i
ABSTRACT
MAKING CUTTING MACHINE CRACKERS
By
Muhammad Irsyad
Small to Medium Enterprises advance course takes a tool or machine that can facilitate the process of production of the business, such as Small Medium Enterprises that produce snacks such as crackers, chips and the like. Certainly need a tool that supports the manufacturing process such as stirrer, printer, cutter, machine for pemasaknya, seasoning mixing machine and packaging.
Cutting machine tools or crackers is a simple machine where the electric motor as a prime mover. This machine is a machine used to cut the crackers that have been steamed and ready to be cooked after the cut. Crackers mowers typically used after raw materials such as crackers have been steamed, the operation can be manual or electric motors.
Laporan Tugas Akhir
ABSTRAK
MESIN PEMOTONG KERUPUK
Oleh
Muhammad Irsyad
Untuk memajukan Usaha Kecil Menegah tentunya dibutuhkan alat atau mesin yang dapat memudahkan proses produksi usaha tersebut, seperti Usaha Kecil Menegah yang memproduksi makanan ringan seperti kerupuk, dan keripik sejenisnya. Tentunya membutuhkan alat yang mendukung proses pembuatannya seperti pengaduk, pencetak, pemotong, mesin untuk pemasaknya, mesin pencampur bumbu dan pengemasannya.
Alat atau mesin pemotong kerupuk adalah mesin yang sederhana dimana putaran motor listrik sebagai penggerak utama. Mesin ini salah satu mesin yang digunakan untuk memotong kerupuk yang telah di kukus dan setelah dipotong siap untuk dimasak. Mesin pemotong kerupuk biasanya dipakai setelah bahan baku seperti kerupuk telah di kukus, cara pengoperasian bisa manual ataupun menggunakan motor listrik.
BAB I PENDAHULUAN
A. Latar belakang
Indonesia adalah Negara agraris yang mayoritas penduduknya bermata pencaharian seperti petani, nelayan, serta bercocok tanam. Hampir 70 persen penduduk Indonesia banyak berdiam di daerah pedesaan, dan kurang dari 30 persennya penduduk yang mendiami daerah perkotaan. Banyak penduduk yang berada didaerah kesulitan dalam mencari pekerjaan karena kurang meratanya pembangunan di daerah-daerah. Masyarakat yang berada di daerah hanya bisa memanfaatkan sumber daya yang ada di daerahnya, tapi dengan sekarang ini pemerintah memberikan otonomi kepada daerah agar masyarakat yang ada di daerah tersebut dapat membangun daerahnya. Sehingga penduduknya dapat mengelola sumber daya secara maksimal.
memproduksi makanan ringan seperti kerupuk, dan keripik sejenisnya. Tentunya membutuhkan alat yang mendukung proses pembuatannya seperti pengaduk, pencetak, pemotong, mesin untuk pemasaknya, mesin pencampur bumbu dan pengemasannya.
Alat atau mesin pemotong kerupuk adalah mesin yang sederhana dimana putaran motor listrik sebagai penggerak utama. Mesin ini salah satu mesin yang digunakan untuk memotong kerupuk yang telah dikukus dan setelah dipotong siap untuk dimasak. Mesin pemotong kerupuk biasanya dipakai setelah bahan baku seperti kerupuk telah dikukus, cara pengoperasian bisa manual ataupun menggunakan motor listrik.
B. Tujuan
Adapun tujuan yang akan dicapai dalam proyek akhir ini adalah :
1. Mampu membuat mesin pemotong kerupuk 2. Mengetahui cara kerja mesin pemotong kerupuk
C. Batasan Masalah
Dalam penulisan laporan proyek akhir ini, hanya dibatasi pada pembuatan mesin pemotong kerupuk
D. Sistem Penulisan
I. PENDAHULUAN
Dalam bab ini berisikan latar belakang, tujuan proyek akhir, batasan masalah, dan sistematika penulisan.
II. TEORI DASAR
Dalam bab ini berisikan teori-teori yang diperlukan dalam landasan penyusunan laporan proyek akhir ini
III. METODE PROYEK AKHIR
Dalam bab ini berisikan waktu dan tempat pelaksanaan, alat dan bahan, komponen-komponen alat, prosedur pembuatan mesin pemotong kerupuk
IV. PEMBAHASAN
Dalam bab ini membahas tentang pembuatan mesin pemotong kerupuk
V. PENUTUP
Dalam bab ini berisikan kesimpulan dan saran yang diperoleh dari data – data yang didapatkan dari mesin itu sendiri.
