ANALISIS EFEKTIVITAS PENERAPAN SISTEM PRODUKSI
JUST IN TIME PADA UNIT PERAKITAN
PT. ASTRA DAIHATSU MOTOR
Oleh
M BAMBANG RIYANTO
H24061872
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
i
RINGKASAN
M. Bambang Riyanto. H24061872. Analisis Efektivitas Penerapan Sistem Produksi Just In Time Pada Unit Perakitan PT Astra Daihatsu Motor. Dibawah bimbingan Pramono D Fewidarto.
Perkembangan industri otomotif di Indonesia terus tumbuh sejalan dengan berkembangnya teknologi dan sistem produksi yang mendukung industri ini. Meningkatnya kebutuhan masyarakat akan kendaraan bermotor yang terus bertambah dari tahun ke tahun merupakan salah satu pemicu percepatan tumbuhnya industri otomotif di Indonesia.
Pemintaan yang fluktuatif, penciptaan produk terbaik dan berkualitas tinggi dengan harga yang kompetitif menjadi sebuah tantangan tersendiri untuk perusahaan. Aplikasi sistem produksi yang fleksibel menjadi sebuah kebutuhan yang penting bagi perusahaan untuk menghadapi tantangan seperti ini. Sistem produksi Tepat-Waktu merupakan sistem produksi yang didesain untuk memperoleh kualitas, biaya dan batas waktu penyerahan sebaik mungkin. sistem produksi ini mengedepankan suatu penghematan dalam segala hal untuk memperkecil pemborosan (waste).
Penelitian ini terdiri dari tiga tujuan: 1) Mempelajari implementasi dari sistem produksi Just In Time pada proses produksi kendaraan bermotor pada PT. Astra Daihatsu Motor, 2) Mengidentifikasi efektivitas penerapan sistem produksi Just In Time yang diterapkan oleh PT Astra Daihatsu Motor, 3) Mengevaluasi kinerja sistem produksi Just In Time serta pendugaan biaya pengiriman.
Data yang digunakan dalam penelitian ini terdiri dari dua data, yaitu data primer dan sekunder. Data primer diperloleh dari wawancara terstruktur kepada bagian Technical Training di perusahaan dan salah satu supplier secara mendalam dan terstruktur. Data sekunder diperoleh melalui laporan perusahaan dan supplier pada Bagian Production Planning Control (PPC) dan Logistic Department seperti laporan bulanan perusahaan, peramalan permintaan harian, perencanaan penjualan, jurnal, serta literatur lainnya yang berkaitan dengan penelitian.
ii
ANALISIS EFEKTIVITAS PENERAPAN SISTEM PRODUKSI
JUST IN TIME PADA UNIT PERAKITAN
PT ASTRA DAIHATSU MOTOR
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA EKONOMI
Pada Departemen Manajemen
Fakultas Ekonomi dan Manajemen
Institut Pertanian Bogor
Oleh
Muhamad Bambang Riyanto
H24061872
DEPARTEMEN MANAJEMEN
FAKULTAS EKONOMI DAN MANAJEMEN
INSTITUT PERTANIAN BOGOR
iii
Judul : Analisis Efektivitas Penerapan Sistem Produksi Just In Time Pada Unit Perakitan PT Astra Daihatsu Motor
Nama : Muhamad Bambang Riyanto
NRP : H24061872
Menyetujui, Dosen Pembimbing
Ir. Pramono D. Fewidarto, MS NIP 19580202 198403 1 003
Mengetahui, Ketua Departemen
Dr. Ir. Jono M. Munandar, M.Sc NIP 19610123 198601 1 002
iv
RIWAYAT HIDUP
Penulis dilahirkan di Jakarta pada tanggal 25 Mei 1988. Penulis merupakan “adik” dari seorang kakak yang bernama Desi Lutvia Sagita, anak kedua sekaligus terakhir dari pasangan Riyanto dan Yuli Astining Sri Purwati.
Penulis menyelesaikan pendidikan di TK Pertiwi I Kota Bengkulu pada tahun 1994, lalu melanjutkan ke Sekolah Dasar Negeri 23 Kota Bengkulu. Pada tahun 2000, Penulis melanjutkan pendidikan di Sekolah Lanjutan Tingkat Pertama Negeri 2 Kota Bengkulu. Pada tahun 2003, Penulis melanjutkan pendidikan di Sekolah Menengah Umum Negeri 2 Kota Bengkulu dan masuk dalam program studi IPA. Tahun 2006, Penulis di terima di Institut Pertanian Bogor melalui jalur Ujian Masuk Perguruan Tinggi Negeri (UMPTN). Berbekal pendidikan selama satu tahun di Tingkat Persiapan Bersama (TPB) Institut Pertanian Bogor, Penulis akhirnya diterima di Departemen Manajemen, Fakultas Ekonomi dan Manajemen.
v
KATA PENGANTAR
Alhamdulillah, segala puji senantiasa dipanjatkan ke khadirat Allah SWT yang telah memberikan Rahmat serta Karunia-Nya kepada penulis, sehingga dapat menyelesaikan skripsi ini dengan baik. Skripsi ini disusun sebagai syarat untuk memperoleh gelar Sarjana Ekonomi pada Departemen Manajemen, Fakultas Ekonomi dan Manajemen, Institut Pertanian Bogor.
Perkembangan industri otomotif di Indonesia terus tumbuh sejalan dengan berkembangnya teknologi dan sistem produksi yang mendukung industri tersebut. Skripsi ini berjudul Analisis Efektivitas Penerapan Sistem Produksi Just In Time PadaUnit Perakitan PT Astra Daihatsu Motor. Dalam skripsi ini dibahas penerapan sistem produksi yang fleksibel dan tangguh yang menjadi kebutuhan penting bagi perusahaan.
Nobody is perfect serta tiada gading yang tak retak. Skripsi ini masih jauh dari kesempurnaan dan masih banyak sekali kekurangannya. Oleh karena itu, kritik dan saran yang konstruktif sangat diperlukan untuk menuju penyusunan skripsi yang lebih baik lagi. Akhirnya, penulis berharap semoga skripsi ini dapat bermanfaat bagi kemaslahatan umat dan bernilai ibadah dalam pandangan Allah SWT Amin.
Bogor, Februari 2011
vi
UCAPAN TERIMA KASIH
Penyusunan skripsi ini banyak dibantu berbagai pihak baik secara moril maupun materiil. Oleh karena itu, penulis mengucapkan terimam kasih yang sebesar–besarnya kepada:
1. Ir. Pramono D. Fewidarto, MS sebagai dosen pembimbing yang telah banyak meluangkan waktunya untuk memberikan bimbingan, saran, motivasi, dan pengarahan kepada penulis.
2. Bapak Prof. Dr. Ir. WH. Limbong, MS. Serta Bapak Dr. Ir. Abdul Khohar Irwanto, MSc. yang telah memberikan kesediaannya untuk meluangkan waktu menjadi dosen penguji.
3. Bapak Kurniawan dan Fasihendra di PT Astra Daihatsu Motor serta Bapak Deni Setiawan dan Hartono di PT Sumi Rubber Indonesia yang telah memberikan informasi dan pengetahuannya dalam skripsi ini.
4. Seluruh dosen, staf pengajar dan karyawan/wati di Departemen Manajemen FEM IPB.
5. Ibunda, Ayahanda, dan Kakakku tercinta yang telah memberikan curahan kasih sayang, semangat, inspirasi, serta do’a tulus yang tidak pernah putus. 6. Rekan–rekan di Departemen Manajemen Angkatan 43 (One Heart Forever)
yang selalu bersama–sama mengukir kenangan indah yang tak terlupakan. 7. Teman–teman seperjuangan di kosan ternyaman: Sinat, Choqy, Rafki, Prabas,
Sesa, Toge, Jaji, Kahar, dan Kang Ray yang telah memberikan inspirasi, motivasi, semangat, kegembiraan, keceriaan serta berbagai bantuan lainnya, sehingga penulis tetap memiliki semangat yang tinggi untuk segera menyelesaikan penulisan skripsi ini.
8. Zahrannisa Linandar, adik sekaligus teman tersayang yang selalu memberikan semangat dan warna dalam hidup, sehingga memberikan kesan serta semangat tersendiri bagi penulis.
vii
10. Rekan–rekan satu bimbingan: Ilham, Holil, Nurul, Gilang, Ega, dan Isti untuk kekompakan, kerjasama, inspirasi, semangat, dan motivasi yang kita bangun bersama selama proses bimbingan dan penyusunan skripsi.
