ABSTRACT
RIDHA PUTRA. E 24070043. Optimation for Wooden Door Products : Case Study at PT Profilindah Kharisma (PiK), District of Ngoro, Mojokerto Regency, East Java. Under the guidence of Ir. Bintang C.H Simangunsong, MS, PhD.
During the period 2000-2009, export quantity of wooden door was decreased from 103,3 millions m3 in year 2000 to 59,6 millions m3 in year 2009, a decrease of 58%. This was due to a diminishing log supply from natural forest, the low development realization rates of lumber industrial forest plantation (HTI) and production inefficiencies.
One effort to deal with these problems is to apply optimization technique such as integer programming in allocating resource efficiently and diversifying product so that profit is maximized.
The results showed a production cost per unit wooden door ranging from Rp 0.75 millions to Rp 2.39 millions and a profit per unit ranging from Rp 63 thousands to Rp 1.6 millions. At optimum condition, total profit would be 16,6% higher than actual condition. Moreover, there would be 5,9% saving in resource used.
BAB I
PENDAHULUAN
1.1. Latar BelakangEkspor produk pintu kayu mengalami penurunan secara kuantitas. Hal ini terlihat dari menurunnya jumlah ekspor pintu kayu dari 103,3 juta m3 pada tahun 2000 menjadi 59,6 juta m3pada tahun 2009, suatu penurunan sebesar 58% (FAO 2011). Penurunan ekspor ini disebabkan oleh berkurangnya pasokan bahan baku dari hutan alam, sementara program pembangunan hutan tanaman kurang berhasil. Selain itu, produktivitas pengolahan kayu rendah akibat mesin-mesin yang digunakan umumnya sudah tua.
Salah satu upaya yang dapat dilakukan untuk menghadapi permasalahan
tersebut adalah dengan melakukan efisiensi penggunaan sumber daya serta diversifikasi produk dengan menerapkan teknik optimasi. Teknik optimasi dapat mengoptimumkan pemanfaatan faktor-faktor produksi, seperti bahan baku, bahan penolong, dan waktu penggunaan mesin-mesin untuk mencapai keuntungan yang maksimum. Salah satu teknik optimasi yang dapat digunakan adalah Program Bilangan Bulat (Integer Programming). Teknik ini merupakan variasi dari Program Linear (Linear Programming) dimana peubah keputusan (decision variables) merupakan bilangan bulat.
1.2. Tujuan Penelitian
Penelitian ini bertujuan untuk :
1. Menentukan kombinasi produk optimum dengan memperhatikan keterbatasan sumber daya yang tersedia guna meningkatkan keuntungan perusahaan
2. Mengetahui sumber daya berlebih guna mempelajari potensi penghematan yang dapat dilakukan yang pada gilirannya akan mengurangi biaya produksi dan atau meningkatkan keuntungan perusahaan.
1.3. Manfaat Penelitian
Penelitian ini bermanfaat untuk:
1. Memberikan informasi kepada perusahaan bagaimana memperoleh kombinasi produk yang optimum agar keuntungan yang maksimum dapat dicapai;
2. Memberikan tambahan wawasan bagi mahasiswa dalam melakukan analisis optimasi suatu perusahaan daun pintu;
BAB II
TINJAUAN PUSTAKA
2.1. Produk Sekunder Kayu
Menurut Desclos (2000), produk sekunder kayu adalah produk yang dihasilkan dari transformasi bahan baku berupa kayu gergajian atau bahan baku dasar kayu yang kemudian diproses sesuai fungsi dan tujuannya. Proses produksi produk sekunder kayu terbilang sangat luas, dimulai dari pemotongan kayu bulat sampai dengan proses pembuatan produk jadi yang berasal dari bahan baku primer kemudian diproses untuk dijadikan furniture dan produk kayu lainnya. Yang tergolong jenis produk kayu salah satunya adalah daun pintu. Berdasarkan
Harmonize System (HS), produk pintu kayu merupakan bagian dari builders’
joinery and carpentry dengan HS 4418. Adapun Harmonize system untuk produk
pintu kayu adalah HS: 441820.
2.2. Teknik Optimasi
Menurut Nasendi dan Anwar (1985), optimasi merupakan serangkaian proses untuk mendapatkan gugus kondisi yang diperlukan untuk mendapatkan hasil yang terbaik dalam situasi tertentu dan juga merupakan pendekatan normatif dengan mengidentifikasi penyelesaian terbaik dari suatu masalah yang diarahkan pada titik maksimum atau minimum fungsi tujuan. Setiap perusahaan berusaha mencapai keadaan optimum dengan memaksimumkan keuntungan yang dihasilkan atau dengan meminimumkan biaya yang dikeluarkan dalam proses produksi dengan memperhatikan keterbatasan sumber daya yang dimiliki.
2.2.1. Integerprogramming
Menurut Nasendi dan Anwar (1985) integer programming adalah bentuk khusus atau variasi dari program linear atau program non-linear, dimana satu atau lebih dari peubah-peubahnya dalam vektor penyelesaiannya memiliki nilai-nilai bukan pecahan atau angka bulat yang disebut integer. Model integer
programming dibedakan menjadi dua model, yaitu: program integer asli (PIA), PIA merupakan suatu program linear yang semua peubahnya adalah integer atau
model program linear yang sebagian peubahnya integer dan sebagian lagi adalah peubah kontinyu atau peubah divisibel (noninteger).
2.2.2. Model dasar
Menurut Nasendi dan Anwar (1985) ada dua macam fungsi integer
programming, yaitu fungsi tujuan (objective function) dan fungsi kendala/ batasan (constraint). Fungsi tujuan adalah fungsi matematis yang akan dimaksimumkan atau diminimumkan terhadap fungsi kendala, sedangkan fungsi kendala adalah fungsi matematis yang membatasi usaha untuk menemukan variabel keputusan
yang akan memaksimumkan atau meminimumkan fungsi tujuan. Adapun integer
programming dapat dirumuskan dengan model matematika sebagai berikut :
Fungsi tujuan:
Fungsi kendala :
Xjinteger (4)
dimana :
= Parameter yang menyatakan peubah pengambil keputusan dalam fungsi tujuan, misalnya keuntungan produk pintu ke-j per unit ;
= Kegiatan yang ingin dicari, misalnya jumlah produk pintu ke-j per periode;
= Parameter yang menyatakan banyaknya sumberdaya ke-I yang diperlukan untuk menghasilkan setiap unit output kegitan ke-j, misalnya teknologi yang diperlukan untuk menghasilkan 1 unit pintu ke-j;
= Parameter yang menyatakan banyaknya sumberdaya ke-I yang tersediadalam kegiatan ke-j, misalnya jumlah kayu gergajian per periode; = Banyaknya kegiatan yang menggunakan sumberdaya yang tersedia,
misalnya banyaknya jenis pintu yang dihasilkan;
5 = Nilai fungsi tujuan, yaitu mengoptimumkan pendapatan perusahaan dalam
periode tertentu. i = 1,2, ... ,m
j = 1,2, ..., n
2.2.3. Asumsi dasar
Menurut Nasendi dan Anwar (1985) menyebutkan bahwa dalam integer
programming digunakan empat macam asumsi, yaitu proporsionalitas, aditivitas, linearitas, dan deterministik. Asumsi proporsionalitas menyatakan bahwa jika peubah pengambil keputusan berubah maka dampak perubahannya akan
berpengaruh dalam proporsi yang sama terhadap fungsi tujuan (CjXj) serta fungsi kendalanya ( ). Selanjutnya asumsi aditivitas menyatakan bahwa nilai
parameter suatu kriteria optimasi (koefisien peubah pengambil keputusan dalam
fungsi tujuan) merupakan jumlah dari nilai individu-individu (Cj) dalam model program linear tersebut. Dampak total terhadap kendala ke-i merupakan jumlah dampak individu terhadap peubah pengambil keputusan Xj. Asumsi linearitas menyatakan perbangdingan antara input yang satu dengan input yang lainnya, atau untuk suatu input dengan output besarnya tetap dan terlepas (tidak tergantung) dari tingkat produksi. Terakhir, asumsi deterministic merupakan semua parameter dalam model program bilangan bulat ( ) tetap dan diketahui atau
ditentukan secara pasti.
2.2.4. Aplikasi teknik optimasi
Beberapa penelitian telah menggunakan teknik optimasi dalam industri perkayuan. Proses optimasi pada perusahaan kayu lapis telah dilakukan oleh Simangunsong (1991), Irvan (1992), Wardana (2003), dan Solihah (2008). Penelitian-penelitian tersebut mengefisienkan produksi kayu lapis dengan menurunkan biaya produksi kayu lapis, meningkatkan keuntungan, dan meningkatkan produksi kayu lapis. Adapun hasil penelitian tersebut disajikan pada Tabel 1.
Penelitian Perubahan Produksi Biaya Produksi Keuntungan
Simangunsong (1991) +68,50% -14,50% +12,05%
Irvan (1992) - - +4,49%
Wardana (2003) +58% -23% +121%
BAB III
METODOLOGI PENELITIAN
3.1.Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan pada bulan Desember 2011 sampai dengan Januari 2012 di PT Profilindah Kharisma, Ngoro, Mojokerto, Jawa Timur.
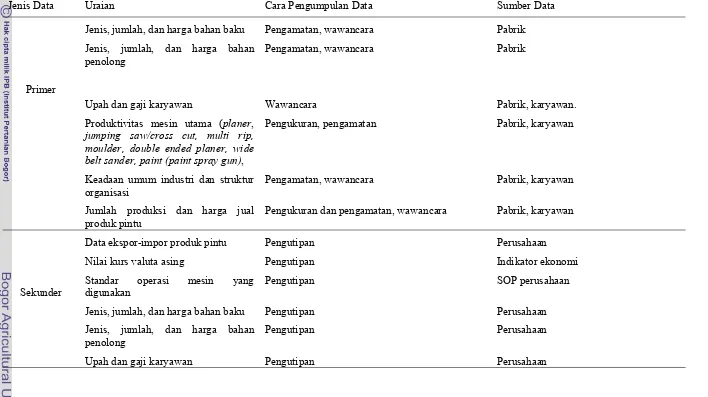
3.2.Jenis dan Cara Pengumpulan Data
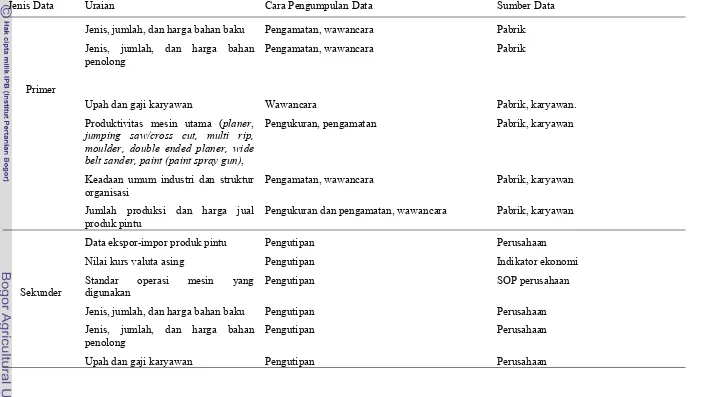
Data yang dikumpulkan adalah data primer dan data sekunder, baik berupa data kualitatif maupun data kuantitatif. Data primer diperoleh melalui pengukuran dan wawancara secara langsung di lapangan, sedangkan data sekunder diperoleh dengan cara mengutip data yang dimiliki oleh perusahaan. Jenis cara pengumpulan data secara rinci disajikan pada Tabel 2.
