i
PERANCANGAN MODUL PEMBELAJARAN BUBUT
PADA
MATA KULIAH PRAKTEK PRODUKSI TINGKAT II
AKADEMI TEHNIK MESIN INDUSTRI (ATMI)
CIKARANG
SKRIPSI
Diajukan untuk Memenuhi Sebagian Persyaratan Mencapai Derajat Sarjana Teknik Industri
Disusun oleh: Agung Hananto 11 16 06752 / TI
PROGRAM STUDI TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
UNIVERSITAS ATMA JAYA YOGYAKARTA
iii
PERSEMBAHAN
Kupersembahkan untuk Bapak, Ibu,
Kakak dan adikku,
istri dan putriku tercinta,
terima kasih untuk cinta, kasih sayang dan dukungannya.
Kupersembahkan untuk Keluarga Besar
iv
KATA PENGANTAR
Puji dan syukur peneliti panjatkan kepada Tuhan
Yang Maha Esa karena dapat menyelesaikan tugas akhir
berjudul ”PERANCANGAN MODUL PEMBELAJARAN BUBUT PADA
MATA KULIAH PRAKTEK PRODUKSI TINGKAT II AKADEMI TEHNIK
MESIN INDUSTRI (ATMI) CIKARANG”.
Penulisan tugas akhir ini disusun guna melengkapi
syarat untuk memperoleh gelar kesarjanaan pada Program
Studi Teknik Industri, Fakultas Teknologi Industri,
Universitas Atma Jaya Yogyakarta. Dalam penyusunan
tugas akhir ini, peneliti telah memperoleh bantuan dari
berbagai pihak. Oleh karena itu, pada kesempatan ini
peneliti mengucapkan terima kasih kepada :
1. Bapak Ir. B. Kristyanto, M.Eng., Ph.D., selaku
Dekan Fakultas Teknologi Industri, Universitas Atma
Jaya Yogyakarta.
2. Bapak The Jin Ai, D.Eng. selaku Ketua Program
Studi Teknik Industri, Universitas Atma Jaya
Yogyakarta.
3. Bapak P. Wisnu Anggoro, S.T., M.T., selaku dosen
pembimbing, yang telah meluangkan waktu dan pikiran
untuk membimbing serta memberikan masukan untuk
menyelesaikan tugas akhir ini.
4. Segenap Dosen Prodi Teknik Industri yang sudah
memberikan ilmu, bimbingan, dan masukan-masukan
yang berguna sehingga peneliti dapat memperoleh
cukup ilmu dan pengalaman sampai saat ini.
5. Keluarga Besar Akademi Tehnik Mesin Industri
v
peneliti untuk melanjutkan pendidikan di
Universitas Atma Jaya Yogyakarta.
6. Kedua orang tua yang selalu memberikan dukungan
baik dalam doa, semangat dan materi, sehingga
peneliti dapat menyelesaikan tugas akhir ini.
7. Istri dan anakku yang selalu mendampingi dan
memberikan dukungan doa dan semangat dalam
menyelesaikan tugas akhir ini.
8. Teman-teman seangkatan di program S1 Teknik
Industri UAJY-ATMI yang saling memberi semangat.
9. Semua pihak yang telah membantu, yang tidak
dapat disebut satu per satu.
Akhir kata, semoga penelitian ini dapat
bermanfaat bagi semua.
