Perhitungan Interval Optimal Komponen Beater Mesin Grinder 311
Beater mesin Grinder 311
T (jam) f(T) λ(T) R(T) F(T) Risk
(Rp)
Kriteria Penerimaan (Rp)
Biaya Maintenance
(Rp) Total Biaya (Rp)
1 0,000005 0,000005 0,999998 0,000002 700 80.040.000 2.162.901.829 2.162.902.529
2 0,000009 0,000009 0,999991 0,000009 2.790 80.040.000 1.081.450.914 1.081.453.705
3 0,000014 0,000014 0,999979 0,000021 6.265 80.040.000 720.967.276 720.973.541
4 0,000018 0,000018 0,999963 0,000037 11.121 80.040.000 540.725.457 540.736.578
5 0,000023 0,000023 0,999942 0,000058 17.357 80.040.000 432.580.366 432.597.722
6 0,000028 0,000028 0,999917 0,000083 24.970 80.040.000 360.483.638 360.508.608
7 0,000032 0,000032 0,999887 0,000113 33.959 80.040.000 308.985.976 309.019.934
8 0,000037 0,000037 0,999852 0,000148 44.323 80.040.000 270.362.729 270.407.051
9 0,000041 0,000041 0,999813 0,000187 56.061 80.040.000 240.322.425 240.378.486
10 0,000046 0,000046 0,999770 0,000230 69.172 80.040.000 216.290.183 216.359.354
11 0,000051 0,000051 0,999721 0,000279 83.654 80.040.000 196.627.439 196.711.093
12 0,000055 0,000055 0,999668 0,000332 99.508 80.040.000 180.241.819 180.341.327
13 0,000060 0,000060 0,999611 0,000389 116.732 80.040.000 166.377.064 166.493.796
14 0,000064 0,000064 0,999549 0,000451 135.325 80.040.000 154.492.988 154.628.313
15 0,000069 0,000069 0,999483 0,000517 155.287 80.040.000 144.193.455 144.348.742
16 0,000073 0,000073 0,999412 0,000588 176.617 80.040.000 135.181.364 135.357.981
17 0,000078 0,000078 0,999336 0,000664 199.314 80.040.000 127.229.519 127.428.833
18 0,000082 0,000083 0,999256 0,000744 223.377 80.040.000 120.161.213 120.384.590
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 311 (Lanjutan)
Beater mesin Grinder 311
T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance
(Rp) Total Biaya (Rp)
20 0,000092 0,000092 0,999082 0,000918 275.600 80.040.000 108.145.091 108.420.691
21 0,000096 0,000096 0,998988 0,001012 303.757 80.040.000 102.995.325 103.299.083
22 0,000101 0,000101 0,998890 0,001110 333.279 80.040.000 98.313.719 98.646.998
23 0,000105 0,000105 0,998787 0,001213 364.163 80.040.000 94.039.210 94.403.373
24 0,000110 0,000110 0,998679 0,001321 396.409 80.040.000 90.120.910 90.517.318
25 0,000114 0,000114 0,998567 0,001433 430.016 80.040.000 86.516.073 86.946.089
26 0,000119 0,000119 0,998451 0,001549 464.984 80.040.000 83.188.532 83.653.516
27 0,000123 0,000124 0,998330 0,001670 501.311 80.040.000 80.107.475 80.608.786
28 0,000128 0,000128 0,998204 0,001796 538.998 80.040.000 77.246.494 77.785.491
29 0,000132 0,000133 0,998074 0,001926 578.042 80.040.000 74.582.822 75.160.864
30 0,000137 0,000137 0,997940 0,002060 618.444 80.040.000 72.096.728 72.715.172
31 0,000141 0,000142 0,997800 0,002200 660.203 80.040.000 69.771.027 70.431.230
32 0,000146 0,000146 0,997657 0,002343 703.317 80.040.000 67.590.682 68.293.999
33 0,000150 0,000151 0,997509 0,002491 747.787 80.040.000 65.542.480 66.290.266
34 0,000155 0,000155 0,997356 0,002644 793.610 80.040.000 63.614.760 64.408.370
35 0,000159 0,000160 0,997199 0,002801 840.787 80.040.000 61.797.195 62.637.982
36 0,000164 0,000164 0,997037 0,002963 889.317 80.040.000 60.080.606 60.969.923
37 0,000168 0,000169 0,996871 0,003129 939.198 80.040.000 58.456.806 59.396.004
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 311 (Lanjutan)
Beater mesin Grinder 311
T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
39 0,000177 0,000178 0,996525 0,003475 1.043.012 80.040.000 55.459.021 56.502.033
40 0,000182 0,000183 0,996345 0,003655 1.096.942 80.040.000 54.072.546 55.169.488
41 0,000186 0,000187 0,996161 0,003839 1.152.221 80.040.000 52.753.703 53.905.924
42 0,000191 0,000192 0,995973 0,004027 1.208.847 80.040.000 51.497.663 52.706.510
43 0,000195 0,000196 0,995779 0,004221 1.266.819 80.040.000 50.300.043 51.566.862
44 0,000200 0,000201 0,995582 0,004418 1.326.137 80.040.000 49.156.860 50.482.997
45 0,000204 0,000205 0,995380 0,004620 1.386.799 80.040.000 48.064.485 49.451.284
46 0,000209 0,000210 0,995173 0,004827 1.448.804 80.040.000 47.019.605 48.468.409
47 0,000213 0,000214 0,994962 0,005038 1.512.151 80.040.000 46.019.188 47.531.339
48 0,000218 0,000219 0,994746 0,005254 1.576.840 80.040.000 45.060.455 46.637.295
49 0,000222 0,000223 0,994527 0,005473 1.642.869 80.040.000 44.140.854 45.783.723
50 0,000227 0,000228 0,994302 0,005698 1.710.237 80.040.000 43.258.037 44.968.274
51 0,000231 0,000233 0,994073 0,005927 1.778.944 80.040.000 42.409.840 44.188.784
52 0,000236 0,000237 0,993840 0,006160 1.848.987 80.040.000 41.594.266 43.443.253
53 0,000240 0,000242 0,993602 0,006398 1.920.367 80.040.000 40.809.468 42.729.836
54 0,000244 0,000246 0,993360 0,006640 1.993.082 80.040.000 40.053.738 42.046.819
55 0,000249 0,000251 0,993113 0,006887 2.067.130 80.040.000 39.325.488 41.392.618
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 311 (Lanjutan)
Beater mesin Grinder 311
T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
57 0,000258 0,000260 0,992606 0,007394 2.219.224 80.040.000 37.945.646 40.164.870
58 0,000262 0,000264 0,992346 0,007654 2.297.267 80.040.000 37.291.411 39.588.677
59 0,000267 0,000269 0,992082 0,007918 2.376.639 80.040.000 36.659.353 39.035.992
60 0,000271 0,000273 0,991813 0,008187 2.457.339 80.040.000 36.048.364 38.505.703
61 0,000275 0,000278 0,991540 0,008460 2.539.366 80.040.000 35.457.407 37.996.773
62 0,000280 0,000282 0,991262 0,008738 2.622.719 80.040.000 34.885.513 37.508.232
63 0,000284 0,000287 0,990980 0,009020 2.707.395 80.040.000 34.331.775 37.039.171
64 0,000289 0,000291 0,990693 0,009307 2.793.395 80.040.000 33.795.341 36.588.737
65 0,000293 0,000296 0,990402 0,009598 2.880.717 80.040.000 33.275.413 36.156.130
66 0,000298 0,000300 0,990107 0,009893 2.969.360 80.040.000 32.771.240 35.740.599
67 0,000302 0,000305 0,989807 0,010193 3.059.321 80.040.000 32.282.117 35.341.438
68 0,000306 0,000310 0,989503 0,010497 3.150.601 80.040.000 31.807.380 34.957.980
69 0,000311 0,000314 0,989195 0,010805 3.243.197 80.040.000 31.346.403 34.589.600
70 0,000315 0,000319 0,988882 0,011118 3.337.108 80.040.000 30.898.598 34.235.705
71 0,000319 0,000323 0,988565 0,011435 3.432.333 80.040.000 30.463.406 33.895.739
72 0,000324 0,000328 0,988243 0,011757 3.528.870 80.040.000 30.040.303 33.569.173
73 0,000328 0,000332 0,987917 0,012083 3.626.719 80.040.000 29.628.792 33.255.511
74 0,000333 0,000337 0,987587 0,012413 3.725.877 80.040.000 29.228.403 32.954.280
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 311 (Lanjutan)
Beater mesin Grinder 311
T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
76 0,000341 0,000346 0,986913 0,013087 3.928.117 80.040.000 28.459.235 32.387.351
77 0,000346 0,000350 0,986569 0,013431 4.031.195 80.040.000 28.089.634 32.120.829
78 0,000350 0,000355 0,986222 0,013778 4.135.578 80.040.000 27.729.511 31.865.088
