SKRIPSI
MEMPELAJARI POLA PENERAPAN KESELAMATAN DAN
KESEHATAN KERJA DALAM KEGIATAN PRODUKSI
DI PT. TOBA PULP LESTARI Tbk
Oleh
HELENTINA MALAU
H24101017
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
SKRIPSI
MEMPELAJARI POLA PENERAPAN KESELAMATAN DAN
KESEHATAN KERJA DALAM KEGIATAN PRODUKSI
DI PT. TOBA PULP LESTARI Tbk
Skripsi
Sebagai salah satu syarat penyelesaian tugas akhir untuk mendapatkan gelar Sarjana Ekonomi
pada Departemen Manajemen Fakultas Ekonomi dan Manajemen
Oleh
HELENTINA MALAU
H24101017
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANJEMEN
INSTITUT PERTANIAN BOGOR
ABSTRAK
Helentina Malau. H24101017. Mempelajari Pola Penerapan Manajemen Keselamatan dan Kesehatan Kerja dalam Kegiatan Produksi di PT Toba Pulp Lestari Tbk. Di bawah bimbingan Pramono D. Fewidarto.
Meningkatnya kebutuhan hidup manusia mendorong industri untuk menyediakan kebutuhan tersebut dengan cepat dan berkualitas, sehingga diperlukan strategi yang tepat, salah satunya adalah memiliki proses dan peralatan produksi yang berteknologi tinggi. Kegiatan produksi suatu industri merupakan proses yang memiliki resiko kecelakaan kerja tinggi, karena berkaitan langsung dengan penggunaan alat – alat berat dan bahan – bahan yang berbahaya. Disamping itu, faktor manusia merupakan salah satu elemen yang menjadi penyebab utama kecelakaan kerja. Program K3 diterapkan untuk mencegah dan menekan jumlah kecelakaan yang terjadi pada kegiatan produksi.
Penelitian ini bertujuan untuk mengkaji penerapan K3 perusahaan, mengetahui tingkat kecelakaan kerja dan penyebabnya pada setiap unit kerja/divisi, mengetahui tingkat persepsi pekerja terhadap program K3 di lingkungan kerja dan menghitung nilai loss production pada unit kerja dengan potensi kecelakaan utama. Jenis data yang digunakan pada penelitian ini adalah data primer (kuesioner dan wawancara) dan data sekunder (data perusahaan) yang bersifat kualitatif maupun kuantitatif. Data yang diperoleh kemudian diolah dengan menggunakan rumus Safe – T – Score dibantu dengan program Microsoft Excel yang kemudian dianalisis secara deskriptif. Penelitian ini menggunakan jumlah responden sebanyak 30 orang yang tersebar di seluruh bagian produksi yaitu Wood Yard, Fiber Line, Chemical Plan dan Energy.
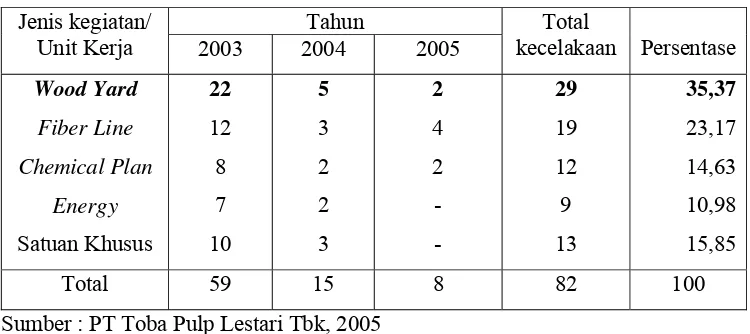
Kecelakaan yang paling banyak terjadi pada bagian Wood Yard, hal ini dikarenakan pada bagian ini banyak sekali menggunakan tenaga kerja dibanding bagian produksi yang lain. Penyebab kecelakaan kebanyakan karena pekerja itu sendiri yang tidak mentaati Standard Operating Prosedure (SOP).
INSTITUT PERTANIAN BOGOR
FAKULTAS EKONOMI DAN MANAJEMEN
DEPARTEMEN MANAJEMEN
MEMPELAJARI POLA PENERAPAN KESELAMATAN DAN
KESEHATAN KERJA DALAM KEGIATAN PRODUKSI
DI PT. TOBA PULP LESTARI Tbk
Skripsi
Sebagai salah satu syarat penyelesaian tugas akhir untuk mendapatkan gelar Sarjana Ekonomi
pada Departemen Manajemen Fakultas Ekonomi dan Manajemen
Oleh
HELENTINA MALAU
H24101017
Menyetujui, Bogor, Januari 2007
Ir. Pramono D. Fewidarto, MS Dosen Pembimbing
Mengetahui
Dr. Ir. Jono Mintarto Munandar, M.Sc Ketua Departemen Manajemen
RIWAYAT HIDUP
Penulis dilahirkan di Simpang Kawat pada tanggal 27 Oktober 1983 sebagai anak ketiga dari lima bersaudara, pasangan M. Malau dan O. br Nainggolan.
Pada tahun 1989 penulis memulai studinya di SDN No 091445 Dolok Maraja dan lulus pada tahun 1995. Penulis melanjutkan pendidikan menengah pertama di SLTP Negeri 1 Dolok Panribuan dan lulus pada tahun 1998, kemudian melanjutkan pendidikan menengah atas di SMU Negeri 1 Dolok Panribuan dan lulus pada tahun 2001.
KATA PENGANTAR
Puji dan Syukur kepada Allah Bapa karena karuniaNya penulis berhasil menyelesaikan skripsi yang berjudul Mempelajari Pola Penerapan Kesehatan dan Keselamatan dalam Kegiatan Produksi di PT Toba Pulp Lestari, Porsea. Skripsi ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Ekonomi pada Departemen Manajemen Fakultas Ekonomi dan Manajemen Institut Pertanian Bogor. Penelitian ini diharapkan dapat berguna bagi perusahaan dalam mengambil keputusan manajemen terutama pada Manajemen Keselamatan dan Kesehatan Kerja (MK3).
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Oleh karena itu penulis mengharapkan saran dan kritik guna perbaikan penyusunan skripsi selanjutnya.
Ucapan terima kasih yang tidak terhingga penulis sampaikan kepada semua pihak yang telah memberikan bantuan baik moral maupun material sehingga penulisan skripsi ini dapat diselesaikan dengan baik. Secara khusus penulis sampaikan terima kasih yang sebesar – besarnya kepada:
1. Ir. Pramono D. Fewidarto, MS selaku Dosen Pembimbing atas bimbingan, arahan dan kesabaran yang telah diberikan kepada penulis selama penyusunan skripsi ini.
2. Farida Ratna Dewi, SE, MM selaku dosen evaluator pada seminar penulis. 3. Dr. Ir. M. Syamsun, MSc dan Dra. Siti Rahmawati, M.Pd yang telah menjadi
Dosen Penguji pada Ujian Akhir penulis.
4. Ir. Jono M Munandar, selaku Ketua Departemen Manajemen atas bantuan yang diberikan kepada penulis dan Erlin Yuliarti, STP, MSi selaku sekretaris Departemen Manajemen atas kesediaannya membantu dan memberikan semangat untuk penulis.
5. Hardiana, S.Hut, MM atas kesabarannya mendengar keluhan-keluhan penulis. 6. Bapak Hotman Sibuea, selaku pembimbing dalam pelaksanaan penelitian di
PT.Toba Pulp Lestari Tbk atas kesempatan, pengertian dan bantuan yang diberikan kepada penulis.
7. Seluruh dosen dan Staf Departemen Manajemen khususnya Pak Acep, Mas
tenaga dan pikiran untuk membantu penulis) serta Pak Maman (terima kasih untuk semangat yang selalu diberikan untuk penulis… you’ll pay high in Heaven).
8. Orangtua tercinta, Bapak M. Malau dan Ibu O. br Nainggolan. You know what I need and make me stand again…semoga panjang umur dan sehat selalu. 9. Suamiku yang terkasih, J. Sumbayak, because of U...
10. Bidadari hatiku, putriku yang tersayang, Rachel, thanks ya atas kerja samanya. Bunda sudah menepati janji kita.
11. Tulang dan Nantulang Tysen yang selalu membantu penulis dalam segala hal dari awal sampai akhir penulis kuliah di IPB. Nantulang cepat sembuh ya…! rezekinya tambah terusssssss….
12. Oppung Toruan dan Oppung Huta yang selalu memberikan semangat di saat – saat penulis sekarat. Makasi ya Oppung……panjang umur ya
13. My Brother n Sister, Bang Ronal, Kak Santi, Akkang Sinaga, Adekku Indah dan Gunawan, makasih ya atas dukungan, semangat dan doanya. You’re so wonderful
14. Seluruh keluarga dari pihak Malau, Nainggolan dan Sumbayak yang telah memberikan semangat dan dukungan untuk penulis.
15. Ibotoku Tony B. Manik Raja, SP yang meluangkan waktunya untuk diskusi “marpollung” dengan penulis.
16. Sahabat Kecilku Livana, Yo’re my best friend
17. Sahabat-sahabat penulis : Meli & Yuse (teman seperjuangan, he he he akhirnya lulus juga kita), Rike, Vitam, Enly, Monic, Tri oneng (thanks for the friendship… friends foreva!!) dan teman KK-ku (K’Fati dan Gina)
18. H5 Crew: Echa SH, K’Nenk,Wiwit, K’Ratih, K’Ciwe, K’ Frida, K’Marita, Indah, Lopa, Ito, Siska, Subur, Nana dan temen anak baru yang lain. Semangat 19. Bagunde 14 Family: K’ Sherly, Didi, Ema, Netty, Sisca, Wisty (semangat..!!)
dan Evi teman sekamarku, thanks untuk keceriaannya. Miss U all.
20. Seluruh pihak yang tidak dapat disebutkan satu per satu. Terima kasih atas kontribusi yang telah diberikan dalam penyelesaian skripsi ini.
