PERANCANGAN KESEIMBANGAN LINTASAN PERAKITAN
TIMBANGAN MEKANIK DENGAN TEKNIK SIMULASI
UNTUK MENINGKATKAN KAPASITAS PRODUKSI
DI PT INDODACIN PRESISI UTAMA
Diajukan untuk Memenuhi Sebagian Besar dari
TUGAS SARJANA
Syarat-syarat Sidang Tugas Sarjana
Oleh :
Eddy Setiawan
NIM. 060403007
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
PERANCANGAN KESEIMBANGAN LINTASAN PERAKITAN
TIMBANGAN MEKANIK DENGAN TEKNIK SIMULASI
UNTUK MENINGKATKAN KAPASITAS PRODUKSI
DI PT INDODACIN PRESISI UTAMA
Diajukan untuk Memenuhi Sebagian Besar dari
TUGAS SARJANA
Syarat-syarat Sidang Tugas Sarjana
Oleh
:
Eddy Setiawan
NIM. 060403007
Disetujui oleh:
Dosen Pembimbing I Dosen Pembimbing II
Dr. Ir. Humala L. Napitupulu, DEA Ir. Rosnani Ginting, MT
D E P A R T E M E N T E K N I K I N D U S T R I
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa yang senantiasa memberikan rahmat-Nya kepada penulis sehingga dapat menyelesaikan laporan tugas sarjana ini dengan baik.
Laporan tugas sarjana ini merupakan salah satu syarat bagi penulis untuk mengikuti sidang tugas sarjana untuk memperoleh gelar Sarjana Teknik di Departemen Teknik Industri, Fakultas Teknik, Universitas Sumatera Utara.
Peneliti melaksanakan penelitian di PT Indodacin Presisi Utama yaitu suatu perusahaan manufaktur yang bergerak di bidang perakitan timbangan. Laporan tugas sarjana ini membahas tentang perancangan keseimbangan lintasan perakitan timbangan mekanik untuk meningkatkan kapasitas produksi sehingga jam kerja lembur dapat dikurangi. Judul penelitian yang dilaksanakan oleh peneliti yaitu “Perancangan Keseimbangan Lintasan Perakitan Timbangan Mekanik
dengan Teknik Simulasi untuk Meningkatkan Kapasitas Produksi di PT.
Indodacin Presisi Utama”.
Akhir kata, penulis berharap agar Laporan tugas sarjana ini bermanfaat bagi semua pihak yang memerlukannya.
Medan, Oktober 2010
UCAPAN TERIMA KASIH
Pada kesempatan ini, penulis menyampaikan rasa terima kasih kepada berbagai pihak yang telah memberikan bantuan kepada penulis yaitu:
1. Ibu Ir. Rosnani Ginting, MT., selaku ketua departemen Teknik Industri dan dosen pembimbing II yang telah meluangkan waktu dan pemikirannya dalam membimbing dan memberikan pengarahan kepada penulis dalam penyusunan laporan tugas sarjana ini.
2. Bapak Ir. Ukurta Tarigan, MT., selaku sekretaris departemen Teknik Industri. 3. Bapak Aulia Ishak, S.T., M.T. dan Bapak Ir. Sugih Arto Pujangkoro, M.M.
selaku koordinator Tugas Akhir Departemen Teknik Industti USU.
4. Bapak Prof. DR. Ir. A. Rahim Matondang, MSIE. selaku ketua bidang Manajemen dan Rekayasa Produksi.
5. Bapak Dr. Ir. Humala L. Napitupulu, DEA. selaku dosen pembimbing I yang telah meluangkan waktu dan pemikirannya dalam memberikan arahan dan nasehat untuk penulis dalam menyelesaikan laporan tugas sarjana ini.
6. Bapak Harleem Halim selaku pimpinan PT Indodacin Presisi Utama yang telah memberikan kesempatan kepada penulis untuk melaksanakan penelitian. 7. Ibu Dewi Kartika, ST, selaku pembimbing lapangan yang telah meluangkan
8. Kedua orang tua penulis (Lindayanti dan Arifin), saudara-saudara penulis (Eddy Arifin, Eddy Harianto), dan pihak keluarga lainnya yang telah memberikan dukungan sepenuhnya.
9. Bapak Ir. Mangara M. Tambunan selaku kepala laboratorium Komputasi dan juga segenap asisten 2006 (Christina, Ronald S.S., Andy C.W., Yansen, Yansen S., Alfi S. Hsb., Ruth H. S.) dan asisten 2008 (Jessica N, Michelson, William, Binsar B., Grace A.S., Melissa, Jhonli P. Efraim S.S.,), yang telah membantu penulis.
10.Sahabat-sahabat stambuk 2006 (Johnny, Erwin C, Erwin H, Varia, Ellise, Hela, Eddy Sujono, Yoko, Maria, Suwandi, Fieley, Silvia, Indri, Arif, Risky Y, Eko, Fanesha, Indah, Stephany, Tomo, Indra, Jefry, Dendi, Mastora, Viva, Romi, Mariani, Damayanti, dan lainnya yang tidak dapat penulis sebutkan satu persatu), dan senior-senior (Herry, Andry, Yohannes, Tany, Fanly, Izet, Heriyandi, Yudhi, dan lainnya) yang telah membantu dalam memberikan motivasi dan doa kepada penulis.
