungan kerja. Ada dua kategori penyakit yang umum diderita oleh tenaga kerja yaitu: a. Penyakit umum
Penyakit yang mungkin diderita oleh setiap orang baik yang bekerja, yang masih sekolah atau menganggur.Pencegahan penyakit ini merupakan tanggung jawab seluruh anggota masyarakat.
b. Penyakit akibat kerja
lingkungan kerja, dan mentaati peraturan-peraturan yang berlaku misalnya menggunakan alat pelindung diri pada saat melakukan pekerjaan.
3.6. Keselamatan dan Kesehatan Kerja
Berdasarkan Peraturan Menteri Tenaga Kerja Nomor. PER.05/MEN/1996 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja Bab I, pengertian dari Sistem Manajemen Keselamatan dan KesehatanKerja adalah bagian dari sistem manajemen secara keseluruhan yangmeliputi struktur organisasi, perencanaan, tanggung jawab, pelaksanaan,prosedur, proses, dan sumber daya yang dibutuhkan bagi pengembangan,penerapan, pencapaian, pengkajian, dan pemeliharaan kebijakankeselamatan dan kesehatan kerja dalam rangka pengendalian risiko yangberkaitan dengan kegiatan kerja guna terciptanya tempat kerja yang aman,efisien, dan produktif. Berdasarkan Undang-Undang Nomor 1 tahun 1970 TentangKeselamatan dan Kesehatan Kerja yaitu:
1. Secara filosofi didefenisikan sebagai suatu bentuk upaya dan pemikiran dalam menjamin keutuhan dan kesempurnaan baik jasmani maupun rohani manusia pada umumnya dan tenaga kerja pada khususnya serta hasil karya dan budayanya dalam rangka menuju masyarakat adil dan makmur berdasarkan pancasila.
3. Dalam OHSAS 18001, keselamatan dan kesehatan kerja didefenisikan sebagai kondisi dan faktor-faktor yang berdampak pada kesehatan karyawan, pekerja kontrak, personel kontraktor, tamu, dan orang lain di tempat kerja. K3 adalah singkatan dari Keselamatan dan Kesehatan Kerja, yangmempunyai pengertian memberikan perlindungan kepada setiap tenagakerja atas keselamatan, kesehatan, kesusilaan, pemeliharaan moril kerjaserta mendapat perlakuan yang sesuai dengan martabat manusia dan moralagama (pasal 9 dalam Undang-undang No. 14 Tahun 1969 tentangKetentuan-ketentuan Pokok Mengenai Tenaga Kerja).
3.7. Tujuan Keselamatan dan Kesehatan Kerja
Tujuan pelaksanaan keselamatan dan kesehatan kerjadiuraikan sebagai berikut :
1. Memberikan perlindungan dan rasa aman kepada tenaga kerja ketika melakukan pekerjaannya sehingga tercapai tingkat produktifitas yang tinggi. 2. Memeberikan perlindungan dan rasa aman kepada setiap orang lain yang
berada di tempat kerja dan lingkungannya dari proses pekerjaan atau kegiatan proyek.
menjunjung tinggi peraturan-peraturankeselamatan dan kesehatan kerja demikesejahteraan perusahaan yang berarti kesejahteraan keluarga karyawan.
Sumber: Suma’mur, P.K. Keselamatan Kerja dan Pencegahan Kecelakaan Gambar 3.1 Proses Sistem Manajemen K3
Elemen-elemen lainnya seperti pelatihan, dokumentasi, komunikasi, pengukuran, pengendalian rekaman, dan lainnya adalah untuk menopang atau mengacu kepada program pengendalian risiko. Jangan terjadi sebaliknya, dimana organisasi hanya berfokus kepada elemen-elemen pendukung, lengkap dengan prosedur dan dokumentasinya, namun mengabaikan proses HIRARC, sehingga kecelakaan masih dapat terjadi (4
a. Komunikasi dan konsultasi ).
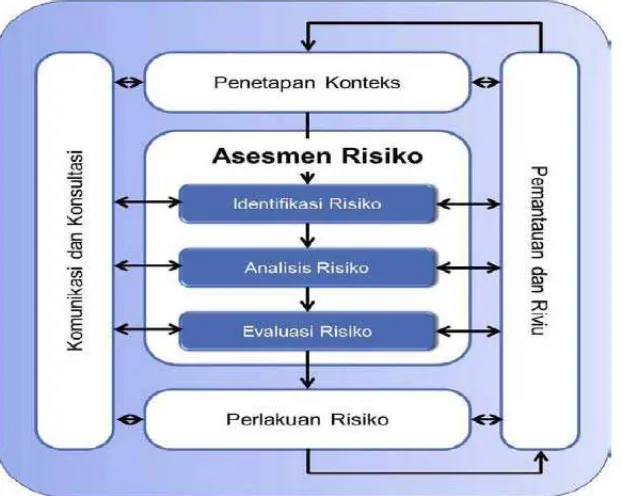
3.9. Proses Manajemen Risiko
Proses manajemen risiko harus dilakukan secara komprehensif dan merupakan bagian yang tidak terpisahkan dari manajemen proses. Proses manajemen risko sebagaimana yang terdapat dalam Risk Management StandardAS/NZS 4360, yang meliputi :
b. Menentukan konteks (tujuan)
4
c. Identifikasi resiko d. Analisis resiko e. Evaluasi resiko f. Pengendalian resiko g. Monitor dan review
Sumber: Suma’mur, P.K. Keselamatan Kerja dan Pencegahan Kecelakaan
Gambar 3.2 Proses Manajemen Risiko
3.9.1. Identifikasi Bahaya
1. Aktivitas rutin dan non rutin
2. Aktivitas dari semua individu yang memiliki akses ke tampat kerja termasuk kontraktor.
3. Perilaku manusia, kemampuan, dan faktor manusia lainnya.
4. Identifikasi semua bahaya yang berasal dari luar tempat kerja yang dapat menimbulkan efek terhadap kesehatan dan keselamatan manusia yang berada di bawah perlindungan organisasi di dalam tempat kerja.
5. Bahaya yang ditimbulkan di sekitar tempat kerja dan aktivitas yang berkaitan dengan pekerjaan yang berada di bawah kendali organisasi.
6. Infrastruktur, peralatan, dan material di tempat kerja, apakah yang disediakan organisasi atau pihak lain.
7. Perubahan atau rencana perubahan dalam organisasi, kegiatannnya, atau material.
8. Modifikasi pada sistem manajemen K3, termasuk perubahan sementara dan dampaknya terhadap operasi, proses, dan aktivitas.
9. Setiap persyaratan legal yang berlaku berkaitan dengan pengendalian risiko dan implementasi pengendalian yang diperlukan.
10. Rancangan lingkungan kerja, proses, instalasi, mesin, peralatan, prosedur operasi dan organisasi kerja, termasuk adaptasinya terhadap kemampuan manusia.
belaka sehingga tidak mampu menjangkau bahayayang yang lebih rinci misalnya berkaitan dengan proses, peralatan, prosedur,dan lainnya. Untuk membantu upaya identifikasi bahaya, dikembangkanberbagai metoda mulai dari yang sederhana sampai yang kompleks.
Organisasi harus menetapkan metoda identifikasi bahaya yang akandilakukan dengan mempertimbangkan beberapa aspek antara lain:
1. Lingkup identifikasi bahaya yang dilakukan, misalnya meliputi seluruh bagian, proses atau peralatan kerja atau aspek K3 seperti bahaya kebakaran, penyakit akibat kerja, kesehatan, dan lainnya.
2. Bentuk identifikasi bahaya, misalnya bersifat kualitatif atau kuantitatif. 3. Waktu pelaksanaan identifikasi bahaya, misalnya di awal proyek, pada saat
operasi, pemeliharaan atau modifikasi sesuai dengan siklus atau daur hidup organisasi.
Metoda identifikasi bahaya harus bersifat proaktif atau prediktif sehingga diharapkan dapat menjangkau seluruh bahaya baik yang nyatamaupun yang bersifat potensial. Teknik identifikasi bahaya ada berbagai macam yang dapat diklasifikasikan atas:
1. Teknik/metoda pasif
2. Teknik/metoda semi proaktif
Teknik ini disebut juga belajar dari pengalaman orang lain karenakita tidak perlu mngalaminya sendiri. Teknik ini lebih baik karena tidakperlu mengalami sendiri setelah itu baru mengetahui adanya bahaya.
3. Teknik/metoda proaktif
Metoda terbaik untuk mengidentifikasi bahaya adalah cara proaktif,atau mencari bahaya sebelum bahaya tersebut menimbulkan akibat ataudampak yang merugikan.