79 0,000354 0,000359 0,985870 0,014130 4.241.262 80.040.000 27.378.504 31.619.767
80 0,000359 0,000364 0,985513 0,014487 4.348.248 80.040.000 27.036.273 31.384.521
81 0,000363 0,000368 0,985152 0,014848 4.456.533 80.040.000 26.702.492 31.159.025
82 0,000367 0,000373 0,984787 0,015213 4.566.115 80.040.000 26.376.852 30.942.967
83 0,000372 0,000377 0,984418 0,015582 4.676.994 80.040.000 26.059.058 30.736.052
84 0,000376 0,000382 0,984044 0,015956 4.789.168 80.040.000 25.748.831 30.537.999
85 0,000380 0,000386 0,983666 0,016334 4.902.634 80.040.000 25.445.904 30.348.538
86 0,000384 0,000391 0,983284 0,016716 5.017.392 80.040.000 25.150.021 30.167.413
87 0,000389 0,000396 0,982897 0,017103 5.133.440 80.040.000 24.860.941 29.994.381
88 0,000393 0,000400 0,982506 0,017494 5.250.776 80.040.000 24.578.430 29.829.206
89 0,000397 0,000405 0,982111 0,017889 5.369.398 80.040.000 24.302.268 29.671.666
90 0,000402 0,000409 0,981711 0,018289 5.489.306 80.040.000 24.032.243 29.521.548
91 0,000406 0,000414 0,981308 0,018692 5.610.496 80.040.000 23.768.152 29.378.648
92 0,000410 0,000418 0,980900 0,019100 5.732.968 80.040.000 23.509.802 29.242.771
93 0,000414 0,000423 0,980487 0,019513 5.856.720 80.040.000 23.257.009 29.113.729
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 311 (Lanjutan)
Beater mesin Grinder 311
T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
95 0,000423 0,000432 0,979650 0,020350 6.108.056 80.040.000 22.767.388 28.875.444
96 0,000427 0,000436 0,979225 0,020775 6.235.637 80.040.000 22.530.227 28.765.864
97 0,000431 0,000441 0,978796 0,021204 6.364.490 80.040.000 22.297.957 28.662.447
98 0,000436 0,000445 0,978362 0,021638 6.494.614 80.040.000 22.070.427 28.565.041
99 0,000440 0,000450 0,977924 0,022076 6.626.008 80.040.000 21.847.493 28.473.501
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 311 (Lanjutan)
Beater mesin Grinder 311
T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
114 0,000502 0,000518 0,970855 0,029145 8.747.928 80.040.000 18.972.823 27.720.751 115 0,000507 0,000522 0,970350 0,029650 8.899.369 80.040.000 18.807.842 27.707.211 116 0,000511 0,000527 0,969842 0,030158 9.052.046 80.040.000 18.645.705 27.697.751 117 0,000515 0,000531 0,969329 0,030671 9.205.957 80.040.000 18.486.340 27.692.297
118 0,000519 0,000536 0,968812 0,031188 9.361.099 80.040.000 18.329.677 27.690.776
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 310
Beater Mesin Grinder 310T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 310 (Lanjutan)
Beater Mesin Grinder 310T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 310 (Lanjutan)
Beater Mesin Grinder 310T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 310 (Lanjutan)
Beater Mesin Grinder 310T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance (Rp)
Total Biaya (Rp)
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 310 (Lanjutan)
Beater Mesin Grinder 310T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance
(Rp) Total Biaya (Rp)
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 310 (Lanjutan)
Beater Mesin Grinder 310T (jam) f(T) λ(T) R(T) F(T) Risk (Rp) Kriteria
Penerimaan (Rp)
Biaya Maintenance
(Rp) Total Biaya (Rp)
96 0,000540 0,000556 0,971047 0,028953 8.690.096 80.040.000 22.530.227 31.220.323 97 0,000544 0,000561 0,970506 0,029494 8.852.736 80.040.000 22.297.957 31.150.693 98 0,000548 0,000565 0,969959 0,030041 9.016.658 80.040.000 22.070.427 31.087.085 99 0,000553 0,000570 0,969409 0,030591 9.181.858 80.040.000 21.847.493 31.029.351 100 0,000557 0,000575 0,968854 0,031146 9.348.330 80.040.000 21.629.018 30.977.348 101 0,000561 0,000579 0,968296 0,031704 9.516.070 80.040.000 21.414.870 30.930.940 102 0,000565 0,000584 0,967733 0,032267 9.685.073 80.040.000 21.204.920 30.889.993 103 0,000569 0,000589 0,967165 0,032835 9.855.334 80.040.000 20.999.047 30.854.381 104 0,000574 0,000593 0,966594 0,033406 10.026.849 80.040.000 20.797.133 30.823.982 105 0,000578 0,000598 0,966018 0,033982 10.199.613 80.040.000 20.599.065 30.798.678 106 0,000582 0,000603 0,965439 0,034561 10.373.620 80.040.000 20.404.734 30.778.354 107 0,000586 0,000607 0,964855 0,035145 10.548.867 80.040.000 20.214.036 30.762.903 108 0,000590 0,000612 0,964267 0,035733 10.725.348 80.040.000 20.026.869 30.752.217 109 0,000594 0,000617 0,963675 0,036325 10.903.060 80.040.000 19.843.136 30.746.196
110 0,000598 0,000621 0,963078 0,036922 11.081.996 80.040.000 19.662.744 30.744.740
Perhitungan Interval Optimal Komponen Beater Mesin Grinder 310 (Lanjutan)
Beater Mesin Grinder 310T (jam) f(T) λ(T) R(T) F(T) Risk (Rp)
Kriteria Penerimaan
(Rp)
Biaya Maintenance
(Rp)
Total Biaya (Rp)
PROBABILITY DENSITY FUNCTION (PDF)
1. PDF Beater Mesin Grinder 311
CUMULATIVE DENSITY FUNCTION (CDF)
FAILURE RATE GRAPH
DAFTAR PUSTAKA
Anderson, T. W. 2010. Anderson darling Tests of Goodness-of-Fit. Stanford University.
Anderson, T. W., D. A. Darling. 1945. A Test of Goodness-of-Fit. J. Am. Stat. Assoc., Vol. 49, 765-769
. 1952. Assymtotic Theory of Certain Goodness of Fit Criteria Based on
Stochastic Process.The Annals of Mathematical Statistics, Vol 23,No. 2
B. S, Dhillon. 2006. Maintanability, Maintanance, and Reliability for
Engineering. New York: Taylor and Francis Group.
Besterfield, Dale H. 1998. Quality Control. Fifth Edition. New Jersey: Prentice-Hall International.
Blanchard, Benjamin S. 1981. System Engineering and Analysis. Third edition. New Jersey: Prentice- Hall International.
E. Ebeling, Charles. 1997. An Introduction to Reliability and Maintainability
Engineering. University of Dayton: The McGraw-Hill Companies, INC.
F. Stapelberg ,R.. 2009. Handbook of Reliability, Availability, Maintanability and
Safety in Engineering Design: Safety and Risk in engineering Design.
Springer.
Govil, A.K. 1983. Reliability Engineering. New Delhi: Mc Graw Hill Publishing CO.
Jardine, Andrew K. S. & Tsang, Albert H. C. 1997. Maintenance, Replacement, and Reliability: Theory and Application. CRC
Kapur, K. C dan L.R. Lamberson. 1977. Reliability in Engineering Design. New York: John Wiley & Sons.
Khan, Faisal I., and Mahmoud Haddara. 2003. Risk-Based Maintenance (RBM): a
Quantitative Approach for Maintenance/Inspection Scheduling and
Planning. Canada: Faculty of Engineering and Applied Science, Memorial
University of Newfoundland, St. John’s, Nfld.
. 2004. Risk-Based Maintenance (RBM): a New Approach for Process
Plant Inspection and Maintenance. Canada: Faculty of Engineering and
Applied Science, Memorial University of Newfoundland, St. John’s, Nfld. Krishnasamy, Loganathan, Faisal Khan & Mahmoud Haddara. 2005.
Development of a Risk-Based Maintenance (RBM) Strategy for a Power-Generating Plant. Canada: Faculty of Engineering and Applied Science, Memorial University of Newfoundland, St. John’s, Nfld
M. Wiliamson, Robert. 2006. Using Overall Equipment Effectiveness: The Metric
and The Measures. Strategic Work Sistem Inc.
