PERANCANGAN ALAT PENGAIT ERGONOMIS DENGAN
MENGGUNAKAN METODE QUALITY FUNCTION
DEPLOYMENT PADA PT. RAPI ARJASA
TUGAS SARJANA
Diajukan untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Teknik
Oleh
DIMAS AKMARUL PUTERA
NIM. 100403093
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
KATA PENGANTAR
Puji dan syukur penulis ucapkan kepada Tuhan Yang Maha Esa yang telah memberikan rahmat dan karunia-Nya kepada penulis sehingga penulis dapat menyelesaikan tugas sarjana ini.
Tugas sarjana ini merupakan salah satu syarat untuk mendapatkan gelar sarjana teknik di Departemen Teknik Industri, khususnya program studi Reguler Strata Satu, Fakultas Teknik, Universitas Sumatera Utara. Judul untuk tugas sarjana ini adalah “Perancangan Alat Pengait Ergonomis dengan Menggunakan Metode Quality Function Deplotment Pada PT. Rapi Arjasa”.
Penulis Menyadari Masih Banyak Kekurangan dalam penulisan tugas sarjana ini. Oleh karena itu, penulis mengharapkan saran dan masukan yang bersifat membangun demi kesempurnaan laporan tugas sarjana ini. Semoga tugas sarjana ini dapat bermanfaat bagi penulis, perpustakaan Universitas Sumatera Utara, dan pembaca lainnya.
UNIVERSITAS SUMATERA UTARA, MEDAN PENULIS
JUNI 2015
UCAPAN TERIMA KASIH
Segala puji dan syukur penulis ucapkan yang sebesar-besarnya kepada Tuhan Yang Maha Esa yang telah memberikan kesempatan kepada penulis untuk merasakan dan mengikuti pendidikan di Departemen Teknik Industri USU serta telah memberikan nikmat kesehatan dan ilmu kepada penulis selama masa kuliah dan penulisan laporan tugas sarjana ini.
Dalam penulisan tugas sarjana ini penulis telah mendapatkan bimbingan dan bantuan dari berbagai pihak, baik berupa materil, spiritual, informasi maupun administrasi. Oleh karena itu sudah selayaknya penulis mengucapkan terima kasih kepada:
1. Bapak Prof Dr. Ir A Rahim Matondang MSIE. selaku Dosen Pembimbing I atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
2. Ibu Ir. Anizar, M.Kes. selaku Dosen Pembimbing II atas waktu, bimbingan, pengarahan, dan masukan yang diberikan kepada penulis dalam penyelesaian Tugas Sarjana ini.
3. Ibu Ir. Khawarita Siregar, MT. selaku Ketua Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
5. Pimpinan dan seluruh karyawan PT. Rapi Arjasa yang telah memberikan bantuan berupa waktu, bimbingan, serta informasi dan data selama melakukan penelitian.
6. Seluruh dosen Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara yang telah memberikan pengajaran selama perkuliahan yang menjadi bekal dalam penulisan tugas sarjana ini.
7. Orang tua penulis, (Khairul Soesilo dan Zul Akmalia) yang tiada hentinya mendukung penulis baik secara moril, doa, maupun materil sehingga tugas sarjana ini dapat diselesaikan.
8. Staff pegawai Teknik Industri yang mempermudah penulis dalam masalah administrasi untuk melaksanakan tugas sarjana ini.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL ... i
LEMBAR PENGESAHAN ... ii
SERTIFIKAT EVALUASI TUGAS SARJANA ... iii
KATA PENGANTAR ... iv
UCAPAN TERIMA KASIH ... v
ABSTRAK ... vi
DAFTAR ISI ... vii
DAFTAR TABEL ... xiii
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xvii
I PENDAHULUAN ... I-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
II GAMBARAN UMUM PERUSAHAAN ... II-1
2.1 Sejarah Singkat Perusahaan ... II-1 2.2 Ruang Lingkup Perusahaan ... II-1 2.3 Lokasi Perusahaan ... II-1 2.4 Organisasi dan Manajemen ... II-2 2.4.1 Struktur Organisasi ... II-2 2.4.2 Uraian Tugas dan Tanggung Jawab ... II-2 2.4.3 Jumlah Tenaga Kerja ... II-5 2.4.4 Jam Kerja ... II-6
III LANDASAN TEORI ... III-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.4 Scoring System dengan Model Objectives Matrix (OMAX) III-12 2.5 Traffic Light System ... III-16 2.6 Konsep CIMOSA ... III-17
III METODOLOGI PENELITIAN ... IV-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.11 Kesimpulan dan Saran ... IV-9
V PENGUMPULAN DAN PENGOLAHAN DATA ... V-1
5.1 Pengumpulan Data Tahap Pertama ... V-1
5.1.1 Identifikasi Level Perusahaan ... V-1
5.1.2 Identifikasi Proses Bisnis ... V-2
5.1.3 Identifikasi Pemangku Kepentingan Perusahaan ... V-5
5.1.4 Identifikasi Kebutuhan Pemangku Kepentingan
5.2 Pengolahan Data Tahap Pertama ... V-8
5.2.1 Identifikasi Tujuan ... V-8
5.2.2 Identifikasi Indikator Kinerja Utama (Key
Performance Indicators) ... V-10
5.3 Pengumpulan Data Tahap Kedua ... V-12
5.3.1 Validasi Indikator Kinerja Utama (Key Performance
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.3.2 Spesifikasi Indikator Kinerja Utama (Key
Performance Indicators) ... V-16
5.3.3 Pembobotan Indikator Kinerja Utama (Key
Performance Indicators) ... V-17
5.3.4 Pembobotan Antar Kriteria KPI ... V-24
5.3.4.1 Pembobotan Antar Sub Kriteria Tujuan
Peningkatan Kinerja Keuangan ... V-26
5.3.4.2 Pembobotan Antar Sub Kriteria Tujuan
Peningkatan Hubungan Kerja Sama dengan
Pemasok ... V-27
5.3.4.3 Pembobotan Antar Sub Kriteria Tujuan
Peningkatan Kepercayaan Masyarakat ... V-29
5.3.4.4 Pembobotan Antar Sub Kriteria Tujuan
Peningkatan Kesejahteraan Karyawan ... V-31
Peningkatan Kenyamanan Karyawan dalam
Berkerja ... V-33 5.3.4.6 Pembobotan Antar Sub Kriteria Tujuan
Peningkatan Produktifitas Perusahaan ... V-34 5.3.4.7 Pembobotan Antar Sub Kriteria Tujuan
Peningkatan Kepuasan Pelanggan ... V-35 5.4 Pengolahan Data Tahap Kedua ... V-37 5.4.1 Menentukan Bobot Key Performance
Indicators ... V-37 5.4.2 Perhitungan Bobot Parsial dan Konsistensi
Matriks ... V-40 5.4.3 Scoring System dan Traffic Light System ... V-44
VI ANALISIS PEMECAHAN MASALAH ... VI-1
6.1 Analisis Identifikasi Tujuan (Objectives) ... VI-1
6.3 Analisis Pembobotan Tujuan ... VI-2
6.4 Analisis Scoring System dan Traffic Light System ... VI-3
VII KESIMPULAN DAN SARAN ... VII-1
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
7.2 Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR TABEL
TABEL HALAMAN
2.1 Rincian Tenaga Kerja PT Energi Bio Massa ... II-5
3.1 Dasar Perbandingan Kriteria ... III-9
3.2 Matriks Pairwise Comparison ... III-10
3.3 Nilai Index Random (RI) ... III-12
3.4 Tabel Target Pencapaian dalam OMAX ... III-16
5.1 Deskripsi Proses Bisnis Manajemen Pada PT Energi Bio Massa ... V-4
5.2 Deskripsi Proses Bisnis Utama Pada PT Energi Bio Massa ... V-5
5.3 Deskripsi Proses Bisnis Pendukung Pada PT Energi Bio Massa ... V-5
5.4 Tujuan Perusahaan ... V-9
5.5 Key Performance Indicators Perusahaan ... V-10
5.6 Hasil Identifikasi Kebutuhan Pemangku Kepentingan ... V-15
5.7 Spesifikasi Key Performance Indicator Persentase Peningkatan
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.8 Data Key Performance Indicators ... V-20
5.9 Matriks Perbandingan Berpasangan Antar Kriteria ... V-24
5.10 Matriks Perbandingan Berpasangan Antar Sub Kriteria
Peningkatan Kinerja Keuangan ... V-26
5.11 Matriks Perbandingan Berpasangan Antar Sub Kriteria Tujuan
Peningkatan Kerja Sama dengan Pemasok ... V-28
5.12 Matriks Perbandingan Berpasangan Antar Sub Kriteria
Tujuan Peningkatan Kepercayaan Masyarakat ... V-30
5.13 Matriks Perbandingan Berpasangan Antar Sub Kriteria Tujuan
Peningkatan Kesejahteraan Karyawan ... V-31
5.14 Matriks Perbandingan Berpasangan Antar Sub Kriteria Tujuan
Peningkatan Kenyamanan Karyawan dalam Bekerja ... V-33
5.15 Matriks Perbandingan Berpasangan Antar Sub Kriteria Tujuan
Peningkatan Produktifitas Perusahaan ... V-34
5.16 Matriks Perbandingan Berpasangan Antar Sub Kriteria Tujuan
Peningkatan Kepuasan Pelanggan ... V-36
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.18 Perhitungan Rata-rata Sub Kriteria Peningkatan Kinerja Keuangan
Level 3 ... V-38
5.19 Perhitungan Rata-rata Sub Kriteria Peningkatan Hubungan Kerja
Sama dengan Pemasok Level 3 ... V-39
5.20 Perhitungan Rata-rata Sub Kriteria Peningkatan Kepercayaan
Masyarakat Level 3 ... V-39
5.21 Perhitungan Rata-rata Sub Kriteria Peningkatan Kesejahteraan
Karyawan Level 3 ... V-39
5.22 Perhitungan Rata-rata Sub Kriteria Peningkatan Kenyamanan
Karyawan dalam Bekerja Level 3 ... V-40
5.23 Perhitungan Rata-rata Sub Kriteria Peningkatan Produktifitas
Perusahaan Level 3 ... V-40