11. Semua pihak yang telah membantu dalam penulisan skripsi ini. Semoga Allah SWT memberikan pahala atas kebaikannya.
Bogor, Februari 2011
viii
2.10. Statistika Deskriptif ………... 17
2.11. Penelitian Terdahulu ……….. 18
III. METODOLOGI PENELITIAN 3.1. Kerangka Pemikiran ………... 20
3.2. Diagram Alur Penelitian ……… 21
3.3. Waktu dan Lokasi Penelitian ………. 24
3.4. Metode Pengumpulan Data ……… 24
3.5. Pengolahan dan Analisis Data ……… 25
IV. HASIL DAN PEMBAHASAN 4.1. Tinjauan Umum Perusahaan ……….. 26
4.1.1 Sejarah dan Perkembangan Perusahaan ………..…… 26 4.1.2 Visi, Misi, dan Kebijakan Mutu Perusahaan …..…………... 28
ix
4.3.3 Sistem Tarik (Pull System) …..………...……… 44
4.3.4 Standar Kerja ……..……… 44
4.3.5 Sistem Kanban………..……….. 46
4.4. Efektivitas Penerapan Sistem Just In Time di PT Astra Daihatsu Motor ………. 49
4.4.1 Orientasi Biaya ………..……...………….. 50 4.4.2 Output Produksi ………..……… 52
4.4.3 Sistem Pengiriman Tepat Waktu …………..………... 54
4.4.4 Periode Pemberitahuan Siklus Material Produksi ………..…. 58
4.4.5 Standar Persediaan ……..……… 60 4.4.6 Rata-rata Penggunaan Komponen Ban ………….………….. 61
4.4.7 Perencanaan Produksi ……….……….…… 62
4.4.8 Penjadwalan Produksi ……..………... 64
4.5. Pemodelan Biaya Pasokan ………. 68
4.6. Peran Serta Vendor……… 73
4.6.1 Kinerja Kualitas ……..……… 73 4.6.2 Responsibilitas …..……….. 74
4.7. Implikasi Manajerial ……….. 76
V. KESIMPULAN DAN SARAN 5.1. Kesimpulan ………. 79
5.2. Saran ……….. 80
DAFTAR PUSTAKA……….. 81
x
DAFTAR TABEL
No Halaman
1. Ringkasan manfaat strategi produksi Just In Time ………. 4 2. Total produksi dan pangsa pasar domestik Daihatsu ……….. 36
3. Volume produksi PT Astra Daihatsu Motor ……….……….. 53
4. Perkiraan jumlah kebutuhan ban dan rencana produksi PT Astra
Daihatsu Motor ………...……… 59
xi
DAFTAR GAMBAR
No Halaman
1. Indonesia Automotive Market and Forecast 1997–2015…….………….. 1
2. Kanban produksi ………...…. 16
3. Skema model matematika ………... 17
4. Kerangka pemikiran penelitian ………....……… 21
5. Tahapan proses penelitian ……… 23
6. Body stamping process……….... 31
7. Allumunium casting process……… 31
8. Engine assembly process……… 32
9. Welding process……….. 33
10. Tosso atau painting process……… 33
11. Final inspection process………. 34
12. Toyota production system house………. 38
13. Kanban internal……….. 47
14. Kanban eksternal……… 47
15. Orientasi biaya ……… 51
16. Grafik Output produksi ……….……….. 53
17. Sistem pengiriman ………... 55
18. Grafik kemajuan milk run delivery system……….. 57
19. Skema penentuan proporsi pasokan komponen ban ………... 62
xii
DAFTAR LAMPIRAN
No Halaman
1. Layout PT Astra Daihatsu Motor ……….… 84
2. Struktur organisasi PT Astra Daihatsu Motor ………..… 85
3. Diagram proses pembuatan mobil ………... 86
4. Volume produksi dan pangsa pasar kendaraan bermotor ……… 87
5. Sales projection plan PT Sumi Rubber ……….….. 89
6. Delivery note PT Sumi Rubber (30 September 2010) ………... 90
7. Contoh delivery order dan delivery note………. 91
8. Perhitungan jumlah pengiriman ban dalan satu cycle……….……. 93
9. Perhitungan jumlah unit dalam sekuen Heijunka……….…... 94
10. Hasil perhitungan outputproduksi ……….. 95 11. Progress report Milk run delivery system……… 96
I. PENDAHULUAN
1.1. Latar Belakang
Perkembangan industri otomotif di Indonesia terus tumbuh sejalan dengan berkembangnya teknologi dan sistem produksi yang mendukung industri ini. Meningkatnya kebutuhan masyarakat akan kendaraan bermotor dari tahun ke tahun merupakan salah satu pemicu percepatan tumbuhnya industri otomotif di Indonesia. Produsen otomotif di dalam negeri pun berlomba–lomba untuk terus melakukan pembenahan agar memiliki daya saing yang tinggi untuk berkompetisi di pasar otomotif yang terus berkembang.
Angka pertumbuhan pangsa pasar otomotif di Indonesia dari tahun ke tahun menunjukkan bahwa kebutuhan masyarakat Indonesia terhadap kendaraan roda empat masih cukup tinggi. Berdasarkan data Indonesia Automotive Market and Forecast untuk tahun 1997–2015, kebutuhan konsumen akan kendaraan bermotor cenderung meningkat setiap tahunnya. Pada tahun 2009 lalu pasar kendaraan bermotor roda empat mencapai angka 486.000 unit, sementara untuk tahun 2010 diperkirakan kebutuhan pasar domestik kendaraan roda empat berkisar antara 560.000 sampai 600.000 unit.
2
Kecenderungan peningkatan kebutuhan kendaraan ini menjadi tantangan tersendiri bagi perusahaan untuk menciptakan produk terbaik dan berkualitas tinggi dengan harga yang kompetitif. Sistem produksi yang digunakan pun terus dikembangkan untuk mendapatkan tingkat efektivitas serta efisiensi tertinggi. Penerapan sistem produksi yang dinamis dan fleksibel menjadi sebuah kebutuhan yang penting bagi perusahaan untuk menghadapi tantangan seperti ini.
Sistem Produksi Tepat Waktu (Just In Time) merupakan sistem produksi yang dirancang untuk mendapatkan kualitas, biaya dan waktu penyerahan sebaik mungkin. Sistem produksi ini mengedepankan suatu penghematan dalam segala hal untuk memperkecil pemborosan (waste). Pemborosan-pemborosan ini biasanya datang dari berbagai kegiatan produksi yang tidak menghasilkan nilai tambah atau nilai guna pada barang yang diproduksi seperti biaya penyimpanan, transportasi ke gudang, perbaikan (rework), dan kegiatan lainnya yang dapat menimbulkan biaya tambahan pada kegiatan produksi.
Sistem produksi baru yang dikenal dengan TPS (Toyota Production System) mempunyai tujuan cost reduction atau penurunan biaya dan juga peningkatan produktivitas. Sistem produksi ini dicetuskan oleh Taiichi Ohno di pabrik perakitan mobil Toyota di Jepang. Toyota Production System (TPS) mengaplikasikan sistem JIT (Just In Time), yang di dalamnya terdapat Kanban System, yaitu suatu kartu perintah produksi yang berfungsi untuk mengontrol inventory. Teknik Kanban merupakan suatu alat yang digunakan untuk menunjang aplikasi dari sistem produksi tepat waktu (Just In Time).
Industri - industri otomotif saat ini sudah banyak yang menerapkan sistem produksi Just In Time dalam melaksanakan kegiatan produksinya. Mereka mengadopsi sistem ini untuk meningkatkan produktivitas agar mampu bersaing dalam industri otomotif yang semakin berkembang. Selain itu, hal ini juga dimaksudkan untuk mengantisipasi berbagai permintaan konsumen yang bervariasi terhadap produk yang dihasilkan.
3
yang ditawarkan oleh PT Astra Daihatsu Motor mendapatkan tanggapan positif dari masyarakat, hal ini ditunjukkan dari pangsa pasar yang semakin meningkat dari tahun ke tahun. Total volume produksi dari pabrik mobil Daihatsu juga menunjukkan angka yang meningkat secara signifikan yaitu 95.386 unit (2006), 150,921 unit (2007), dan 217.117 unit (2008). Perusahaan ini tentunya sudah menerapkan sistem produksi Just In Time dalam menjalankan kegiatan produksinya, namun belum diketahui apakah penerapan dari sistem tersebut sudah berjalan dengan baik dan benar sesuai dengan teori dan Standard Operational Procedure (SOP) dan yang ada di perusahaan.
Penerapan Just In Time secara murni dan efektif di pabrik mobil Daihatsu mungkin sangat sulit untuk diwujudkan mengingat sistem konvensional yang ada selama ini memberikan berbagai kelonggaran terhadap sedikit pemborosan. Sedangkan pada sistem produksi Just In Time segala bentuk kegiatan yang menimbulkan pemborosan tidak diperkenankan. Pelaksanaan Just In Time sendiri memerlukan pengendalian dan kontrol yang ketat serta konsistensi dari manajemen perusahaan. Tingkat persediaan yang mendekati nol, pelaksanaan produksi sesuai jadwal, penerimaan material produksi yang tepat waktu, lintasan produksi yang seimbang, dan memperkecil segala bentuk penyimpangan (deviasi) merupakan beberapa hal yang menjadi tantangan tersendiri dalam menerapkan sistem produksi Just in Time ini.
4
Banyak manfaat yang dapat diperoleh jika penerapan sistem produksi Just In Time dapat dilaksanakan secara efektif. Berbagai penghematan dapat dilakukan pada berbagai bagian, diantaranya mereduksi siklus waktu manufacturing, reduksi inventory, reduksi ongkos tenaga kerja, reduksi kebutuhan ruang, reduksi ongkos kualitas, dan reduksi ongkos material. Faktanya, berdasarkan survey yang dilakukan oleh salah satu pemimpin Operation Management (OM) Consultant pada tahun 1980, perusahaan yang mengadopsi sistem Just In Time dalam tiga sampai lima tahun dapat melakukan beberapa perbaikan (Tabel 1).
