PERENCANAAN PISAU DIGESTER PADA PKS DENGAN
KAPASITAS 15 TON TBS/JAM SERTA PERENCANAAN
PENGECORAN DAN SIMULASINYA
SKRIPSI
Yang Diajukan Untuk Melengkapi Syarat Memperoleh Gelar Sarjana Teknik
KRISTIAN SUCHIADI
N I M : 0 4 0 4 0 1 0 5 1
DEPARTEMEN TEKNIK MESIN
FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji syukur kepada Tuhan Yang Maha Esa sebagai ekspresi kesadaran penulis terhadapa ni’matNya, sehingga penulis dapat menyelesaikan tugas sarjana ini. Tugas sarjana ini berjudul “
PERENCANAAN PISAU DIGESTER
PADA PKS 15 TON TBS/JAM SERTA PERENCANAAN
PENGECORAN DAN SIMULASINYA
”. Tugas ini merupakan salah satusyarat yang harus dipenuhi setiap mahasiswa Jurusan Teknik Mesin Universitas Sumatera Utara guna menyelesaikan pendidikan untuk meraih gelar Sarjana Teknik.
Dalam menyelesaikan tugas sarjana ini, penulis banyak mendapat dukungan dari berbagai pihak. Pada kesempatan ini, penulis mengucapkan terima kasih yang sebesar-besarnya kepada :
1. Ayah dan ibu saya. yang membesarkan serta mendidik penulis, dan dengan doa – doanya yang selalu menyertai penulis dalam setiap saat.
2. Bapak Prof.Dr.Ir.Armansyah Ginting,M.Eng, selaku dosen pembimbing tugas sarjana yang telah memberi arahan, bimbingan dan pelajaran berharga dari awal hingga selesainya tugas sarjana ini.
3. Bapak Dr.Ing.Ir.Ikhwansyah Isranuri dan Bapak Tulus Burhanuddin Sitorus ST,MT selaku Ketua Jurusan dan sekretaris Teknik Mesin Fakultas Teknik Universitas Sumatera Utara.
5. Saudara – saudaraku, dan kedua Adikku tercinta yang telah memberikan bantuan baik material maupun spritual, serta kesabarannya hingga penulis dapat menyelesaikan skripsi ini.
6. Kepada teman-teman terbaikku, dan seluruh rekan – rekan stambuk ’04 yang tak mungkin tersebutkan satu persatu terima kasih atas bantuannya semoga kita tetap mempertahankan hubungan kita membentuk satu ikatan yang “Solidaritas Forever”.
7. Rekan – rekan angkatan 03 dan 06 yang tidak dapat disebutkan satu – persatu, atas kerja sama dan dukungannya selama ini untuk penulis dalam menyelesaikan tugas sarjana ini.
8. Semua pihak yang telah mendukung dalam menyelesaikan tugas sarjana ini.
Akhir kata semoga Tugas Sarjana ini dapat bermanfaat bagi kita semua. Dan penulis menyadari bahwasanya tugas sarjana ini jauh dari kesempurnaan, karena keterbatasan pengetahuan dan referensi dan penulis berharap saran dan kritik yang membangun untuk kesempurnaan tugas sarjana ini.
Akhir kata penulis ucapkan terima kasih dan syukur kepada Tuhan Yang Maha Esa.
Medan, 2009
KARTU BIMBINGAN
2 16-12-08 Asistensi Bab I, dan pelajari autodesk3D Max
3 07-01-09 Perbaiki Latar belakang, lanjutkan Bab II dan Bab III dan pelajari Finete Element
7 04-03-09 Jilid, siap untuk diseminarkan
Diketahui
2. Kartu ini harus dijaga bersih dan rapi. 3. Kartu ini harus dikembalikan ke jurusan,
DEPERTEMEN TEKNIK MESIN AGENDA : 845 / TS / 2008
FAKULTAS TEKNIK USU DITERIMA : / / 2008
M E D A N PARAF :
TUGAS SARJANA
NAMA : KRISTIAN SUCHIADI
NIM : 040401051
MATA PELAJARAN : TEKNIK PENGECORAN LOGAM
SPESIFIKASI : Lakukan survey untuk pemerhatian digester pada PKS.
Desain pisau digester sebagaimana hasil survey dan
lakukan pemeriksaan detail dengan menggunakan
Metode Finete Element.Lanjutkan dengan perencanaan
pengecoran dan animasi penuangannya dengan
menggunakan perangkat lunak komersial.
DIBERIKAN TANGGAL : 25 /11 /2008
SELESAI TANGGAL : 04 /04 /2009
KETUA DEPARTEMEN TEKNIK MESIN MEDAN, Maret 2009 DOSEN PEMBIMBING,
DAFTAR ISI
Hal
KATA PENGANTAR ... i
LEMBAR SPESIFIKASI TUGAS ... iii
KARTU BIMBINGAN TUGAS AKHIR ... iv
DAFTAR ISI... iv
DAFTAR GAMBAR...ix
DAFTAR TABEL...xi
DAFTAR SIMBOL...xii
BAB I PENDAHULUAN
1.1 Latar Belakang...11.2 Tujuan Perencanaan...2
1.3 Manfaat...2
1.4 Sistematika Penulisan...3
BAB II TINJAUAN PUSTAKA
2.1 Pendahuluan...42.1.1 Besi Cor...5
2.1.2 Baja Cor...6
2.1.3 Baja Paduan………..6
2.2.1 Struktur coran baja...8
2.2.2 Sifat-sifat logam cair coran baja...8
2.2.2. 1 Perbedaan antara Logam Cair dan Air...8
2.2.2. 2 Kekentalan Logam Cair...9
2.3 Pola ...10
2.3.1 Inti dan telapak inti...11
2.3.2 Macam macam Pola...12
2.3.3 Penentuan tambahan penyusutan...15
2.3.4 Bahan-bahan untuk pola...15
2.3.5 Perencanaan pola...16
2.4 Rencanan Pengecoran...17
2.4.1 Istilah istilah dan Fungsi dari Sisitem Saluran...17
2.4.2 Bentuk dan Bagian Bagian Sistem Saluran...18
2.4.3 Penambah...21
2.5 Pasir Cetak...21
2.5.1 Syarat Syarat Pasir Cetak...22
2.5.2 Macam macam Pasir Cetak...23
2.6 Dapur induksi...24
2.6.1 Peleburan Baja Cor...26
BAB III PERENCANAAN PISAU DIGESTER 3.1 Tinjauan Umum Digester...29
3.2 Pisau Digester...30
3.2.1 Dimensi Pisau Digester...31
3.3.1 Bahan Tambahan...33
3.4 Simulasi elemen hingga permukaan pisau digester hasil perencanaan...35
3.4.1 Permukaan defleksi akibat beban pada pisau digester...33
3.4.2 Permukaan teganagan normal rata-rata akibat beban pada pisau digester...33
BAB IV PERENCANAAN CETAKAN 4.1 Pembuatan pola...37
4.2 Persiapan Cetakan...39
4.3 Sistem Saluran...40
4.3.1 Saluran Turun...41
4.3.2 Cawan Tuang...42
4.3.3 Saluran Pengalir...43
4.3.4 Saluran Masuk...44
4.3.5 Saluran Penambah...45
4.4 Pemberat...48
4.5 Waktu tuang...49
4.6 Pembuatan cetakan pasir...50
4.6.1 Persiapan pasir cetak...50
4.6.Pembuatan Cetakan...51
4.7 Peleburan Logam Coran...52
4.8.2 Komposisi logam……….55
4.8.3 Penambahan beberapa unsur paduan………56
4.9 Penuangan cairan logam………..57
4.10 Penyelesaian hasl cetakan……….58
BAB V ANIMASI PENUANGAN LOGAM BAB VI KESIMPULAN DAN SARAN 6.1 Kesimpulan …...61
6.2 Saran ...64
DAFTAR PUSTAKA
DAFTAR GAMBAR
GAMBAR KETERANGAN HAL
Gambar 2.1 Perbadaan laju pembekuan permukaan inti pada cetakan pasir…...8
Gambar 2.2 Tambahan penyelesaian untuk coran baja cor……….12
Gambar 2.3 Macam – macam pola pejal……….………...13
Gambar 2.4 Pola pelat pasangan………13
Gambar 2.5 Pola pelat kup dan drag………...……….14
Gambar 2.6 Istilah – istilah sistem pengisian……….…….…………16
Gambar 2.7 Ukuran Cawan tuang………..……….17
Gambar2.8 Ukuran Pengalir ………..……...……….…….18
Gambar 2.9 Perpanjangan Pengalir……….……….………...19
Gambar 2.10 Sistem saluran masuk……….19
Gambar 2.11 Diagram laju penuangan……….20
Gambar 2.12 Hubuangan antara waktu tuang dan berat tuang untuk coran Baja cor………..21
Gambar 2.13 Penambah Samping dan Atas………22
Gambar 2.14 Hubuangan tebal coran dengan jarak pengisian…….………23
Gambar 2.16 Pengaruh kadar air terhadap pasir cetak yang diikat dengan
lempung…………..………26
Gambar 2.17 Tanur induksi jenis krus………... ……..…………31
Gambar 3.1 Poros……….……….……….…33
Gambar 3.2 Dimensi Poros………..………..39
Gambar4.1 Dimensi Pola………...………42
Gambar 4.2 Saluran turun………..45
Gambar 4.3 Ukuran cawan tuang……….46
Gambar 4.4 Penampang pengalir……….47
Gambar 4.5 Bentuk pemberat…….……….51
BAB I
PENDAHULUAN
1.1 Latar Belakang
Satu diantara peralatan yang digunakan untuk menebah TBS kelapa sawit sehingga terpisah antara buah dan janjangan adalah unit digester.unit digester terdiri dari beberapa bagian, dan dua hal yang terpenting adalah bagian poros dan bagian pisau penebah.pisau penebah atau biasanya disebut pisau digester merupakan bagian peralatan yang berfungsi untuk menyayat buah sebelum lebih lanjut.buah tersebut diproses pada unit digester bagi pemisahan daging buah dan inti.