DAFTAR ISI
BAB HALAMAN
LEMBAR JUDUL... i
LEMBAR PENGESAHAN ... ii
KATA PENGANTAR ... iii
UCAPAN TERIMA KASIH ... iv
DAFTAR ISI ... vi
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiv
ABSTRAKSI ... xvi
I PENDAHULUAN
1.1. Latar Belakang ... I-1 1.2. Rumusan Permasalahan ... I-2 1.3. Tujuan Penelitian ... I-3 1.4. Batasan Masalah dan Asumsi ... I-3 1.5. Sistematika Penulisan Laporan ... I-4
II GAMBARAN UMUM PERUSAHAAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
2.3.2. Uraian Tugas dan Tanggung Jawab ... II-3 2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan ... II-13 2.3.4. Sistem Pengupahan dan Fasilitas Lainnya ... II-15 2.4. Proses Produksi ... II-15 2.4.1. Bahan yang Digunakan ... II-16 2.4.1.1. Bahan Baku ... II-16 2.4.1.2. Bahan Tambahan... II-17 2.4.2. Standar Mutu Bahan/Produk ... II-18 2.4.3. Uraian Proses produksi ... II-19 2.4.4. Mesin dan Peralatan ... II-23 2.4.4.1. Mesin Produksi ... II-23 2.4.4.2. Peralatan (Equipment) ... II-24
III TINJAUAN PUSTAKA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
3.2.4. Perancangan Model Simulasi ... III-8 3.2.5. Langkah-langkah dalam Proses Simulasi ... III-9 3.2.6. Verifikasi dan Validasi Model Simulasi ... III-10 3.3. Uji Statistik ... III-12 3.3.1. Uji Suai Pola Distribusi... III-12 3.3.2. Uji 2 Sample T ... III-13 3.3.3. Uji Bartlett... III-14 3.3.4. Distribusi Peluang ... III-15 3.3.4.1. Distribusi Normal ... III-16 3.3.4.2. Distribusi Lognormal ... III-17 3.3.4.3. Distribusi Uniform ... III-18 3.3.4.4. Distribusi Eksponential ... III-19 3.3.4.5. Distribusi Beta ... III-19 3.4. Line Balancing ... III-20 3.4.1. Pendefinisian Masalah Line Balancing ... III-23 3.4.2. Metode Helgeson dan Birnie ... III-26 3.4.3. Metode Kilbridge dan Wester... III-29
IV METODOLOGI PENELITIAN
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
4.3. Kerangka Pikir ... IV -2 4.4. Rancangan Penelitian ... IV -2 4.5. Objek Penelitian ... IV -3 4.6. Variabel Penelitian ... IV -3 4.7. Instrumen Penelitian ... IV -3 4.8. Sumber Data ... IV -4 4.9. Metode Pengumpulan Data ... IV -5 4.10. Pelaksanaan Penelitian ... IV -5
V PENGUMPULAN DAN PENGOLAHAN DATA
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
5.2.5.1.Verifikasi Model Penentuan Pekerjaan
Operator ... V-16 5.2.5.2. Verifikasi Model Elemen Kerja Independen V-18 5.2.5.3. Verifikasi Model Elemen Kerja Dependen . V-20 5.2.5.4. Verifikasi Model Penentuan Balance Delay
dan Utilitas ... V-21 5.2.6. Validasi Model Simulasi ... V-25 5.2.6.1. Pengulangan Simulasi ... V-25 5.2.6.2. Penentuan Jumlah Pengulangan ... V-25 5.2.6.3. Uji Rata-rata dan Variansi ... V-26 5.2.7. Perancangan Keseimbangan Lintasan ... V-29 5.2.7.1. Metode RPW ... V-29 5.2.7.2. Metode RA ... V-36 5.2.8. Eksperimen Simulasi ... V-42
VI ANALISIS PEMECAHAN MASALAH
6.1.Analisis Alokasi Elemen Kerja ... VI-1 6.2.Analisis Simulasi ... VI-5
DAFTAR ISI (LANJUTAN)
BAB HALAMAN
6.2.4. Analisis Output Simulasi ... VI-12
VII KESIMPULAN SARAN
7.1. Kesimpulan ... VII-1 7.2. Saran ... VII-2
DAFTAR PUSTAKA
DAFTAR LAMPIRAN
DAFTAR TABEL
TABEL HALAMAN
DAFTAR TABEL (LANJUTAN)
TABEL HALAMAN
DAFTAR GAMBAR
GAMBAR HALAMAN
DAFTAR GAMBAR (LANJUTAN)
GAMBAR HALAMAN
5.4. Model Simulasi Penentuan Pekerjaan Operator 1 ... V-17 5.5. Model Simulasi Elemen Kerja EK-1 ... V-19 5.6. Model Simulasi Elemen Kerja EK-77 ... V-20 5.7. Model Penentuan Jumlah Maksimum Tiang dan Kap yang dapat
ABSTRAK
PT. Indodacin Presisi Utama merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang perakitan timbangan. Berdasarkan hasil tinjauan lapangan dan wawancara dengan pihak perusahaan, proses produksi di perusahaan ini masih belum tersusun dan terencana dan lintasan perakitan timbangan mekanik belum seimbang. Hal ini dapat dilihat dengan adanya operator yang pekerjaannya menumpuk karena waktu penyelesaian pekerjaan yang terlalu lama, sedangkan operator lain mempunyai pekerjaan yang waktu penyelesaiannya singkat. Hal ini berdampak kepada rendahnya kapasitas produksi perusahaan dan sebagai akibatnya pihak perusahaan harus sering menambah jam kerja lembur untuk mencapati target produksi yang sudah direncanakan.
Untuk memperbaiki masalah tersebut, digunakan metode RPW (Ranked
Positional Weighted) dan RA (Region Approach) untuk menyeimbangkan lintasan
perakitan, dan kemudian dilakukan simulasi terhadap kedua metode tersebut. Tujuan dari penelitian ini adalah untuk menghasilkan suatu rancangan berupa alokasi elemen kerja untuk setiap operator sehingga kapasitas produksi dapat meningkat.
Parameter yang dijadikan sebagai acuan dalam memilih metode yang lebih baik adalah utilitas waktu, balance delay, efisiensi dan kapasitas produksi. Simulasi dilakukan dengan software simulasi dinamik yaitu Powersim Studio
2005 selama 160 jam kerja.
Hasil penelitian menunjukkan bahwa metode RPW lebih baik digunakan untuk meningkatkan kapasitas produksi perusahaan untuk 160 jam kerja sampai 238 unit dengan utilitas waktu mencapai 91,82% dan balance delay sebesar 22,24% serta efisiensi lintasan sebesar 88,23%. Alokasi ulang pekerjaan perlu dilakukan untuk operator 1 sampai 17, sehingga jumlah operator yang menganggur dapat dikurangi dari 12 operator menjadi 9 operator dengan jumlah waktu menganggur yang cukup singkat.