3.9.3. Penilaian Risiko
Eksposure (paparan) adalah frekuensi pemaparan terhadap bahaya atau sumber resiko. Analisis resiko bergantung pada informasi resiko dan data yang tersedia. Metode analisis yang digunakan dapat bersifat kualitatif, semikuantitatif, dan kuantitatif bahkan kombinasi ketiganya. Pada analisa resiko ada basic risk dan existing risk, Pada tabel basic risk terdapat hasil perkalian dari nilai konsekuensi, paparan dan peluang, reviewing control, dan tingkat risiko. Tabel existing risk berisi hasil perkalian dari nilai konsekuensi, paparan dan peluang setelah ada intervensi dari reviewing control, risk reduction dan tingkat risiko setelah mendapatkan intervensi reviewing control
1. Penilaian Resiko dengan Analisis Kualitatif
Analisis kualitatif menggunakan bentuk kata atau skala deskriptif untuk menjelaskan seberapa besar potensi resiko yang akan diukur. Hasilnya dapat termasuk dalam kategori resiko rendah, resiko sedang dan resiko tinggi. Berikut merupakan tabel konsekuensi dan kemungkinan menurut standar (AS/NZS 4360:2004).
Tabel 3.1. Ukuran Kualitatif untuk Likelihood
Tingkat Penjelasan Defenisi
A Almost Certain Dapat terjadi setiap saat
B Likely Kemungkinan terjadi sering
C Possible Dapat terjadi sekali-sekali
D Unlikely Kemungkinan terjadi jarang
E Rare Dapat terjadi hanya dalam keadaan
Tabel 3.2. Ukuran Kualitatif untuk Concequences
Tingkat Deskripsi Uraian
1 Insignificant Tidak terjadi cedera, kerugian financial kecil 2 Minor Cedera ringan, kerugian financial sedang
3 Moderate Cedera sedang, perlu penanganan medis, kerugian financial besar
4 Major Cedera berat lebih dari satu orang, kerugian besar, gangguan produksi
5 Catstrophic Fatal lebih satu orang, kerugian sangat besar dan dampak luas yang berdampak panjang, terhentinya seluruh kegiatan.
Sumber: AS/NZS 4360:2004 Risk Management Guideline
Tabel 3.3.Matriks Analisis Risiko Kualitatif (Level Risiko)
Consequence
Likelihood (Insignificant) (Minor) (Moderate) (Major) (Catastropic)
A(Almost Certain) H H E E E
B(Likely) M H H E E
C(Moderate) L M H E E
D (Unlikely) L L M H E
E (Rare) L L M H H
Sumbe: AS/NZS 4360:2004 Risk Management Guideline
Keterangan:
E : Ekstrim, sangat berisiko, dibutuhkan tindakan secepatnya
H : High, beresiko besar, dibutuhkan perhatian dari manajemen puncak M : Medium, risiko sedang, tenggung jawab manajemen harus spesifik L : Low, risiko rendah, ditangani dengan prosedur rutin
2. Penilaian Resiko dengan Analisis Semi-Kuantitatif
dibuat belum tentu mencerminkan kondisi obyektif yang ada dari sebuah risiko. Ketepatan perhitungan tergantung dari tingkat pengetahuan tim ahli dalam dalam analisis tersebut terhadap proses terjadinya sebuah risiko. (AS/NZS 4360:2004)
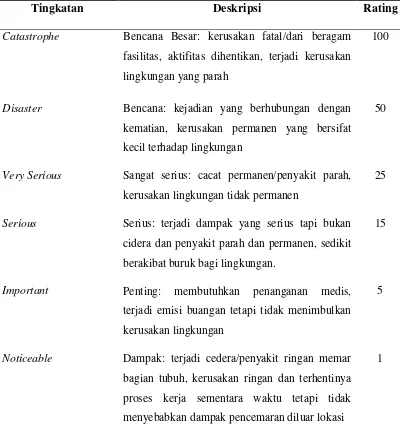
Tabel 3.4. Kriteria dan Nilai dari Faktor Consequences Semi Kuantitatif
Tingkatan Deskripsi Rating
Catastrophe Bencana Besar: kerusakan fatal/dari beragam
fasilitas, aktifitas dihentikan, terjadi kerusakan
lingkungan yang parah
100
Disaster Bencana: kejadian yang berhubungan dengan
kematian, kerusakan permanen yang bersifat
kecil terhadap lingkungan
50
Very Serious Sangat serius: cacat permanen/penyakit parah,
kerusakan lingkungan tidak permanen
25
Serious Serius: terjadi dampak yang serius tapi bukan
cidera dan penyakit parah dan permanen, sedikit
berakibat buruk bagi lingkungan.
15
Important Penting: membutuhkan penanganan medis,
terjadi emisi buangan tetapi tidak menimbulkan
kerusakan lingkungan
5
Noticeable Dampak: terjadi cedera/penyakit ringan memar
bagian tubuh, kerusakan ringan dan terhentinya
proses kerja sementara waktu tetapi tidak
menyebabkan dampak pencemaran diluar lokasi
1
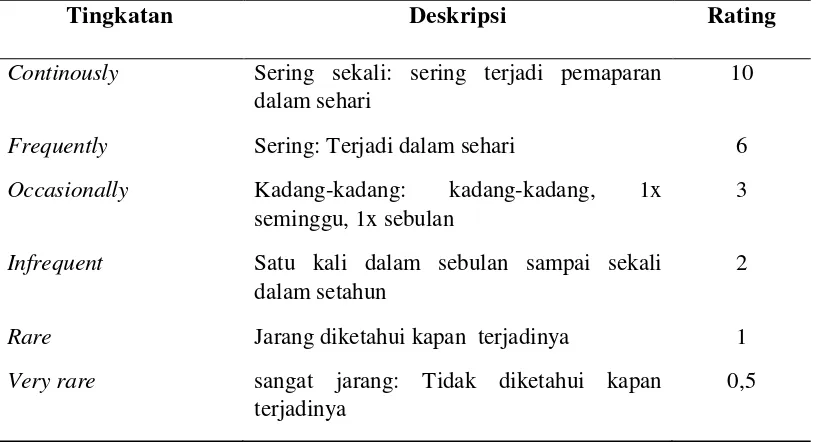
Tabel 3.5. Kriteria dan Nilai dari Faktor Exposure Semi Kuantitatif
Tingkatan Deskripsi Rating
Continously Sering sekali: sering terjadi pemaparan dalam sehari
10
Frequently Sering: Terjadi dalam sehari 6
Occasionally Kadang-kadang: kadang-kadang, 1x seminggu, 1x sebulan
3
Infrequent Satu kali dalam sebulan sampai sekali dalam setahun
2
Rare Jarang diketahui kapan terjadinya 1
Very rare sangat jarang: Tidak diketahui kapan terjadinya
0,5
Sumber AS/NZS 4360:2004 Risk Management Guideline
Tabel 3.6. Kriteria dan Nilai dari Faktor Probability Semi Kuantitatif
Tingkatan Deskripsi Rating
Almost Certain Sering terjadi: Kejadian kecelakaan yang paling sering terjadi
10
Likely kemungkinan terjadinya kecelakaan 50% -50%
6
Unusual but possible Tidak biasa: tidak biasa terjadi namun mempunyai kemungkinan terjadi
3
Remotely Possible Kemungkinan kecil: kejadian yang kecil kemungkinannya terjadi
1
Conceivable Jarang terjadi: tidak pernah terjadi kecelakaan selama bertahun-tahun pemaparan namun mungkin saja terjadi
0,5
Practically Impossible Hampir tidak mungkin terjadi: sangat tidak mungkin terjadi
0,1
3. Penentuan tingkat resiko dilakukan setelah ketiga komponen resiko (Konsekuensi, paparan, dan kemungkinan) telah ditentukan besarannya. Untuk menentukan tingkat resiko maka dilakukan pengalian terhadap ketiga komponen risiko tersebut berdasarkan rumus berikut:
Risk = Consequences x Exposure x Probability
Dari hasil perhitungan level of risk di atas kemudian dikelompokkan sesuai kriteria tingkat resiko.
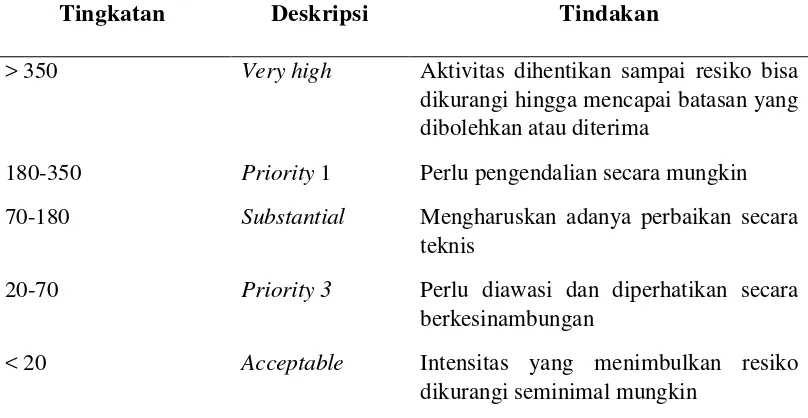
Tabel 3.7. Tingkat Risiko pada Analisis Semi-Kuantitatif
Tingkatan Deskripsi Tindakan
> 350 Very high Aktivitas dihentikan sampai resiko bisa dikurangi hingga mencapai batasan yang dibolehkan atau diterima
180-350 Priority 1 Perlu pengendalian secara mungkin
70-180 Substantial Mengharuskan adanya perbaikan secara teknis
20-70 Priority 3 Perlu diawasi dan diperhatikan secara berkesinambungan
< 20 Acceptable Intensitas yang menimbulkan resiko dikurangi seminimal mungkin
Sumber AS/NZS 4360:2004 Risk Management Guideline
4. Penentuan Risk Reduction
Risk reduction yaitu pengurangan risiko yang terdapat pada setiap area kerja dengan mempertimbangkan pengendalian yang telah ada yang dilakukan oleh perusahaan. Penentuan risk reduction didapat dengan mengurangkan basic risk dengan existing risk dengan menggunakan rumus sebagai berikut :
3.9.4. Evaluasi Resiko
Suatu resiko tidak akan memberikan makna yang jelas bagi manajemen atau pengambil keputusan lainnya jika tidak diketahui apakah resiko tersebut signifikan bagi kelangsungan bisnis. Oleh karena itu, sebagai tindak lanjut dari penilaian resiko dilakukan evaluasi resiko untuk menentukan apakah resiko tersebut dapat diterima atau tidak dan menentukan prioritas resiko. Untuk mendapat gambaran yang baik dan tepat mengenai resiko dilakukan penentuan peringkat resiko atau prioritas resiko.
