PENGARUH LAMA PENAHANAN SUHU (HOLDING TIME TEMPERATURE) TERHADAP KEKUATAN TARIK DAN KEKERASAN BAJA KARBON MENENGAH NS 1045 DENGAN MENGGUNAKAN MEDIA
PENDINGIN NaCl
SKRIPSI
EFDIANUS SINURAT 050801050
DEPARTEMEN FISIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PENGARUH LAMA PENAHANAN SUHU (HOLDING TIME TEMPERATURE) TERHADAP KEKUATAN TARIK DAN KEKERASAN BAJA KARBON MENENGAH NS 1045 DENGAN MENGGUNAKAN MEDIA
PENDINGIN NaCl
SKRIPSI
Diajukan untuk melengkapi tugas dan memenuhi syarat mencapai gelar sarjana sains
EFDIANUS SINURAT 050801050
DEPARTEMEN FISIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM UNIVERSITAS SUMATERA UTARA
PERSETUJUAN
Judul : PENGARUH LAMA PENAHANAN SUHU
(HOLDING TIME TEMPERATURE)
TERHADAP KEKUATAN TARIK DAN
KEKERASAN BAJA KARBON MENENGAH NS
1045 DENGAN MENGGUNAKAN MEDIA
PENDINGIN NaCl
Kategori : SKRIPSI
Nama : EFDIANUS SINURAT
NIM : 050801050
Program Studi : SARJANA (S1) FISIKA
Departemen : FISIKA
Fakultas : MATEMATIKA DAN ILMU PENGETAHUAN
ALAM(FMIPA) UNIVERSITAS SUMATERA UTARA
Dilaksanakan di :
Medan, September 2012
Diketahui/disetujui oleh
Departemen Fisika FMIPA USU
Ketua Pembimbing
PERNYATAAN
PENGARUH LAMA PENAHANAN SUHU (HOLDING TIME TEMPERATURE) TERHADAP KEKUATAN TARIK DAN KEKERASAN BAJA KARBON MENENGAH NS 1045 DENGAN MENGGUNAKAN MEDIA
PENDINGIN NaCl
SKRIPSI
Saya mengakui bahwa skripsi ini adalah hasil kerja saya sendiri, kecuali beberapa kutipan dan ringkasan yang masing-masing disebutkan sumbernya.
Medan, September 2012
PENGHARGAAN
Puji syukur penulis panjatkan kehadirat Tuhan Yang Maha Esa,karena berkat kasih karunianya dan berkat penyertaan Tuhan yang selalu senantiasa menjaga dan membimbing penulis sehingga penulis dapat menyelesaikan tugas akhir ini.Sungguh Tuhan maha kasih,Maha baik dan Maha murah hati.Terimakasih buat kasih-Mu yang selalu menyertai aku dalam setiap langkahku dalam sepanjang kehidupanku.
Tugas akhir ini diajukan untuk memenuhi persyaratan untuk memperoleh gelar sarjana Strata satu (S1) pada jurusan fisika bidang Material, Fakultas Matematika dan Ilmu Pengetahuan Alam, Universitas Sumatera Utara.
Dalam penyusunan tugas akhir ini,penulis banyak mendapatkan bimbingan dan bantuan dari berbagai pihak secara moril maupun material. Untuk itu penulis mengucapkan terimakasih yang sebesar-besarnya kepada :
1. Bapak Dr.Perdinan Sinuhaji,Ms selaku Dosen pembimbing yang telah banyak memberikan banyak bimbingan dan masukan dan juga telah banyak meluangkan waktu untuk membimbing saya dalam tugas akhir ini.
2. Juga untuk Bapak Ir.Sabar Situmorang dan buk Fitri dan juga semua asisten Laboratorium Material Test PTKI yang telah memberi saya masukan-masukan dan berbagai bimbingan yang diberikan kepada penulis selama penelitian.
3. Ucapan terimakasih penulis ucapkan kepada Bapak Dr. Marhaposan Situmorang selaku Ketua Departemen Fisika FMIPA USU.
4. Bapak Dr. Sutarman, M.Sc selaku Dekan FMIPA USU.
5. Bapak/ibu seluruh staf pengajar di jurusan Fisika, Fakultas Matematika dan Ilmu Pengetahuan Alam yang telah membimbing saya mulai dari semester awal semasa perkuliahan sampai pada selesainya Tugas Akhir ini dan seluruh jajaran staf dan pegawai penulis ucapkan terima kasih.
6. Yang terutama dan yang terpenting saya ucapkan banyak terima kasih kepada kedua orang tua saya S.Sinurat dan R.Sihotang yang senantiasa membimbing, mendukung dan selalu memberikan penulis motivasi-motivasi yang sangat berguna kepada saya dan segala perhatian baik berupa moril maupun materi dan juga yang tidak henti-hentinya mendoakan saya.
7. Juga untuk kedua abangku Kismer Sinurat, Polmer Sinurat dan kakakku Kandida Ramsi Sinurat dan keluarga dari laeku J. Sitanggang/L. boru Sinurat yang selalu sabar mendukung dan mendoakan saya.
9. Tidak lupa saya ucapkan pada Jupento Sinaga.S.Si, Marianto Purba, Fitri, Martin Pipin, Abang/kakak senior maupun alumni Fisika USU dan adik Stambuk Fisika USU terimakasih atas dukungan dan doanya. Semoga Tuhan Memberkati kita semua.
Menyadari akan keterbatasan ilmu yang dimiliki penulis dan juga keterbatasan waktu, saya merasa bahwa laporan tugas akhir ini masih jauh dari sempurna, untuk itu dengan segala kerendahan hati, penulis mengharapkan kritik dan saran yang bersifat membangun demi menyempurnakan tugas akhir ini.
Medan, Juli 2012
ABSTRAK
PENGARUH LAMA PENAHANAN SUHU (HOLDING TIME TEMPERATURE) TERHADAP KEKUATAN TARIK DAN KEKERASAN BAJA KARBON MENENGAH NS 1045 DENGAN MENGGUNAKAN MEDIA
PENDINGIN NaCl
Telah dilakukan penelitian tentang pengaruh lama penahanan suhu terhadap kekuatan tarik dan kekerasan baja karbon NS 1045 dengan hardening temperature 830°C dengan menggunakan media pendingin NaCl 30%.
ABSTRACT
THE INFLUENCE OF HOLDING TIME TEMPERATURE TO THE TENSILE STRENGTH AND HARDNESS OF MEDIUM CARBON STEEL NS 1045
USING NaCl COOLING MEDIA.
Has done research on the effect of detention time and temperature on tensile strength of carbon steel hardness NS 1045 with hardening temperature 830°C using cooling media NaCl 30%.
DAFTAR ISI
2.3 Lama WaktuPemanasan (Holding Time Temperature) ………… 12
2.4. Pengerasan (Hardening) ……….. 13
2.4.1 Pengerasan baja ………. 15
2.5 Pendinginan Secara Cepat (Quenching) ……… 17
2.6.2.2. KekuatanTarikMaksimum (Ultimate Tensile Strenght) .. 23
3.2.2 Bahan …………... 26
3.3 Diagram Alir Penelitian ……… 27
3.4 Prosedur Penelitian ………. 28
3.4.1 Pembuatan Sampel ………. … 29
3.4.2 Pengujian Sampel ……… 29
3.4.2.1. Uji Kekuatan Tarik ………. 29
3.4.2.1. Uji kekerasan ………. 30
Bab 4 Hasil Penelitian dan Pembahasan 4.1 Hasil Penelitian ……… 32
4.1.1 Kekerasan (Hardness) ……….. 32
4.1.2 Kekuatan Tarik ………. 34
4.2 Pembahasan ………. 36
4.2.1 Kekerasan(Hardness) ………. 36
4.2.1 Pengujian Kekuatan Tarik ………. 37
Bab 5 Kesimpulan dan Saran 5.1 Kesimpulan ... 38
5.2 Saran ... 38
Daftar Pustaka ... 39
DAFTAR TABEL
Halaman
DAFTAR GAMBAR
Halaman
Gambar 2.1 Diagram Keseimbangan ………. 14
Gambar 2.2 Hubungan Antara Kandungan Karbon dengan Kekerasan baja.. 16
Gambar 2.3 Hubungan Antara Kandungan Karbon dengan Suhu …………. 16
Gambar 3.1 Diagram Alir Penelitian ……….. 27
Gambar 3.2 Sampel Bahan Uji Tarik JIS 2201 -8A………... 29
Gambar 3.3 l Alat Uji Tarik ……….. 29
Gambar 3.4 Sampel Bahan Uji Kekerasan ……… 30
Gambar 3.5 Alat Uji Kekerasan ………. 31
Gambar 4.1 Hubungan Antara Holding Time Temperature dengan Kekerasan bajakarbon menengah NS 1045 ……… 33
ABSTRAK
PENGARUH LAMA PENAHANAN SUHU (HOLDING TIME TEMPERATURE) TERHADAP KEKUATAN TARIK DAN KEKERASAN BAJA KARBON MENENGAH NS 1045 DENGAN MENGGUNAKAN MEDIA
PENDINGIN NaCl
Telah dilakukan penelitian tentang pengaruh lama penahanan suhu terhadap kekuatan tarik dan kekerasan baja karbon NS 1045 dengan hardening temperature 830°C dengan menggunakan media pendingin NaCl 30%.
ABSTRACT
THE INFLUENCE OF HOLDING TIME TEMPERATURE TO THE TENSILE STRENGTH AND HARDNESS OF MEDIUM CARBON STEEL NS 1045
USING NaCl COOLING MEDIA.
Has done research on the effect of detention time and temperature on tensile strength of carbon steel hardness NS 1045 with hardening temperature 830°C using cooling media NaCl 30%.