Yogyakarta, 01 Juli 2013
vi
DAFTAR ISI
Halaman Judul ... i
Halaman Pengesahan ... ii
Halaman Persembahan ... iii
1.5. Metodologi Penelitian ... 4
1.6. Sistematika Penulisan ... 10
BAB 2 TINJAUAN PUSTAKA ... 12
2.1. Penelitian Terdahulu. ... 12
2.2. Penelitian Sekarang ... 13
BAB 3 LANDASAN TEORI... 16
3.1. Teori Pemesinan... 16
3.1.1. Pengertian Proses Bubut ... 16
3.1.2. Pahat Bubut ... 17
3.1.3. Pengerjaan Bubut sisi muka atau facing ... 19
vii
3.1.5. Pengerjaan diameter dalam atau
boring... 20
3.1.6. Proses peluasan lubang atau reamering... 20
3.1.7. Proses tapping dan sneying ... 21
3.1.8. Proses penguliran dengan mesin.. 22
3.1.9. Proses knurling... 24
3.1.10. Proses pemotongan... 25
3.1.11. Sistem pencekaman benda kerja.. 26
3.2. Teori Pengumpulan data... 26
3.2.1. Sumber Data....... 26
3.2.2. Instrument pengumpulan data..... 27
3.2.3. Angket atau kuisioner..... 27
3.2.4. Wawancara atau interview..... 29
3.2.5. Brainstorming..... 30
3.2.6. Populasi dan sample... 31
3.2.7. Diagram sebab-akibat... 32
3.3. Rumah Kualitas atau House of Quality... 33
BAB 4 PROFIL DATA ... 37
4.1. Profil ATMI Cikarang ... 37
4.2. Production Based Education and Training (PBET) ... 40
4.3. Praktek Produksi Tingkat II ... 42
4.4. Data Hasil Kuisioner penelitian pendahuluan ... 44
4.5. QFD Modul Pembelajaran... 46
4.5.1. Data customer requirement... 46
4.5.2. Data atribut standar penilaiaan. 47 BAB 5 Analisis dan Pembahasan ... 52
viii
5.2. Analisis Penentuan Jumlah Responden yang
Diperlukan dalam Penelitian ... 53
5.3. Analisis Pemetaan Masalah Penelitian.... 54
5.4. Analisis Hasil Penelitian Pendahuluan... 56
5.5. Analisis Pembentukan Tim Kreatif... 67
5.5.1. Analisis Kuisioner Penyusunan Keinginan Pelanggan ... 68
5.6. Analisis QFD Modul Pembelajaran... 76
5.6.1. Analisis Penyusunan Technical Requirement... 76
5.6.2. Perhitungan Absolute Importance Dan Relative Importance... 78
5.7. Analisis Pembagian Materi Modul... 80
5.7.1. Analisis Penggunaan Modul dalam Pembelajaran Praktek Produksi.... 81
5.8. Desain Standar Penilaian... 84
5.8.1. Penilaiaan Obyektif... 86
5.8.2. Penilaiaan Subyektif... 89
5.8.3. Bobot Penilaiaan... 92
BAB 6 Kesimpulan dan Saran ... 97
6.1. Kesimpulan ... 97
6.2. Saran ... 97
DAFTAR PUSTAKA ... 98
ix
DAFTAR TABEL
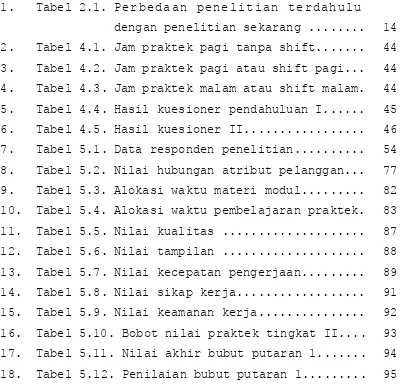
1. Tabel 2.1. P e r b e d a a n p e n e l i t i a n t e r d a h u l u
dengan penelitian sekarang ... 14
2. Tabel 4.1. Jam praktek pagi tanpa shift... 44
3. Tabel 4.2. Jam praktek pagi atau shift pagi... 44
4. Tabel 4.3. Jam praktek malam atau shift malam. 44 5. Tabel 4.4. Hasil kuesioner pendahuluan I... 45
6. Tabel 4.5. Hasil kuesioner II... 46
7. Tabel 5.1. Data responden penelitian... 54
8. Tabel 5.2. Nilai hubungan atribut pelanggan... 77
9. Tabel 5.3. Alokasi waktu materi modul... 82
10. Tabel 5.4. Alokasi waktu pembelajaran praktek. 83 11. Tabel 5.5. Nilai kualitas ... 87