ABSTRAK
PT. Indodacin Presisi Utama merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang perakitan timbangan. Berdasarkan hasil tinjauan lapangan dan wawancara dengan pihak perusahaan, proses produksi di perusahaan ini masih belum tersusun dan terencana dan lintasan perakitan timbangan mekanik belum seimbang. Hal ini dapat dilihat dengan adanya operator yang pekerjaannya menumpuk karena waktu penyelesaian pekerjaan yang terlalu lama, sedangkan operator lain mempunyai pekerjaan yang waktu penyelesaiannya singkat. Hal ini berdampak kepada rendahnya kapasitas produksi perusahaan dan sebagai akibatnya pihak perusahaan harus sering menambah jam kerja lembur untuk mencapati target produksi yang sudah direncanakan.
Untuk memperbaiki masalah tersebut, digunakan metode RPW (Ranked
Positional Weighted) dan RA (Region Approach) untuk menyeimbangkan lintasan
perakitan, dan kemudian dilakukan simulasi terhadap kedua metode tersebut. Tujuan dari penelitian ini adalah untuk menghasilkan suatu rancangan berupa alokasi elemen kerja untuk setiap operator sehingga kapasitas produksi dapat meningkat.
Parameter yang dijadikan sebagai acuan dalam memilih metode yang lebih baik adalah utilitas waktu, balance delay, efisiensi dan kapasitas produksi. Simulasi dilakukan dengan software simulasi dinamik yaitu Powersim Studio
2005 selama 160 jam kerja.
Hasil penelitian menunjukkan bahwa metode RPW lebih baik digunakan untuk meningkatkan kapasitas produksi perusahaan untuk 160 jam kerja sampai 238 unit dengan utilitas waktu mencapai 91,82% dan balance delay sebesar 22,24% serta efisiensi lintasan sebesar 88,23%. Alokasi ulang pekerjaan perlu dilakukan untuk operator 1 sampai 17, sehingga jumlah operator yang menganggur dapat dikurangi dari 12 operator menjadi 9 operator dengan jumlah waktu menganggur yang cukup singkat.
BAB I
PENDAHULUAN
1.1. Latar Belakang
Seiring dengan meningkatnya persaingan diantara industri manufaktur dalam mencapai tujuan utama semua perusahaan, yaitu memperoleh keuntungan yang maksimal dengan faktor produksi yang minimum, maka persaingan menjadi semakin ketat disebabkan banyaknya industri yang sejenis sedangkan pangsa pasar terbatas.
PT. Indodacin Presisi Utama merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang perakitan timbangan. Timbangan yang dihasilkan oleh perusahaan tersebut cukup beragam, mulai dari timbangan sayur-mayur, timbangan mekanik, timbangan jembatan sampai timbangan dengan sistem terkomputerisasi. Timbangan-timbangan yang diproduksi tersebut telah mempunyai standar yang telah ditetapkan oleh perusahaan yang bervariasi dari kapasitas 50 kg sampai dengan kapasitas 120.000 kg.
Akibatnya, perusahaan harus sering menambah jam kerja lembur bagi karyawan untuk mencapai target produksi yang sudah ditetapkan untuk memenuhi permintaan pelanggan. Hal ini tentu saja tidak efisien, dan akan mengurangi tingkat keuntungan yang diperoleh perusahaan. Selain itu kondisi luas lantai produksi yang terbatas mengurangi ruang gerak perusahaan untuk menambah mesin produksi dalam meningkatkan jumlah produksi serta kebijakan shift kerja dan penambahan tenaga kerja yang tidak memungkinkan untuk dilakukan perusahaan. Oleh karena itu, diperlukan suatu cara untuk mengatasi masalah ini yang pada akhirnya dapat mengurangi jam kerja lembur yang biasa dilakukan, namun dapat meningkatkan kapasitas produksi.
Berbagai metode line balancing yang digunakan selama ini hanya berfokus kepada upaya menghasilkan suatu kondisi yang ideal saja, namun tidak meninjau kinerja metode tersebut ke depannya. Oleh karena itu, maka penggunaan teknik simulasi menjadi penting dalam menganalisis setiap metode line balancing. Dengan latar belakang yang telah diuraikan, maka penulis merasa tertarik untuk mengadakan penelitian dengan judul “Perancangan Keseimbangan
Lintasan Perakitan Timbangan Mekanik dengan Teknik Simulasi untuk
Meningkatkan Kapasitas Produksi di PT. Indodacin Presisi Utama”.
1.2. Rumusan Permasalahan
seimbang sehingga berdampak kepada seringnya penambahan jam kerja lembur untuk mencapai target produksi yang direncanakan.
1.3. Tujuan Penelitian
Tujuan umum penelitian adalah:
1. Untuk meningkatkan kapasitas produksi perakitan timbangan mekanik. 2. Untuk memperbaiki keseimbangan lintasan perakitan timbangan mekanik.
Tujuan khusus penelitian adalah:
1. Untuk mengetahui bagaimana pengalokasian elemen kerja yang ada sehingga kapasitas produksi dapat ditingkatkan dan keseimbangan lintasan perakitan menjadi lebih baik.
2. Untuk mengetahui balance delay dari setiap stasiun kerja. 3. Untuk meningkatkan utilitas stasiun kerja.
1.4. Batasan Masalah dan Asumsi
Agar masalah yang telah dirumuskan dapat diselesaikan, maka diperlukan batasan terhadap pembahasan penelitian ini sebagai berikut:
1. Penelitian hanya dilakukan pada proses produksi timbangan mekanik.
2. Produk jadi yang dianalisa hanya sebatas kepada timbangan yang diproduksi oleh divisi komersil yaitu timbangan mekanik saja.
3. Parameter yang menjadi ukuran performansi adalah balance delay, utilitas dan kapasitas produksi.
5. Penelitian hanya difokuskan kepada waktu proses setiap elemen kerja. Asumsi yang digunakan dalam penelitian ini adalah:
1. Dalam simulasi tidak pernah terjadi breakdown pada mesin dan kejadian lainnya yang tidak dapat dikendalikan.
2. Kerusakan yang timbul ketika disimpan di gudang setengah jadi tidak begitu berarti sehingga dapat diperbaiki langsung tanpa mengganggap komponen tersebut cacat.