Tabel 1. Ringkasan Manfaat Strategi Produksi Just In Time (JIT) Item Agregat Perbaikan 3 – 5 tahun (%)
Reduksi kebutuhan ruang 40 - 80
Reduksi biaya kualitas 25 - 60
Reduksi biaya material 5 - 25
Sumber: Hanna and Newman (2001)
5 1.2. Rumusan Masalah
Sistem produksi Just In Time atau sistem produksi tepat waktu merupakan salah satu metode produksi modern yang digunakan untuk mencapai tingkat efisiensi tinggi dalam setiap proses produksi. Konsep dasar dalam sistem produksi JIT adalah suatu metode untuk menyesuaikan diri terhadap perubahan akibat adanya gangguan dan perubahan permintaan, dengan cara membuat semua proses dapat menghasilkan produk yang diperlukan, pada waktu yang diperlukan dan dalam jumlah yang sesuai dengan kebutuhan.
Salah satu perusahaan otomotif terbesar di Indonesia yaitu PT Astra Daihatsu Motor sudah menerapkan sistem produksi Just In Time, namun perlu dikaji lebih lanjut apakah penerapan dari sistem produksi Just In Time ini sudah berjalan dengan efektif. Efektivitas Just In Time dilihat dari pelaksanaan produksi yang sesuai jadwal dan penerimaan material yang tepat waktu sehingga dapat mewujudkan zero inventory atau inventory cost pada tingkat minimum. Contoh penerapan efektivitas secara nyata di lantai produksi sendiri dilihat pada subsistem roda dimana subsistem ini merupakan bagian yang paling sederhana diantara subsitem perakitan lainnya dengan ketersediaan data yang mudah untuk diakses. Berdasarkan uraian permasalahan di atas, maka dalam penelitian ini coba dipelajari bagaimana implementasi dari sistem produksi Just In Time pada perusahaan otomotif. Mengidentifikasi serta menganalisis indikator efektivitas, serta contoh penerapan proses pengiriman komponen ban menggunakan sistem Just In Time pada subsistem perakitan.
1.3. Tujuan Penelitian
Penelitian ini mempunyai tujuan yaitu:
1. Mempelajari implementasi sistem produksi Just In Time pada proses produksi kendaraan di PT Astra Daihatsu Motor.
2. Mengidentifikasi efektivitas penerapan sistem produksi Just In Time yang diterapkan oleh PT Astra Daihatsu Motor.
6 1.4. Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat yaitu:
1. Sebagai salah satu media informasi dan referensi tentang sistem produksi Just In Time.
2. Sebagai bahan pengetahuan yang bermanfaat bagi khalayak umum yang berkepentingan.
1.5. Ruang Lingkup
7
II. TINJAUAN PUSTAKA
2.1. Pengertian Efektivitas
Efektivitas berasal dari kata dasar efektif yang berarti berhasil guna (KBBI, 2007). Secara etimologi kata efektivitas ini berasal dari kata efektif dalam bahasa Inggris effective yang telah mengalami serapan kedalam bahasa Indonesia dan memiliki makna berhasil. Gunawan (2003)1 menyatakan bahwa pada umumnya efektivitas hanya memberikan batasan dari segi hasil yang dicapai dari suatu kegiatan tertentu tanpa memperhatikan segi sumber yang digunakan.
Terdapat beberapa kriteria yang digunakan sebagai parameter penentu efektivitas. Menurut Handoko dalam Gunawan (2003), terdapat enam kriteria dalam menilai efektivitas, yaitu kegunaan, ketepatan dan objektivitas, ruang lingkup, efektivitas biaya, akuntabilitas, serta ketepatan waktu. Dengan kata lain, efektivitas mencerminkan sebuah kondisi yang merupakan hasil penilaian dengan tolak ukur tertentu. Jadi sesuatu dapat disebut efektif apabila mudah untuk diaplikasikan dan mempunyai dampak positif bagi tercapainya suatu tujuan serta mampu memecahkan permasalahan yang dihadapi.
2.2. Proses Produksi
Produksi merupakan suatu kegiatan yang dikerjakan untuk menambah nilai guna suatu benda atau menciptakan benda baru sehingga lebih bermanfaat dalam memenuhi kebutuhan. Menurut Heizer dan Render (2004), produksi adalah aktifitas yang berhubungan dengan penciptaan barang dan jasa melalui adanya pengubahan input menjadi output. Sedangkan Assauri (2008), menyatakan bahwa produksi merupakan suatu kegiatan atau proses yang mentransformasikan masukan (input) menjadi luaran (output).
Secara umum sistem produksi dapat didefinisikan kedalam tiga sistem utama dalam kegiatan menghasilkan produk berupa barang (Assauri, 2008):
1. Proses produksi yang kontinu (continuous production), dimana peralatan produksi yang digunakan disusun dan diatur dengan memperhatikan urut-urutan kegiatan dalam menghasilkan produk tersebut, serta arus bahan dalam proses telah distandarisasi.
8
2. Proses produksi yang terputus-putus (intermittent production), dimana kegiatan produksi dilakukan tidak standar, tetapi didasarkan pada produk yang dikerjakan, sehingga peralatan produksi yang digunakan disusun dan diatur dapat bersifat lebih luwes (flexible) untuk dapat dipergunakan bagi menghasilkan berbagai produk dan berbagai ukuran.
3. Proses produksi yang bersifat proyek (project process), dimana kegiatan produksi dilakukan pada tempat dan waktu yang berbeda-beda, sehingga peralatan produksi yang digunakan ditempatkan di lokasi dimana proyek tersebut dilaksanakan dan pada saat yang direncanakan.
2.3. Sistem Just In Time
Sistem Produksi Tepat Waktu (Just In time) adalah sistem produksi atau sistem manajemen pabrikasi modern yang dikembangkan oleh perusahaan-perusahaan Jepang yang pada prinsipnya hanya memproduksi jenis-jenis barang yang diminta sejumlah yang diperlukan dan pada saat yang dibutuhkan oleh konsumen. Sistem Just In Time juga dipandang sebagai sebuah sistem produksi yang dirancang untuk mendapatkan kualitas, biaya dan waktu penyerahan sebaik mungkin, dengan menghapuskan semua pemborosan yang terdapat dalam proses internal sehingga mampu menyerahkan produk sesuai dengan kehendak konsumen secara tepat waktu (Imai, 1997).
Menurut Heizer dan Render (2004), Just In Time merupakan sebuah filosofi pemecahan masalah secara berkelanjutan dan memaksa dengan cara menghilangkan pemborosan. Sedangkan Ristono (2010), mendefinisikan Just In Time Management sebagai sebuah organisasi yang menghasilkan penyelidikan secara luas untuk menghasilkan output dalam minimum lead time dan total biaya serendah mungkin melalui identifikasi dan eliminasi secara berkelanjutan semua bentuk keragaman (variance) dan pemborosan.
9
dasar sistem produksi tepat waktu (Just In Time) yaitu menghasilkan sejumlah barang yang diperlukan pada saat diminta dengan menghilangkan segala macam bentuk pemborosan waktu yang tidak diperlukan sehingga diperoleh biaya produksi yang rendah dan melakukan proses yang berkesinambungan.
Just In Time sendiri merupakan cara yang revolusioner dalam program penghematan biaya disamping juga secara serempak memenuhi batas waktu penyerahan bagi konsumen. Meskipun Just In Time sering kali disebut sistem produksi tanpa stok, namun sesungguhnya semua itu harus dipertimbangkan berdasarkan praktik, karena dalam praktiknya tidak selalu mungkin untuk menerapkan Just In Time tanpa persediaan sama sekali (Imai, 1997).
2.4. Konsep Dasar Just In Time
Sistem Just In Time merupakan suatu konsep filosofi yaitu memproduksi produk yang dibutuhkan, pada saat dibutuhkan oleh pelanggan, dalam jumlah sesuai kebutuhan pelanggan, pada tingkat kualitas prima, dari setiap tahap proses dalam sistem manufacturing, dengan cara yang paling ekonomis dan efisien melalui eliminasi pemborosan dan perbaikan proses terus menerus (continuous process improvement) (Gaspersz, 1998).
Sistem produksi Just In Time menggunakan metode produksi yang berorientasi pada inventory minimum, waktu set up mesin dan peralatan yang pendek, penciptaan pekerja dengan katerampilan multifungsional, serta penyelesaiaan pekerjaan dalam siklus waktu (cycle time) yang pendek sesuai dengan standar yang ditetapkan (Gaspersz, 1998). Persediaan yang minimum bahkan mendekati nol, membuat produk setengah jadi tidak akan menumpuk untuk menunggu proses selanjutnya.
10
gangguan dan perubahan permintaan ini. Akibatnya perusahaan harus melakukan persediaan di antara semua proses untuk mengatasi gangguan dan perubahan permintaan ini. Sistem ini sering menimbulkan ketidakseimbangan persediaan yang mengakibatkan pemborosan.