Nakajima, Seiichi. 1988. TPM: Introduction to TPM (Total Productive
Maintenance). Tokyo: Productivity Press
Risliyanto, Andi. 2008. Penerapan Reliability Centered Maintanance II pada
Electrostatic Precipitator di PT. Ipmomi Paiton.Tugas Akhir, Teknik
Sumando Simanjuntak, Erfan. 2012. Tugas Akhir: Usulan Perawatan Mesin
Boiler dengan Menggunakan Metode Risk Based Maintenance (RBM) dan
Network Planning pada PT. SIMNU. Program Studi Teknik Industri.
Fakultas Rekayasa Industri. Institut Teknologi Telkom. Bandung.
http://www.itl.nist.gov/div898/handbook/eda/section3/eda35e.htm: Engineering
Statistic Handbook. (diakses tanggal 30 Maret 2013)
http://www.leanindonesia.com/2010/11/oee-overall-equipment-effectiveness/
(diakses tanggal 20 Januari 2013)
BAB III
LANDASAN TEORI
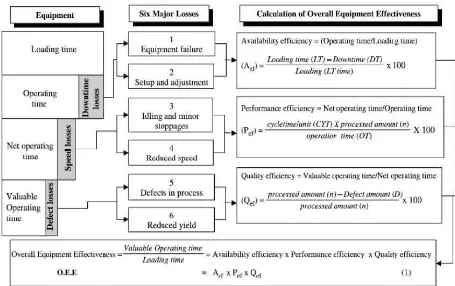
3.1. Metode Evaluasi dengan Pendekatan Overall Equipment Effectiveness
(OEE)
1OEE merupakan alat pengukur kinerja keseluruhan peralatan dalam arti bahwa peralatan dapat bekerja seperti yang seharusnya. OEE juga tool analisa tiga bagian untuk kinerja peralatan berdasarkan availability, performance efficiency, dan quality dari produk atau output. 2Adapun skema OEE dilihat pada Gambar 3.1.
OEE merupakan ukuran yang menyeluruh yang mengindikasikan tingkat efektivitas mesin/peralatan dan kinerjanya secara teori. Pengukuran ini sangat penting untuk mengetahui area mana yang perlu untuk ditingkatkan produktivitas ataupun efesiensi mesin/peralatan.
1 Robert M. Williamson, Using Oveall Equipment Effectiveness: The Metric and The Measures, Strategic Work System, Inc, 2006.
Gambar 3.1. Skema Overall Equipment Effectiveness (OEE)
(Sumber: TPM: Introduction to TPM (Total Productive Maintenance, 1988)
1. Ketersediaan (availability)
Availability ratio merupakan suatu rasio yang menggambarkan pemanfaatan waktu yang tersedia untuk kegiatan operasi mesin atau peralatan. Nakajima (1988) menyatakan bahwa availability merupakan rasio dari operation time, dengan mengeliminasi downtime peralatan, terhadap loading time. Sehingga untuk dapat menghitung availability mesin dibutuhkan nilai-nilai dari:
a. Waktu yang tersedia untuk satu hari (Loading time) b. Downtime
Loading time atau available time per day diperoleh dengan mengurangkan
planned downtime dari total waktu tersedia per hari (atau bulan). Planned
downtime adalah downtime yang dijadwalkan dalam rencana produksi, meliputi
downtime untuk jadwal pemeliharaan dan aktivitas manajemen lainnya.
Operation time diperoleh dengan mengurangkan equipment downtime dari
loading time, dengan kata lain, merupakan waktu dimana peralatan beroperasi
aktualnya. Equipment downtime meliputi kerugian kemacetan peralatan diakibatkaan oleh kegagalan, prosedur set-up/adjustment, dan lain-lain.
2. Performance Ratio
Performance ratio merupakan suatu rasio yang menggambarkan
kemampuan dari peralatan dalam menghasilkan barang. Rasio ini merupakan hasil dari operating speed rate dan net operatinf rate. Operating speed rate peralatan mengacu kepada perbedaan antara kecepatan ideal (berdasarkan desain peralatan) dan kecepatan operasi actual. Net operating rate mengukur pemeliharaan dari suatu kecepatan selama periode tertentu. Dengan kata lain, mengukur apakah suatu operasi tetap stabil dalam periode selama peralatan beroperasi pada kecepatan rendah.
Performancy rate dapat dihitung sebagai berikut:
Tiga faktor penting yang dibutuhkn untuk menghitung performance
efficiency:
a. Waktu siklus (ideal cycle time)
b. Jumlah produk yang diproses (processed amount) c. Waktu operasi mesin (operation time)
3. Rasio Kualitas Produk (Rate of Quality Product)
Rasio kualitas produk adalah suatu rasio yang menggambarkan kemampuan peralatan dalam menghasilkan produk yang sesuai dengan standard. Nilai ini merupakan rasio jumlah produk yang baik terhadap jumlah produk total yang diproses. Jadi rasio kualitas produk adalah hasil perhitungan dengan menggunakan dua faktor berikut:
a. Jumlah produk yang diproses (processed amount) b. Jumlah produk yang cacat (defect amount)
Sejalan dengan meningkatnya ketiga faktor yang terdapat dalam OEE maka kapabilitas perusahaan juga meningkat. Dengan memasukkan keenam faktor yang terdapat dalam six big losses dalam perhitungan OEE, pada pertama kali umumnya perusahaan hanya mempunyai tingkat OEE sekitar 50% sampai 60%, dengan kata lain pabrik hanya menggunakan setengah dari potensi kapasitas efektifitas mesin/peralatan yang mereka miliki.
Berdasarkan pengalaman perusahaan yang sukses nilai OEE yang ideal diharapkan adalah:
- Availability ≥ 90%
- Performancy Efficiency ≥ 95%
- Rate of Quality Product ≥ 99%
Sehingga nilai OEE ideal yang diharapkan adalah:
3Six big losses ini akan terlihat secara jelas dari nilai OEE untuk
masing-masing komponen. Misalkan availability-nya rendah, maka improvement di fokuskan untuk meningkatkan uptime mesin dan mempercepat waktu set up.
Performance improvement berfokus pada menghilangkan mesin idle karena
ketidak sediaan material, stoppages, dan mesin jalan dengan kecepatan dibawah kapasitas normal. Quality rate akan berfokus untuk improvement dalam hal pencegahan produk scrap atau terjadinya rework.
3.2. Perawatan Mesin4
Ketika reliability biasanya diasosiasikan dengan perangkat keras dan kemampuannya untuk bekerja sesuai dengan fungsinya, ada beberapa faktor lain yang harus dipertimbangkan sebagai bagian dari keseluruhan program keandalan sehingga menghasilkan kepuasan pelanggan. Faktor-faktor tersebut biasanya berpengaruh secara langsung terhadap pengukuran kinerja dan peluang kinerja pada suatu waktu tertentu. Tidak ada dari salah satu faktor tersebut yang dapat dikendalikan secara langsung oleh operator, tetapi dievaluasi melalui reliability saat proses design.
Secara praktiknya, produk elektonik membutuhkan perawatan untuk menjaga mesin beroperasi dengan memuaskan. Preventive maintenance adalah pengembangan perawatan yang mencoba untuk mencegah downtime yang tidak terjadwal atau interupsi pada saat beroperasi. Kemudahan suatu mesin atau produk untuk dikembalikan untuk dapat bekerja pada keadaan semula atau waktu yang dibutuhkan untuk memperbaiki ke keadaan awal mesin adalah menjadi suatu pertimbangan yang penting saat proses design.
Availability adalah total waktu dikurang dengan waktu yang dibutuhkan untuk maintenance dan proses repair. Tentu saja, untuk mendapatkan availability yang sempurna, ada pertimbangan untuk mengurangi waktu perawatan dan biaya yang diakibatkan oleh downtime.
Perawatan (maintenance) adalah suatu tindakan yang dibutuhkan untuk memelihara suatu unit mesin atau alat didalamnya atau memperbaikinya sampai
pada kondisi tertentu yang bisa diterima. Sedangkan maintanability adalah probabilitas suatu unit untuk gagal beroperasi akan diperbaiki sampai pada kondisi pengoprasian yang berhasil beroperasi dengan baik.5
Beberapa pengertian perawatan (maintenance) menurut ahli :
1. Menurut Corder (1988), perawatan merupakan suatu kombinasi dari tindakan yang dilakukan untuk menjaga suatu barang dalam, atau untuk memperbaikinya sampai, suatu kondisi yang bisa diterima.
2. Menurut Assauri (1993), perawatan diartikan sebagai suatu kegiatan pemeliharaan fasilitas pabrik serta mengadakan perbaikan, penyesuaian atau penggantian yang diperlukan agar terdapat suatu keadaan operasi produksi yang sesuai dengan yang direncanakan.