3.3.Model Program Bilangan Bulat
Teknik optimasi yang digunakan dalam penelitian ini menggunakan model program bilangan bulat. Program bilangan bulat ini terdiri dari fungsi tujuan dan fungsi kendala.
3.3.1. Fungsi tujuan
Tabel 2 Jenis data yang dibutuhkan untuk analisis optimasi
Jenis Data Uraian Cara Pengumpulan Data Sumber Data
Primer
Jenis, jumlah, dan harga bahan baku Pengamatan, wawancara Pabrik
Jenis, jumlah, dan harga bahan penolong
Pengamatan, wawancara Pabrik
Upah dan gaji karyawan Wawancara Pabrik, karyawan.
Produktivitas mesin utama (planer,
jumping saw/cross cut, multi rip, moulder, double ended planer, wide
belt sander, paint (paint spray gun),
Pengukuran, pengamatan Pabrik, karyawan
Keadaan umum industri dan struktur organisasi
Pengamatan, wawancara Pabrik, karyawan
Jumlah produksi dan harga jual produk pintu
Pengukuran dan pengamatan, wawancara Pabrik, karyawan
Sekunder
Data ekspor-impor produk pintu Pengutipan Perusahaan
Nilai kurs valuta asing Pengutipan Indikator ekonomi
Standar operasi mesin yang digunakan
Pengutipan SOP perusahaan
Jenis, jumlah, dan harga bahan baku Pengutipan Perusahaan
Jenis, jumlah, dan harga bahan penolong
Pengutipan Perusahaan
9 (5)
dimana:
Keuntungan produk pintu ke-j (Rp/unit);
Harga jual produk pintu ke-j (Rp/unit);
Biaya produksi produk pintu ke-j (Rp/unit); dan
1,2,…, n ; jenis produk pintu
Biaya produksi ini mencakup gaji karyawan, depresiasi mesin, biaya perawatan alat, upah, biaya bahan baku, biaya bahan penolong, biaya energi yang harus dibayarkan dalam kurun waktu satu tahun, dan biaya angkutan.
Besarnya keuntungan per m3 produk pintu adalah suatu besaran atau konstanta yang merupakan koefisien peubah pengambilan keputusan dalam fungsi tujuan. Fungsi tujuan kemudian dirumuskan sebagai berikut:
(6)
dimana:
Keuntungan (Rp/tahun);
Keuntungan produk pintu ke-j (Rp/unit);
Jumlah produk pintu jenis j yang diproduksi (unit/tahun); dan
1, 2,…, n ; jenis produk pintu.
3.3.2. Fungsi kendala
Kendala yang diperhitungkan dalam penelitian ini adalah; ketersediaan bahan baku; ketersediaan tenaga kerja; ketersediaan waktu penggunaan dari mesin-mesin utama seperti single bor, double ended planer, multi bor,hydraulic
press, wide belt sander, spray gun, dan jumlah produksi minimum.
3.3.2.1. Ketersediaan bahan baku
Konstanta ruas kanan (b1) dari fungsi kendala pada persamaan (7) adalah rata-rata bahan baku berupa kayu gergajian yang tersedia untuk diproses menjadi
kebutuhan kayu gergajian per unit produk pintu ke-j dengan ukuran dan jenis
tertentu (Xj) dengan ketentuan sebagai berikut:
(7)
dimana:
= Kebutuhan kayu gergajian untuk produk pintu ke-j (m3/unit);
= Jumlah produk pintu jenis ke-j yang diproduksi (unit/tahun); = Ketersediaan kayu gergajian selama setahun (m3/tahun); dan
= 1, 2,…, n; jenis produk pintu.
Untuk menyelesaikan formula diatas, dilakukan pengukuran penggunaan bahan baku berupa jumlah bahan baku yang digunakan serta pengukuran bahan baku yang tersedia dalam gudang.
3.3.2.2. Ketersediaan waktu penggunaan mesin-mesin
Konstanta ruas kanan (bi) dengan fungsi kendala pada persamaan (8) adalah
jumlah waktu yang tersedia pada mesin dalam satu tahun untuk menghasilkan lubang sambungan komponen pintu. Koefisien teknologi ( ) merupakan jumlah
waktu yang dibutuhkan untuk menghasilkan produk pintu ke-j dan jenis tertentu (Xj) dengan ketentuan sebagai berikut:
(8)
dimana:
= Jumlah waktu mesin ke-i yang dibutuhkan untuk pintu ke-j (menit/unit);
Xj = Jumlah pintu ke-j yang diproduksi (unit/tahun);
= Ketersediaan waktu penggunaan mesin-mesin produksi (menit/tahun) dan
= 1, 2, …, n; jenis produk pintu;
i = 3, 4, 5, 6, 7, 8 (mesin single bor, mesin double ended planer, mesin
multibor, mesin hydraulic press, mesin wide belt sander, mesin
painting).
11 terlebih dahulu diketahui ketersediaan waktu kerja mesin tersebut dalam waktu satu hari.
3.3.3. Analisis kepekaan
BAB IV
KONDISI UMUM PERUSAHAAN
4.1. Sejarah Perusahaan
Perusahaan PT. Profilindah Kharisma didirikan pada tahun 1996 berdasarkan akte pendirian melalui notaris Sugiri Kadarisman, SH yang berkedudukan di Jakarta dengan status Penanaman Modal Asing (PMA) dengan nomor izin industri, IUI No: 506/t/industri/1999, beralamat di Ngoro Industri Persada Jl. Ngoro Industri Barat II,Blok U9 10, Ngoro, Mojokerto, Jawa Timur, Indonesia. Telp: (+62) 321 618 260, faks: (+62) 321 618 945.
Perusahaan sempat menghentikan kegiatan karena adanya peralihan kepemilikan pada awal tahun 2006. Setelah mengalami beberapa perubahan akte
pendirian dan terakhir pada tanggal 4 September 2006, melalui notaris SP Henny Singgih, SH yang berkedudukan di Jakarta, perusahaan kembali aktif beroperasi dengan status PMA.
PT Profilindah Kharisma menghasilkan produk pintu yang diekspor ke Belanda dan Australia. Dalam menjamin mutu produk yang dihasilkan PT Profilindah Kharisma juga dengan konsisten menerapkan sistem lacak balak
(Chain of Custody) sebagai jaminan bagi buyer bahwa perusahaan menggunakan
bahan baku yang berasal dari hutan yang dikelola secara lestari (sustainable forest management).
4.2. Tenaga Kerja, Sistem Kerja dan Sistem Pengupahan
Struktur organisasi memberikan gambaran tentang jalinan unit kerja suatu perusahaan sehingga terjalin suatu hubungan yang saling berkesinambungan dan saling berhubung. PT Profilindah Kharisma memengerjakan pegawai sebanyak 201 orang, yang terdiri dari 141 orang karyawan tetap dimana 30 orang diantaranya adalah pegawai kantor dan 111 orang pegawai produksi. Perusahaan juga mempekerjakan karyawan kontrak yang berasal dari CV. Citra Anugrah Mandiri atau outsourcing sebanyak 60 orang. Komposisi pegawai dapat dilihat pada Lampiran – Lampiran.
Sistem kerja yang berlaku di PT Profilindah Kharisma terdiri atas dua shift
13 hari kerja dalam seminggu. Dalam upaya mencapai 40 jam kerja selama satu minggu, perusahaan membuat kebijakan bahwa pada hari sabtu perusahaan melakukan aktivitas produksi dengan jam kerja selama 5 jam/hari/shift. Sehingga dalam satu bulan perusahaan beroperasi selama 320 jam. Adapun sistem pengupahan di PT Profilindah Kharisma dibagi ke dalam dua bentuk, yaitu gaji tetap per bulan (karyawan kantor dan pabrik) dan upah borongan harian.
4.3. Jenis dan Sumber Bahan Baku
PT Profilindah Kharisma dalam melakukan proses produksi pembuatan pintu kayu menggunakan bahan baku utama berupa kayu jenis Merbau dan Pinus. Kayu gergajian merbau yang digunakan untuk pembuatan pintu kayu tersebut diperoleh dari hutan alam yang berasal dari Kalimantan dan Papua. Adapun untuk bahan baku kayu gergajian pinus, PT PiK langsung mengimpor New Zealand karena memiliki kualitas yang baik dan secara kuantitas tersedia banyak. Selain dari bahan baku yang disebutkan diatas, bahan baku penolong dan tambahan
seperti papan komposit berupa MDF (Medium Density Fiberboard), perekat, cat, amplas, silikon, kaca, cage, paku juga digunakan. Perusahaan menggunakan MDF sebagai face untuk jenis pintu enggineering door yang berasal dari laminasi kayu pinus. Perusahaan mengimpor MDF dari Australia dan USA.
Perekat yang digunakan berasal dari Malaysia dengan merek dagang TechBond. Perusahaan juga menggunakan kaca dan membeli kaca dari perusahaan Eztu Glass yang berada di Jakarta.
Untuk menghasilkan produk yang dapat bersaing dalam perdagangan global, manajemen PT Profilindah Kharisma menetapkan penerapan sistem Manajemen Lacak balak (Chain of Costudy) yang dinyatakan dalam kebijakan sebagai berikut: 1. Mengelola dan menghasilkan produk berkualitas sesuai dengan persyaratan
pelanggan
2. Berwawasan lingkungan dan peduli pada kelestarian sumber daya hutan dengan secara konsisten menerapkan sistem lacak balak atau CoC
3. Untuk pembelian bahan baku kayu tidak besertifikat CoC, perusahaan mempunyai kebijakan bahwa kayu yang dibeli bukan berasal dari: kayu
illegal logging; kayu dari pohon yang dimodifikasi secara genetik; kayu dari area yang sedang dalam konflik dengan masyarakat lokal atau pihak terkait lainnya; dan kayu dari hutan yang bernilai konservasi tinggi yang tidak berkelanjutan.