BAB I
PENDAHULUAN
1.1 Latar Belakang
Kebutuhan akan bahan logam dalam pembuatan alat – alat dan sarana
kehidupan semakin meningkat. Mulai dari peralatan yang paling sederhana sampai
pada peralatan yang paling rumit, misalnya perabot rumah tangga, jembatan,
bangunan, kendaraan, dan konstruksi pesawat terbang (Amanto, 1999).
Untuk memenuhi kebutuhan ini, diperlukan upaya pengembangan teknologi
untuk menghasilkan logam dengan kualitas yang lebih baik, terutama baja. Hal ini
dikarenakan baja merupakan salah satu elemen terpenting dalam konstruksi dan
industri. Tingginya permintaan konsumen akan baja yang berkualitas tinggi
mendorong pabrik harus memproduksi baja yang sesuai dengan permintaan
konsumen. Kekuatan tarik dan kekerasan baja merupakan kualitas yang mutlak yang
tidak bisa diabaikan.
Baja adalah logam campuran yang terdiri dari besi (Fe) dan karbon (C). Jadi baja
berbeda dengan besi (Fe), alumunium (Al), seng (Zn), tembagga (Cu), dan titanium
(Ti) yang merupakan logam murni. Secara sederhana, fungsi karbon adalah
meningkatkan kualitas baja, yaitu daya tariknya (tensile strength) dan tingkat
kekerasannya (hardness). Selain karbon, sering juga ditambahkan unsur chrom (Cr),
nikel (Ni), vanadium (V), molybdaen (Mo) untuk mendapatkan sifat lain sesuai
aplikasi dilapangan seperti antikorosi, tahan panas, dan tahan temperatur tinggi. Baja
juga dapat diartikan sebagai campuran besi, dimana unsur logam menjadi dasar
campurannya. Selain itu baja juga mengandung unsur campuran lain, seperti sulfur
(S), posfat (P), silikon (Si) dan mangan (Mn) yang jumlahnya dibatasi (Amanto,
Kekuatan tarik dapat didefinisikan sebagai kemampuan suatu bahan untuk
menahan deformasi. Deformasi yang akan terjadi jika suatu bahan diberikan uji tarik
biasanya perubahan ukuran dan bentuk karena pengaruh beban yang dikenakan pada
benda tersebut. Deformasi ini dapat terjadi secara elastis dan secara plastis. Deformasi
elastis adalah suatu perubahan yang segera hilang kembali apabila beban ditiadakan.
Deformasi plastis adalah suatu perubahan bentuk yang tetap ada meskipun benda yang
menyebabkan deformasi ditiadakan
Kekerasan dapat didefinisikan sebagai ketahanan terhadap penetrasi atau
kemampuan bahan untuk tahan terhadap penggoresan indentasi dan penetrasi. Nilai
kekerasan berkaitan dengan kekuatan tarik atau luluh logam karena selama
penjejakan, logam mengalami deformasi plastis sehingga terjadi regangan dengan
penerasi tertentu. Kekerasan juga berhubungan dengan ketahanan aus dari logam
(Smallman, 1991).
Dari penelitian sebelumnya (Dalil dkk, 1999), diperoleh kekerasan baja amutit
yang dilakukan dengan lama waktu penahanan suhu untuk menahan suhu supaya
pemanasan homogen sehingga kekerasan maksimum dapat diperoleh. Penelitian
tersebut menunjukkan bahwa pada lama waktu penanahan suhu 10 menit kekerasan
naik menjadi 60,08 HRc dari 34,24 HRc sebelum dilakukan proses perlakuan panas
kemudian naik menjadi 62,693 HRc pada lama waktu penahanan suhu 20 menit dan
meningkat mencapai maksimum pada lama waktu penahanan suhu 40 menit yaitu
65,146 HRc. Sehingga dapat diketahui bahwa tingkat kekerasan logam baja amutit
dipengaruhi oleh lama waktu penahanan suhu di samping temperature pemanasan dan
laju pendinginan.
Setelah memperhatikan perkembangan dari jurnal yang telah dipaparkan di
atas, penulis tertarik melakukan penelitian untuk mengamati hal – hal yang terjadi
karena perlakuan panas dengan sistem lama waktu penahanan suhu pada baja
NS-1045 dilihat dari tingkat kekerasan dan kekuatan tarik karena perlakuan panas
1.2 Rumusan Masalah
Adapun yang menjadi rumusan masalah dalam pengerjaan penelitian ini adalah :
1. Bagaimana pengaruh lama waktu penahanan suhu terhadap kekuatan
tarik dan kekerasan baja karbon menengah NS-1045.
2. Bagaimana pengaruh perlakuan quenching terhadap kekuatan tarik dan
kekerasan baja karbon NS 1045
1.3 Batasan Masalah
Untuk menghindari kesalahpahaman dan menimbulkan masalah baru yang
menyimpang dari tujuan, maka diberikan pembatasan masalah sebagai berikut:
1. Proses perlakuan panas dilakukan dengan lama waktu penahanan
dengan waktu yang bervariasi 10, 20, 30, 40 dan 50 menit.
2. Pengujian sampel yang dilakukan adalah uji kekuatan tarik dan uji
kekerasan baja NS-1045 (tidak termasuk struktur mikro).
3. Media pendingin yang digunakan dalam penelitian ini adalah NaCl
dengan konsentrasi NaCl 30% sebanyak 3 Liter.
4. Baja karbon yang diuji dalam penelitian ini adalah baja karbon
menengah NS 1045.
1.4 Tujuan Penelitian
Adapun tujuan penelitian ini adalah untuk mengetahui sejauh mana pengaruh lama
penahanan suhu terhadap kekuatan tarik dan kekerasan baja karbon menengah
1.5 Manfaat Penelitian
Adapun manfaat pelaksanaan penelitian ini adalah :
1. Penelitian ini diharapkan bermanfaat sebagai bahan acuan bagi berbagai pihak
seperti merancang suatu alat atau komponen dengan kekerasan dan waktu
tertentu sesuai dengan penggunaannya.
2. Penelitian ini diharapkan sebagai bahan acuan untuk menghasilkan baja
dengan kualitas tinggi yang mempunyai kekuatan tarik dan kekerasan yang
baik.
1.6 Sistematika Penulisan
Sistematika penulisan pada masing-masing bab adalah sebagai berikut:
Bab I Pendahuluan
Bab ini mencakup latar belakang penelitian, rumusan
masalah, batasan masalah yang akan diteliti, tujuan
penelitian, manfaat penelitian, dan sistematika penulisan.
Bab II Tinjauan Pustaka
Bab ini membahas tentang landasan teori yang menjadi
acuan untuk proses pengambilan data, analisa data serta
pembahasan.
Bab III Metodologi Penelitian
Bab ini membahas tentang waktu dan tempat penelitian,
peralatan dan bahan penelitian, diagram alir penelitian dan
prosedur penelitian.
Bab IV Hasil dan Pembahasan
Bab ini membahas tentang data hasil penelitian dan
Bab V Kesimpulan dan Saran
Bab ini berisikan tentang kesimpulan yang diperoleh dari
penelitian dan memberikan saran untuk penelitian yang lebih
BAB II
TINJAUAN PUSTAKA
2.1 Baja
Baja adalah istilah umum yang mempunyai referensi yang luas, termasuk baja-baja
‘lunak’, beberapa di antaranya sangat keras dan yang lain sangat kuat, sedangkan yang
lain spesial untuk pembuatan perkakas pemotong; yang lain adalah pegas dan
baja-baja dengan kekuatan tarik yang tinggi, baja-baja otomat yang mudah dikerjakan dengan
mesin, berbagai jenis baja tahan karat deep-drawing steels untuk pengerjaan kempa
(misalnya karoseri mobil) dan sejumlah besar baja khusus, yang semuanya diperlukan
untuk memenuhi kebutuhan teknologi modern yang kesemuanya ini mulai dari besi
kasar.
Walaupun baja dapat didefinisikan sebagai campuran karbon dan besi, tetapi
perlu diketahui bahwa tidak ada satu jenis baja pun yang hanya terdiri dari dua elemen
ini. Karena proses pembuatan dan sifat-sifat alamiah dari bahan-bahan mentah yang
digunakan, semua baja mengandung bahan lain yang tidak murni dalam jumlah kecil
yang bervariasi, seperti posfor, belerang, mangan, dan silikon, bercampur dengan
elemen-elemen sisa lainnya. Kotoran-kotoran ini tidak mungkin dapat dihilangkan
seluruhnya dari logam.
Menurut Suharto, 1991 “Pada 723ºC baja mulai menunjukkan perubahan
struktur dan pada 1550ºC baja melebur”.
Menurut Van Vlack, 1991 “mengingat pentingnya peran karbon dalam baja,
dalam berbagai cara identifikasi baja dicantumkan kadar karbonnya”. Digunakan
perseratusan persen. Dua digit pertama menunjukkan jenis elemen paduan yang
ditambahkan pada besi dan karbon.
Kandungan karbon dalam baja sekitar 0,1-1,7% sedangkan unsur lain dibatasi
persentasenya. Persentase dari unsur-unsur tersebut sangat mempengaruhi sifat dasar
dari logam baja yang dihasilkan.
Produk baja sangat banyak digunakan dalam bidang teknik maupun industri.
Hal ini meliputi 95% dari seluruh produksi logam baja. Untuk penggunaan tertentu
baja merupakan satu-satunya logam yang memenuhi persyaratan teknis maupun
ekonomi. Sebelum baja digunakan perlu diketahui komposi dari unsur-unsur baja
tersebut agar tidak terjadi kesalahan dalam penggunaannya (Amanto, 1999).