3. Semua fasilitas yang digunakan selain fasilitas produksi, berada dalam kondisi normal dan bekerja dengan baik.
4. Operator yang bertugas sudah terampil dalam melaksanakan hampir semua proses produksi dan perakitan timbangan mekanik.
1.5. Sistematika Penulisan Laporan
Sistematika penulisan laporan tugas akhir ini adalah sebagai berikut : BAB I PENDAHULUAN
Menjelaskan berisi latar belakang masalah, perumusan masalah, tujuan penelitian, batasan dan asumsi penelitian serta sistematika penulisan tugas akhir.
BAB II GAMBARAN UMUM PERUSAHAAN
BAB III LANDASAN TEORI
Memaparkan teori-teori yang digunakan dalam analisis pemecahan masalah.
BAB IV METODOLOGI PENELITIAN
Menguraikan tahapan-tahapan penelitian mulai dari persiapan hingga penyusunan laporan tugas akhir.
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
Menampilkan data primer dan sekunder yang digunakan dalam penelitian dan pengolahan data yang membantu dalam analisis pemecahan masalah.
BAB VI ANALISIS PEMECAHAN MASALAH
Menganalisis hasil pengolahan data untuk menghasilkan solusi terhadap masalah yang ada.
BAB VII KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
PT. Indodacin Presisi Utama merupakan salah satu perusahaan manufaktur yang bergerak dalam bidang perakitan timbangan dan purna jual. Timbangan yang dihasilkan oleh perusahaan tersebut cukup beragam, mulai dari timbangan sayur-mayur, timbangan mekanik, timbangan jembatan sampai timbangan dengan sistem terkomputerisasi. Timbangan-timbangan yang diproduksi tersebut telah mempunyai standar yang telah ditetapkan oleh perusahaan yang bervariasi dari kapasitas 50 kg sampai dengan kapasitas 120.000 kg.
lain: timbangan duduk, bobot ingsut, ternak, dan jembatan. Timbangan yang diproduksi tersebut sudah mulai mengalami perkembangan dari sistem mekanik menjadi sistem elektronik (digital) dan terkomputerisasi. Perkembangan selanjutnya dari sistem yang terkomputerisasi ditingkatkan menjadi sistem berbasis Local Area Network (LAN).
2.2. Ruang Lingkup Bidang Usaha
PT Indodacin Presisi Utama adalah perusahaan yang bergerak dalam bidang produksi dan perakitan timbangan. Timbangan yang diproduksi berupa timbangan jembatan industri, timbangan mekanik, timbangan duduk, bobot ingsut serta konversi dari sistem mekanik menjadi sistem elektronik dan komputerisasi.
Berbagai jenis spesifikasi timbangan yang diproduksi adalah: 1. Timbangan jembatan kapasitas sampai dengan 120.000 kg
2. Timbangan mekanik dan elektronik dengan kapasitas 1.000 kg sampai dengan 10.000 kg
3. Timbangan duduk/meja kapasitas 50 kg, 150 kg, 300 kg, dan 500 kg 4. Timbangan gantung elektronik kapasitas 3 kg sampai dengan 15.000 kg
diukur. Timbangan tipe hybrid merupakan timbangan dengan sistem kerja mekanik dan elektronik/digital dalam mengukur berat dari suatu benda.
Gambar 2.1. Timbangan Mekanik Jenis CB
2.3. Organisasi dan Manajemen
2.3.1. Struktur Organisasi Perusahaan
Dalam suatu organisasi, tugas dan tanggung jawab dari setiap personil sangat diperlukan, agar tercipta suatu kejelasan arah dan koordinasi. PT. Indodacin Presisi Utama menggunakan bentuk organisasi garis. Dilihat dari struktur organisasinya, bentuk pelimpahan tugas dilakukan berdasarkan bagian dan fungsi masing-masing bagian, sehingga struktur pelaporan dan pertanggung jawaban hasil pekerjaan dapat dilaksanakan dengan baik. Struktur organisasi PT. Indodacin Presisi Utama dapat dilihat pada Gambar 2.1.
2.3.2. Uraian Tugas dan Tanggung Jawab
PIMPINAN
Manajer Marketing
Manajer HRD Manajer
Keuangan
Ka Bag Divisi Komersil dan Industri
Ka Bag Divisi Jembatan
Supervisor keuangan dan akuntansi Supervisor
Marketing
Staf personalia
Koordinator workshop
Mandor Lapangan Jembatan Mandor lapangan
komersil dan Industri
Staf Gudang Sparepart dan
komponen
Koordinator Gudang umum
Supervisor Service
Staf service
untuk menduduki jabatan tertentu yang mampu menjalankan tugas, wewenang dan tanggung jawab yang dibebankan sesuai dengan jabatan tersebut. Uraian tugas dan tanggung jawab untuk masing-masing jabatan pada PT. Indodacin Presisi Utama adalah :
1. Pimpinan
Pimpinan merupakan pemimpin tertinggi perusahaan dan juga selaku pemilik perusahaan. Perincian tugasnya adalah :
a. Sebagai pimpinan tertinggi perusahaan yang membidangi pengembangan perusahaan, pengadaan modal dan pengeluaran modal.
b. Membuat dan mengatur strategi perusahaan untuk mencapai target. c. Menciptakan suasana yang baik dalam perusahaan dimana personil dapat
melakukan kewajibannya dengan efektif.
d. Memimpin, mendidik, mengarahkan, membina kerjasama, memberikan motivasi serta mengawasi kegiatan-kegiatan yang telah direalisasikan oleh perencanaan yang telah disetujui bersama.
e. Memberikan kekuasaan (mandat) kepada para manajer, dan bawahan yang ditunjuk dan berhubungan langsung dengan pimpinan.
f. Bertanggung jawab penuh pada kondisi dan kemajuan perusahan. 2. Manajer Marketing
a. Memimpin bagian pemasaran dan menetapkan segala kebijaksanaan dan peraturan perusahaan di bagian pemasaran.
b. Menentukan kebijaksanaan dan strategi pemasaran perusahaan yang mencakup jenis produk yang akan dipasarkan, harga, pendistribusian dan promosi.
c. Merencanakan dan mengendalikan pelaksanaan kegiatan bagian pemasaran.
d. Mempunyai wewenang untuk menentukan keputusan penjualan produk. e. Mempunyai wewenang untuk memberikan saran pada Pimpinan dalam
hal pemasaran.
f. Mengembangkan, melaksanakan dan memberikan input, sasaran jangka pendek dan strategi yang berkenaan dengan kegiatan pemasaran dan penjualan.
g. Bertanggungjawab kepada Pimpinan atas kelancaran kegiatan-kegiatan pemasaran.