Peringkat resiko sangat penting untuk sebagai alat manajemen dalam mengambil keputusan. Melalui peringkat resiko manajemen dapat menentukan skala prioritas dalam penanganannya.Manajemen juga dapat mengalokasikan sumber daya yang sesuai untuk masing-masing resiko sesuai dengan tingkat prioritasnya.
4.9.5. Pengendalian Risiko
apakah suatu risiko dapat diterima atau tidak. Jika risiko dapat diterima, tentunya tidak diperlukan langkah pengendalian lebih lanjut. Berkaitan dengan risiko K3, pengendalian risiko dilakukan dengan mengurangi kemungkinan atau keparahan dengan mengikuti hirarki sebagai berikut.
1. Eliminasi
Eliminasi adalah teknik pengendalian dengan menghilangkan sumber bahaya, misalnya lobang di jalan ditutup, ceceran minyak di lantai dibersihkan, mesin yang bising dimatikan. Cara ini sangat efektif karena sumber bahaya dieliminasi sehingga potensi risiko dapat dihilangkan. Karena itu, teknik ini menjadi pilihan utama dalam hirarki pengendalian risiko.
2. Substitusi
Substitusi adalah teknik pengendalian bahaya dengan mengganti alat, bahan, sistem atau prosedur yang berbahaya dengan lebih aman atau lebih rendah bahayanya. Teknik ini banyak digunakan, misalnya bahan kimia berbahaya dalam proses produksi diganti dengan bahan kimia lain yang lebih aman. 3. Pengendalian Teknis
4. Pengendalian Administratif
Pengendalian bahaya juga dapat dilakukan secara administratif misalnya dengan mengatur jadwal kerja, istirahat, cara kerja atau prosedur kerja yanglebih aman, rotasi, atau pemeriksaan kesehatan, monitoring yaitu untuk memonitor efektivitas pengendalian yang sudah dilakukan.
5. Training
Training dilakukan untuk meningkatkan kemampuan dan pengetahuan pekerja sehingga pekerja dapat bekerja dengan lebih aman.
6. Penggunaan Alat Pelindung Diri (APD)
Pilihan terakhir untuk mengendalikan bahaya adalah dengan memakai alat pelindung diri misalnya pelindung kepala, sarung tangan, pelindung pernafasan (respirator atau masker), pelindung jatuh, dan pelindung kaki (5
1. Ringkas (Seiri)
).
3.10. Manajemen 5S
Lima langkah pemeliharaan tempat kerja dalam bahasa jepang disebut sebagai 5S. Dalam bahasa Indonesia, lima langkah pemeliharaan tempat kerja ini disebut sebagai 5R (Ringkas, Rapi, Resik, Rawat dan Rajin).
Langkah pertama pemeliharaan tempat kerja adalah Ringkas yang berkaitan dengan kegiatan melakukan klasifikasi barang yang terdapat di gemba yaitu diperlukan atau tidak diperlukan dan menyingkirkan yang tidak diperlukan dari gemba. Batasan tentang barang yang diperlukan harus ditetapkan. Segala macam objek dapat ditemukan di gemba. Pengamatan yang diteliti dapat
5
menyimpulkan bahwa sesungguhnya hanya sedikit saja barang yang dibutuhkan sehari-hari perlu berada di gemba. Sebuah aturan sederhananya adalah menyingkirkan semua barang yang tidak akan diperlukan untuk kurun waktu 30 hari.
2. Rapi (Seiton)
Setelah ringkas diterapkan, semua barang yang tak diperlukan telah disingkirkan dari gemba. Yang tersisa tinggallah sejumlah minimum barang yang diperlukan. Namun, barang-barang yang diperlukan ini seperti alat kerja dan sebagainya tak dapat digunakan sebagaimana mestinya bilaterletak jauh dari tempat kerjaatau bahkan di ditempat yang sulit dicari. Hal ini membawa kita kepada langkah berikutnya dari 5R yaitu rapi. Rapi yang berarti mengelompokkan barang berdasarkan penggunaanya dan menatanya secara memadai agar upaya dan waktu untuk mencari/ menemukan menjadi minimum. Untuk menerapkan hal ini, semua barang harus memiliki alamat tertentu, nama tertentu, dan volume yang tertentu pula.
3. Resik (Seiso)
4. Rawat (Seiketsu)
Rawat dalam bahasa jepang adalah seiketsu yang berarti tertib pribadi, seperti mengenakan pakaian yang pantas dan bersih, kacamata pengaman, sarung tangan dan sepatu dan selalu menjaga keadaan lingkungan kerja yang bersih. Pengertian rawat adalah mempertahankan keadaan yang sudah ringkas, rapid an resik setiap hari secara terus;menerus.
5. Rajin (Shitsuke)
Rajin berarti disiplin pribadi. Orang yang mempraktekkan ringkas, rapi, resik dan rawat secara terus-menerus dan menjadikan kegiatan ini sebagai kebiasaan dalam kehidupan sehari-harinya dapat menyebut dirinya memiliki disiplin pribadi.
Kaizen menghargai proses maupun hasil dengan nilai yang sama. Guna menggalang semua orang dalam kegiatan kaizen secara berkesinambungan, manajemen harus secara serius merencanakan, mengorganisasikan dan melaksanakan proyek-proyek kaizen. Banyak manager ingin memperoleh hasil segera mungkin baik mukjijat dan mengabaikan aspek proses yang juga sangat penting. 5R bukanlah kegiatan musiman atau sekadar tren bulan ini, namun merupakan proses berkesinambungan yang merupakan bagian dari kehidupan kita.
3.11. Manfaat 5S
1. Keamanan. Dengan adanya pemilihan dan penataan maka barang-barang dan kelengkapan kerja yang digunakan tersedia dan mengurangi angka kecelakaan kerja yang digunakan tersedia dan mengurangi angka kecelakaan kerja yang disebabkan oleh kesalahan manusia (Human Factor). Misalnya mencegah terpeleset dan kebakaran dari kebocoran minyaak.
2. Kondisi kerja yang rapi. Dengan kondisi kerja yang rapi, produktivitas meningkat.
3. Efisiensi. Dianalogikan sebagai koki masak terkenal, pelukis yang terkenal mereka memelihara peralatan mereka. Tidak ada pisau yang berkarat. Tidak ada kuas yang menyusut. Sehingga saat digunakan peralatan tersebut selalu tersedia dan siap digunakan. Jika di industry maka efisiensi mesin menjadi tinggi dan mengurangi waktu macet mesin.
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PTPN IV Dolok Ilir yang megolah bahan baku TBS (Tandan Buah Segar) menjadi Crude Palm Oil (CPO) dan Inti sawit (palm kernel) yang berlokasi di lokasi Kabupaten Simalungun, Kecamatan Dolok Batu Nanggar. Waktu penelitian dilakukan pada Mei 2017 sampai dengan Juli 2017.
4.2. Jenis Penelitian
Penelitian yang digunakan adalah penelitian terapan (applied research), yaitu karena penelitian yang dilakukan untuk pemecahan masalah yang menimbulkan kecelakaan kerja. Penelitian dilakukan dengan mengidentifikasi dan memberikan penilaian terhadap sumber bahaya, menjelaskan nilai dari risiko yang terdapat di setiap area kerja dengan menggambarkan proses analisa keselamatan kerja dengan menggunakan metode Semi kuantitatif untuk menentukan tingkat consequences, probability dan exposure dari setiap risiko yang ada dan memberikan rekomendasi pengendalian bahaya dengan metode 5S.
4.3. Objek Penelitian
PTPN IV Dolok Ilir. Penelitian ini dilakukan agar bahaya yang ada dalam setiap kegiatan dapat terdeteksi dan segera dibuat pengendaliannya.