5.24 Perhitungan Rata-rata Sub Kriteria Peningkatan Kepuasan
Pelanggan Level 3 ... V-40
DAFTAR TABEL (Lanjutan)
TABEL HALAMAN
5.26 Rasio Konsistensi Pada Level 2 dan 3 ... V-42
5.27 Nilai Bobot KPI ... V-43
5.28 Pengukuran Kinerja Perusahaan dengan Objective Matrix dan
Traffic Light System ... V-47
6.1 Tujuan PT Energi Bio Massa ... VI-1
DAFTAR GAMBAR
GAMBAR HALAMAN
1.1 Grafik Penjualan Periode Mei 2014 Hingga April 2015 ... III-2 3.1 Pembagian Level Organisasi ... III-2 3.2 Struktur model Integrated Performance Measurement
Systems ... III-5 3.3 Hirarki Lengkap ... III-7 3.4 Proses CIMOSA ... III-18 4.1 Kerangka Konseptual Penelitian ... IV-2 4.2 Langkah-langkah Proses Penelitian ... IV-4
4.3 Block Diagram Pengolahan Data ... IV-7
5.1 Level Bisnis PT Energi Bio Massa ... V-2 5.2 Proses Bisnis CIMOSA ... V-3 5.3 Kerangka Kerja Proses Bisnis Manajemen ... V-3 5.4 Kerangka Kerja Proses Bisnis Utama ... V-4 5.5 Kerangka Kerja Proses Bisnis Penunjang ... V-4 5.6 Hierarki Key Performance Indicators PT Energi Bio
DAFTAR LAMPIRAN
LAMPIRAN HALAMAN
1. Kuesioner Pendahuluan ... L.1
2. Kuesioner AHP ... L.2
3. Form Tugas Akhir ... L.3
4. Surat Penjajakan ... L.4
5. Surat Balasan Perusahaan ... L.5
6. Surat Keputusan Tugas Akhir... L.6
ABSTRAK
Perancangan produk merupakan sebuah langkah strategis untuk bisa menghasilkan produk-produk industri yang secara komersial harus mampu dicapai guna menghasilkan laju pengembalian modal (rate of return on investment). Diperlukan penyusunan konsep produk baik produk baru mapun produk lama yang akan dimodifikasi menjadi sebuah produk “baru” dalam bentuk rancangan teknik (engineering design) dan juga rancangan industrial (industrial design). QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika menyusun spesifikasi desain dan pabrikasi
ABSTRAK
Perancangan produk merupakan sebuah langkah strategis untuk bisa menghasilkan produk-produk industri yang secara komersial harus mampu dicapai guna menghasilkan laju pengembalian modal (rate of return on investment). Diperlukan penyusunan konsep produk baik produk baru mapun produk lama yang akan dimodifikasi menjadi sebuah produk “baru” dalam bentuk rancangan teknik (engineering design) dan juga rancangan industrial (industrial design). QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika menyusun spesifikasi desain dan pabrikasi
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perancangan produk merupakan sebuah langkah strategis untuk bisa menghasilkan produk-produk industri yang secara komersial harus mampu dicapai guna menghasilkan laju pengembalian modal (rate of return on investment). Diperlukan penyusunan konsep produk baik produk baru mapun produk lama yang akan dimodifikasi menjadi sebuah produk “baru” dalam bentuk rancangan teknik (engineering design) dan juga rancangan industrial (industrial design). Rancangan industrial juga akan memberikan sentuhan-sentuhan kenyamanan dan kelayakan operasional (derajat kualitas ke-ergonomis-an) dari sebuah produk. (Wignjosoebroto, S. 2009).
QFD adalah suatu cara untuk meningkatkan kualitas barang atau jasa dengan memahami kebutuhan konsumen kemudian menghubungkannya dengan karakteristik teknis untuk menghasilkan suatu barang atau jasa pada setiap tahap pembuatan barang atau jasa yang dihasilkan. QFD digunakan untuk membantu bisnis memusatkan perhatian pada kebutuhan para pelanggan mereka ketika menyusun spesifikasi desain dan pabrikasi. (Rosnani. 2010).
ditempatkan dalam suatu stasiun kerja yang bernama. Asphalt Mixing Plant (AMP) terdiri atas mesin pengenceran tar, cold bin, hot bin, dryer, mixer, dan loader.
Alat pengait digunakan untuk memindahkan tong aspal pada stasiun pengenceran tar. Tong yang dipindahkan memiliki berat 15 kilogram dan bersuhu 160ᵒC. Alat pengait aktual memiliki dimensi panjang 80 cm dan tidak memiliki pengangan. Untuk proses pemindahan tong aspal dapat dilihat pada Gambar 1.1
.
Gambar 1.1. Proses Pemindahan Tong Aspal dengan Alat Pengait
menunjukkan bahwa alat pengait ternyata tidak memiliki dimensi yang sesuai dengan data antropometri operator.
Alat pengait ergonomis yang dirancang diharapkan dapat mengurangi ketidaknyamanan yang dialami operator, sehingga pemindahan tong aspal yang dilakukan lebih baik dan cepat.
Merancang produk dengan prinsip antropometri dilakukan juga pada perancangan kereta dorong sesuai antropometri anak-anak (Delta. 2008). Keluhan yang anak-anak rasakan antara kaku dileher bagian atas dan bawah, sakit dibahu kiri dan kanan. Hasil pengkukuran antropometri menunjukkan rata-rata dan standar deviasi untuk pengukuran tinggi bahu, lebar bahu, jarak genggam tangan kebahu,
lebar tangan dan diameter genggaman tangan secara berturut-turut adalah 1141.2 mm,
310.2 mm, 547.6 mm, 77.6 mm, dan 37.608 mm.
1.2 Perumusan Masalah
Rumusan masalah pada penelitian ini adalah adanya keluhan operator pemindahan tong aspal menggunakan alat pengait yang tidak ergonomis.
1.3 Tujuan dan Manfaat Penelitian
Tujuan dari penelitian ini yaitu:
1. Mendapatkan desain alat pengait ergonomis berdasarkan antropometri operator.
2. Mengidentifikasi karakteristik teknis alat pengait dengan menggunakan Quality Function Deployment.
Manfaat dari penelitian ini adalah: 1. Bagi Mahasiswa
Menerapkan dan mengembangkan ilmu pengetahuan yang diperoleh dari perkuliahan serta membandingkannya dengan masalah yang terjadi pada perusahaan.
2. Bagi Perusahaan
Memberikan masukan bagi perusahaan untuk memecahkan masalah partisipasi kerja dan memberikan gambaran tentang kondisi perusahaan dari sudut pandang akademis dan teori-teori ilmiah.
3. Bagi Departemen Teknik Industri
Menambah jumlah dan mempengaruhi hasil karya mahasiswa yang dapat menjadi literatur dan referensi penelitian bagi peneliti-peneliti selanjutnya di Departemen Teknik Industri.
1.4 Batasan Masalah dan Asumsi Penelitian
Batasan-batasan yang digunakan dalam penelitian ini adalah sebagai berikut:
1. Perancangan ulang hanya dilakukan untuk operator yang bertugas melakukan pemindahan tong aspal
2. Perancangan ulang hanya dilakukan berdasarkan metode QFD dan dibatasi sampai dengan QFD fase II .
Asumsi yang digunakan dalam penelitian ini adalah sebagai berikut: 1. Proses pemindahan tong dilakukan dengan SOP yang standar.
2. Alat ukur yang digunakan berada dalam kondisi baik. 3. Pekerja yang diteliti bekerja dalam keadaan normal.
4. Responden tidak dipengaruhi oleh pihak lain dalam memberikan jawaban kuesioner.
1.5. Sistematika Penulisan Tugas Sarjana
Sistematika yang digunakan dalam penulisan laporan hasil penelitian ini adalah sebagai berikut :
Bab I pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan. Rumusan masalah yang merupakan permasalahan pokok yang akan dicari solusinya. Tujuan penelitian yang menjelaskan tujuan penelitian secara umum dan secara khusus. Batasan dan asumsi yang digunakan dalam penelitian. Batasan dan asumsi ini digunakan untuk menghindari supaya cakupan penelitian tidak meluas, dengan demikian inti pokok permasalahan penelitian dapat dicari. Manfaat dilakukannya penelitian serta sistematika penulisan tugas akhir dijelaskan dalam bab ini.
Bab III Landasan Teori menguraikan teori-teori yang berkenaan dengan alat pengait, antropometri, quality function deployment, pembuatan kuesioner, validitas, realibilitas data, dan pemindahan panas.
Bab IV metodologi penelitian, menguraikan tahap-tahap yang dilakukan dalam penelitian yaitu persiapan penelitian meliputi penentuan lokasi penelitian, rancangan penelitian, objek penelitian, kerangka konseptual, variabel penelitian, instrumen pengumpulan, pengumpulan data, pengolahan data, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan pengolahan data berisi data primer dan sekunder yang diperoleh dari penelitian serta pengolahan data yang membantu dalam pemecahan masalah. Data primer terdiri dari data pengukuran dimensi tubuh pekerja, pengumpulan data kuesioner, yang kemudian diolah validitas dan realibilitas data, dikategorikan atribut, serta dikembangkan matriks house of quality. Sedangkan data sekunder didapat dari hasil wawancara dan dokumentasi
perusahaan.