DAFTAR ISI
Halaman ABSTRAK
RIWAYAT HIDUP... i
KATA PENGANTAR... ii
DAFTAR ISI ... iii
DAFTAR TABEL ... v
DAFTAR GAMBAR ... vi
I. PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan Penelitian ... 3
1.3. Kegunaan Penelitian ... 3
1.4. Ruang Lingkup Penelitian ... 3
II. TINJAUAN PUSTAKA 2.1. Industri Pulp... 4
2.2. Pembuatan Pulp di PT Toba Pulp Lestari ... 4
2.3. Keselamatan dan Kesehatan Kerja ... 7
2.4. Tujuan Keselamatan dan Kesehatan Kerja ... 7
2.5. Kecelakaan Kerja ... 8
2.6. Keselamatan Kerja dan Perlindungan Tenaga Kerja ... 12
2.7. Pencegahan Kecelakaan... 12
2.8. Kerangka Pemikiran Penelitian ... 16
III. METODOLOGI PENELITIAN 3.1. Lokasi dan Waktu Penelitian ... 18
3.2. Penentuan Data dan Sumber Data ... 18
3.3. Pengolahan Data ... 19
3.4. Analisa Data... 19
IV. HASIL DAN PEMBAHASAN 4.1. Keadaan Umum Perusahaan ... 23
4.1.1. Sejarah Perusahaan ... 23
4.1.2. Letak dan Luas Perusahaan ... 23
4.1.3. Iklim ... 24
4.1.4. Aksesbilitas ... 24
4.1.5.Ruang Lingkup Bidang Usaha ... 24
4.1.6. Struktur Organisasi Perusahaan ... 25
4.1.7. Sumberdaya Manusia ... 25
4.1.8. Pola Keselamatan dan Kesehatan Kerja PT Toba Pulp Lestari 27 4.2. Analisa K3 ... 33
4.2.2. Statistik Kecelakaan Kerja ... 36
4.3. Program K3 di Lingkungan Kerja PT Toba Pulp Lestari Tbk... 42
4.3.1. Kesehatan... 42
4.3.2. Keselamatan ... 50
4.3.3. Pendidikan dan Pelatihan... 52
4.3.4. Persepsi Pekerja Terhadap K3 ... 55
4.4. Loss Production (Kehilangan Produksi)... 58
V. KESIMPULAN DAN SARAN 5.1. Kesimpulan ... 61
5.2. Saran ... 62
DAFTAR PUSTAKA... 63
DAFTAR TABEL
No. Halaman
1. Kondisi Kecelakaan Kerja dalam Kegiatan Kehutanan... 2
2. Sistem Pemberian Grade Pulp ... 34
3. Komponen Kimia Kayu dalam Eucalyptus... 35
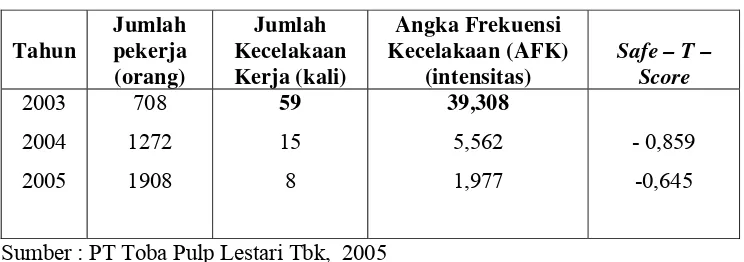
4. Angka Frekuensi Kecelakaan dan Safe – T – Score Tahun 2003-2005 .... 38
5. Angka Keparahan Kecelakaan Kerja (AKK)... 38
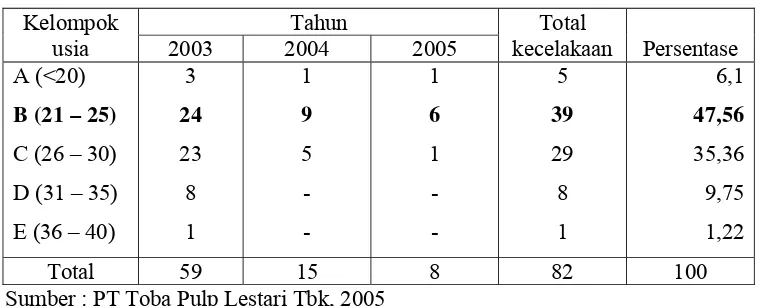
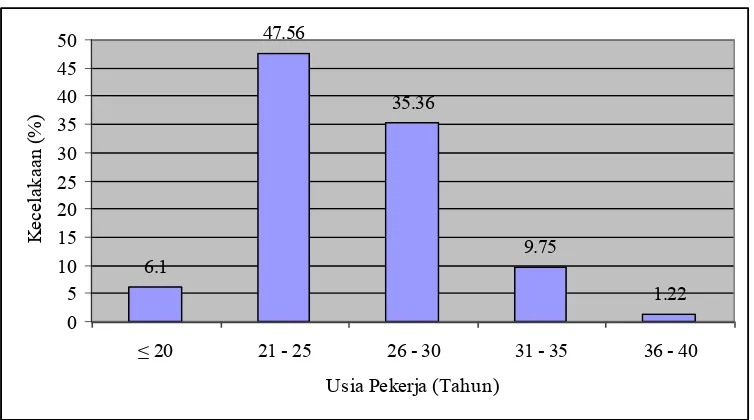
6. Kecelakaan Kerja Berdasarkan Usia Pekerja... 39
7. Kecelakaan Kerja Berdasarkan Pengalaman Kerja ... 40
8. Kecelakaan Kerja Berdasarkan Jenis Kegiatan ... 42
9. Kebisingan di Lingkungan Kerja ... 43
10. Penyakit Akibat Kerja... 44
11. Pencahayaan di Tempat Kerja ... 45
12. Debu di Tempat Kerja... 46
13. Bau Menyengat di Tempat Kerja... 47
14. Suhu Udara di Tempat Kerja ... 47
15. Kelembaban di Tempat Kerja ... 48
16. Variabel Kesehatan ... 48
17. Kegiatan Karyawan di Hari Libur ... 49
18. Pengadaan APD Karyawan... 50
19. Frekuensi Kecelakaan Kerja ... 51
20. Pengadaan Pendidikan dan Pelatihan ... 54
21. Manfaat Pelaksanaan Pendidikan dan Pelatihan... 55
22. Persepsi Pekerja Berdasarkan Pengalaman Kerja... 58
23. Persepsi Pekerja Berdasarkan Tingkat Pendidikan... 58
SKRIPSI
MEMPELAJARI POLA PENERAPAN KESELAMATAN DAN
KESEHATAN KERJA DALAM KEGIATAN PRODUKSI
DI PT. TOBA PULP LESTARI Tbk
Oleh
HELENTINA MALAU
H24101017
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
SKRIPSI
MEMPELAJARI POLA PENERAPAN KESELAMATAN DAN
KESEHATAN KERJA DALAM KEGIATAN PRODUKSI
DI PT. TOBA PULP LESTARI Tbk
Skripsi
Sebagai salah satu syarat penyelesaian tugas akhir untuk mendapatkan gelar Sarjana Ekonomi
pada Departemen Manajemen Fakultas Ekonomi dan Manajemen
Oleh
HELENTINA MALAU
H24101017
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANJEMEN
INSTITUT PERTANIAN BOGOR
ABSTRAK
Helentina Malau. H24101017. Mempelajari Pola Penerapan Manajemen Keselamatan dan Kesehatan Kerja dalam Kegiatan Produksi di PT Toba Pulp Lestari Tbk. Di bawah bimbingan Pramono D. Fewidarto.
Meningkatnya kebutuhan hidup manusia mendorong industri untuk menyediakan kebutuhan tersebut dengan cepat dan berkualitas, sehingga diperlukan strategi yang tepat, salah satunya adalah memiliki proses dan peralatan produksi yang berteknologi tinggi. Kegiatan produksi suatu industri merupakan proses yang memiliki resiko kecelakaan kerja tinggi, karena berkaitan langsung dengan penggunaan alat – alat berat dan bahan – bahan yang berbahaya. Disamping itu, faktor manusia merupakan salah satu elemen yang menjadi penyebab utama kecelakaan kerja. Program K3 diterapkan untuk mencegah dan menekan jumlah kecelakaan yang terjadi pada kegiatan produksi.
Penelitian ini bertujuan untuk mengkaji penerapan K3 perusahaan, mengetahui tingkat kecelakaan kerja dan penyebabnya pada setiap unit kerja/divisi, mengetahui tingkat persepsi pekerja terhadap program K3 di lingkungan kerja dan menghitung nilai loss production pada unit kerja dengan potensi kecelakaan utama. Jenis data yang digunakan pada penelitian ini adalah data primer (kuesioner dan wawancara) dan data sekunder (data perusahaan) yang bersifat kualitatif maupun kuantitatif. Data yang diperoleh kemudian diolah dengan menggunakan rumus Safe – T – Score dibantu dengan program Microsoft Excel yang kemudian dianalisis secara deskriptif. Penelitian ini menggunakan jumlah responden sebanyak 30 orang yang tersebar di seluruh bagian produksi yaitu Wood Yard, Fiber Line, Chemical Plan dan Energy.
Kecelakaan yang paling banyak terjadi pada bagian Wood Yard, hal ini dikarenakan pada bagian ini banyak sekali menggunakan tenaga kerja dibanding bagian produksi yang lain. Penyebab kecelakaan kebanyakan karena pekerja itu sendiri yang tidak mentaati Standard Operating Prosedure (SOP).
INSTITUT PERTANIAN BOGOR
FAKULTAS EKONOMI DAN MANAJEMEN
DEPARTEMEN MANAJEMEN
MEMPELAJARI POLA PENERAPAN KESELAMATAN DAN
KESEHATAN KERJA DALAM KEGIATAN PRODUKSI
DI PT. TOBA PULP LESTARI Tbk
Skripsi
Sebagai salah satu syarat penyelesaian tugas akhir untuk mendapatkan gelar Sarjana Ekonomi
pada Departemen Manajemen Fakultas Ekonomi dan Manajemen
Oleh
HELENTINA MALAU
H24101017
Menyetujui, Bogor, Januari 2007
Ir. Pramono D. Fewidarto, MS Dosen Pembimbing
Mengetahui
Dr. Ir. Jono Mintarto Munandar, M.Sc Ketua Departemen Manajemen
RIWAYAT HIDUP
Penulis dilahirkan di Simpang Kawat pada tanggal 27 Oktober 1983 sebagai anak ketiga dari lima bersaudara, pasangan M. Malau dan O. br Nainggolan.
Pada tahun 1989 penulis memulai studinya di SDN No 091445 Dolok Maraja dan lulus pada tahun 1995. Penulis melanjutkan pendidikan menengah pertama di SLTP Negeri 1 Dolok Panribuan dan lulus pada tahun 1998, kemudian melanjutkan pendidikan menengah atas di SMU Negeri 1 Dolok Panribuan dan lulus pada tahun 2001.
KATA PENGANTAR
Puji dan Syukur kepada Allah Bapa karena karuniaNya penulis berhasil menyelesaikan skripsi yang berjudul Mempelajari Pola Penerapan Kesehatan dan Keselamatan dalam Kegiatan Produksi di PT Toba Pulp Lestari, Porsea. Skripsi ini disusun sebagai salah satu syarat untuk memperoleh gelar Sarjana Ekonomi pada Departemen Manajemen Fakultas Ekonomi dan Manajemen Institut Pertanian Bogor. Penelitian ini diharapkan dapat berguna bagi perusahaan dalam mengambil keputusan manajemen terutama pada Manajemen Keselamatan dan Kesehatan Kerja (MK3).
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Oleh karena itu penulis mengharapkan saran dan kritik guna perbaikan penyusunan skripsi selanjutnya.
Ucapan terima kasih yang tidak terhingga penulis sampaikan kepada semua pihak yang telah memberikan bantuan baik moral maupun material sehingga penulisan skripsi ini dapat diselesaikan dengan baik. Secara khusus penulis sampaikan terima kasih yang sebesar – besarnya kepada:
1. Ir. Pramono D. Fewidarto, MS selaku Dosen Pembimbing atas bimbingan, arahan dan kesabaran yang telah diberikan kepada penulis selama penyusunan skripsi ini.