BAB V PENUTUP A. Kesimpulan
Dari hasil proses pembuatan mesin pemotong kerupuk yang telah dilakukan dapat disimpulkan bahwa:
1. Pemotongan kerupuk menggunakan mesin ini lebih efektif dan lebih mudah dibandingkan dengan cara menggunakan manual. Sumber energi yang didapat dari Motor Listrik yang berdaya 1 HP, kecepatan putar tanpa beban 1450 rpm dan daya listrik 400 watt dengan voltase 220 AC. Dalam perancangan dan pembuatan mesin ini motor listrik sebagai penggerak utama.
B. Saran
Dari hasil proses pembuatan mesin pemotong kerupuk, penulis memberikan beberapa saran untuk memperoleh hasil yang lebih baik yaitu:
1. Pada proses pengelasan sebaiknya diperhatikan bagian penyambungannya.
BAB II TEORI DASAR
A. Pengertian Kerupuk
Kerupuk adalah makanan ringan yang dibuat dari adonan tepung tapioka dicampur bahan perasa seperti udang atau ikan. Kerupuk dibuat dengan mengukus adonan sebelum dipotong tipis-tipis, dikeringkan dibawah sinar matahari dan digoreng dengan minyak goreng yang banyak.
Gambar 1. Kerupuk.
B. Mesin Pemotong Kerupuk
Pada saat ini proses pemotongan kerupuk masih menggunakan peralatan secara manual dan sederhana sehingga dalam pengerjaan membutuhkan waktu yang cukup lama, maka dirancang dan dibuatlah mesin pemotong kerupuk dengan menggunakan motor listrik sebagai alat penggeraknya sehingga dalam pengerjaan tidak membutuhkan waktu yang lama serta lebih efektif dan efisien dibandingkan dengan cara manual.
Mesin yang penulis desain ini lebih mengutamakan aspek kesederhanaan dan bentuk yang ringkas sehingga pembuatan dan operasional mesin tidak membutuhkan biaya yang terlalu besar dan dapat dijangkau para pedagang kecil.
B.1. Motor Listrik
Motor listrik adalah alat untuk mengubah energi listrik menjadi energi mekanik. Motor listrik dibedakan menjadi 2 jenis yaitu motor AC dan motor DC.
Gambar 2. Motor Listrik B.2. Prinsip kerja motor listrik
Pada motor listrik tenaga listrik diubah menjadi tenaga mekanik. Perubahan ini dilakukan dengan mengubah tenaga listrik menjadi magnet yang disebut sebagai elektro magnit. Sebagaimana kita ketahui bahwa : kutub-kutub dari magnet yang senama akan tolak-menolak dan kutub-kutub tidak senama, tarik-menarik. Maka kita dapat memperoleh gerakan jika kita menempatkan sebuah magnet pada sebuah poros yang dapat berputar, dan magnet yang lain pada suatu kedudukan yang tetap.( http://id.wikipedia.org/wiki/Motor_listrik)
B.3. Poros
Poros merupakan bagian yang terpenting dari setiap mesin. Hampir semua mesin meneruskan tenaga bersama-sama dengan putaran. Dalam hal ini poros dibedakan menjadi (Achmad, 2006):
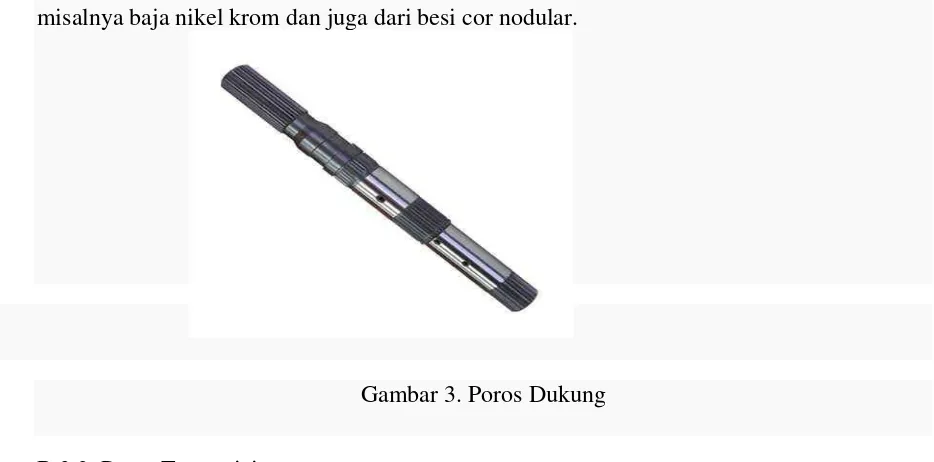
B.3.1. Poros Dukung
tetap pada poros dukung yang berputar. Pada umumnya poros dukung itu tetap pada salah satu ujungnya atau kedua ujungnya ditumpu dan sering ditahan terhadap perputaran. Poros dukung umumnya dibuat dari baja bukan paduan (Fe 490) terkadang dari baja paduan misalnya baja nikel krom dan juga dari besi cor nodular.