4.4. Kerangka Konseptual
Kerangka konseptual penelitian adalah suatu hubungan atau kaitan antara konsep satu terhadap konsep yang lainya dari masalah yang ingin diteliti untuk memberikan petunjuk kepada peneliti dalam merumuskan masalah penelitian. Permasalahan dalam penelitian ini adalah kecelakaan kerja yang terjadi pada saat melakukan proses produksi. Oleh karena itu dilakukan identifikasi dari bahaya dan melakukan pengendalian risiko dari bahaya yang ditimbulkan untuk menemukan solusi dalam bentuk usaha program keselamatan dan kesehatan kerja.
PTPN IV Dolok
Ilir Implementasi
Identifikasi Bahaya
Potensi Bahaya Rekomendasi Perbaikan HIRARC
5S
Gambar 4.1. Kerangka Konseptual Penelitian
4.5. Variabel Penelitian 4.5.1 Variabel Independen
1. Penentuan Sumber dan potensi bahaya, untuk mengetahui resiko bahaya yang ada distasiun kerja.
2. Mengidentifikasi situasi yang berpotensi mencederai/menyakiti pekerja, merusak barang, lingkungan kerja atau kombinasi dari hal-hal tersebut dengan menggunakan metode HIRARC
3. Memberikan rekomendasi pengendalian terhadap situasi yang berpotensi mencederai/menyakiti pekerja dengan metode 5S.
4.5.2. Variabel Dependen
Variabel dependen (terikat) adalah variabel yang dipengaruhi atau yang menjadi akibat karena adanya variabel bebas. Disebut variabel terikat karena variabel ini menjadi perhatian utama dalam penelitian. Adapun variabel dependen yang berpengaruh terhadap penelitian ini yaitu:
1. Pengendalian resiko bahaya menggunakan HIRARC 2. Pengendalian resiko bahaya menggunakan 5S
4.6. Metodologi Penelitian
Penelitian dilakukan dalam beberapa tahap, yang diawali dengan melakukan identifikasi masalah hingga menghasilkan kesimpulan. Tahapan– tahapan tersebut meliputi :
1. Identifikasi masalah
2. Studi literatur
Kajian literatur merupakan bagian dai studi yang bertujuan untuk mengumpulkan dan menganalisa data sekunder dari instansi terkait, hasil penelitian, jurnal, dan literatur lain.
3. Perumusan Masalah
Perumusan masalah menjabarkan kembali inti dari permasalahan yang teridentifikasi kemudian menuangkannya ke dalam satu lingkup permasalahan yang spesifik.
4. Perumusan tujuan penelitian
Penentuan tujuan peneltian sebagai acuan unuk mengarahkan dan menentukan hasil akhir penelitian.
5. Pengumpulan data
Data yang dikumpukan dalam penelitian ini terdiri data primer dan sekunder 1. Data primer
Data primer diperoleh dari pengamatan di lapangan/survey kuesioner 5S, dan wawancara langsung dengan operator, data primer yang dibutuhkan adalah:
a. Uraian pekerjaaan yang menyebabkan kecelakaan b. Pengendalian bahaya yang sudah dilakukan perusahaan c. Kondisi 5S distasiun pengolahan kelapa sawit
2. Data Sekunder
Data Sekunder diperoleh dari perusahaan yaitu data urutan proses produksi, sejarah perusahaan, struktur organisasi, jenis kecelakaan kerja.
Gambar 4.2. Block Diagram Proses Penelitian Mulai
Pengolahan Data 1. Identifikasi bahaya dan risiko
2. Analisis potensi bahaya dan risiko bahaya 3. Penialian Resiko
4. Menentukan Risk Reduction
5. Pengendalian risiko dengan metode HIRARC dan 5S Identifikasi Masalah
Tingginya angka kecelakaan kerja sehingga diperlukan program pencegahan kecelakaan kerja dengan metode HIRARC (Hazard Identification, Risk Assesment, Risk Control) dan 5S
Pengumpulan Data 1. Data primer
a. Interview dengan para pekerja b. Observasi di lantai produksi 2. Data sekunder
a. Uraian tugas pokok pekerja b. Gambaran umum perusahaan c. Struktur organisasi perusahaan d. Jumlah kecelakaan kerja karyawan
e. Jenis kecelakaan yang sedang dilakukan pada saat mengalami kecelakaan
Analisis Pemecahan Masalah
Kesimpulan dan saran
Selesai
Studi Pendahuluan 1. Kondisi pabrik
2. Kondisi bagian proses produksi
f i d k
Studi Literatur
1. Kondisi pabrik
4.7. Pengolahan Data
Metode atau langkah-langkah dalam melakukan pengolahan data dapat dilihat sebagai berikut:
1. Identifikasi Risiko
Mengidentifikasi bahaya yang ada pada tahapan demi tahapan pengerjaan proses produksi dalam setiap stasiun kerja sehingga potensi-potensi bahaya yang menyebabkan terjadinya kecelakaan kerja dapat diketahui dan untuk mengembangkan pengendalian yang tepat untuk mengurangi risiko.
2. Analisis Risiko
Data dianalisa berdasarkan penilaian semikuantitatif untuk menentukan nilai risiko dengan terlebih dahulu memperkirakan nilai konsekuensi, paparan dan kemungkinan. Setelah nilai risiko diperoleh, maka nilai tersebut dibandingkan dengan standar level risiko untuk mengetahui tingkatan risiko yang terdapat tahapan kerja di setiap stasiun.
Level of risk = Consequences x Exposure x Probability 3. Menentukan Risk Reduction
Nilai risiko hasil dari pengurangan antara basic risk dengan existing risk. 4. Rekomendasi Pengendalian Risiko bahaya dengan metode HIRARC dan 5S
4.8. Populasi dan Sampel
Populasi yaitu keseluruhan sampel yang menjadi objek penelitian di PTPN IV Dolok Ilir. Sampel yang digunakan adalah pekerja pabrik pengelohan kelapa sawit di stasiun Loading Ramp, Stasiun Rebusan dan Stasiun Klarifikasi. Metode sampling yang yang digunakan adalah total sampling artinya keseluruhan pekerja yang berada ditempat kerja adalah objek penelitian.
4.9. Analisis Pemecahan Masalah
Analisis dan pemecahan masalah dilakukan dengan mengidentifikasi adanya masalah-masalah dalam lingkungan kerja seperti penyebab terjadinya kecelakaan kerja, dan area kerja yang kurang ergonomis akibat kurangnya penerapan 5S. Ketidaksesuaian tersebut dimaksudkan untuk memberi masukan dan perbaikan bagi pihak perusahaan beberapa tindakan pengendalian yang lebih intensif. Dengan demikian perusahaan dapat menerapkan perbaikan tersebut dalam lingkungan perusahaannya sehingga dapat meningkatkan kenyamanan karyawan dalam bekerja.
4.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
Data yang diperlukan diperoleh dengan menggunakan beberapa metode pengumpulan data sesuai dengan kondisi sumber data yang bersangkutan. Data yang dikumpulkan dalam penelitian ini adalah uraian pekerjaan yang menyebabkan kecelakaan kerja pada proses pengolahan kelapa sawit PTPN IV Dolok Ilir. Pengumpulan data dilakukan meliputi tahapan proses pengolahan kelapa sawit, dan menguraikan pekerjaan berdasarkan urutan langkah-langkah dari setiap tahapan proses pengolahan kelapa sawit.
5.1.1. Data Uraian Pekerjaan
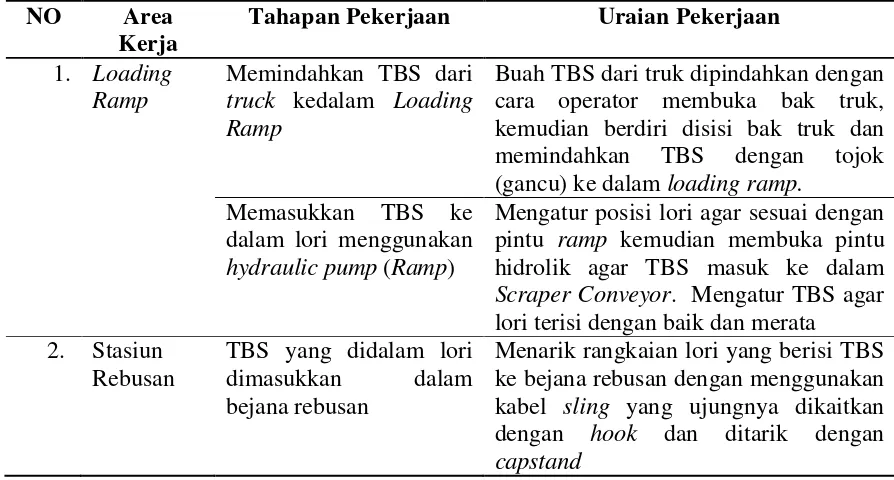
Data uraian pekerjaan dari tahapan pekerjaan dapat dilihat pada Tabel 5.1. Tabel 5.1. Uraian Pekerjaan Stasiun Pengolahan Pabrik Kelapa Sawit
NO Area
Kerja
Tahapan Pekerjaan Uraian Pekerjaan
1. Loading Ramp
Memindahkan TBS dari truck kedalam Loading Ramp
Buah TBS dari truk dipindahkan dengan cara operator membuka bak truk, kemudian berdiri disisi bak truk dan memindahkan TBS dengan tojok (gancu) ke dalam loading ramp.