2. Farida Ratna Dewi, SE, MM selaku dosen evaluator pada seminar penulis. 3. Dr. Ir. M. Syamsun, MSc dan Dra. Siti Rahmawati, M.Pd yang telah menjadi
Dosen Penguji pada Ujian Akhir penulis.
4. Ir. Jono M Munandar, selaku Ketua Departemen Manajemen atas bantuan yang diberikan kepada penulis dan Erlin Yuliarti, STP, MSi selaku sekretaris Departemen Manajemen atas kesediaannya membantu dan memberikan semangat untuk penulis.
5. Hardiana, S.Hut, MM atas kesabarannya mendengar keluhan-keluhan penulis. 6. Bapak Hotman Sibuea, selaku pembimbing dalam pelaksanaan penelitian di
PT.Toba Pulp Lestari Tbk atas kesempatan, pengertian dan bantuan yang diberikan kepada penulis.
7. Seluruh dosen dan Staf Departemen Manajemen khususnya Pak Acep, Mas
tenaga dan pikiran untuk membantu penulis) serta Pak Maman (terima kasih untuk semangat yang selalu diberikan untuk penulis… you’ll pay high in Heaven).
8. Orangtua tercinta, Bapak M. Malau dan Ibu O. br Nainggolan. You know what I need and make me stand again…semoga panjang umur dan sehat selalu. 9. Suamiku yang terkasih, J. Sumbayak, because of U...
10. Bidadari hatiku, putriku yang tersayang, Rachel, thanks ya atas kerja samanya. Bunda sudah menepati janji kita.
11. Tulang dan Nantulang Tysen yang selalu membantu penulis dalam segala hal dari awal sampai akhir penulis kuliah di IPB. Nantulang cepat sembuh ya…! rezekinya tambah terusssssss….
12. Oppung Toruan dan Oppung Huta yang selalu memberikan semangat di saat – saat penulis sekarat. Makasi ya Oppung……panjang umur ya
13. My Brother n Sister, Bang Ronal, Kak Santi, Akkang Sinaga, Adekku Indah dan Gunawan, makasih ya atas dukungan, semangat dan doanya. You’re so wonderful
14. Seluruh keluarga dari pihak Malau, Nainggolan dan Sumbayak yang telah memberikan semangat dan dukungan untuk penulis.
15. Ibotoku Tony B. Manik Raja, SP yang meluangkan waktunya untuk diskusi “marpollung” dengan penulis.
16. Sahabat Kecilku Livana, Yo’re my best friend
17. Sahabat-sahabat penulis : Meli & Yuse (teman seperjuangan, he he he akhirnya lulus juga kita), Rike, Vitam, Enly, Monic, Tri oneng (thanks for the friendship… friends foreva!!) dan teman KK-ku (K’Fati dan Gina)
18. H5 Crew: Echa SH, K’Nenk,Wiwit, K’Ratih, K’Ciwe, K’ Frida, K’Marita, Indah, Lopa, Ito, Siska, Subur, Nana dan temen anak baru yang lain. Semangat 19. Bagunde 14 Family: K’ Sherly, Didi, Ema, Netty, Sisca, Wisty (semangat..!!)
dan Evi teman sekamarku, thanks untuk keceriaannya. Miss U all.
20. Seluruh pihak yang tidak dapat disebutkan satu per satu. Terima kasih atas kontribusi yang telah diberikan dalam penyelesaian skripsi ini.
DAFTAR ISI
Halaman ABSTRAK
RIWAYAT HIDUP... i
KATA PENGANTAR... ii
DAFTAR ISI ... iii
DAFTAR TABEL ... v
DAFTAR GAMBAR ... vi
I. PENDAHULUAN ... 1
1.1. Latar Belakang ... 1
1.2. Tujuan Penelitian ... 3
1.3. Kegunaan Penelitian ... 3
1.4. Ruang Lingkup Penelitian ... 3
II. TINJAUAN PUSTAKA 2.1. Industri Pulp... 4
2.2. Pembuatan Pulp di PT Toba Pulp Lestari ... 4
2.3. Keselamatan dan Kesehatan Kerja ... 7
2.4. Tujuan Keselamatan dan Kesehatan Kerja ... 7
2.5. Kecelakaan Kerja ... 8
2.6. Keselamatan Kerja dan Perlindungan Tenaga Kerja ... 12
2.7. Pencegahan Kecelakaan... 12
2.8. Kerangka Pemikiran Penelitian ... 16
III. METODOLOGI PENELITIAN 3.1. Lokasi dan Waktu Penelitian ... 18
3.2. Penentuan Data dan Sumber Data ... 18
3.3. Pengolahan Data ... 19
3.4. Analisa Data... 19
IV. HASIL DAN PEMBAHASAN 4.1. Keadaan Umum Perusahaan ... 23
4.1.1. Sejarah Perusahaan ... 23
4.1.2. Letak dan Luas Perusahaan ... 23
4.1.3. Iklim ... 24
4.1.4. Aksesbilitas ... 24
4.1.5.Ruang Lingkup Bidang Usaha ... 24
4.1.6. Struktur Organisasi Perusahaan ... 25
4.1.7. Sumberdaya Manusia ... 25
4.1.8. Pola Keselamatan dan Kesehatan Kerja PT Toba Pulp Lestari 27 4.2. Analisa K3 ... 33
4.2.2. Statistik Kecelakaan Kerja ... 36
4.3. Program K3 di Lingkungan Kerja PT Toba Pulp Lestari Tbk... 42
4.3.1. Kesehatan... 42
4.3.2. Keselamatan ... 50
4.3.3. Pendidikan dan Pelatihan... 52
4.3.4. Persepsi Pekerja Terhadap K3 ... 55
4.4. Loss Production (Kehilangan Produksi)... 58
V. KESIMPULAN DAN SARAN 5.1. Kesimpulan ... 61
5.2. Saran ... 62
DAFTAR PUSTAKA... 63
DAFTAR TABEL
No. Halaman
1. Kondisi Kecelakaan Kerja dalam Kegiatan Kehutanan... 2
2. Sistem Pemberian Grade Pulp ... 34
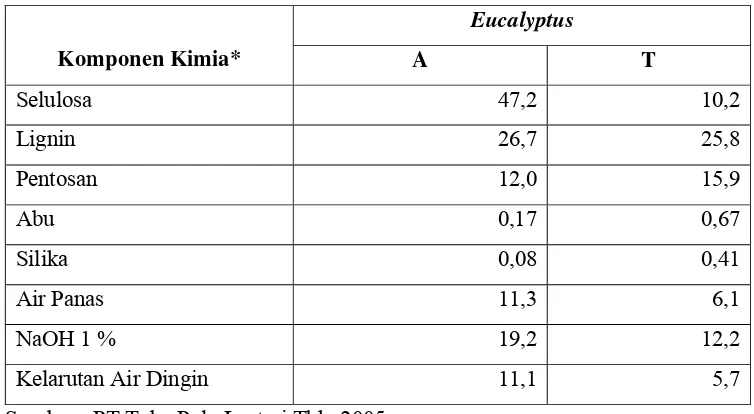
3. Komponen Kimia Kayu dalam Eucalyptus... 35
4. Angka Frekuensi Kecelakaan dan Safe – T – Score Tahun 2003-2005 .... 38
5. Angka Keparahan Kecelakaan Kerja (AKK)... 38
6. Kecelakaan Kerja Berdasarkan Usia Pekerja... 39
7. Kecelakaan Kerja Berdasarkan Pengalaman Kerja ... 40
8. Kecelakaan Kerja Berdasarkan Jenis Kegiatan ... 42
9. Kebisingan di Lingkungan Kerja ... 43
10. Penyakit Akibat Kerja... 44
11. Pencahayaan di Tempat Kerja ... 45
12. Debu di Tempat Kerja... 46
13. Bau Menyengat di Tempat Kerja... 47
14. Suhu Udara di Tempat Kerja ... 47
15. Kelembaban di Tempat Kerja ... 48
16. Variabel Kesehatan ... 48
17. Kegiatan Karyawan di Hari Libur ... 49
18. Pengadaan APD Karyawan... 50
19. Frekuensi Kecelakaan Kerja ... 51
20. Pengadaan Pendidikan dan Pelatihan ... 54
21. Manfaat Pelaksanaan Pendidikan dan Pelatihan... 55
22. Persepsi Pekerja Berdasarkan Pengalaman Kerja... 58
23. Persepsi Pekerja Berdasarkan Tingkat Pendidikan... 58
DAFTAR GAMBAR
No. Halaman
1. Peta Produksi Pulp PT Toba Pulp Lestari Tbk ... 6
2. Model Sistem Manajemen K3 di Lingkungan Kerja ... 9
3. Diagram Alir dari Proses Penanggulangan Kecelakaan ... 10
4. Kerangka Pemikiran Penelitian ... 16
5. Diagram Alir Penelitian ... 17
6. Histogram Penyebaran Kecelakaan Kerja Berdasarkan Usia Pekerja ... 40
7. Proses Pendidikan dan Pelatihan ... 53
I. PENDAHULUAN
1.1. Latar Belakang
Meningkatnya kebutuhan hidup manusia mendorong industri untuk menyediakan kebutuhan tersebut dengan cepat dan berkualitas, sehingga diperlukan strategi yang tepat, salah satunya adalah memiliki peralatan yang berteknologi tinggi. Berdirinya industri – industri ini sangat banyak memberikan manfaat bagi kelangsungan hidup manusia walaupun banyak juga masalah-masalah yang muncul karenanya. Industri didirikan dengan menggunakan metode kerja, teknologi dan lainnya untuk mendapatkan tingkat produktivitas yang tinggi, tetapi seringkali tanpa mempertimbangkan efek samping yang dapat ditimbulkannya. Salah satu dari sekian banyak yang timbul dari keadaan ini adalah terjadinya suatu kecelakaan kerja dan tidak jarang pekerja menderita sakit yang pada akhirnya sangat mempengaruhi produktivitas pekerja tersebut.
Keselamatan dan kesehatan kerja merupakan suatu alat atau program dalam upaya untuk mencapai derajat kesehatan kerja yang setinggi-tingginya yang bertujuan untuk meningkatkan kesejahteraan tenaga kerja. Demikian halnya dengan PT Toba Pulp Lestari Tbk (PT TPL) yang berupaya keras untuk meningkatkan kesejahteraan pekerjanya dengan mempertimbangkan jumlah yang cukup banyak, tipe aktivitas produksi, luasnya areal kerja dan kesulitan dalam pengawasan kerja karyawan. Oleh karena itu, perusahaan menganggap perlu untuk membentuk suatu departemen yang khusus untuk memperhatikan keselamatan dan kesehatan kerja bagi seluruh karyawan yang diberi nama yaitu Departemen Loss Prevention and Control (LP&C).
dahulu dilakukan. Tempat serta lingkungan kerja juga sangat berpengaruh terhadap tinggi rendahnya tingkat produktivitas para pekerja. Lingkungan dan tempat kerja yang baik dapat memberikan semangat dan ketenangan bagi para pekerja sehingga tercapai tingkat produktivitas yang tinggi.