Bab VI Analisis pemecahan masalah memuat analisis dan pembahasan hasil dari pengolahan data kuesioner, analisis atribut, dan analisis matriks house of quality.
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT Rapi Arjasa berdiri pada tahun 1969 dengan akte notaris No. 51 tanggal 14 Oktober 1969 dimana ketika perusahaan ini didirikan masih berbentuk CV (Commanditaire Vennotschap). Pada 21 Juni 1989, perusahaan ini berubah menjadi PT (Perseroan Terbatas) dengan akte notaris No 067 yang dibuat oleh notaris Zulkifar, SH., di Medan.
Pembangunan jalan dan jembatan di Indonesia ditangani oleh pihak Direktorat Jenderal Bina Marga Bagian Pekerjaan Umum (PU). PT Rapi Arjasa ikut menjadi rekanan PU, tentunya melalui proses pelelangan nasional penyediaan pekerjaan konstruksi atau proses tender dan menyediakan tenaga kerja dan peralatan yang diberikan. Pekerjaan yang dikerjakan antara lain:
1. Pemeliharaan rutin perkerasan bahu jalan
2. Pekerjaan konstruksi dan perencanaan teknis jalan 3. Pekerjaan pelengkapan jalan dan jembatan
4. Pekerjaaan drainase
2.2. Ruang Lingkup Bidang Usaha
PT Rapi Arjasa merupakan perusahaan swasta yang bergerak dalam bidang industri pengolahan aspal hotmix. Selain memproduksi aspal hotmix, PT Rapi Arjasa juga bergerak di bidang jasa pelayanan kontraktor, leveransir, konstruksi pembangunan jalan dan jembatan. Produk hotmix ini telah didistribusikan secara luas ke daerah Medan, Deli Serdang, Binjai, Aceh, dan Besitang. Perusahaan juga mengerjakan proyek-proyek pekerjaan konstruksi ke tiap-tiap daerah tersebut.
Pekerjaan yang tercakup dalam seksi ini meliputi pekerjaan pemeliharaan rutin untuk perkerasan, bahu jalan, drainase, dan perlengkapan jalanjembatan, serta pembangunan jalan perumahan. Perusahaan mengikuti tender yang diadakan oleh pihak pemerintah bagian Pekerjaan Umum (PU) dan pihak swasta serta menjalankan pekerjaan sebagaimana yang diisyaratkan.
2.3. Lokasi Perusahaan
2.4. Daerah Pemasaran
Terdapat berbagai macam saluran distribusi barang, diantaranya : 1. Produsen – Konsumen
Bentuk saluran distribusi ini merupakan yang paling pendek dan sederhana karena tanpa menggunakan perantara. Produsen dapat menjual barang yang dihasilkannya melalui pos atau langsung mendatangi rumah konsumen (dari rumah ke rumah). Oleh karena itu saluran ini disebut saluran distribusi langsung.
2. Produsen – Pengecer – Konsumen
Produsen hanya melayani penjualan dalam jumlah besar kepada pedagang besar saja, tidak menjual kepada pengecer. Pembelian oleh pengecer dilayani oleh pedagang besar, dan pembelian oleh konsumen dilayani pengecer saja. 3. Produsen – Pedagang Besar – Pengecer – Konsumen
Saluran distribusi ini banyak digunakan oleh produsen, dan dinamakan saluran distribusi tradisional. Di sini, produsen hanya melayani penjualan dalam jumlah besar kepada pedagang besar saja, tidak menjual kepada pengecer. Pembelian oleh pengecer dilayani pedagang besar, dan pembelian oleh konsumen dilayani pengecer saja.
4. Produsen – Agen – Pengecer – Konsumen
5. Produsen – Agen – Pedagang Besar – Pengecer – Konsumen
Dalam saluran distribusi, produsen sering menggunakan agen sebagai perantara untuk menyalurkan barangnya kepada pedagang besar yang kemudian menjualnya kepada toko-toko kecil. Agen yang terlihat dalam saluran distribusi ini terutama agen penjualan.
PT Rapi Arjasa memilih saluran distribusi nomor 1, yaitu mengantar atau mendistribusikan produk aspal yang sudah jadi menuju konsumen. Daerah yang biasa diantar aspalnya adalah:
1. Ke Kota Medan 2. Ke Kotamadya Binjai 3. Ke Kabupaten Deli Serdang 4. Ke Kabupaten Langkat (Besitang)
PT Rapi Arjasa mengantar produk menggunakan truk langsung menuju ke proyek. Produk akan diantar langsung saat aspal masih panas karena aspal harus panas saat diratakan dijalan untuk mencegah pembekuan saat diratakan atau pembangunan jalan. Jika sampai ke daerah proyek aspal sudah dingin, maka aspal harus dipanaskan ulang oleh pihak kontraktor
Sasaran utama pemasaran PT. Rapi Arjasa dengan produk yang dihasilkan berupa hotmix atau aspal. Secara geografis, daerah pemasarannya terbagi atas dua yaitu:
2.5. Organisasi dan Manajemen
2.5.1. Struktur Organisasi
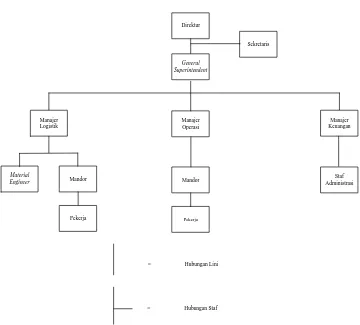
Struktur organisasi merupakan susunan yang terdiri dari fungsi-fungsi dan hubungan-hubungan yang menyatakan keseluruhan kegiatan untuk mencapai suatu tujaun. Secara fisik struktur organisasi dapat dinyatakan dalam bentuk gambar bagan yang memperlihatkan hubungan unit-unit organisasi dan garis-garis wewenang yang ada. Dengan demikian struktur organisasi dapat didefinisikan sebagai ciri organisasi yang dapat dipergunakan untuk mengendalikan dan membedakan bagian-bagian organisasi, sehingga perilaku organisasi dapat secara efektif dan efisien tersalurkan dan terkendali arahnya unuk menuju ketercapaian tujuan organisasi. Dengan pengorganisasian, maka dilakukan pembentukan departemen-departemen, penetapan wewenang, tanggung jawab, hierarki organisasi, yang tak kalah penting adalah penetapan orang-orang yang layak dan tepat untuk menduduki jabatan tersebut.
Direktur
Sekretaris
Manajer Logistik
Manajer Operasi
Manajer Keuangan
Material
Engineer Mandor
Pekerja
Staf Administrasi Mandor
Pekerja
General Superintendent
= Hubungan Lini
[image:33.595.132.492.101.426.2]= Hubungan Staf
Gambar 2.1. Struktur Organisasi PT. Rapi Arjasa
2.5.2. Pembagian Tugas dan Tanggung Jawab
Uraian tugas dan tanggung jawab dari masing-masing bagian pada Gambar 2.1. adalah sebagai berikut:
1. Direktur Tugas:
a. Memimpin dan menentukan kebijakan operasional sehari-hari di dalam perusahaan.
c. Memimpin rapat kerja manajemen serta memberikan saran-saran evaluasi atau hasil kerja manajemen.
Wewenang:
a. Mengambil keputusan dan tindakan yang tepat demi kepentingan dan kelangsungan jalannya perusahaan.
b. Mengembangkan mutu dan konsep perbaikan secara kontinu dan pengembangan mutu pekerja.
2. Sekretaris Tugas:
a. Membantu direktur dalam menjalankan organisasi perusahaan. b. Membantu dirketur dalam mengambil keputusan suatu perusahaan. Wewenang:
Bertanggung jawab terhadap masalah perusahaan ke dalam dan keluar jika direktur berhalangan
3. Manajer Pabrik/General Superintendent Tugas:
a. Bertanggungjawab atas pelaksanaan kerja di pabrik untuk mencapai sasaran produksi yang telah ditetapkan perusahaan.
b. Mengawasi kontrak kerja di lapangan.
d. Bertanggung jawab atas keamanan pabrik yang berada di bawah pengelolaannya.
e. Bertanggung jawab pada direktur bila terjadi kecelakaan di pabrik. Wewenang:
Meminta pertanggungjawaban laporan dari staf produksi 4. Manajer Logistik
Tugas:
a. Membuat rencana kerja jangka menengah dan jangka pendek untuk pemeliharaan dan pengoperasian mesin dan peralatan.
b. Bertanggungjawab dalam pengembangan perencanaan aspal hotmix dan kemungkinan perbaikan dalam proses produksi.
c. Melakukan penelitian terhadap metode produksi atau peralatan yang digunakan dan menghasilkan perbaikan untuk pencapaian kualitas dan pengurangan biaya.
Wewenang:
Berhak mempertanggungjawabkan hasil laporan keuangan yang dibuatnya. 5. Manajer Operasi
Tugas
a. Mengawasi proses pengolahan aspal hotmix pada tiap-tiap bagian proses b. Melapor kerusakan-kerusakan atau masalah-masalah dalam proses produksi
kepada general superintendent Wewenang:
6. Manajer Keuangan Tugas:
a. Mengawasi kelancaran keuangan dan administrasi di kantor direksi dan pabrik
b. Bertanggung jawab dalam penggajian kepada karyawan kantor dan karyawan pabrik.