Gambar 3. Poros Dukung
B.3.2. Poros Transmisi
Poros ini berfungsi untuk memindahkan tenaga mekanik salah satu elemen mesin ke elemen mesin yang lainnya. Dalam hal ini elemen mesin menjadi terpuntir. Poros transmisi biasanya dibuat dari baja paduan (fe 430 dan Fe 490). Baja paduan digunakan apabila disyaratkan ketahanan aus, ketahanan korosi dan ketahanan panas atau ketahanan lelah yang besar.
B.3.3. Gandar
Poros seperti ini biasanya dipasang pada roda-roda kereta barang dimana tidak terdapat beban puntir, bahkan kadang-kadang tidak boleh berputar atau disebut gandar. Gandar ini hanya mendapat beban lentur, kecuali jika digerakkan oleh penggerak mula dimana akan mengalami beban puntir juga.
Gambar 5. Poros Gandar
B.3.4. Spindel
Gambar 6. Poros Spindel
B.3.5. Macam-macam poros menurut bentuknya
Menurut bentuknya poros dapat dibedakan atas (Achmad, 2006):
Poros luar umum
Poros engkol sebagai poros utama
Poros luwes untuk transmisi yang kecil
B.3.6. Macam-macam poros menurut pembebanan
Poros sebagai beban puntir murni
Poros ini mendapat pembebanan utama berupa pembebanan torsi. Misalnya yang terdapat pada poros motor yang berhubungan dengan kopling.
Poros dengan beban
Poros ini mempunyai pembebanan berupa beban lentur saja. Biasanya pembebanan poros ini di kendaraan-kendaraan tambang dan kereta.
Poros jenis ini menggunakan beban kombinasi yaitu pembebanan punter dan pembebanan luncur, sehingga pada permukaan poros terjadi ketegangan karena momen puntir.
B.3.7. Hal-hal yang perlu diperhatikan dalam merancang sebuah poros
Kekuatan poros
Suatu poros transmisi dapat mengalami beban puntir ataupun lentur ataupun gabungan dari kedua beban tersebut, terdapat pula poros baling-baling kapal, turbin dan lain sebagainya. Kelelahan, tumbukan atau pengaruh konsentrasi tegangan bila diameter poros diperkecil atau poros memiliki alur pasak harus diperhatikan. Sebuah poros harus direncanakan hingga cukup kuat untuk menahan beban di atasnya.
Putaran kritis
Bila suatu putaran mesin dinaikkan, maka ada suatu harga putaran mesin tertentu dapat terjadi getaran yang luar biasa besarnya. Putaran ini disebut putaran kritis. Hal ini dapat mengakibatkan kerusakan pada poros dan bagian-bagian lainnya. Oleh karenanya poros harus direncanakan sedemikian rupa sehingga putaran kerjanya lebih rendah dari putaran kritis.
Kekuatan poros
B.4 Bantalan
Bantalan ini dapat dipasang di dalam mesin dimana poros termasuk atau dalam suatu elemen yang terpisah yang dipondasikan yang dinamakan blok bantalan, blok atau dengan singkat bantalan. Dalam bantalan umumnya bekerja gaya reaksi. Apabila gaya reaksi ini jauh lebih banyak mengarah tegak lurus pada garis sumbu poros, bantalan dinamakan bantalan radial. Kalau gaya reaksi itu jauh lebih banyak mengarah sepanjang garis sumbu dinamakan bantalan aksial. Pada poros vertikal nama yang diberikan adalah bantalaan pivot. Juga terdapat kombinasi gaya aksial dan gaya radial.
Gambar 7. Bantalan
C. Pemotongan
Pemotongan dilakukan terhadap besi siku yang digunakan sebagai kerangka mesin. Untuk pemotongan pelat kita menggunakan gerinda potong, gergaji besi, gunting pelat dan terkadang menggunakan mesin las asitilin.
D. Pengelasan
Pengelasan adalah proses penyambungan dua buah atau lebih logam dasar (base metal) dengan cara pencairan material tersebut melalui masukan panas (het input).