2.1.1 Baja Karbon
Menurut komposisi kimianya baja dapat dibagi dua kelompok besar yaitu: baja karbon
dan baja paduan. Baja karbon bukan berarti baja yang sama sekali tidak mengandung
unsur lain, selain besi dan karbon. Baja karbon masih mengandung sejumlah unsur
lain tetapi masih dalam batas-batas tertentu yang tidak banyak berpengaruh pada sifat
dasar baja. Unsur-unsur ini biasanya merupakan ikatan yang berasal dari proses
pembuatan besi/baja seperti mangan dan silikon dan beberapa unsur pengotoran,
seperti belerang, posfor, oksigen, nitrogen dan lain-lain yang biasanya ditekan sampai
kadar yang sangat kecil.
Baja dengan kadar mangan kurang dari 0,8%, silikon kurang dari 0,5 dan
unsur lain yang sangat sedikit, dapat dianggap sebagai baja karbon. Mangan dan
silikon sengaja ditambahkan dalam proses pembuatan baja sebagai deoxidizer/
mengurangi pengaruh buruk dari beberapa unsur pengotoran. Baja karbon diproduksi
dalam bentuk balok, profil, lembaran dan kawat.
Baja karbon dapat digolongkan menjadi tiga bagian berdasarkan jumlah
kandungan karbon yang terdapat di dalam baja tersebut. Penggolongan yang dimaksud
a. Baja Karbon Rendah (Low Carbon Stell)
Baja ini disebut baja ringan (mild stell) atau baja perkakas, baja karbon
rendah bukan baja yang keras, karena kandungan karbonnya rendah
berkisar 0,05-0,30%. Baja ini mempunyai sifat seperti lunak, mudah
dibentuk, dilas, dan dikerjakan dengan mesin sehingga dapat dijadikan
mur, baut, batang tarik dan perkakas silinder (Alexander, 1991).
b. Baja Karbon Menengah (Medium Carbon Stell)
Baja karbon menengah mengandung karbon 0,3 – 0,6% dan kandungan
karbonnya memungkinkan baja untuk dikeraskan sebagian dengan
pengerjaan panas (heat treatment) yang sesuai. Baja karbon menengah
digunakan untuk sejumlah peralatan mesin seperti roda gigi otomotif,
batang torak, rantai, pegas dan lain-lain.
c. Baja Karbon Tinggi (High Carbon Steel)
Baja karbon tinggi mengandung karbon 0,6 – 1,5% dibuat dengan cara
mengerindra permukaannya, misalnya bor dan batang dasar. Ini digunakan
untuk peralatan mesin-mesin barat, batang pengontrol dan lain-lain
(Alexander 1991).
2.1.2 Baja Paduan
Pada umumnya baja paduan dihasilkan dengan biaya yang lebih mahal dari baja
karbon karena bertambahnya biaya untuk penambahan unsur khusus yang dilakukan
dalam industri atau pabrik. Baja paduan didefinisikan sebagai suatu baja yang
dicampur dengan satu atau lebih unsur campuran.
Suatu kombinasi antara dua atau lebih unsur campuran, misalnya baja yang
dicampur dengan unsur kromium dan molibden, akan menghasilkan baja yang
mempunyai sifat keras yang baik dan sifat kenyal (sifat logam ini membuat baja dapat
dibentuk dengan cara dipalu, ditempa, digiling dan ditarik tanpa mengalami patah atau
retak-retak). Jika baja dicampur dengan kromium dan molibden akan menghasilkan
Baja paduan digunakan karena adanya keterbatasan baja karbon saat
dibutuhkan sifat-sifat yang spesial dari pada logam khususnya baja. Keterbatasan dari
baja karbon adalah reaksinya terhadap pengerjaan panas dan kondisinya. Sifat-sifat
spesial yang diperoleh dari pencampuran meliputi sifat kelistrikan, magnetis dan
koefisien spesifik dan pemuaian panas dan tetap keras pada pemanasan yang
berhubungan dengan pemotongan logam (Amanto, 1999).
2.1.3 Unsur Campuran Pada Baja
1. Unsur Campuran Dasar (Karbon)
Unsur karbon adalah unsur campuran yang paling penting dalam pembentukan
baja. Jumlah persentase dan bentuknya membawa pengaruh yang amat besar terhadap
sifatnya. Tujuan utama penambahan unsur lain ke dalam baja adalah untuk mengubah
pengaruh dari karbon. Unsur karbon dapat bercampur dalam besi dan baja setelah
didinginkan secaa perlahan-lahan pada temperatur kamar dalam bentuk sebagai
berikut :
a) Larut dalam besi untuk membentuk larutan pada ferit yang mengandung
karbon di atas 0,006 pada temperatur sekitar 725 ºC. Ferit bersifat lunak, tidak
kuat dan kenyal.
b) Sebagai campuran kimia dalam besi, campuran ini disebut sebagai sementit
(Fe3C) yang mengandung 6,67% karbon. Sementit bersifat keras dan rapuh.
2. Unsur Campuran Lain
Di samping campuran kimia dan besi, juga terdapat unsur-unsur campuran lainnya
yang jumlah persentasenya dikontrol. Unsur-unsur tersebut adalah posfor, sulfur,
mangan dan silikon. Pengaruh unsur tersebut pada baja adalah sebagai berikut :
a) Unsur posfor
Unsur posfor membentuk larutan besi fosfida. Baja yang mempunyai titik cair
yang rendah tetap menghasilkan sifat yang keras dan rapuh. Baja mengandung
unsur fosfor sekitar 0,05%.
Unsur sulfur membahayakan sulfida yang mempunyai titik cair rendah dan
rapuh. Kandungan sulfur harus dijaga agar serendah-rendahnya sekitar 0,05%.
c) Unsur Silikon
Silikon membuat baja tidak stabil, tetapi unsur ini menghasilkan lapisan grafit
yang menyebabkan baja tidak kuat. Baja mengandung silikon sekitar 0,1 –
0,3%.
d) Unsur Mangan
Unsur mangan yang bercampur dengan sulfur akan menghasilkan mangan
sulfida dan diikuti pembentukan besi sulfida. Baja mengandung mangan lebih
dari 1%.
2.2 Perlakuan Panas (Heat Treatment)
Untuk memperbaiki sifat-sifat mekanis logam, perlu adanya suatu perlakuan.
Perlakuan yang dimaksud adalah perlakuan panas (Heat Treatment). Perlakuan panas
adalah suatu proses pemanasan dan pendinginan logam dalam keadaan padat untuk
mengubah sifat-sifat fisis logam tersebut. Baja dapat dikeraskan seingga tahan aus dan
kemampuan memotong meningkat dan dapat juga dilunakkan untuk memudahkan
pemesinan lebih lanjut.
Perlakuan panas (heat treatment) pada baja mempunyai peran yang sangat
penting dalam upaya mendapatkan sifat-sifat tertentu yang diinginkan sesuai dengan
kebutuhan. Proses ini meliputi pemanasan baja pada suhu tertentu dan dipertahankan
pada waktu tertentu serta didinginkan pada media tertentu pula. Perlakuan panas
mempunyai tujuan untuk meningkatkan kuat tarik, kekerasan, keuletan,
menghilangkan tegangan internal (internal stress), dan menghaluskan ukuran butir
Kristal. Beberapa factor yang dapat mempengaruhi perlakuan panas, yaitu suhu
pemanasan, waktu yang diperlukan pada suhu pemanasan, laju pendinginan dan
lingkungan atmosfir.
Untuk meningkatkan perlakuan panas yang tepat, susunan kimia baja harus
diketahui.Hal ini dikarenakan perubahan komposisi kimia khususnya karbon dapat
Perlakuan panas pada baja dapat dilakukan sebagai berikut:
1. Pemanasan pada temperatur rendah
Pengerjaan ini adalah tidak akan menghasilkan suatu perubahan dalam struktur
baja. Yang terjadi hanya perubahan kecil pada sifat mekaniknya. Apabila
dalam pengerjaan ini dihasilkan suatu permukaan baja yang keras, maka dapat
dihilangkan dengan cara penuangan. Pengerjaan penuangan dapat dilakukan di
dalam mesin perkakas.
2. Pemanasan dalam suhu tinggi
Apabila baja dipanaskan terus-menerus yang mengakibatkan suhu pemanasan
naik dan mencapai suhu tertentu, maka terjadi pembentukan butiran-butiran
baru yang bentuk dan ukurannya kecil dan halus. Pembentukan butiran dapat
terjadi walaupun ukuran original sebelumnya besar dan kasar, karena
perubahan terjadi sebelum pengerjaan dingin. Proses tersebut dikenal dengan
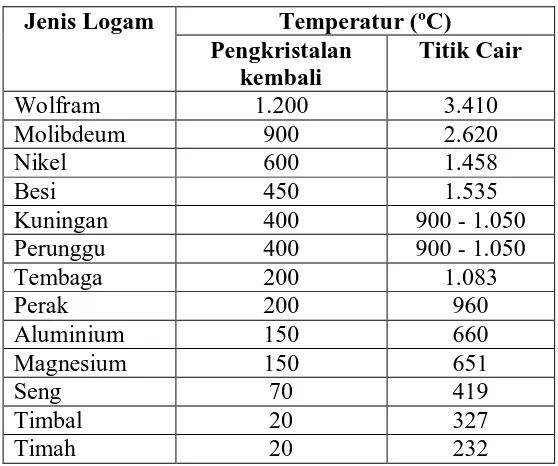
proses pengkristalan kembali. Temperatur pengkristalan kembali untuk
beberapa logam dapat dilihat pada Tabel 2.1.
Tabel 2.1. Pengkristalan kembali pada beberapa logam Jenis Logam Temperatur (ºC)
Pengkristalan
Pada pemansan baja yang dilakukan secara terus menerus, terjadi penyerapan
unsur lainnya (terutama unsur karbon) oleh butiran-butiran besi yang
sebagai peoses pertumbuhan butiran (grain grouth). Jadi, pemanasan pada
temperatur tinggi akan menyebabkan terjadi pertumbuhan butiran melalui
pengkristalan kembali pada baja yang mengakibatkan perubahan bentuk dan
ukuran butiran-butiran. Selain itu, pertumbuhan butiran-butiran akan terjadi
terus-meners selama dilakukan pendinginan. Pengkristalan kembali dan
perumbuhan butiran yang terjadi terhadap baja akibat pengerejaan panas,
berpengaruh pada sifat-sifat mekanik baja.