3. Menurut Dhillon (1997), perawatan adalah semua tindakan yang penting dengan tujuan untuk menghasilkan produk yang baik atau untuk mengembalikan kedalam keadaan yang memuaskan.
3.3. Bentuk-bentuk Perawatan
Blanchard (1980) mengklasifikasi perawatan menjadi 5 bagian, yaitu:
1. Corrective Maintenance, merupakan perawatan yang terjadwal ketika suatu
sistem mengalami kegagalan untuk memperbaiki sistem pada kondisi tertentu. 2. Preventive Maintenance, meliputi semua aktivitas yang terjadwal untuk
menjaga sistem / produk dalam kondisi operasi tertentu. Jadwal perawatan meliputi periode inspeksi.
3. Predictive Maintenance, sering berhubungan dengan memonitor kondisi
program perawatan preventif dimana metode memonitor secara langsung digunakan untuk menentukan kondisi peralatan secara teliti.
4. Maintenance Prevention, merupakan usaha mengarahkan maintenance free design yang digunakan dalam konsep “Total Predictive Maintenance (TPM)”.
Melalui desain dan pengembangan peralatan, keandalan dan pemeliharaan dengan meminimalkan downtime dapat meningkatkan produktivitas dan mengurangi biaya siklus hidup.
5. Adaptive Maintenance, menggunakan software komputer untuk memproses
data yang diperlukan untuk perawatan.
Preventive maintenance dibedakan atas dua kegiatan (Assauri, 1993), yaitu:
1. Routine Maintenance, yaitu kegiatan pemeliharaan yang dilakukan secara
rutin, sebagai contoh adalah kegiatan pembersihan fasilitas dan peralatan, pemberian minyak pelumas atau pengecekan oli, serta pengecekan bahan bakar dan sebagainya.
2. Periodic Maintenance, yaitu kegiatan pemeliharaan yang dilakukan secara
berkala. Perawatan berkala dilakukan berdasarkan lamanya jam kerja mesin produk tersebut sebagai jadwal kegiatan misalnya setiap seratus jam sekali.
3.4. Diagram Pareto6
Pareto diagram adalah suatu diagram yang menggambarkan urutan masalah menurut bobotnya yang dinyatakan dengan frekuensinya. Kegunaannya adalah untuk:
1. Menentukan jenis persoalan utama.
2. Membandingkan masing-masing jenis persoalan terhadap keseluruhan. 3. Menunjukkan tingkat perbaikan yang berhasil dicapai.
4. Membandingkan hasil perbaikan masing-masing jenis persoalan sebelum dan setelah perbaikan.
Contoh pengambaran diagram pareto dapat dilihat pada Gambar 3.2.
Gambar 3.2. Contoh Pareto Diagram
(Sumber: http://en.wikipedia.org/wiki/Pareto_chart)
2. Tentukan jangka waktu pengumpulan data yang akan dibahas untuk memudahkan melihat perbandingan sebelum dan sesudah penanggulangan (jangka waktu harus sama).
3. Atur masing-masing penyebab (sesuai dengan stratifikasi) secara berurutan sesuai besarnya nilai dan gambarkan dalam grafik kolom. Penyebab dengan
nilai lebih besar terletak di sisi kiri, kecuali ”dan lain-lain” terletak di paling kanan.
4. Gambarkan grafik garis yang menunjukkan jumlah persentase (total 100%) pada bagian atas grafik kolom dimulai dengan nilai yang terbesar dan di bagian bawah/keterangan kolom tersebut.
5. Pada bagian atas dan samping berikan keterangan/nama diagram dan jumlah unit seluruhnya.
3.5. Kehandalan (Reliability)7
Secara sederhana, reliability (keandalan) adalah kualitas dalam jangka panjang yaitu kemampuan produk untuk melakukan fungsi yang ditetapkan selama periode waktu tertentu. Produk yang mampu bekerja untuk periode yang panjang dapat diandalkan. Karena semua unit produk akan gagal pada waktu yang berbeda, maka keandalan merupakan probabilitas.
Definisi reliability (keandalan) yang lebih tepat adalah probabilitas bahwa produk akan menjalankan fungsi yang dimaksudkan dengan memuaskan untuk umur produk yang ditentukan berdasarkan kondisi lingkungan tertentu.
8Dalam reliability, yang dimaksud kerusakan dalam sebuah sistem bukanlah kemampuan melakukan fungsi yang diperlukan. Tujuan, dan kebutuhan, sistem tertentu sebenarnya menentukan jenis ukuran reliabilitas yang paling berarti dan paling berguna. Secara umum, sistem mungkin diperlukan untuk melakukan berbagai fungsi dimana masing-masing sistem memiliki keandalan yang berbeda. Selain itu, pada waktu yang berbeda (atau jumlah siklus atau setiap tindakan lain dari penggunaan sistem) sistem juga memiliki probabilitas keberhasilan yang berbeda dalam melakukan fungsi yang diperlukan dalam kondisi lain.
9Evaluasi setiap produk dalam hal reliabilitas didefinisikan berdasarkan konsep dan pengukuran keandalan. Bagian ini berkaitan dengan pengembangan pengukuran keandalan dan jangka waktu yang dipilih. Pemahaman dasar diperlukan sebelum membahas fungsi keandalan sebagai program yang terkait dengan sistem/desain produk. Fungsi keandalan juga dikenal sebagai fungsi kelangsungan hidup, ditentukan dari probabilitas bahwa suatu sistem (atau produk) akan berhasil setidaknya untuk beberapa waktu tertentu t. fungsi keandalan, R (t) didefinisikan:
R(t) = 1 – F(t)
Dimana F(t) adalah kemungkinan atau probabilitas bahwa sistem akan rusak oleh waktu (t). Pada dasarnya F(t) adalah fungsi distribusi kegagalan atau
8 K. C. Kapur dan L. R. Lamberson, Reliability in Engineering Design. New York: John Wiley & Sons. Inc.,1977. Hal 9
fungsi “unreliability”. Jika variabel acak t memiliki fungsi kepadatan f(t), maka
reliability ditunjukkan sebagai:
R(t) = 1 – F(t) =
t ) t ( dt f
3.6. Anderson-Darling Test10
Uji Anderson-Darling (Stephens, 1974) digunakan untuk menguji apakah suatu sampel data berasal dari populasi dengan distribusi tertentu. Uji ini merupakan modifikasi dari uji Kolmogorov-smirnov (K-S). Uji K-S adalah distribusi bebas dalam arti bahwa niai-nilai kritis tidak tergantung pada distribusi tertentu yang sedang diuji. Uji Anderson-Darling menggunakan distribusi tertentu dalam menghitung nilai-nilai kritis. Keuntungannya adalah memungkinkan test yang lebih sensitif, sedangkan kelemahannya adalah nilai-nilai kritis harus dihitung untuk setiap distribusi. Saat ini, tabel dari nilai-nilai kritis telah tersedia untuk distribusi normal, lognormal, weibull, nilai ekstrim I dan distribusi logistik.
Uji Anderson-Darling dapat dilakukan dengan perhitungan berikut: H0 : Data mengikuti distribusi tertentu
Ha : Data tidak mengikuti distribusi tertentu A= - N - S
dan
F merupakan cumulative distribution function dari distribusi tertentu, dan Yi merupakan sampel data yang diuji.
Nilai-nilai kritis untuk uji Anderson-Darling tergantung pada distribusi tertentu yang sedang diuji. Nilai tabulasi dapat dilihat pada nilai tabel kritis sesuai distribusi yang diuji. Test dilakukan satu sisi, yaitu H0 ditolak jika A lebih besar dari nilai kritis.