4. Seluruh jajaran karyawan di perusahaan memahami dengan jernih arah kebijakan perusahaan ini serta bertekad untuk selalu meningkatkan profesionalisme, produktivitas, efektivitas, dan efisiensi dalam penerapan sistem ini secara berkelanjutan.
4.4. Proses Produksi
Proses produksi yang berlangsung pada PT Profilindah Kharisma terdiri dari tiga tahap utama, yaitu pembahanan, konstruksi, serta pengamplasan dan pengerjaan akhir. Proses produksi yang dilakukan secara terperinci disajikan pada Gambar 1.
4.4.1. Pembahanan
Proses pembahanan solid dimulai dari proses planner dengan menggunakan mesin planner dan pekerja sebanyak empat orang. Pada proses ini menghasilkan
permukaan yang halus dikedua permukaannya. Dari mesin planner, kemudian bahan baku dikirim ke mesin potong (jump saw atau cross-cut saw). Pada mesin
potong tersebut bahan dipotong sesuai ukuran yang dibutuhkan untuk stile
(komponen utama pintu pada sisi tegak) dan rail (komponen utama pintu pada sisi datar) pada mesin ini dibutuhkan pekerja sebanyak satu atau dua orang. Kemudian setelah dipotong, bahan baku masuk ke mesin multi rip untuk dipotong pada sisi panjangnya.
Pembahanan
Penyerutan
15
Gambar 1 Bagan alur proses produksi pintu di PT Profilindah Kharisma.
tiga hari sekali. Pengujian dengan sistem perendaman panas-dingin dan pengovenan yang kemudian diujikan pada mesin UTM (Universal Testing
Machine) untuk dilihat nilai MOR (Modulus of Rapture) dari papan laminasi yang dibuat.
Jumlah pekerja yang dibutuhkan pada proses ini sebanyak empat orang. Setelah itu bahan baku dikirim ke mesin moulder untuk dihaluskan ke-empat sisi-sisinya. Pada mesin ini dibutuhkan labor sebanyak dua orang. Setelah menjadi komponen S4S maka bahan baku disimpan pada gudang S4S. Setelah masuk
gudang S4S, bahan baku berupa stile dan rail di-grading untuk menentukan kualitas bahan baku tersebut.
4.4.2. Konstruksi dan pre-sanding
Bagian konstruksi merupakan proses pertama dalam pembuatan pintu. Proses ini diawali dengan pengiriman Surat Perintah Kerja (SPK) dari bagian PPIC (Production Planning and Inventory Control) kepada seluruh bagian produksi. Gudang S4S setelah menerima SPK terebut kemudian mengirim bahan baku stile dan rail kebagian konstruksi. Sesuai dengan SPK bagian konstruksi akan melakukan proses sesuai order. Alur proses konstruksi antara lain yaitu, stile
diproses di mesin single bor untuk diberi lubang tempat dowel lalu kemudian dilanjutkan di mesin single spindle untuk dibuat alur. Pada tiap-tiap mesin tersebut dibutuhkan pekerja sebanyak satu orang. Untuk komponen rail pertama-tama diproses pada mesin double end tenoner lalu kemudian masuk ke mesin
multi bor. Pada mesin ini dibutuhkan pekerja sebanyak dua orang. Setelah itu komponen stile dan rail dilanjutkan ke proses assembling dengan di pasang dowel
terlebih dahulu. Sebelum dilakukan perakitan, komponen stile dan rail dilabur oleh perekat pada posisi yang terdapat dowel. Setelah itu perakitan dilakukan pada mesin hydraulic press. Pada tahap konstruksi dibutuhkan pekerja sebanyak empat sampai enam orang.
Setelah pintu dirakit, proses selanjutnya adalah kalibrasi, montage, dan
17 untuk kalibrasi panjang digunakan mesin double end tenoner. Pada mesin double ended tenoner dibutuhkan pekerja sebanyak empat orang. Setelah selesai dikalibrasi maka proses selanjutnya adalah montage. Pada bagian ini semua komponen dan aksesoris pintu dipasang, seperti list, key hole dan lubang surat. Setelah semua aksesoris terpasang selanjutnya adalah proses pre-sanding. Proses ini merupakan kegiatan pendempulan dan mengecek produk sebelum masuk ke proses finishing.
4.4.3. Pengamplasan dan pengerjaan akhir
Proses awal finishing adalah sanding. Tujuan proses sanding adalah untuk meratakan permukaan substrat dan mendapatkan permukaan substrat yang licin. Proses sanding dibagi menjadi dua yaitu sanding raw dan sanding intermediate.
Sanding raw adalah proses sanding untuk pintu sebelum masuk ke bagian
painting. Kertas ampelas yang digunakan pada sanding raw berukuran 120 mesh.
Sanding intermediate adalah proses sanding untuk pintu-pintu yang telah dicat layer satu. Kertas ampelas yang digunakan pada sanding intermediate berukuran 220 mesh. Pada setiap mesin sanding dibutuhkan pekerja sebanyak satu orang.
Proses pengecatan pintu menggunakan alat pressure feed spray gun.
Adapun proses pengecatan untuk komponen menggunakan mesin vacum coater. Pada mesin pressure feed spray gun dibutuhkan pekerja sebanyak tiga orang setiap mesinnya. Pada mesin vacuum coater dibutuhkan pekerja sebanyak dua orang.
BAB V
HASIL DAN PEMBAHASAN
5.1. Jenis Produk
Penelitian ini fokus pada tujuh tipe pintu. Pada tahun 2011, jumlah pintu yang dihasilkan sebanyak 2.227 unit. Jumlah tersebut merupakan bagian dari 20.069 unit pintu (163 tipe pintu) yang dihasilkan selama tahun 2011. Banyaknya tipe yang dihasilkan karena sistem produksi perusahaan berdasarkan pesanan konsumen (by order). Tujuh tipe pintu yang diamati antara lain Madison, Oakland, Luxury Pijlkruid, Luxury Halvemaan, Luxury Mountain, Luxury
Yellowstone,dan Luxury Gouvernour (Lampiran 1).
5.2. Investasi
Investasi untuk pembelian alat serta tanah dan bangunan yang telah dilakukan oleh PT Profilindah Kharisma (PiK) sejak tahun 2006 adalah sebesar Rp 18,1 miliar. Mesin-mesin yang digunakan umumnya buatan Taiwan, Jerman, Belanda, USA, Italia, Cina, Austria dan Indonesia dan dibeli dalam kondisi bekas. Jenis-jenis mesin produksi, jumlah unit, negara pembuat, serta tahun pembuatan secara lengkap disajikan pada Lampiran 2.
5.3. Biaya Produksi Daun Pintu
5.3.1. Total biaya produksi
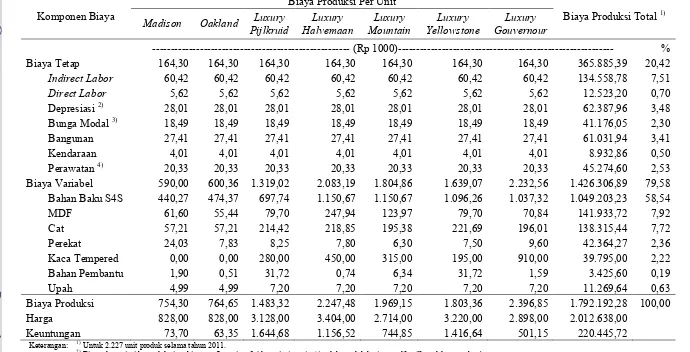
Besarnya biaya produksi untuk menghasilkan 2.227 unit pintu pada tahun
2011 adalah Rp 1,79 miliar. Biaya produksi ini terdiri dari biaya tetap sebesar Rp 365,89 juta dan biaya variabel sebesar Rp 1,43 miliar (Tabel 3). Biaya tetap yang
19 Tabel 3 Biaya produksi di PT Profilindah Kharisma pada tahun 2011
Komponen Biaya
Biaya Produksi Per Unit
Biaya Produksi Total 1)
Madison Oakland Luxury
Pijlkruid Luxury Halvemaan Luxury Mountain Luxury Yellowstone Luxury Gouvernour
--- (Rp 1000)--- % Biaya Tetap 164,30 164,30 164,30 164,30 164,30 164,30 164,30 365.885,39 20,42
Indirect Labor 60,42 60,42 60,42 60,42 60,42 60,42 60,42 134.558,78 7,51
Direct Labor 5,62 5,62 5,62 5,62 5,62 5,62 5,62 12.523,20 0,70
Depresiasi 2) 28,01 28,01 28,01 28,01 28,01 28,01 28,01 62.387,96 3,48
Bunga Modal 3) 18,49 18,49 18,49 18,49 18,49 18,49 18,49 41.176,05 2,30
Bangunan 27,41 27,41 27,41 27,41 27,41 27,41 27,41 61.031,94 3,41
Kendaraan 4,01 4,01 4,01 4,01 4,01 4,01 4,01 8.932,86 0,50
Perawatan 4) 20,33 20,33 20,33 20,33 20,33 20,33 20,33 45.274,60 2,53
Biaya Variabel 590,00 600,36 1.319,02 2.083,19 1.804,86 1.639,07 2.232,56 1.426.306,89 79,58 Bahan Baku S4S 440,27 474,37 697,74 1.150,67 1.150,67 1.096,26 1.037,32 1.049.203,23 58,54
MDF 61,60 55,44 79,70 247,94 123,97 79,70 70,84 141.933,72 7,92
Cat 57,21 57,21 214,42 218,85 195,38 221,69 196,01 138.315,44 7,72
Perekat 24,03 7,83 8,25 7,80 6,30 7,50 9,60 42.364,27 2,36
Kaca Tempered 0,00 0,00 280,00 450,00 315,00 195,00 910,00 39.795,00 2,22
Bahan Pembantu 1,90 0,51 31,72 0,74 6,34 31,72 1,59 3.425,60 0,19
Upah 4,99 4,99 7,20 7,20 7,20 7,20 7,20 11.269,64 0,63
Biaya Produksi 754,30 764,65 1.483,32 2.247,48 1.969,15 1.803,36 2.396,85 1.792.192,28 100,00 Harga 828,00 828,00 3.128,00 3.404,00 2.714,00 3.220,00 2.898,00 2.012.638,00
Keuntungan 73,70 63,35 1.644,68 1.156,52 744,85 1.416,64 501,15 220.445,72 Keterangan: 1) Untuk 2.227 unit produk selama tahun 2011.
2) Biaya depresiasi berasal dari perhitungan Lampiran 3 (depresiasi mesin / jumlah produk ke-i yang dihasilkan dalam setahun). 3) Biaya bunga modal berasal dari perhitungan Lampiran 4 (bunga modal mesin / jumlah produk ke-i yang dihasilkan setahun).