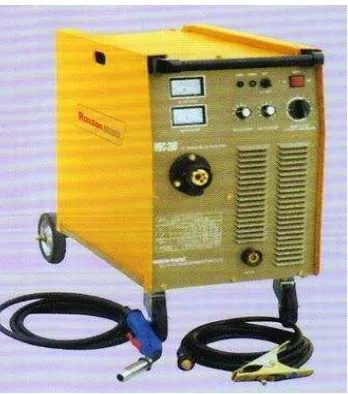
D.1. Las listrik
Elektroda-elektroda yang digunakan untuk menekan benda kerja dengan tekanan yang cukup arus listrik akan mencairkan benda kerja sehingga membentuk paduan yang kokoh. Bentuk hasil pengelasan ditentukan oleh bentuk-bentuk elektroda. Mesin las yang ada pada unit peralatan las berdasarkan arus yang dikeluarkan pada ujung-ujung elektroda dibedakan menjadi beberapa macam yaitu (Daryanto, 1987).
a. Mesin las arus searah (DC)
Pesawat las arus searah (DC) dapat diartikan seebagai pesawat transformator rectifier, pembangkit listrik motor diesel atau motor bensin maupun pesawat pembangkit lstrik yang digerakkan oleh motor listrik.
Mesin las DC ada dua macam, yaitu las stasioner dan mesin las portable. Mesin las stasioner biasanya digunakan pada tempat-tempat atau bengkel yang mempunyai
Gambar 9. Mesin Las Listrik Arus Searah b. Mesin las arus bolak balik (AC)
Mesin las arus AC meperoleh busur nyala dari transformator dimana di dalam pesawat ini arus dari jaring-jaring listrik diubah menjadi arus bolak-balik oleh transformator yang sesuai dengan arus yang digunakan untuk mengelas sehingga mesin las ini disebut juga mesin las transformator. Mesin las ini mempunyai dua buah kumparan primer dililit oleh kawat tembaga berukuran lebih besar dengan jumlah yang lebih sedikit dan di dalam transformator terdapat sebuah inti besi (regulator) yang dapat digerakkan untuk mengatur
besarnya arus listrik dalam pengelasan.
D.2. Las Oksi Asitilin
Pengelasan dengan oksi asitilin adalah proses secara manual dengan pemanasan permukaan logam yang akan dilas atau disambung sampai mencair oleh nyala gas asetilin melalui pembakaran C2H2 dengan gas O2 dengan atau tanpa logam pengisi. Proses penyambungannya dapat dilakukan dengan tekanan. Pembakaran gas C2H2 oleh oksigen (O2) dapat menghasilkan suhu panas yang sangat tinggi sehingga dapat mencairkan logam. Untuk memperoleh nyala pembakaran yang baik perlu melakukan pengaturan campuran gas yang dibakar. Jika jumlah gas O2 ditambah maka akan dihasilkan suhu yang sangat tinggi, lebih tinggi dari suhu titik lebur baja atau metal lainnya sehingga dalam waktu sekejap mampu mencairkan logam tersebut yang cukup tebal. Oleh karena itu las ini sangat baik untuk memotong logam. Namun, pemotongan dengan las ini tidak baik untuk memotong baja paduan misalnya steinless steel yang sangat peka terhadap oksidasi.
D.3 Teknik Pengelasan
Sebelum proses pengelasan dilaksanakan sebaiknya mengetahui tentang teknik-teknik pengelasan untuk mengurangi tingkat kegagalan pada proses pengelasan. Dalam mengelas pelat tipis, teknik-teknik ini sangat diperlukan. Ada beberapa hal yang harus diketahui tentang teknik pengelasan antara lain (Daryanto, 1993):
a. Menentukan arus tegangan listrik yang digunakan dalam pengelasan yang diatur sesuai dengan kebutuhan. Daya yang dibutuhkan untuk pengelasan tergantung dari besarnya arus dan tegangan listrik yang digunakan. Hal ini dikarenakan penggunaan tegangan tidak boleh terlalu tinggi hanya sekitar 55 volt sampai 85 volt. Hal ini berhubungan dengan keselamatan kerja operator las. Tubuh manusia tidak akan mampu menahan arus listrik dengan tegangan tinggi. Tegangan listrik yang digunakan pada mesin las (tegangan pada ujung-ujung terminal) berkisar 55 volt sampai 85 volt, tegangan ini disebut sebagai tegangan pembakaran. Bila nyala busur listrk sudah terjadi maka tegangan turun menjadi 20 volt sampai 40 volt, tegangan ini disebut dengan tegangan kerja. Semakin besar diameter elektoda maka semakin besar pula arus yang terjadi.
b. Menyalakan dan mematikan elektroda
Elektroda digerakkan lurus ke bawah sampai menyentuh benda kerja kemudian diangkat setinggi diameter elektroda.