Memasukkan TBS ke dalam lori menggunakan hydraulic pump (Ramp)
Mengatur posisi lori agar sesuai dengan pintu ramp kemudian membuka pintu hidrolik agar TBS masuk ke dalam Scraper Conveyor. Mengatur TBS agar loriterisi dengan baik dan merata 2. Stasiun
Rebusan
TBS yang didalam lori
dimasukkan dalam
bejana rebusan
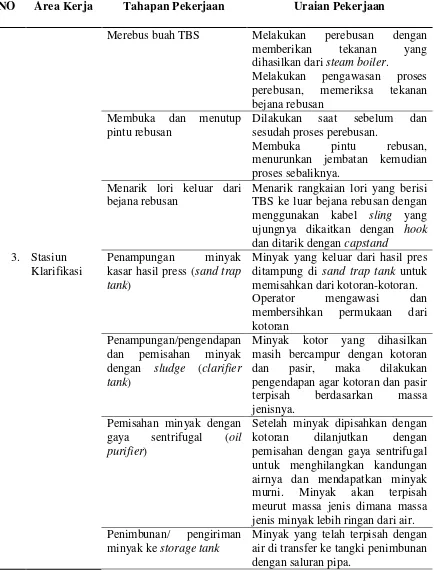
Tabel 5.1. Uraian Pekerjaan Stasiun Pengolahan Pabrik Kelapa Sawit (Lanjutan)
NO Area Kerja Tahapan Pekerjaan Uraian Pekerjaan
Merebus buah TBS Melakukan perebusan dengan
memberikan tekanan yang dihasilkan dari steam boiler.
Melakukan pengawasan proses perebusan, memeriksa tekanan bejana rebusan
Membuka dan menutup pintu rebusan
Dilakukan saat sebelum dan sesudah proses perebusan.
Membuka pintu rebusan, menurunkan jembatan kemudian proses sebaliknya.
Menarik lori keluar dari bejana rebusan
Menarik rangkaian lori yang berisi TBS ke luar bejana rebusan dengan menggunakan kabel sling yang ujungnya dikaitkan dengan hook dan ditarik dengan capstand
3. Stasiun Klarifikasi
Penampungan minyak kasar hasil press (sand trap tank)
Minyak yang keluar dari hasil pres ditampung di sand trap tank untuk memisahkan dari kotoran-kotoran.
Operator mengawasi dan membersihkan permukaan dari kotoran
Penampungan/pengendapan dan pemisahan minyak dengan sludge (clarifier tank)
Minyak kotor yang dihasilkan masih bercampur dengan kotoran dan pasir, maka dilakukan pengendapan agar kotoran dan pasir terpisah berdasarkan massa jenisnya.
Pemisahan minyak dengan gaya sentrifugal (oil purifier)
Setelah minyak dipisahkan dengan kotoran dilanjutkan dengan pemisahan dengan gaya sentrifugal untuk menghilangkan kandungan airnya dan mendapatkan minyak murni. Minyak akan terpisah meurut massa jenis dimana massa jenis minyak lebih ringan dari air. Penimbunan/ pengiriman
minyak ke storage tank
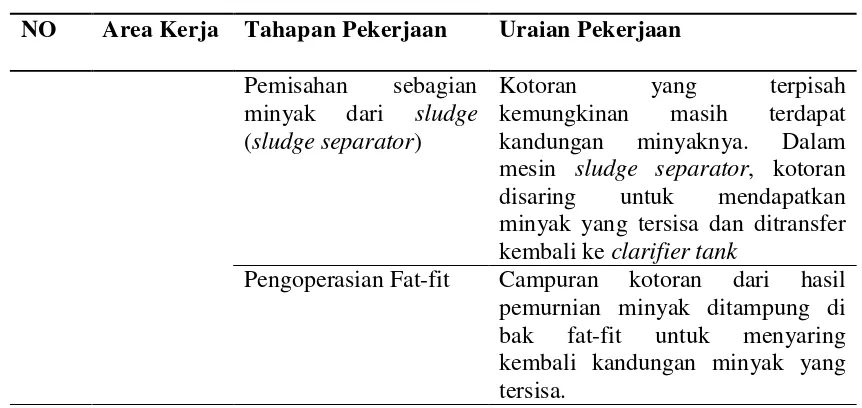
Tabel 5.1. Uraian Pekerjaan Stasiun Pengolahan Pabrik Kelapa Sawit (Lanjutan)
NO Area Kerja Tahapan Pekerjaan Uraian Pekerjaan
Pemisahan sebagian minyak dari sludge (sludge separator)
Kotoran yang terpisah kemungkinan masih terdapat kandungan minyaknya. Dalam mesin sludge separator, kotoran disaring untuk mendapatkan minyak yang tersisa dan ditransfer kembali ke clarifier tank
Pengoperasian Fat-fit Campuran kotoran dari hasil pemurnian minyak ditampung di bak fat-fit untuk menyaring kembali kandungan minyak yang tersisa.
Sumber : PTPN IV Dolok Ilir
5.2. Pengolahan Data 5.2.1. Identifikasi Risiko
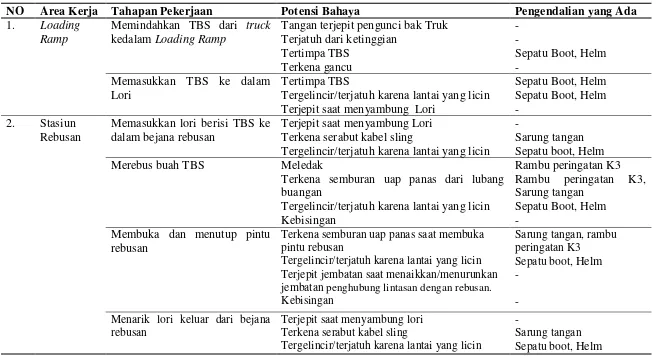
Tabel 5.2. Identifikasi Bahaya pada Stasiun Pengolahan Pabrik Kelapa Sawit
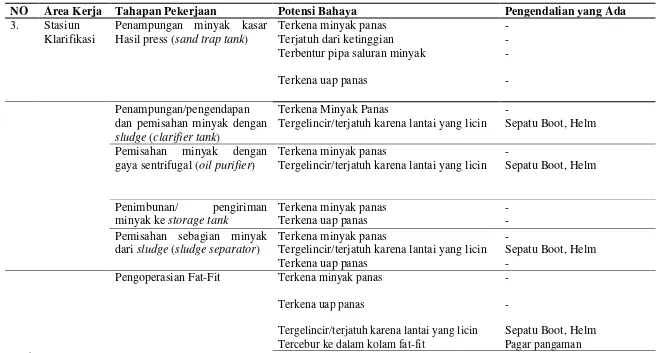
NO Area Kerja Tahapan Pekerjaan Potensi Bahaya Pengendalian yang Ada
1. Loading Ramp
Memindahkan TBS dari truck kedalam Loading Ramp
Tangan terjepit pengunci bak Truk Terjatuh dari ketinggian
Tertimpa TBS Terkena gancu
- -
Sepatu Boot, Helm -
Memasukkan TBS ke dalam Lori
Tertimpa TBS
Tergelincir/terjatuh karena lantai yang licin Terjepit saat menyambung Lori
Sepatu Boot, Helm Sepatu Boot, Helm -
2. Stasiun Rebusan
Memasukkan lori berisi TBS ke dalam bejana rebusan
Terjepit saat menyambung Lori Terkena serabut kabel sling
Tergelincir/terjatuh karena lantai yang licin -
Sarung tangan Sepatu boot, Helm
Merebus buah TBS Meledak
Terkena semburan uap panas dari lubang buangan
Tergelincir/terjatuh karena lantai yang licin Kebisingan
Rambu peringatan K3 Rambu peringatan K3, Sarung tangan
Sepatu Boot, Helm -
Membuka dan menutup pintu rebusan
Terkena semburan uap panas saat membuka pintu rebusan
Tergelincir/terjatuh karena lantai yang licin Terjepit jembatan saat menaikkan/menurunkan jembatan penghubung lintasan dengan rebusan. Kebisingan
Sarung tangan, rambu peringatan K3 Sepatu boot, Helm -
-
Menarik lori keluar dari bejana rebusan
Terjepit saat menyambung lori Terkena serabut kabel sling
Tergelincir/terjatuh karena lantai yang licin
-
Tabel 5.2. Identifikasi Bahaya pada Stasiun Pengolahan Pabrik Kelapa Sawit (lanjutan)
NO Area Kerja Tahapan Pekerjaan Potensi Bahaya Pengendalian yang Ada
3. Stasiun Klarifikasi
Penampungan minyak kasar Hasil press (sand trap tank)
Terkena minyak panas Terjatuh dari ketinggian Terbentur pipa saluran minyak Terkena uap panas
- - - -
Penampungan/pengendapan dan pemisahan minyak dengan sludge (clarifier tank)
Terkena Minyak Panas
Tergelincir/terjatuh karena lantai yang licin -
Sepatu Boot, Helm Pemisahan minyak dengan
gaya sentrifugal (oil purifier)
Terkena minyak panas
Tergelincir/terjatuh karena lantai yang licin -
Sepatu Boot, Helm
Penimbunan/ pengiriman minyak ke storage tank
Terkena minyak panas Terkena uap panas
- - Pemisahan sebagian minyak
dari sludge (sludge separator)
Terkena minyak panas
Tergelincir/terjatuh karena lantai yang licin Terkena uap panas
-
Sepatu Boot, Helm -
Pengoperasian Fat-Fit Terkena minyak panas -
Terkena uap panas -
Tabel diatas menunjukkan potensi bahaya yang terdapat di setiap tahapan pekerjaaan pengolahan kelapa sawit yang didapatkan berdasarkan pengamatan langsung yang dilakukan oleh peneliti, dan pengendalian yang dibuat oleh perusahaan misalnya untuk tahapan pekerjaan memindahkan TBS dari truck kedalam Loading Ramp potensi bahayanya adalah tangan terjepit pengunci bak truk, terjatuh dari ketinggian, tertimpa TBS dan terkena gancu. Pengendalian yang dibuat oleh perusahaan hanya pada potensi bahaya tertimpa TBS yaitu dengan menggunakan sepatu boot dan helm. Demikian selanjutnya untuk potensi bahaya lainnya dapat dilihat pada tabel 5.2.