Pisau digester terbuat dari bahan baja paduan melalui proses penuangan cor (Surdia&Chijiiwa,1986). Jumlah pisau digester yang melekat pada poros
digester ditentukan oleh kapasitas produksi kelapa sawit,untuk PKS dengan kapasitas 15 TBS/jam adalah lima (PKS Langkat,2009).
Pisau digester lazim mengalami aus apabila telah digunakan dalam jangka waktu tertentu.hasil survey di PKS Langkat (2009).Data menunjukkan bahwa
Memandang paparan diatas maka diperlikan suatu study untuk mengkaji kemungkinan-kemungkinan perbaikan kualitas coran dalam memproduksi pisau digester dan untuk itulah penelitian ini dibuat.kajian akan ditumpukkan pada suatu upaya rancang ulang penuangan untuk memproduksi pisau digester dengan perencanaan sistem saluran penambah untuk pengecoran.
1.2 Tujuan Perencanaan
Tujuan umum penelitian untuk memproduksi pisau digester ini adalah: ” PERENCANAAN PISAU DIGESTER PADA PKS DENGAN KAPASITAS 15 TON TBS/JAM SERTA PERENCANAAN PENGECORAN DAN SIMULASINYA ”. manakala tujuan khusus adalah sebagai berikut:
1. Perencanaan dimensi pola 2. Pemilihan jenis cetakan 3. Pemilihan bahan baku cor
4. Perencanaan sistem saluran serta penambah untuk pengecoran
1.3 Manfaat
Manfaat yang diperoleh dalam tugas akhir ini adalah :
1. Dapat mengetahui karakteristik pengecoran logam yang dipelajari dari kemampuan penuangan cairan logam cair sampai proses pengecoran. 2. Dapat mengetahui perhitungan dari luas saluran masuk, pengalir, dan
1.4 Sistematika Penulisan
Tugas sarjana ini disajikan dalam beberapa bab dengan tujuan untuk mempermudah pemaparan masalah dan alur pembahasan analisa hasil perencanaan yang mudah dipahami :
1. BAB I : Merupakan uraian singkat mengenai latar belakang, tujuai yang mendasari perencanaan pengecoran logam
2. BAB II : Perencanaan Pisau Digester, berisikan gambaran umum digester , jenis pisau digester, dimensi pisau, material pisau digester serta bahan tambahan.
3. BAB III : Memperkenalkan perencanaan gambaran umum pisau digester, serta metode dan analisa menentukan jenis pisau digester, dimensi dan material pisau digester serta bahan tambahan.
4. BAB IV : Menguraikan hasil perencanaan pisau digester yang dilakukan dengan perencanaan cetakan dan pembuatan pola hingga penyelesaian terakhir.
5. BAB V : Mewacanakan hasil pengujian serta menggunakannya dengan animasi.
BAB II
TINJAUAN PUSTAKA
2.1 Pendahuluan
Brondolan-brondolan yang telah terpipil dari stasiun pemipilan diangkat ke bagian pengadukan atau pencacahan adalah digester.alat yang digunakan untuk pengadukan berupa sebuah tangki vertikal yang dilengkapi dengan lengan-lengan penacah dibagian dalamnya.lengan-lengan pencacah ini diputar oleh motor listrik yang dipasang di bagian atas dari alat pencacah (digester). Brondolan yang telah banyak mengalami pencacahan dan keluar melalui bagian bawah digester sudah berupa “bubur”. Hasil cacahan tersebut lansung masuk ke alat pengempaan yang berada persis dibawah digester.
Unsur karbon adalah unsur campuran yang sangat penting dalam pembentukan baja, jumlah persentase dan bentuknya membawa pengaruh yang amat besar terhadap sifatnya. Tujuan penambahan unsur campuran lain kedalam baja adalah untuk mengubah pengaruh unsur karbon. Apabila dibandingkan dengan kandungan karbonnya maka dibutuhkan sejumlah besar unsur campuran lain untuk menghasilkan sifat yang dikehendaki pada baja. Unsur-unsur campuran itu yaitu fosfor (P), sulfur (S), silikon (Si), mangan (Mn), molibden, nikel (N), dan Chrom (Cr).
2.1.1 Besi Cor
Besi cor adalah paduan besi yang mengandung karbon, silisium, mangan, pospor dan belerang. Besi cor dikelompokkan menjadi besi cor kelabu, besi cor kelas tinggi, besi cor kelabu paduan, besi cor bergrafit bulat, besi cor mampu tempa dan besi cor cil. Struktur mikro dari besi cor terdiri dari ferit atau perlit dan serpih karbon bebas. Kekuatan tarik dari besi cor kira – kira 10 – 30 kgf /mm2 ,titik cairnya kira –kira 12000 C.
tempa perlit. Besi cor mampu tempa mempunyai keuletan dan perpanjangan yang lebih baik dibanding dengan besi cor kelabu.
2.1.2 Baja Cor
Baja cor digunakan ke dalam baja karbon dan baja paduan. Coran baja karbon adalah paduan besi karbon dan digolongkan menjadi tiga macam, yaitu baja karbon rendah (C < 0,2%), baja karbon menengah (0,2–0,5% C) dan baja karbon tinggi (C > 0,5%). Kadar karbon yang rendah menyebabkan kekuatan yang rendah, perpanjangan yang tinggi dan mampu las yang baik. Baja cor mempunyai struktur yang buruk dan sifat yang getas apabila tidak diadakan perlakuan panas. Dengan pelunakan atau penormalan maka baja cor menjadi ulet dan strukturnya menjadi halus. Titik cairnya kira-kira 1500o C, mampu cornya lebih buruk dibandingkan dengan besi cor, tetapi baja cor dapat dipergunakan baik sekali sebagai bahan untuk bagian-bagian mesin, sebab kekuatannya yang tinggi dan harganya yang rendah, Contoh baja cor adalah baja cor tahan karat dan baja cor tahan panas.
2.1.3 Baja Paduan
yang berhubungan langsung dengan kondisi pemakaiannya. Adapun pengaruh unsur-unsur campuran terhadap sifat-sifat baja adalah sebagai berikut :
1. Baja karbon mempunyai kekuatan yang terbatas dan tegangan pada baja yang berpenampang besar harus dikurangi. Apabila beratnya perlu untuk dipertimbangkan maka perlu dipergunakan baja dengan kekuatan yang tinggi. Kekuatan baja dapat dinaikkan dengan menambahkan unsur campuran seperti nikel dan mangan dalam jumlah yang kecil ke dalam besi dan menguatkannya. 2. Kekenyalan baja dapat diperoleh dengan menambah sedikit nikel yang menyebabkan butiran-butirannya menjadi halus.
3. Ketahanan pemakaian baja dapat diperoleh dengan menambah unsur penstabil karbid, misalnya kromium dan nikel sehingga terjadi penguraian karbid. Cara lain untuk menghasilkan ketahanan pakai adalah dengan menambahkan nikel atau mangan agar transformasi temperatur rendah, dan akan menyebabkan pembentukan austenit dengan jalan pendinginan. Baja paduan ini dilakukan pengerjaan panas untuk kekerasan dan ketahanan pakainya.
4. Kekerasan dan kekuatan baja karbon akan mulai turun bila temperatur mencapai 2500 C. Ketahanan panas dapat diperoleh dengan menaikkan temperatur transformasi dengan cara menambahkan krom dan wolfram atau dengan merendahkan temperatur transformasi dengan menambahkan nikel yang menghasilkan suatu struktur austenit setelah dilakukan pendinginan. Pertumbuhan butiran berhubungan dengan pemanasan pada temperatur tinggi tetapi dapat diimbangi dengan penambahan unsur nikel.
2.2. Struktur dan Sifat-sifat Baja Cor 2.2.1 Struktur coran baja
Baja karbon adalah paduan dari sistem besi-karbon. Kadar karbonnya lebih rendah daripada kadar karbon pada besi cor dan biasanya kurang dari 1,0% C. Sebagai unsur-unsur tambahan selain karbon, baja cor mengandung 0,20-0,70% Si, 0,5-1,00% Mn, fosfor < 0,06% dan belerang < 0,06% .