3.7. Pola Distribusi Data dalam Keandalan/Reliability11
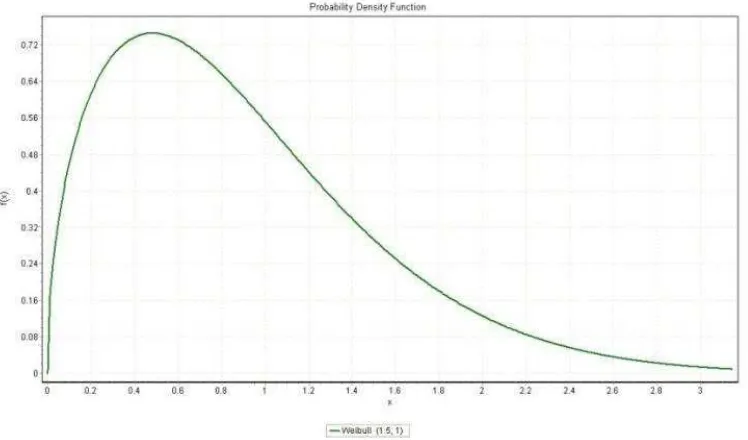
3.7.1. Pola Distribusi Weibull
Distribusi Weibull pertama sekali diperkenalkan oleh ahli fisika dari Swedia Wallodi Weibull pada tahun 1939. Dalam aplikasinya, distribusi ini sering
digunakan untuk memodelkan “waktu sampai kegagalan” (time to failure) dari
suatu sistem fisika. Ilustrasi yang khas, misalnya pada sistem dimana jumlah kegagalan meningkat dengan berjalannya waktu (misalnya keausan bantalan), berkurang dengan berjalannya waktu (misalnya daya hantar beberapa semi konduktor) atau kegagalan yang terjadi oleh suatu kejutan (shock) pada sistem. Pada Gambar 3.3. dapat dilihat kurva pola Distribusi Weibull.
Gambar 3.3. Kurva Distribusi Weibull
Distribusi weibull merupakan keluarga distribusi kerusakan yang paling sering dipakai sebagai model distribusi masa hidup (life time). Distribusi Weibull merupakan distribusi empirik sederhana yang mewakili data yang aktual. Distribusi ini biasa digunakan dalam menggambarkan karakteristik kerusakan dan keandalan pada komponen. Fungsi-fungsi dari distribusi Weibull:
1. Fungsi Kepadatan Probabilitas
t t tf( ) exp
1 0 , ;
t2. Fungsi Distribusi Kumulatif
t t3. Fungsi Keandalan
t tR( ) exp
) ( 1 )
(t F t
R
4. Fungsi Laju Kerusakan 1 ) ( ) ( ) (
t
t R t f t h
5. MTTF (Mean Time To Failure)
MTTF adalah rata-rata waktu atau interval waktu kerusakan mesin atau
komponen dalam distribusi kegagalan.
1 1 MTTF = Fungsi Gamma, (n) = (n-1)!, dapat diperoleh melalui nilai fungsi gamma.
Dimana, menurut Stirling n
n
e n n 2 n!
Π = 3,142...
e = 2,718...
Parameter β disebut dengan parameter bentuk atau kemiringan Weibull (weibull slope), sedangkan parameter α disebut dengan parameter skala atau karakteristik hidup. Bentuk fungsi distribusi Weibull bergantung pada parameter
bentuknya (β), yaitu:
Β = 1 : Distribusi Weibull akan menyerupai distribusi eksponensial dengan laju kerusakan cenderung konstan.
Β > 1 : Distribusi Weibull akan menyerupai distribusi normal dengan laju kerusakan cenderung meningkat.
3.7.2. Pola Distribusi Normal12
Distribusi normal (Gausian) mungkin merupakan distribusi probabilitas yang paling penting baik dalam teori maupun aplikasi statistik. Terminologi
“normal” itu sendiri bukan tidak pada tempatnya, karena memang distribusi ini
adalah yang paling banyak digunakan sebagai basis data riil di berbagai bidang yang meliputi antara lain karakteristik fisik mahluk hidup (berat, tinggi badan, manusia, hewan dan lain-lain), kesalahan-kesalahan pengukuran dalam eksperimen ilmiah, pengukuran-pengukuran intelejensia dan perilaku, nilai skor berbagai pengujian, dan berbagai ukuran indikator ekonomi. Bahkan meskipun variabel yang ditangani dalam distribusi adalah variabel diskrit, kurva distribusi normal sering juga digunakan sebagai pendekatan. Pada Gambar 3.4. dapat dilihat kurva pola Distribusi Normal.
Sekurang-kurangnya terdapat empat alasan mengapa distribusi normal menjadi distribusi yang paling penting:
1. Distribusi normal terjadi secara alamiah seperti diuraikan sebelumnya banyak peristiwa di dunia nyata yang terdistribusi secara normal.
2. Beberapa variabel acak yang terdistribusi secara normal dapat dengan mudah ditransformasi menjadi suatu distribusi variabel acak yang normal.
3. Banyak hasil dan teknik analisis yang berguna dalam pekerjaan statistik hanya bisa berfungsi dengan benar jika model distribusinya merupakan Distribusi Normal.
4. Ada bebrapa variabel acak yang tidak menunjukkan distribusi normal pada populasinya, namun distribusi rata-rata sampel yang diambil secara random dari populasi tersebut ternyata menunjukkan Distribusi Normal.
Gambar 3.4. Kurva Distribusi Normal
Fungsi-fungsi dari distribusi Normal: 1. Fungsi Kepadatan Probabilitas
2 2 2 ) ( exp 2 1 ) ( t t
f ; t
2. Fungsi Distribusi Kumulatif
t t dt
3. Fungsi Keandalan
t dt t t R 2 2 2 ) ( exp 2 1 ) ( 4. Fungsi Laju Kerusakan
) ( ) ( ) ( t R t f t h
5. MTTF (Mean Time To Failure)
MTTF
Kosep reliability distribusi normal tergantung pada nilai (rata-rata) dan σ (standar deviasi).
3.7.3. Pola Distribusi Lognormal13
Distribusi lognormal merupakan distribusi yang berguna untuk menggambarkan distribusi kerusakan untuk situasi yang bervariasi. Distribusi lognormal banyak digunakan di bidang teknik, khusunya sebagai model untuk berbagai jenis sifat material dan kelelahan material. Pada Gambar 3.4. dapat dilihat kurva pola Distribusi Lognormal.
Gambar 3.5. Kurva Distribusi Lognormal
Fungsi-fungsi dari distribusi Lognormal: 1. Fungsi Kepadatan Probabilitas
2 2 2 ln exp 2 1 ) ( t t tf ;t
2. Fungsi Distribusi Kumulatif
t
dtt t F t
2 2 2 ln exp 2 1 ) ( 3. Fungsi Keandalan
t
dtt t R t
2 2 2 ln exp 2 1 ) ( ) ( 1 )(t F t
R
4. Fungsi Laju Kerusakan
) ( ) ( ) ( t R t f t h
5. MTTF (Mean Time To Failure)
2 exp 2
MTTFKosep reliability Distribusi Lognormal tergantung pada nilai (rata-rata)
3.7.4. Pola Distribusi Eksponensial14
Meskipun distribusi normal memiliki penerapan yang luas di berbagai bidang ilmu, dalam kenyataannya terdapat situasi dimana hasil-hasil eksperimen menunjukkan distribusi yang tidak simetris ataupun tidak menujukkan kcenderungan simetris. Dalam kasus-kasus semacam ini, model distribusi normal tidak dapat memberikan hasil yang tepat jika digunakan. Pada Gambar 3.5. dapat dilihat kurva pola distribusi eksponensial.
Untuk eksperimen-eksperimen probabilitas yang hasilnya menunjukkan suatu bentuk distribusi yang mempunyai variasi ukuran kemencengan yang cukup signifikan, distribusi eksponensial merupakan salah satu alternatif model yang banyak digunakan. Distribusi eksponensial sering digunakan dalam berbagai bidang, terutama dalam teori keandalan. Hal ini disebabkan karena pada umumnya data kerusakan mempunyai perilaku yang dapat dicerminkan oleh distribusi eksponensial. Distribusi eksponensial akan tergantung pada nilai , yaitu laju kegagalan (konstan).
Gambar 3.6. Kurva Distribusi Eksponensial
Fungsi-fungsi dari distribusi Eksponensial: 1. Fungsi Kepadatan Probabilitas
t e t
f( ) t0
2. Fungsi Distribusi Kumulatif
t e t
F( )1 3. Fungsi Keandalan
t e t R( )
4. Fungsi Laju Kerusakan
) (t
h
5. MTTF (Mean Time To Failure)
1 MTTF
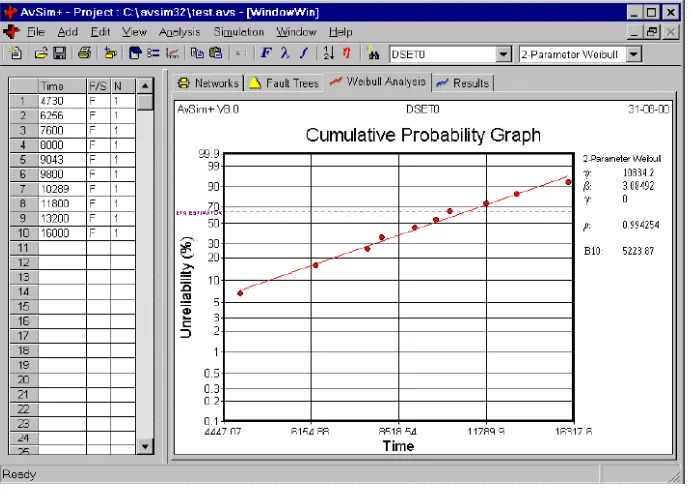
3.8. Software AvSIm+
AvSim+ mempermudah pengguna untuk memodelkan efek dari perubahan konfigurasi sistem selama fase operasi, keseluruhan target produksi dan pinalti biaya, komponen dan optimasi perawatan. Model kerusakan dapat secara langsung dihubungkan dengan data historis.
logika kegagalan dari sistem dengan menggunakan reliability block diagram (RBDs) atau fault trees serta analisis weibull.