3. Manajer HRD
Manajer HRD mempunyai tanggung jawab terhadap pelaksanaan administrasi karyawan, perekrutan dan pemberhentian karryawan, serta alokasi karyawan berdasarkan kemampuan karyawan dan kebutuhan perusahaan. Tugas dan wewenangnya adalah :
b. Mengelola kegiatan pelatihan untuk peningkatan sumber daya manusia dari karyawan.
c. Melaksanakan segala urusan administrasi informasi perusahaan internal dan eksternal perusahaan.
d. Menjalin hubungan yang baik antar karyawan dan mengatur kegiatan yang berhubungan dengan karyawan.
e. Membuat laporan pertanggungjawaban kepada pimpinan mengenai bidang tugasnya.
4. Koordinator Workshop
Koordinator workshop merupakan pengelola lantai produksi dan bertanggung jawab terhadap segala kondisi yang terjadi di lantai pabrik. Uraian tugas dan tanggung jawabnya adalah:
a. Membantu pimpinan dalam mengawasi keadaan di lantai pabrik.
b. Mangarahkan dan melakukan perencanaan kegiatan di lantai parbik secara umum.
c. Mengkoordinir dan mengawasi tugas-tugas yang didelegasikan kepada tiap personil di bawahnya dan menjalin hubungan kerja yang baik.
d. Mengawasi dan memeriksa penggunaan semua persediaan selain persediaan komponen dan sparepart untuk produksi yang ada di lantai pabrik
5. Manajer Keuangan
Manajer keuangan bertanggung jawab dalam mengatur keuangan perusahaan serta sistem akuntansi yang ada di perusahaan, serta penganggaran keuangan perusahaan. Perincian tugas dan wewenangnya adalah :
a. Mengkoordinir dan mengawasi semua pelaksanaan kegiatan keuangan. b. Membantu pimpinan dalam merumuskan rencana anggaran perusahaan. c. Bertanggung jawab atas dana dan dokumen-dokumen penting yang
disimpan dalam bentuk kas perusahaan.
d. Membuat laporan secara periodik kepada pimpinan.
e. Mengadakan penelitian kepegawaian seperti masalah pengembangan perusahaan, evaluasi kerja, gaji dan upah karyawan.
f. Bertanggungjawab kepada pimpinan atas pelaksanaan kegiatan di bagian keuangan.
6. Supervisor Service
Supervisor service bertanggung jawab terhadap pelaksanaan service yang merupakan layanan purna jual yang disediakan oleh perusahaan. Uraian tugas dan tanggung jawabnya adalah:
a. Mengatur alokasi teknisi ke daerah yang memerlukan layanan purna jual sesuai permintaan pelanggan.
b. Mengarahkan para teknisi dalam melaksanakan tugasnya.
c. Meminta pertanggungjawaban dari teknisi yang sedang melaksanakan tugasnya.
7. Supervisor Marketing
Supervisor marketing bertanggung jawab terhadap pelaksanaan marketing yang direncanakan bersama dengan manajer marketing yang. Uraian tugas dan tanggung jawabnya adalah:
a. Mengarahkan dan menyampaikan target dan strategi pemasaran yang akan dicapai sesuai rencana yang dilakukan.
b. Melakukan pengawasan terhadap pelaksanaan rencana marketing oleh karyawan marketing.
c. Membuat laporan pertanggungjawaban pencapaian target yang telah ditentukan oleh manajer marketing.
8. Supervisor Keuangan dan Akuntansi
Supervisor keuangan bertanggun jawab terhadap pelaksanaan kegiatan keuangan harian baik berupa aliran dana masuk dan keluar perusahaan yang berkaitan dengan keuangan perusahaan. Tugas dan wewenangnya adalah:
a. Menyusun laporan keuangan harian kepada manajer keuangan.
b. Melakukan pencatatan transaksi keuangan harian dan rekapitulasi transaksi setiap periode secara berkala.
c. Membantu penyusunan anggaran pendapatan dan belanja perusahaan sesuai dengan hasil yang diharapkan.
d. Memberikan laporan keuangan kepada pihak pemerintah untuk menetapkan besarnya pajak yang harus dibayar perusahaan.
9. Staf Personalia
Staf personalia bertanggung jawab atas segala urusan administrasi harian yang ada di perusahaan. Tugas dan wewenannya adalah :
a. Membantu manajer HRD dalam kegiatan administrasi. b. Membuat laporan administrasi secara periodik kepada atasan.
c. Mengawasi dan mengurus administrasi dan aktivitas karyawan maupun non karyawan dalam lingkungan perusahaan.
d. Merencanakan seleksi karyawan yang akan direkrut untuk dipekerjakan dalam kegiatan produksi maupun lainnya.
e. Mengurus arsip karyawan. 10.Ka Bag Divisi Komersil
Kepala Bagian divisi komersil bertanggung jawab terhadap semua aktivitas produksi timbangan komersil yang ada di lantai pabrik, dan persediaan timbangan komersil. Uraian tugas dan tanggung jawabnya adalah:
a. Merencanakan jadwal produksi timbangan komersil dengan mempertimbangkan permintaan pelanggan yang disampaikan dari koordinator workshop.
b. Mengawasi dan merencanakan aktivitas produksi timbangan komersil c. Melakukan pembelian bahan baku dengan berkoordinasi dengan
koordinator workshop.