Pemanenan hutan (kayu) sebagai bahan baku utama merupakan salah satu kegiatan dalam bidang kehutanan yang memiliki resiko kecelakaan yang tinggi karena berkaitan dengan alat-alat berat serta lingkungan alam yang sulit diramalkan perubahannya. Disamping itu, faktor manusia merupakan salah satu elemen yang menjadi penyebab utama terjadinya kecelakaan. Dari beberapa hasil pengamatan dan penelitian di lapangan menunjukkan bahwa kegiatan pemanenan di hutan merupakan kegiatan yang memiliki jumlah kecelakaan yang paling besar dibandingkan dengan kegiatan lainnya di bidang kehutanan (ILO Work Study, 1979) seperti dapat dilihat dalam Tabel 1 berikut:
Tabel 1. Kondisi kecelakaan kerja dalam kegiatan kehutanan
Kegiatan Jumlah pekerja Kecelakaan ringan (intensitas)
Kecelakaan berat (intensitas) Pemanenan hutan
Penggergajian Moulding Kayu lapis Wood treatment Furniture
154.107 19.310 9.513 19.050 1.543 69.221
2.617 4.428 1.698 3.435 5.230 9.365
2.848 517 191 345 41 1.039 Sumber : ILO Work Study, 1979
Karena adanya potensi masalah yang cukup signifikan berkaitan dengan
Keselamatan dan Kesehatan Kerja di bidang pengolahan hasil hutan,, maka perlu
dilakukan analisis terhadap pola penerapan teknik Keselamatan dan Kesehatan
1.2. Tujuan Penelitian
Tujuan yang ingin dicapai dari penelitian ini adalah: 1. Mengkaji penerapan K3 pada PT Toba Pulp Lestari Tbk
2. Mengetahui tingkat kecelakaan kerja dan penyebabnya pada setiap unit kerja/divisi
3. Mengetahui tingkat persepsi pekerja terhadap program K3 di lingkungan kerja 4. Menghitung nilai kehilangan produksi (loss production) pada unit kerja
dengan potensi kecelakaan utama
1.3. Kegunaan Penelitian
Pelaksanaan penelitian ini diharapkan dapat digunakan sebagai bahan masukan dalam pengambilan keputusan bagi perusahaan yang berhubungan dengan keselamatan dan kesehatan kerja. Disamping itu, penulis berharap tulisan ini bermanfaat bagi pembaca untuk meningkatkan wawasan di bidang manajemen keselamatan dan kesehatan kerja.
1.4. Ruang Lingkup Penelitian
Ruang lingkup penelitian yang dilakukan di PT Toba Pulp Lestari Tbk ditujukan untuk menghasilkan hasil peninjauan yang terarah yaitu:
1. Aktivitas pekerja yang diamati hanya pada bagian produksi saja.
2. Penganalisaan terhadap kecelakaan dan penyakit akibat kerja dilakukan hanya pada bagian produksi yang meliputi bagian Wood yard, Fiber Line, Chemical Plant dan Energy.
3. Pengumpulan data dilakukan dengan mencatat data yang ada pada arsip perusahaan dari tahun 2003 sampai dengan 2005.
II. TINJAUAN PUSTAKA
2.1. Industri Pulp
Pulp merupakan bahan yang terbanyak dikonsumsi untuk memproduksi kertas. Selain pulp, bahan baku untuk memproduksi kertas antara lain waster fiber, non-wood fiber dan filter/pigment. Dalam pembuatan pulp, bahan baku utama adalah kayu yang disebut pulp kayu yang terdiri dari mechanical/semi mechanical unbleached sulfate pulp, bleached sulfate pulp dan subfilter pulp. Industri pulp berusaha untuk menghasilkan pulp dalam jumlah yang besar dan dengan kualitas yang baik, yaitu dengan menggunakan peralatan yang memiliki teknologi yang tinggi seperti mesin-mesin dengan kualitas teruji. Untuk menghasilkan pulp yang baik diperlukan juga bahan baku kayu yang memiliki kualitas baik dan cepat sampai pada bagian produksi. (PT Toba Pulp Lestari Tbk, 2005)
2.2. Pembuatan Pulp di PT. Toba Pulp Lestari Tbk
PT. Toba Pulp Lestari Tbk (PT TPL) beroperasi dalam menghasilkan pulp sebagai bahan baku kertas meliputi proses – proses pembuatan pulp sebagai berikut: Wood Preparation Unit, Fiber Line yang terdiri dari empat bagian yaitu;
Digester, Washing and Screening, Bleaching, Pulp Machine dan yang terakhir adalah proses di Pulp Warehouse. (PT Toba Pulp Lestari Tbk, 2005)
1. Wood Preparatian Unit
Unit ini merupakan langkah awal dalam proses pembuatan pulp, dimana meliputi proses penyediaan kayu yang berasal dari berbagai Hutan Tanaman Industri (HTI) yang dimiliki oleh perusahaan. HTI terletak di berbagai kabupaten di Sumatera Utara dan bahan baku kayu yang dihasilkan kemudian dibawa ke lokasi pabrik dengan menggunakan truk – truk pengangkut kayu. Kayu gelondongan tersebut kemudian ditumpukkan di Wood storage, dan dari sana dengan menggunakan sistem First In First Out (FIFO) kayu gelondongan diumpankan (feeding) ke Wood Room untuk selanjutnya mengalami proses pengolahan untuk menghasilkan serpihan – serpihan kayu (chips) dan ditimbun pada Chips File
2. Fiber Line Unit
Unit ini merupakan inti dari proses pembuatan pulp yang terdiri dari empat bagian yaitu:
a. Digester Plant
Digester plant merupakan bagian pertama dari unit Fiber Line yang berfungsi untuk memasak chip kayu yang berasal dari chip file yang akan dijadikan bubur pulp. Proses pemasakan chip ini menggunakan panas dan reaksi kimia dengan memanfaatkan lindi putih (bahan kimia utama pada proses pemasakan pulp dengan komposisi bahan kimia Kaustik Soda – NaOH, Natrium Karbonat – Na2CO3 dan Natrium Sulfida - Na2S) dan lindi hitam (cairan bekas pencucian bubur pulp yang mengandung lignin dan soda yang merupakan sisa lindi putih yang digunakan dalam memasak) sebagai cairan pemasaknya.
b. Washing and Screening
Pada proses washing dilakukan pencucian bubur pulp yang bertujuan untuk memisahkan serat dari kotoran – kotoran yang dapat larut dalam air yang terdiri dari senyawa organik (lignin) dan senyawa anorganik (soda). Dengan penambahan air, bahan – bahan yang terlarut dalam air akan larut sehingga didapatkan pulp yang bersih dan pencucian ini dapat dilakukan untuk mendapatkan hasil yang maksimal. Adapun pengaliran air untuk pencucian harus lambat supaya terjadi distribusi air yang baik pada pulp tanpa merusak pembentukan lembaran dan mengurangi pembentukan busa. Sedangkan pada
screening dilakukan penyaringan bubur pulp untuk memisahkan kotoran – kotoran yang tidak terlarut. Pemisahan kotoran – kotoran padat dilakukan atas dasar perbedaan ukuran dan perbedaan berat.
c. Bleaching
dalam bubur pulp yang belum putih dengan jumlah bahan pemutih yang diperlukan.
d. Pulp Machine
Pulp machine adalah bagian terpenting dari operasi di pabrik pulp ini. Bagian ini berfungsi untuk mengolah bubur pulp menjadi lembaran – lembaran pulp, dimana terjadi pengeluaran air sebanyak mungkin dengan cara seefisien mungkin tanpa merusak lembaran pulp kemudian memotong – motong lembaran pulp tersebut berdasarkan ukuran yang telah ditetapkan dan selanjutnya siap untuk dikemas dengan syarat Moisture Content 10 sampai dengan 11 persen, jika diatas 15 persen tidak boleh dikirim kepada customer.
3. Pulp Warehouse
Pulp warehouse berfungsi sebagai tempat penyimpanan pulp yang telah dikemas atau dibungkus dan siap untuk didistribusikan kepada konsumen. Untuk lebih jelas dapat dilihat pada Gambar 1 berikut.
Logging Truck FIFO
WOOD PREPARATION UNIT
FIFO
FIBER LINE UNIT
Gambar 1. Peta Produksi Pulp PT Toba Pulp Lestari Tbk (PT Toba Pulp Lestari Tbk, 2005)
Hutan Tanaman
Industri
Kayu Gelondongan
Wood
Storage Chipper
Chips Chips File
DigesterPlant Washing &
Screening Bleaching
PulpMachine
PULP
2.3. Keselamatan dan Kesehatan Kerja
Kesehatan kerja adalah usaha untuk menciptakan keadaan lingkungan kerja yang aman dan sehat bebas dari bahaya kecelakaan. Keselamatan kerja merupakan keselamatan yang berhubungan dengan mesin, alat kerja, bahan dan proses pengolahannya, tempat kerja dan kondisi lingkungannya. (Sabdoadi, 1999)
Kesehatan kerja adalah spesialisasi ilmu kedokteran beserta prakteknya yang bertujuan agar pekerja/masyarakat pekerja memperoleh derajat kesehatan yang setinggi-tingginya baik fisik atau mental maupun sosial dengan usaha-usaha preventif dan kuratif terhadap penyakit-penyakit dan gangguan-gangguan kesehatan yang diakibatkan oleh faktor-faktor pekerjaan dan lingkungan kerja serta efek terhadap penyakit-penyakit umum. (Sabdoadi, 1999)
2.4. Tujuan Keselamatan dan Kesehatan Kerja
Tujuan keselamatan kerja menurut Sabdoadi (1999) adalah:
1. Melindungi tenaga kerja atas hak dan keselamatan dalam melakukan pekerjaan untuk kesejahteraan hidup dan meningkatkan produksi
2. Menjamin keselamatan setiap orang yang berada di tempat kerja
3. Sumber-sumber produksi terpelihara dan dipergunakan secara aman dan efisien.
Tujuan utama kesehatan kerja ada dua yaitu:
1. Sebagai alat untuk mencapai derajat kesehatan yang setinggi-tingginya untuk kesejahteraan tenaga kerja
2. Sebagai alat untuk meningkatkan produksi yang berlandaskan kepada meningginya efisiensi dan daya produktivitas faktor manusia dalam produksi. Menurut Sabdoadi (1999), untuk mengatur pelaksanaan Higiene Perusahaan dan Kesehatan Kerja oleh pemerintah diadakan undang-undang dan peraturan-peraturan antara lain:
1. Undang-undang Nomor 14 tahun 1969 tentang ketentuan-ketentuan pokok mengenai tenaga kerja
3. Undang-undang kecelakaan, menentukan penggantian kerugian kepada buruh yang mendapat kecelakaan atau penyakit akibat kerja (Work Compensation Law)
4. Undang-undang keselamatan kerja, memuat tentang ketentuan-ketentuan umum tentang keselamatan kerja yang sesuai dengan perkembangan masyarakat, industrialisasi, teknik dan teknologi dalam rangka pembinaan norma-norma keselamatan kerja.