Struktur mikro dari baja karbon yang mempunyai kadar karbon kurang dari 0,8% terdiri dari ferit dan perlit. Kadar karbon yang lebih tinggi menambah jumlah perlit. Dalam hal ini apabila kadar karbon diatas 0,8% baja ini terdiri dari perlit dan sementit yang terpisah. Kadar karbon yang lebih tinggi menambah jumlah sementit.
2.2.2. Sifat–sifat logam cair coran baja
2.2.2. 1. Perbedaan antara Logam Cair dan Air
Logam cair adalah cairan logam yang seperti air. Perbedaan antara logam cair dengan air adalah:
1. Berat jenis logam cair lebih besar dari pada air {Air = 0,9982 g/cm3 (20 ºC) ; Besi cor = 6,9 g/cm3 (1300 ºC) ; paduan Alluminium = 2,35 g/cm3 (760 ºC); paduan Timah = 6.6-6.8 g/cm3.
2. Kecairan logam sangat tergantung pada temperatur (air cair pada 0 ºC, sedangkan logam pada temperatur yang sangat tinggi).
2.2.2.2 Kekentalan Logam Cair
Aliran logam cair sangat tergantung pada kekentalan logam cair dan kekasaran permukaan saluran. Kekentalan tergantung pada temperatur. Makin tinggi temperatur makin rendah kekentalannya, demikian juga bila temperatur turun maka kekentalan akan meningkat.
Kalau logam didinginkan sehingga terbentuk inti-inti kristal, maka kekentalannya akan bertambah dengan cepat, tergantung pada jumlah inti-intinya. Makin banyak jumlah inti-inti dari logam itu maka perubahan kekentalannya akan makin cepat. Kekentalan yang makin tinggi menyebabkan cairan logam sulit mengalir dan bahkan kehilangan mampu alir. Kekentalan juga tergantung pada jenis logam.
2.2.2.3 Aliran Logam Cair
Bila suatu cairan di dalam bejana mengalir keluar melalui suatu lubang di dinding bejana tersebut dengan tinggi permukaan cairan diukur dari pusat lubang adalah h, maka kecepatan aliran yang keluar adalah:
...(2.1)
h g 2 c
v =
dimana: v = kecepatan aliran logam (cm/dt) c = koefisien kecepatan (cm/dt) g = percepatan grafitasi (cm/dt²)
h = tinggi permukaan cairan diatas titik tengah lubang (cm)
Jika aliran yang keluar dari pipa menumbuk suatu dinding yang tegak lurus dengan sumbu pipa dengan kecepatan v, laju aliran Q, dan berat jenis , maka gaya tumbuk yang terjadi adalah
g v Q
P=γ. . ...(2.2)
dimana: P = gaya yang bekerja pada dinding (g.cm) γ = berat jenis logam (g/cm³) Q = laju aliran logam (cm³/dt) v = kecepatan aliran logam (cm/dt) g = percepatan grafitasi (cm/dt²)
2.3 Pola
Langkah pertama dalam pembuatan produk pisau digester dengan proses pengecoran adalah pembuatan pola (pattern). Pola ini nantinya tidak akan menimbulkan benda kerja yang sama dengan ukuran pisau digester, melainkan akan menyimpang baik ukuran maupun bentuknya. Hal ini disebabkan antara lain pola harus memberikan kompensasi untuk pengkerutan, memberikan kelebihan untuk proses penyelesaian (allowence for machining) dan memudahkan pelaksanaan pengecoran dengan pembuatan gating system dan lain-lain, serta memberikan sudut kemiringan (draft) untuk memudahkan menarik model dari drag maupun kup.
Pola umumnya dibuat dari kayu, karena dengan kayu memudahkan pembuatan pola dan ongkos pembuatan murah. Pola dari kayu mempunyai sifat
mudah aus dan cepat rusak, karena seringnya kena air diakibatkan kelembaban pasir. Meskipun demikian bila jumlah produksi kecil maka ongkos pembuatannya lebih kompetentif.
Penetapan kup, drag dan permukaaan pisah adalah hal yang paling penting untuk mendapatkan coran yang baik. Dalam hal ini dibutuhkan pengalaman yang luas dan pada umumnya harus memenuhi ketentuan ketentuan dibawah ini antara lain:
1. Pola harus mudah dikeluarkan dari cetakan
2. Sistem saluran harus dibuat sempurna untuk mendapatkan aliran logarn cair yang optimum.
3. Permukaan pisah lebih baik hanya satu bidang, karen permukaaan pisah yang terlalu banyak akan menghabiskan terlalu banyak waktu dalam proses .
2.3.1 Inti danTelapak Inti
Fungsi inti adalah untuk mencegah pengisian logam cair pada bagian suatu produk yang diinginkan berongga, dan juga mempermudah pola keluar dari cetakan.
Inti terdiri dari : 1. Inti pasir basah 2. Inti pasir kering
Inti pasir basah terbuat dari pasir cetakan, sedang inti pasir kering dibuat dari CO2 dan pasir dengan perekat air kaca
a. Menempatkan inti, membawa dan menentukan letak dari inti. Pada dasarnya dibuat dengan menyisipkan bagian dari inti .
b. Menyalurkan udara dan gas- gas dari cetakan yang keluar melalui inti c. Memegang inti , mencegah bergesernya inti dan menahan inti terhadap
gaya apung dari logam cair.
2.3.2 Macam–macam Pola
Pola mempunyai berbagai macam bentuk. Pada pemilihan macam pola, harus diperhatikan produktivitas, kwalitas coran dan harga pola
1. Pola pejal yaitu pola yang biasa dipakai, dimana bentuknya hampir serupa dengan bentuk coran. Pola pejal ini terdiri dari:
a. Pola tunggal. Bentuknya serupa dengan corannya, disamping itu kecuali tambahan penyusutan, tambahan penyelesaian mesin dan kemiringan pola kadang kadang dibuat menjadi satu dengan telapak ini.
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.1 Pola Tunggal
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.2 Pola Belah
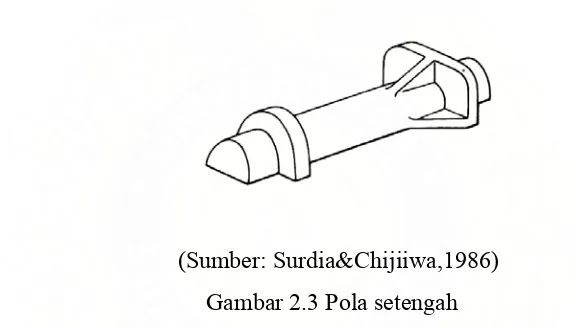
c. Pola setengah. Pola ini dibuat untuk membuat cetakan dimana kup dan dragnya simetri terhadap permukaan pisah.
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.3 Pola setengah
d. Pola belahan banyak. Pola dibagi menjadi tiga atau lebih untuk memudahkan penarikan dari cetakan dan penyederhanaan pemasangan inti.
2. Pola pelat pasang. Merupakan pelat dimana pada kedua belahnya diternpelkan pola demikian juga saluran turun pengalir, saluran masuk, dan penambah, biasanya dibuat dari logam dan plastik.
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.5 Pola pelat pasangan
3. Pola pelat kup dan drag. Pola diletakkan pada dua pelat demikian juga saluran turun, pengalir, saluran masuk, dan penambah. Pelat tersebut adalah pelat kup dan drag. Kedua pelat dijamin oleh pena agar bagian atas dan bawah dari coran menjadi cocok.
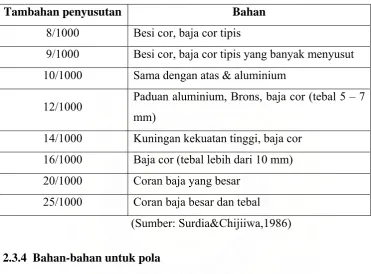
2.3.3 Penentuan tambahan penyusutan
Kalau coran menyusut pada waktu pembekuan dan pendinginan, maka pembuat pola perlu mempergunakan ‘mistar susut’ yang telah diperpanjang sebelumnya sebanyak tambahan penyusutan pada ukuran pola.
Tabel 2.1 Tambahan penyusutan yang disarankan
Tambahan penyusutan Bahan
8/1000 Besi cor, baja cor tipis
9/1000 Besi cor, baja cor tipis yang banyak menyusut 10/1000 Sama dengan atas & aluminium
12/1000 Paduan aluminium, Brons, baja cor (tebal 5 – 7 mm)
14/1000 Kuningan kekuatan tinggi, baja cor 16/1000 Baja cor (tebal lebih dari 10 mm) 20/1000 Coran baja yang besar
25/1000 Coran baja besar dan tebal (Sumber: Surdia&Chijiiwa,1986) 2.3.4 Bahan-bahan untuk pola
Bahan-bahan yang dipakai untuk pola ialah kayu, resin atau logam. 1. Kayu
Kayu yang dipakai untuk pola ialah kayu saru, kayu aras, kayu pinus, kayu jelutung, kayu mahoni, kayu jati dan lain-lain. Pemilihan kayu menurut macam dan ukuran pola, jumlah produksi dan lamanya dipakai.
2. Resin Sintesis
mengeras, tahan aus yang tinggi memberikan pengaruh yang lebih baik dengan menambah pengencer, zat pemlastis atau zat penggemuk menurut penggunaanya.