Proses yang dilakukan dalam perlakuan panas terdiri dari pelunakan
(annealing), penormalan (normalising), pengerasan (hardening) dan
menemper (tempering).
a. Pelunakan (annealing) merupakan proses pemanasan yang diikuti
dengan pendinginan perlahan-lahan di dalam tungku.
b. Normalisasi dilakukan untuk mendapatkan struktur mikro dengan
butir yang halus dan seragam. Proses ini dapat diartikan sebagai
pemanasan dan mempertahankan pemanasan pada suhu yang sesuai
diatas batas perubahan diikuti dengan pendinginan secara bebas
didalam udara luar supaya terjadi perubahan ukuran
butiran-butiran.
c. Pengerasan (hardening) merupakan perlakuan panas pada baja dari
titik kritis atas kemudian dilakukan pendinginan cepat (quenching).
d. Menemper (tempering) merupakan pemansan kedua dimana baja
dipanaskan sampai di bawah titik kritis bawah kemudian dilakukan
pendinginan.
2.3 Lama Waktu Pemanasan (Holding Time Temperature)
Lama waktu penahanan suhu dilakukan untuk mendapatkan kekerasan maksimum dari
suatu bahan pada proses hardening dengan menahan pada temperatur pengerasan pada
austenitnya homogen. Atau terjadi kelarutan karbida ke dalam austeit dan difusi
karbon dan unsur paduannya.
Pedoman untuk menetukan lama waktu penahanan suhu dari berbagai jenis
baja:
1. Baja Kontruksi dari Baja Karbon dan Baja Paduan Rendah
Yang mengandung karbida mudah larut, diperlukan lama waktu penahanan
suhu yang singkat, 5 - 15 menit setelah mencapai temperatur pemanasannya
dianggap sudh memadai.
2. Baja Kontruksi dari Baja Paduan Menengah
Dianjurkan menggunakan lama waktu penahanan suhu 15 - 25 menit, tidak
tergantung ukuran benda kerja.
3. Alat Baja Campuran Rendah (Low Alloy Tool Steel)
Memerlukan lama waktu penahanan suhu tetap, agar kekerasan yang
diinginkan dapat tercapai. Dianjurkan menggunakan 0,5 menit per millimeter
tebal benda atau 10 – 30 menit.
4. Baja Campuran Kromium Tinggi (High Alloy Chrome Steel)
Membutuhkan lama waktu penahanan suhu yang paling panjang antara semua
baja perkakas, juga tergantung pada temperatur pemanasannya. Juga
diperlukan kombinasi temperatur holding time yang tepat. Biasanya dianjurkan
menggunakan 0,5 menit per millimeter tebal benda dengan minimum 10 menit,
maksimum 10 jam.
5. Alat Baja Kerja Panas (Hot Work Toll Steel)
Mengandung karbida yang sulit larut, baru akan larut pada 1000ºC. Pada
temperatur ini kemungkinan terjadinya pertumbuhan burit sangat besar, karena
itu lama waktu penahanan suhu harus dibatasi 15 – 30 menit.
6. Baja Kecepatan Tinggi (High Speed Steel)
Memerlukan temperatur pemanasan yang sangat tinggi 1200 – 1300ºC. Untuk
mencegah terjadinya pertumbuhan butir lama waktu penahanan suhu diambil
2.4 Pengerasan (Hardening)
Pengerasan biasanya dilakukan untuk memperoleh sifat tahan aus yang tinggi atau
kekuatan yang lebih baik. Pengerasan dilakukan dengan memanaskan baja sampai ke
daerah austenit lalu mendinginkanya dengan cepat, dengan pendinginan yang cepat ini
terbentuk martensit yang kuat. Temperatur pemanasanya, lama waktu tahan dan laju
pendinginan untuk pengerasan banyak tergantung pada komposisi kimia dari baja.
Kekerasan maksimum yang dapat dicapai tergantung pada kadar karbon dalam baja.
Kekerasan yang terjadi pada benda akan tergantung pada temperatur pemanasan,
waktu tahan dan laju pendinginan yang dilakukan pada proses laku panas, disamping
juga pada harden ability baja yang dikeraskan.
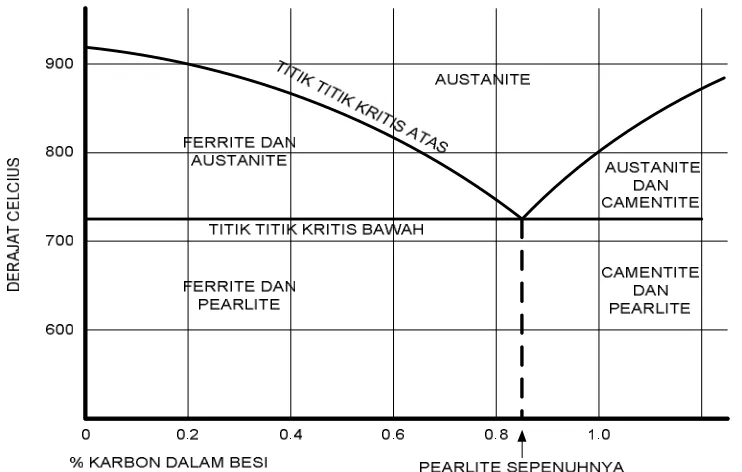
Pengerasan adalah proses pemanasan baja samapai suhu di atas daerah kritis,
disusul dengan pendinginan yang cepat. Bila kadar karbon diketahui, suhu
pemanasannya dapat dibaca dan diagram keseimbangan seperti gambar 2.1. Akan
tetapi, bila komposisi baja tidak diketahui perlu dilakukan percobaan untuk
mengetahui daerah pemanasannya.
Sumber : Love, 1982
Kekerasan yang dapat dicapai tergantung pada persentasekadar karbon dalam
baja. Kekerasan juga tergantung pada temperatur pemanasan (autenintising
temperature), lama waktu penahanan suhu dan laju pendinginan yang dilakukan serta
seberapa tebal bagian penampang yang menjadi keras bergantung pada herdenability.
Untuk memperoleh kekerasan yang baik (martensit yang keras) maka pada saat
pemanasan harus dapat dicapai struktur austenit, karena hanya austenit yang dapat
bertransformasi menjadi martensit. Bila pada saat pemanasan masih terdapat struktur
lain maka pada saat didinginkan akan diperoleh struktur yang tidak seluruhnya terdiri
dari martensit. Bila struktur lain itu bersifat lunak, misalnya ferit maka tentunya
kekerasan yang tercapai juga tidak akan maksimum. Untuk menentukan temperatur
pemanasan yang baik untuk proses pengerasan yang dilakukan terhadap suatu baja
perlu dilakukan suatu percobaan pemanasan dan quenching pada beberapa temperatur
dan dianalisis struktur yang terjadi.
Pada beberapa literatur dan juga pada brosur dari pabrik pembuatan baja dapat
diperoleh daerah temperatur pemanasan untuk hardening yang jugaakan saling
tergantung pada beberapa faktor lain, antara lain lama waktu penahanan suhu (Dalil
dkk, 1999
2.4.1 Pengerasan Baja
Pengerasan yang dilakukan secara langsung adalah baja dipanaskan untuk
menghasilkan struktur austenit dan selanjutnya didinginkan. Pembentukan sifat-sifat
dalam baja bergantung pada kandungan karbon, temperatur pamanasan, sistem
pendinginan serta bentuk dan ketebalan bahan.
1. Pengaruh unsur karbon
Supaya dihasilkan suatu perubahan sifat-sifat baja, maka unsur karbon yang
larut dalam padat harus secukupnya setelah dilakukan pendinginan untuk
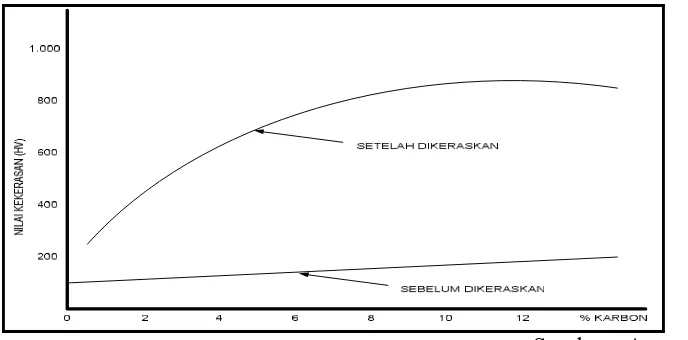
menghasilkan perubahan lapisannya. Jika kandungan karbon kurang dari
0,15%, maka tidak terjadi perubahan sifat-sifat baja setelah didinginkan.
Kenaikan kandungan karbon berhubungan dengan kenaikan kekuatan dan
kekerasan sebagai hasil dari pendinginan. Tetapi kenaikan tersebut akan
mengurangi kekenyalan pada baja seperti Gambar 2.2.
Supaya terjadi palarutan yang lengkap sebagai hasil dari pendinginan, maka
penting adanya pelarutan unsur karbon dalam jumlah yang cukup laruatan
padat sebgai hasil dari pemanasan. Baja yang mengandung karbon kurang dari
0,83% dipanaskan di atas titik kritis atas (tertinggi). Seluruh unsur karbon
masuk ke dalam larutan padat dan selanjutnya didinginkan. Baja dengan
kandungan karbon lebih dari 0,83% biasanya dipanaskan hanya sedikit di atas
titik kritis terendah (bawah). Dalam hal ini tidak terjadi perubahan perlit
menjadi austenit. Pendinginan yang dilakukan pada suhu itu akan membentuk
martensit, seperti Gambar 2.3. Sewaktu kandungan karbon di atas 0,83% tidak
terjadi perubahan sementit bebas menjadi austenit karena larutannya telah
menjadi keras. Sehingga perlu dilakukan pemanasan pada suhu tinggi untuk
mengubahnya dalam bentuk austenit. Austenit akan menghasilkan struktur
berbentuk kasar tanpa mengalami penambahan yang cukup besar pada
kekerasan dan kekuatannya. Akan tetapi menyebabkan baja menjadi lebih
rapuh setelah didinginkan. Lamanya pemanasan tergantung pada ketebalan
bahan, tetapi bahan tidak berukurn panjang karena akan menghasilkan struktur
yang kasar.