Sistem produksi Just In Time bersifat lebih revolusioner, proses berikutnya akan mengambil suku cadang dari proses sebelumnya. Hanya lini rakit akhir yang dapat mengetahui dengan tepat penetapan waktu dan jumlah suku cadang yang diperlukan. Lini rakit akhir pergi ke proses sebelumnya untuk mendapatkan suku cadang yang diperlukan dalam jumlah yang diperlukan pada waktu yang diperlukan. Kemudian proses sebelumnya memproduksi suku cadang yang diambil oleh proses berikutnya. Tiap proses yang memproduksi suku cadang mengambil bahan atau suku cadang yang diperlukan pada proses sebelumnya, dan begitu seterusnya (Ristono, 2010).
Menurut Hinaro dalam Indrajid dan Pranoto (2003), terdapat lima tahap pengenalan konsep Just In Time dalam suatu perusahaan, yaitu:
1. Revolusi dalam kesadaran, yaitu membuang sama sekali konsep lama dalam pengelolaan dan menggunakan cara berfikir JIT.
2. Perbaikan di tempat kerja, dimana terdapat lima hal yang perlu dilakukan terhadap tempat kerja yaitu pengaturan yang benar, keteraturan, kebersihan, pembersihan, dan disiplin.
3. Produksi yang mengalir, ini berarti bahwa pabrik memproduksi satu satuan jenis barang pada setiap waktu tertentu, namun menggunakan penanganan ganda yang mengikuti urutan proses.
4. Operasi baku, yaitu suatu metode operasi baku sebagai alat untuk memproduksi barang berkualitas dengan aman dan efisien melalui suatu metode yang efisien pula, menyangkut orang, produk, dan mesin.
11 2.5. Prinsip-prinsip Just In Time
Secara singkat prinsip Just In Time adalah menghilangkan sumber-sumber pemborosan produksi dengan cara menerima jumlah yang tepat dari bahan baku dan memproduksinya dalam jumlah yang tepat pada tempat yang tepat dan waktu yang tepat pula (Indrajid dan Pranoto, 2003). Terdapat tujuh macam prinsip dasar yang menyusun sistem produksi Just In Time sehingga menjadikan sebuah sistem yang memiliki kualifikasi tinggi. Ketujuh prinsip itu menurut Andrianto dalam Leo (2007) adalah:
1. Simplification, merupakan salah satu tools JIT dalam penyederhanaan proses maupun prosedur yang ada.
2. Cleanliness and Organization, fasilitas yang bersih dan teratur akan memudahkan pekerja dalam melakukan pekerjaan.
3. Visibility, kejelasan yang membuat suatu kesalahan dapat terlihat.
4. Cycle time, interval waktu yang dibutuhkan untuk menyelesaikan suatu produk. 5. Agility, kekuatan dalam pembuatan produk dengan memberikan respon yang
cepat terhadap perubahan.
6. Variability Reduction, kemampuan mengurangi hal-hal yang tidak diperlukan. 7. Measurement, pengukuran serta pengertian akan proses keseluruhan.
2.6. Tujuan Just In Time
12
Menurut Indrajid dan Pranoto (2003), tujuan dari manajemen menggunakan dan mengembangkan konsep manajemen Just In Time dalam perusahaan dapat dirangkum antara lain sebagai berikut:
1. Menciptakan fleksibilitas produk yang tinggi
Produksi yang bersifat “sistem tarik” (pull system), memerlukan fleksibilitas tinggi untuk menanggapi tuntutan konsumen yang terus berkembang dan berubah. Produksi dengan cara “sistem tarik” (pendekatan baru) merupakan produksi yang dilakukan untuk menganggapi permintaan konsumen, sedangkan produksi dengan cara “sistem dorong” (pendekatan lama) merupakan produksi yang lebih ditetapkan produsen dan didiktekan kepada konsumen.
2. Meningkatkan efisiensi proses produksi
Peningkatan efisiensi dapat dilakukan terutama melalui pengurangan persediaan barang sehingga mengakibatkan pengurangan biaya persediaan, atau dengan kata lain meningkatkan perputaran modal. Biaya persediaan ini sangat tinggi, berkisar antara 20 persen–40 persen dari harga barang pertahun. Efisiensi didapat juga dengan cara mendesain pabrik sedemikian rupa sehingga proses produksi dapat dilakukan dengan lebih cepat dan aman. 3. Meningkatkan daya kompetisi
Meningkatnya efisiensi dalam proses produksi dengan sendirinya akan meningkatkan daya saing perusahaan. Hal ini dianggap salah satu tujuan yang paling penting, yaitu suatu tujuan strategis, karena peningkatan efisiensi berarti penurunan biaya dan ini memungkinkan perusahaan untuk tetap bertahan dalam persaingan pasar.
4. Meningkatkan mutu barang
13 5. Mengurangi pemborosan
Pengurangan pemborosan terutama dalam bentuk barang yang terbuang, karena pada hakekatnya pemborosan adalah biaya. menurut jenisnya, pemborosan dapat dibedakan dari cara pemborosan itu terjadi, yaitu:
a. Karena produksi berlebih (memproduksi barang dengan jumlah yang terlalu banyak);
b. Karena waktu tunggu (waktu tunggu yang tidak produktif dalam proses produksi);
c. Karena transport (gerakan yang tidak perlu dalam proses produksi); d. Karena proses (operasi atau proses yang tidak perlu);
e. Karena persediaan (penimbunan bahan baku, bahan setengah jadi, bahan jadi, atau bahan lain yang berlebih);
f. Karena gerakan (pengerjaan kembali atau hasil dari kegiatan yang tidak perlu).
2.7. Faktor Pendukung Just In Time
Sistem produksi Just In Time memiliki beberapa faktor pendukung yang berperan penting dalam usaha untuk mencapai keberhasilan penerapan sistem tersebut. Menurut Heizer dan Render (2004), terdapat beberapa faktor penting dalam Just In Time yang berkontribusi sebagai competitive advantage, yaitu:
1. Faktor Supplier (Pemasok)
Just In Time sangat memerlukan hubungan khusus antara pemasok dengan perusahaan pembeli seperti konsep kemitraan (partnership). Just In Time memerlukan jumlah pemasok yang sedikit, pemasok dekat dengan pabrik, peningkatan frekuensi pengiriman dalam jumlah kecil, dilakukannya kontrak jangka panjang, pemasok dibantu dalam peningkatan kualitas serta penerapan Just In Time yang dibangun secara bersama - sama.
2. Faktor Inventory (Persediaan)
14
pergerakan inventory, pengurangan variabilitas, pengurangan persediaan, ukuran lot yang kecil, dan pengurangan waktu set up.
3. Faktor Scheduling (Penjadwalan)
Scheduling atau penjadwalan operasi produksi merupakan penetapan waktu (timing) serta penggunaan sumber daya dalam kegiatan operasi produksi. Just In Time mensyaratkan (a) mengkomunikasikan penjadwalan kepada supplier, (b) jadwal produksi yang bertingkat, (c) menekankan bagian dari jadwal paling dekat dengan tempo, (d) lot kecil, dan (e) teknik Kanban.
4. Faktor Layout (Tata Letak)
Tata letak (layout) merupakan susunan dari mesin-mesin dan peralatan serta semua komponen yang menunjang produksi dalam suatu pabrik. Tata letak yang baik memungkinkan pengurangan pemborosan yaitu pergerakan, misalnya pergerakan bahan baku maupun manusia. Just In Time mensyaratkan: (a) sel kerja untuk produk sejenis (product family), (b) peningkatan fleksibilitas perubahan atau pergerakan peralatan, (c) jarak antar sel pekerja yang pendek, (d) pengurangan kebutuhan ruang untuk persediaan, (e) penggunaan poka-yoke.
5. Faktor Quality Management (Manajemen Kualitas)
Just In Time memiliki tiga prinsip utama dalam pengendalian kualitas, yaitu output yang bebas cacat adalah lebih penting dari output itu sendiri, segala kesalahan dan kerusakan dapat dicegah, dan tindakan pencegahan adalah lebih murah dari pada pekerjaan mengulang. Penggunaan Jidoka dalam pengendalian kualitas atau yang sering disebut dengan nama autonomation, merupakan peralatan yang dilengkapi dengan intelejensia manusia untuk menghentikan dirinya sendiri ketika ia memiliki masalah. Dengan demikian Just In Time lebih dapat menghemat biaya karena tidak ada pemborosan. 6. Faktor Preventive Maintenance (Pemeliharaan Pencegahan)
15
7. Faktor EmployeeEmpowerment (Pemberdayaan Pekerja)
Pemberdayaan pekerja berarti melibatkan pekerja dalam setiap langkah proses produksi. Pemberdayaan pekerja dengan meluaskan pekerjaan pekerja sehingga bertanggung jawab dan memiliki kewenangan tambahan yang dipindahkan sedapat mungkin pada tingkat terendah dalam organisasi.