Resin polistirena (polistirena berbusa) dipakai sebagai bahan untuk pola yang dibuang setelah dipakai dalam cara pembuatan yang lengkap. Pola dibuat dengan menambahkan zat pembuat busa pada polistirena untuk membuat berbutir, dan membuat busa. Berat jenisnya yang sangat kecil yaitu 0,02-0,04 dan resin ini mudah dikerjakan, tetapi tidak dapat menahan penggunaan yang berulang-ulang sebagai pola.
2.3.5 Perencanaan pola
Dalam perencanaan pola untuk pengecoran harus mempertimbangkan banyak faktor. Faktor-faktor tersebut diuraikan dibawah ini :
1. Pengkerutan
Semua logam yang mendingin maka akan mengecil (mengerut). Setiap bahan logam derajat pengkerutan ini tidak sama.
2. Sudut miring (draft)
Pada waktu model ditarik dari cetakan maka ada kecenderungan terjadinya rontokan tepi rongga yang sebelumnya kontak dengan model. Kecenderungan ini dapat dihilangkan atau dikurangi dengan mengadakan sudut miring pada sisi model yang pararel dengan arah penarikan.
3. Kelebihan untuk pemesinan (allowence for machining)
akan mengetahui wujud akhir (dari gambar teknik) dari produk model yang akan dibuatnya, hingga dapat menambahkan berapa besar tambahan (kelebihan) yang harus diberikan untuk proses lanjut.
4. Distorsi
Kompensasi (kelebihan) untuk distorsi hanya diberikan pada benda-benda tuangan yang akan mengalami gangguan gerak dalam melakukan pengkerutan waktu mendingin.
5. Goyangan
Pada waktu menarik model sangat sering dilakukan dengan mengadakan sedikit goyang ke kanan dan ke kiri, meskipun hal ini tidak disengaja. Hal ini cukup memberikan pembesaran pada rongga cetakan yang kecil serta permukaan hasil cetak tidak dikerjakan lanjut, maka hal ini perlu diperhitungkan yaitu dengan memperkecil sedikit ukuran dari model.
2. 4 Rencana Pengecoran
Pada pembuatan cetakan harus diperhatikan sistem saluran yang mengalirkan cairan logam kedalam rongga cetakan. Besar dan bentuknya ditentukan oleh ukuran tebalnya irisan dan macam logam yang dicairkan. Kualitas coran tergantung pada sitem saluran, keadaan penuangan.
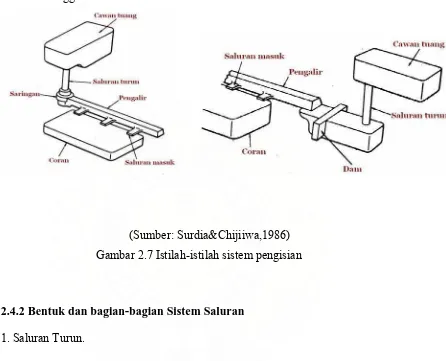
2.4.1 Istilah–istilah dan fungsi dari Sistem Saluran
cawan tuang kedalam pengalir dan saluran masuk. Pengalir adalah saluran yang membawa logam cair dari saluran turun ke bagian–bagian yang cocok pada cetakan. Saluran masuk adalah saluran yang mengisikan logam cair dari pengalir ke dalam rongga cetakan.
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.7 Istilah-istilah sistem pengisian
2.4.2 Bentuk dan bagian-bagian Sistem Saluran 1. Saluran Turun.
Saluran turun dibuat lurus dan tegak dan irisan berupa lingkaran. Kadang-kadang irisannya dari atas sampai bawah, atau mengecil dari atas ke bawah. Yang kedua dipakai apabila diperlukan penahan kotoran sebanyak mungkin. Saluran turun dibuat dengan melubangi cetakan dengan menggunakan suatu batang atau dengan memasang bumbung tahan panas.
2. Cawan tuang
cair. Oleh karena itu cawan tuang tidak boleh terlalu dangkal. Cawan tuang dilengkapi dengan inti pemisah, dimana logam cair dituangkan disebelah kiri saluran turun. Dengan demikian inti pemisah akan menahan terak atau kotoran, sedangkan logam bersih akan lewat di bawahnya kemudian masuk ke saluran turun.
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.8 Ukuran cawan tuang 3. Pengalir
Pengalir biasanya mempunyai irisan seperti trapesium atau setengah lingkaran, sebab irisan demikian mudah dibuat pada permukan pisah dan juga pengalir mempunyai luas permukaan terkecil untuk satu luasan tertentu, sehingga lebih efektif untuk pendinginan yang lambat.
Logam cair dalam pengalir masih membawa kotoran yang terapung terutama pada permulaan penuangan, sehingga harus dipertimbangkan untuk membuang kotoran tersebut. Ada beberapa cara untuk membuang kotoran tersebut yaitu sebagai berikut :
b. Membuat kolam putaran pada tengah saluran pengalir (dibawah saluran turun)
c. Membuat saluran turun bantu. d. Membuat
Tabel 2.2 Ukuran Pengalir penyaring.
(Sumber: Surdi,Chijiiwa,1986)
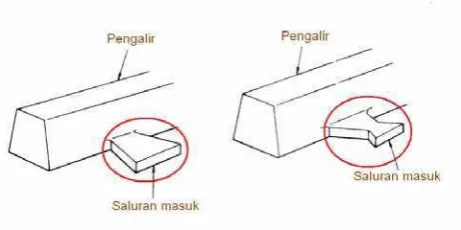
(Sumber: Surdia&Chijiiwa,1986) 4. Saluran masuk
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.9 Sistem saluran masuk 2.4.3 Penambah
Penambah adalah memberi logam cair untuk mengimbangi penyusutan dalam pembekuan coran, sehingga penambah harus membeku lebih lambat dari pada coran, Penambah diolongkan menjadi dua macam yaitu ; penambah samping dan penambah atas. Penambah samping merupakan penambah yang dipasang disamping coran, dan langsung dihubungkan dengan saluran turun dan pengalir, sangat efektif dipakai untuk coran ukuran kecil dan menengah
(Sumber: Surdia&Chijiiwa,1986)
Gambar 2.10 Penambah samping dan penambah atas
2.5. Pengecoran dengan Cetakan Pasir
Proses pengecoran yang paling dikenal dipakai adalah proses pengecoran dengan menggunakan pasir sebagai bahan cetakan. Hal ini disebabkan beberapa faktor antara lain; pembuatan cetakan yang relatif mudah, biaya pembuatan yang rendah, dan dapat mengecor benda yang berukuran besar.
cetakan yang dibuat dari pasir yang mengandung kadar air. Karena itu cetakan ini mempunyai resiko cacat yang besar diakibatkan terperangkapnya uap air di dalam rongga cetakan. Cetakan pasir kering yaitu cetakan pasir yang tidak mengandung kadar air. Cetakan ini biasa digunakan pada pengecoran baja tetapi dapat juga digunakan untuk pengecoran paduan lain.
2.5.1 Syarat bagi pasir cetak
Pasir cetak mempunyai sifat-sifat yang memenuhi persyaratan sebagai berikut :
a. Mempunyai sifat mampu bentuk sehingga paduan dalam pembuatan cetakan dengan kekuatan yang cocok. Cetakan yang dihasilkan harus kuat sehingga tidak rusak karena dipindah-pindah dan dapat menahan logam cair waktu dituang kedalamnya. Karena itu kekuatannya pada temperatur kamar dan kekuatan panasnya sangat diperlukan.
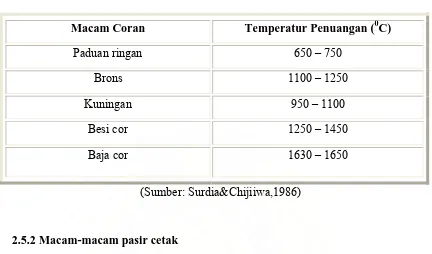
b. Tahan terhadap temperatur logam yang dituang. Temperatur penuangan yang biasa untuk bermacam-macam coran dinyatakan dalam Tabel 2.3. Butir pasir dan pengikat harus mempunyai derajat tahan api tertentu terhadap temperatur tinggi, kalau logam cair dengan temperatur tinggi ini dituang kedalam cetakan.
c. Komposisi yang cocok. Butir pasir bersentuhan dengan logam yang dituang mengalami peristiwa kimia dan fisika karena logam cair mempunyai temperatur yang tinggi.
Tabel 2.3 Temperatur penuangan untuk berbagai coran
Macam Coran Temperatur Penuangan (0C)
Paduan ringan 650 – 750
Brons 1100 – 1250
Kuningan 950 – 1100
Besi cor 1250 – 1450
Baja cor 1630 – 1650
(Sumber: Surdia&Chijiiwa,1986)
2.5.2 Macam-macam pasir cetak
Pasir cetak yang paling lazim dipakai adalah pasir gunung, pasir pantai, pasir sungai dan pasir silika yang disediakan alam. Beberapa dari pasir tersebut dipakai begitu saja dan yang lain dipakai setelah dipecah menjadi butir-butir dengan ukuran yang cocok. Kalau pasir mempunyai kadar lempung yang cocok dan bersifat adhesi mereka dipakai begitu saja, sedangkan kalau sifat adhesinya kurang, maka perlu ditambah lempung kepadanya. Kadang-kadang berbagai pengikat dibutuhkan juga disamping lempung. Umumnya pasir yang mempunyai kadar lempung dibawah 10 sampai 20% mempunyai adhesi yang lemah dan baru dapat dipakai setelah ditambahkan persentase lempung secukupnya.