Dari jurnal sebelumnya telah dilakukan penelitian terhadap Struktur
Mikro Baja C-Mn pada pengelasan busur terendam dengan variasi masukan
panas. Besarnya masukan panas (heat input) sangat tergantung pada kecepatan
pengelasan, ternyata hal itu memberikan pengaruh yang cukup signifikan
terhadap luasan yang terpengaruh oleh panas, baik luasan di daerah lasan
(fusion zone) maupun pada daerah heat affected zone (HAZ). Jika masukan
panas terlalu besar, maka laju pendinginan dari proses pengelasan menjadi
lambat, dan akibatnya struktur yang terbentuk didominasi oleh ferit batas butir
Sumber : Amanto, 1999
Gambar 2.2. Hubungan antara kandungan karbon dengan kekerasan baja
Sumber :Amanto, 1999
Gambar 2.3 Hubungan antara kandungan karbon dengan suhu pemanasan
3. Pengaruh pendinginan
Jika baja didinginkan dengan kecepatan minimum yang disebut dengan
kecepatan pendingin kritis, maka seluruh austenit akan berubah ke dalam
bentuk martensit. Sehingga dihasilkan kekerasan baja yang maksimum.
Kecepatan pendingin kritis tergantung pada komposisi kimia baja. Bila
kecepatan pendingina sedikit lebih rendah dari kecepatan pendingin kritis,
akan terbentuk “toorsit”. Toorsit dan sorbit lebih keras dan kuat daripada baja
yang mempunyai struktur yang seimbang. Kecepatan pendinginan bergantung
2.5 Pendinginan Secara Cepat (Quenching)
Pendinginan baja secara mendadak dari 700ºC lebih adalah suatu pengerjaan yang
sangat drastis dan quenching sering mengakibatkan keretakan dan pergeseran benda
kerja. Karena pendinginan itu mulai dari luar sewaktu pencelupan, penyusutan dan
pengerasan dengan cepat terbentuk pada lapisan sekitar teras yang tidak terjadi
pendinginan dan penyusutan dalam waktu yang sama. Waktu panas merambat keluar
teras tersebut mulai dingin dan ketika melalui titikkritis atas, terjadilah ekspansi (berhubungan dengan perubahan dari besi γ ke besi α). Lapisan keras telah dipengaruhi oleh perubahan ini lalu terjadilah penyusutan, sedangkan pada teras
sedang berlangsung sedikit ekspansi. Hal inilah yang menyebabkan keretakan.
Sejumlah media digunakan dalam quenching untuk mendapatkan variasi
pendinginan. Larutan soda akustik 5% memberikan pendinginan yang sangat dahsyat
ditambah dengan air asin dan air dingin. Air hangat, minyak mineral, minyak binatang
dan sayur-sayuran memberikan pendinginan yang lambat.
Satu efek pendinginan yang lambat pada teras terutama untuk benda-benda
yang besar adalah bagian dalam baja hampir tidak sekeras bagian luarnya. Oleh
karena itu akan terjadi pengendapan karbon dan bagian tengah baja akan mengandung
pearlite. Hal ini tidak merugikan karena teras yang sedikit lebih lunak akan mengubah
keadaan menjadi tidak rapuh dan lebih kuat.
Sebagai media pendinginan yang umum dipakai tergantung dari pembentukan
sifat serta sesuai proses pemanasan yang dilakukan adalah sebagai berikut :
a. Udara
Pendinginan di udara adalah merupakan suatu pendinginan serta
perlahan-lahan di ruangan terbuka yang bertujuan untuk menormalkan kembali struktur
logam karena adanya efek pengerjaan terhadap bahan baja. Pada pendinginan
di udara terjadi pada fasa autenisasi, 50ºC samapai 60ºC di dalam daerah
yang berlebihan da terbentuknya struktur mikro perlit yang halus. Proses ini
disebut normalising.
Pendinginan secara perahan-lahan dengan media pendinginnya udara terjadi
pada proses annealing pendinginan dilakukan pada furnance (tungku) atau di
ruangan yang agak tertutup sehingga jumlah udara yang masuk agak terbatas
yang akan mempengaruhi kecepatan pendinginan.
b. Oli, NaCl, NaOH dan air.
Pendinginan dengan oli, NaCl, NaOH dan air merupakan suatu pendinginan
dengan kecepatan setelah dilakukan pemansan sampai 50ºC di atas temperatur
titik kritis selama beberapa waktu. Proses pendinginan ini biasanya juga
disebut dengan quenching (celup langsung). Pendinginan dengan kecepatan
akan menghasilkan martesit yang keras dan agak rapuh. Pada proses
pendinginan ini akan terbentuk austenit yang lebih padat daripada martensit
dan juga lebih padat daripada ferit ditambah dengan karbida, hal ini yang
merupakan masalah pada pendinginan secara celup langsung dari austenit ke
martensit karena bagian tengah yang lebih lambat pendinginannya
bertransformasi dan muai. Setelah permukaannya lebih cepat pendinginannya
menjadi martensit yang rapuh jadi retak dapat terjadi pada baja dengan ukuran
lembaran atau kawat khususnya bila kadar karbon lebih besar dari 0,5%.
Adapun sifat-sifat dari NaCl dapat kita lihat pada tabel 2.2 berikut ini:
Tabel 2.2 Sifat-sifat dari Natrium Klorida (NaCl)
No Variabel Nilai
Pendinginan dengan menggunakan larutan air dan garam (NaCl) bertujuan untuk
mengetahui kekuatan tarik baja yang diuji tersebut. Dengan persentase yang berbeda
perubahan yang terjadi pada bahan uji. Dari perendaman tersebut akan menghasilkan
terak-terak di permukaan logam. Jika terak itu rusak dan tidak mampu memperbaiki
diri maka korosi akan terjadi pada permukaan logam.
Bahan yang kita gunakan adalah garam dapur yang dapat dituliskan proses
kimianya sebagai berikut:
Na Na+ + e+……… 2.1
Cl + e+ Cl- ………. 2.2
Dari proses kimia di atas maka diperoleh keseluruhannya, dimana garam
dicampur dengan air maka akan menghasilkan lauran NaCl :
Na + Cl Na+ + Cl- ……….. 2.3
Oleh karena timbulnya korosi tersebut akibat adanya proses perendaman maka
perlu dilakukan pengujian tarik pada bahan tersebut. Pengujian tarik merupakan suatu
tindakan yang dilakukan untuk mengetahui kekuatan tarik suatu bahan.
Setiap bahan-bahan yang akan dilakukan pengujian tarik telah dipengaruhi
oleh adanya korosi misalnya : pencampuran air dan garam yang dapat mengakibatkan
sifat mekanik bahan tersebut menjadi berkurang. Oleh karena itu permukaan bahan
semakin kecil dan mengalami kerusakan. Untuk mengetahui dan mengatasinya perlu
dilakukan pengujian mekanik sampai seberapa besar perubahan yang terjadi pada hasil
pengujian dan bagaimana hasil grafik yang akan diperoleh baik itu yang mengalami
korosi maupun dan tidak mengalami korosi atau standar (Dewi, 2002).
2.6 Sifat Mekanik Logam
Sifat mekanik suatu logam adalah kemampuan atau kelakuan logam untuk menahan
beban yang diberikan baik bebas statis atau dinamis pada suhu kamar, suhu tinggi
maupun di bawah suhu 0ºC. Beban statis adalah beban yang tetap besar dan arahnya
setiap saat. Sedangkan beban dinamis adalah beban yang besar dan arahnya bisa
Beban statis dapat berupa beban tarik, tekan lentur, puntir, geser, dan
kombinasi dari beban tersebut. Sementara itu, beban dinamis dapat berupa beban yang
tiba-tiba berubah-ubah. Sifat mekanik logam meliputi : kekuatan, kekerasan,
kegetasan, keuletan, aus dan lain-lain.
2.6.1 Kekerasan (Hardness)
Kekerasan adalah ketahanan bahan terhadap deformasi plastis, karena pembebanan
setempat pada permukaan berupa goresan atau penekanan. Sifat ini banyak
berhubungan dengan kekuatan, daya tahan aus dan kemampuan dikerjakan dengan
mesin (mampu mesin). Cara pengujian kekerasan ada tiga yaitu dengan menggores,
menjatuhkan dan dengan melakukan penekanan (uji tekan).
Kekerasan suatu bahan dapat berubah bila dikerjakan dengan pengerjaan
dingin (cold worked) seperti pengerolan, penarikan, serta kekerasan dapat dicapai
sesuai kebutuhan dengan perlakuan panas (Surdia, 1995)
Kererasan baja sangat dipengaruhi oleh kerusakan atau kegagalan material
yang disebababkan oleh reaksi material tersebut dengan lingkungan. Baja adalah
bahan konstruksi yang paling rawan dalam lingkungan atmosfer, air, air laut, dalam
tanah yang tidak atau mengandung bakteri. Kekerasan baja yang dipercepat oleh
bakteri dapat terjadi pada dasar tangki timbun BBM, dasar dan dinding bak air laut
sebagai media pendingin, dan pada struktur yang dilapisi oleh boifilm. Kekerasan baja
dapat diantisipasi glutaraldehid sebagai biosida terhadap SRB (Jalaluddin), 2005.