Biaya variabel perusahaan terdiri dari komponen biaya penggunaan bahan baku S4S (Smooth 4 Surface), papan serat (Medium Density Fiberboard, MDF), cat perekat, dan upah tenaga kerja. Besarnya total biaya variabel selama satu tahun untuk 2.227 unit pintu yang dihasilkan adalah sebesar Rp 1,43 miliar dengan komponen biaya terbesar terdapat pada biaya penggunaan bahan baku S4S, yaitu Rp 1,1 miliar atau 58,5% dari total biaya produksi dan biaya terendah yang terjadi pada biaya pembelian bahan pembantu, yaitu sebesar Rp 3,43 juta atau 0,2% dari biaya produksi.
5.3.2. Biaya produksi per unit
Biaya produksi per unit pintu dihitung untuk ke tujuh jenis model daun pintu yang diamati dan besarnya bervariasi. Biaya produksi per unit tertinggi ada pada jenis pintu Luxury Gouvernour yaitu Rp 2,39 juta dengan komponen biaya terbesar adalah biaya pembelian bahan baku S4S merbau sebesar Rp 1,04 juta atau 43,28% dari total biaya produksi per unit. Biaya produksi per unit terendah terjadi pada jenis pintu Madison, yaitu Rp 754,30 ribu dengan komponen biaya tertinggi adalah biaya penggunaan bahan baku S4S pinus sebesar Rp 440,27 ribu atau 58,37% dari total biaya produksi per unitnya (Tabel 3). Perbedaan komposisi biaya produksi setiap jenis produk ini disebabkan oleh : perbedaan bentuk dan ukuran pintu sehingga kebutuhan terhadap bahan baku sortimen S4S berbeda; waktu penggunaan alat yang berbeda sehingga beban biaya depresiasi dan bunga modal menjadi bervariasi; serta jumlah dan penggunaan bahan baku yang berbeda untuk setiap jenis produk (Tabel 4).
5.4. Optimasi Produk
5.4.1. Fungsi tujuan
Tujuan optimasi produk daun pintu adalah memaksimumkan keuntungan dalam satu tahun. Keuntungan yang dimaksudkan disini berasal dari keuntungan tujuh jenis daun pintu yang diteliti. Besarnya keuntungan tiap jenis daun pintu
diperoleh dari harga jual f.o.b. (free on board) dikurangi dengan biaya produksinya. Harga jual f.o.b. adalah harga jual sebelum memasukkan biaya
21 produk berkisar dari Rp 63 ribu sampai Rp 1,64 juta. Nilai ini merupakan koefisien fungsi tujuan yang besarnya secara rinci disajikan pada Tabel 4.
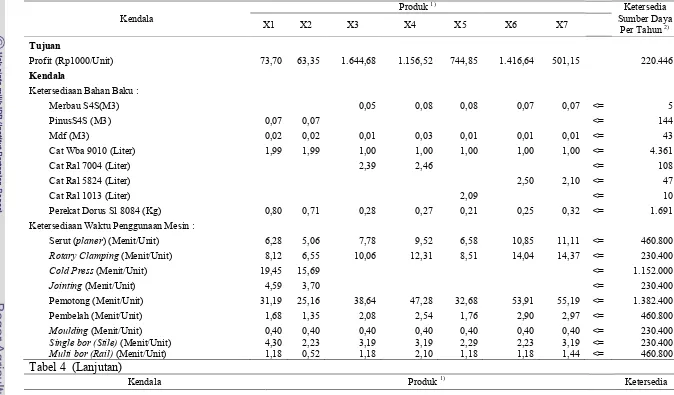
5.4.2. Fungsi kendala
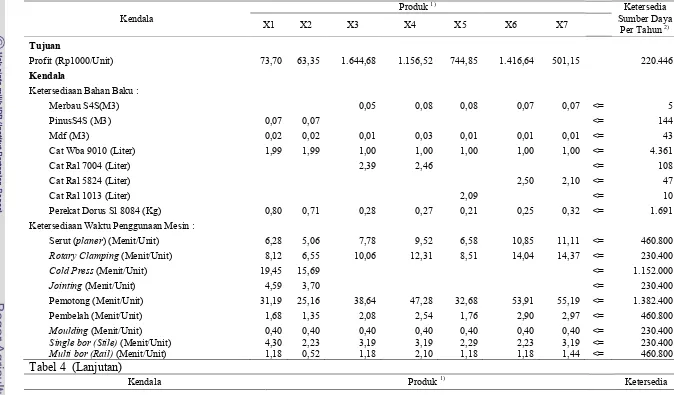
Kendala yang diperhitungkan dalam penelitian ini, antara lain : ketersediaan material yang mencakup ketersediaan kayu olahan berupa S4S merbau dan pinus, MDF, perekat dan berbagai jenis cat yang digunakan dalam proses produksi, serta waktu penggunaan mesin-mesin untuk kegiatan penyerutan, pengempaan, penyambungan, pemotongan, pembelahan, pelubangan, moulding, pengeboran, perakitan, pengampelasan, pengecatan dan pengemasan.
Jumlah material dan waktu penggunaan mesin yang dibutuhkan untuk menghasilkan setiap unit daun pintu merupakan koefisien input-ouput dalam fungsi kendala, sedangkan jumlah material dan waktu penggunaan mesin yang tersedia dalam satu tahun merupakan nilai sebelah kanan dalam fungsi kendala. Koefisien input-output dan nilai sebelah kanan dari fungsi kendala dalam
formulasi program bilangan bulat pada PT Profilindah Kharisma disajikan pada Tabel 4. Sebagai contoh, koefisien input-output untuk kendala bahan baku merbau S4S dalam menghasilkan setiap unit produk Luxury Pijlkruid, Luxury Halvemaan, Luxury Mountain, Luxury Yellowstone dan Luxury Gouvernour adalah berturut-turut sebanyak 0,05 m3, 0,06 m3, 0,04 m3, 0,06 m3 dan 0,07 m3 dengan ketersediaan bahan baku sebanyak 5 m3 per tahun untuk menghasilkan ke lima tipe pintu tersebut, sementara tipe Madison dan Oakland tidak menggunakan bahan baku S4S merbau (Tabel 4).
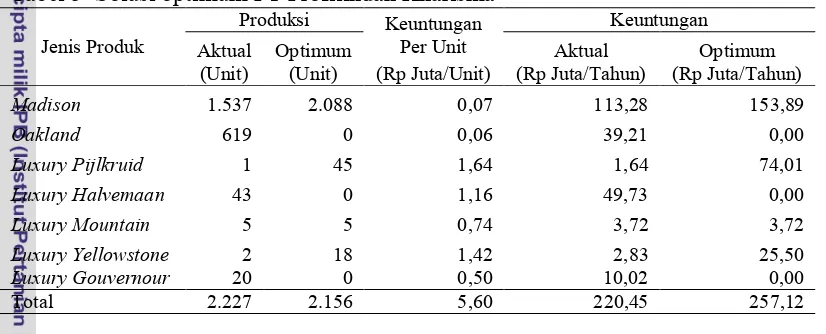
5.4.3. Solusi optimum
Solusi optimum diperoleh dengan menggunakan software solver pada
Tabel 4 Input-output koefisien fungsi tujuan dan kendala dari permasalahan perusahaan pintu PT Profilindah Kharisma
Kendala
Produk 1) Ketersedia
Sumber Daya Per Tahun 2)
X1 X2 X3 X4 X5 X6 X7
Tujuan
Profit (Rp1000/Unit) 73,70 63,35 1.644,68 1.156,52 744,85 1.416,64 501,15 220.446
Kendala
Ketersediaan Bahan Baku :
Merbau S4S(M3) 0,05 0,08 0,08 0,07 0,07 <= 5
PinusS4S (M3) 0,07 0,07 <= 144
Mdf (M3) 0,02 0,02 0,01 0,03 0,01 0,01 0,01 <= 43
Cat Wba 9010 (Liter) 1,99 1,99 1,00 1,00 1,00 1,00 1,00 <= 4.361
Cat Ral 7004 (Liter) 2,39 2,46 <= 108
Cat Ral 5824 (Liter) 2,50 2,10 <= 47
Cat Ral 1013 (Liter) 2,09 <= 10
Perekat Dorus Sl 8084 (Kg) 0,80 0,71 0,28 0,27 0,21 0,25 0,32 <= 1.691
Ketersediaan Waktu Penggunaan Mesin :
Serut (planer) (Menit/Unit) 6,28 5,06 7,78 9,52 6,58 10,85 11,11 <= 460.800
Rotary Clamping (Menit/Unit) 8,12 6,55 10,06 12,31 8,51 14,04 14,37 <= 230.400
Cold Press (Menit/Unit) 19,45 15,69 <= 1.152.000
Jointing (Menit/Unit) 4,59 3,70 <= 230.400
Pemotong (Menit/Unit) 31,19 25,16 38,64 47,28 32,68 53,91 55,19 <= 1.382.400
Pembelah (Menit/Unit) 1,68 1,35 2,08 2,54 1,76 2,90 2,97 <= 460.800
Moulding (Menit/Unit) 0,40 0,40 0,40 0,40 0,40 0,40 0,40 <= 230.400
Single bor (Stile) (Menit/Unit) 4,30 2,23 3,19 3,19 2,29 2,23 3,19 <= 230.400
Multi bor (Rail) (Menit/Unit) 1,18 0,52 1,18 2,10 1,18 1,18 1,44 <= 460.800
Tabel 4 (Lanjutan)
23
X1 X2 X3 X4 X5 X6 X7
Sumber Daya Per
Tahun 2)
Double N Tenon (Rail) (Menit/Unit) 0,48 0,32 0,48 1,2 0,48 0,48 1,4 <= 230.400
Hydraulic press (Menit/Unit) 2,45 2,14 2,55 2,25 4,03 2,14 2,55 <= 230.400
Cnc Key Hole (Menit/Unit) 1,42 1,42 9,08 9,08 9,08 9,08 9,08 <= 230.400
Wbs (Menit/Unit) 0,35 1,17 0,48 0,57 0,57 0,46 0,48 <= 230.400
Double N Tenon (Rangka Pintu) (Menit/Unit) 2,06 2,06 2,06 2,06 2,06 2,06 2,06 <= 230.400
Cat(Menit/Unit) 19,8 7,2 10,76 7,84 6,27 10,54 10,03 <= 230.400
Amplas(Menit/Unit) 57,56 26,55 126,94 87,09 97,32 98,95 116,66 <= 2.304.000
Packing (Menit/Unit) 0,34 0,34 0,34 0,34 0,34 0,34 0,34 <= 230.400
Keterangan:
1) Sumber berasal dari pengukuran di lapangan 2)
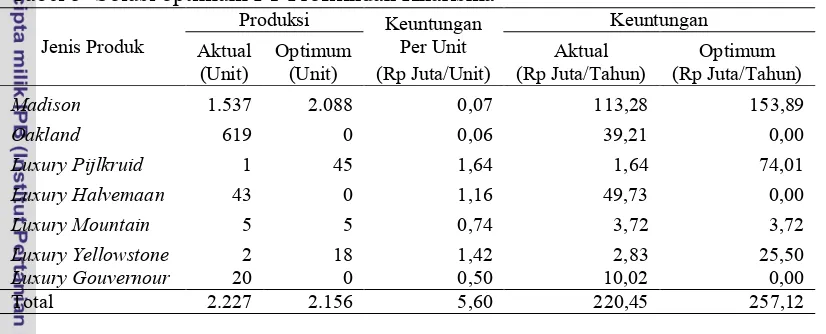
Tujuh model pintu yang dihasilkan pada kondisi aktual berjumlah 2.227 unit produk, dengan keuntungan sebesar Rp 220,45 juta, sementara pada kondisi optimum jumlah yang dihasilkan mencapai 2.156 unit produk dengan keuntungan maksimum sebesar Rp 257,12 juta. Hal ini menunjukkan dengan optimasi, keuntungan perusahaan meningkat sebesar Rp 36,68 juta.Peningkatan ini dapat terjadi jika perusahaan memproduksi tujuh tipe pintu yang diteliti kemudian setelah dilakukan optimasi perusahaan hanya memproduksi empat tipe produk.