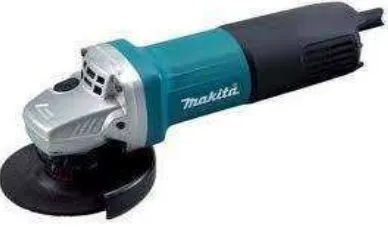
E. Penggerindaan
Penggerindaan adalah proses menghaluskan permukaan material yang dilakukan oleh betu gerinda dengan jumlah mata potongan yang tak terhitung yang merupakan serbuk abrasive di permukaannya.
Pada dasarnya mesin gerinda berguna untuk menggerinda permukaan benda kerja sehingga rata dan halus, khususnya untuk mengasah pahat pemotong dari mesin perkakas. Bentuk mesin ini ada yang duduk dan ada yang berdiri serta ada gerinda tangan. Yang dimaksud mesin gerinda duduk adalah mesin gerinda yang pemasangannya diikat dengan baut pada bangku kerja, sedangkan mesin gerinda berdiri adalah mesin gerinda yang terpasang pada kakinya yang tinggi (Daryanto, 1987).
F. Pengeboran (Drilling)
Pengeboran (drilling) dilakukan pada kerangka mesin bertujuan sebagai tempat dudukan baut. Pengeboran dilakukan agar komponen mesin dapat dibongkar pasang saat terjadi kerusakan sehingga dapat diganti dengan hanya melepas komponen yang rusak saja.
PEMBUATAN MESIN PEMOTONG KERUPUK
Oleh
Muhammad Irsyad
Laporan Proyek Akhir
Sebagai Salah Satu Syarat Untuk Mencapai Gelar AHLI MADYA (A.Md)
Pada
Program Diploma III Teknik Mesin Fakultas Teknik Universitas Lampung
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
III. METODE PENELITIAN
A. Waktu Dan Tempat...19 B. Alat Dan Bahan...19 C. Komponen...23 D. Prosedur Pembuatan...27 E. Diagram Alur Pembuatan Mesin...33
IV. PEMBAHASAN
A. Mesin Pemotong Kerupuk...34 B. Cara Kerja Mesin Pemotong Kerupuk...36 C. Pembahasan...36 D. Perawatan...38
V. PENUTUP
A. Kesimpulan...39 B. Saran...40
DAFTAR GAMBAR
9. Mesin Las Listrik Arus Searah…………..……….14
10. Mesin Las Listrik Arus Bolak-Balik………..…………..14
PEMBUATAN MESIN PEMOTONG KERUPUK
( LaporanProyek Akhir)
Oleh
Muhammad Irsyad
FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
BAB III
METODE PROYEK AKHIR
A. Waktu dan Tempat
Tempat pembuatan dan perakitan mesin pemotong kerupuk ini di lakukan di Bengkel Kurnia Motor dengan alamat jalan raya Candimas Natar. Waktu terselesainya pembuatan mesin pemotong kerupuk ini adalah 40 hari, terhitung dari tanggal 1 November sampai tanggal 15 Desember 2012.
B. Alat dan Bahan
Alat dan bahan yang digunakan dalam proses pembuatan mesin pemotong kerupuk ini adalah sebagai berikut :
B.1. Alat
Adapun beberapa alat yang digunakan untuk proses pembuatan mesin pemotong kerupuk ini, antara lain yaitu :
B.1.1. Mistar siku
Gambar 14. Mistar siku
B.1.2. Gergaji besi
Gergaji besi digunakan untuk memotong besi siku yang telah diukur.
Gambar 15. Gergaji besi B.1.3. Gerinda
Gambar 16. Gerinda B.1.4. Mesin las listrik
Mesin las digunakan untuk menyambung besi siku yang akan disatukan untuk membuat desain yang telah ditentukan.
Gambar 17. Mesin las listrik
B.1.5. Mesin bor tangan
Gambar 18. Mesin bor tangan B.1.6. Kunci pas
Kunci pas digunakan untuk mengencangkan baut dan mur pada bagian mesin dan baut pengikat motor penggerak dan lain-lain.