12. Tabel 5.6. Nilai tampilan ... 88
13. Tabel 5.7. Nilai kecepatan pengerjaan... 89
14. Tabel 5.8. Nilai sikap kerja... 91
15. Tabel 5.9. Nilai keamanan kerja... 92
16. Tabel 5.10. Bobot nilai praktek tingkat II.... 93
17. Tabel 5.11. Nilai akhir bubut putaran 1... 94
x
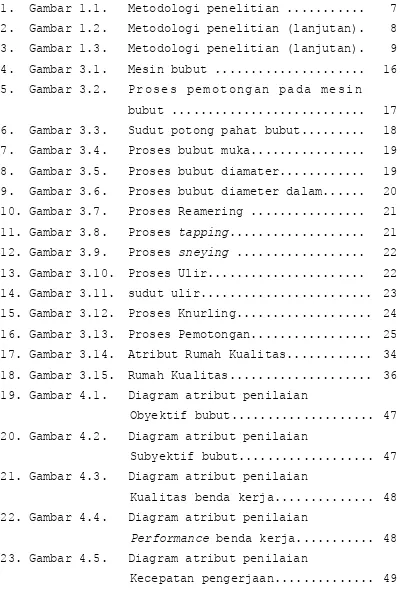
DAFTAR GAMBAR
1. Gambar 1.1. Metodologi penelitian ... 7
2. Gambar 1.2. Metodologi penelitian (lanjutan). 8 3. Gambar 1.3. Metodologi penelitian (lanjutan). 9 4. Gambar 3.1. Mesin bubut .... 16
5. Gambar 3.2. P r o s e s p e m o t o n g a n p a d a m e s i n bubut ... 17
6. Gambar 3.3. Sudut potong pahat bubut... 18
7. Gambar 3.4. Proses bubut muka... 19
8. Gambar 3.5. Proses bubut diamater... 19
9. Gambar 3.6. Proses bubut diameter dalam... 20
10. Gambar 3.7. Proses Reamering ... 21
11. Gambar 3.8. Proses tapping... 21
12. Gambar 3.9. Proses sneying ... 22
13. Gambar 3.10. Proses Ulir... 22
14. Gambar 3.11. sudut ulir... 23
15. Gambar 3.12. Proses Knurling... 24
16. Gambar 3.13. Proses Pemotongan... 25
17. Gambar 3.14. Atribut Rumah Kualitas... 34
18. Gambar 3.15. Rumah Kualitas... 36
19. Gambar 4.1. Diagram atribut penilaian Obyektif bubut... 47
20. Gambar 4.2. Diagram atribut penilaian Subyektif bubut... 47
21. Gambar 4.3. Diagram atribut penilaian Kualitas benda kerja... 48
22. Gambar 4.4. Diagram atribut penilaian Performance benda kerja... 48
xi
24. Gambar 4.6. Diagram atribut penilaian
Kecepatan sikap kerja... 49
25. Gambar 4.7. Diagram atribut penilaian
Keamanan kerja... 50
26. Gambar 4.8. Diagram atribut penilaian praktek
Bubut tingkat Dua... 51
27. Gambar 5.1. Presentase pendapat responden
Tentang adanya penggunaan bahan
ajar... 56
28. Gambar 5.2. Presentase pendapat responden
Tentang penggunaan buku ajar
Sebagai bahan pendamping
perkuliahan... 57
29. Gambar 5.3. Presentase pendapat responden
Tentang kejelasan topik materi
Yang akan diberikan dalam waktu
perkuliahan... 57
30. Gambar 5.4. Presentase pendapat responden
Tentang kesesuaian bahan ajar
Dengan harapan responden... 58
31. Gambar 5.5. Presentase pendapat responden
Tentang ketidaktersediaan bahan
ajar saat praktek produksi... 59
32. Gambar 5.6. Presentase pendapat responden
Tentang kecepatan penerimaan
Materi praktek oleh mahasiswa... 59
33. Gambar 5.7. Presentase pendapat responden
Tentang kejelasan penyampaian
xii
34. Gambar 5.8. Presentase pendapat responden
Tentang kerataan materi yang
Diterima oleh mahasiswa... 61
35. Gambar 5.9. Presentase pendapat responden
Tentang pengetahuan mahasiswa
Tentang materi kompetensi bubut
Yang wajib dikuasai mahasiswa... 61
36. Gambar 5.10. Presentase pendapat responden
Tentang penguasaan mahasiswa
Akan kompetensi bubut... 62
37. Gambar 5.11. Presentase pendapat responden
Tentang kesamaan penilaian antar
instruktur bubut... 63
38. Gambar 5.12. Presentase pendapat responden
Tentang pemahaman poin penilaian
Oleh mahasiswa... 63