Tabel 5 Solusi optimum PT Profilindah Kharisma
Jenis Produk
Produksi Keuntungan Per Unit
Keuntungan
Aktual Optimum Aktual Optimum
(Unit) (Unit) (Rp Juta/Unit) (Rp Juta/Tahun) (Rp Juta/Tahun)
Madison 1.537 2.088 0,07 113,28 153,89
Oakland 619 0 0,06 39,21 0,00
Luxury Pijlkruid 1 45 1,64 1,64 74,01
Luxury Halvemaan 43 0 1,16 49,73 0,00
Luxury Mountain 5 5 0,74 3,72 3,72
Luxury Yellowstone 2 18 1,42 2,83 25,50
Luxury Gouvernour 20 0 0,50 10,02 0,00
Total 2.227 2.156 5,60 220,45 257,12
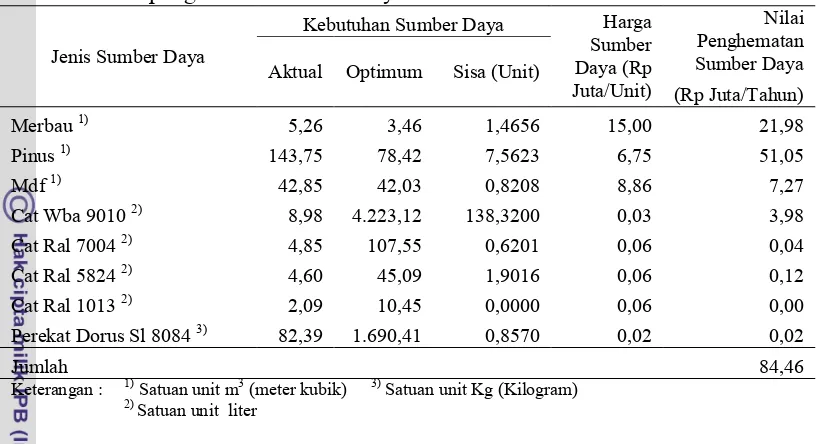
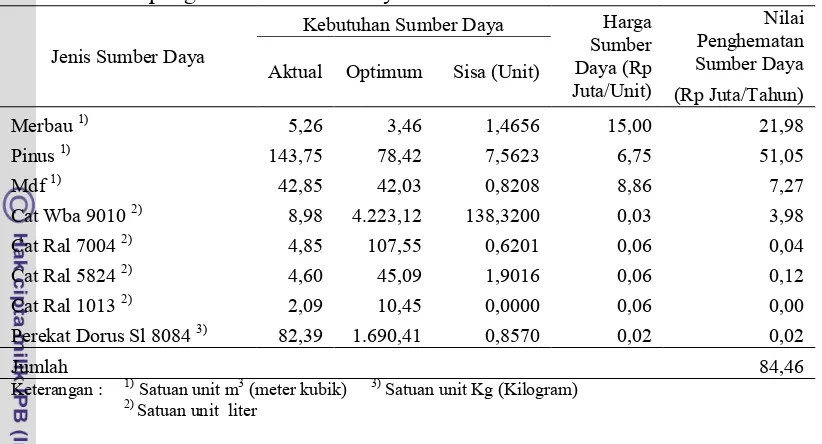
5.4.4. Nilai penghematan sumber daya
Berdasarkan produksi daun pintu pada kondisi optimum, sumberdaya (bahan baku kayu gergajian merbau dan pinus, MDF, cat dan perekat) dapat
25 Tabel 6 Nilai penghematan sumber daya
Jenis Sumber Daya
Kebutuhan Sumber Daya Harga
Sumber Daya (Rp Juta/Unit) Nilai Penghematan Sumber Daya Aktual Optimum Sisa (Unit)
(Rp Juta/Tahun)
Merbau 1) 5,26 3,46 1,4656 15,00 21,98
Pinus 1) 143,75 78,42 7,5623 6,75 51,05
Mdf 1) 42,85 42,03 0,8208 8,86 7,27
Cat Wba 9010 2) 8,98 4.223,12 138,3200 0,03 3,98
Cat Ral 7004 2) 4,85 107,55 0,6201 0,06 0,04
Cat Ral 5824 2) 4,60 45,09 1,9016 0,06 0,12
Cat Ral 1013 2) 2,09 10,45 0,0000 0,06 0,00
Perekat Dorus Sl 8084 3) 82,39 1.690,41 0,8570 0,02 0,02
Jumlah 84,46
Keterangan : 1) Satuan unit m3 (meter kubik) 3) Satuan unit Kg (Kilogram)
2)
Satuan unit liter
5.4.5. Analisis kepekaan
Analisis kepekaan dilakukan untuk mengetahui perubahan-perubahan pada kondisi optimum ketika ketersediaan seluruh bahan baku dan keuntungan berubah 10% dan 20% (-20%, -10%, 0, +10%, +20%). Secara rinci kondisi optimum dari perubahan-perubahan diatas dapat dilihat pada Lampiran 12 dan 13.
Dampak yang terjadi pada perusahaan ketika kondisi bahan baku berkurang sebesar 20% adalah sebagai berikut:
1. Keuntungan perusahaan berkurang sebesar 19,7% menjadi Rp 206,6 juta per tahun.
2. Kombinasi produk tetap, namun jumlah dari produk yang diproduksi berubah.
3. Jumlah produksi keseluruhan menurun sebesar 19,9% menjadi 1.726 unit. 4. Status sumber daya pada umumnya tetap, dimana sumberdaya bahan baku
cat RAL 1013 masih merupakan sumberdaya yang langka.
Dampak yang terjadi terhadap perusahaan ketika kondisi bahan baku berkurang sebesar 10% adalah sebagai berikut:
1. Keuntungan perusahaan berkurang sebesar 10,4% menjadi Rp 230,5 juta per tahun.
2. Kondisi produk yang dihasilkan bertambah satu tipe yaitu Luxury Gouvernour sebanyak 1 unit.
4. Pada kondisi ini tidak ada kelangkaan bahan baku.
Dampak yang terjadi terhadap perusahaan ketika kondisi bahan baku bertambah sebesar 10% adalah sebagai berikut:
1. Keuntungan perusahaan berkurang sebesar 9,7% menjadi Rp 281,9 juta per tahun.
2. Kombinasi produk tetap, namun jumlah dari produk yang diproduksi berubah.
3. Jumlah produksi keseluruhan meningkat sebesar 9,9% menjadi 2.371 unit. 4. Pada kondisi ini tidak ada kelangkaan bahan baku.
Dampak yang terjadi terhadap perusahaan ketika kondisi bahan baku bertambah sebesar 10% adalah sebagai berikut:
1. Keuntungan perusahaan berkurang sebesar 20,2% menjadi Rp 309,1 juta per tahun.
2. Kombinasi produk tetap, namun jumlah dari produk yang diproduksi berubah.
3. Jumlah produksi keseluruhan meningkat sebesar 20% menjadi 2.588 unit. 4. Status sumber daya pada umumnya tetap, dimana sumberdaya bahan baku
cat RAL 1013 masih merupakan sumberdaya yang langka.
Dampak yang terjadi terhadap perusahaan ketika nilai keuntungan tiap produk berubah 10% dan 20% (-20%, -10%, +10%, dan 20%) adalah tidak terjadi perubahan dalam segi kombinasi produk serta jumlah produk yang dihasilkan. Adapun perubahan yang terjadi terdapat pada nilai keuntungan yang diperoleh perusahaan berdasarkan perubahan besar keuntungan yang diperoleh dari setiap unit yang dihasilkan.
Berdasarkan kondisi perubahan sumberdaya dan nilai keuntungan setiap
unit produk, dapat terlihat bahwa perubahan yang terjadi pada ketersediaan sumber daya memberikan dampak yang lebih sensitif dalam perubahan jumlah
BAB VI
KESIMPULAN DAN SARAN
6.1. Kesimpulan1. Pada kondisi optimum biaya produksi menurun 6% per tahun sementara keuntungan meningkat 16,6% per tahun. Berdasarkan solusi optimum perusahaan sebaiknya memproduksi Madison, Luxury Pijlkruid, Luxury Mountain dan Luxury Yellowstone.
2. Pada solusi optimum perusahaan dapat menghemat penggunaan bahan baku sebesar 5,9%.
6.2. Saran
1. Perusahaan perlu memberikan pelatihan tentang penggunaan mesin-mesin produksi yang efektif dan efisien kepada karyawan agar dapat meningkatkan produktivitas.
2. Perusahaan dapat menggunakan metode ini untuk seluruh produk guna memperoleh solusi optimum.
3. Perusahaan perlu memberikan jaminan terhadap kesejahteraan dan keselamatan karyawannya untuk menjaga kestabilan proses produksi dalam lingkungan pabrik.
OPTIMASI PRODUK DAUN PINTU:
STUDI KASUS DI PT PROFILINDAH KHARISMA (PiK),
KECAMATAN NGORO, KABUPATEN MOJOKERTO,
JAWA TIMUR
RIDHA PUTRA
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
DAFTAR PUSTAKA
Desclos PM. 2000. Forest Product Annual Market Review, 1999-2000.