5. Konvensi ILO (International Labour Organization) Nomor 120 tahun 1969 mengenai keselamatan dan kesehatan kerja dalam perniagaan dan kantor. Dalam konvensi ini ditetapkan syarat mengenai bangunan tempat kerja, suhu sekeliling, air minum, dan lain-lain.
2.5. Kecelakaan Kerja
Kecelakaan kerja adalah bagian yang tak terduga dan tidak diharapkan, yang dapat menghentikan aktivitas seseorang atau proses produksi. Tidak terduga karena dibelakang peristiwa itu tidak terdapat unsur kesengajaan apalagi bentuk perencanaan, tidak diharapkan karena peristiwa kecelakaan itu biasanya disertai dengan kerugian material maupun fisik. (Suma’mur, 1994)
Kecelakaan akibat kerja adalah kecelakaan yang bertalian dengan hubungan kerja pada perusahaan, hubungan kerja disini dapat berarti bahwa kecelakaan terjadi dikarenakan oleh pekerja atau pada waktu melaksanakan pekerjaan.
Kecelakaan dapat terjadi karena tindakan seseorang yang membahayakan atau pemaparan terhadap alat (mesin) dalam keadaan membahayakan (Sabdoadi, 1999). Secara terperinci ada lima faktor dalam urutan terjadinya kecelakaan: 1. Faktor Herediter (keturunan) dan lingkungan sosial, misalnya sifat-sifat: acuh
tak acuh, keras kepala, tamak dan lain-lain sifat yang herediter. Lingkungan dapat mempengaruhi sifat dan menghambat pendidikan seseorang.
2. Unsur kesalahan atau kelainan yang ada pada diri seseorang, antara lain sembrono, pemarah, nerveus, perasa, acuh tak acuh tehadap peraturan merupakan penyebab terjadinya kecelakaan fisik maupun mekanis
Tindakan yang salah misalnya: berdiri dibawah beban yang menggantung, menjalankan mesin dengan tidak memberitahu teman sekerja lebih dulu, memindahkan alat pengaman mesin, dan sebagainya.
4. Terjadinya kecelakaan, kejadian seperti seseorang jatuh, terkena benda melayang sehingga menyebabkan terjadinya luka (injury)
[image:30.612.136.521.214.406.2]5. Terjadinya luka, misalnya; fraktur, luka lecet dan lain-lain.
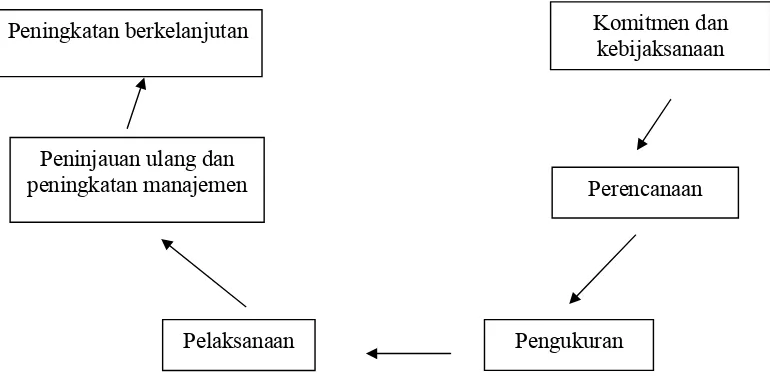
Gambar 2. Model Sistem Manajemen K3 di Lingkungan Kerja (Santoso, 2004)
Sistem manajemen secara keseluruhan meliputi stuktur organisasi, kegiatan perencanaan, tanggung jawab, pelaksanaan, prosedur, proses dan sumber daya yang dibutuhkan bagi pengembangan penerapan, pencapaian pengkajian dan pemeliharaan kebijakan keselamatan dan kesehatan kerja dalam rangka pengendalian risiko yang berkaitan dengan kegiatan kerja sehingga tercapainya tempat kerja dan lingkungan kerja yang aman, efisien dan produktif.
Perencanaan
Pelaksanaan Pengukuran
Peningkatan berkelanjutan Komitmen dan
kebijaksanaan
Gambar 3. Diagram Alir dari Proses Penanggulangan Kecelakaan (Santoso, 2004)
Adanya kecelakaan mengakibatkan produktivitas menurun dan sangat berpengaruh terhadap:
1. Karyawan
- Kematian / cacat cidera
- Persoalan kejiwaan akibat cacat atau cidera
- Kesedihan keluarga akibat kecelakaan yang diderita oleh anggota keluarganya
2. Perusahaan
- Biaya pengobatan dan operasi pertolongan - Biaya ganti rugi yang harus dibayar
- Kerusakan peralatan / bangunan untuk produksi - Kerusakan produk dan bahan-bahan
- Keterlambatan produksi
- Upah yang dibayar selama korban tidak bekerja - Biaya lembur
- Waktu ekstra bagi pengawas
- Penurunan kemampuan korban setelah bekerja kembali - Biaya melatih pekerja yang baru
- Turunnya moral / semangat kerja karyawan 3. Masyarakat
- Menimbulkan korban jiwa / cacat / cidera - Terhambatnya kebutuhan masyarakat
Mengumpulkan dan menganalisis data
Memilih tindakan perbaikan
Mengukur hasil
Menerapkan tindakan perbaikan
Umumnya setiap kecelakaan yang terjadi dalam perusahaan disebabkan oleh salah satu faktor dari unsur – unsur produksi (manusia, mesin, peralatan, bahan dan lingkungan) baik secara sendiri-sendiri ataupun saling berkaitan.
Hasil penyelidikan menunjukkan bahwa ternyata faktor manusia dalam timbulnya kecelakaan sangat menonjol. Selain itu ditemui dari hasil-hasil penelitian bahwa 80 persen hingga 85 persen kecelakaan di lingkungan kerja disebabkan oleh kesalahan manusia. (Ratna, 2002)
Menurut Santoso (2004), secara langsung terjadinya kecelakaan kerja di tempat kerja dapat dikelompokan menjadi dua penyebab yaitu:
1. Tindakan yang membahayakan atau tidak aman (Unsafe Practices / Actions) Tindakan yang membahayakan atau tidak aman dari manusia atau pekerja antara lain:
Menjalankan pekerjaan tanpa mempunyai wewenang (bekerja bukan pada
kesewenangannya)
Gagal menciptakan keadaan yang baik sehingga menjadi tidak aman atau
memanas
Menjalankan pekerjaan yang tidak sesuai dengan kecepatan geraknya Memakai alat pelindung (APD) (safety) hanya berpura-pura
Menggunakan peralatan yang tidak layak
Pengrusakan alat pengaman peralatan yang digunakan untuk melindungi
manusia
Bekerja berlebihan/ tenaganya hanya untuk main-main Peminum/ pemabuk/ mengkonsumsi narkoba
2. Kondisi yang membahayakan atau tidak aman (Unsafe Condition) Kondisi yang membahayakan atau tidak aman antara lain: Dalam keadaan pengamanan yang berlebihan
Peralatan yang sudah tidak layak Terjadi kemacetan (congestion)
Sistem peringatan yang berlebihan (in adequate warning system) dan
sebaliknya kurangnya sarana pemberi tanda Ada api dan di tempat yang berbahaya
Kondisi suhu (atmosfir) yang membahayakan dan udara yang beracun;
terpapar gas
Lingkungan yang terlalu bising (terpapar bising) Terpapar radiasi
Pencahayaan dan ventilasi yang kurang ataupun berlebihan
2.6. Keselamatan Kerja dan Perlindungan Tenaga Kerja
Perlindungan tenaga kerja meliputi aspek-aspek yang cukup luas yaitu perlindungan keselamatan, kesehatan, pemeliharaan moral kerja, serta perlakuan yang sesuai dengan martabat manusia dan moral agama. Perlindungan tersebut bermaksud agar tenaga kerja secara aman melakukan pekerjaannya untuk meningkatkan produktivitas.
Tenaga kerja harus memperoleh perlindungan dari berbagai persoalan yang ada pada dirinya dan di sekitarnya yang dapat mengganggu lancarnya pelaksanaan pekerjaan, sehingga lebih jelas bahwa keselamatan kerja adalah salah satu segi penting dari perlindungan tenaga kerja. Dalam hubungan ini, bahaya yang dapat ditimbulkan dari mesin, peralatan kerja, bahan dan proses pengolahannya, keadaan tempat kerja, lingkungan, cara melakukan pekerjaan, karakteristik fisik, dan mental dari pekerjaannya harus sejauh mungkin diberantas dan dikendalikan.
2.7. Pencegahan Kecelakaan
Kecelakaan dapat dicegah asal ada kemauan untuk mencegahnya. Pencegahan kecelakaan didasarkan pada pengetahuan tentang sebab-sebab kecelakaan. Sebab-sebab kecelakaan di suatu perusahaan diketahui dengan mengadakan analisa kecelakaan. Maka dari itu sebab-sebab dan cara analisanya harus betul-betul diketahui.
Pencegahan kecelakaan dapat ditujukan pada tiga komponen yaitu: 1. Lingkungan
Lingkungan harus memenuhi syarat-syarat lingkungan kerja yang baik, pemeliharaan ketatarumahtanggaan perusahaan yang baik, keadaan gudang yang aman, dan perencanaan yang baik.
- Penerangan cahaya - Sanitasi
- Suhu udara
Pemeliharaan rumah tangga perusahaan meliputi penimbunan, pengaturan mesin, bejana-bejana dan lain-lain. Gedung harus memiliki alat pemadam kebakaran, pintu keluar darurat. Lobang ventilasi dan lantai yang baik. Perencanaan yang baik terlihat dari pengaturan operasi, pengaturan tempat mesin, proses yang selamat, alat-alat yang cukup, dan adanya pedoman pelaksanaan dan aturan.
2. Mesin-mesin, alat-alat kerja / perkakas kerja
Mesin-mesin, alat- alat kerja/perkakas kerja harus memenuhi perencanaan yang baik, dilengkapi dengan alat-alat pelindung yang cukup. Perencanaan yang baik terlihat dari baiknya grading pada bagian-bagian mesin atau perkakas-perkakas yang bergerak, misalnya berputar. Selain perencanaan, perawatan mesin dan perkakas kerja juga harus diperhatikan. Kurangnya perawatan sering mengakibatkan bencana besar, seperti terjadinya ledakan pada mesin diesel. Alat perlindungan berupa helm, kacamata, sarung tangan, pakaian kerja yang tepat ukurannya, dan lain-lain.