Analisis Weibull telah disediakan pada AvSim+. Tampilannya dapat dilihat pada Gambar 3.7.
[image:75.595.151.497.225.473.2]
Gambar 3.7. AvSIm+ Weibull Analysis Window
Fasilitas ini mempermudah pengguna untuk secara langsung menganalisis kegagalan historis dan data perbaikan dari setiap tipe komponen. Distribusi ini menampilkan grafik weibull untuk tiap data historis yang diinput.
3.9. Risk Based Maintenance (RBM) 15
Risk based maintenance adalah evaluasi fundamental dari suatu sistem
perawatan, penjadwalan terstruktur perawatan preventive pada program shutdown.
Risk based maintenance mempertimbangkan resiko terkait dengan adanya delay,
aktivitas yang langsung menimbulkan resiko biaya yang juga berkaitan dengan
safety risks. Jika resiko pada sistem telah diketahui untuk setiap satuan waktu dan
apa saja yang menyebabkan adanya biaya, maka dapat ditentukan resiko optimal yang diterima. Selain itu, kebijakan yang lebih baik dapat ditentukan jika nilai keuntungan setiap keputusan, umur pakai optimum dan reliability yang optimum diketahui. Namun, resiko dan keuntungan sangat sulit dihitung karena dipengaruhi oleh banyak faktor. Optimasi biaya dan resiko pada kasus seperti ini dapat di dilakukan dengan menghitung total impact minimum. Dengan demikian, seiring dengan pengurangan biaya/ cost, akan diikuti dengan pengurangan resiko akibat kegagalan tersebut. Kedua aspek terbut dikonversikan dalam biaya, yang menghasilkan perkiraan downtime cost dan biaya perawatan, serta jadwal optimal perawatan mesin yaitu dengan tujuan meningkatkan performance dan keandalan.
16Risiko dapat didefinisikan sebagai total kerugian atau kerusakan yang berhubungan dengan peluang terjadinya peristiwa yang tidak diinginkan (Nieuwhof, dikutip dari Journal of Hazardous Materials 142 (2007) Arunraj dan Maiti, RBM- Techniques and Apllications, Juni 2006: 656). Jika issue adalah sesuatu hal yang sudah pasti terjadi maka risiko merupakan kebalikannya. Risiko mengarah ke peluang terjadinya hal yang tidak diinginkan.
RBM merupakan suatu metode kuantitatif yang terdiri dari risk assessment (penilaian risiko) dan maintenance planning based on risk untuk mencapai jadwal
maintenance yang optimal. RBM bertujuan untuk mengurangi risiko keseluruhan
yang ditimbulkan akibat kegagalan tak terduga yang terjadi pada pengoperasian fasilitas. Berbeda dengan mitigasi yang menghasilkan proses berbagai tindakan preventif untuk meminimalisasi hal yang tidak diinginkan, di RBM fokus menghasilkan interval jadwal perawatan.
Khan dan Haddara (2004) mengatakan bahwa dalam meminimasi risiko total dalam sistem, ada tiga modul yang diperlukan dalam pengaplikasian metode RBM, yakni perkiraan risiko (risk estimation), evaluasi risiko (risk evaluation), dan perencanaan maintenance (maintenance planning).
Q(T) = 1 - R(T) dimana Q(T) adalah probability of failures
3.9.1. Perkiraan Risiko (Risk Estimation) 17
Risk Estimation terdiri dari beberapa tahap, yaitu failure scenario
development, consequence assessment dan probabilistic failure analysis.
1. Failure Scenario Development
Scenario adalah diskripsi dari sebuah set kemungkinan kejadian atau situasi
yang menyebabkan kegagalan. Skenario adalah dasar dari penelitian berbasiskan risiko karena skenario kerusakan memberitahukan tentang apa yang mungkin terjadi sehingga dapat menemukan cara dan bentuk dari pencegahan atau meminimalkan kemungkinan terjadinya risiko tersebut.
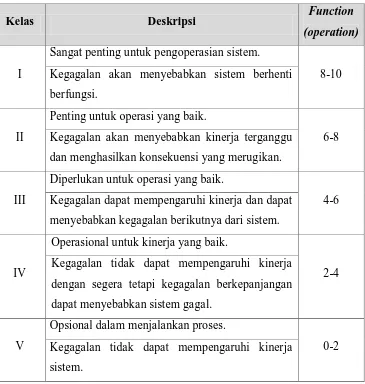
Tabel 3.1. Quantification Scheme for System Performance
Kelas Deskripsi Function
(operation)
I
Sangat penting untuk pengoperasian sistem.
8-10 Kegagalan akan menyebabkan sistem berhenti
berfungsi.
II
Penting untuk operasi yang baik.
6-8 Kegagalan akan menyebabkan kinerja terganggu
dan menghasilkan konsekuensi yang merugikan.
III
Diperlukan untuk operasi yang baik.
4-6 Kegagalan dapat mempengaruhi kinerja dan dapat
menyebabkan kegagalan berikutnya dari sistem.
IV
Operasional untuk kinerja yang baik.
2-4 Kegagalan tidak dapat mempengaruhi kinerja
dengan segera tetapi kegagalan berkepanjangan dapat menyebabkan sistem gagal.
V
Opsional dalam menjalankan proses.
0-2 Kegagalan tidak dapat mempengaruhi kinerja
sistem.
2. Consequence Assessment
18Perhatian utama untuk kegagalan komponen, terkhusus kegagalan peralatan fungsional, adalah consequence. Consequence dari kegagalan fungsional dapat dilihat dari biaya pergantian komponen yang rusak atau mengalami kegagalan sampai kepada konsekuensi kerusakan yang terjadi pada mesin, bahkan biaya safety hazard yang dikeluarkan. Semakin kompleks mesin
tersebut, yaitu peralatan, lomponen dan konfigurasinya, maka semakin banyak variasi kerusakan fungsional yang mungkin terjadi.
Beberapa jenis proses engineering yang memungkinkan kegagalan fungsional adalah tekanan yang tidak normal (melebihi ambang batas), getaran yang berlebihan, overheating, pecah, putus, bengkok, dan sebagainya. Semakin banyak jenis komponen dan fungsionalnya, maka semakin banyak tipe konsekuensi yang mungkin terjadi. Namun, konsekuensi utama yang telah ditentukan berdasarkan penelitian adalah terdiri dari dua, yaitu operational
consequences of failure dan physical consequences of failure.
Konsekuensi dari kegagalan fungsional seperti tekanan yang tidak normal (melebihi ambang batas), getaran yang berlebihan, dan overheating tersebut mempengaruhi operational function atau working performnce. Dan peralatan yang pecah, putus, dan bengkok tersebut merupakan konsekuensi yang berkaitan dengan physical function atau material design dari peralatan atau sistem tersebut.
19Tujuan dari consequence assessment adalah untuk menghitung konsekuensi potensial dari skenario kegagalan. Consequence assessment dipengaruhi dari empat kategori konsekuensi yaitu: system performance loss (berhubungan dengan unit), financial loss (karena kerusakan aset/ property),
human health loss (berhubungan dengan manusia), dan environment and/ or
ecological loss (kerusakan ekosistem yang disebabkan oleh kegagalan sistem).
Fokus consequence assessment pada penelitian ini adalah pada kategori system performance loss (A). Karena tidak adanya explotion atau racun pada kegagalan yang terjadi. Faktor A adalah loss untuk kinerja sistem yang diakibatkan kegagalan dari komponen/ unit. System performance loss dinyatakan dalam mata uang (misal rupiah), dengan rumus sebagai berikut:
Tingkat loss (Rp/ waktu) tergantung pada kepentingan unit untuk sistem
produksi. Perhitungan system performance loss pada penelitian ini dihitung
berdasarkan total loss dari produksi, ongkos tenaga kerja, biaya tooling dan biaya komponen, sehingga:
System Performance Loss = (Time Loss x Loss Rate) + ongkos pegawai +
biaya tooling + biaya komponen. 3. Probabilistic Failure Analysis
Analisis probabilitas kegagalan dapat diperoleh dengan menggunakan Fault
Tree Analysis (FTA) bersama dengan data kegagalan komponen dan data
reliability. Untuk unit yang memiliki lebih dari satu skenario kegagalan,
skenario yang memiliki konsekuensi yang maksimum yang dipilih untuk analisis berikutnya.