d. Mengawasi penerimaan bahan baku dan pengeluaran timbangan komersil. e. Bertanggung jawab terhadap aktivitas produksi timbangan komersil dalam
11.Koordinator Gudang Umum
Tugas dan tanggung jawabnya adalah:
a. Melakukan pengadaan barang dalam gudang umum dan teknisi.
b. Mengawasi penerimaan dan pengeluaran dari gudang umum dan teknisi. c. Bertanggung jawab terhadap kondisi barang dalam gudang umum dan
teknisi kepada koordinator workshop. 12.Ka Bag Divisi Industri
Kepala Bagian divisi industri bertanggung jawab terhadap semua aktivitas produksi timbangan industri yang ada di lantai pabrik. Uraian tugas dan tanggung jawabnya adalah:
a. Merencanakan jadwal produksi timbangan industri sesuai permintaan pelanggan yang disampaikan dari koordinator workshop.
b. Mengawasi dan merencanakan aktivitas produksi timbangan industri
c. Melakukan pembelian bahan baku dengan berkoordinasi dengan koordinator workshop.
d. Mengawasi penerimaan bahan baku dan pengeluaran timbangan industri. e. Bertanggung jawab terhadap aktivitas produksi timbangan industri dalam
pencapaian target. 13.Mandor Lapangan Komersil
Tugas dan tanggung jawabnya:
b. Mengawasi kerja para pekerja di bagian komersil dan mengarahkan pekerja dalam mencapai target produksi.
c. Bertanggung jawab terhadap hasil produksi komponen maupun timbangan komersil yang dicapai per hari.
14.Mandor Lapangan Industri
Tugas dan tanggung jawabnya adalah:
a. Melakukan aktivitas produksi timbangan industry sesuai dengan jadwal yang ditentukan kepala bagian industri.
b. Mengawasi kerja para pekerja dan mengarahkan pekerja dalam pencapaian target pekerjaan.
c. Bertanggung jawab terhadap hasil kerja yang dicapai per hari. 15.Staf Gudang Sparepart dan Komponen
Staf gudang sparepart dan komponen bertanggung jawab terhadap kondisi semua persediaan yang ada di gudang sparepart dan komponen. Uraian tugas dan tanggung jawabnya adalah:
a. Melakukan pengadaan sparepart dalam gudang spaepart dna komponen. b. Mengawasi penerimaan dan pengeluaran sparepart dan komponen ke/dari
gudang sparepart dan komponen.
c. Bertanggung jawab terhadap kondisi sparepart dan komponen dalam gudang sparepart dan komponen kepada kepala bagian divisi komersil. 16.Staf Service
a. Mengawasi pelaksanaan service dari setiap teknisi yang bertugas b. Membuat laporan pertanggungjawaban pelaksanaan service
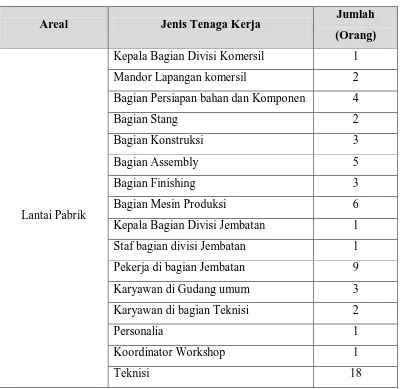
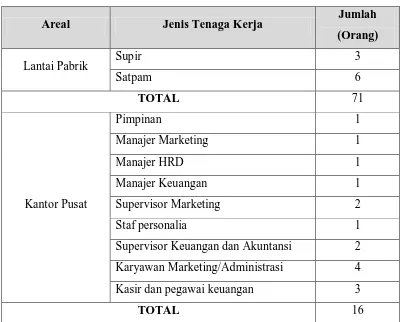
2.3.3. Tenaga Kerja dan Jam Kerja Perusahaan
[image:35.595.108.511.355.744.2]Jumlah karyawan di PT. Indodacin Presisi Utama adalah 87 orang dengan 71 orang di bagian lantai pabrik sedangkan 16 orang berada di kantor pusat. Rincian jumlah tenaga kerja dapat dilihat pada Tabel 2.1.
Tabel 2.1. Tenaga Kerja yang Digunakan
Areal Jenis Tenaga Kerja Jumlah
(Orang)
Lantai Pabrik
Kepala Bagian Divisi Komersil 1
Mandor Lapangan komersil 2
Bagian Persiapan bahan dan Komponen 4
Bagian Stang 2
Bagian Konstruksi 3
Bagian Assembly 5
Bagian Finishing 3
Bagian Mesin Produksi 6
Kepala Bagian Divisi Jembatan 1 Staf bagian divisi Jembatan 1 Pekerja di bagian Jembatan 9
Karyawan di Gudang umum 3
Karyawan di bagian Teknisi 2
Personalia 1
Koordinator Workshop 1
sambungan
Tabel 2.1. Tenaga Kerja yang Digunakan (Lanjutan)
Areal Jenis Tenaga Kerja Jumlah
(Orang)
Lantai Pabrik Supir 3
Satpam 6
TOTAL 71
Kantor Pusat
Pimpinan 1
Manajer Marketing 1
Manajer HRD 1
Manajer Keuangan 1
Supervisor Marketing 2
Staf personalia 1
Supervisor Keuangan dan Akuntansi 2 Karyawan Marketing/Administrasi 4 Kasir dan pegawai keuangan 3
TOTAL 16
Sumber : PT. Indodacin Presisi Utama
[image:36.595.106.509.162.484.2]Jadwal dan jam kerja karyawan di PT. Indodacin Presisi Utama dapat dilihat pada Tabel 2.2.
Tabel 2.2. Jadwal Kerja Karyawan
Hari Jam Kerja Istirahat
Senin – Kamis 08.00 – 16.00 WIB 12.00 – 13.00 WIB Jum’at 08.00 – 16.30 WIB 12.00 – 13.30 WIB Sabtu 08.00 – 14.00 WIB 12.00-13.00 WIB
Minggu - -
2.3.4. Sistem Pengupahan dan Fasilitas Lainnya
Sistem pengupahan yang dilakukan oleh pihak manajemen PT Indodacin Presisi Utama adalah sebagai berikut:
1. Pemberian upah kepada pekerja harian diberikan secara per minggu pada hari sabtu atau hari terakhir kerja dalam satu minggu.