3. Manusia
Berkaitan dengan faktor manusia yang harus diperhatikan adalah hal – hal sebagai berikut:
a. Aturan Kerja
Aturan-aturan kerja harus lengkap, jelas dan dipaksakan agar para pekerja melaksanakannya dengan sungguh – sungguh.
b. Kemampuan Si Pekerja
Ketidakmampuan pekerja meliputi kurangnya pengalaman, kurangnya kecakapan dan lambatnya mengambil keputusan.
c. Kurang Konsentrasi
d. Disiplin
Disiplin yang kurang harus diatasi dengan peringatan kepada pekerja yang melanggar peraturan, atau kepada teman sekerja yang menggangu seorang pekerja.
e. Perbuatan – Perbuatan yang Mendatangkan Celaka
Cara kerja yang mendatangkan bahaya adalah iseng atau main coba-coba, mengambil jalan pendek atau mudahnya saja, dan sifat tergesa-gesa.
f. Ketidakcocokan Fisik dan Mental
Ketidakcocokan fisik dan mental yang terutama perlu diatasi ialah kelelahan mental berupa kejemuan, sifat pemarah yang hebat dan sangat mudah tersinggung.
g. Pemeriksaan Kesehatan
Pemeriksaan kesehatan sebelum dan pada waktu kerja akan berguna dalam menemukan faktor-faktor kemanusiaan yang mendatangkan kecelakaan. h. Latihan Kerja
Latihan-latihan kerja selalu mengurangi jumlah kecelakaan. Oleh karena itu pengalaman dan peningkatan keterampilan kerja sangat penting.
i. Pengawasan yang Kontinyu
Pengawasan yang kontinyu akan mempertahankan tingkat keselamatan dan usaha-usaha pemberantasan kecelakaan.
j. Insentif
Insentif berupa hadiah / bonus akan meningkatkan usaha pencegahan. k. Peringatan
Peringatan sangat perlu sekali bahkan sampai kepada pemberhentian para pekerja yang mengabaikan tindakan pencegahan kecelakaan.
Alat-alat pengaman yang dibutuhkan untuk menekan seminimal mungkin bahaya kecelakaan antara lain :
1. Perlengkapan Perlindungan Diri
Alat perlindungan diri yaitu alat yang diberikan kepada karyawan untuk melindungi diri dari potensi bahaya, akibat dari pekerjaan yang dilakukan. Pada dasarnya perlengkapan perlindungan diri terdiri dari :
b. Perlindungan terhadap kepala c. Perlindungan terhadap telinga
d. Perlindungan terhadap alat pernapasan e. Perlindungan terhadap tangan
f. Perlindungan terhadap badan g. Perlindungan terhadap kaki 2. Perlengkapan pelindung mekanis
Untuk mesin penggerak bagian-bagian yang membahayakan adalah bagian yang berputar, penghubung gerak dan roda gigi, roda-roda penggerak dengan sabuk, maka untuk mencegah kecelakaan perlu dilengkapi dengan alat-alat pelindung mekanis seperti :
a. Untuk bagian-bagian yang bergerak harus menggunakan pelindung tutup b. Penghubung gerak dengan roda gigi atau sabuk harus tertutup atau dengan
pagar pengaman
c. Mesin gerinda dilengkapi dengan kaca pelindung untuk mencegah terjadinya loncatan bubuk logam ke mata pada saat pengasahan.
d. Kaca pelindung pada saat pemakaian mesin bor untuk mencegah terlemparnya tatal bor ke mata.
e. Kaca pelindung pada saat pemakaian pahat terhadap pahan pada proses membubut, melindungi loncatan tatal ke mata.
3. Pengaman arus listrik
Semua peralatan listrik yang terpasang sebagai bagian dari perlengkapan dasar bengkel terlindung dari hal-hal yang dapat membahayakan, seperti : a. Sakelar-sakelar harus ditempatkan pada lokasi yang mudah terjangkau
dan tertutup.
b. Penghubung arus listrik atau sekering harus pada panel yang tertutup c. Bilamana ada kawat listrik yang korsleting, jangan sekali-sekali
menggantikannya dengan kabel yang besar sebab bila hal tersebut dilakukan sama halnya dengan mengundang bahaya.
4. Alat-alat Pengaman Ruangan
Alat-alat pengaman ruangan diutamakan alat-alat pemadam kebakaran dan cara-cara penggunaan termasuk adanya pintu darurat yaitu untuk mengatasi atau penyelamatan diri dari bahaya kebakaran, gempa bumi, bahaya keruntuhan. Semua orang yang berada di lingkungan bengkel dapat segera mengenal gejala kebakaran dari bahan yang mudah terbakar, mengenal jenis api kebakaran dan tanda kebakaran.
2.8. Kerangka Pemikiran
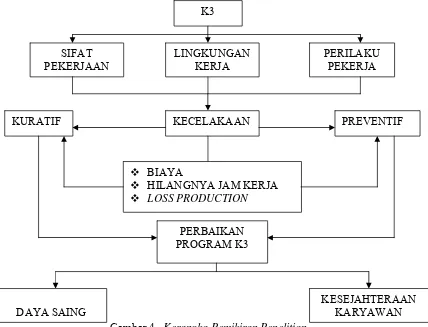
[image:37.612.111.539.366.693.2]Penelitian ini di mulai dari mempelajari sifat pekerjaan, lingkungan kerja dan perilaku para pekerja yang mempengaruhi persepsi karyawan terhadap K3 dan faktor – faktor terjadinya kecelakaan kerja yang mana penyelesaiannya dilakukan dengan cara preventif dan kuratif sehingga pada akhirnya dapat meningkatkan daya saing yang tinggi dan dapat meningkatkan kesejahteraan karyawan. Untuk lebih jelasnya dapat dilihat pada Gambar 4 berikut ini.
Gambar 4. Kerangka Pemikiran Penelitian
K3
SIFAT PEKERJAAN
LINGKUNGAN KERJA
PERILAKU PEKERJA
KECELAKAAN PREVENTIF
KURATIF
BIAYA
HILANGNYA JAM KERJA LOSS PRODUCTION
DAYA SAING
KESEJAHTERAAN KARYAWAN PERBAIKAN
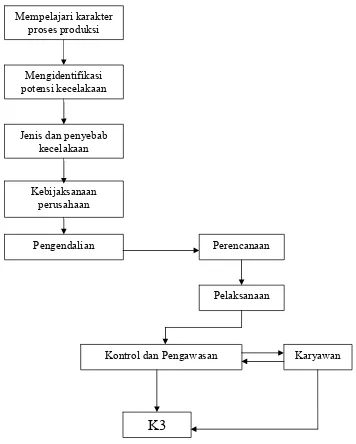
Pertama kali yang dilakukan dalam mengkaji sistem manajemen keselamatan dan kesehatan kerja adalah mengidentifikasi kondisi perusahaan dalam menerapkan sistem K3 dimulai dari mempelajari proses produksi, mengidentifikasi potensi kecelakaan, jenis dan penyebab kecelakaan. Pengendalian kebijakan perusahaan terhadap K3 yang terdiri dari kegiatan perencanaan, pelaksanaan, kontrol dan pengawasan terhadap pekerja yang melakukan aktivitas produksi. Untuk lebih jelas dapat dilihat pada Gambar 5.
Gambar 5. Diagram Alir Penelitian
Mempelajari karakter proses produksi
Mengidentifikasi potensi kecelakaan
Jenis dan penyebab kecelakaan
Kebijaksanaan perusahaan
Pengendalian Perencanaan
Pelaksanaan
Kontrol dan Pengawasan
K3
III. METODOLOGI PENELITIAN
3.1. Lokasi dan Waktu Penelitian
Penelitian dilaksanakan di PT Toba Pulp Lestari Tbk yang terletak di Kecamatan Porsea Kabupaten Toba Samosir Provinsi Sumatera Utara. Pemilihan perusahaan dilakukan secara sengaja karena perusahaan ini merupakan perusahaan besar di Sumatera Utara yang telah go public memiliki hutan tanaman industri, dan telah menerapkan sistem manajemen keselamatan dan kesehatan kerja pada lingkungan kerja.
Permintaan pasar yang semakin meningkat diperlukan peningkatan produktivitas yang tinggi yang didukung oleh keselamatan dan kesehatan kerja pada saat para pekerja melakukan setiap proses produksi. Penelitian ini dilaksanakan mulai Juli sampai dengan September 2006.
3.2. Penentuan Data dan Sumber Data
Data primer diperoleh dengan cara pengamatan dan wawancara langsung. Pengamatan langsung dilakukan terhadap kondisi-kondisi perusahaan yang mempengaruhi kesehatan dan keselamatan kerja yang bertujuan untuk menetapkan kendala yang terjadi dalam penerapan program K3 yang mana tujuan utama K3 untuk pencapaian kesejahteraan karyawan. Wawancara ditujukan kepada manajer produksi, kepala gudang dan staf karyawan yang bersangkutan dengan manajemen keselamatan dan kesehatan kerja perusahaan.
Data sekunder diperoleh dari laporan perusahaan dan pencatatan data yang meliputi data historis tentang jumlah kecelakaan yang terjadi, jumlah hari yang hilang akibat kecelakaan dan data pendukung lainnya. Selain itu ditambah dengan tulisan atau hasil penelitian yang berhubungan dengan topik dan tujuan penelitian ini.
3.3. Pengolahan Data
Pengendalian keselamatan dan kesehatan kerja meliputi perencanaan dan pelaksanaan, yang diolah dengan bantuan Microsoft Excell setelah itu dianalisis secara kuantitatif dan disajikan dalam bentuk uraian. Hasil pengolahan dibandingkan dengan standarisasi keselamatan dan kesehatan kerja di lingkungan kerja yang aman dan nyaman, yang tercantum dalam undang-undang maupun peraturan-peraturan yang ditetapkan oleh pemerintah.
3.4. Analisa Data
Banyaknya kecelakaan yang terjadi adalah sebagai tolak ukur untuk membandingkan kecelakaan yang terjadi di perusahaan dalam waktu yang berbeda atau dibandingkan dengan perusahaan lain, dengan menggunakan rumus sebagai berikut:
1. Perhitungan kecelakaan kerja menggunakan angka-angka statistik kecelakaan menurut Slamet (1993), yaitu:
a. Angka banyaknya kecelakaan (Accident Frequency Rate)
Manusia Kerja
Jam Jumlah
1.000.000 Kecelakaan
Jumlah
FR= × ... (1)
Jumlah kecelakaan yang digunakan adalah total jumlah kecelakaan dalam
satu tahun
Jumlah jam kerja yang digunakan adalah total jumlah jam kerja dalam satu
tahun
b. Safe – T - Score
1 -FRn
1 -FRn FRn S T
S− − = − ... (2)
Dimana :
FR(n) : Angka frekuensi kecelakaan kerja kini
FR(n-1) : Angka frekuensi kecelakaan kerja masa lampau
S – T – S antara +2,00 dan -2,00 tidak menunjukkan perubahan yang
berarti
S – T – S diatas +2,00 menunjukkan keadaan yang memburuk S – T – S dibawah -2,00 menunjukkan keadaan yang membaik
c. Angka Keparahan
Manusia Kerja
Jam Jumlah
1.000.000 Hilang
yang Kerja Jam Jumlah
SR= × ... (3)
Tingkat keparahan (SR) dapat dihitung dengan berdasarkan jumlah hari kerja yang hilang akibat kecelakaan berdasarkan ketetapan ILO sebagai berikut :
- Cacat lengan tangan kanan atau kiri : 750 hari
- Dahi : 300 hari
- Jari manis : 240 hari
- Jari telunjuk : 400 hari
- Ibu jari tangan : 600 hari
- Jari tengah : 300 hari
- Jari-jari kaki : 400 hari
- Cacat mata sebelah : 1800 hari
Catatan :
Kecelakaan ringan : luka yang memerlukan perawatan media sehingga tidak dapat melakukan pekerjaan paling lama selama 1 hari dan tidak mengakibatkan cacat tetap atau gangguan fungsi organ tubuh.