4. Risk Estimation
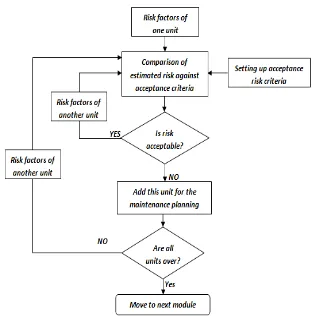
3.9.2. Evaluasi Risiko (Risk Evaluation) 20
Modul kedua merupakan evaluasi resiko(risk evaluation). Tujuan dari modul ini adalah untuk mengevaluasi estimasi risiko yang telah dijelaskan pada model sebelumnya.
1. Setting Up Acceptance Criteria
Pada tahap ini dibuat suatu kriteria penerimaan dari risiko yang telah didefinisikan pada modul sebelumnya. Kriteria penerimaan dibuat berdasarkan sifat dan jenis sistem karena setiap kerusakan memiliki tingkat risiko yang berbeda-beda. 21Untuk nilai probability ditentukan batas kemungkinan adalah 0.01 sampai dengan 0.50 sedangkan nilai criteria untuk risk estimation yang mungkin, sesuai dengan risk assessment scale adalah dibawah 0.05
2. Risk Comparison Againts Acceptance Criteria
Risiko yang diperoleh dari modul 1 dibandingkan dengan acceptance criteria.
Unit atau komponen yang memiliki nilai risiko lebih dari acceptance criteria
memerlukan analisis lebih lanjut untuk mengurangi risiko.
Untuk skema deskripsi dari risk estimation dapat dilihat pada Gambar 3.8.
20 Ibid (Hal. 566)
Gambar 3.8. Deskripsi dari Risk Evaluation
(Sumber: A Quantitative approach for maintenance/ inspection scheduling and planning, F. I. Khan and M. Haddara, 2004)
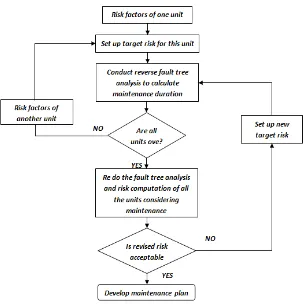
3.9.3. Perencanaan Perawatan (Maintenance Planning) 22
Pada modul ini, dilakukan perencanaan perawatan optimal untuk mengurangi risiko yang dihasilkan dari modul sebelumnya.
1. Estimation of Optimal Mainteance Duration
Merencanakan waktu optimal untuk melakukan perawatan berdasarkan probabilitas kerusakan dan nilai risiko dari kegagalan.
Gambar 3.9. Deskripsi dari Maintenance Planning
(Sumber: A Quantitative approach for maintenance/ inspection scheduling and planning, F. I. Khan and M. Haddara, 2004)
2. Reestimation and Reevaluation of Risk
Tahap ini adalah tahap pilihan dan bertujuan untuk memverifikasi apakah
maintenance planning yang dibangun menghasilkan level total risiko yang
BAB IV
METODE PENELITIAN
4.1. Tempat dan Waktu Penelitian
Penelitian dilakukan di PT. Gold Coin Indonesia yang berlokasi di daerah
kawasan industri Medan (KIM) II, jalan Pulau Bali No. 2. Adapun penelitian dilakukan
mulai dari bulan Oktober.
4.2. Jenis Penelitian
Jenis penelitian ini adalah penelitian applied research karena penelitian ini
merupakan penelitian yang dilakukan secara sistematik terhadap suatu masalah tertentu
dan dapat digunakan untuk keperluan tertentu dan penelitian ini juga merupakan
penerapan aplikasi baru dari penelitian yang sebelumnya sudah ada.
4.3. Objek Penelitian
Objek yang diteliti adalah proses produksi PT. Gold Coin Indonesia, mesin-mesin
yang digunakan, dan jadwal perawatan mesin aktual.
4.4. Variabel Penelitian
4.4.1. Variabel Independen
1. Probability of failures
2. Downtime
3. Consequence of the failure
4.4.2. Variabel Dependen
Variabel dependen atau variabel terikat (variabel yang dipengaruhi) dalam penelitian ini adalah Resiko akibat kerusakan mesin. Resiko dapat didefinisikan sebagai total kerugian atau kerusakan yang berhubungan dengan peluang terjadinya peristiwa yang tidak diinginkan.
4.5.Kerangka Konseptual
Dalam suatu penelitian diperlukan kerangka berpikir yang membuat kita mengerti
konsep teoritis masalah yang dibahas pada penelitian tersebut. Adapun kerangka
konseptual pada penelitian ini dapat dilihat pada Gambar 4.1.
Downtime Mesin
Consequence of the Failure Probability of Failures
x1
x2 Y Resiko Akibat
Kerusakan Mesin x3
Gambar 4.1. Kerangka Konseptual Penelitian
Adapun defenisi dari tiap variabel operasional dari penelitian ini adalah:
1. Downtime adalah variabel independen yang mempengaruhi resiko yang terjadi akibat
sesuai fungsinya sehingga berujung pada delay yang menimbulkan tingginya resiko
kegagalan. Adapun downtime dihitung dalam satuan waktu seperti menit atau jam.
2. Probability of failure merupakan probabilitas suatu sistem atau mesin berada dalam
keadaan down, atau peluang mesin mengalami kegagalan pada rentang waktu
tertentu.
3. Consequence of the failure dapat dilihat dari biaya pergantian komponen yang rusak
atau mengalami kegagalan, biaya tooling, operator untuk proses perawatan, sampai
kepada kerugian akibat terhentinya proses produksi atau disebut dengan loss revenue.
Nilai ini dinyatakan dalam mata uang (misal rupiah).
4. Resiko adalah variabel dependen yang didefenisikan sebagai total kerugian atau
kerusakan yang berhubungan dengan peluang terjadinya peristiwa yang tidak
diinginkan. Resiko didapatkan dengan memperhatikan probability of failure,
consequence of the failure dan downtime mesin tersebut. Resiko dinyatakan dengan
mata uang (missal rupiah).
4.6. Metodologi Penelitian
Penelitian ini dilaksanakan sesuai dengan langkah berikut:
1. Pada awal penelitian dilakukan studi pendahuluan dan observasi untuk mengetahui
kondisi perusahaan yaitu berupa proses produksi, sistem perusahaan, dan
informasi-informasi berupa studi literatur tentang analisis masalah dan pemecahan masalah
pada perusahaan.
2. Tahapan selanjutnya adalah pengumpulan data, yaitu terdiri dari data primer dan data
a. Data primer, yaitu data yang diperoleh langsung dengan pengamatan pada objek
penelitian. Adapun data primer pada penelitian ini adalah proses produksi pakan
ternak dan cara kerja mesin produksi.
b. Data sekunder, yaitu data yang diperoleh dari perusahaan atau pihak manajemen,
yaitu: data historis kerusakan mesin, data downtime mesin, data produksi tiap
bulan, data operasi tiap bulan, dan data kerusakan mesin serta penyebabnya.
3. Tahap tiga adalah pengolahan data-data yang telah dikumpulkan.
4. Dilakukan analisis terhadap hasil pengolahan data yang telah dilakukan sebelumnya.
5. Tahap terakhir adalah penarikan kesimpulan dari hasil pengolahan data dan analisis,
serta pemberian saran untuk penelitian selanjutnya.
Adapun diagram alir penelitian dapat dilihat pada Gambar 4.2.
4.7.Metode Pengumpulan Data
Metode yang digunakan dalam pengumpulan data primer adalah dengan
melakukan pengamatan langsung ke lantai produksi dan wawancara dengan operator,
supervisor, dan mekanik.