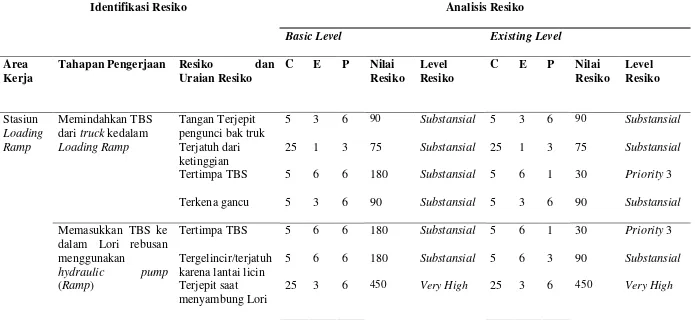
5.2.2. Penilaian Risiko
Tabel 5.3. Hasil Penilaian Risiko pada Stasiun Loading Ramp
Identifikasi Resiko Analisis Resiko
Basic Level Existing Level
Area Kerja
Tahapan Pengerjaan Resiko dan
Uraian Resiko
C E P Nilai pengunci bak truk
5 3 6 90 Substansial 5 3 6 90 Substansial
Memasukkan TBS ke dalam Lori rebusan
karena lantai licin
5 6 6 180 Substansial 5 6 3 90 Substansial
Terjepit saat menyambung Lori
25 3 6 450 Very High 25 3 6 450 Very High
Tabel 5.4. Hasil Penilaian Risiko pada Stasiun Rebusan
Identifikasi Resiko Analisis Resiko
Basic Level Existing Level
Area
Lori berisi TBS
ke dalam bejana rebusan
Terjepit jembatan saat menaikkan dan menurunkan jembatan penghubung lintasan dengan rebusan.
15 3 6 270 Priority 1 15 3 6 270 Priority 1
Kebisingan 15 6 6 540 Very High 15 6 6 540 Very High
Menarik Lori
keluar dari bejana rebusan
Terjepit saat menyambung Lori 25 3 6 450 Very High 25 3 6 450 Very High
Terkena serabut kabel sling 5 6 6 180 Substansial 5 6 3 90 Substansial
Tergelincir/terjatuh karena lantai yang licin 5 6 6 180 Substansial 5 6 3 90 Substansial
Tabel 5.5. Hasil Penilaian Risiko pada Stasiun klarifikasi
Identifikasi Risiko Analisis Risiko
Basic Level Existing Level
Area Kerja Tahapan Pengerjaan Resiko dan Uraian Resiko
Penampungan minyak kasar
hasil press (sand trap tank) dan pemisahan minyak
dengan sludge (clarifier
tank)
Terkena minyak panas 25 3 6 450 Very high 25 3 6 450 Very high
Tergelincir/terjatuh karena lantai yang licin
5 6 6 180 Substansial 5 6 3 90 Substansial
Pemisahan minyak dengan
gaya sentrifugal (oil
purifier)
Terkena minyak panas 25 3 6 450 Very high 25 3 6 450 Substansial
Tergelincir/terjatuh karena lantai yang licin
5 6 6 180 Substansial 5 6 3
90 Substansial
Penimbunan/ pengiriman
minyak ke storage tank
Terkena minyak panas 25 3 6 450 Very high 25 3 6 450 Very high
Terkena uap panas 5 3 6 90 Substansial 5 3 6 90 Substansial
Pemisahan sebagian minyak
dari sludge (sludge
separator)
Terkena minyak panas 25 3 6 450 Very high 25 3 6 450 Very high
Tergelincir/terjatuh karena lantai yang licin
5 6 6 180 Very high 5 6 3 90 Substansial
Terkena uap panas 5 3 6 90 Substansial 5 3 6 90 Substansial
Pengoperasian Fat-fit Terkena minyak panas 25 3 6 450 Very high 25 3 6 450 Very high
Terkena uap panas 5 3 6 90 Substansial 5 3 6 90 Substansial
Tergelincir/terjatuh karena lantai yang licin
5 6 6 180 Substansial 5 6 3
90 Substansial
Tercebur dalam kolam fat-fit
15 2 6 180 Substansial 15 2 3
Risiko bahaya yang terdapat pada stasiun loading ramp adalah sebagai berikut:
1. Memindahkan TBS dari truk ke dalam loading ramp a. Tangan terjepit pengunci bak truk
Risiko tangan pekerja terjepit saat membuka pintu truk. Consequences memiliki nilai 5 (Important), karena dapat menyebabkan cedera ringan atau luka memar pada jari tangan. Exposure memiliki nilai 3 (occasionally), karena kejadian ini tidak sering terjadi, hanya sekali dalam seminggu atau sekali dalam sebulan. Probability memiliki nilai 6 (likely), walaupun sudah ada instruksi kerja namun kecelakaan tersebut masih memiliki kemungkinan terjadi karena kondisi pekerja yang kelelahan dapat menyebabkan terjadinya kecelakaan.
5.2.3. Penentuan Risk Reduction
Setelah diperoleh level risikonya, maka ditentukan risk reduction yaitu pengurangan risiko yang terdapat pada setiap area kerja dengan mempertimbangkan pengendalian yang telah ada yang dilakukan oleh perusahaan. Penentuan risk reduction didapat dengan mengurangkan basic risk dengan existing risk dengan menggunakan rumus sebagai berikut :
Risk reduction= X 100 %
Tabel 5.6. Hasil Perhitungan Risk Reduction
No Area Kerja
Tahapan Pengerjaan
Risiko dan Uraian Risiko pengunci bak truk
90 90 0 %
Terjatuh dari ketinggian 60 1 83.3 %
Tertimpa TBS 36 18 50 %
Terkena gancu/tojok 150 45 70 %
Memasukkan karena lantai yang licin
36 18 50 %
Terjepit saat menyambung Lori
90 90 0 % bejana rebusan
Terjepit saat menyambung Lori
90 90 0 %
Terbentur serabut kabel sling
12 9 25 %
Tergelincir/terjatuh karena lantai yang licin
36 18 50 %
Terkena semburan uap panas
180 90 50 %
Tergelincir/terjatuh karena lantai yang licin
36 18 50 %
Tabel 5.6.Hasil Perhitungan Risk Reduction (Lanjutan)
No Area Kerja
Tahapan Pengerjaan
Risiko dan Uraian Risiko karena lantai yang licin
180 90 50 %
Terjepit jembatan saat menaikkan dan menurunkan karena lantai yang licin hasil press (sand trap tank) saluran minyak
90 90 0 % sludge (clarifier tank)
Terkena minyak panas
450 450 0 %
Tabel 5.6.Hasil Perhitungan Risk Reduction(Lanjutan)
No Area Kerja
Tahapan Pengerjaan
Risiko dan Uraian Risiko karena lantai yang licin karena lantai yang licin
180 90 50 %
Tercebur dalam kolam fat-fit
180 90 50 %
Sumber : Pengolahan Data
5.2.5. Rekomendasi Pengendalian
5.2.5.1. Rekomendasi Tindakan Pengendalian Risiko di Stasiun Loading Ramp
Tindakan pengendalian yang diperlukan atas risiko setiap pekerjaan yang terdapat pada stasiun Loading Ramp dapat dilihat pada tabel berikut.
Tabel 5.8. Rekomendasi Pengendalian Risiko Stasiun Loading Ramp Area
Kerja
Risiko dan Uraian Risiko
Hirearcy of Control
Solusi Pengendalian
Stasiun
Menggunakan alat bantu untuk membuka katup pengunci bak truk. Administrative
Control
Pengawasan terhadap prosedur kerja, pengawasan penggunaan APD
Training Peningkatan pengetahuan pekerja tentang K3, Pelatihan dan panduan bagi operator.