Gambar 19. Kunci pas B.1.7. Meteran
Gambar 20. Meteran
B.2. Bahan
Adapun bahan yang digunakan dalam pembuatan mesin pemotong kerupuk ini adalah sebagai berikut :
Tabel 1. Bahan dan material mesin mesin pemotong kerupuk:
8 Besi Strip 2 Batang Beli Jadi Siap Pasang 9 Mur dan Baut 14 10 Pcs Beli Jadi Siap Pasang 10 Mur dan Baut 10 12 Pcs Beli Jadi Siap Pasang
11 Cat 1 kaleng Beli Jadi Siap Pasang
12 Kuas 1 Pcs Beli Jadi Siap Pasang
C. Komponen
Adapun komponen-komponen dari mesin pemotong kerupuk ini adalah sebagai berikut : C.1. Kerangka
Kerangka adalah salah satu komponen yang berfungsi sebagai penyangga atau meja dudukan penopang mesin.
C.2. Motor Listrik
Motor listrik adalah sebagai alat yang berfungsi untuk sumber penggerak yang menghasilkan putaran, dimana arus tenaganya menggunakan arus listrik.
Gambar 22. Motor Listrik
C.3. Bantalan (bearing)
Tempat sebuah poros bertumpu, sebagai penahan poros sehingga tidak terjadi getaran yang keras.
C.4. Poros
Poros meneruskan putaran dari motor listrik, yang selanjutnya di teruskan kembali ke poros pisau potong untuk proses pemotongan.
Gambar 24. Poros
C.5. Pisau Pemotong
Pisau Pemotong berfungsi untuk memotong kerupuk yang siap dirajang, terdiri dari 6 mata pisau yang di sambungkan pada suatu poros dengan cara di Las.
C.6. Gear Box
Gear box merupakan peralatan yang berfungsi untuk menurunkan putaran tingkat
tinggi ke putaran rendah.
Gambar 26. Gear box
C.7. Kopel
Kopel digunakan untuk meneruskan putaran dari motor ke gear box dan dari gear box ke poros yang memutar Pisau pemotong.
D. Prosedur Pembuatan
Langkah-langkah pembuatan mesin pemotong kerupuk ini adalah sebagai berikut D.1. Tahap desain gambar
Dalam pembuatan mesin pemotong kerupuk ini, tahap kerja utama yang dilakukan adalah mendesain gambar mesin. Tujuan pembuatan gambar ini untuk mempermudah pembuatan sesuai dengan keinginan dan langkah kerja.
D.2. Tahap pembuatan
Setelah tahap mendesain selesai langkah selanjutnya adalah membuat mesin pemotong kerupuk. Adapun tahap pembuatannya meliputi :
D.2.1. Pembuatan kerangka
1. Memotong besi siku sebanyak 8
batang dengan ukuran 70 cm, untuk kerangka bagian kaki-kaki atas dan bawah.
2. Memotong besi siku sebanyak 12
batang, 4 untuk bagian atas dan bawah sedangkan 8 batang untuk tempat pemotongan kerupuk.
3. Memotong besi plat sebanyak 2
Gambar 28. Kerangka bagian awah
D.2.2. Pembuatan Poros Penghubung dan Poros Pemotong
Proses pembuatan poros penghubung yaitu dengan memilih pipa dengan diameter 7,2 cm dengan ketebalan 3,5 cm, kemudian membuat sambungan poros sebagai penghubung ke bearing. Selanjutnya pembuatan poros pemotong/pisau dengan memilih pipa berdiameter 4,2 cm yang diberi 6 mata pisau dengan cara di las.
Bearing yang digunakan sebanyak 4 buah yaitu bearing 6205 dengan diameter luar 5 cm dan diameter dalam 2,5 cm, dan sebagai dudukannya dibuat dengan memotong besi setebal 2 cm dengan ukuran 6,5x6,5 cm sebanyak 4 buah memiliki diameter 5 cm sehingga bearing dapat masuk dengan sempurna tidak terjadi pergerakan saat mesin beroperasi.
Gambar 30. Bearing dan Rumah Bearing
D.2.4. Tiang dudukan tempat pemotongan
Sebagai tempat pemotongan, pembuatan tiang penyangga poros dan lainnya, di buatlah 4 buah besi dengan ukuran panjang 26,5 cm dengan tebal 2 cm dan lebar 3 cm dipasangkan berpasangan sebagai dudukan bearing, poros penghubung serta poros pemotong.
Setelah semua besi siku terpotong barulah melakukan penyambungan untuk dijadikan suatu kerangka, proses penyambungan kerangka tersebut menggunakan las listrik, sedangkan untuk pemasangan mesinnya menggunakan mur dan baut.
D.2.6. Pengeboran.
Setelah menjadi sebuah kerangka mesin, baru dilakukan pengeboran untuk dudukan baut-baut mesin.