2. Pemberian upah kepada karyawan kontrakan diberikan setiap tanggal 15 3. Pemberian gaji kepada karyawan tetap dilakukan pada tanggal 4 setiap
bulannya.
Selain itu, fasilitas lainnya yang diberikan perusahaan antara lain berupa: a. Jaminan sosial tenaga kerja
Pihak perusahaan memberikan asuransi jaminan sosial tenaga kerja jika terjadi sesuatu yang dapat menyebabkan kecelakaan kerja.
b. Pemberian cuti/izin
Pihak perusahaan memberikan cuti tahunan atau cuti hari besar agama dan cuti sakit kepada karyawan, serta izin melahirkan, izin acara pernikahan, dan pemakaman.
c. Tunjangan hari besar agama
Pihak perusahaan memberikan tunjangan hari besar agama kepada karyawan.
2.4. Proses Produksi
sumber atau input menjadi hasil atau output, sehingga hasil yang berupa barang atau jasa serta hasil sampingannya memiliki nilai tambah yang lebih bermanfaat. Pengolahan atau pengubahan pada proses tersebut dapat terjadi secara fisik maupun non fisik yang berupa perubahan bentuk, dimensi serta sifat. Nilai tambah adalah nilai keluaran yang bertambah secara fungsional dan secara ekonomis.
Setiap perusahaan mempunyai keinginan untuk meningkatkan produktivitasnya, sehingga diperlukan pemahaman terhadap proses produksi yang ada agar dapat mempermudah dalam menganalisis kerja perusahaan guna perbaikan sistem kerja. Untuk itu perlu diketahui proses produksi yang berlaku di PT. Indodacin Presisi Utama yang meliputi bahan baku, bahan penolong, bahan tambahan, mesin dan peralatan yang digunakan serta tahapan proses produksi.
2.4.1. Bahan yang Digunakan
Bahan-bahan yang digunakan dalam proses produksi timbangan dapat dikelompokkan dalam bahan baku, dan bahan tambahan.
2.4.1.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam pembuatan produk, ikut dalam proses produksi dan memiliki persentase yang besar dibandingkan bahan lainnya. Bahan baku yang digunakan dalam proses pembuatan timbangan adalah:
1. Plat logam
2. Besi beton
Ukuran diameter besi beton bervariasi dari 5 mm sampai 23,5 mm. 3. As beton
Ukuran diameter as beton bervariasi dari 16 mm sampai 36 mm. 4. Pipa besi
Ukuran diameter pipa besi bervariasi dari 21 mm sampai 2 inchi dengan ketebalan 1,5 mm.
2.4.1.2. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan secara langsung untuk penambahan nilai dari produk dan bukan merupakan komponen utama dalam produk tersebut, akan tetapi mempengaruhi nilai produk tersebut. Bahan tambahan yang digunakan dalam proses pembuatan timbangan adalah:
1. Cat
Cat digunakan sebagai bahan tambahan dalam melapisi permukaan timbangan untuk menghindari perkaratan terhadap timbangan dan mempercantik timbangan yang dihasilkan.
2. Thinner
Thinner digunakan bersama dengan cat. Thinner akan dicampurkan ke dalam cat, sebelum dilakukan pengecatan terhadap timbangan yang dihasilkan 3. Air
4. Karton
Karton digunakan untuk pengepakan timbangan yang dihasilkan.
2.4.1. Standar Mutu Bahan/Produk
Dalam menghasilkan produknya, PT Indodacin Presisi Utama mempunyai standar produk yang cukup tinggi dengan proses pemeriksaan yang cukup ketat. Standar yang diberikan oleh pihak perusahaan untuk semua jenis timbangannya adalah dengan memberikan toleransi sebesar 0,2 % terhadap spesifikasi dari produk akhir. Oleh karena itu, pemeriksaan terhadap hasil produksi dari setiap bagian akan diperiksa dengan teliti agar spesifikasi timbangan yang dihasilkan tidak melewati batas toleransi yang diizinkan.
Spesifikasi bahan/produk yang cukup diperhatikan oleh pihak perusahaan adalah:
1. Ukuran dimensi dan bentuk
Untuk ukuran dari bahan baku yang masuk, dilakukan pengecekan langsung ketika bahan diturunkan. Pengecekan dilakukan terhadap sebagian bahan yang masuk dengan memperhatikan kesesuaian pesanan bahan baku dengan bahan baku yang datang.
2. Tingkat kekerasan bahan logam
Untuk bahan baku yang berupa logam akan dilakukan pengecekan terhadap kekerasan dari bahan yang masuk dengan mengambil sampel dari bahan yang masuk, dan kemudian dilakukan pengecekan dengan dikerjakan pada mesin. Apabila tingkat kekerasan dari bahan tersebut tidak sesuai, maka bahan akan dikembalikan.
3. Keakurasian skala timbangan
Tingkat keakurasian skala timbangan diperiksa oleh pihak perusahaan dan juga oleh Tera Metrologi.
2.4.3. Uraian Proses Produksi
Uraian proses produksi timbangan di PT Indodacin Presisi Utama adalah sebagai berikut:
1. Persiapan Bahan
komponen yang akan dibuat. Plat logam tersebut digunakan sebagai bahan baku dalam permbuatan meja timbangan, body timbangan, kap, plat dudukan, dan komponen timbangan kecil lainnya yang berbentuk pipih seperti plat. Pipa besi, as beton dan besi beton yang berukuran panjang akan dipotong dengan mesin gunting yang berukuran kecil sesuai dengan ukuran yang diperlukan. Kemudian hasil potongan tersebut akan diproses dengan mesin bor sesuai kebutuhan terhadap komponen yang akan dibuat. Pipa besi tersebut akan digunakan sebagai bahan baku dalam pembuatan tuas timbangan dan as.