2.8. Sistem Kanban
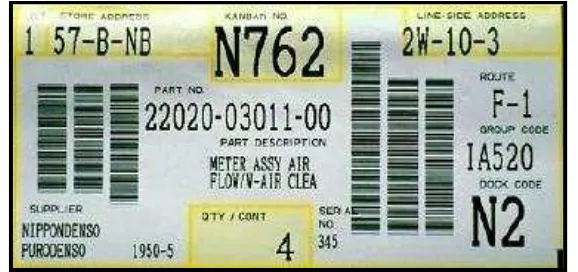
Menurut Imai (1997), Kanban merupakan alat komunikasi dalam sistem produksi JIT bila dilakukan produksi dengan sistem batch/lot. Kanban dalam bahasa Jepang berarti papan isyarat. Kanban dicantumkan pada produk atau komponen dalam jumlah tertentu di jalur produksi, juga merupakan instruksi untuk penyerahan barang tertentu dalam jumlah tertentu. Bila semua komponen sudah digunakan di jalur produksi, maka Kanban akan dikembalikan ke tempat asalnya. Kanban juga diperlakukan sebagai alat perintah untuk memproduksi barang.
Setiap Kanban yang ada akan dicocokkan dengan sebuah standar dari jumlah atau ukuran kontainer. Sebuah Kanban akan berisikan informasi dasar seperti nomor bagian, deskripsi singkat, jenis dari kontainer, satuan muatan, stasiun pendahulu, dan stasiun subbagian.
Jumlah Kanban yang di terbitkan, dapat dihitung dengan menggunakan formulasi berikut:
N =
…………..………...………(1)
Keterangan:
N = Jumlah kanban
D = Permintaan yang diharapkan tiap unit waktu
L = Waktu pesanan (waktu set up + waktu pemrosesan + waktu tunggu
sfffg+ waktu transport)
16
Ada dua jenis Kanban yang umum digunakan dalam proses produksi, yaitu: 1. Kanban Perintah Produksi
Kanban perintah produksi merupakan Kanban yang menspesifikasikan jenis dan jumlah produk yang harus dihasilkan proses terdahulu. Kanban perintah produksi sering disebut Kanban dalam pengolahan atau secara sederhana Kanban produksi. Kanban produksi terdiri dari Kanban produksi biasa dan Kanban pemberi tanda. Kanban pemberi tanda digunakan untuk memberi tanda lot minimum yang tersisa untuk memulai memproduksi barang. Kanban pemberi tanda dapat berbentuk segitiga atau lempengan baja.
2. Kanban Pengambilan
Kanban pengambilan menspesifikasikan jenis dan jumlah produk yang harus diambil dari proses terdahulu oleh proses berikutnya. Kanban jenis ini terdiri dari dua jenis yaitu Kanban pengambilan antar proses dan Kanban pemasok. Kanban pengambilan antar proses memberikan informasi tentang permintaan barang dari proses berikutnya ke proses sebelumnya, sedangkan Kanban pemasok adalah Kanban yang digunakan untuk menginformasikan barang yang dibutuhkan kepemasok.
Gambar 2. Kanban Produksi (http://is.ba.ttu/faculty/ch:15.ppt)
2.9. Model Matematika
17
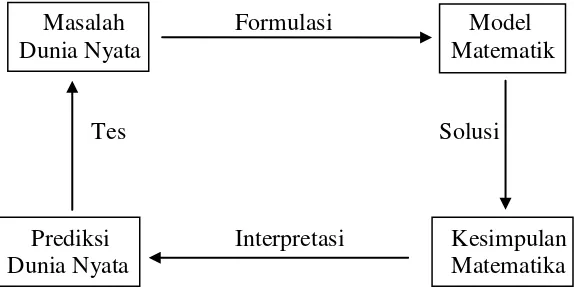
Melalui penggunaan model matemetika, permasalahan umum yang ada di dunia nyata akan coba diformulasikan menggunakan fungsi ataupun persamaan untuk membentuk sebuah model matematika. Model ini nantinya akan menjadi solusi yang digunakan untuk memecahkan masalah yang ada sehingga dapat ditarik suatu kesimpulan secara matematika. Kesimpulan ini kemudian akan diinterpretasikan untuk memprediksi fenomena di dunia nyata. Selanjutnya prediksi yang ada akan diuji coba pada permasalahan yang ada. Secara umum model matematika dapat dilihat pada Gambar 3.
Model matematik bukan merupakan representasi (perwakilan) yang benar– benar akurat tentang situasi fisik. Model yang baik akan menyederhanakan realitas yang ada dan memungkinkan untuk dibuatnya sebuah perhitungan yang cukup akurat sehingga memberikan kesimpulan berharga. Model juga dibangun berdasarkan pada asumsi yang ada, sehingga tidak ada model yang terbaik untuk semua keadaan, hal ini akan tergantung pada situasi dan asumsi yang digunakan.
Masalah Formulasi Model
Dunia Nyata Matematik
Tes Solusi
Prediksi Interpretasi Kesimpulan
Dunia Nyata Matematika
Gambar 3. Skema Model Matematika (Stewart, 2006)
2.10. Statistika Deskriptif
18
Histogram merupakan salah satu dari contoh penyajian data statistika deskriptif. Histogram menggambarkan distribusi dan frekuensi dari setiap pengukuran terhadap data yang ada. Selain itu, histogram juga dapat digunakan untuk menyampaikan informasi tentang variasi dan alat bantu pengambilan keputusan yang memusatkan perhatian pada upaya perbaikan.
Histogram adalah suatu alat yang meringkas grafik data yang memperbolehkan kita untuk:
1. Mengelompokkan pengamatan data di dalam sel atau mendefinisikan kembali kategori dalam order untuk menutupi lokasi data dan karakteristik dispersi, 2. Mampu memperkirakan kapabilitas proses dan menghubungkan spesifikasi
dengan target,
3. Memperkirakan bentuk populasi dan menandakan jika ada beberapa gap dalam data,
4. Memeriksa mutu suatu proses atau pekerjaan.
Penyusunan Histogram terdiri dari enam langkah, yaitu sebagai berikut: 1. Mengumpulkan dan mentabulasi
2. Menghitung kisaran dan lebar interval 3. Menggambar sumbu horizontal dan vertikal 4. Mentabulasi data menurut interval
5. Memetakan data
6. Menganalisis Histogram
2.11. Penelitian Terdahulu
Okie Ariefiandi (2010), melakukan Praktik Kerja Lapangan tentang pelaksanaan Supply Chain Management dan sistem Kanban pada Divisi Logistic di PT Astra Daihatsu Motor. Faktor–faktor yang menjadi sorotan pada laporannya adalah faktor perancangan dalam penanganan bahan baku, perencanaan kebutuhan bahan baku, pengendalian proses produksi dan penggunaan Kanban sebagai alat kendali produksi.
19
telah menetapkan sistem perencanaan dan pengendalian manufacturing dengan menggunakan sistem Just In Time. Pengukuran kinerja perusahaan dengan adanya penerapan sisten Just In Time dilakukan berdasarkan aspek kualitas, tingkat persediaan dan produktivitas.
Anton Leo (2007), melakukan penelitian pada PT Birina Multi Daya, sebuah perusahaan yang bergerak dalam bidang usaha household manufacture. Masalah yang dihadapi perusahaan ini adalah adanya ketidakefisienan dan pemborosan yang berasal dari ketidakteraturan yang terjadi pada lantai produksi. Sistem produksi Just In Time, direkomendasikan untuk mencapai tingkat efisiensi yang tinggi dalam proses produksi dengan biaya yang minimal. Untuk itu perusahaan harus mengeliminasi tujuh jenis pemborosan dalam lantai produksi menurut definisi Toyota (Over production, Inventory, Transportation, Delay, Over processing, Rework, dan Pergerakan yang tidak perlu). Peta Value Stream digunakan sebagai alat untuk mengidentifikasi pemborosan dan sumbernya.
20
III. METODE PENELITIAN
3.1. Kerangka Pemikiran
Pelaksanaan sistem produksi memerlukan sebuah perencanaan yang matang untuk menjaga serta menjamin keberlangsungan sistem tersebut agar berjalan sesuai dengan rencana. Perencanaan produksi ini diawali dengan perencanaan pengadaan material untuk memenuhi kebutuhan bahan baku produksi sesuai dengan kebutuhan aktual dan menghindari segala bentuk pemborosan. Implementasi sistem produksi Just In Time didukung oleh faktor-faktor beserta berbagai elemen yang berkaitan dengan sistem produksi di perusahaan.
Perencanaan pengadaaan material memperhitungkan dua bagian yang akan dikombinasikan. Pertama adalah bagian internal dari perusahaan yaitu pengaplikasian sistem produksi Just In Time itu sendiri. Perusahaan tentunya memiliki peraturan dan kebijakan tersendiri berkaitan dengan sistem produksi yang mereka anut di lantai produksi. Salah satu penerapan dari sistem ini tercermin dalam pola pengiriman bahan baku pada subsistem produksi. Pola yang telah dibentuk kemudian diaplikasikan secara aktual di lantai produksi dengan pengawasan yang ketat.
Bagian kedua yaitu pihak ekternal dari perusahan dalam hal ini supplier yang mempunyai peranan sangat penting dalam mendukung sistem produksi Just In Time yang dimiliki perusahaan. Supplier sendiri dievaluasi kinerjanya dalam hal kualitas untuk mendukung sistem produksi Just In Time di PT ADM. Selain itu, supplier juga harus memiliki responsibilitas tinggi dalam menghadapi perubahan permintaan bahan baku dari perusahaan yang bersifat fluktuatif.