Metode pengumpulan data sekunder adalah dengan melihat dan mencatat
dokumen yang ada di perusahaan, dan data historis perusahaan yang didapat dari
MULAI
Studi Pendahuluan
Penelitian berupa analisis
Permasalahan perawatan mesin pada PT. Gold Coin Indonesia
Studi Literatur
1. Risk Based Maintenance (RBM) 2. Metode evaluasi Overall
Equipment Effectiveness (OEE)
3. Reliability
4. Pola Distribusi (Statistik)
Tujuan Penelitian
Evaluasi Jadwal Perawatan dan Rancangan Interval Perawatan Pencegahan Mesin
Pengumpulan Data
1. Data primer - Proses Produksi - Cara kerja mesin 2. Data sekunder
- Data historis kerusakan mesin - Data Downtime Mesin - Komponen mesin produksi - Biaya perawatan
- Biaya Tenaga kerja perawatan - Jumlah produksi per satuan waktu - Waktu siklus
- Jumlah produksi ideal
Pengolahan Data
Analisis Pemecahan Masalah
1. Analisis Overall Equipment Effectiveness (OEE) 2. Analisis Pareto Diagram
3. Analisis Risk Based Maintenance
a. Analisis Failure Scenario Development b. Analisis Probabilistic Failure
c. Analisis Risk Estimation d. Analisis Risk Evaluation
e. Analisis Perencanaan Jadwal Perawatan
Kesimpulan dan Saran
[image:88.595.137.503.113.727.2]SELESAI
4.8.Metode Pengolahan Data
Data yang telah didapatkan dievaluasi dan selanjutnya diolah untuk mendapatkan
interval waktu perawatan rutin yang optimal. Adapun sistematika pengolahan dapat
dilihat sebagai berikut:
1. Identifikasi masalah dengan menentuan mesin yang memiliki downtime yang paling
kritis.
2. Mengevaluasi nilai efektif sistem perawatan tersebut dengan metode perhitungan
Overall Equipment Effectiveness (OEE). Dari tahap ini dapat diidentifikasi apakah
sistem perawatan aktual sudah efektif atau belum, sehingga dapat dilanjutkan dengan
penentuan strategi sistem perawatan yang lebih baik dengan pendekatan Risk Based
Maintenance (RBM).
3. Memperkirakan resiko yang ada, yaitu dengan mendefinisikan kemungkinan kejadian
atau situasi yang menyebabkan kegagalan dan menghitung kerugian akibat
kerusakan.
4. Melakukan evaluasi resiko, yaitu dengan membandingkan resiko yang telah
didefenisikan sebelumnya dengan acceptance criteria yang ditetapkan oleh
perusahaan.
5. Perencanaan perawatan dengan melihat reliability dan distribusi data kerusakan
mesin sehingga didapatkan interval perawatan rutin yang memiliki probabilitas
kerusakan yang rendah dengan biaya yang optimal.
4.9.Metode Analisis
Analisis dilakukan terhadap hasil pengolahan data, yaitu:
1. Analisis Overall Equipment Effectiveness (OEE)
3. Analisis Risk Based Maintenance
a. Analisis Failure Scenario Development
b. Analisis Probabilistic Failure
c. Analisis Risk Estimation
d. Analisis Risk Evaluation
e. Analisis Perencanaan Jadwal Perawatan
3.10. Kesimpulan dan Saran
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
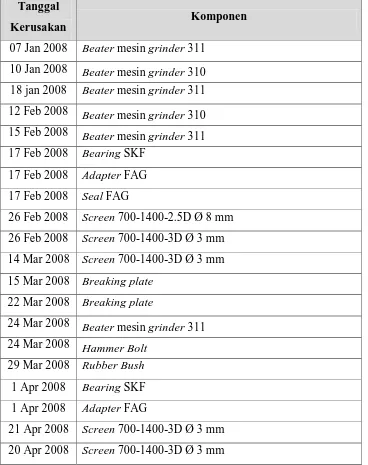
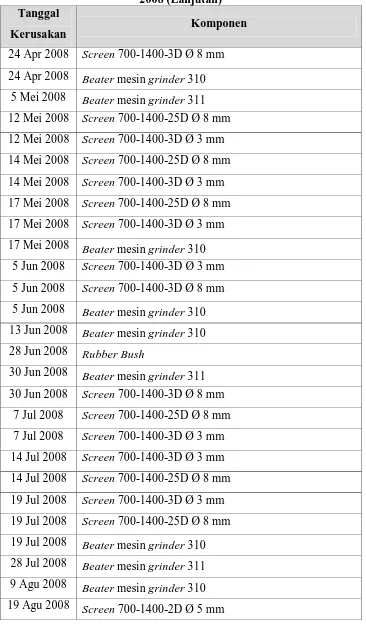
5.1. Pengumpulan Data
Data yang dikumpullkan dalam penelitian ini adalah deskripsi umum Mesin grinder, data jumlah produksi, data jumlah produksi yang reject, data waktu antar kegagalan, data downtime mesin, data perawatan part untuk Mesin
grinder, waktu perawatan mesin, biaya perawatan dan loss revenue.
5.1.1. Data Downtime Pabrik
Adapun data downtime pabrik adalah data waktu pabrik berhenti beroperasi diakibatkan oleh salah satu factor produksi tidak dapat menjalankan fungsinya dengan baik, misalnya mesin yang rusak, kekosongan bahan, bin finish yang penuh, dan lain-lain. Adapun data downtime pabrik pada tahun 2008 sampai dengan 2011 dapat dilihat pada Tabel 5.1.
Tabel 5.1. Downtime PT. Gold Coin Tahun 2008-2011
Bulan Downtime (Menit)
2008 2009 2010 2011
Januari 3965 3960 3060 2760
Februari 3862 4260 4860 3720
Maret 4837 4320 4620 2880
April 4930 3960 3180 2520
Mei 3934 3300 3900 2520
Juni 2510 2760 4560 3840
Tabel 5.1. Downtime PT. Gold Coin Tahun 2008-2011 (Lanjutan)
Bulan Downtime (Menit)
2008 2009 2010 2011
Agustus 3524 4380 4140 4920
September 4176 3180 3000 3960
Oktober 3432 3300 4020 3300
November 3784 3120 4140 3780
Desember 3837 2820 2820 3600
Sumber : Departemen Maintenance PT Gold Coin
5.1.2. Data Produksi
Data produksi yang dibutuhkan dalam penelitian ini adalah data produksi tahun 2008 sampai dengan tahun 2011 dan data produksi yang reject untuk tahun 2008 sampai dengan tahun 2011. Data tersebut dapat dilihat pada Tabel 5.2.
Adapun keterangan lain untuk data produksi adalah sebagai berikut:
1. Adapun satu bag berisi 50 kg.
2. Waktu siklus produksi adalah 6,13 menit.
3. Waktu operasi per hari adalah 16 jam untuk waktu produksi normal atau sama dengan
960 menit.
4. Waktu set up untuk setiap hari adalah 60 menit, yaitu untuk menunggu boiler berada
pada tekanan dan suhu yang ditentukan pada awal produksi. Sehingga waktu loading
adalah waktu operasi dikurangi waktu set up, yaitu 960 menit – 60 menit = 900
Tabel 5.2. Produksi dan Produk Reject PT. Gold Coin Tahun 2008-2011
Bulan
Tahun 2008 Tahun 2009 Tahun 2010 Tahun 2011
Produksi yang Sesuai Standard (Bag) Reject (Bag) Produksi yang Sesuai Standard (Bag) Reject (Bag) Produksi yang Sesuai Standard (Bag) Reject (Bag) Produksi yang Sesuai Standard (Bag) Reject (Bag)
Januari 147798 783 160176 548 95486 506 146097 634
Februari 111680 799 131435 424 95526 352 151684 667
Maret 141960 574 163463 541 113176 354 139150 405
April 129940 723 138078 491 130366 470 151628 305
Mei 151497 958 118822 445 100423 410 151303 392
Juni 151954 890 113679 507 126220 492 129259 239
Juli 137819 874 126631 678 119356 521 142819 506
Agustus 164381 741 125400 766 132114 514 115589 662
September 144971 750 132493 603 138237 427 137235 520
oktober 139296 684 128587 1042 139831 422 99413 426
November 135113 691 115770 480 147334 461 100716 777
Desember 155085 790 133095 672 188028 762 99426 348
Sumber : Departemen Produksi PT Gold Coin
5.1.3. Deskripsi Umum Mesin Grinder
melewati magnet permanen dan menuju mesin grinder. Pada mesin ini bahan dihancurkan oleh martil yang berputar berlawanan satu sama lain dan membuat makanan hancur dan saling bertabrakan dalam rahang mesin. Efek dari tabrakan tersebut mangakibatkan bahan baku yang berbiji dan besar menjadi lebih halus dan dapat melewati saringan, sesuai dengan ukuran yang diinginkan. Pada bagian bawah mesin terdapat ventilasi penyedot udara yang berguna untuk membawa produk ke saluran penyimpanan sementara. Saat sampai di tempat penyimpanan terdapat ventilasi untuk memisahkan produk dengan udara. Sehingga produk akan jatuh kebawah untuk proses selanjutnya sedangkan udara diserat melalui ventilasi dan dikeluarkan melalui je