Wewenang:
Berhak mempertanggungjawabkan hasil laporan keuangan yang dibuatnya 7. Material Engineer
Tugas:
a. Melakukan pengujian mutu aspal hotmix
b. Mengawasi kegiatan yang berlangsung di pabrik Wewenang:
Memberikan penyuluhan kepada pekerja pabrik yang ada di lantai produksi 8. Mandor
Tugas:
a. Mengawasi langsung semua pekerjaan perbaikan dan membuat laporan b. Bertanggungjawab kepada manager terhadap pelaksanaan dilapangan Wewenang: Mempunyai wewenang untuk membuat keputusan lapangan 9. Staf Administrasi Pabrik
Tugas:
b. Memeriksa laporan harian mengenai persediaan bahan baku, bahan tambahan, bahan penolong, dan sparepart yang ada di pabrik.
Wewenang:
a. Memberikan kebijakan kepada manajer pabrik mengenai ketersediaan bahan baku dan jumlah stok
b. Memberikan nasehat kepada pekerja pabrik
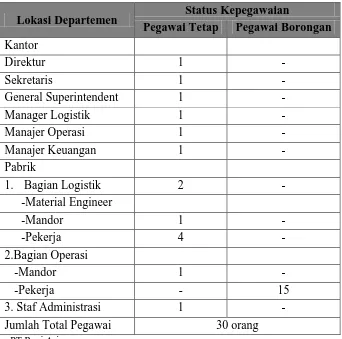
2.6. Jumlah Tenaga Kerja dan Jam Kerja
[image:37.595.142.484.387.726.2]Tenaga Kerja PT Rapi Arjasa dapat dilihat pada Tabel 2.1. Tabel 2.1. Jumlah Tenaga Kerja PT Rapi Arjasa
Lokasi Departemen Status Kepegawaian
Pegawai Tetap Pegawai Borongan Kantor
Direktur 1 -
Sekretaris 1 -
General Superintendent 1 -
Manager Logistik 1 -
Manajer Operasi 1 -
Manajer Keuangan 1 -
Pabrik
1. Bagian Logistik 2 -
-Material Engineer
-Mandor 1 -
-Pekerja 4 -
2.Bagian Operasi
-Mandor 1 -
-Pekerja - 15
3. Staf Administrasi 1 -
Jumlah Total Pegawai 30 orang
BAB III
LANDASAN TEORI
3.1 Ergonomi
3.1.1 Definisi Ergonomi
Istilah ergonomi berasal dari bahasa latin yaitu ergon yang berarti kerja dan nomos yang berarti hukum alam. Sedangkan defenisi ergonomi menurut para ahli yaitu:
1. Menurut Nurmianto (1998), ergonomi didefinisikan sebagai studi tentang aspek-aspek manusia dalam lingkungan kerjanya yang ditinjau secara anatomi, fisiologi, psikologi, engineering, manajemen dan perancangan. 2. Menurut Wignjosoebroto (1995), ergonomi didefinisikan sebagai disiplin
keilmuan yang mempelajari manusia dalam kaitannya dengan pekerjaannya. 3. Menurut Sutalaksana (1979), ergonomi didefinisikan sebagai suatu cabang
ilmu yang sistematis untuk memamfaatkan informasi-informasi mengenai sifat, kemampuan dan keterbatasan manusia untuk merancang suatu sistem sehingga orang dapat hidup dan bekerja pada sistem itu dengan baik, yaitu mencapai tujuan yang diinginkan melalui pekerjaan itu dengan efektif, aman dan nyaman.
Pendekatan ergonomi memerlukan keseimbangan antara kemampuan tubuh dan tugas kerja. Biasanya jika ingin meningkatkan kemampuan tubuh manusia, maka beberapa hal disekitar lingkungan alam manusia misal peralatan, lingkungan fisik, posisi kerja perlu didesain ulang sehingga bisa disesuaikan dengan kemampuan tubuh manusia. Dengan kemampuan tubuh yang meningkat secara optimal, maka tugas kerja yang dikerjakan juga akan meningkat (Santoso, 2004).
3.1.2 Metodologi Ergonomi
Secara garis besarnya metodologi ergonomi terdiri dari tiga tahap proses dasar penelitian dan perancangan yaitu:
1. Tahap diagnosis dalam penelitian ergonomi
dikelompokkan menjadi dua kelompok yaitu data primer dan data sekunder, sedangkan berdasarkan sifatnya data yang akan diperoleh adalah data subjektif dan data obyektif serta berdasarkan kontinum data dapat dikelompokkan menjadi dua yaitu data kualitatif dan kuantitatif.
2. Tahap penentuan perlakuan atau treatment dalam bentuk intervensi ergonomi Treatment adalah upaya perbaikan dalam bentuk intervensi ergonomi yang
3. Follow-up dalam penelitian ergonomi
Follow-up dilakukan dengan menganalisis tugas terhadap perancangan sistem
kerja sekaligus mengevaluasi tingkat kelayakan dalam penerapan perlakuan ergonomi. Tindakan evaluasi dilakukan berdasarkan data objektif atau subjektif terhadap perlakuan yang diberikan dengan metode komparasi dan analisis statistik antara sebelum dengan sesudah perlakuan. Dari hasil komparasi ini akan dapat diketahui adanya pengaruh dari perlakuan yang diberikan. Indikator keberhasilan dari perlakuan ini dapat dilihat dari aspek yang dinilai misalnya angka keluhan muskuleskeletal pekerja menurun, angka beban kerja pekerja menurun, angka kelelahan pekerja menurun dan angka produktivitas pekerja meningkat (Arimbawa, 2011).
3.2 Desain dan Redesain Peralatan Kerja
3.2.1 Desain
Desain menurut Wisnubrata dan Rina (2012) merupakan hasil kreativitas budidaya (man-made object) manusia yang diwujudkan untuk memenuhi kebutuhan manusia, memerlukan perencanaan, perancangan dan pengembangan desain, yaitu mulai dari tahap menggali ide atau gagasan, dilanjutkan dengan tahapan pengembangan, konsep perancangan, dan pembuatan prototipe.
mendesain adalah upaya pemecahan suatu masalah yang terjadi di masyarakat didasarkan pada metode yang sistematik dan rasional. Dalam mendesain peralatan kerja perlu pertimbangan- pertimbangan sebagai berikut:
1. Fungsional, alat yang diciptakan hendaknya dapat digunakan dengan efektif sesuai dengan kebutuhannya. Di dalamnya menyangkut pertimbangan teknik, yaitu teknik penggunaan dan pengerjaannya. Selain itu juga menyangkut pertimbangan ergonomi, hal ini mengingat produk yang diciptakan akan digunakan oleh manusia.
2. Ekonomi yaitu pertimbangan tentang efisiensi produksi, pasar dan kebijakan lain yang terkait. Di dalamnya terkait dengan kebijakan pemerintah sebagai acuan dalam merancang, seperti program-program, keputusan, peraturan dan sebagainya yang terkait dengan masalah ekonomi. Selain itu, terkait juga dengan masyarakat yaitu mempertimbangkan kondisi masyarakat pengguna. 3. Pertimbangan keindahan, yaitu pertimbangan yang berkaitan dengan
keindahan atau sesuatu yang dapat menggetarkan jiwa manusia. Dalam mengambil keputusan keindahan semestinya kembali merujuk pada pertimbangan-pertimbangan sebelumnya. Nilai-nilai keindahan yang diterapkan dalam suatu rancangan didasari dengan pertimbangan lingkungan serta masalah sosial budaya sehingga kemunculan desain tidak mengalami benturan-benturan dengan eksistensi nilai-nilai atau norma-norma yang berlaku di masyarakat.
menimbulkan permasalahan bagi penggunanya. Prinsip mendesain peralatan kerja semestinya mampu memecahkan realitas masalah-masalah yang muncul dalam interaksi manusia dengan peralatan kerja (Arimbawa, 2010).
Desain produk berarti sebuah proses yang berawal pada ditemukannya kebutuhan manusia akan suatu produk sampai diselesaikannya gambar dan dokumen hasil rancangan yang dipakai sebagai dasar pembuatan produk. Hasil rancangan yang dibuat menjadi produk akan menghasilkan produk yang dapat memenuhi kebutuhan manusia (Kristamto dan Dianasha, 2011).
3.2.2 Redesain
Menurut Dieter dan Linda (2009), redesain merupakan suatu gagasan yang dilakukan untuk memperbaiki desain yang sudah ada sebelumnya. Tugasnya mungkin hanya sebatas meredesain komponen produk untuk mengurangi biaya atau untuk menyempurnakan hasil desain sebelumnya. Seringkali redesain ini dilakukan tanpa adanya perubahan pada prinsip kerja atau konsep desain aslinya. Sebagai contoh, bentuk dari produk diganti untuk mengurangi stres kerja pekerja atau penggantian material baru untuk mengurangi berat produk dan harga produk. Ketika redesain mengganti beberapa parameter desain, hal itu sering disebut sebagai variasi desain.
biasanya digunakan untuk memperbaiki, memperluas, melengkapi, atau mengembangkan suatu gagas, prinsip cara, desain, produk, atau subsistem yang sudah ada terlebih dahulu (Wisnubroto dan Rina, 2012).