Kekerasan suatu bahan dapat diketahui dengan pengujian kekerasan memakai mesin
uji kekerasan (hardness tester) menggunakan tiga cara atau metode yang telahb
banyak dilakukan yaitu metode brinel, rockwell dan vickers.
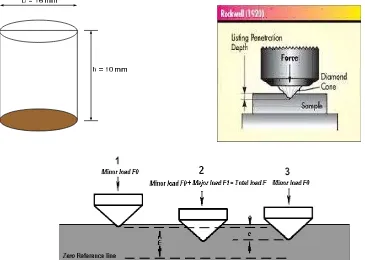
2.6.1.1 Metode Rockwell
Pengujian kekerasan dengan metode Rockwell bertujuan menentukan
kekerasan suatu material dalam bentuk daya tahan material terhadap indentor berupa
Pengujian kekerasan Rockwell adalah salah satu cara pengujian kekerasan
yang cocok digunakan untuk semua material yang keras dan lunak. Dalam pengujian
Rockwell dengan standar JIS Z-2245 pada skala C digunakan kerucut intan sebagai
indentor.
Pengujian dengan Rockwell C memakai penetrator speroconical diamond
(permata berbentuk kerucut) dengan sudut puncak kerucut permata 120º dengan beban
minor 10 kg dan beban mayor 150 kg atau beban awal Fo = 10 kg, beban tambahan F1
= 140 kg, sehingga beban total 10 + 140 = 150 kg.
Kekerasan Rockwell C dapat ditulis dengan rumus:
HRc = ( ) ………. 2.4
dimana :
k = 0,2 untuk kerucut diamond dan 0,2 untuk bola baja
h1 = kedalaman penetrasi sesudah pembebasan beban (mm)
h = kedalaman penetrasi pada beban primer (mm)
C = nilai bagian skala = 0, 002 mm
Mesin uji kekerasan Rockwell dipakai karena:
a. Digunakan untuk mengukur benda kerja yang dikeraskan (di-treatment).
b. Mesin uji kekerasan Rockwell dapat memberikan harga kekerasan secara
langsung dari beban kerja yang diset pada petunjuk (indikator) sehingga
membuat waktu pengujian relatif cepat (Dalil, 1999).
2.6.2 KekuatanTarik
Kekuatan tarik merupakan sifat mekanik yang sangat penting dari suatu logam,
terutama untuk perhitungan-perhitungan konstruksi. Untuk memperoleh informasi
Dalam pengujian tarik, batang uji dikenai beban aksial yang ditambah secara
berangsur-angsur secara kontinu. Pada saat yang bersamaan dilakukan
pengukuran-pengukuran yang diperlukan untuk menentukan besarnya tegangan dan regangan.
Bila suatu logam dibebani beban tarik maka akan mengalami deformasi, yaitu
perubahan ukuran atau bentuk karena pengaruh beban yang dikenakan pada benda
tersebut. Deformasi ini dapat terjadi secara elastis dan secara plastis (Sumanto, 1996).
Deformasi elastis adalah suatu perubahan yang segera hilang kembali apabila
beban ditiadakan. Deformasi plastis adalah suatu perubahan bentuk yang tetap ada
meskipun benda yang menyebabkan deformasi ditiadakan.
2.6.2.1Prinsip Pengujian Tarik
Pengujian tarik biasanya dilakukan terhadap spesimen atau batang uji yang standar.
Batang uji tarik tersebut dipasang pada mesin tarik, dijepit dengan mesin tarik pada
kedua ujung bahan dan ditarik memanjang secara perlahan-lahan. Selama penarikan
setiap saat dicatat dengan grafik yang tersedia dalam mesin tarik. Besarnya gaya
pertambahan panjang yang terjadi adalah sebagai akibat dari gaya tarik tersebut.
Penarikan terus dilakukan sampai benda terputus.
2.6.2.2Kekuatan Tarik Maksimum (Ultimate Tensile Strength)
Kekuatan tarik maksimum dinyatakan sebagai beban maksimum yang dapat diterima
oleh bahan dibagi luas penampang semula bahan uji tanpa menjadi rusak atau putus.
Kekuatan tarik maksimum (UTS) dinyatakan dengan rumus :
UTS =
=
=
……….. 2.5
Dimana :
= kekuatan tarik bahan (N/m²)
= beban maksimum (N)
2.6.2.3Regangan (ϵ)
Akibat tarikan, bagian panjang batang L mengalami ulur atau perpanjangan sebesar ΔL. Perpanjangan relatif yaitu pertambahan panjang persatuan panjang awal,
didefinisikan sebagai regangan (Strain) normal dan dapat ditulis sebagai berikut :
ϵ
=
Δ=
( – ) ………. .. 2.6dimana:
ϵ = Regangan
ₒ = panjang batang uji mula-mula (m)
L = panjang batang uji setelah menerima beban (m)
2.6.2.4 Modulus Elastisitac (E)
Modulus elastisitas adalah kemiringa kurva dari diagram tegangan dan regangan
dalam daerah elastisitas linier. Modulus elastisitas dapat dihitung dengan membagi
tegangan ( ᵤ) dan regangan ( ) .
E =
є ……… 2.7
Di mana :
E = modulus elastisitas (N/ m²)
= kekuatan tarik (N/ m²) ϵ = Regangan.
2.7 Pengaruh Suhu Terhadap Benda
Suhu atau temperatur merupakan ukuran panas atau dinginnya suatu benda. Benda
mempeunyai suhu lebih tinggi dikatakan lebih panas. Benda mempunyai suhu lebih
rendah dikatakan lebih dingin. Banyak sifat-sifat zat yang berubah terhadap perubahan
air bila dipanaskan dari 0ºC - 4ºC akan menyusut dan setelah 4ºC memuai. Gejala ini
disebut anomali air. Sebatang besi akan lebih panjang ketika panas dari pada saat besi
itu dingin (Tim Fisika Dasar, 2002).
Ada beberapa sifat zat yang berubah bila dipanaskan. Di antara sifat-sifatnya
yang berubah itu adalah warnanya (besi yang panas pijar), volumnya, tekanannya dan
daya hantar listriknya atau hambatannya (Kertiasa, 1994). Sifat-sifat zat yang berubah
bila dipanaskan itu disebut sifat termometrik zat. Sifat termometrik ini dapat
digunakan sebagai dasar untuk pengukuran suhu. Misalnya, pada besi menggunakan
warna pijaran besi sebagai ukuran cukup atau tidak cukupnya suhu besi untuk
ditempa.
Sifat suatu bahan akan berubah apabila suhunya berubah. Perlakuan panas pada bahan
akan meningkatkan kekerasan pada logam. Perlakuan panas dapat mengubah sifat baja
dangan cara mengubah ukuran dan bentuk butiran-butirannya. Bentuk butirannya
dapat berubah dengan cara dipanaskan pada suhu di atas suhu pengkristalan kembali.
Ukuran butiran dapat dikontrol melalui suhu dan lama pemanasannya. Tetapi pada
perlakuan panas, adanya pemanasan tidak sampai pada inti bahan yang dipanaskan
sehingga kekerasan yang diperoleh tidak maksimum.
Penahanan suhu dilakukan untuk memperoleh kekerasan maksimum dari suatu
bahan pada proses pengerasan dengan menahan pada temperatur pengerasan untuk
memperoleh pemanasan yang homogen. Pemanasan yang homogen menghasilkan
struktur austenit yang homogen sehingga dapat dicapai kekerasan yang maksimum
BAB III
METODOLOGI PENELITIAN
3.1Tempat dan Waktu Penelitian
Penelitian ini dilakukan di Laboratorium Material Test PTKI Medan mulai dari 22
April sampai 02 Juni 2012.
3.2Alat dan Bahan Penelitian
Adapun alat yang dipakai dan bahan yang digunakan dalam penelitian ini adalah
sebagai berikut:
3.2.1 Alat
1. Tungku pemanas (oven)
2. Jangka sorong dengan ketelitian 0, 02
3. Alat uji tarik (Maekawa Testing Machine MEG.co)
4. Alat uji kekerasan Rockwell
3.2.2 Bahan-bahan
1. Baja karbon NS-1045
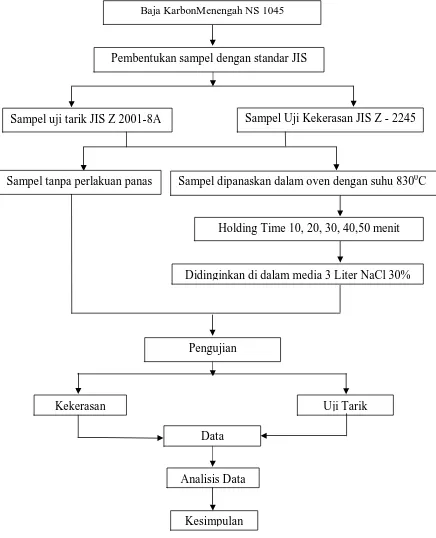
3.3Diagram Alir Penelitian
Berikut ini adalah diagram alir tentang penelitian ini:
Gambar 3.1 Diagram Alir Penelitian
Baja KarbonMenengah NS 1045
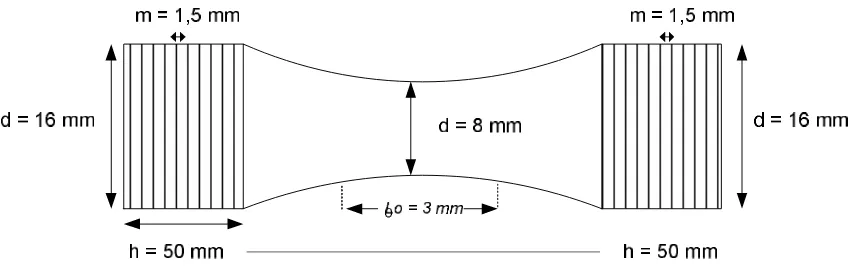
Pembentukan sampel dengan standar JIS
Sampel uji tarik JIS Z 2001-8A Sampel Uji Kekerasan JIS Z - 2245
Sampel tanpa perlakuan panas Sampel dipanaskan dalam oven dengan suhu 8300C
Holding Time 10, 20, 30, 40,50 menit
Didinginkan di dalam media 3 Liter NaCl 30%
Pengujian
Kekerasan Uji Tarik
Data
Analisis Data
3.4Prosedur Penelitian
3.4.1 Pembuatan Sampel
1. Menyediakan bahan yang berbentuk silinder dengan ukuran panjang 10 mm,
diameter 16 mm, sebanyak 16 buah dan bahan berbentuk test peacee sebanyak 18
buah.