D.3. Tahap perakitan
Tahap perakitan merupakan tahap pemasangan bagian-bagian mesin yang dibuat menjadi satu kesatuan. Adapun tahap perakitannya meliputi :
D.3.1. Pemasangan motor listrik dan gear box pada kerangka
Pemasangan motor listrik dan gear box pada rangka ini dilakukan agar komponen adalah untuk menggerakan poros yg dihubungkan dengan pisau potongnya.
Gambar 32. Motor listrik dan gear box
D.3.2. Pemasangan menjadi satu antara bearing, poros penghubung dan pisau pemotong GearBox
Pemasangan keseluruhan antara poros, bearing, dan pisau ini dilakukan untuk dapat memutarkan poros, dimana hasil putaran tersebut dihasilkan dari motor penggerak yang diteruskan kekopel ke gear box supaya putaran dari motor listrik turun kemudian memutarkan poros dan selanjutnya terhubung dengan pisau potong.
Gambar 33. bearing, poros penghubung dan poros pemotong menjadi satu
D.3.3. Finishing
Setelah semua bagian mesin selesai dirakit, mulai dari pembuatan kerangka sampai pemasangan komponen mesin, sehingga menjadi suatu alat mesin pemotong kerupuk yang sempurna. Pada tahap finishing ini yang dilakukan adalah penggerindaan pada bagian yang tidak rata dari hasil proses pemotongan dan pengelasan, kemudian melakukan proses pengamplasan, setelah diamplas kerangka tersebut dibersihkan dan dikeringkan di bawah sinar matahari, kemudian melakukan proses selanjutnya yaitu proses pengecatan sebagai hasil akhir.
D.4.4. Tahap pengujian
Persiapan alat dan bahan
Perakitan mesin
Pengolahan data
Pembuatan laporan
E. Diagram Alur Pembuatan Mesin
Adapun proses pengerjaan proyek akhir ini terlampir didalam diagram alur berikut ini :
Gambar 34. Alur Kerja Pelaksanaan Proyek Akhi Mulai
Perancangan Mesin
Pengumpulan komponen-komponen mesin
Pembuatan kerangka
DAFTAR TABEL
Tabel Halaman
1. Bahan dan Material Mesin Pemotong Kerupuk...22
2. Spesifikasi Mesin Pemotong Kerupuk...35
3.Tabel hasil pengujian pada mesin pemotong kerupuk………...37
DAFTAR PUSTAKA
Achmad. 2006. Elemen Mesin 1. Refika Aditama. Bandung.
Daryanto. 1993. Dasar-Dasar Teknik Mesin. Rineka Cipta. Jakarta. Daryanto. 1987. Mesin Perkakas Bengkel. Rineka Cipta. Jakarta.
Sularso, MSME. 1997. Dasar Perencanaan Dan Pemilihan Mesin. PT. Pradyna Paramita. Jakarta
MENGESAHKAN
1. Tim Penguji
Ketua Penguji : Dr. M. Badaruddin, M.T. ...
Penguji
Bukan Pembimbing : A Yudi Eka Risano.,S.T, M.Eng. ...
2. Dekan Fakultas Teknik Universitas Lampung
Dr. Ir. Lusmelia Afriani, D.E.A
NIP 19650510 199303 2 008
Judul Proyek Akhir : Pembuatan Mesin Pemotong Kerupuk
Nama Mahasiswa :
Muhammad Irsyad
Nomor Pokok Mahasiswa : 0905101016 Program Studi : DIII Teknik MesinJurusan : Teknik Mesin
Fakultas : Teknik
MENYETUJUI
Ketua Program Studi
Diploma III Teknik Mesin Dosen Pembimbing
Zulhanif, S.T., M.T Dr. M. Badaruddin, M.T. NIP.197304022000031002 NIP. 197212111998031003
MENGETAHUI
Ketua Jurusan Teknik Mesin
Harmen Burhanuddin, S.T., M.T.
MOTTO
“Orang yang berjuang akan kalah, tetapi yang tidak berjuang sudah
pasti kalah,
“
(Anonimous).
“
Musuh yang paling berbahaya di atas dunia ini adalah penakut dan bimbang.
Teman yang paling setia, hanyalah keberanian dan keyakina
n yang teguh”
(Andrew Jackson)
“Manusia tidak merancang untuk gagal, mereka gagal untuk merancang”
( William J. Siegel )
"Jenius adalah 1 % inspirasi dan 99 % keringat. Tidak ada yang dapat
menggantikan kerja keras"
"Keberuntungan adalah sesuatu yang terjadi ketika kesempatan bertemu dengan
kesiapan"
“Saya datang, saya bimbingan, saya ujian, saya revisi dan saya menang!”