PPE Safety gloves
Terjatuh dari ketinggian
Administrative Control
Ketelitian dan pemasangan sesuai aturan, Petugas memenuhi instruksi kerja, Pengawasan terhadap prosedur kerja, pengawasan pemakaian APD.
Training Peningkatan pengetahuan pekerja tentang K3, Pelatihan dan panduan bagi operator.
PPE Full body harness
Tertimpa TBS Administrative Control
Pembuatan SOP pembongkaran buah yang aman, pengawasan penggunaan APD
Training Peningkatan pengetahuan pekerja tentang K3, Pelatihan dan panduan bagi operator.
PPE Safety boot, Helm Terkena gancu Engineering
Control
Penyediaan tojok/gancu yang ergonomis.
Administrative Control
Pengawasan terhadap prosedur kerja, pengawasan penggunaan APD Training Peningkatan pengetahuan pekerja
tentang K3, Pelatihan dan panduan bagi operator.
Tabel 5.8 Rekomendasi Pengendalian Risiko Stasiun Loading Ramp (lanjutan)
Area Kerja
Risiko dan Uraian Risiko
Hirearcy of Control
Solusi Pengendalian Tergelincir/terjatuh
karena lantai yang licin
Administrative Control
Peningkatan intensitas pembersihan lantai, pengawasan
penggunaan APD.
Training Peningkatan pengetahuan pekerja tentang K3, Pelatihan dan panduan bagi operator.
PPE Helm, Safety boot. Terjepit saat
menyambung Lori
Engineering Control
Penyediaan alat pembantu untuk memasukkan TBS ke dalam lori Administrative
Control
Pengawasan terhadap prosedur kerja, pengawasan penggunaan APD
Training Peningkatan pengetahuan pekerja tentang K3, Pelatihan dan panduan bagi operator.
PPE Coverall (Pakaian Pelindung), safety gloves
Sumber : Pengolahan Data
5.2.5.2. Rekomendasi Tindakan Pengendalian Risiko di Stasiun Rebusan Tindakan pengendalian yang diperlukan atas risiko setiap pekerjaan yang terdapat pada stasiun rebusandapat dilihat pada tabel berikut.
Tabel 5.9. Rekomendasi Pengendalian Risiko Stasiun Rebusan
Area Kerja
Risiko dan Uraian Risiko
Hirearcy of Control
Solusi Pengendalian
Stasiun
Penyediaan alat untuk membantu menarik rangkaian lori ke bejana rebusan.
Administrative Control
Pengawasan terhadap prosedur kerja, pengawasan penggunaan APD
Training Peningkatan pengetahuan pekerja tentang K3, Pelatihan dan panduan bagi operator.
PPE Safety gloves
Terkena serabut kabel sling
Engineering Control
Melakukan perawatan kabel sling. Administrative
Control
Pengawasan pemakaian APD
Training Peningkatan pengetahuan tentang K3, Pelatihan dan panduan bagi operator.
PPE Safety gloves
Tergelincir/terjatuh karena lantai yang licin
Administrative Control
Peningkatan intensitas pembersihan lantai, pengawasan penggunaan APD. Training Peningkatan pengetahuan pekerja
tentang K3, Pelatihan dan panduan bagi operator.
Perawatan secara berkala alat ukur steam yang terdapat di bejana rebusan. Administrative
Control
Penyediaan rambu peringatan K3, pengawasan terhadap prosedur kerja, pengawasan penggunaan APD.
Training Peningkatan pengetahuan tentang perebusan dengan steam, pengawasan terhadap SOP dan lingkungan kerja Terkena semburan
uap panas
Engineering Control
Penyediaan alat pembuka katub tabung rebusan.
Administrative Control
Tabel 5.9. Rekomendasi Pengendalian Risiko Stasiun Rebusan (Lanjutan) Area
Kerja
Risiko dan Uraian Risiko
Hirearcy of Control
Solusi Pengendalian
Training Peningkatan pengetahuan pekerja tentang K3.
PPE Safety jacket, safety gloves, face shield, rambu peringatan K3
Kebisingan Administrative Control
Melakukan perawatan terhadap mesin yang bising, Mengurangi waktu kerja operator yang lebih banyak terpapar kebisingan, pengawasan terhadap prosedur kerja, pengawasan penggunaan APD.
Training Peningkatan pengetahuan pekerja tentang K3.
PPE Earplug, earmuff
Terjepit jembatan saat menaikkan dan menurunkan
jembatan
Engineering Control
Pembuatan alat pembantu penurunan jembatan penghubung pada lori.
Administrative Control
Pengawasan terhadap prosedur kerja, pengawasan pemakaian APD.
Training Pelatihan dan panduan bagi operator, peningkatan pengetahuan pekerja tentang K3.
PPE safety gloves
Sumber : Pengolahan Data
5.2.5.3. Rekomendasi Tindakan Pengendalian Risiko di Stasiun Klarifikasi Tindakan pengendalian yang diperlukan atas risiko setiap pekerjaan yang terdapat pada stasiun klarifikasi dapat dilihat pada tabel berikut.
Tabel 5.10. Rekomendasi Pengendalian Risiko Stasiun Klarifikasi
Area Kerja Risiko dan Uraian Risiko
Hirearcy of Control Solusi Pengendalian
Stasiun
Pembuatan rambu peringatan K3, pengawasan terhadap prosedur kerja.
Training Peningkatan pengetahuan pekerja
tentang K3, safety briefing, sosialisasi penggunaan APD
PPE Coverall (Pakaian Pelindung), face
shield Terjatuh dari
ketinggian
Administrative Control
Ketelitian dan pemasangan sesuai aturan, Petugas memenuhi instruksi kerja, Pengawasan terhadap prosedur kerja, pengawasan pemakaian APD.
Training Peningkatan pengetahuan pekerja
tentang K3, Pelatihan dan panduan bagi operator.
PPE Full body harness
Terbentur pipa saluran minyak
Engineering Control pemberian tanda pada saluran pipa Administrative
Control
Penataan dan kerapian di lingkungan kerja, pengawasan pemakaian APD
Training Peningkatan pengetahuan pekerja
tentang K3, safety briefing sosialisasi penggunaan APD
PPE Helm, safety sign
Terkena uap panas
Engineering Control Perawatan secara berkala alat ukur steam yang terdapat di tangki minyak
Administrative Control
Penyediaan rambu peringatan K3, pengawasan terhadap prosedur kerja, pengawasan penggunaan APD
Training Peningkatan pengetahuan pekerja
tentang K3, Pelatihan dan panduan bagi operator,
Tabel 5.10. Rekomendasi Pengendalian Risiko Stasiun Klarifikasi (lanjutan)
Area Kerja
Risiko dan Uraian Risiko
Hirearcy of Control Area Kerja
Tergelincir/terjatuh karena lantai licin
Administrative Control Peningkatan intensitas pembersihan lantai, pengawasan penggunaan APD
Training Peningkatan pengetahuan pekerja
tentang K3, Pelatihan dan panduan bagi operator.
PPE Helm, Safety boot
Tercebur dalam kolam fat-fit
Engineering Control Pembuatan pagar batas di pinggir bak kolam fat-fit.
Administrative Control Pengawasan terhadap prosedur kerja, Penyediaan rambu peringatan K3.
Training Peningkatan pengetahuan pekerja
tentang K3, safety briefing. Sumber : Pengolahan Data
5.3. Metode 5S
5.3.1. Kondisi Awal Stasiun
Pada stasiun loading ramp kondisi lingkungan yang licin dan becek yang dapat mengakibatkan seseorang dapat jatuh pada saat pemindahan TBS. Kondisi stasiun Loading Ramp dapat dilihat pada Gambar 5.1 berikut ini.
Sumber: PTPN IV Dolok Ilir
Gambar 5.1. Stasiun Loading Ramp
Pada stasiun Rebusan Kondisi lingkungan terlihat kotor dan sangat panas akibat uap perebusan TBS hal ini dapat mengganggu kinerja operator.
Sumber: PTPN IV Dolok Ilir
Pada stasiun Klarifikasi terdapat banyak mesin maupun peralatan yang digunakan untuk menunjang berlangsungnya proses produksi. Kondisi lingkungan terlihat banyak sisa –sisa ampas kelapa sawit yang diletakkan didekat mesin yang dapat mengganggu kinerja operator.
Sumber: PTPN IV Dolok Ilir
Gambar 5.3. Stasiun Klarifikasi 5.3. 2. Kuesioner 5S
Penelitian Kuesioner 5S dilakukan pada 3 stasiun yaitu stasiun Loading Ramp, stasiun Rebusan dan stasiun klarifikasi, Kuesioner 5S ini disebar sebanyak 2 kali dimana kuesioner I sebelum dilakukan pelatihan dan kuesioner II setelah dilakukan pelatihan 5S. Kuesioner ini terbagi atas 3 kelompok pertanyaan yaitu pertanyaan untuk pengetahuan, sikap dan tindakan yang terdiri dari 25 pernyataan dengan 4 pilihan jawaban yaitu:
5.4. Uji Validitas dan Reliabilitas 5.4.1. Uji Validitas
Pengujian validitas dilakukan berdasarkan hasil kuesioner tertutup derajat kepentingan yaitu dari pernyataan 1 hingga pernyataan 25 untuk penilaian keadaan 5S pada PTPN IV Dolok Ilir. Uji validitas dilakukan dengan menggunakan persamaan korelasi product moment (pearson). Contoh perhitungan untuk validasi pernyataan 1 dapat dilihat pada tabel 5.20
Tabel 5.21. Uji Validitas Atribut 1 untuk bagian knowledge stasiun Loading ramp
No.