2. Pada benda uji diberi perincian masing-masing 1 bahan berbentuk silinder dan 3
buah berbentuk test peacee diberi tanda dengan penomoran yang sama. Sampel
akan dibagi menjadi 6 bagian, dimana penomoran bagian dimulai dari nomor satu
sampai lima ( No.1,2,3,4,5,6), dengan perincian sebagai berikut:
1 = Bahan Original
2 = Bahan yang dipanaskan dan suhunya ditahan 10 menit
3 = Bahan yang dipanaskan dan suhunya ditahan 20 menit
4 = Bahan yang dipanaskan dan suhunya ditahan 30 menit
5 = Bahan yang dipanaskan dan suhunya ditahan 40 menit
6 = Bahan yang dipanaskan dan suhunya ditahan 50 menit
3. Sampel dipanaskan pada suhu 8300C.
4. Setelah sampel tersebut dipanaskan dikeluarkan dari oven dan didinginkan di
dalam larutan NaCl dengan konsentrasi 30% sebanyak 3 liter.
3.4.2 Pengujian Sampel
3.4.2.1Uji Kekuatan Tarik
1. Sampel berbentuk test peacee diuji dengan menggunakan alat uji kekuatan tarik.
2. Sampel uji tarik diletakkan pada penjepit atas dan bawah yang dikendalikan
dengan control jepit, dengan memutar control dengankelajuan angular 0,2 rpm.
Maka penjepit akan bergerak bersamaan dengan bergeraknya penunjuk yang
menunjukkan berat beban yang digunakan hingga sampel uji patah ( putus ).
Gambar 3.2 Bahan Uji Tarik JIS 2201-8A
3.4.2.2Uji Kekerasan
Pengujian metode Kekerasan Rockwell dilakukan dengan menggunakan alat uji
Rockwell yang dapat secara langsung membaca kekerasan sampel berdasarkan
kedalaman yang diukur oleh alat Rockwell.
Gambar 3.4 Sampel Uji kekerasan
Sampel diuji diletakkan tegak lurus diantara penyangga dan indentor kemudian
dengan menekankan indentor kerucut intan kepada sampel uji (logam), maka secara
otomatis angka yang menunjukkan harga kekerasan sampel akan terlihat pada skala
BAB IV
HASIL PENELITIAN DAN PEMBAHASAN
4.1 Hasil Penelitian
Telah dilakukan pengujian kekerasan dan kekuatan tarik dari beberapa bahan uji
dengan variasi lama penahanan suhu untuk baja karbon menengah NS-1045. Variasi
penahanan suhu yang dilakuakan adalah mulai dari 10, 20, 30, 40 dan 50 menit. Data
yang didapat dari hasil pengujian diperoleh dengan melakukan perhitungan dan hasil
perhitungan tertera pada Tabel 4.1 dan Tabel 4.2.
4.1.1 Kekerasan (Hardness)
Nilai kekerasan bahan uji dari hasil pengukuran dapat dilihat pada Tabel 4.1. dimana
nilai tersebut dapat dilihat langsung pada alat uji kekerasan yang langsung mengukur
kekerasan bahan uji berdasarkan kedalaman yang diukur. Data hasil pengujian di
Tabel 4.1. Data Hasil Pengujian Kekerasan
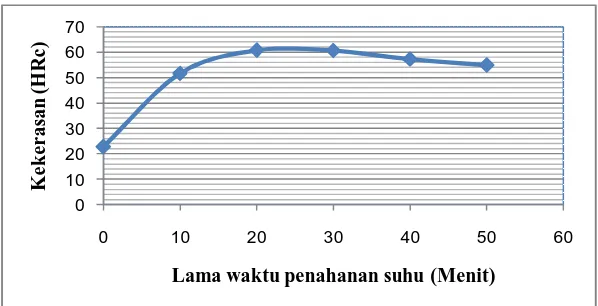
Dari data pada Tabel 4.1 di atas, dapat dibuat hubungan antara lama penahanan
suhu dengan kekerasan seperti pada gambar di bawah ini:
Dari grafik pada Gambar 4.1 diatas, dapat dianalisis bahwa setiap penambahan
lama penahanan terjadi perubahan pada kekerasan. Dimana dalam hal ini kekerasan
maksimum terjadi pada lama penahanan suhu 20 menit yaitu 60,7 HRc. Dari 0-10
menit berlaku Hukum Hooke, dimana kenaikan lama waktu penahanan suhu
berbanding lurus dengan kenaikan kekerasan baja. Dari waktu penahanan 10-20 menit
terjadi kelelahan baja karbon. Pada lama penahanan suhu 30-40 terjadi necking
(pengecilan), dan pada lama penahanan suhu 50 menit baja mengalami penurunan
nilai kekerasan yang lebih kecil dari sebelumnya.
4.1.2 Kekuatan Tarik
Nilai kekuatan tarik ditentukan dengan menggunakan persamaan (2.5) dan data yang
didapat dari hasil pengujian diperoleh dengan melakukan perhitungan (pada lampiran
1), untuk masing variasi dilakukan tiga kali pengujian dan hasil perhitungan tertera
pada Tabel 4.2.
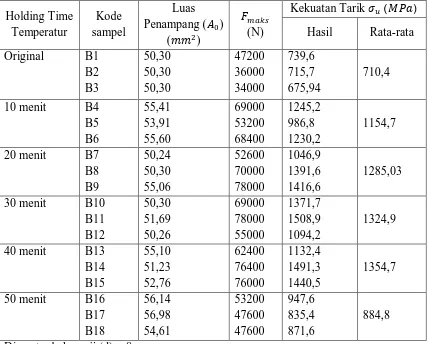
Tabel 4.2. Data hasil Pengujian dan Perhitungan untuk Kekuatan Tarik.
Dari data pada Tabel 4.2 di atas, dapat dibuat hubungan antara lama penahanan
suhu dengan Kuat Tarik seperti pada gambar di bawah ini:
Gambar 4.2 Grafik hubungan antara Lama Waktu Penahanan Suhu
dengan Kuat Tarik Baja karbon Menengah NS 1045.
Dari grafik pada Gambar 4.2 diatas, dapat dianalisis bahwa setiap penambahan
lama penahanan suhu terjadi perubahan pada kekuatan tarik pada Baja. Dimana dalam
hal ini kuat tarik maksimum terjadi pada lama penahanan suhu 40 Menit yaitu 1354,7
MPa. Kuat tarik pada lama penahanan suhu 0-40 menit berbanding lurus. Dimana kuat
tarik akan bertambah seiring dengan pertambahan lama waktu penahanan suhu.
Namun kuat tarik menurun pada lama penahanan suhu 50 menit. Ini sesuai dengan
teori bahwa tidak mungkin semakin lama waktu penahanan suhu kuat tarik akan naik
terus-menerus karena adanya keterbatasan lama waktu penahanan suhu.
Dari kedua pengujian dan dari data-data yang dihasilkan dapat diambil hubungan
kekerasan dengan kuat tarik yaitu bahwa kekerasan dan kuat tarik akan bertambah
seiring bertambahnya waktu penahanan suhu.
4.2 Pembahasan
4.2.1 Kekerasan (Hardness)
Dari Tabel data 4.1. dapat diketahui bahwa dengan melakukan proses pemanasan
dengan lama penahanan suhu 10 menit, 20 menit, 30 menit, 40 menit dan 50 menit
diperoleh hasil pengujian kekerasan pada tiap bahan uji yang bervariasi. Pada lama
penahanan suhu 10 menit didapat nilai kekerasan baja rata-rata sebesar 51,6 HRc dari
22,9 HRc sebelum dilakukan proses perlakuan panas, dengan lama penahanan suhu 20
menit diperoleh kekerasan maksimum sebesar 60,7 HRc kemudian menurun pada
lama penahanan suhu 30 menit yaitu 60,6 HRc, kemudian pada lama penahanan suhu
40 menit nilai kekerasan baja sebesar 57,2 HRc dan pada lama penahanan suhu 50
menit nilai kekerasan baja sebesar 54,9 HRc.
Data di atas menunjukkan bahwa kekerasan baja karbon NS-1045 mengalami
kenaikan setelah dilakukan perlakuan panas dengan lama penahanan suhu. Di mana
kekerasan tersebut mencapai maksimum pada lama penahanan suhu 20 menit dan
mengalami penurunan pada lama penahanan suhu 30,40 dan 50 menit.