Redesain peralatan kerja secara ergonomis adalah upaya pemecahan masalah desain peralatan kerja dengan mengimplementasikan aspek-aspek ergonomi. Implementasi ergonomi dalam meredesain peralatan kerja dengan baik dapat membuat peralatan lebih sesuai dengan pemakainya, memuaskan, aman, nyaman dan sehat. Sehingga dalam dunia kerja atau dalam beraktivitas yang melibatkan peralatan kerja, baik pada sektor formal atau informal, aspek ergonomi mutlak diimplementasikan. Redesain peralatan kerja secara ergonomis mutlak dilakukan, mengingat pemanfaatan suatu alat kerja pada hakekatnya bertujuan untuk membantu kemampuan, keterbatasan dan kebolehan manusia, sehingga dapat tercapai kinerja yang lebih optimal dalam artian tidak hanya berorientasi pada peningkatan produktivitas semata, tetapi tercipta peralatan kerja yang manusiawi karena tidak menimbulkan keluhan kerja. Oleh karena itu, kekeliruan desain peralatan kerja yang terlanjur digunakan masyarakat perlu didesain ulang atau redesain secara ergonomis (Arimbawa, 2010).
3.3 Antropometri1
Istilah antropometri berasal dari “anthro” yang berarti manusia dan “metri” yang berarti ukuran. Secara definitif antropometri dapat dinyatakan
sebagai satu studi yang berkaitan dengan pengukuran dimensi tubuh manusia.
1
Manusia pada dasarnya akan memiliki bentuk, ukuran (tinggi, lebar, dan sebagainya) berat dan yang lain-lain yang berbeda satu dengan yang lainnya. Antropometri secara luas akan digunakan sebagai pertimbangan-pertimbangan ergonomis dalam memerlukan interaksi manusia. Pengukuran antropometri bertujuan untuk mengetahui bentuk dimensi tubuh manusia, agar peralatan yang dirancang lebih sesuai dan dapat memberikan rasa nyaman serta menyenangkan saat digunakan.
Data antropometri yang berhasil diperoleh akan diaplikasikan secara luas antara lain dalam hal:
1. Perancangan areal kerja (work station, interior mobil, dan lain-lain) 2. Perancangan peralatan kerja seperti mesin, equipment, perkakas (tools)
dan sebagainya.
3. Perancangan produk-produk konsumtif seperti pakaian, kursi/meja komputer, dan lain-lain.
4. Perancangan lingkungan kerja fisik.
Data antropometri akan menentukan bentuk, ukuran, dan dimensi yang tepat yang berkaitan dengan produk yang dirancang dan manusia yang akan mengoperasikan atau menggunakan produk tersebut. Perancang produk harus mampu mengakomodasikan dimensi tubuh dari populasi terbesar yang menggunakan produk hasil rancangan tersebut. Kemampuan penyesuaian (adjustability) suatu produk merupakan satu prasyarat yang amat penting dalam
BAB IV
METODOLOGI PENELITIAN
4.1. Tempat Penelitian
Penelitian ini dilakukan pada PT. Rapi Arjasa yang berlokasi di Jalan PTPN 9, Binjai, Sumatera Utara. Lokasi penelitian khusus pada stasiun kerja pengenceran tar. Waktu pelaksanaan pengambilan data penelitian yaitu selama 7 bulan dimulai pada tanggal 22 Maret s/d Oktober 2015.
4.2. Jenis Penelitian
Penelitian ini termasuk penelitian deskriptif2 karena penelitian ini bertujuan untuk mendeskripsikan secara sistematik, aktual, dan akurat tentang fakta-fakta dan sifat-sifat suatu objek alat bantu pengait yang ada pada stasiun kerja pengenceran dan memberikan usulan perbaikannya. Berdasarkan analisis dan jenis data, penelitian ini termasuk dalam penelitian gabungan karena penelitian ini menggunakan data yang bersifat kuantitatif dan kualitiatif. Penelitian ini juga merupakan action reaseach yaitu penelitian yang bertujuan untuk mendapatkan suatu solusi yang akan diaplikasikan pada perusahaan sebagai bentuk perbaikan dari sistem semula.
2
4.3. Subjek Penelitian
Subjek yang diteliti pada penelitian ini adalah para pekerja pada bagian stasiun pengenceran aspal ter yang menggunakan alat pengait pada PT Rapi Arjasa yang berjumlah 16 orang.
4.4. Variabel Penelitian
Variabel pada penelitian ini terdiri dari: 1. Variabel Independen
Variabel independen adalah variabel yang mempengaruhi variabel dependen (variabel terikat) baik secara positif maupun negatif. Variabel independen dijadikan objek utama dalam penelitian dan menjadi penentu dalam rangka perbaikan kondisi kerja. Variabel independen pada penelitian ini adalah atribut alat pengait, karakteristik teknis alat pengait, customer requirement, part kritis, dan data dimensi tubuh operator.
2. Variabel Dependen
Variabel dependen adalah variabel-variabel atau faktor-faktor yang berpengaruh terhadap variabel independen. Variabel dependen pada penelitian ini adalah tingkat kesulitan, perkiraan biaya, derajat kepentingan, persentil, dan usulan perbaikan
4.5 Instrumen Penelitian
1. Kuesioner Terbuka3
Kuesioner terbuka digunakan untuk mendapatkan permasalahan awal pada pemakaian alat pengait.
2. Kuesioner Tertutup4
Kuesioner Tertutup berisi tingkat kepentingan terhadap atribut produk. Penilaian pada kuesioner tertutup menggunakan skala Likert, yakni untuk melihat tingkat kesetujuan (degree of agreeness) dari responden terhadap suatu pertanyaan yang diisi oleh konsumen.
3. Kuesioner Karakteristik Teknis5
Kuesioner karakteristik teknis dan hubungannya digunakan untuk mengumpulkan karakteristik teknis dari produk alat pengait dan hubungan dari setiap karakteristik teknis untuk menghasilkan produk alat pengait, yang diisi oleh pihak pabrik.
4. Kuisioner Part Kritis6
Kuesioner part kritis diberikan kepada pihak pabrik yang memiliki pengetahuan mengenai bagian atribut yang secara khusus mempengaruhi kualitas maupun kuantitas produk sehingga layak dipilih untuk menentukan bobot hubungan antar variabel.
4.6. Kerangka Berfikir Penelitian
3
Sukaria Sinulingga, Metodologi Penelitian, (Edisi 3, Medan: USU press, 2011), h. 174
4
Sukaria Sinulingga, op.cit., h. 174 5
Lou Cohen,Quality Function Deployment:How to Make QFD Work for You, (USA: Addison-Wesley Publishing Company, 1995)., h. 123
6
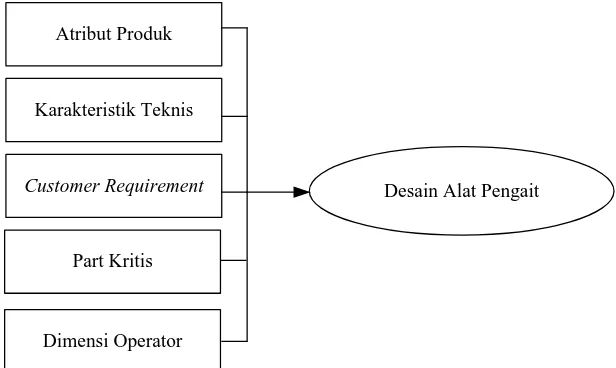
Kerangka berfikir menunjukkan hubungan logis antara variabel-variabel yang telah diidentifikasi yang penting dan menjadi fondasi dalam melaksanakan penelitian. Kerangka berfikir penelitian ini dapat dilihat pada Gambar 4.1.
Karakteristik Teknis
Desain Alat Pengait
Customer Requirement
Atribut Produk
Part Kritis
[image:49.595.146.454.224.408.2]Dimensi Operator
Gambar 4.1. Kerangka Berfikir Penelitian
4.7 Metode Pengumpulan Data
4.7.1 Data Primer
Data primer yang dibutuhkan dalam penelitian ini dikumpulkan dengan cara sebagai berikut:
1. Observasi (pengamatan)
2. Kuesioner
Kuesioner yang digunakan adalah
a Data permasalahan awal dengan operator terhadap pemakaian alat pengait.
b Data tingkat kepentingan dengan operator yang terpilih dengan kuesioner tertutup.
3. Wawancara
Wawancara dilakukan untuk mendapatkan data karakteristik teknik .
4.7.2 Data Sekunder
Data skunder dalam penelitian ini adalah data dari perusahaan sebagai data penunjang yaitu data gambaran umum perusahaan.
4.7.3 Ukuran dan Teknik Sampling
Ukuran sampel pada setiap jenis kuesioner adalah sebagai berikut: 1. Kuesioner karakteristik teknis7
Kuesioner karakteristik teknis dan hubungannya digunakan untuk mengumpulkan karakteristik teknis dari alat pengait dan hubungan dari setiap karakteristik teknis yang diisi oleh pihak pabrik. Teknik sampling yang digunakan adalah judgement sampling. Kuesioner karakteristik teknis diberikan kepada 1 orang yang ahli dalam proses produksi fasilitas kerja pendukung.
7
4. Kuisioner Part Kritis8
Kuesioner part kritis diberikan kepada pihak pabrik yang memiliki pengetahuan mengenai bagian atribut yang secara khusus mempengaruhi kualitas maupun kuantitas produk sehingga layak dipilih untuk menentukan bobot hubungan antar variabel. Teknik sampling yang digunakan adalah judgement sampling. Pemilihan teknik sampling ini berdasarkan buku Ronald
G. Day (1993) yang mengatakan bahwa sampling yang digunakan dalam penentuan part kritis adalah pihak produsen fasilitas kerja pendukung
4.8 Metode Pengolahan Data
Tahap ini, data yang diperoleh selama pengamatan diolah sesuai dengan teknik analisis data yang digunakan.
1. Penentuan karakteristik teknis. Karakteristik teknis diperoleh dari kuesioner yang diberikan kepada pihak pabrik. Setelah karakteristik teknis ditentukan, selanjutnya adalah melihat hubungannya.