2. Data mengenai persepsi pekerja terhadap keselamatan dan kesehatan kerja dianalisis dengan menggunakan skala Likert dengan poin yang bergerak dari ekstrim negatif sampai positif (Slamet, 1993). Langkah- langkah dalam membuat skala Likert adalah sebagai berikut:
Tentukan dahulu poin yang akan digunakan. Penelitian ini menggunakan
dua poin yaitu poin yang berekstrim negatif (tidak setuju) dan poin yang berekstrim positif (setuju) dengan nilai untuk berekstrim positif +1 dan 0 (nol) untuk yang berekstrim negatif.
Jumlahkan seluruh nilai dari masing-masing pernyataan untuk setiap
responden
Tentukan kategori penilaian responden menjadi tiga kategori yaitu kategori
rendah, sedang, dan tinggi.
Perbedaan selang menggunakan rumus sebagai berikut:
1 kelas Kelas
Interval +
∑
= Range ... (4)
Dimana :
Range : nilai tertinggi – nilai terendah
∑ kelas : jumlah kategori (rendah, sedang dan tertinggi)
Menganalisa hasil perhitungan dengan memperhatikan usia pekerja,
pengalaman kerja dan jenis kegiatan yang dilakukan pada bagian produksi. 3. Data mengenai kecelakaan kerja akan dikelompokkan berdasarkan jenis
kecelakaan, penyebab kecelakaan, dan jenis kegiatan. Selanjutnya akan dianalisa secara deskriptif tentang kondisi keselamatan dan kesehatan kerja di lingkungan perusahaan.
4. Menghitung nilai kehilangan produksi (loss production)
Loss production = produktivitas x jumlah hari kerja hilang x harga pulp...(5) Keterangan:
Loss Production : US$
PT Toba Pulp Lestari Tbk menetapkan harga dengan menggunakan mata uang US$ karena PT Toba Pulp Lestari Tbk merupakan perusahaan go public
IV. HASIL DAN PEMBAHASAN
4.1. Keadaan Umum Perusahaan 4.1.1. Sejarah Perusahaan
PT. Toba Pulp Lestari Tbk yang semula bernama PT Inti Indorayon Utama (PT IIU) adalah sebuah perusahaan penanaman modal asing yang memiliki izin legalitas operasional bergerak di bidang produksi pulp yang dioperasikan berdasarkan Surat Keputusan Bersama Menteri Negara Riset dan Teknologi atau Ketua BPPt dan Menteri Negara Kependudukan dan Lingkungan Hidup SK/M/BPPT/XI/1986 dan KEP-43/MNKLH/11/1986 tertanggal 13 November 1986. Ditengah beroperasinya pabrik, perusahaan ini mengalami konflik dengan masyarakat sekitar yang berhubungan dengan pengelolaan lingkungan hidup dan pemberdayaan masyarakat yang belum optimal. Akibatnya pada pertengahan tahun 1998 perusahaan ini ditutup.
Berdasarkan keputusan pemerintah lewat sidang kabinet 10 Mei 2002 dan 16 Mei 2002, perusahaan ini diizinkan untuk mengoperasikan kembali pabriknya tanpa memproduksi serat rayon. Didukung dengan paradigma baru serta visi dan misi yang baru (Lampiran 1 dan 2) maka PT. IIU berubah nama menjadi PT Toba Pulp Lestari Tbk yang telah menerima sertifikat ISO 14001 pada tahun 2002 dan 2004 pada Fibre Resources Division dan Mill Complex (Lampiran 3) dengan kapasitas produksi sekitar ± 255 – 500 ton/hari dan merupakan produksi terbesar kedua di Indonesia. PT Toba Pulp Lestari Tbk menetapkan harga pulp sebesar $ 400 per unit yang terdiri dari 8 bale namun harga pulp di pasaran berkisar antara $ 450 - $ 500 per unit bila kondisi pasar sedang baik.
4.1.2. Letak dan Luas Perusahaan
4.1.3. Iklim
Sesuai dengan letaknya yang berada di garis khatulistiwa, daerah ini tergolong ke dalam daerah beriklim tropis basah dengan suhu berkisar antara 17°C – 29°C dengan rata – rata kelembaban udara 85,04 persen. Rata – rata tinggi curah hujan yang terjadi per bulan tahun 2005 sebesar 181 mm. Curah hujan tertinggi terjadi pada bulan November yaitu sebesar 329 mm.
4.1.4. Aksesbilitas
PT. Toba Pulp Lestari Tbk memiliki tiga lokasi penting dalam menjalankan operasinya yaitu:
1. PT. Toba Pulp Lestari Tbk terletak di Sosor Ladang, Desa Pangombusan, Kecamatan Porsea, Kabupaten Toba Samosir, sekitar 292 Km dari kota Medan Sumatera Utara dimana Mill Section dan Chimical Plant berada. PT Toba Pulp Lestari Tbk dibangun di atas tanah lebih kurang 20 ha termasuk perumahan karyawan dan nursery lebih kurang 10 ha. Sedangkan areal hutan (forest section) saat ini meliputi 7 kabupaten yaitu Kabupaten Simalungun, Dairi, Karo, Tapanuli Utara, Tapanuli Selatan, Tapanuli Tengah dan Toba Samosir. 2. Kantor pemasaran berlokasi di Gedung BNI lantai 20 yang berada di Jalan
Jendral Sudirman Kav. 1, Jakarta Selatan.
3. Kantor perwakilan berlokasi di Jalan MT. Haryono (Uni Plaza), Medan.
4.1.5. Ruang Lingkup Bidang Usaha
Secara garis besar ruang lingkup PT. Toba Pulp Lestari Tbk meliputi: 1. PT. Toba Pulp Lestari Tbk merupakan industri terintegrasi di bidang produksi
pulp
2. PT. Toba Pulp Lestari Tbk merupakan pemegang hak Pengelolaan Hutan Tanaman Industri (HPHTI).
3. Pabrik tempat beroperasinya pembuatan pulp terletak di desa Sosor Ladang, Kecamatan Porsea, Kabupaten Toba Samosir, Sumatera Utara.
4.1.6. Stuktur Organisasi Perusahaan
Organisasi dapat diartikan sebagai wadah, sistem atau kegiatan kelompok orang yang saling bekerjasama untuk mencapai satu tujuan tertentu yang memerlukan suatu stuktur dalam pengaturan dan tanggungjawab.
PT Toba Pulp Lestari (PT TPL) menggunakan stuktur organisasi dengan hubungan campuran yaitu garis, fungsional dan staf. Berdasarkan gambar stuktur organisasi PT TPL Tbk bahwa Departemen LP&C bertanggungjawab pada
General Manager Mill yang bertugas menjaga keselamatan kerja karyawan serta lingkungan kerja. Sedangkan kontraktor kedudukannya adalah sebagai mitra yang menyediakan para pekerja sehingga kontraktor sejajar dengan karyawan. Hal ini dapat dilihat pada gambar struktur organisasi PT TPL Tbk pada Lampiran 5.
4.1.7. Sumberdaya Manusia a. Jumlah Tenaga Kerja
b. Jam Kerja
Jam kerja yang berlaku di PT TPL Tbk adalah sebagai berikut: 1. Day Time
Jam kerja ini berlaku baik untuk tenaga kerja tetap maupun tidak tetap yang bekerja di kantor (karyawan general) yang dimulai pada hari Senin sampai Jumat pukul 08.00 WIB sampai pukul 17.00 WIB dengan waktu istirahat yang dimulai pada pukul 12.00 WIB sampai 13.30 WIB. Khusus hari Sabtu, setiap dua minggu sekali karyawan mendapat giliran libur secara bergantian yang disebut dengan “Saturday Off”. Jam kerja untuk hari Sabtu setengah hari, yang dimulai pukul 08.00 WIB dan berakhir pada pukul 12.00 WIB tanpa jam istirahat.
2. Shift Time
PT TPL Tbk menjalankan kegiatan produksinya selama 24 jam setiap hari kerja (non stop) dimana jam kerja ini dibagi atas tiga shift kerja. Ketiga shift
kerja tersebut diisi oleh tenaga kerja tetap dan juga tenaga kerja tidak tetap yang terbagi lagi dalam empat kelompok kerja yang jadwalnya diatur oleh perusahaan. Pembagian jam kerja untuk setiap shift adalah sebagai berikut:
a. Shift I : Pukul 08.00 – 16.00 WIB b. Shift II : Pukul 16.00 – 24.00 WIB c. Shift III : Pukul 24.00 – 08.00 WIB
Pembagian karyawan pada setiap shift sepenuhnya diatur oleh perusahaan berdasarkan pertimbangan kepentingan produksi dan sifat kerja.
c. Sistem Pengupahan
Sistem pengupahan yang berlaku di PT TPL Tbk untuk karyawan tetap bukan dari kontraktor adalah sebagai berikut:
1. Perusahaan mengatur dan menerapkan sistem pemberian upah yang layak bagi pekerja yang disesuaikan dengan golongan, status, jabatan, keahlian dan prestasi.
Pembayaran gaji kepada karyawan dilakukan sekali dalam sebulan, yaitu pada setiap akhir bulan. Dalam pembagian gaji kepada karyawan tetapnya PT TPL Tbk menganut sistem Total All in Concept, dimana total gaji yang diterima karyawan sudah termasuk berbagai tunjangan yang ada antara lain tunjangan pangkat dan jabatan, tunjangan keluarga, tunjangan perumahan dan bantuan khusus untuk perumahan serta tunjangan lokasi kerja. Sedangkan untuk karyawan tidak tetap, tunjangan tidak termasuk dalam gaji yang diterima.
d. Fasilitas Perusahaan
PT TPL Tbk berusaha untuk mendorong karyawan agar dapat bekerja lebih baik. Untuk itu perusahaan berusaha menciptakan suasana kerja yang nyaman dengan menyediakan berbagai fasilitas yang dapat mendukung efektivitas kerja karyawan dan dapat dimanfaatkan oleh karyawan tetap maupun tidak tetap. Fasilitas – fasilitas tersebut adalah sebagai berikut:
1. Fasilitas perumahan 2. Fasilitas pengobatan 3. Tempat ibadah 4. Sarana olah raga 5. Sarana pendidikan 6. Tempat rekreasi 7. Fasilitas transportasi 8. Kantin
9. Fasilitas kerja yaitu seragam (pakaian) kerja, sepatu kerja dan alat perlengkapan untuk perlindungan diri selama bekerja dan lain sebagainya.