[FAO]. Export quantity of wooden door. http://data.un.org/Data.aspx?d=Com-Trade&f=_l1Code%3a45 [9 Nov 2011].
Irvan. 1992. Optimasi Produksi Kayu Lapis Dengan Metode Program Linear di PT. Sumatra Timber Utama Damai [Skripsi]. Fakultas Kehutanan, Institut Pertanian Bogor: Bogor
Nasendi BDE, dan Anwar. 1985. Program Linier dan Variasinya. PT. Gramedia Pustaka Utama: Jakarta.
Nugroho B. 2002. Analisis Biaya Proyek Kehutanan. Bogor : Yayasan Penerbit Kehutanan IPB.
Simangunsong BCH. 1991. Optimasi Penggunaan Sumberdaya dan Penganekaragaman Produk dalam Industri Kayu Lapis [Tesis]. Fakultas Pasca Sarjana, Institut Pertanian Bogor: Bogor.
Solihah EN. 2008. Optimasi Produk Perusahaan Kayu Lapis: Studi Kasus di PT. Putra Sumber Utama Timber, Muaro Jambi, Jambi [Skripsi]. Fakultas Kehutanan, Institut Pertanian Bogor.
OPTIMASI PRODUK DAUN PINTU:
STUDI KASUS DI PT PROFILINDAH KHARISMA (PiK),
KECAMATAN NGORO, KABUPATEN MOJOKERTO,
JAWA TIMUR
RIDHA PUTRA
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
OPTIMASI PRODUK DAUN PINTU:
STUDI KASUS DI PT PROFILINDAH KHARISMA (PiK),
KECAMATAN NGORO, KABUPATEN MOJOKERTO,
JAWA TIMUR
RIDHA PUTRA
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Kehutanan pada
Fakultas Kehutanan
DEPARTEMEN HASIL HUTAN
FAKULTAS KEHUTANAN
INSTITUT PERTANIAN BOGOR
RINGKASAN
RIDHA PUTRA. E 24070043. Optimasi Produk Daun Pintu : Studi Kasus di PT Profilindah Kharisma (PiK), Kecamatan Ngoro, Kabupaten Mojokerto, Jawa Timur. Dibawah Bimibingan Ir. Bintang C.H. Simangunsong, MS, PhD.
Selama periode 2000-2009, jumlah ekspor pintu kayu menurun dari 103,3 juta m3 pada tahun 2000 menjadi 59,6 juta m3 pada tahun 2009, sebuah penurunan sebesar 58%. Hal ini dikarenakan berkurangnya pasokan kayu bulat dari hutan alam, tingkat realisasi pengembangan Hutan Tanaman Industri (HTI) yang rendah dan produksi yang tidak efisien.
Salah satu upaya yang dapat dilakukan untuk menghadapi seluruh permasalahan ini adalah dengan mengaplikasikan teknik optimasi seperti program bilangan bulat dalam mengalokasikan sumberdaya dengan efisien dan diversifikasi produk sehingga keuntungan dimaksimumkan.
Hasil penelitian menunjukkan biaya produksi produk daun pintu setiap unitnya berkisar dari Rp 0,75 juta sampai Rp 2,39 juta dan keuntungan per unit berkisar dari Rp 63 ribu sampai Rp 1,6 juta. Pada kondisi optimum, total keuntungan menjadi 16,6% lebih tinggi dari kondisi aktualnya. Selain itu, dapat menyimpan penggunaan sumberdaya sebesar 5,9%.
ABSTRACT
RIDHA PUTRA. E 24070043. Optimation for Wooden Door Products : Case Study at PT Profilindah Kharisma (PiK), District of Ngoro, Mojokerto Regency, East Java. Under the guidence of Ir. Bintang C.H Simangunsong, MS, PhD.
During the period 2000-2009, export quantity of wooden door was decreased from 103,3 millions m3 in year 2000 to 59,6 millions m3 in year 2009, a decrease of 58%. This was due to a diminishing log supply from natural forest, the low development realization rates of lumber industrial forest plantation (HTI) and production inefficiencies.
One effort to deal with these problems is to apply optimization technique such as integer programming in allocating resource efficiently and diversifying product so that profit is maximized.
The results showed a production cost per unit wooden door ranging from Rp 0.75 millions to Rp 2.39 millions and a profit per unit ranging from Rp 63 thousands to Rp 1.6 millions. At optimum condition, total profit would be 16,6% higher than actual condition. Moreover, there would be 5,9% saving in resource used.
PERNYATAAN
Dengan ini saya sampaikan bahwa skripsi berjudul “Optimasi Produk Daun
Pintu : Studi Kasus di PT Profilindah Kharisma (PiK), Kecamatan Ngoro,
Kabupaten Mojokerto, Jawa Timur” adalah benar-benar hasil karya saya sendiri di
bawah bimbingan dosen pembimbing dan belum pernah digunakan sebagai karya
ilmiah pada perguruan tinggi atau lembaga apapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan dari penulis ini telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.
Bogor, Maret 2012
Ridha Putra
Judul Penelitian : Optimasi Produk Daun Pintu : Studi Kasus di PT Profilindah Kharisma (PiK), Kecamatan Ngoro, Kabupaten Mojokerto, Jawa Timur
Nama Mahasiswa : Ridha Putra
NRP : E 24070043
Tanggal Lulus :
Menyetujui,
Dosen Pembimbing
Ir. Bintang C.H Simangunsong, MS, PhD NIP. 19630413 1987031 004
Mengetahui,
Ketua Departemen Hasil Hutan Fakultas Kehutanan Institut Pertanian Bogor
Dr. Ir. I Wayan Darmawan, M.Sc
RIWAYAT HIDUP
Penulis dilahirkan di Jakarta pada tanggal 18 Mei 1989 dari pasangan
Yusrizal Zahar (Ayah) dan Masnelli Ma’ruf (Mama) sebagai anak pertama dari
tiga bersaudara.
Jenjang pendidikan formal yang telah penulis selesaikan adalah TK Sunan Bonang Tangerang (1994 – 1995), SD Sunan Bonang Tangerang (1995 – 2001), SMP Negeri 13 Tangerang (2001-2004), SMA Adabiyah Padang (2004-2005) dan SMA Negeri 25 Jakarta (2005-2007). Pada tahun 2007 penulis diterima di Departemen Hasil Hutan Fakultas Kehutanan Institut Pertanian Bogor melalui jalur Undangan Seleksi Masuk IPB (USMI) dan pada tahun 2010 penulis memilih Bagian Biokomposit, Laboratorium Ekonomi Industri Kehutanan sebagai bidang keahlian.
Selama menjalankan pendidikan di IPB penulis telah mengikuti beberapa praktek lapang, yaitu: Praktek Pengenalan Ekosistem Hutan (P2EH) di Cagar Alam Pangandaran dan Gunung Sawal Ciamis pada bulan Juli 2009; Praktek
Pengelolaan Hutan (P2H) di Hutan Pendidikan Gunung Walat (HPGW), PGT Sindang Wangi Bandung, KPH Cianjur, Industri Pembuatan Stick Drum
Sukabumi pada bulan Juli 2010; dan Praktek Kerja Lapang (PKL) di PT Profilindah Kharisma (PiK), Mojokerto, Jawa Timur pada bulan Juli – Agustus 2011.
Kegiatan kemahasiswaan yang pernah diikuti penulis, antara lain Badan Eksekutif Mahasiswa Keluarga Mahasiswa IPB (BEM KM IPB) sebagai Staf Menteri Pertanian (2007 – 2008), Badan Eksekutif Mahasiswa Keluarga Mahasiswa IPB (BEM KM IPB) sebagai Staf Menteri Kebijakan Nasional Koordinator Aksi dan Propaganda (2008 – 2009), Himpunan Mahasiswa Hasil Hutan IPB (HIMASILTAN) (2009 – 2010) sebagai pengurus. Panitia Kumpulan Orang Muda Paling Asyik Keluarga Departemen Hasil Hutan (KOMPAK DHH) 2009 sebagai Kadiv. Humas, Agriculture Creativity Festival (AC-Fest) 2008 sebagai Kadiv. Acara dan Mimbar Bebas Memperingati 11 Tahun Reformasi (2009) sebagai Koordinator.
Prestasi yang pernah diraih penulis adalah penerima dana modal usaha
Tinggi Kementerian Pendidikan Nasional, penerima dana penelitian pada kegiatan Program Kreativitas Mahasiswa Bidang Penelitian (PKM-P) pada tahun 2010, dan
Runner-up cabang sepak bola pada Olimpiade Mahasiswa IPB (OMI) pada tahun
2010.
Sebagai salah satu syarat untuk memperoleh gelar sarjana kehutanan pada Fakultas Kehutanan IPB, penulis melakukan penyusunan skripsi yang berjudul
“Optimasi Produk Daun Pintu: Studi Kasus di PT Profilindah Kharisma (PiK),
Kecamatan Ngoro, Kabupaten Mojokerto, Jawa Timur” di bawah bimbingan Ir.
i
KATA PENGANTAR
Syukur alhamdulillah penulis panjatkan kehadirat Allah SWT yang telah memberikan petunjuk, hidayah serta kemampuan kepada penulis sehingga penelitian dan skripsi ini dapat penulis selesaikan dengan baik. Shalawat serta salam penulis hadiahkan kepada junjungan dan suritauladan Nabi Muhammad SAW, keluarga, para sahabat dan para pengikutnya sampai akhir zaman.
Skripsi ini tentunya tidak mungkin dapat penulis selesaikan tanpa adanya dukungan dari berbagai pihak. Oleh karena itu, pada kesempatan ini penulis ingin menyampaikan penghargaan sebesar-besarnya serta ucapan terima kasih kepada : 1. Bapak Ir. Bintang C.H Simangunsong, MS, PhD selaku dosen pembimbing
yang telah banyak memberikan bantuan, bimbingan serta arahan sehingga skripsi ini dapat penulis selesaikan.
2. Ibu Dr. Ir. Noor Farikha Haneda, M.Sc selaku dosen penguji dari Departemen Silvikultur dan Bapak Ir. Jajang Suryana, M.Sc selaku pemimpin sidang. 3. Bapak Prof. Dr. Ir. I.K.N. Pandit, MS selaku dosen pembimbing akademik
yang telah memberikan bimbingan dan pengarahan.
4. Bapak Imam Susilo selaku Direktur PT Profilindah Kharisma (PiK) tempat penulis melakukan penelitian, serta semua karyawan PT PiK yang tidak dapat penulis sebutkan satu per satu.
5. Ayah, mama, adik-adik penulis (Ayu Zahara dan Ramadhanul Putra) yang penulis sayangi atas dukungan, doa, perhatian dan senyuman yang selalu diberikan kepada penulis selalu menjadi penyemangat bagi penulis.