2. Pembuatan House of Quality (HoQ)
Matrix HoQ dibuat berdasarkan hasil kuesioner dan wawancara. Dari house
of quality akan didapat tingkat kepentingan tertinggi. House of Quality
digunakan untuk mendapatkan karakteristik teknis.
8
BAB V
PENGUMPULAN DAN PENGOLAHAN DATA
5.1. Pengumpulan Data
5.1.1. Kuesioner Terbuka
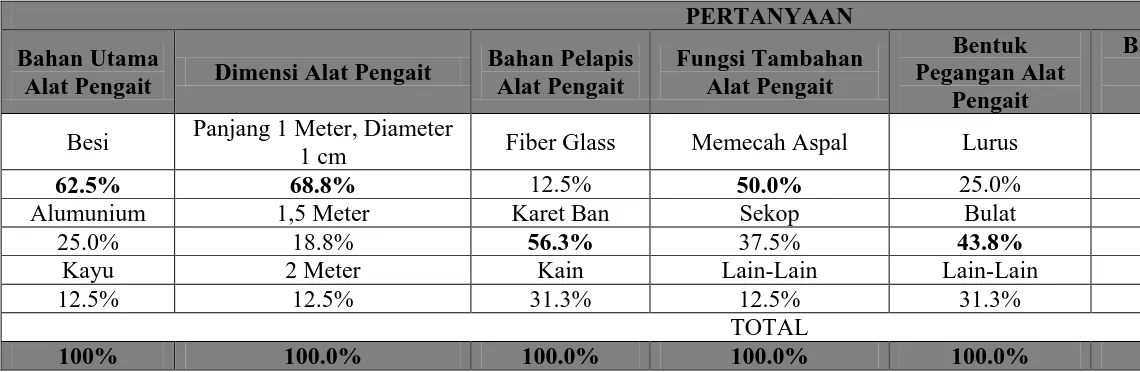
Kuesioner dibagikan dalam 2 tahapan, tahapan pertama merupakan kuesioner terbuka atau kuesioner pendahuluan. Kuesioner ini merupakan bentuk pertanyaan yang diajukan kepada 16 responden tentang penilaian pekerja terhadap penilaian alat pengait.
Hasil dari jawaban responden yang tertuang pada kuesioner pendahuluan ini didapatkan beberapa modus yang menjadi butir pertanyaan pada kuesioner tahap kedua, yaitu kuesioner tertutup. Responden pada kuesioner tertutup ini berjumlah 16 orang dengan menggunakan metode total sampling dimana semua anggota populasi menjadi sampel.
Tabel 5.1. Rekapitulasi Kuesioner Terbuka
PERTANYAAN
Bahan Utama
Alat Pengait Dimensi Alat Pengait
Bahan Pelapis Alat Pengait
Fungsi Tambahan Alat Pengait
Bentuk Pegangan Alat
Pengait
Bahan Tambahan Pegangan Alat
Pengait
Warna Alat Pengait
Besi Panjang 1 Meter, Diameter
1 cm Fiber Glass Memecah Aspal Lurus Busa Biru
62.5% 68.8% 12.5% 50.0% 25.0% 56.3% 25.0%
Alumunium 1,5 Meter Karet Ban Sekop Bulat Karet Merah
25.0% 18.8% 56.3% 37.5% 43.8% 25.0% 18.8%
Kayu 2 Meter Kain Lain-Lain Lain-Lain Lain-Lain Lain-Lain
12.5% 12.5% 31.3% 12.5% 31.3% 18.8% 56.3%
TOTAL
100% 100.0% 100.0% 100.0% 100.0% 100.0% 100.0%
I-1 5.1.2. Kuesioner Tertutup
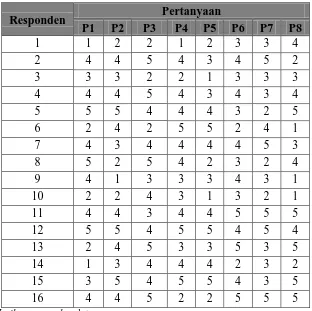
Hasil dari jawaban responden yang tertuang pada kuesioner terbuka didapatkan beberapa modus yang menjadi butir pertanyaan pada kuesioner tahap kedua, yaitu kuesioner tertutup. Responden pada kuesioner tertutup ini berjumlah 16 orang yang didapatkan berdasarkan metode total sampling.
[image:54.595.156.468.304.615.2]Rekapitulasi kuesioner tertutup sebagaimana tertera pada Tabel 5.2. Tabel 5.2. Rekapitulasi Kuesioner Tertutup
Responden Pertanyaan
P1 P2 P3 P4 P5 P6 P7 P8
1 1 2 2 1 2 3 3 4
2 4 4 5 4 3 4 5 2
3 3 3 2 2 1 3 3 3
4 4 4 5 4 3 4 3 4
5 5 5 4 4 4 3 2 5
6 2 4 2 5 5 2 4 1
7 4 3 4 4 4 4 5 3
8 5 2 5 4 2 3 2 4
9 4 1 3 3 3 4 3 1
10 2 2 4 3 1 3 2 1
11 4 4 3 4 4 5 5 5
12 5 5 4 5 5 4 5 4
13 2 4 5 3 3 5 3 5
14 1 3 4 4 4 2 3 2
15 3 5 4 5 5 4 3 5
16 4 4 5 2 2 5 5 5
I-54
5.2. Pengolahan Data
5.2.1. Uji Validitas dan Reliabilitas
Dari kuesioner yang telah disebar dan dikumpulkan kembali, terlebih dahulu diuji validitas dan reliabilitasnya sebelum dilakukan pengolahan lebih lanjut.
5.2.1.1.Uji Validitas Data
Berdasarkan data hasil kuesioner tertutup untuk penilaian rancangan alat pengait. Oleh karena itu dilakukan pengujian validitas dari pertanyaan 1 hingga 8 dengan menggunakan persamaan korelasi product moment (Pearson). Rumus analisis korelasi yaitu sebagai berikut:
( )( )
( )
{
∑
∑
−∑
∑
}
{
∑
∑
−( )
∑
}
= 2
2 2
2
X N
X -XY N
Y Y
N X
Y rxy
Dimana, rxy = koefisien korelasi antara X dan Y
Xi = skor variabel independen X Yi = skor variabel independen Y
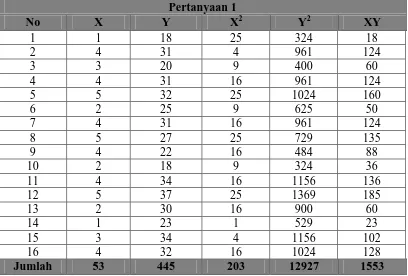
Perhitungan korelasi untuk pertanyaan pertama dilakukan dengan langkah-langkah sebagai berikut:
I-55
Tabel 5.3. Rekapitulasi Pertanyaan 1 Kuesioner Tertutup
Pertanyaan 1
No X Y X2 Y2 XY
1 1 18 25 324 18
2 4 31 4 961 124
3 3 20 9 400 60
4 4 31 16 961 124
5 5 32 25 1024 160
6 2 25 9 625 50
7 4 31 16 961 124
8 5 27 25 729 135
9 4 22 16 484 88
10 2 18 9 324 36
11 4 34 16 1156 136
12 5 37 25 1369 185
13 2 30 16 900 60
14 1 23 1 529 23
15 3 34 4 1156 102
16 4 32 16 1024 128
Jumlah 53 445 203 12927 1553
Sumber: Hasil pengumpulan data
2. Menentukan hipotesis pengujian korelasi antara butir pertanyaan dengan keseluruhan kuesioner.
H0 = Tidak ada korelasi antara butir pertanyaan pertama dengan
keseluruhan kuesioner.
H1 = Terdapat korelasi antara butir pertanyaan pertama dengan
keseluruhan kuesioner.
3. Menentukan taraf signifikansi yaitu α =0,05
4. Menentukan nilai r tabel product moment dengan n = 16 dan α =0,05, yaitu
rtabel = 0,468 maka wilayah kritik adalah rhitung > 0,468
I-56
( )( )
( )
{
∑
∑
−∑
∑
}
{
∑
∑
−( )
∑
}
= 2 2 2 2 X N X -XY N Y Y N X Y rxyrxy = 0,6423
6. Kesimpulan:
Nilai rhitung (0,6423) > rtabel(0,468) maka H0 ditolak. Hal ini berarti terdapat
korelasi antara butir pertanyaan pertama terhadap keseluruhan kuesioner atau butir pertanyaan dinyatakan valid.
[image:57.595.112.435.104.402.2]Pertanyaan kedua dan seterusnya diuji dengan menggunakan metode yang sama, sehingga hasilnya dapat dilihat pada Tabel 5.4.
Tabel 5.4. Rekapitulasi Uji Validitas Kuesioner Tertutup
Variabel r Hitung r Tabel N Keterangan
1 0,6423 0,468 16 Valid
2 0.7946 0,468 16 Valid
3 0.5205 0,468 16 Valid
4 0.5984 0,468 16 Valid
5 0.6264 0,468 16 Valid
6 0.5963 0,468 16 Valid
7 0.5290 0,468 16 Valid
8 0.6140 0,468 16 Valid
I-57
Dikarenakan koefisien korelasi product moment semuanya berada di atas 0,468, maka dapat disimpulkan bahwa variabel-variabel pertanyaan pada kuesioner adalah valid atau dengan kata lain terdapat konsistensi internal dalam variabel tersebut.