Pasir silika (SiO2) merupakan pasir yang terbaik karena dapat menahan
dengan kebutuhannya. Tetapi kerugiannya adalah mempunyai koefisien muai yang tinggi dan cenderung untuk ikut bersatu (menempel) dengan logam. Disamping itu pasir ini banyak mengandung debu dan oleh karenanya membahayakan kesehatan kerja.
Ukuran pasir (grain size) menetukan pula dimana sebaiknya dipakai. Untuk ukuran benda kerja yang kecil dan bentuknya liku-liku maka pasir ukuran kecil harus dipergunakan supaya bentuk detail dari benda kerja dapat sempurna diperoleh. Sedangkan makin besar benda yang harus dicor, maka makin besar pula ukuran pasir yang harus dipakai, karena makin besar ukuran pasir makin memudahkan gas-gas terbentuk keluar, disamping ketelitian dan permukaan yang dicapaipun tidak terlalu tinggi.
2.6 Dapur Induksi
Dapur induksi mempunyai prinsip transformator yaitu arus bolak-balik dapat ditransformatorkan atau dapat mengubah tenaga arus bolak-balik dari tekanan yang tinggi ke tekanan yang rendah dengan arus yang tinggi.
Dinding dapur ini terbuat dari campuran asbes dengan semen dan untuk dapur yang besar (muatan lebih dari 1 ton) terbuat dari kayu berlapis asbes atau bahan non magnet yang tidak panas/cair karena arus listrik. Dapur ini diperlengkapi dengan mekanik pengungkit agar mudah mengeluarkan isi dapur setelah selesai proses pembuatan baja.
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.11 Tanur induksi jenis krus
Dalam peleburan baja disamping pengaturan komposisi kimia dan temperatur, perlu juga mengatur absorbsi gas, jumlah dan macam inklusi bukan logam. Untuk menghilangkan gas ditambahkan biji besi atau tepung kerak besi selama proses reduksi.
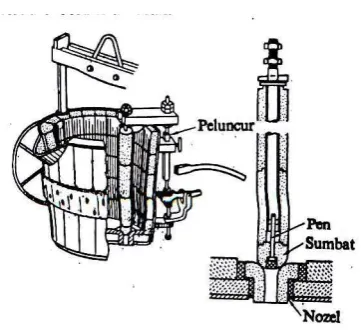
2.6.1 Penuangan baja cor
(Sumber: Surdia&Chijiiwa,1986) Gambar 2.12 Ladel jenis penyumbat
Ladel dilapisi oleh bata samot atau bata tahan api agalmatolit yang mempunyai pori pori kecil ,penyusutan kecil dan homogen. Nozel atas dan penyumbat, kecuali dibuat dari samot atau bahan agalmatolit kadang kadang dibuat juga dari bata karbon.Panjang nozel dibuat cukup panjang agar membentuk tumpahan yang halus tampa cipratan.
Dalam proses penuangan diperlukan pengaturan temperatur penuangan, kecepatan penuangan dan cara cara penuangan. Temperatur penuangan berubah menurut kadar karbon dalam cairan baja seperti ditunjukkan pada gatafik berikut :
Gambar 2.13 Temperatur penuangan yang disarankan
Kecepatan penuangan umumnya diambil sedemikian sehingga terjadi penuangan yang tenang agar mencegah cacat coran seperti retak–retak dan sebagainya, Kecepatan penuangan yang rendah menyebabkan; kecairan yang buruk, kandungan gas, oksidasi karena udara, dan ketelitian permukaan yang buruk.Oleh karena itu kecepatan penuangan yang cocok harus ditentukan mengingat macam cairan, ukuran coran dan cetakan.
Cara penuangan secara kasar digolongkan menjadi dua yaitu penuangan atas dan penuangan bawah. Penuangan bawah memberikan kecepatan naik yang kecil dari cairan baja dengan aliran yang tenang. Penuangan atas menyebabkan keepatan tuang yang tinggi dan menghasilkan permukaan kasar karena cipratan.
BAB III
PERENCANAAN PISAU DIGESTER
3.1 Tinjau Umum Digester
Digester merupakan alat untuk melumatkan berondolan-berondolan sawit sehingga daging buah terpisah dari bijinya. Sebelum proses pengempaan, maka berondolan sawit dilumatkan dengan cara menyayat daging buah dan diaduk dalam ketel adukan. Untuk memudahkan proses pelumatan pada ketel adukan (digester) maka diberi tambahan uap panas sekitar 90 – 115 0C dengan cara injeksi uap 3 kg/cm2.
Ketel adukan terdiri dari tabung silinder yang berdiri tegak dan didalamnya terpasang pisau – pisau pengaduk seperti pada gambar 3.1 dan digerakkan oleh motor listrik (lihat gambar).
Gambar 3.1 Digester
3.2 Pisau Digester
Pisau digester dicantollkan pada sebuah poros yang berfungsi untuk melumatkan , mencincang dan mendorong massa keluar dari ketel adukan (digester). Berdasarkan atas fungsinya tadi maka pisau pada digester digolongkan pada dua jenis pisau yaitu pisau pengaduk dan pisau pelempar masa keluar dari ketel adukan.
Pisau pengaduk yang terlihat pada gambar 3.1 diikatkan pada poros dan berfungsi sebagai pengaduk dan pelumat terhadap berondolan berondolan sawit. Pelumatan dilakukan dengan cara buah masak dari konveyor dimasukkan kedalam ketel adukan. Pengadukan berjalan selama 30 menit. Berikut merupakan gambar dari pisau pengaduk.
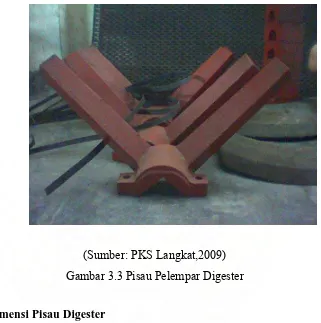
Pisau pelempar berfungsi untuk mendorong massa hasil pelumatan keluar dari ketel adukan selain dari itu juga berfungsi sebagai pengaduk. Pisau ini terdiri dari satu tingkat yang diikat pada poros dan terletak didasar dari ketel adukan. Berikut merupakan gambar dari pisau pelempar.
(Sumber: PKS Langkat,2009) Gambar 3.3 Pisau Pelempar Digester
3.2.1 Dimensi Pisau Digester
Dimensi pisau yang didapat merupakan panjang keseluruhan pisau. Dimensi lain sepereti tebal pisau , kelengkungan direncanakan sedemikian rupa mengikut pada panjang keseluruhan pisau.
clearance 2 cm, sehingga panjang pisau digester secara keseluruhan didapat yaitu selisih radius tabung ketel adukan dengan air clereance 60 cm – 2 cm = 58 cm = 580 mm
Keseluruhan dimensi dari pisau digester yang akan dibuat dengan pengecoran logam cetakan pasir diperlihatkan pada lampiran.
3.3 Material Pisau Digester
Berdasarkan kondisi kerja dari pisau digester pada keadaan lingkungan yang bersifat korosif dan membutuhkan kekuatan yang tinggi diperlukan suatu material yang memenuhi kondisi kerja tersebut.
Baja paduan merupakan bahan yang banyak mengandung paduan besi dan karbon dan beberapa unsur paduan lainya. Unsur paduan disini berguna untuk memberikan sifat- sifat khusus yang diperlukan. Baja paduan dibagi dalam dua golongan yaitu baja paduan rendah dan baja paduan tinggi atau baja khusus. Baja paduan tinggi mengandung unsur paduan diatas 10 % sedangkan baja paduan rendah mengandung unsur paduan dibawah 10 %.
Baja tahan karat (stainless steel) merupakan bahan yang sesuai digunakan untuk pisau digester ini. Baja tahan karat (stainless steel) terbagi atas baja tahan karat feritis, martensitis, dan austenitis.
Baja tahan karat ferit mempunyai struktur feritis, baik pada temperatur rendah maupun temperatur tinggi, sehingga tidak terjadi perubahan fasa pada saat pemanasan dan pendinginan , serta tidak dapat dikeraskan dengan perlakuan panas.
Baja tahan karat feritis mengandung unsur karbon yang rendah (sekitar 0,04 % C) dan sebagian besar dilarutkan didalam besi. Sementara itu , unsure paduan lain yaitu kromium sekitar 13% - 20% dan tambahan kromium tergantung pada tingkat ketahanan karat yang diperlukan. Baja ini seringkali disebut besi tahan karat dan cocok untuk dipres, ditarik, dan dipuntir.