21
menghasilkan efisiensi serta menghilangkan pemborosan pada proses produksi, sehingga pada akhirnya dapat meningkatkan daya saing perusahaan.
Sistem Produksi
Perencanaan Produksi
Perencanaan Pengadaan Material
Sistem Just In Time Supplier
Indikator dan Faktor Pendukung Efektivitas
Aplikasi Just In Time Kinerja Kualitas Pada Subsistem Roda Responsibilitas
Toleransi Deviasi dan Efektivitas sistem
Perbaikan Terus Menerus (Continuous Improvement)
Efisiensi dan Peningkatan Daya Saing Perusahaan
Gambar 4.Kerangka Pemikiran Penelitian
3.2. Diagram Alur Penelitian
22
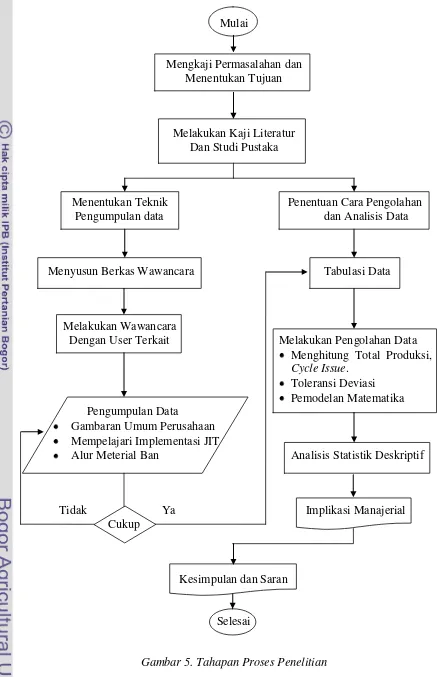
menambah pengetahuan tentang teori-teori dan literatur yang berkaitan dengan sistem produksi Just In Time. Selanjutnya adalah menentukan teknik pengumpulan data, cara pengolahan dan analisis data yang digunakan dalam menginterpretasi data yang diperoleh.
Setelah tiga hal utama di atas terlaksana, penulis selanjutnya menyusun berkas wawancara sebagai acuan dalam proses wawancara untuk memperoleh berbagai informasi penting dari pihak terkait. Data penting baik berupa data primer maupun sekunder segera dikumpulkan melalui wawancara terstruktur dengan bagian Technical Training di perusahaan dan bagian marketing pada salah satu supplier hingga semua data yang dibutuhkan tercukupi. Jika data yang diperoleh belum mencukupi dan belum bisa menjawab permasalahan yang ada, maka dilakukan pengumpulan ulang hingga data yang dibutuhkan tercukupi. Setelah semua data tercukupi, data tersebut memasuki tahapan tabulasi sederhana agar memudahkan dalam pengerjaan proses selanjutnya.
Tahap selanjutnya dari penelitian adalah proses pengolahan data. Data yang berupa angka dihitung menggunakan statistik sederhana untuk menghitung rataan, modus, standar deviasi, serta ragam. Perhitungan matematis digunakan untuk menghitung total produksi serta cycle issue yang merupakan teknik perhitungan dalam penentuan kedatangan material secara Just In Time. Toleransi dan deviasi juga dihitung untuk memudahkan proses pembandingan. Model matematika dibuat sebagai formulasi untuk memprediksi atau menduga penjadwalan produksi dalam penyusunan pemerataan beban produksi. Selain itu permodelan juga digunakan dalam memperkirakan potensi biaya yang dikeluarkan supplier jika menerapkan sistem pengiriman secara tidak langsung ataupun tidak langsung.
23 Mulai
Mengkaji Permasalahan dan Menentukan Tujuan
Melakukan Kaji Literatur Dan Studi Pustaka
Menentukan Teknik Penentuan Cara Pengolahan
Pengumpulan data dan Analisis Data
Menyusun Berkas Wawancara Tabulasi Data
Melakukan Wawancara
Dengan User Terkait Melakukan Pengolahan Data Menghitung Total Produksi, Cycle Issue.
Toleransi Deviasi Pemodelan Matematika Pengumpulan Data
Gambaran Umum Perusahaan Mempelajari Implementasi JIT
Alur Meterial Ban Analisis Statistik Deskriptif
Tidak Ya Implikasi Manajerial
Cukup
Kesimpulan dan Saran
Selesai
24 3.3. Waktu dan Lokasi Penelitian
Penelitian ini dilaksanakan pada salah satu perusahaan otomotif (mobil) dikawasan Jakarta yaitu di PT. Astra Daihatsu Motor yang terletak di jalan Gaya Motor III, No. 5, Sunter II, Jakarta Utara. Pemilihan lokasi ini dilakukan secara sengaja (purposive) dengan pertimbangan bahwa perusahaan otomotif tersebut merupakan salah satu perusahaan otomotif terbesar di Indonesia yang memiliki kapasitas produksi yang besar dan tingkat teknologi yang modern. Penelitian ini dilaksanakan pada bulan Juni sampai Oktober 2010.
3.4. Metode Pengumpulan Data
Penelitian ini menggunakan baik data primer maupun data sekunder. Data primer didapatkan melalui wawancara terstruktur pada bagian Technical Training yang ditunjuk perusahaan secara sengaja, karena bagian ini yang berkompeten dan memiliki wewenang untuk berbagi pengetahuan kepada pihak eksternal. Data primer lain juga diperoleh dari bagian Marketing disalah satu supplier yang terkait dengan penelitian dengan alat bantu koesioner yang berisi pertanyaan tertutup guna mendapatkan data yang dibutuhkan. Sementara itu data sekunder didapatkan dari laporan manajemen perusahaan terutama di bagian Production Planning Control (PPC) dan Logistic Department diantaranya adalah laporan bulanan perusahaan, daily forecast order, dan sales projection plan, serta pada bagian Marketing di supplier ban. Laporan ini mengandung data rencana produksi, kebutuhan bahan baku, perkembangan peningkatan sistem pengiriman tepat waktu, serta data lainnya yang dibutuhkan. Selain itu, data sekunder juga dapat diperoleh melalui sumber-sumber lain seperti literatur, hasil penelitian terdahulu, bahan pustaka, maupun dari instansi terkait seperti organisasi otomotif.
25 3.5. Pengolahan Data dan Analisis Data
Pengolahan data dilakukan dengan metode statistik sederhana menggunakan software komputer berupa SPSS versi 16.0 untuk menghitung rataan (mean), modus, ragam(variance), dansimpangan baku(standar deviasi).
1. Rata – Rata Hitung (Mean)
Mean merupakan pusat massa (centroid) sehingga simpangan kiri dan simpangan kanan sama besar. Mean sering disebut juga sebagai rataan.
=
………. (2)Dimana = rataan
n = jumlah data contoh = data ke i
2. Modus (Mo)
Modus merupakan nilai yang terjadi paling sering atau yang mempunyai frekuensi paling tinggi.
3. Ragam /Variance (s2)
Ragam atau variance merupakan rata-rata jarak kuadrat setiap titik pengamatan terhadap nilai mean (rata-rata)
s
2=
….……….……….. (3)4. Simpangan Baku / Standar Deviasi (s)
Simpangan baku atau standar deviasi merupakan akar dari ragam
s
=
ataus =
... (4)26
IV. HASIL DAN PEMBAHASAN
4.1. Tinjauan Umum Perusahaan
PT Astra Daihatsu Motor (PT ADM) merupakan sebuah perusahaan manufaktur yang bergerak dibidang industri otomotif, yaitu penghasil kendaraan roda empat dengan merek dagang Daihatsu. Sebagai agen tunggal pemegang merek Daihatsu, PT Astra Daihatsu Motor berkomitmen untuk meningkatkan kepercayaan pelanggan pada merek Daihatsu melalui produk yang berkualitas tinggi, harga bersaing, dan memenuhi kepuasan pelanggan.
Kendaraan Daihatsu hadir dengan cirinya yang khas, yaitu mobil kompak yang hemat bahan bakar, berkapasitas sesuai dengan kebutuhan keluarga Indonesia, model yang modern, dan harga yang terjangkau. Selain memproduksi mobil Daihatsu untuk masyarakat Indonesia, PT Astra Daihatsu Motor juga memproduksi mobil dan komponen kendaraan merek Toyota untuk tujuan pasar dalam negeri dan mancanegara.
4.1.1 Sejarah dan Perkembangan Perusahaan
Perusahaan ini berdiri di Jakarta pada bulan Mei 1978 dengan nama PT Daihatsu Indonesia, didirikan sebagai usaha patungan (joint venture) antara PT Astra Internasional, Tbk., Daihatsu Motor Company, Ltd. dan Nichimen Corporation. Pendirian ini dilakukan setelah Astra mendapatkan hak untuk mengimpor kendaraan merek Daihatsu ke Indonesia pada tahun 1973. Tiga tahun setelah itu (1976), PT Astra Internasional ditunjuk menjadi agen tunggal, importir, dan distributor tunggal kendaraan Daihatsu di Indonesia. Pada tahun 1983, pabrik mesin PT Daihatsu Engine Manufacturing Indonesia atau disingkat DEMI didirikan di Karawang International Industrial City (KIIC) Karawang. Pabrik ini sekarang lebih dikenal dengan nama pabrik mesin (Engine Plant) Daihatsu.