Responden X Y X^2 XY Y^2
1. 3 87 9 261 7569
2. 3 80 9 240 6400
3. 4 96 16 384 9216
4. 3 80 9 240 6400
5. 2 69 4 138 4761
6. 4 76 16 304 5776
7. 3 66 9 198 4356
8. 4 96 16 384 9216
9. 3 70 9 210 4900
10. 3 67 9 201 4489
11. 3 92 9 276 8464
12. 2 63 4 126 3969
13. 3 91 9 273 8281
14. 2 80 4 160 6400
Total 42 1113 132 3395 90197
Uji validitas pernyataan dihitung dengan rumus
Besar koefisien korelasi product moment untuk atribut 1 bagian knowledge adalah 0,552. Tabel kritis dapat dilihat koefisien product moment untuk taraf signifikan 5%, diperoleh nilai kritis sebagai berikut.
Tabel 5.22. Hasil Perhitungan Validitas Derajarat Kepentingan Stasiun Loading Ramp Bagian Knowledge
Responden N ∑X rhitung R tabel ket
1. 14 42 0,552 0,532 Valid
2. 14 45 0,556 0,532 Valid
3. 14 45 0,6372 0,532 Valid
4. 14 45 0,7 0,532 Valid
5. 14 46 0,646 0,532 Valid
6. 14 42 0,72 0,532 Valid
7. 14 46 0,64 0,532 Valid
8. 14 45 0,596 0,532 Valid
9. 14 42 0,542 0,532 Valid
10. 14 42 0,57 0,532 Valid
11. 14 45 0,637 0,532 Valid
12. 14 47 0,654 0,532 Valid
13. 14 42 0,55 0,532 Valid
14. 14 42 0,7004 0,532 Valid
15. 14 46 0,625 0,532 Valid
16. 14 43 0,647 0,532 Valid
17. 14 48 0,638 0,532 Valid
18. 14 44 0,669 0,532 Valid
19. 14 47 0,71 0,532 Valid
20. 14 45 0,681 0,532 Valid
21. 14 46 0,77 0,532 Valid
22. 14 44 0,583 0,532 Valid
23. 14 47 0,544 0,532 Valid
24. 14 40 0,67 0,532 Valid
25. 14 47 0,68 0,532 Valid
Tabel 5.23. Hasil Perhitungan Validitas Derajarat Kepentingan Stasiun Loading Ramp Bagian Sikap
Responden N ∑X rhitung R tabel ket
1. 14 40 0,627 0,532 Valid
2. 14 44 0,557 0,532 Valid
3. 14 47 0,5597 0,532 Valid
4. 14 42 0,76 0,532 Valid
5. 14 41 0,631 0,532 Valid
6. 14 47 0,56 0,532 Valid
7. 14 49 0,54 0,532 Valid
8. 14 43 0,686 0,532 Valid
9. 14 43 0,623 0,532 Valid
10. 14 45 0,62 0,532 Valid
11. 14 44 0,555 0,532 Valid
12. 14 32 0,823 0,532 Valid
13. 14 32 0,64 0,532 Valid
14. 14 45 0,5726 0,532 Valid
15. 14 48 0,541 0,532 Valid
16. 14 43 0,6015 0,532 Valid
17. 14 46 0,6631 0,532 Valid
18. 14 43 0,7217 0,532 Valid
19. 14 44 0,62 0,532 Valid
20. 14 42 0,614 0,532 Valid
21. 14 29 0,81 0,532 Valid
22. 14 45 0,74 0,532 Valid
23. 14 44 0,577 0,532 Valid
24. 14 44 0,576 0,532 Valid
Tabel 5.24. Hasil Perhitungan Validitas Derajarat Kepentingan Stasiun Loading Ramp Bagian Tindakan
Responden N ∑X rhitung R tabel ket
1. 14 45 0,66 0,532 Valid
2. 14 48 0,579 0,532 Valid
3. 14 44 0,799 0,532 Valid
4. 14 48 0,79 0,532 Valid
5. 14 48 0,59 0,532 Valid
6. 14 47 0,66 0,532 Valid
7. 14 43 0,59 0,532 Valid
8. 14 41 0,815 0,532 Valid
9. 14 29 0,604 0,532 Valid
10. 14 41 0,65 0,532 Valid
11. 14 40 0,707 0,532 Valid
12. 14 47 0,552 0,532 Valid
13. 14 43 0,66 0,532 Valid
14. 14 43 0,5933 0,532 Valid
15. 14 41 0,656 0,532 Valid
16. 14 45 0,7278 0,532 Valid
17. 14 45 0,5445 0,532 Valid
18. 14 47 0,6255 0,532 Valid
19. 14 47 0,59 0,532 Valid
20. 14 47 0,604 0,532 Valid
21. 14 44 0,54 0,532 Valid
22. 14 49 0,612 0,532 Valid
23. 14 48 0,57 0,532 Valid
24. 14 43 0,583 0,532 Valid
25. 14 36 0,6904 0,532 Valid
5.4.2. Uji Reliabilitas
Pengujian reliabilitas untuk data kinerja dilaksanakan untuk mengetahui apakah kuesioner reliable atau tidak. Uji reliabilitas dilakasanakan dengan menggunakan rumus Alpha Cronbach, menggunakan rumus seperti berikut ini.
Contoh:
Hasil rekapitulasi nilai dapat dilihat pada Tabel 5.24 berikut ini.
Tabel 5.25. Perhitungan Varians Tiap Pernyataan Stasiun Loading Ramp Bagian Knowledge
Pernyataan Varians Pernyataan Varians
1. 0.429 14. 0.57
2. 0.597 15. 0.45
3. 0.45 16. 0.49
4. 0.6 17. 0.5
5. 0.49 18 0.55
6. 0.429 19 0.4
7. 0.53 20 0.6
8. 0.48 21 0.49
9. 0.43 22 0.55
10. 0.714 23 0.4
11. 0.45 24 0.55
12. 0.23 25 0.66
13. 0.57
2
Kemudian dilaksanakan perhitungan varians total dengan rumus :
Varians Total
Contoh:
Setelah itu dimasukkan ke rumus alpha,
0,966
Nilai koefisien reliabilitas kinerja diperoleh sebesar 0,966
Cara untuk menilai apakah suatu instrumen memiliki tingkat reliabilitas yang tinggi yaitu dengan membandingkan dengan nilai dari tabel krisis koefisien korelasi r pearson. Tabel krisis koefisien korelasi r pearson untuk taraf signifikan 5% dengan jumlah responden = 14 sebesar 0,532
Atribut tentang knowledge pernyataan 1 hingga 25 memiliki r hitung yang lebih besar yaitu 0,966 dari r tabel 0,532, maka data dinyatakan reliable maka kuesioner dapat dipercaya kebenaran datanya.
Tabel 5.26. Perhitungan Varians Tiap Pernyataan Stasiun Loading Ramp Bagian Sikap
Pernyataan Varians Pernyataan Varians
1. 0.408 14. 0.71
Sumber: Pengolahan Data
2
Kemudian dilaksanakan perhitungan varians total dengan rumus :
Varians Total
Contoh:
Setelah itu dimasukkan ke rumus alpha,
Nilai koefisien reliabilitas kinerja diperoleh sebesar 0,969
Cara untuk menilai apakah suatu instrumen memiliki tingkat reliabilitas yang tinggi yaitu dengan membandingkan dengan nilai dari tabel krisis koefisien korelasi r pearson. Tabel krisis koefisien korelasi r pearson untuk taraf signifikan 5% dengan jumlah responden = 14 sebesar 0,532
Atribut tentang knowledge pernyataan 1 hingga 25 memiliki r hitung yang lebih besar yaitu 0,969 dari r tabel 0,532, maka data dinyatakan reliable maka kuesioner dapat dipercaya kebenaran datanya.
Rekapitulasi hasil perhitungan varians tiap pernyataan stasiun loading ramp bagian Tindakan dapat dilihat pada tabel 5.26.
Tabel 5.27. Perhitungan Varians Tiap Pernyataan Stasiun Loading Ramp Bagian Tindakan
Pernyataan Varians Pernyataan Varians
1. 0.454 14. 0.35
2. 0.531 15. 0.35
3. 0.55 16. 0.45
4. 0.39 17. 0.5
5. 0.388 18 0.37
6. 0.515 19 0.7
7. 0.42 20 0.52
8. 0.57 21 0.40
9. 0.64 22 0.39
10. 0.495 23 0.4
11. 0.55 24 0.49
12. 0.23 25 0.67
13. 0.35