3.3.1 Bahan Tambahan
Selain ketahanan terhadap korosi sifat lain yang diperlukan sebuah pisau digester yaitu seperti kekerasan, kekuatan, dan ketahanan pakai. Untuk itu diperlukan bahan – bahan tambahan dalam jumlah sedemikian rupa. Bahan tambahan ini ditambahkan pada saat peleburan logam cair dengan komposisi sedemikian rupa sehingga didapat sifat sifat yang dikehendaki.
1. Mangan (Mn)
Semua baja mengandung mangan karena sangat diperlukan dalam proses pembuatan baja. Mangan (Mn) merupakan unsur paduan yang digunakan untuk menambah kekerasan, kekuatan dan keuletan. Kadar mangan lebih kurang 0,6 % masih belum bisa sebagai paduan dan tidak mempengaruhi sifat baja.
Baja dengan 12 % Mn adalah austenit , karena itu suhu kritisnya dibawah suhu kamar , akibatnya baja tidak dapat diperkeras. Disamping itu austenit mempunyai daya tahan yang sangat tinggi yang hanya dapat dikerjakan mesin dengan pahat carbide atau grinding.
2. Silikon (Si)
Silikon (Si) merupakan unsur paduan untuk menambah kekuatan , elastisitas, tahan terhadap asam pada suhu tinggi dan memperbaiki tahanan listrik. Unsur paduan ini ada pada setiap baja dengan jumlah kandungan lebih dari 0,4 % yang mempunyai pengaruh menaikkan tegangan tarik dan menurunkan kecepatan pendinginan kritis.
3. Chromium
Chrom (Cr) merupakan unsur paduan yang digunakan untuk meningkatkan ketahanan terhadap korosi, menambah kekuatan tarik dan keplastisan, dan menambah mampu keras serta tahan pada suhu tinggi.
4. Nikel (Ni)
5. Molibden (Mo), Vanadium (V)
Unsur – unsur tersebut membentuk karbid yang sanagt keras dan memberikan baja kekerasan tinggi , kemampuan potong dan daya tahan panas yang cukup tinggi pada baja yang sangat diperlukan untuk pahat potong dengan kecepatan tinggi
6. Sulfur (S) dan Phosfor (P)
Unsur – unsur ini oebih sebagai kotoran yang terbawa biji besi daripada sebagai paduan. Kandungan belerang dan phospor harus dibuat sedikit mungkin , ini
dikarenakan mempengaruhi kualitas baja . Dalam jumlah yang banyak belerang dapat menjadikan baja rapuh dalam keadaan panas , sedangkan phospor dapat menjadikan baja rapuh dalam keadaan dingin.
Pembagaian komposisi dari masing – masing unsur padauan tersebut dapat ditunjukkan pada tabel berikut :
3.4 Simulasi Elemen Hingga Permukaan Pisau Digester Hasil Perencanaan 3.4.1 Permukaan Defleksi Akibat Beban Pada Pisau Digester
Setelah pisau digester beroperasi pada unit digester, pisau tersebut banyak mengalami perubahan struktur giometrinya yang disebabkan oleh beban pada unit digester tersebut.Perubahan permukaan defleksi pisau digester dapat dilihat pada gambar 3.4
3.4.2 Permukaan Tegangan Normal Rata-Rata Akibat Beban Pada Pisau Digester
Gambar 3.4 Hasil Simulasi Elemen Hingga Dengan Perangkat Komersial
BAB IV
PERENCANAAN CETAKAN
4.1 Pembuatan Pola
Pola yang dipilih pada pembuatan pisau digester direncanakan dibuat dari bahan kayu dengan jenis pola pejal.Pisau digester yang telah dicetak harus difinishing terlebih dahulu sebelum digunakan.Maka untuk pembuatan pola perlu dipertimbangkan beberapa hal.
Langkah-langkah yang diperlukan untuk merancang pola adalah : 1. Menenentukan permukaan pisah untuk kup dan drag.
2. Menentukan letak pola, agar pola mudah dilepas dari rongga cetak. 3. Menentukan tambahan dimensi untuk mengatasi penyusutan.
4. Menentukan tambahan dimensi untuk mengatasi proses permesinan bila diperlukan.
Dimensi dari pola yang akan digunakan dihitung sebagai berikut : Untuk menentukan tebal dan panjang pola digunankan rumus;
dp = dg + Tp x dg + Tk + Td ...( 4.1)
Keterangan :
dp = ukuran coran ( mm )
dg = ukuran pisau digester ( mm )
Tk = tambahan untuk pengerjaan mesin yang kasar ( mm )
Td = tambahan untuk drag dan permukaan disamping ( mm)
(Sumber: Surdia&Chijiiwa,1986)
Gambar 4.1 Tambahan penyelesaian mesin untuk coran baja.
Berikut merupakan perhitungan ukuran pola dari pisau pengaduk dan pisau pelempar dengan nilai penyusutan dan tambahan permesinan .
1. Pisau Pengaduk
o Panjang gagang : 130 + (16 /1000 x 130) + 2 + 5 = 139,08 mm
o Lebar gagang : 126 + (16 /1000 x 126) + 2 + 5 = 135,01 mm
o Tebal : 25 + (16 /1000 x 25) + 2 + 5 = 32,4 mm
o Radius (r1) : 350 + (16 /1000 x 350) + 2 + 5 = 362,6 mm
2 Pisau Pelempar
o Panjang pisau : 580 + (16/1000 x 580) + 3+ 7 = 599,28 mm
o Lebar pisau : 90 + (16/1000 x 90) + 2 + 5 = 98,4 mm
o Diameter 1 : 170 + (16/1000 x 170) + 2 + 5 = 179,7 mm
o Diameter 2 : 220 + (16/1000 x 220) + 2 + 5 = 244,6 mm
o Panjang siku : 85 + (16/1000 x 85) + 2 + 5 = 93,3 mm
o Tebal sisi : 60 + (16/1000 x 60) + 2 + 5 = 67,9 mm
o Lebar sisi 1 : 70 + (16/1000 x 70) + 2 + 5 = 78,12 mm
o Lebar sisi 2 : 70 + (16/1000 x 70) + 2 + 5 = 78,12 mm
4.2 Persiapan cetakan
Setelah ukuran pola ditentukan, kemudian dibuat perencanaan cetakan. Cetakan yang direncanakan adalah cetakan kup dan drag. Ukuran –ukuran cetakan disesuaikan dengan ukuran dan bentuk cawan tuang, saluran turun, pengalir dan ketebalan pasir. Langakah-langkah yang dilakukan dalam pembuatan cetakan adalah :
1. Pengolahan pasir cetak
2. Pembuatan cetakan kup dan drag
Pembuatan cetakan dilakukan dengan menggunakan rangka cetak yang terbuat dari kayu dan berbentuk bujur sangkar. Rangka cetakan ini terdiri dari kup dan drag. Pembuatan cetakan ini dilakukan dengan urutan sebagai berikut :
a. Pertama-tama pola diletakkan pada rangka drag
b. Pola ditaburi dengan powder (tambahan pemisah), dalam hal ini menggunkan tepung kanji, yang bertujuan untuk mempermudah pengangkatan pola.
c. Rangka drag yang telah berisi pola ditaburi dengan pasir cetak dan dikeraskan dengan menggunakan gas CO2 dengan tekanan 1,0 – 1,5
kg/cm2.
d. Kemudian pola diangkat dan diletakkan pada rangka kup. Didalam kup ini diletakkan saluran turun, penambah dan cawan tuang. Pengerasan cetakan kup ini dilakukan seperti pengerasan pada drag. Kemudian diangkat.
e. Kemudian cetakan kup dan drag disatukan.
4.3. Sistem saluran
(Sumber: Surdia&Chijiiwa,1986) Gambar 4.2 Sistem saluran
4.3.1. Saluran turun
Sebelum membuat saluran tuang perlu terlebih dahulu diketahui berat coran yang akan dikerjakan, karena ukuran sistem saluran ini disesuaikan dengan berat coran.Dengan tabel berikut dapat ditentukan diameter saluran turun.
Berdasarkan berat coran dan disesuaikan dengan tabel maka diperoleh: Berat coran dari pisau digester yaitu 50 kg
Diameter saluran turun adalah 30 mm
Tinggi saluran turun adalah 5 . d = 5 x 30 = 150 mm Ast = Luas Saluran Turun = / 4 d2
= / 4 (30)2 = 706,5 mm2
4.3.2. Cawan Tuang
Sebelum cairan logam mengalir masuk ke saluran turun, logam cair ini terlebih dahulu masuk ke cawan tuang. Cawan tuang biasanya berbentuk corong atau cawan dengan saluran turun dibawahnya. Ukuran cawan tuang tergantung pada diameter saluran turun dan dapat dilihat pada gambar dibawah ini:
6d
0,5d
d
d 1,5d
1. Panjang = 6d+0,5d+2d+1,5d; dimana d = diameter saluran turun
Saluran pengalir menghubungkan saluran turun dengan saluran masuk. Ukuran saluran pengalir disesuaikan dengan ukuran saluran turun dengan perbandingan :
Bentuk pengalir yang direncanakan adalah berbentuk trapesium dengan perbandingan ukuran seperti gambar dibawh ini :
Dari gambar dapat dihitung ukuran penampang pengalir yaitu :
Saluran masuk adalah saluran dimana logam cair dari saluran turun dimasukkan kedalam rongga cetakan. Ukuran saluran masuk ditentukan berdasarkan ukuran saluran turun. Perbandingan ukuran antara saluran masuk dan saluran turun untuk baja cor adalah sebagai berikut :
Luas saluran turun : luas saluran masuk adalah 1: 2 – 4, dipilih 1: 4. Luas saluran turun adalah Ast=
Dalam hal ini diameter saluran masuk ditentukan sebagai berikut: Luas saluran masuk = / 4 d2
direncanakan berbentuk bujur sangkar. Maka ukuran sisi dari saluran masuk adalah Ssm = 78,5=8,8 mm.