6. Ranny Dwita Olivia atas perhatian, dukungan dan orang yang selalu ada di samping penulis baik suka maupun duka selama penulis menyelesaikan skripsi ini. Ria Sandra, Mama Any dan Mama Susan atas doa yang selalu diberikan kepada penulis
7. Sahabat terbaik penulis Dwi Hendro Prayitno, SE. yang selalu memberikan semangat dan arahan bagi penulis selama penelitian ini.
8. Renato dan Moh. Ferry Prihandiputra sebagai rekan satu bimbingan yang selalu memberikan semangat dan motivasi bagi penulis.
9. Rekan-rekan penulis di Fakultas Kehutanan khususnya THH 44
10. Keluarga besar Fakultas Kehutanan IPB dan berbagai pihak yang tidak dapat disebutkan satu persatu yang telah membantu penulis, baik pada perkuliahan maupun dalam penulisan skripsi ini.
Penulis sangat menyadari bahwa skripsi ini masih jauh dari sempurna. Oleh karena itu, penulis sangat mengharapkan saran serta kritik dari berbagai pihak untuk kesempurnaan skripsi ini. Semoga skripsi yang berhasil penulis rampungkan ini dapat bermanfaat bagi berbagai pihak serta menambah khasanah ilmu pengetahuan pada khususnya.
Bogor, Maret 2012
Penulis
DAFTAR ISI
Halaman
iii DAFTAR ISI ... ii DAFTAR TABEL ... iii DAFTAR GAMBAR ... iv DAFTAR LAMPIRAN ...v PENDAHULUAN ...1 1.1. Latar Belakang ... 1 1.2. Tujuan Penelitian ... 2 1.3. Manfaat Penelitian ... 2 TINJAUAN PUSTAKA ...3 2.1. Produk Sekunder Kayu ... 3 2.2. Teknik Optimasi ... 3 METODOLOGI PENELITIAN ...7 3.1. Lokasi dan Waktu Penelitian ... 7 3.2. Jenis dan Cara Pengumpulan Data ... 7 3.3. Model Program Bilangan Bulat ... 7 KONDISI UMUM PERUSAHAAN ...12 4.1. Sejarah Perusahaan ... 12 4.2. Tenaga Kerja, Sistem Kerja dan Sistem Pengupahan ... 12 4.3. Jenis dan Sumber Bahan Baku ... 13 4.4. Proses Produksi ... 14 HASIL DAN PEMBAHASAN ...18 5.1. Jenis Produk ... 18 5.2. Investasi ... 18 5.3. Biaya Produksi Daun Pintu ... 18 5.4. Optimasi Produk ... 20 KESIMPULAN DAN SARAN ...27 6.1. Kesimpulan ... 27 6.2. Saran ... 27 DAFTAR PUSTAKA ...28 LAMPIRAN ...29
DAFTAR TABEL
No. Halaman
2 Jenis data yang dibutuhkan untuk analisis optimasi ... 8 3 Biaya produksi di PT Profilindah Kharisma pada tahun 2011 ... 19 4 Input-output koefisien fungsi tujuan dan kendala dari permasalahan
perusahaan pintu PT Profilindah Kharisma ... 22 5 Solusi optimum PT Profilindah Kharisma ... 24 6 Nilai penghematan sumber daya ... 25
v
No. Halaman
1 Bagan Alur Proses Produksi Pintu di PT Profilindah Kharisma. ... 15
No. Halaman
1 Jenis-jenis produk yang diamati di PT Profilindah Kharisma ... 30 2 Biaya depresiasi dan bunga modal yang terjadi di PT Profilindah
Kharisma tahun 2011 ... 32 3 Biaya depresiasi mesin produksi yang dibebankan pada setiap produk
di PT Profilindah Kharisma pada tahun 2011 ... 34 4 Biaya bunga modal mesin produksi yang dibebankan pada setiap unit
produk di PT Profilindah Kharisma pada tahun 2011... 37 5 Kebutuhan bahan baku dan biaya PT Profilindah Kharisma pada tahun
2011 ... 40 6 Jumlah dan gaji karyawan tetap per bulan di PT Profilindah Kharisma
pada tahun 2011 ... 41 7 Jumlah dan upah tenaga kerja borongan per bulan di PT Profilindah
Kharisma pada tahun 2011 ... 42 8 Harga bahan baku pada tahun 2011 ... 43 9 Waktu penggunaan mesin tiap produk di PT Profilindah Kharisma
pada tahun 2011 ... 45 10 Perubahan produksi, keuntungan, dan penghematan ketika terjadi
BAB I
PENDAHULUAN
1.1. Latar BelakangEkspor produk pintu kayu mengalami penurunan secara kuantitas. Hal ini terlihat dari menurunnya jumlah ekspor pintu kayu dari 103,3 juta m3 pada tahun 2000 menjadi 59,6 juta m3pada tahun 2009, suatu penurunan sebesar 58% (FAO 2011). Penurunan ekspor ini disebabkan oleh berkurangnya pasokan bahan baku dari hutan alam, sementara program pembangunan hutan tanaman kurang berhasil. Selain itu, produktivitas pengolahan kayu rendah akibat mesin-mesin yang digunakan umumnya sudah tua.
Salah satu upaya yang dapat dilakukan untuk menghadapi permasalahan
tersebut adalah dengan melakukan efisiensi penggunaan sumber daya serta diversifikasi produk dengan menerapkan teknik optimasi. Teknik optimasi dapat mengoptimumkan pemanfaatan faktor-faktor produksi, seperti bahan baku, bahan penolong, dan waktu penggunaan mesin-mesin untuk mencapai keuntungan yang maksimum. Salah satu teknik optimasi yang dapat digunakan adalah Program Bilangan Bulat (Integer Programming). Teknik ini merupakan variasi dari Program Linear (Linear Programming) dimana peubah keputusan (decision variables) merupakan bilangan bulat.
1.2. Tujuan Penelitian
Penelitian ini bertujuan untuk :
1. Menentukan kombinasi produk optimum dengan memperhatikan keterbatasan sumber daya yang tersedia guna meningkatkan keuntungan perusahaan
2. Mengetahui sumber daya berlebih guna mempelajari potensi penghematan yang dapat dilakukan yang pada gilirannya akan mengurangi biaya produksi dan atau meningkatkan keuntungan perusahaan.
1.3. Manfaat Penelitian
Penelitian ini bermanfaat untuk:
1. Memberikan informasi kepada perusahaan bagaimana memperoleh kombinasi produk yang optimum agar keuntungan yang maksimum dapat dicapai;
2. Memberikan tambahan wawasan bagi mahasiswa dalam melakukan analisis optimasi suatu perusahaan daun pintu;
BAB II
TINJAUAN PUSTAKA
2.1. Produk Sekunder Kayu
Menurut Desclos (2000), produk sekunder kayu adalah produk yang dihasilkan dari transformasi bahan baku berupa kayu gergajian atau bahan baku dasar kayu yang kemudian diproses sesuai fungsi dan tujuannya. Proses produksi produk sekunder kayu terbilang sangat luas, dimulai dari pemotongan kayu bulat sampai dengan proses pembuatan produk jadi yang berasal dari bahan baku primer kemudian diproses untuk dijadikan furniture dan produk kayu lainnya. Yang tergolong jenis produk kayu salah satunya adalah daun pintu. Berdasarkan
Harmonize System (HS), produk pintu kayu merupakan bagian dari builders’
joinery and carpentry dengan HS 4418. Adapun Harmonize system untuk produk
pintu kayu adalah HS: 441820.
2.2. Teknik Optimasi
Menurut Nasendi dan Anwar (1985), optimasi merupakan serangkaian proses untuk mendapatkan gugus kondisi yang diperlukan untuk mendapatkan hasil yang terbaik dalam situasi tertentu dan juga merupakan pendekatan normatif dengan mengidentifikasi penyelesaian terbaik dari suatu masalah yang diarahkan pada titik maksimum atau minimum fungsi tujuan. Setiap perusahaan berusaha mencapai keadaan optimum dengan memaksimumkan keuntungan yang dihasilkan atau dengan meminimumkan biaya yang dikeluarkan dalam proses produksi dengan memperhatikan keterbatasan sumber daya yang dimiliki.
2.2.1. Integerprogramming
Menurut Nasendi dan Anwar (1985) integer programming adalah bentuk khusus atau variasi dari program linear atau program non-linear, dimana satu atau lebih dari peubah-peubahnya dalam vektor penyelesaiannya memiliki nilai-nilai bukan pecahan atau angka bulat yang disebut integer. Model integer
programming dibedakan menjadi dua model, yaitu: program integer asli (PIA), PIA merupakan suatu program linear yang semua peubahnya adalah integer atau
model program linear yang sebagian peubahnya integer dan sebagian lagi adalah peubah kontinyu atau peubah divisibel (noninteger).
2.2.2. Model dasar
Menurut Nasendi dan Anwar (1985) ada dua macam fungsi integer
programming, yaitu fungsi tujuan (objective function) dan fungsi kendala/ batasan (constraint). Fungsi tujuan adalah fungsi matematis yang akan dimaksimumkan atau diminimumkan terhadap fungsi kendala, sedangkan fungsi kendala adalah fungsi matematis yang membatasi usaha untuk menemukan variabel keputusan
yang akan memaksimumkan atau meminimumkan fungsi tujuan. Adapun integer
programming dapat dirumuskan dengan model matematika sebagai berikut :
Fungsi tujuan:
Fungsi kendala :
Xjinteger (4)
dimana :
= Parameter yang menyatakan peubah pengambil keputusan dalam fungsi tujuan, misalnya keuntungan produk pintu ke-j per unit ;
= Kegiatan yang ingin dicari, misalnya jumlah produk pintu ke-j per periode;
= Parameter yang menyatakan banyaknya sumberdaya ke-I yang diperlukan untuk menghasilkan setiap unit output kegitan ke-j, misalnya teknologi yang diperlukan untuk menghasilkan 1 unit pintu ke-j;
= Parameter yang menyatakan banyaknya sumberdaya ke-I yang tersediadalam kegiatan ke-j, misalnya jumlah kayu gergajian per periode; = Banyaknya kegiatan yang menggunakan sumberdaya yang tersedia,
misalnya banyaknya jenis pintu yang dihasilkan;
5 = Nilai fungsi tujuan, yaitu mengoptimumkan pendapatan perusahaan dalam
periode tertentu. i = 1,2, ... ,m
j = 1,2, ..., n
2.2.3. Asumsi dasar
Menurut Nasendi dan Anwar (1985) menyebutkan bahwa dalam integer
programming digunakan empat macam asumsi, yaitu proporsionalitas, aditivitas, linearitas, dan deterministik. Asumsi proporsionalitas menyatakan bahwa jika peubah pengambil keputusan berubah maka dampak perubahannya akan
berpengaruh dalam proporsi yang sama terhadap fungsi tujuan (CjXj) serta fungsi kendalanya ( ). Selanjutnya asumsi aditivitas menyatakan bahwa nilai
parameter suatu kriteria optimasi (koefisien peubah pengambil keputusan dalam
fungsi tujuan) merupakan jumlah dari nilai individu-individu (Cj) dalam model program linear tersebut. Dampak total terhadap kendala ke-i merupakan jumlah dampak individu terhadap peubah pengambil keputusan Xj. Asumsi linearitas menyatakan perbangdingan antara input yang satu dengan input yang lainnya, atau untuk suatu input dengan output besarnya tetap dan terlepas (tidak tergantung) dari tingkat produksi. Terakhir, asumsi deterministic merupakan semua parameter dalam model program bilangan bulat ( ) tetap dan diketahui atau
ditentukan secara pasti.