Kenaikan kekerasan baja tersebut disebabkan oleh waktu penahanan suhu yang
akan memberikan kesempatan kepada atom-atom untuk berdifusi menghomogenkan
austenit yang baru terbentuk. Tetapi apabila waktu penahanan suhu yang diberikan
terlalu lama maka akan terjadi pertumbuhan butir-butiran yang menyebabkan
turunnya kekerasan. Ini sesuai dengan teori bahwa tidak mungkin semakin lama waktu
penahanan suhu kekerasan dan kekuatan tarik akan naik terus menerus. Ini disebabkan
4.2.2 Pengujian Kekuatan Tarik
Dari data Tabel 4.2. dapat diketahui bahwa dengan memvariasikan waktu penahanan
suhu 10 menit, 20 menit, 30 menit, 40 menit dan 50 menit diperoleh hasil pengujian
kuat tarik pada tiap bahan uji yang berbeda. Pada lama penahanan suhu 10 menit di
dapat nilai kekuatan tarik baja karbon rata-rata sebesar 1155,7 MPa dari 710,4 MPa
sebelum dilakukan proses perlakuan panas. Pada lama penahanan suhu 20 menit
diperoleh kekuatan tarik sebesar 1285,03 MPa dan pada lama penahanan suhu 30
menit diperoleh kekuatan tarik 1324,9 MPa dan mencapai maksimum pada lama
penahanan suhu 40 menit yaitu 1354,7 MPa. Kemudian pada lama penahanan suhu 50
menit nilai kekuatan tarik baja mengalami penurunan yaitu sebesar 884,8 MPa.
Data di atas menunjukkan bahwa kekuatan tarik baja karbon NS-1045
mengalami kenaikan setelah dilakukan proses perlakuan panas dengan lama
penahanan suhu. Di mana kenaikan kekuatan tarik baja tersebut mencapai maksimum
pada waktu penahanan suhu 40 menit dan mengalami penurunan kekuatan tarik pada
waktu penahanan suhu 50 menit.
Kenaikan kekuatan tarik baja tersebut disebabkan oleh waktu penahanan suhu
yang akan memberikan kesempatan kepada atom-atom untuk berdifusi
menghomogenkan austeit yang baru terbentuk. Tetapi apabila waktu penahanan suhu
yang diberikan terlalu lama, maka terjadi pertumbuhan butiran-butiran. Butiran inilah
yang menyebabkan turunnya kekuatan tarik baja. Ini sesuai dengan teori bahwa tidak
mungkin semakin lama waktu penahanan suhu kekersan dan kekuatan tarik akan naik
BAB V
KESIMPULAN DAN SARAN
5.1 Kesimpulan
Dari data dan hasil-hasil pengujian kuat tarik dan kekerasan baja karbon menengah
NS 1045 yang telah dilakukan maka dapat disimpulkan sebagai berikut :
a. Proses waktu penahanan suhu berpengaruh terhadap kekerasan dan kekuatan tarik
baja karbon NS 1045.
b. Kekerasan maksimum pada baja karbon menengah NS-1045 dicapai pada waktu
penahanan suhu 20 menit yaitu 60,7 HRc.
c. Kekuatan tarik maksimum baja karbon menengah NS-1045 dicapai pada waktu
penahanan suhu 40 menit yaitu 1354,7 MPa.
5.2 Saran
Berdasarkan hasil penelitian dan setelah melihat data dan pembahasan maka
disarankan :
a. Perlu kiranya dilakukan penelitian selanjutnya dengan skala waktu penahanan
suhu diperkecil (kelipatan 5) agar dapat diketahui pada waktu penahanan suhu
berapa nilai kekerasan dan kekuatan tarik maksimum.
b. Untuk memperbaiki hasil kekuatan tarik baja karbon NS-1045 (lebih ulet dan
kekuatan tarik lebih baik) sebaiknya dilakukan pemanasan kedua (tempering)
antara suhu 200ºC sampai 300 ºC, karena pada suhu tersebut difusi lambat dan
hanya sebagian karbon yang dilepaskan.
DAFTAR PUSTAKA
Alexander, W.O., Davies, Heslop, S., (1991), Dasar Metaluargi untuk
Rekayasawan,terjemahan : Dr.Ir.Sriati Djaprie, M.Met, Penerbit PT. Gramedia
Pustaka Utama, Jakarta.
Amanto, H., dan Daryanto, (1999), Ilmu Bahan, penerbit Bumi Aksara, Jakarta
Amstead, B, H., Philip, F.O., dan Myron, L.,B, (1999), Teknologi Melanik, Edisi
Ketujuh, Penerbit Erlangga, Jakarta.
Dalil, M., Prayitno,A., Innou,I., (1999), Pengaruh Perbedaan Waktu Penahanan Suhu
Stabil (Holding Time) Terhadap Kekerasan Logam, Jurnal nature Indonesia II,
UNRI.
Dewi Sativa, (2007), Pengaruh Konsntrasi NaCl Terhadap Sifat Mekanik Baja
Karbon Sedang, Skripsi, FMIPA, Universitas Negeri Medan, Medan.
Jalaluddin, (2005) Pengaruh Hardness Pada Baja yang Terendam dalam Air Laut
yang Mengandung Bakteri Pereduksi Sulfat (SRB), Jurnal Keilmuan dan
Penggunaan terhadap Sistem Teknik Industri, Volume 6, Teknik Industri
Universitas Sumatera Utara.
Japanese Standard Association, (1987), JIS Hand Book Ferrous Material and
Metalurgi, JSA, Japan.
Kertiasa, N., (1994), Fisika I, Penerbit Balai Pustaka, Jakarta
Love,G., (1982), Teori dan Praktek Kerja Logam, edisi ketiga, terjemahan Harun A.R,
Smallman, R.E., (1991), Metalurgi Fisik Modern, Edisi ke empat, Penerbit Gramedia,
Jakarta.
Suharno., Ilman M. Noer., Jamasri (2005), Struktur Mikro Las Baja C-Mn Pada
Penegelasan Busur Terendam Dengan Variasi Masukan Panas, Jurnal
Teknosains, Jilid 18, Nomor 1, Fakultas Teknik, Universitas Gadjah Mada,
Yokyakarta.
Suharto, (1991), Dinamika dan Mekanika untuk Perguruan Tinggi, Penerbit PT
Rineka Cipta, Jakarta.
Sumanto, (1996), Pengetahuan Bahan, Penerbit Andi Offset, Yokyakarta.
Surdia Tata, (1995), Bahan Teknik Pengetahuan, Penerbit Pradya Paramita, Jakarta.
Tim FisikaDasar., (2002), FisikaDasar I, FmipaUniversitasNegeri Medan
Van Vlack, L.H., (1991), Ilmu dan Teknologi Bahan, terjemahan : Dr.Ir.Sriati Djaprie,
Lampiran 1
Data yang diperoleh dari pengujian kekuatan tarik dapat dillihat pada tabel yang
tertera di bawah ini :
Tabel Pengujian Kekuatan Tarik dan Kekerasan Baja Karbon NS 1045
1. Perhitungan untuk sampel Original
- Kekuatan tarik
a. Untuk kode sampel B1
σ = =
, = 739,6 Mpa
b. Untuk kode sampel B2
σ = =
, = 715,7 Mpa
c. Untuk kode sampel B3
σ = =
, = 675,94 Mpa
- Regangan
a. Untuk kode sampel B1
ɛ = = , = 0,16
b. Untuk kode sampel B2
ɛ = = , = 0,16
c. Untuk kode sampel B3
ɛ = =
,
= 0,16
2. Penghitungan untuk sampel pada lama penahanan suhu 10 menit.
- Kekuatan tarik
a. Untuk kode sampel B4
σ = =
, ² = 1245,2 Mpa
b. Untuk kode sampel B5
σ = =
, ² = 986,8 Mpa
c. Untuk kode sampel B6
σ = =
, ² = 1230,2 Mpa
- Regangan
a. Untuk kode sampel B4
ɛ = =
,
b. Untuk kode sampel B5
ɛ = =
,
= 0,03
c. Untuk kode sampel B6
ɛ = =
,
= 0,03
3. Perhitungan untuk sampel pada lama penahanan suhu 20 menit.
- Kekuatan tarik
a. Untuk kode sampel B7
σ = =
, ² = 1046,9 Mpa
b. Untuk kode sampel B8
σ = =
, ² = 1391,6 Mpa
c. Untuk kode sampel B9
σ = =
, ² = 1416,6 Mpa
- Regangan
a. Untuk kode sampel B7
ɛ= =
,
= 0,13
b. Untuk kode sampel B8
ɛ = =
,
= 0,10
c. Untuk kode sampel B9
ɛ= =
,
= 0,06
4. Penghitungan untuk sampel pada lama penahanan suhu 30 menit.
- Kekuatan tarik
a. Untuk kode sampel B10
σ = =
, ² = 1371,7 Mpa
b. Untuk kode sampel B11
σ = =
c. Untuk kode sampel B12
σ = =
, ² = 1094,2 Mpa
- Regangan
a. Untuk kode sampel B10
ɛ = =
,
= 0,10
b. Untuk kode sampel B11
ɛ = =
,
= 0,03
c. Untuk kode sampel B12
ɛ = =
,
= 0,13
5. Penghitungan untuk sampel pada lama penahanan suhu 40 menit.
- Kekuatan tarik
a. Untuk kode sampel B13
σ = =
, ² = 1132,4 Mpa
b. Untuk kode sampel B14
σ = =
, ² = 1491,3 Mpa
c. Untuk kode sampel B15
σ = =
, ² = 1440,5 Mpa
- Regangan
a. Untuk kode sampel B13
ɛ = =
,
= 0,13
b. Untuk kode sampel B14
ɛ = =
,
= 0,06
c. Untuk kode sampel B15
ɛ = =
,
6. Penghitungan untuk sampel pada lama penahanan suhu 50 menit.
- Kekuatan tarik
a. Untuk kode sampel B16
σ = =
, ² = 947,6 Mpa
b. Untuk kode sampel B17
σ = =
, ² = 835,4 Mpa
c. Untuk kode sampel B18
σ = =
, ² = 871,6 Mpa
- Regangan
a. Untuk kode sampel B16
ɛ = =
,
= 0,03
b. Untuk kode sampel B17
ɛ= =
,
= 0,13
c. Untuk kode sampel B18
Lampiran 2
Gambar 1. Sampel Uji
Gambar 3. Peneliti sedang melakukan uji Kekuatan Tarik