27
Manufacturing Indonesia, dan PT Nasional Astra Motor. Melalui penggabungan ini, pemegang saham PT Astra Daihatsu Motor dikuasai oleh Daihatsu Motor Company, Ltd. (61,7 persen), PT Astra Internasional, Tbk. (31,9 persen), dan Toyota Tsusho Corporation (6,4 persen). Saat itu produk yang dihasilkan perusahaan adalah Daihatsu Hijet, Daihatsu Zebra, Daihatsu Taft, Daihatsu Feroza, dan Daihatsu Taruna.
PT Astra Daihatsu Motor berkembang semakin pesat dan menjadi salah satu pemain utama dalam industri otomotif di Indonesia. Guna mendukung kegiatan produksinya, perusahaan ini mendirikan berbagai pabrik pendukung sebagai investasi jangka panjang mereka. Pabrik pengecoran (casting plant) alumunium didirikan pada bulan Januari 1997 di KIIC (Karawang International Industrial City) Karawang. Pabrik ini menghasilkan komponen alumunium casting untuk komponen mesin, transmisi untuk produk Xenia, Terios, Xenia VVT-i, Zebra minibus, dan Zebra pick-up.
Setahun kemudian tepatnya pada bulan Desember 1998, PT Astra Daihatsu Motor membeli pabrik perakitan dari PT Gaya Motor untuk dijadikan sebagai pabrik perakitan (assembly plant) mobil Daihatsu yang berlokasi di Sunter, Jakarta Utara. Assembly Plant ini merupakan tempat finishing atau semifinish dari unit Terios, Xenia VVT-i, Zebra minibus, dan Zebra pick-up. Sejak pembelian pabrik perakitan ini, PT Astra Daihatsu Motor memiliki empat pabrik, yaitu pabrik pengepresan plat baja (stamping), mesin (engine), pengecoran alumunium (allumunium casting), dan perakitan (assembly).
28
Perjalanan PT Daihatsu Astra Motor sebagai perusahaan otomotif asal Jepang di Indonesia sudah cukup panjang. Jumlah produksi yang semakin meningkat dari tahun ketahun merupakan salah satu bentuk keberhasilan
mereka dalam menerapkan semangat kaizen (perbaikan yang
berkesinambungan). Jumlah produksi Daihatsu telah mencapai satu juta unit kendaraan sejak berdiri di Indonesia pada tahun 2005 lalu. Kapasitas produksi-pun terus ditingkatkan menjadi 211.000 unit pertahun pada tahun 2007. Saat ini kapasitas produksi Daihatsu mencapai 250.000 unit kendaraan pertahun. Kapasitas produksi ini akan ditingkatkan lagi menjadi 280.000 unit pertahun mulai tahun 2011.
4.1.2 Visi, Misi, dan Kebijakan Mutu Perusahaan
PT. Astra Daihatsu Motor dengan slogannya Daihatsu Innovation for Tomorrow menjadi komitmen perusahaan untuk selalu mewujudkan inovasi agar dapat bertahan di era globaslisasi yang terus berkembang dengan menghasilkan produk yang dapat memberikan manfaat bagi masyarakat luas.
Komitmen perusahaan ini selaras dengan visi mereka yaitu menjadi No.1 di pasar mobil compact di Indonesia dan sebagai basis utama produksi global untuk Grup Daihatsu / Toyota yang sama dengan standar kualitas pabrik Jepang. Guna mewujudkan visi tersebut, PT Astra Daihatsu Motor memiliki dua misi yaitu: (1) Kami memproduksi mobil dengan nilai terbaik dan menyediakan layanan terkait yang penting untuk meningkatkan nilai stakeholder dan ramah lingkungan; (2) Kami mengembangkan dan memberikan inspirasi kepada karyawan untuk mencapai kinerja tingkat dunia.
29
dan keselamatan kerja karyawannya di seluruh pabrik dengan menerapkan Sistem Mutu Keselamatan dan Kesehatan Kerja (SMK3) yang sesuai OHSAS 18001 dan Green Company.
4.1.3 Lokasi dan Tata Letak Pabrik
PT Astra Daihatsu Motor saat ini memiliki empat buah pabrik dan satu buah kantor sebagai Head Office dari perusahaan. Keempat pabrik dan kantor pusat tersebut masing–masing berlokasi di:
1. Kantor pusat (Head Office), jalan Gaya Motor III, No. 5, Sunter II, Jakarta
2. Pabrik pengepresan plat baja (Stamping Plant), Sunter Area, Jakarta 3. Pabrik pengecoran alumunium (Allumunium Casting Plant), Karawang
International Industrial City (KIIC) Karawang, Jawa Barat
4. Pabrik Mesin (Engine Plant), Karawang International Industrial City (KIIC) Karawang, Jawa Barat
5. Pabrik perakitan (Assembly Plant), Sunter Area, Jakarta
Selain keempat pabrik yang siap melakukan proses produksi dari hulu hingga ke hilir, PT Astra Daihatsu Motor juga memiliki beberapa fasilitas pendukung lainnya guna mendukung kegiatan produksi mereka. Fasilitas itu diantaranya adalah Pusat Pelatihan Teknisi (Daihatsu Training Centre) yang terletak di daerah Sunter, Jakarta Utara dan Pusat Suku Cadang (Daihatsu Part Centre) yang berlokasi di Cibitung, Jawa Barat dengan luas gedung 19.543 m2 dan total area 40.000 m2.
4.1.4 Ketenagakerjaan
30
semua peralatan produksi yang ada di pabrik. Struktur organisasi dari perusahan dapat dilihat pada Lampiran 2.
4.1.5 Proses Produksi
Proses pembuatan sebuah kendaraan memerlukan serangkaian proses yang panjang dimulai dari sebuah perencanaan dan desain gambar hingga menjadi sebuah mobil yang handal serta berkualitas. Secara umum proses dari pembuatan sebuah mobil dapat dibagi menjadi tiga proses utama, yaitu praproses produksi, proses produksi inti, dan pascaproses.
Praproses produksi meliputi perencanaan (planning); desain dan pembuatan prototype; visualisasi 3D komputer; pembuatan model dari tanah liat (clay); rancang detail interior, eksterior, serta fungsi utama; dan serangkaian tes prototype (numerous test of prototype). Proses produksi inti meliputi pengepresan plat baja (body stamping process); pengecoran aluminium (casting process) untuk komponen mesin; perakitan mesin (engine assembly process); dan proses perakitan komponen (assembling proses) yang meliputi tiga proses utama yaitu pengelasan (welding), pengecatan (toso/painting), serta perakitan. Sedangkan pascaproses produksi meliputi inspeksi produk jadi dan proses distribusi ketangan pelanggan (customer) dan konsumen.
Proses produksi yang dilakukan di pabrik Daihatsu di Indonesia adalah serangkaian proses produksi inti yang berupa pabrikasi hingga pascaproses. Sedangkan untuk pra proses produksi dilakukan di pabrik Daihatsu di Jepang, namun beberapa orang perwakilan dari PT ADM dikirim untuk menimba ilmu sekaligus turut serta dalam melakukan praproses produksi di pabrik Daihatsu Jepang.
Prosess produksi inti yang dilakukan di PT Astra Daihatsu Motor berupa pabrikasi yang merupakan real process dari pembuatan mobil Daihatsu. Secara detail proses ini akan dijelaskan sebagai berikut:
1. Body Stamping Process
31
dengan bentuk dan jenis mobil yang dibuat. Lembaran material berupa baja dan alumunium dipotong lalu di press dengan menggunakan mesin press body (Die), setelah itu body part di cek kualitasnya untuk mendapatkan hasil yang terbaik.
Gambar 6. Body Stamping Process
2. Allumunium Casting Process
Allumunium Casting Process merupakan proses pembuatan komponen mesin seperti blok mesin, piston, roda gigi dan bagian– bagian lainnya dari campuran besi dan sisa–sisa material untuk membuat body. Material ini dilelehkan kedalam tungku dengan suhu sekitar 1500 derajat celcius lalu dituang kedalam sebuah alat cetak. Pembuatan bagian–bagian mesin ini haruslah dengan dimensi yang tepat sesuai dengan ukuran dan toleransinya untuk menjaga tingkat presisinya. Proses polishing (penghalusan) sangat penting dilakukan khususnya untuk bagian yang akan saling bergesekan seperti komponen piston dan blok mesin.
32 3. Engine Assembly Process
Engine Assembly Process merupakan proses lanjutan dari allumunium casting. Komponen mesin yang telah siap kemudian dirakit dengan bantuan manusia. Proses perakitan mesin merupakan hal yang sangat penting dalam mendapatkan performa mesin yang baik. Oleh karena itu, setelah dirakit mesin akan di setting dan di tes untuk mendapatkan mesin yang ideal.