2.2.4. Aplikasi teknik optimasi
Beberapa penelitian telah menggunakan teknik optimasi dalam industri perkayuan. Proses optimasi pada perusahaan kayu lapis telah dilakukan oleh Simangunsong (1991), Irvan (1992), Wardana (2003), dan Solihah (2008). Penelitian-penelitian tersebut mengefisienkan produksi kayu lapis dengan menurunkan biaya produksi kayu lapis, meningkatkan keuntungan, dan meningkatkan produksi kayu lapis. Adapun hasil penelitian tersebut disajikan pada Tabel 1.
Penelitian Perubahan Produksi Biaya Produksi Keuntungan
Simangunsong (1991) +68,50% -14,50% +12,05%
Irvan (1992) - - +4,49%
Wardana (2003) +58% -23% +121%
BAB III
METODOLOGI PENELITIAN
3.1.Lokasi dan Waktu Penelitian
Penelitian ini dilaksanakan pada bulan Desember 2011 sampai dengan Januari 2012 di PT Profilindah Kharisma, Ngoro, Mojokerto, Jawa Timur.
3.2.Jenis dan Cara Pengumpulan Data
Data yang dikumpulkan adalah data primer dan data sekunder, baik berupa data kualitatif maupun data kuantitatif. Data primer diperoleh melalui pengukuran dan wawancara secara langsung di lapangan, sedangkan data sekunder diperoleh dengan cara mengutip data yang dimiliki oleh perusahaan. Jenis cara pengumpulan data secara rinci disajikan pada Tabel 2.
3.3.Model Program Bilangan Bulat
Teknik optimasi yang digunakan dalam penelitian ini menggunakan model program bilangan bulat. Program bilangan bulat ini terdiri dari fungsi tujuan dan fungsi kendala.
3.3.1. Fungsi tujuan
Tabel 2 Jenis data yang dibutuhkan untuk analisis optimasi
Jenis Data Uraian Cara Pengumpulan Data Sumber Data
Primer
Jenis, jumlah, dan harga bahan baku Pengamatan, wawancara Pabrik
Jenis, jumlah, dan harga bahan penolong
Pengamatan, wawancara Pabrik
Upah dan gaji karyawan Wawancara Pabrik, karyawan.
Produktivitas mesin utama (planer,
jumping saw/cross cut, multi rip, moulder, double ended planer, wide
belt sander, paint (paint spray gun),
Pengukuran, pengamatan Pabrik, karyawan
Keadaan umum industri dan struktur organisasi
Pengamatan, wawancara Pabrik, karyawan
Jumlah produksi dan harga jual produk pintu
Pengukuran dan pengamatan, wawancara Pabrik, karyawan
Sekunder
Data ekspor-impor produk pintu Pengutipan Perusahaan
Nilai kurs valuta asing Pengutipan Indikator ekonomi
Standar operasi mesin yang digunakan
Pengutipan SOP perusahaan
Jenis, jumlah, dan harga bahan baku Pengutipan Perusahaan
Jenis, jumlah, dan harga bahan penolong
Pengutipan Perusahaan
9 (5)
dimana:
Keuntungan produk pintu ke-j (Rp/unit);
Harga jual produk pintu ke-j (Rp/unit);
Biaya produksi produk pintu ke-j (Rp/unit); dan
1,2,…, n ; jenis produk pintu
Biaya produksi ini mencakup gaji karyawan, depresiasi mesin, biaya perawatan alat, upah, biaya bahan baku, biaya bahan penolong, biaya energi yang harus dibayarkan dalam kurun waktu satu tahun, dan biaya angkutan.
Besarnya keuntungan per m3 produk pintu adalah suatu besaran atau konstanta yang merupakan koefisien peubah pengambilan keputusan dalam fungsi tujuan. Fungsi tujuan kemudian dirumuskan sebagai berikut:
(6)
dimana:
Keuntungan (Rp/tahun);
Keuntungan produk pintu ke-j (Rp/unit);
Jumlah produk pintu jenis j yang diproduksi (unit/tahun); dan
1, 2,…, n ; jenis produk pintu.
3.3.2. Fungsi kendala
Kendala yang diperhitungkan dalam penelitian ini adalah; ketersediaan bahan baku; ketersediaan tenaga kerja; ketersediaan waktu penggunaan dari mesin-mesin utama seperti single bor, double ended planer, multi bor,hydraulic
press, wide belt sander, spray gun, dan jumlah produksi minimum.
3.3.2.1. Ketersediaan bahan baku
Konstanta ruas kanan (b1) dari fungsi kendala pada persamaan (7) adalah rata-rata bahan baku berupa kayu gergajian yang tersedia untuk diproses menjadi
kebutuhan kayu gergajian per unit produk pintu ke-j dengan ukuran dan jenis
tertentu (Xj) dengan ketentuan sebagai berikut:
(7)
dimana:
= Kebutuhan kayu gergajian untuk produk pintu ke-j (m3/unit);
= Jumlah produk pintu jenis ke-j yang diproduksi (unit/tahun); = Ketersediaan kayu gergajian selama setahun (m3/tahun); dan
= 1, 2,…, n; jenis produk pintu.
Untuk menyelesaikan formula diatas, dilakukan pengukuran penggunaan bahan baku berupa jumlah bahan baku yang digunakan serta pengukuran bahan baku yang tersedia dalam gudang.
3.3.2.2. Ketersediaan waktu penggunaan mesin-mesin
Konstanta ruas kanan (bi) dengan fungsi kendala pada persamaan (8) adalah
jumlah waktu yang tersedia pada mesin dalam satu tahun untuk menghasilkan lubang sambungan komponen pintu. Koefisien teknologi ( ) merupakan jumlah
waktu yang dibutuhkan untuk menghasilkan produk pintu ke-j dan jenis tertentu (Xj) dengan ketentuan sebagai berikut:
(8)
dimana:
= Jumlah waktu mesin ke-i yang dibutuhkan untuk pintu ke-j (menit/unit);
Xj = Jumlah pintu ke-j yang diproduksi (unit/tahun);
= Ketersediaan waktu penggunaan mesin-mesin produksi (menit/tahun) dan
= 1, 2, …, n; jenis produk pintu;
i = 3, 4, 5, 6, 7, 8 (mesin single bor, mesin double ended planer, mesin
multibor, mesin hydraulic press, mesin wide belt sander, mesin
painting).
11 terlebih dahulu diketahui ketersediaan waktu kerja mesin tersebut dalam waktu satu hari.
3.3.3. Analisis kepekaan
BAB IV
KONDISI UMUM PERUSAHAAN
4.1. Sejarah Perusahaan
Perusahaan PT. Profilindah Kharisma didirikan pada tahun 1996 berdasarkan akte pendirian melalui notaris Sugiri Kadarisman, SH yang berkedudukan di Jakarta dengan status Penanaman Modal Asing (PMA) dengan nomor izin industri, IUI No: 506/t/industri/1999, beralamat di Ngoro Industri Persada Jl. Ngoro Industri Barat II,Blok U9 10, Ngoro, Mojokerto, Jawa Timur, Indonesia. Telp: (+62) 321 618 260, faks: (+62) 321 618 945.
Perusahaan sempat menghentikan kegiatan karena adanya peralihan kepemilikan pada awal tahun 2006. Setelah mengalami beberapa perubahan akte
pendirian dan terakhir pada tanggal 4 September 2006, melalui notaris SP Henny Singgih, SH yang berkedudukan di Jakarta, perusahaan kembali aktif beroperasi dengan status PMA.
PT Profilindah Kharisma menghasilkan produk pintu yang diekspor ke Belanda dan Australia. Dalam menjamin mutu produk yang dihasilkan PT Profilindah Kharisma juga dengan konsisten menerapkan sistem lacak balak
(Chain of Custody) sebagai jaminan bagi buyer bahwa perusahaan menggunakan
bahan baku yang berasal dari hutan yang dikelola secara lestari (sustainable forest management).
4.2. Tenaga Kerja, Sistem Kerja dan Sistem Pengupahan
Struktur organisasi memberikan gambaran tentang jalinan unit kerja suatu perusahaan sehingga terjalin suatu hubungan yang saling berkesinambungan dan saling berhubung. PT Profilindah Kharisma memengerjakan pegawai sebanyak 201 orang, yang terdiri dari 141 orang karyawan tetap dimana 30 orang diantaranya adalah pegawai kantor dan 111 orang pegawai produksi. Perusahaan juga mempekerjakan karyawan kontrak yang berasal dari CV. Citra Anugrah Mandiri atau outsourcing sebanyak 60 orang. Komposisi pegawai dapat dilihat pada Lampiran – Lampiran.
Sistem kerja yang berlaku di PT Profilindah Kharisma terdiri atas dua shift
13 hari kerja dalam seminggu. Dalam upaya mencapai 40 jam kerja selama satu minggu, perusahaan membuat kebijakan bahwa pada hari sabtu perusahaan melakukan aktivitas produksi dengan jam kerja selama 5 jam/hari/shift. Sehingga dalam satu bulan perusahaan beroperasi selama 320 jam. Adapun sistem pengupahan di PT Profilindah Kharisma dibagi ke dalam dua bentuk, yaitu gaji tetap per bulan (karyawan kantor dan pabrik) dan upah borongan harian.
4.3. Jenis dan Sumber Bahan Baku
PT Profilindah Kharisma dalam melakukan proses produksi pembuatan pintu kayu menggunakan bahan baku utama berupa kayu jenis Merbau dan Pinus. Kayu gergajian merbau yang digunakan untuk pembuatan pintu kayu tersebut diperoleh dari hutan alam yang berasal dari Kalimantan dan Papua. Adapun untuk bahan baku kayu gergajian pinus, PT PiK langsung mengimpor New Zealand karena memiliki kualitas yang baik