39. Gambar 5.13. Presentase pendapat responden
Tentang cara pengambilan poin
penilaian... 64
40. Gambar 5.14. Presentase pendapat responden
Tentang kesesuaian pembelajaran
Dengan tujuan ATMI... 64
41. Gambar 5.15. Presentase pendapat responden
Tentang proses penilaian
Yang dilakukan sekarang... 65
42. Gambar 5.16. Presentase pendapat responden
Tentang penerapan proses
pembelajaran yang diterapkan
xiii
43. Gambar 5.17. Hasil survey kebutuhan kemampuan
Dalam persiapan mesin... 70
44. Gambar 5.18. Hasil survey kebutuhan kemampuan
Dalam pembacaan gambar ... 71
45. Gambar 5.19. Hasil survey kebutuhan kemampuan
Dalam pemahaman tool... 72
46. Gambar 5.20. Hasil survey kebutuhan kemampuan
Dalam setting tool, mesin, dan
Material ... 73
47. Gambar 5.21. Hasil survey kebutuhan kemampuan
Dalam proses pengerjaan benda kerja
Atau proses pemesinan... 74
48. Gambar 5.22. Hasil survey kebutuhan kemampuan
Dalam proses pengecekan hasil
Pengerjaan atau quality control... 75
49. Gambar 5.23. Data Nilai Relative Importance
xiv
DAFTAR LAMPIRAN
1. Lampiran 1 : K u e s i o n e r I ( P e n e l i t i a n
Pendahuluan) ... 100
2. Lampiran 2 : H a s i l K u e s i o n e r I ( P e n e l i t i a n Pendahuluan) ... 105
3. Lampiran 3 : Kuesioner II ... 114
4. Lampiran 4 : Hasil Kuesioner II ... 117
5. Lampiran 5 : Kuesioner III... 121
6. Lampiran 6 : Hasil Kuesioner III... 125
7. Lampiran 7 : Perhitungan AI dan RI... 132
8. Lampiran 8 : Diagram alir penyelenggaraan Edukasi ATMI Cikarang... 137
9. Lampiran 9 : Nilai Praktek bubut... 140
10. Lampiran 10: House of Quality Matrix... 145
11. Lampiran 11: Surat Keterangan penelitian... 147
Surat Keterangan Validasi... 148
12. Lampiran 12: Jadwal Praktek Bengkel... 149
xv
INTISARI
Akademi Tehnik Mesin Industri (ATMI) Cikarang merupakan salah satu tempat pendidikan formal di bidang teknik dengan mengadopsi Sistem Production Based Education Training (PBET) dimana untuk mendukung pembelajaran praktek proses produksi, ATMI Cikarang mengandalkan pesanan dari pihak luar yang masuk ke PT. ATMI sebagai bahan utama pembelajaran praktek proses produksinya. Sistem PBET ini sangat terlihat pada pembelajaran praktek bengkel di tingkat dua dimana mahasiswa mengerjakan barang yang merupakan barang pesanan. Permasalahan yang muncul yang menjadi latar belakang penelitian yaitu bahwa proses pembelajaran praktek produksi bubut tingkat dua belum optimal.
Quality Function Deployment adalah suatu proses atau metodologi untuk perencanaan produk atau jasa yang mengintegrasikan kebutuhan pelanggan (customer requirement) dengan karakteristik produk atau jasa. QFD
selanjutnya dalam penelitian ini dipergunakan untuk menyelesaikan permasalahan di ATMI Cikarang yang berkaitan dengan terbatasnya modul pembelajaran serta standar penilaian yang menjadikan belum optimalnya proses pembelajaran praktek produksi bubut pada praktek bengkel tingkat dua ATMI Cikarang.