Gambar 8.Engine Assembly Process
4. Assembly Process
Assembly Process merupakan proses terbesar dari pembuatan sebuah mobil. Pada tahapan ini semua komponen yang berasal dari Plant 1 (Stamping Plant), Plant 2 (Casting Plant), dan Plant 3 (Engine Plant) dirakit pada Plant 4 (Assy Plan). Assy Plant di PT. ADM sendiri terdiri dari dua assy dimana masing–masing assy memiliki satu line. Line 1 (satu) memproduksi produk Xenia-Avanza-Terios-Rush (export-domestic) dengan takttime 1,7 menit. Line 2 (dua) memproduksi Grand Max (export-domestic)-Luxio-Xenia-Avanza dengan takt time 1,95 menit. Setiap lini produksi memiliki 5 (lima) shop produksi yang terdiri dari welding (pengelasan), toso (pengecatan), assembling (perakitan), inspection and repair, dan delivery .
33
tangan operator untuk beberapa bagian tertentu. Welding process melalui beberapa tahapan yaitu welding under body, main body, shell body, metal finish, dan welding buffer stock yang merupakan proses pengaturan komposisi pola antrian di atas conveyor (Heijunka).
Gambar 9.Welding Process
Setelah semua body part dirakit, body mobil selanjutnya menjalani proses pengecatan (painting). Proses pengecatan ini dilakukan sebanyak tiga kali. Pertama body mobil dicelupkan kedalam bak yang berisi cairan cat yang diproses secara elektrolisa untuk mendapatkan pengecatan dasar yang berwarna putih (under coat). Selanjutnya pelapisan kedua menggunakan cat berwarna abu–abu yang dilakukan secara robotik. Cat lapisan kedua ini dimaksudkan untuk menjaga cat luar agar tetap baik sekaligus berfungsi melapisi panel agar tetap halus. Lapisan terakhir (top coat) juga dilakukan dengan robot untuk menghasilkan warna akhir kendaraan yang diinginkan.
34
Subproses terakhir dalam assembly process adalah proses perakitan semua part hingga menjadi sebuah mobil. Semua komponen baik yang diproduksi sendiri maupun dari luar (subcount) akan di rakit di pabrik produsen. Proses perakitan ini dilakukan dalam conveyor berjalan. Laju kecepatan conveyor tergantung pada takt time perproses yang telah ditentukan, mobil yang dirakitpun terdiri dari berbagai spesifikasi yang berbeda dalam satu conveyor mengikuti heijunka pattern (pola heijunka) yang telah ditetapkan.
5. Inspection and Repair
Pascaproses yang pertama dari pembuatan mobil di pabrik Daihatsu ini adalah berupa inspection and repair. Pada tahapan ini dilakukan proses pemeriksaan semua unit yang telah jadi, serta proses perbaikan untuk unit yang defect. Inspeksi dan perbaikan dilakukan dalam dua tahap. Pertama adalah RM 1 (Repair Mechanic 1) yaitu pemeriksaan out assy atau pemeriksaan unit yang keluar dari proses perakitan yang dilanjutkan dengan RM 2. Kedua adalah final inspection yaitu proses pemeriksaan terakhir setelah RM 2 untuk memastikan apakah unit benar–benar sudah siap tarik atau siap kirim.
Gambar 11.Final Inspection Process
6. Delivery
35
panduan (manual book) sesuai dengan brand atau merek yang dimiliki yaitu D-Brand untuk unit Daihatsu dan T-Brand untuk unit Toyota. Sebelum unit dikirim ke konsumen, cek unit terakhir akan dilakukan oleh masing – masing karyawan D-Brand dan T-Brand. Proses delivery dilakukan oleh bagian Vehicle Logistic Delivery.
4.1.6 Jenis Produk
PT Astra Daihatsu Motor sebagai salah satu produsen mobil keluarga di Indonesia memproduksi berbagai varian kendaraan yang sesuai dengan kebutuhan masyarakat dengan menghadirkan mobil compact dan memenuhi standar kualitas global. Perkembangan harga minyak dunia yang tinggi dan kesadaraan akan pemanasan global, menjadi salah satu tantangan bagi Daihatsu untuk menciptakan mobil yang hemat bahan bakar serta ramah lingkungan.
Berikut ini adalah jenis–jenis produk yang dihasilkan oleh PT Astra Daihatu Motor untuk memenuhi kebutuhan masyarakat:
1. Daihatsu Xenia, kendaraan hasil kolaborasi Daihatsu–Toyota merupakan kendaraan keluarga berkapasitas 7 penumpang dengan menggunakan mesin 1000cc dan 1300cc yang telah teruji di dunia. Kendaraan ini mendapatkan penghargaan sebagai The Best Value Car di ajang Indonesia International Motor Show 2006 dan The Best MPV oleh majalah Mobilmotor 2006.
2. Daihatsu Terios, SUV (Sport Utility Vehicle) berkapasitas 7 penumpang dengan mesin 1500cc. kendaraan ini dilengkapi dengan varian transmisi manual dan otomatis.
3. Daihatsu Gran Max, kendaraan komersial generasi terbaru dari Daihatsu yang memiliki kapasitas terbesar di kelasnya. Didukung oleh mesin 1300cc dan 1500cc. Kendaraan ini hadir dalam model minibus dan pick-up, kendaraan serba guna ini ditujukan untuk mendukung kegiatan bisnis dan keluarga.
36
Selain memproduksi berbagai jenis mobil seperti di atas, PT Astra Daihatsu Motor juga memproduksi mobil Toyota Avanza dan Toyota Rush sebagai produk kolaborasi Daihatsu–Toyota yang merupakan strategi global produksi dan pemasaran Daihatsu–Toyota.
4.1.7 Distribusi Finished Products
PT Astra Daihatsu Motor sebagai basis produksi mobil compact untuk Grup Daihatsu dan Toyota di luar Jepang, senantiasa meningkatkan produksi dari tahun ke tahun. Produk–produk Daihatsu pun semakin mendapatkan tanggapan yang positif, hal ini ditunjukkan dari pangsa pasar yang juga meningkat dari tahun ke tahun.
Dukungan jaringan penjualan dan purna jual dari PT. Astra Internasional, Tbk. dan Daihatsu Sales Operation (DSO) yang tersebar di seluruh wilayah Indonesia merupakan salah satu faktor utama yang mendukung peningkatan penjualan Daihatsu di Indonesia.
Tabel 2. Total Produksi dan Pangsa Pasar Domestik Daihatsu Tahun Total Produksi
37
tarik tersendiri bagi konsumen maupun calon konsumen untuk memilih produk yang berkualitas tinggi dengan harga yang lebih terjangkau.
Selain bermain di pasar domestik, Hasil produk PT Astra Daihatsu Motor seperti Daihatsu Terios, Grand Max dan Toyota Avanza juga telah di ekspor melalui PT Toyota Motor Manufacturing Indonesia (TMMIN) ke mancanegara dalam bentuk completely built-up (CBU) dan completely knock-down (CKD). Ekspor produk ke berbagai negara seperti Malaysia, Thailand, Brunei Darussalam, Philipina, Timur Tengah, Afrika Tengah, Afrika Selatan, Meksiko, dan Venezuela menjadi salah bukti bahwa produksi PT Astra Daihatsu Motor telah memenuhi standar kualitas global.
4.2. Sistem Produksi PT Astra Daihatsu Motor
Sistem produksi merupakan sistem integral yang mempunyai komponen yaitu input, proses, output, serta adanya suatu mekanisme untuk pengendalian sistem produksi agar mampu meningkatkan perbaikan secara terus menerus (Gaspersz, 1998). Kegiatan produksi dilakukan juga dalam rangka menambah nilai guna suatu benda atau menciptakan benda baru sehingga mempunyai nilai manfaat yang lebih dalam memenuhi kebutuhan.
Sistem produksi yang diterapkan oleh PT. Astra Daihatsu Motor adalah Sistem Produksi Toyota (Toyota Production System). Sistem produksi ini telah diterapkan semenjak Daihatsu berdiri di Indonesia yaitu tahun 1978. Tujuan dari penerapan Sistem Produksi Toyota di pabrik Daihatsu adalah untuk menekan biaya produksi dari semua jenis pemborosan sehingga efisiensi dan produktivitas dari perusahaan terus meningkat.
38
Gambar 12. Toyota Production System House (PT ADM, 2010) 4.2.1 Just In Time
Just In Time merupakan salah satu pilar dari Toyota Production System. Just In Time atau produksi tepat waktu ini merupakan cara berproduksi dari Toyota Production System (TPS). Melalui Just In Time, perusahaan akan melakukan kegiatan produksi secara efisien dengan cara memproduksi produk yang dibutuhkan, pada saat yang dibutuhkan oleh konsumen, serta dalam jumlah sesuai kebutuhan pelanggan. Dengan demikian, segala bentuk kegiatan yang tidak memberikan nilai tambah pada produk dapat diminimalisir.
Sistem produksi secara Just In Time ini bertujuan untuk menghasilkan produk berkualitas tinggi yang berbiaya rendah dengan sangat memperhatikan ketepatan waktu. Efisiensi ditingkatkan dengan cara mereduksi segala jenis pemborosan yang terjadi seperti over production, delay, transportation, over process, inventories, motion dan defect. Melalui penghematan ini biaya produksi dapat ditekan seefisien mungkin.
4.2.2 Jidouka