Tiadanya keyakinanlah yang membuat orang takut menghadapi tantangan; dan
PERSEMBAHAN
Dengan Mengucap Alhamdulillah Serta Sujud Pada Illahi, Saya
Persembahkan Karya Ini Kepada :
ALLAH SWT
Tujuan Hidupku
Ayah dan Ibu tercinta
Atas bimbingan, kasih sayang yang tulus yang tak pernah lelah, untuk
dukungan moril dan materil, doa dan kesabarannya saat menantikan
keberhasilan ku.
Kedua Kakak kuTersayang
Yang telah memberikan dukungan dan semangat.
Yang selalu menantikan kelulusanku
Keluarga besarku
Yang turut mensuprort juga membantu, dan untuk sahabat-sahabat
seperjuanganku D3 Teknik Mesin 2009 tanpa terkecuali.
Almamater Tercinta
RIWAYAT HIDUP
Penulis bernama lengkap Muhammad Irsyad, dilahirkan di Desa Merak Batin Kec. Natar Kab. Lampung Selatan Provinsi Lampung pada tanggal 31 Desember 1990 merupakan anak ketiga dari tiga bersaudara, putra kandung dari Bapak Hanafi dan Ibu Nur’ainun.
Penulis menyelesaikan Pendidikan Sekolah Dasar (SD) di SDN 01 Natar
Lampung Selatan pada tahun 2002, Sekolah Lanjutan Tingkat Pertama (SLTP) di SLTPN 01 Natar Lampung Selatan di selesaikan pada tahun 2005, dan Sekolah Menengah Kejuruan (SMK) di SMK 2 MEI Bandar Lampung di selesaikan pada tahun 2008.
Pada tahun 2009, penulis terdaftar sebagai Mahasiswa Program D III Teknik Mesin Jurusan Teknik Mesin Fakultas Teknik Universitas Lampung Melalui Jalur Non SPMB. Pada tahun 2011, penulis melaksanakan Kerja Praktek Industri di PTPN VII Unit Usaha Bekri Lampung Tengah dengan metode “Perawatan ClayBath”. Dan pada tahun 2012, penulis melaksanakan Proyek Akhir dengan
SANWACANA
Puji syukur penulis panjatkan kehadirat Tuhan YME. Karena berkat rahmat dan karunia-Nya, sehingga penulis dapat menyelesaikan Laporan Proyek Akhir yang jauh dari sempurna ini tanpa mendapat halangan yang berarti. Laporan ini merupakan syarat yang harus di penuhi setelah melakukan Proyek Akhir Industri dan salah satu syarat untuk mengikuti Proyek Akhir pada program Studi Diploma III Teknik Mesin Industri dan Perawatan.
Penulis menyadari bahwa masih terdapat kekurangan dalam penulisan Proyek Akhir ini karena keterbatasan kemampuan dan pengetahuan yang penulis miliki. Tidak lupa pula penulis mengucapkan terima kasih yang sebesar-besarnya kepada pihak-pihak yang telah banyak membantu penulis dalam menyelesaikan Proyek Akhir ini antara lain :
1. Ibu Dr. Ir. Lusmeilia Afriani, D.E.A., selaku Dekan Fakultas Teknik Universitas Lampung.
2. Bapak Harmen Burhanuddin,.M.T., Sebagai Ketua Jurusan Teknik Mesin Unila.
3. Bapak Zulhanif, S.T., M.T., selaku Ketua Program Studi D3 Teknik Mesin Universitas Lampung.
6. Seluruh dosen yang telah berbagi ilmu dan pengalaman selama penulis menjalani masa studi di Teknik Mesin unila.
7. Seluruh staf dan karyawan di jurusan Teknik Mesin Universitas Lampung. 8. Kedua Orang tua, Kakak yang penulis cintai, karena telah memberikan
semangat serta bimbingan moril dan materil, dan juga atas nasehat dan do’a-nya.
9. Fitriyanti Terima kasih atas dukungan semangat dan Doanya. 10.Sepri Ariyawan selaku teman dalam melaksanakan proyek akhir.
11.Rekan-rekan Teknik Mesin ’0 (Sugi, Dwi, Robi, Husni, Rendra, dll) tanpa terkecuali yang penulis banggakan terima kasih atas semangat dan bantuannya.
12.Semua pihak yang tidak dapat penulis sebutkan satu persatu.
Akhirnya, sekali lagi penulis mengucapkan terima kasih banyak atas semuanya, mudah-mudahan karya kecil ini dapat berguna dan bermanfaat bagi kita semua.
Amien.
Bandar Lampung, April 2013 Penulis,