4.3.5. Saluran Penambah
Untuk mengimbangi besarnya penyusutan yang terjadi selama pembekuan logam cair dalam rongga cetakan maka harus ada penambahan logam cair kedalam rongga cetakan yang membeku lebih lambat dari coran. Banyaknya penambah tergantung pada tebal dan panjang coran.
Penambah diletakkan pada bagian yang memiliki tebal yang paling besar. Tebal coran yang direncanakan adalah 25 mm,dengan menyesuaikan dengan grafik maka diperoleh jarak pengisian (JP) = 137,5 mm. Sehingga banyak pernambah ditentukan menurut rumus sebagai berikut:
(Sumber: Surdia&Chijiiwa,1986)
Gambar 4.4 Hubungan antara tebal coran (T) dan jarak isi dari penambah (JP).
Dengan menarik garis perpotongan sumbu tebal coran 25 mm dengan garis kelengkungan daerah yang dapat diisi terhadap sumbu jarak pengisian (JP) (mm) didapat jarak pengisian (JP) yaitu 137,5 mm. Sehingga banyaknya penambah :
5 , 0 5 137, x 2
5 137, penambah
Banyaknya = =
Maka diambil jumlah penambah sebanyak satu buah.
Sebelum menghitung perbandingan volume penambah dengan volume coran, maka harus terlebih dahulu dihitung faktor bentuk yaitu :
\
T L P+
……( 4.2 )
Dimana : P = Panjang coran L = Lebar coran
Untuk cetakan pisau digester panjang pisau (P) yaitu: 580 mm, lebar coran 107,6 mm, sedangkan tebal pisau yaitu 32,4 m, sehingga faktor bentuk dari Pisau Digester yaitu:
T
L P+
= 21,2
4 , 32
6 , 107 580
= +
Maka sesuai dengan kurva Pellini : =0,25 coran
Volume
Penambah Volume
(Sumber: Surdia&Chijiiwa,1986) Gambar 4.5. Kurva Pellini
Volume penambah=0,25 .Volume coran ,dimana volume coran yakni 6849,31 cm3 = 0,25 . 6849,31 cm3
= 1712,32 cm3 …..(1)
Dengan menganggap diameter saluran adalah d maka tinggi saluran penambah
= Berat jenis logam = 0,0075537 N/cm3 h = Tinggi saluran turun = 150 mm = 15 cm Maka berat pemberat adalah :
W pbrt = 2 x 730,8 x 0,0075537 x 15
= 165,60 kgf
(Sumber: Surdia&Chijiiwa,1986) Gambar 4.6. Bentuk Pemberat
4.5 Waktu Tuang
waktu tuang ditentukan dengan persamaan:
γ
× × =
a v
W
T ...(4.3)
Dimana :
w = Berat coran tuang (kg) T = Waktu penuangan (s)
γ = Berat jenis coran (N/m3)
γ = p.g = 7,8.103kg/cm3 x 9,8 m/s2 = 765,8 n/m3 a = Luas irisan saluran turun (m2)
V =C 2×g×h ...(4.4)
Adapun pembuatan dari pasir cetak adalah sebagai berikut: 4.6.1 Persiapan Pasir Cetak
Pasir yang digunakan untuk cetakan pisau digester dipadatkan dengan memakai air kaca (water glass). Air kaca (water glass) 3 sampai 6 % ditambahkan pada pasir silika yang mempunyai kadar lempung sesedikit mungkin dan dicampur dengan mempergunakan pengaduk pasir. Butir butir pasir lebih baik agak bundar. Air kaca yang dipakai dengan perbandingan molekul SiO2 dan Na2O
Pencampuran pasir silika dan air kaca dilakukan selama kurang dari 5 menit dan campuran diisolasi dari udara luar dalam suatu benjana. Selain itu juga dicampurkan bubuk tir atau bubuk kayu kedalam campuran pasir silika dan air kaca tadi. Ini dilakukan untuk memperbaiki sifat mampu ambruk yang buruk dari cetakan yang dibuat dengan air kaca sehingga pembongkaran cetakan nantinya tidak sukar. Selain itu juga mencegah penetrasi logam cair kedalam ruang antara butir butir pasir sehingga terbentuk kulit coran yang bersih. Penambahan bubuk tir sebanyak 0,5 sampai 2 % dan bubuk kayu sebanyak 0,5 sampai 1,5 %.
4.6.2 Pembuatan Cetakan
Pembuatan cetakan pasir Pisau Digester dilakukan dengan cara CO2.
Maksudnya dilakukan dengan peniupan gas CO2 kedalam cetakan . Pasir silika
yang telah dicampur dengan air kaca (water glass) telah siap untuk dibuat menjadi cetakan. Setelah cetakan siap maka gas CO2 ditiupkan kedalam cetakan pada
tekanan 1,0 sampai 1,5 kgf/cm2, maka cetakan akan mengeras. Berikut merupakan reaksi pengerasan pada cara CO2 ;
Na2O . SiO2 . xH2O + CO2 Na2CO3 . xH2O + SiO2
Pada Pembuatan pisau digester ini dibuat dengan menggunakan cetakan kup dan drag. Di dalam cetakan kup terdapat pola banda kerja dan semua saluran logam cair, baik itu cawan tuang, saluran turun, pengalir, saluran masuk dan penambah.
Adapun ukuran-ukuran dari rangka cetak adalah sebagai berikut.
- Lebar rangka cetakan kup = panjang cawan tuang + 2 x diameter saluran masuk = 200 + 2 x 17,32= 334,64 mm
- Panjang rangka cetakan kup = panjang pola + tebal pasir = 580 + 400 = 980mm.
4.7. Peleburan Logam Coran
Pada proses peleburan logam coran digunakan tanur induksi. Kebanyakan tanur induksi yang biasa dipakai adalah mempergunakan frekuensi 50 sampai 60 Hz, tetapi sekarang beberapa tanur mempergunakan frekuensi tiga kali lipat (150 sampai 180 Hz).
Tanur induksi dibagi menjadi dua jenis sesuai dengan konstruksi dasarnya yaitu pertama adalah tanur jenis tanur krus atau jenis tak berinti dan yang kedua adalah tanur jnis saluran. Berikut ini merupakan sifat – sifat dari berbagai tanur pelebur induksi.
Tabel 4.2 Sifat – sifat dari berbagai tanur pelebur induksi Sifat – sifat tanur Kapasitas
Kecil Tinggi Cepat Lemah Cocok untuk cepat, Temp.tinggipelebura
Rendah Lambat Kuat Operasi kontiniu efisiensi panas baik ekonomis.
Murah
Pada peleburan logam coran pada pembuatan pisau digester ini digunakan tanur induksi. Berdasarkan sifat – sifat tanur induksi diatas maka tanur induksi yang digunakan yaitu tanur induksi jenis krus. Keuntungan dari jenis krus adalah konstruksinya sederhana, bata tahan api bersifat asam yang murah, pembuatan yang mudah,tetapi efisiensi tanur ini lebih rendah dari efisiensi tanur jenis saluran.Kalau pencairan dimulai,tanur ini memerlukan ingot yang besar (block mula) atau cairan besi.bagian atas dari tanur ini terbuka lebar sehingga pengisian mudah dilakukan dan tanur ini cocok untuk mencairkan logam dari mulai temperature kamar.
Berikut merupakan gambar dari tanur induksi jenis krus.
(Sumber: Surdia&Chijiiwa,1986) Gambar 4.7 Tanur induksi jenis krus
dilakukan untuk melihat apakah komposisi logam cair tersebut sesuai dengan yang direncanakan. Apabila sudah sesuai maka logam cair telah dapat dituang.
4.8. Unsur Paduan Dalam Material 4.8.1. Pengaruh Unsur Paduan 1. Karbon (C)
Unsur karbon dalam paduan dapat meningkatkan kekerasan, kekuatan dari material karena akan membentuk karbida besi (Fe3C). Karbon juga dapat
menurunkan keliatan dan meningkatkan sifat kehantaran (konduktivitas), mampu tempa, dan mampu las.
2. Silikon (Si)
Kadar silikon dalam baja turut menentukan banyaknya karbon yang terlarut (terikat ) dalam besi dan berapa banyak yang berbentuk grafit (kabon bebas) setelah mencapai kesetimbangan. Pengaruh silikon terhadap sifat mekanik adalah kenaikan silikon akan menaikkan kekuatan tarik, meningkatkan kekerasan, mengurangi elongasi, dan menurunkan kekutan impak.