5.2.1.2.Uji Reliabilitas Data
Pengujian reliabilitas untuk data kinerjai dilakukan untuk mengetahui apakah kuesioner yang telah dibuat reliabel atau tidak. Rumus yang digunakan dalam menghitung koefisien Alpha Cronbach adalah sebagai berikut:
− −
=
∑
22 1 1 16 t t k k r σ σ
Dimana, r16 = reliabilitas instrumen (koefisien Alpha Cronbach) k = jumlah butir pertanyaan dalam instrumen
∑
2b
σ = jumlah varians butir-butir pertanyaan
2
t
σ = varians total
Langkah untuk melakukan pengujian reabilitas kuesioner tertutup dapat dilihat dengan langkah langkah sebagai berikut:
I-58
Tabel 5.5. Perhitungan X dan Y Uji Realibilitas Kuesioner Tertutup
Responden Pertanyaan Y
1 2 3 4 5 6 7 8
1 1 2 2 1 2 3 3 4 18
2 4 4 5 4 3 4 5 2 31
3 3 3 2 2 1 3 3 3 20
4 4 4 5 4 3 4 3 4 31
5 5 5 4 4 4 3 2 5 32
6 2 4 2 5 5 2 4 1 25
7 4 3 4 4 4 4 5 3 31
8 5 2 5 4 2 3 2 4 27
9 4 1 3 3 3 4 3 1 22
10 2 2 4 3 1 3 2 1 18
11 4 4 3 4 4 5 5 5 34
12 5 5 4 5 5 4 5 4 37
13 2 4 5 3 3 5 3 5 30
14 1 3 4 4 4 2 3 2 23
15 3 5 4 5 5 4 3 5 34
16 4 4 5 2 2 5 5 5 32
Σ X 53 55 61 57 51 58 56 54 Sumber: Hasil pengumpulan data
1. Menentukan nilai X2 dan Y2.
Tabel 5.6. Perhitungan X2 Uji Realibilitas Kuesioner Tertutup
Pertanyaan Σ X Σ (X2)
1 53 203
2 55 211
3 61 251
4 57 223
5 51 189
6 58 224
7 56 216
8 54 218
[image:59.595.216.407.544.684.2]I-59
Tabel 5.7. Perhitungan Y2 Uji Realibilitas Kuesioner Tertutup
Responden Y Y2
1 18 324
2 31 961
3 20 400
4 31 961
5 32 1024
6 25 625
7 31 961
8 27 729
9 22 484
10 18 324
11 34 1156
12 37 1369
13 30 900
14 23 529
15 34 1156
16 32 1024
Σ 445 12927
Sumber: Hasil pengolahan data
2. Menentukan total varians.
Untuk total varians variabel X adalah:
( )
n n x x x 2 2 2∑
∑
− = σ σ1 2 =( )
715 , 1 16 16 53 203 2 = −I-60
Tabel 5.8. Perhitungan Varians Tiap Butir
Butir Varians
1 1,715
2 1,371
3 1,152
4 1,246
5 1,652
6 0,869
7 1,250
8 2,234
Sumber: Hasil pengolahan data
4. Dimasukkan ke rumus Alpha
809 , 0 402 , 34 480 , 11 1 1 8 8 1 1 2 2 = − − = − − =
∑
t b k k r σ σNilai koefisien reliabilitas kinerja sebesar 0,809.
Ada 2 cara untuk menilai apakah suatu instrument memiliki tingkat reliabilitas yang tinggi, yaitu:
( )
(
)
402 , 34 16 16 (445) -12927 Y variabel total varians n n -Y Y variabel total varians 11,480 2,234 ... 152 , 1 371 , 1 1,715 ... 2 2 2 2 19 2 3 2 2 2 1 2 = = = = + + + + = + + + + =∑ ∑
∑
∑
Yb σ σ σ σ
I-61
1. Instrumen memiliki tingkat reliabilitas yang tinggi jika nilai koefisien yang diperoleh > 9
2. Dari tabel kritis koefisien korelasi r Pearson. 0,60
Karena nilai r hitung > 0,60 dan r hitung > r tabel, maka data dinyatakan reliabel, maka dapat disimpulkan bahwa kuesioner dapat dipercaya kebenaran datanya.
5.2.2. Membangun Quality Function Deployment (QFD)
5.2.2.1. Quality Function Deployment Fase I
5.2.2.1.1.Penentuan Kebutuhan Pelanggan/ Customer Requirement
Penentuan customer requirement (CR) memiliki tujuan untuk mengetahui keinginan dan kebutuhan responden terhadap proses perancangan alat pengait dengan metode QFD (Quality Function Deployment). Keinginan responden yang diperoleh dari kuesioner tertutup berupa atribut untuk proses perakitan produk akan disesuaikan dengan karakteristik teknik alat pengait. Hal itu dilakukan dengan menggunakan house of quality. Prosedur penggunaan matriks HoQ adalah :
a. Mengidentifikasi keinginan konsumen ke dalam bentuk atribut yang nantinya diinginkan oleh responden.
Penyebaran kuesioner dilakukan melalui dua tahap yaitu sebagai berikut : Tahap 1 : kuesioner terbuka
9
I-62
Para responden bebas untuk menentukan jawaban mengenai atribut yang dianggap penting untuk proses perakitan alat pengait. Kuesioner disebarkan terhadap 16 orang pekerja bagian produksi.
Tahap 2 : kuesioner tertutup
[image:63.595.133.488.381.511.2]Pada kuesioner tertutup, modus dari kuesioner terbuka kemudian dijadikan pernyataan untuk kuesioner tertutup. Adapun CR dari proses perakitan alat pengait ditunjukan Tabel 5.9.
Tabel 5.9. Customer Requirement (CR) terhadap Proses Perancangan Alat
Pengait
No Customer Requirement
1 Bahan utama alat pengait adalah besi
2 Dimensi alat pengait adalah panjang 1 Meter, diameter 1 cm
3 Berat alat pengait adalah 0,6 kg
4 Bahan pelapis alat pengait adalah karet ban
5 Fungsi tambahan alat pengait adalah memecah aspal
6 Bentuk pegangan alat pengait adalah bulat
7 Bahan tambahan pegangan alat pengait adalah busa
8 Warna utama alat pengait adalah biru
Sumber: Hasil pengumpulan data
5.2.2.1.2.Menentukan Tingkat Kepentingan / Customer Importance (CI)
I-63
Tabel 5.10. Customer Importance(CI) terhadap Proses Perancangan Alat
Pengait
No Atribut Customer Importance
1 Bahan utama alat pengait adalah besi 4
2 Dimensi alat pengait adalah panjang 1 Meter, diameter 1 cm 4
3 Berat alat pengait adalah 0,6 kg 4
4 Bahan pelapis alat pengait adalah karet ban 4
5 Fungsi tambahan alat pengait adalah memecah aspal 3
6 Bentuk pegangan alat pengait adalah bulat 4
7 Bahan tambahan pegangan alat pengait adalah busa 3
8 Warna utama alat pengait adalah biru 5
Sumber: Hasil pengumpulan data
5.2.2.1.3.Penentuan Karakteristik Teknis Produk
Langkah dalam membangun house of quality (HOQ) adalah menetapkan karakteristik teknis produk yang dibutuhkan oleh produsen dalam memenuhi kebutuhan pekerja terhadap fasilitas kerja pendukung. Karakteristik teknis produk diisi langsung oleh pihak produsen alat pengait. Karakteristik teknis produk yang dibutuhkan adalah adalah sebagai berikut.
1. Komposisi Bahan
Komposisi bahan mejelaskan kesesuaian campuran bahan antara bahan utama (besi), bahan tambahan (karet ban).
2. Proses Pencetakan
Mengetahui sejauh mana jumlah panas yang diantar melalui besi dan karet ban yang berhubungan dengan proses pemindahan.
3. Kenyamanan Pegangan
Untuk mengetahui kenyamanan pegangan yang dirasakan operator saat memindahkan tong aspal.
I-64
Mengetahui sejauh mana jumlah panas yang diantar melalui besi dan karet ban yang berhubungan dengan proses pemindahan.
5. Akurasi Kaitan
Yaitu keakuratan antara ukuran dari spesifikasi ujung alat pengait tong aspal ke mulut tong aspal.
I-65
Tabel 5.11. Karakteristik Teknis Alat Pengait Tong Aspal
No Karakteristik Teknis Produk 1 Komposisi Bahan
2 Proses Pencetakan 3 Kenyamanan Pegangan 4 Pengantaran Panas 5 Akurasi Kaitan Sumber: Hasil pengumpulan data
5.2.2.1.4. Menetapkan Hubungan Antara Karakteristik Teknis
Pada tahap ini ditentukan hubungan antara masing-masing karakteristik teknis yang ada untuk dianalisis apakah antara karakteristik teknis tersebut terdapat hubungan yang saling bertolak belakang (negatif).