PT TPL Tbk juga memberikan bantuan kesejahteraan bagi karyawan tetap
berupa Jaminan Sosial Tenaga Kerja (Jamsostek), dana suka – duka dan tunjangan hari raya (THR).
4.1.8. Pola Kesehatan dan Keselamatan Kerja (K3) PT TPL Tbk A. Kondisi Keselamatan dan Kesehatan Kerja
cara melakukan pekerjaan sehingga kecelakaan dan penyakit akibat kerja dapat dicegah.
Usaha untuk memelihara dan meningkatkan kesehatan dan keselamatan tenaga kerja adalah salah satu unsur jaminan kesejahteraan yang bertujuan untuk meningkatkan gairah kerja, memperbaiki performa perusahaan serta meningkatkan produktivitas. (Departemen Pekerjaan Umum ,1981)
Menurut Kepala Departemen LP&C, K3 telah diterapkan sejak perusahaan ini beroperasi kembali pada tahun 2003, dan telah disesuaikan dengan peraturan Departemen Tenaga Kerja. Berdasarkan ketentuan yang dikeluarkan oleh Departemen Tenaga Kerja (1983) yaitu perusahaan yang memiliki tenaga kerja lebih dari 500 orang wajib membentuk Panitia Pembina Keselamatan dan Kesehatan Kerja (P2K3), maka PT TPL Tbk dengan jumlah tenaga kerja kurang lebih 1908 orang telah memiliki panitia pembinaan keselamatan kerja dan kebijakan - kebijakan tentang K3 perusahaan dan yang lainnya (Lampiran 6).
Organisasi K3 memiliki misi dan visi yaitu memberikan perlindungan atas keselamatan pekerja dan sumber produksi, serta keselamatan dan kesehatan kerja harus dipahami oleh seluruh tenaga kerja. Dengan demikian tingkat kecelakaan kerja dapat ditekan sesuai dengan semboyan: Utamakan Keselamatan.
Tugas pokok Safety Committee di PT TPL Tbk diuraikan sebagai berikut: 1. Menjaga pos jaga (menempatkan petugas pada pos jaga)
2. Pemeriksaan kendaraan rental
3. Pemeriksaan kendaraan angkutan kayu logging truk 4. Mengawasi tempat BBM
5. Membuat berita acara kecelakaan dan membuat statistik kecelakaan 6. Mengawasi kantin perusahaan
7. Memelihara perumahan karyawan 8. Membuat rambu – rambu lalu lintas 9. Pemeriksaan lokasi tebangan
serta asuransi tenaga kerja (ASTEK) bagi seluruh karyawan perusahaan. Asuransi Tenaga Kerja yang dimiliki oleh perusahaan adalah asuransi kecelakaan dan meninggal dunia.
Perusahaan juga telah membuat perincian teknik – teknik keselamatan bagi setiap kontraktor, memiliki Standard Operating Procedure dalam melakukan setiap pekerjaan. Namun, penerapannya masih sangat sulit dilakukan. Hal ini dikaitkan dengan peran serta kontraktor yang cukup penting. Pada awal kontrak kerja dengan perusahaan, para kontraktor harus menyediakan peralatan keselamatan bagi pekerja dan asuransi tenaga kerja (ASTEK). Setelah dilakukan pengamatan di lapangan ditemukan banyak pekerja yang tidak menggunakan alat – alat keselamatan kerja dengan alasan bahwa kontraktor tidak lagi menyediakan peralatan keselamatan bahkan pekerja tidak mengetahui tentang asuransi tenaga kerja. Hal ini sangat memprihatinkan karena dari data kecelakaan diketahui bahwa kecelakaan paling banyak terjadi pada pekerja kontraktor. Dari 82 orang pekerja yang mengalami kecelakaan, 51 orang pekerja atau 61 persen merupakan pekerja kontraktor sedangkan 31 orang lainnya atau 39 persen merupakan tenaga kerja perusahaan.
Kendala yang dihadapi oleh perusahaan dalam menerapkan aturan – aturan K3 adalah sistem manajemen K3 yang belum optimal serta sikap pekerja terhadap keselamatan dan kesehatan kerja yang masih jauh dari yang diharapkan.
B. Departemen Loss Preventive and Control (LP&C)
Kesehatan dan keselamatan kerja merupakan hal yang sangat perlu diperhatikan oleh perusahaan dalam menjalankan proses produksinya. Untuk itu PT TPL Tbk membentuk Departemen Loss Preventive and Control (LP&C) yang bertugas untuk memperhatikan dan menjaga keselamatan kerja para pekerja serta lingkungan kerja. Departemen ini membawahi Departemen Fire and Safety
kebakaran yang selanjutnya akan ditangani oleh F&S. Tim ERT ini terdiri dari para pekerja (operator) di tiap bagian dimana mereka ditempatkan.
C. Standard Operating Procedure (SOP)
LP&C Departement mengeluarkan sebuah prosedur kerja yang disebut
Standart Operating Procedure (SOP) yang terdiri dari: 1. Working Permit (Ijin Kerja)
Working Permit adalah suatu tata cara yang disusun secara sistematis dengan tujuan untuk menetapkan peraturan – peraturan keselamatan kerja dengan mudah dan jelas, sehingga dapat digunakan sebagai pedoman para pekerja dan para pegawai termasuk penanggungjawab pekerjaan untuk menyelenggarakan kerja yang aman bagi manusia dan peralatan kerja yang termasuk ruang lingkupnya. Dengan kondisi tersebut diharapkan dapat tercipta zero accident
dan safety product dalam setiap pelaksanaan pekerjaan instalasi atau peralatan tegangan tinggi maupun ekstra tinggi.
SOP ini dirancang untuk menjadi pedoman cara kerja yang aman dalam mengerjakan pekerjaan perawatan dan perbaikan atau proses pelaksanaan konstruksi di dalam kawasan pabrik. Ijin kerja ini harus dipakai dan diikuti untuk setiap melakukan pekerjaan yang abnormal atau tidak biasa yaitu pekerjaan yang bukan bentuk proses, atau kerja yang tidak rutin dilakukan di dalam kawasan pabrik. Pekerjaan harus dilaksanakan dalam prosedur kerja isolasi, ijin kerja panas, ijin kerja masuk ruangan tertutup dan ijin menggunakan peralatan pemadaman.
2. Incident Investigation and Report (Laporan Penyelidikan Insiden)
berhubungan dengan insiden yang timbul di kawasan pabrik. Sebuah penyelidikan insiden dan laporan harus dilangkapi ketika insiden terjadi yang menimbulkan luka – luka, properti yang rusak atau situasi yang hampir saja menyebabkan suatu insiden.
3. Smoking Control Measure (Ukuran Pengendalian Rokok)
Prosedur ini dibuat untuk menerangkan dan menegaskan hukuman, pertanggungjawaban, dan proses yang berhubungan dengan ukuran pengendalian asap oleh perusahaan pada lokasi pabrik. PT TPL Tbk mengetahui bahwa asap yang berasal dari pabrik dan rokok beresiko untuk kesehatan. Bagi yang tidak merokok harus dilindungi dari asap yang tidak sengaja terhirup. Asap yang tanpa sengaja terhirup menjadi penyebab timbulnya penyakit dan gangguan pernafasan.
4. Employee Penalty for Safety and Traffic Violation (Sanksi bagi Karyawan yang Melanggar Peraturan Keselamatan Kerja dan Lalu Lintas)
SOP ini dibuat untuk menetapkan sanksi, tanggungjawab dan prosedur yang berhubungan dengan pelanggaran peraturan keselamatan kerja dan rambu – rambu lalu lintas di dalam kawasan pabrik.
Pelaksanaan tugas dan pekerjaan di dalam pabrik, para pekerja harus selalu menggunakan alat pelindung diri untuk mencegah kecelakaan kerja. Alat pelindung diri yang digunakan terdiri dari helmet, sepatu kerja dan pakaian kerja. Untuk operator di bagian tertentu harus menggunakan alat penutup telinga untuk meredam kebisingan, masker dan sarung tangan.
D. Lingkungan Kerja
Lingkungan kerja di PT TPL Tbk memiliki kondisi faktor – faktor lingkungan sebagai berikut:
1. Temperatur
Temperatur daerah kerja berkisar antara 180 – 260C. Temperatur ini dirasakan telah cocok dengan karyawan karena tidak terlalu panas ataupun dingin. 2. Kelembaban
dalam melaksanakan kegiatannya, sehingga kelembaban udara pada tingkat tersebut dianggap normal atau ideal.
3. Sirkulasi Udara
Sirkulasi udara cukup baik di ruangan kantor bagian produksi karena ventilasi udara yang baik dan sebagian besar kantor berada pada ruangan terbuka sehingga udara bebas keluar masuk. Penanaman pohon – pohon di sekitar pabrik juga menambah kesegaran di sekitar pabrik.
4. Pencahayaan
Setiap stasiun kerja diberikan penerangan yang cukup serta penempatan pencahayaan yang tidak menyilaukan pandangan operator untuk mengoperasikan mesin.
5. Kebisingan
Kebisingan di bagian Wood Preparation, Digester Plan dan di bagian Pulp Machine melebihi 85dB, hal ini terbukti jika berada di stasiun kerja ini tanpa alat pelindung telinga akan mendengung dan lama kelamaan akan terasa sakit. Namun hal ini dapat diatasi dengan menggunakan ear muff. Jika tidak memakai ear muff akan diberikan peringatan oleh pihak yang berwenang. 6. Bau - bauan
Bau – bauan ada pada bagian Digester Plant yang berasal dari bahan – bahan kimia yang digunakan sehingga bila terhirup akan mencium bau yang tidak sedap. Untuk mangatasi hal ini dapat dilakukan dengan menggunakan gas respirator (alat pernafasan).
7. Debu
Debu serbuk kayu yang halus banyak terdapat pada saat pengayakan atau penyaringan serpihan kayu pada bagian Wood Preparation. Debu – debu ini banyak beterbangan dan juga pada saat pembersihan lingkungan pabrik. Oleh karena itu karyawan diwajibkan menggunakan masker debu.
1. Membuat peraturan larangan keras merokok baik dalam maupun luar lingkungan pabrik, kecuali pada tempat – tempat yang ditentukan untuk merokok (smoking zone).
2. Memberikan sanksi pelanggaran peraturan yaitu bagi yang tidak memakai alat pelindungan diri yang pantas, lalai dalam mengikuti peraturan perusahaan, sikap dan sifat yang tidak dapat diterima.
Sebelum melakukan tindakan sesuai peraturan di atas, setiap atasan yang membawahi departemennya harus memberitahukan hal – hal yang terkait dengan peraturan tersebut kepada anggotanya. Pemberian sanksi bagi pelanggar aturan dilakukan dengan tahap – tahap sebagai berikut:
a. Pelanggaran pertama, perringatan secara lisan (berlaku 6 bulan)
b. Pelanggaran kedua, dikeluarkan surat peringatan pertama (berlaku 3 bulan) c. Pelanggaran ketiga, dikeluarka surat peringata