3. Sulfur (S)
4. Posfor (P)
Posfor biasanya terdapat dalam baja. Dalamjumlah yang kecil akan menyebar dalam larutan padat, tetapi dalam jumlah yang besar akan membentuk steadite (Fe3P). Posfor mengurangi kelarutan karbon dan memperbanyak sementit,
akibatnya baja akan menjadim keras dan rapuh.
4.8.2. Komposisi Logam
Bahan baku untuk logam cair yang digunakan adalah balok baja dan baja skrap. Pada waktu melakukan proses peleburan yang, pertama dimasukkan adalah balok baja dan baja sekrap. Setelah balok baja dan baja sekrap mencair seluruhnya, komposisi logam cair diperiksa dengan menggunakan spectrometer. Komposisi logam cair dalam tanur harus diketahui sebelum dilakukan penuangan, sehingga diketahui apakah komposisi logam cair sudah sesuai dengan yang diinginkan.Komposisi logam cair dalam tanur dan yang diinginkan diberikan pada tabel berikut:
Tabel 4.3 Komposisi bahan paduan.
Unsur Paduan % pada tanur % yang diinginkan Penambahan
Karbon (C) 0,42 0,48 0,06
Silikon (Si) 0,15 0,35 0,2
Mangan (Mn) 0,60 0,90 0,3
Sulfur (S) 0,035 0,035 -
Sisa dari komposisi adalah besi (Fe). Adapun kapasitas dapur yang digunakan adalah 2200 kg. Dengan menggunakan spektrometer maka dapt diketahui komposisi dari bahan yang dilebur
Untuk mencapai persentase paduan sesuai dengan yang diinginkan, maka perlu ditambahkan unsur paduan berupa senyawa besi dengan unsur paduan yang akan ditambahkan dengan jumlah unsur yang diperlukan dalam senyawa itu diketahui sehingga dapat dihitung berapa banyak senyawa besi yang akan ditambahkan supaya diperoleh persentase yang diinginkan.
4.8.3. Penambahan Beberapa Unsur Paduan: 1. Penambahan Unsur Karbon
Unsur karbon diperoleh dengan memasukkan arang kemiri yang mengandung kadar karbon 60 % (massa).
• Kadar Silikon yang diinginkan 0,35 %
Unsur Mn ditambahkan dengan jalan menambahkan Fe-Mn dengan kadar Mn 76 %.
dalam cairan logam tersebut sehingga tidak ikut masuk kecawan tuang. Bahan coagulant ini akan mengikat (mengumpulkan) kotoran-kotoran (impurities) yang terdapat dalam cairan logam seperti sisa karat dari logam dasar.
4.10. Penyelesaian Hasil Cetakan
Setelah proses penuangan dilakukan maka cetakan dibiarkan selama 12 jam untuk membiarkan logam cair membeku. Setalah itu cetakan dibongkar, kemudian hasil coran didinginkan didalam ruang terbuka.
Setelah pembongkaran maka selanjutnya adalah pekerjaan proses permesinan pada hasil coran. Tujuan dari proses ini adalah untuk mendapatkan ukuran yang actual sesuai dengan gambar teknik.
BAB V
ANIMASI PENUANGAN LOGAM
Animasi penuangan logam pada cetakan pisau digester menggunakan perangkat lunak komersial dengan tidak memperhitungkan parameter-parameter dalam penuangan seperti saluran pengalir dan saluran masuk ke dalam rongga cetakan dimana ukuran saluran masuk ditentukan berdasarkan ukuran saluran turun.proses animasi penuangan dapat dilihat seperti pada gambar :
Gambar 5.2 Saluran pengalir
BAB VI
KESIMPULAN DAN SARAN
6.1 Kesimpulan
Berdasarkan pembahasan dan perhitungan dari bab sebelumnya dapat diambil kesimpulan sebagai berikut :
1. Pisau Digester berfungsi sebagai pisau pengaduk dan pelumat terhadap berondolan-berondolan sawit, dimana pelumatan dilakukan dengan cara buah masak dari konveyor dimasukkan ke dalam ketel adukan (digester).
2. Dari hasil perhitungan terhadap kapasitas olahan PKS yakni 15 Ton TBS/jam maka didapat panjang pisau digester yang akan dibuat dengan cetakan pasir yakni panjang pisau pelempar dengan pisau pengaduk 580 mm dengan tebal pisau direncanakan sebesar 25 mm
3. Material yang digunakan pada pisau digester direncanakan pada material stainless steel (baja tahan karat) dengan penambahan bahan paduan pada proses peleburan yakni Mangan (Mn), Silikon (Si), Phospor (P) ,Chromium (Cr), Sulfur (S) , Molibden (Mo), Vanadium (V) dan Nikel (Ni). Dengan komposisi sebagai berikut:
- Mangan : 1,3 % - Molibden : 0.15 % - Silikon : 0,6 % - Vanadium : 0.1 % - Phospor : 0,04 % - Chrom : 18 % - Sulfur : 0,04 %
4. Pola yang digunakan yaitu pola kayu dengan bahan pola kayu jeluntung. Jenis pola yang digunakan yakni pola pejal dengan jenis pola tunggal. Tambahan penyusutan diambil berdasarkan bahan yang digunakan yaitu baja cor sebesar 16/ 1000 dengan tambahan permesinan dan tambahan untuk drag dan permukaan samping.
5. Sisitim saluran (gating system) pada cetakan pisau digester terdiri atas ; cawan tuang, saluran turun, pengalir, saluran masuk . Disamping itu digunakan juga penambah.
6. Dimensi dari sistim saluran (gating system) berikut penambah adalah sebagai berikut :
a. Cawan tuang :
Panjang : 300 mm
Lebar : 120 mm
Kedalaman yang terdangkal : 135 mm Kedalaman yang terdalam : 150 mm b. Saluran turun
Diameter : 30 mm
Tinggi : 150 mm
Luas : 706,5 mm2
c. Saluran masuk
Diameter : 17,32 mm
Luas : 235,5 mm2
d. Saluran Pengalir
Diameter : 42,4 mm
Luas : 471 mm2
e. Penambah
Jumlah : 1 buah
Diameter : 110,8 mm
Tinggi : 177,28 mm
7. Bahan baku yang digunakan untuk peleburan logam adalah skrap baja yang merupakan sisa sisa dari proses yang tidak digunakan lagi. Adapun hal - hal yang berhubungan dengan peleburan dan penuangan logam coran yaitu sebagai berikut:
- Berat benda coran : 50 kg - Temperatur lebur coran : 1580 0C - Temperatur tuang coran : 1650 0C - Waktu tuang : 9 detik
- Jenis tanur pelebur : Tanur induksi jenis krus - Temperatur tanur : 1700 0C
9. Animasii penuangan logam pada cetakan pisau digester menggunakan perangkat lunak komersial dengan tidak memperhitungkan parameter-parameter yang ada dalam penuangan
6.2 Saran
Pada pembuatan cetakan pasir pisau digester ini dengan cara peniupan CO2 dengan pasir dipadatkan dengan air kaca (water glass). Hendaknya perlu
DAFTAR PUSTAKA
1. Avner H. Sidney, 1974, Introduction To Physical Metallurgy, Second Edition, Mc. Graw – Hill, USA.
2. Ferdinand P. Beer, E. Russel Jhonston Jr., 1996, Statika, Edisi Keempat, PT. Erlangga, Jakarta.
3. G. Niemann, 1994, Elemen Mesin, Jilid I, Cetakan Ketiga, PT. Erlangga, Jakarta.
4. Hari Amanto, Daryanto, 1999, Ilmu Bahan, PT. Erlangga, Jakarta.
5. J. Gerin Sylvia, 1972, Cast Metals Technology, Addison – Wesley Company Inc, USA.
6. Joseph E. Shigley, Larry D. Mitchell, 1983, Perencanaan Teknik Mesin, Jilid I, Edisi Keempat, PT. Erlangga, Jakarta.
7. N. Rudenko, 1992, Mesin Pemindah Bahan, PT. Erlangga, Jakarta. 8. R.L. Agarwal, T.R Banga, Tahil Manghnani, !987, Foundry Engineering,
Fourth Edition, Khanna Publishers, New Delhi.
9. Sularso, Kiyokatsu Suga, 1994, Dasar – Dasar Perencanaan dan Pemilihan Elemen Mesin, Cetakan Kedelapan, PT. Pradya Paramita, Jakarta.
10. Syamsul Arifin, 1976, Ilmu Logam, Ghalia Indonesia, Jakarta.
11. Tata Surdia, Chijiwa Kenji, 1996, Teknik Pengecoran Logam, Cetakan Ketujuh, PT. Pradya Paramita, Jakarta.
PRI NT DOF NODAL SOLUTI ON PER NODE
* * * * * POST1 NODAL DEGREE OF FREEDOM LI STI NG * * * * *
LOAD STEP= 1 SUBSTEP= 1 TI ME= 1. 0000 LOAD CASE= 0
THE FOLLOWI NG DEGREE OF FREEDOM RESULTS ARE I N GLOBAL COORDI NATES