Untuk menggambarkan tingkat hubungan antara masing-masing karakteristik teknis yang ada digunakan simbol sebagai berikut:
V : tingkat hubungan positif kuat, bernilai 4
√ : tingkat hubungan positif sedang, bernilai 3 x : tingkat hubungan negatif sedang, bernilai 2 X : tingkat hubungan negatif kuat, bernilai 1 - : tidak ada hubungan, bernilai 0
I-66
V
X
√
√
Komposisi Bahan Proses Pencetakan Kenyamanan Pegangan Pengantaran Panas Akurasi Kaitan
V V x
X
-x
-Gambar 5.1. Hubungan Antar Karakteristik Teknik Alat Pengait Tong
Aspal
5.2.2.1.5.Menetapkan Tingkat Hubungan Antara Karakteristik Teknis
Produk Dengan Keinginan Pekerja
Penentuan Relation Matrix dilakukan untuk menentukan tingkat hubungan antara keinginan konsumen dan karakteristik teknis produk. Tingkat hubungan yang dimaksud dimulai dari skala kuat, sedang, lemah, dan tidak berhubungan sama sekali. Penilaian yang diberikan akan berdasarkan aturan :
- Nilai 9 : menunjukkan hubungan yang kuat - Nilai 3 : menunjukkan hubungan yang sedang - Nilai 1 : menunjukkan hubungan yang lemah
- Nilai 0 : menunjukkan tidak adahubungan sama sekali
[image:67.595.242.383.141.337.2]I-67 K om pos is i B aha n P ro ses P en cet ak an K enya m ana n P ega nga n P en g an tar an P an as A k u rasi D im en si
Bahan utama alat pengait adalah besi 9 9 1 9 1
Dimensi alat pengait adalah panjang 1 meter, diameter 1 m 3 9 3 9 3
Berat alat pengait adalah 0,6 kg 9 0 0 9 1
Bahan pelapis alat pengait adalah karet ban 9 9 3 9 0 Fungsi tambahan alat pengait adalah memecah aspal 1 0 0 1 0 Bentuk pegangan alat pengait adalah bulat 1 0 9 9 9 Bahan tambahan pegangan alat pengait adalah busa 9 9 9 3 3
Warna alat pengait adalah biru 0 0 0 3 0
[image:68.595.101.525.104.390.2]Sumber: Hasil pengolahan data
Gambar 5.2. Matriks Antara CR dengan Karakteristik Teknis Alat Pengait
Tong Aspal
5.2.2.1.6.Menyusun Matriks Perencanaan (Planning Matriks)
Matriks perencanaan berisikan tentang informasinilai kompetitif dari datribut kebutuhan responden. Dalam penelitian ini informasi yang dibuat dalam matriks perencanaan yaitu:
1. Titik Jual/Sales Point
Titik jual adalah kontribusi suatu customer requirement terhadap daya jual produk/jasa. Untuk penilaian terhadap titik jual terdiri dari:
I-68
Titik jual ditentukan oleh peneliti melalui diskusi langsung dengan manajemen perusahaan. Hasil penentuan sales point dapat dilihat pada Tabel 5.12.
Tabel 5.12.Nilai Sales Point Proses Perancangan Alat Pengait Tong
Aspal
Customer Requirement Sales Point
Bahan utama alat pengait adalah besi 1,5
Dimensi alat pengait adalah panjang 1 Meter, diameter 1 cm 1,2
Berat alat pengait adalah 0,6 kg 1,2
Bahan pelapis alat pengait adalah karet ban 1
Fungsi tambahan alat pengait adalah memecah aspal 1,5
Bentuk pegangan alat pengait adalah bulat 1
Bahan tambahan pegangan alat pengait adalah busa 1,5
Warna utama alat pengait adalah biru 1
Sumber: Hasil pengumpulan data
2. Perhitungan Bobot Kepentingan/ Importance Weight
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut proses perakitan yang dihitung dengan rumus berikut :
Importance Weight = CIi x Rij
Dimana, CI = Customer Importance
Rij = Hubungan antara atribut kebutuhan responden dengan
karakteristik teknis
Sebagai contoh perhitungan importance weight untuk CR 1 yaitu: = CIi x Rij
I-69
Keterangan: nilai Rij didapatkan dari nilai matriks hubungan antara keinginan
konsumen dan karakteristik teknis. Sedangkan nilai CIi merupakan nilai
modus dari penyebaran kuesioner tertutup.
3. Perhitungan Bobot Kepentingan Relatif/ Relative Weight
Bobot kepentingan menunjukkan total tingkat kepentingan responden terhadap suatu atribut perakitan produk saklar yang dihitung dengan rumus berikut ini:
Relative Weight = 0
Sebagai contoh perhitungan relative weight untuk CR 1 yaitu:
Relative Weight = x 100 = 17,791
[image:70.595.113.584.551.717.2]Adapun hasil perhitungan bobot kepentingan dan bobot kepentingan relatif dari atribut kebutuhan responden masing-masing dapat dilihat pada Tabel 5.13.
Tabel 5.13.Nilai Importance dan Relative Weight
Customer Requirement Importance Weight Relative Weight
Bahan utama alat pengait adalah besi 116 17.791
Dimensi alat pengait adalah panjang 1 Meter, diameter 1 cm 108 16.564
Berat alat pengait adalah 0,6 kg 76 11.656
Bahan pelapis alat pengait adalah karet ban 120 18.405
Fungsi tambahan alat pengait adalah memecah aspal 6 0.920
Bentuk pegangan alat pengait adalah bulat 112 17.178
Bahan tambahan pegangan alat pengait adalah busa 99 15.184
Warna utama alat pengait adalah biru 15 2.301
I-70
5.2.2.1.7.Membangun Matriks House of Quality (HOQ) Perancangan Alat
Pengait
Sebelum membangun house of quality perlu dihitung ukuran kinerja dari HOQ yang terdiri dari tiga aspek yaitu tingkat kesulitan, tingkat kepentingan dan perkiraan biaya.
a. Penentuan tingkat kesulitan
[image:71.595.121.518.526.630.2]Tingkat kesulitan ditentukan dari hubungan karakteristik teknis. Perhitungan dilakukan dengan menterjemahkan semua bobot nilai hubungan kemudian membagi bobot dari tiap-tiap karaktertistik teknik dengan jumlah bobot tadi. Selanjutnya, tingkat kesulitan diberikan berdasarkan rentang persentase yang diperoleh. Tingkat kesulitan diberikan berdasarkan rentang presentasi pada Tabel 5.14.
Tabel 5.14. Kategori Tingkat Kesulitan
Persentase Kategori Bobot Tingkat
Kesulitan
0 – 5 % Mudah 1
6 – 11 % Cukup mudah 2
12 – 17 % Sulit 3
18 – 23 % Sangat sulit 4
> 24 % Mutlak sulit 5
Sumber: Lou Couhen (1997)
I-71
teknis. Sebagai contoh perhitungan tingkat kesulitan karakteristik teknis komposisi bahan yaitu:
Bobot untuk komposisi bahan = 4+2+4+2=12
Tingkat Kesulitan x100%
tikTeknis Karakteris Bobot Total Teknis tik Karakteris Tiap Bobot =
Tingkat Kesulitan untuk komposisi bahan = 100% 0,26 16% 42
12
= = ×
Tingkat kesulitan yang didapat pada komposisi bahan 26% yaitu unsur komposisi bahan sulit dilakukan, maka bobotnya adalah 5. Lakukan semua perhitungan dengan cara yang sama untuk semua karakteristik teknis.
b. Penentuan derajat kepentingan
Besar nilai derajat kepentingan dapat dihitung dengan cara menghitung terlebih dahulu total bobot untuk masing-masing hubungan antara atribut produk dengan karakteristik teknis. Sebagai contoh perhitungan derajat kepentingan karakteristik teknis waktu perakitan yaitu:
Untuk menghitung derajat kepentingan untuk atribut produk dengan karakteristik teknis digunakan rumus :
% 100 x Teknis tik Karakteris Bobot Total t nganAtribu ikTeknisDe arakterist BobotTiapK entingan DerajatKep =
Derajat Kepentingan untuk waktu perakitan =
% 24 % 100 171 0 9 1 1 9 9 3 9 = × + + + + + + +
I-72
Yang dijadikan sebagai dasar perkiraan biaya adalah faktor tingkat kesulitan, semakin sulit suatu karakteristik teknik dibuat, akan semakin mahal pula alokasi biayanya. Perkiraan biaya dinyatakan dalam persen dan diperngaruhi berbagai pertimbangan dari si perancang sendiri.
Total bobot tingkat kesulitan dari karakteristik teknis produk yaitu, sebagai berikut :
= 5 + 3 + 3 +5+ 3 = 19
Perkiraan Biaya untuk waktu perakitan
= 100% 26% 19
5
= ×
Penentuan Tingkat Kesulitan, Derajat Kepentingan dan Perkiraan Biaya dapat dilihat pada Gambar 5.3.
Tingkat kesulitan Derajat kepentingan (%)
Perkiraan biaya (%)
5 3 3 5 3
26 16 16 26 3
24 21 15 30 10
Sumber: Hasil pengolahan data
Gambar 5.3. Penentuan Tingkat Kesulitan, Derajat Kepentingan dan
Perkiraan Biaya QFD Fase I
I-73
Bahan utama alat pengait adalah besi
Dimensi alat pengait adalah panjang 1 meter, diameter 1 m
Berat alat pengait adalah 0,6 kg
Bahan pelapis alat pengait adalah karet ban
Fungsi tambahan alat pengait adalah memecah aspal
Bahan tambahan pegangan alat pengait adalah busa
Warna alat pengait adalah biru Derajat Hubungan :
V = Hubungan poitif kuat =4
√ = Hubungan positif sedang =3
x = Hubungan negatif sedang =2
X = Hubungan negatif kuat =1
4 4 3 4 3 5 Tingkat Kesulitan
Derajat Kepentingan (%)
Perkiraan Biaya (%)
5 3 3 5 3
24 21 15 30 10
26 16 16 26 16
Customer Requirement Customer Importance KARAKTERISTIK TEKNIK Net Sales Tingkat Kesulitan
1 = Mudah = 0 - 5 %
2 = Cukup Mudah = 26 - 11 %
3 = Sulit = 12 - 17 %
4 = Sangat Sulit = 18 - 23 %
5 = Mutlak Sulit = > 24 %
Derajat Kepentingan
1 - 15 = Cukup Penting 16 – 30 = Penting 31 – 45 = Sangat Penting
Perkiraan Biaya
1 - 15 = Murah 16 – 30 = Mahal 31 – 45 = Sangat Ma