2. Komponen dan stang
Pada bagian ini, akan dilakukan pembentukan terhadap komponen-konponen timbangan yang memerlukan proses pembubutan dan penyekrapan. Pada bagian ini terdapat mesin bubut, dan mesin skrap yang bertujuan untuk melakukan proses lanjutan dari sebagian komponen yang dihasilkan dari bagian persiapan bahan, dan juga dari konstruksi.
Selain itu, stang yang merupakan salah satu komponen inti timbangan akan diproses pada tahap ini. Plat kuningan akan diproses menjadi stang kuningan dengan dipotong sesuai ukuran stang yang diperlukan, dan kemudian akan dilakukan perakitan dengan blok kuningan, blok pemberat nol, stang ferdeling, anting-anting, penunjuk jarum nol, dan komponen stang lainnya.
3. Konstruksi
dengan kepala body, body belakang dan kepala body. Bagian konstruksi menggunakan mesin las dan peralatan seperti martil, pattern, dan alat perkakas lainnya. Selain rangka timbangan, landasan timbangan yang terdiri dari meja dan pagar timbangan akan dirakit di sini. Perakitan terhadap landasan dilakukan dengan mengelas bunga pagar dengan bingkai pagar dan tapak pagar, sementara itu, bagian meja akan dirakit dengan kaki meja panjang dan pendek dengan penahan siku. Setelah itu, meja dan pagar akan dirakit menjadi satu dengan mesin las. Sebagian besar pekerjaan merakit ini dilakukan dengan bantuan pattern yang sudah ada sehingga dapat mengurangi kesalahan perakitan yang terjadi. Selain itu, proses penyambungan tuas timbangan juga dilakukan di sini. proses perakitan tuas dilakukan dengan merakit as tuas, tuas utama dengan tapak tuas menjadi tuas pendek. Sementara itu, as tuas akan dirakit dengan tuas utama, rumah kepala tuas, kepala tuas, dan plat blok geser. Setalah itu, hasil rakitan tersebut akan disambung dengan tuas pendek membentuk tuas panjang. Kemudian proses pembentukan tiang dan kap timbangan dilakukan di bagian ini. Tiang akan disambungkan dengan kap timbangan dengan mesin las, kemudian akan dibuat ring as sokong dan tiang sokong. Setelah itu baru akan dibawa ke bagian assembly untuk dirakit.
Semua pekerjaan yang sebagian besar memerlukan proses pengerjaan pengelasan akan dilakukan di bagian ini.
4. Assembly
stang. Proses perakitan dilakukan dengan merakit tuas timbangan menjadi satu (tuas pendek dan tuas panjang) dengan anting-anting, pikulan, dan trek, dan kemudian memasangkan ke dalam body timbangan yang telah dipasang roda sebelumnya. Setelah itu, akan dilakukan pemasangan tiang timbangan dengan tapak tiang atas dan tapak tiang bawah ke body timbangan. Setelah itu akan dilakukan pemasangan tiang sokong untuk tiang timbangan. Kemudian akan dilakukan pemasangan kap timbangan dan stang timbangan ke tiang timbangan bagian atas. Setelah itu, maka akan dipasang platform/landasan timbangan. Kemudian setelah itu akan dilakukan penyetelan sudut dan muat terhadap timbangan yang telah dirakit tersebut. Apabila telah lulus penyetelan dan inspeksi, maka akan dilakukan pengiriman ke Tera Metrologi untuk dilakukan pengecekan dan pengaturan timbangan agar dapat berfungsi dengan baik dan benar/akurat.
5. Finishing
2.4.4. Mesin dan Peralatan
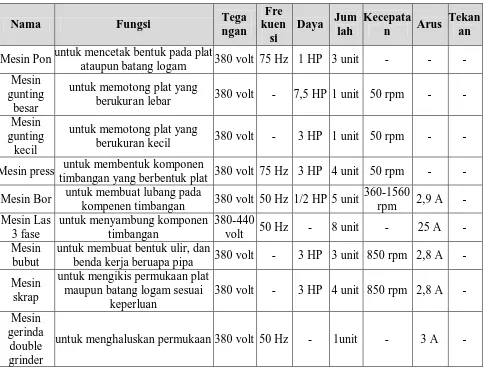
2.4.4.1.Mesin Produksi
PT. Indodacin Presisi Utama dalam melakukan aktivitas produksi menggunakan teknologi semi otomatis yaitu dengan menggunakan tenaga manusia untuk melakukan sebagian besar proses produksi, dan dengan mesin untuk mengerjakan proses yang tidak mampu dikerjakan manusia.
[image:45.595.84.568.386.754.2]Mesin-mesin yang digunakan dalam proses perakitan timbangan mekanik dapat dilihat pada Tabel 2.3.
Tabel 2.3. Mesin Produksi
Nama Fungsi Tega
ngan
Fre kuen
si
Daya Jum lah
Kecepata
n Arus
Tekan an
Mesin Pon untuk mencetak bentuk pada plat
ataupun batang logam 380 volt 75 Hz 1 HP 3 unit - - - Mesin
gunting besar
untuk memotong plat yang
berukuran lebar 380 volt - 7,5 HP 1 unit 50 rpm - - Mesin
gunting kecil
untuk memotong plat yang
berukuran kecil 380 volt - 3 HP 1 unit 50 rpm - - Mesin press untuk membentuk komponen
timbangan yang berbentuk plat 380 volt 75 Hz 3 HP 4 unit 50 rpm - - Mesin Bor untuk membuat lubang pada
kompenen timbangan 380 volt 50 Hz 1/2 HP 5 unit
360-1560
rpm 2,9 A - Mesin Las
3 fase
untuk menyambung komponen timbangan
380-440
volt 50 Hz - 8 unit - 25 A - Mesin
bubut
untuk membuat bentuk ulir, dan
benda kerja beruapa pipa 380 volt - 3 HP 3 unit 850 rpm 2,8 A - Mesin
skrap
untuk mengikis permukaan plat maupun batang logam sesuai
keperluan
380 volt - 3 HP 4 unit 850 rpm 2,8 A - Mesin
gerinda double grinder
sambungan
Tabel 2.3. Mesin Produksi (Lanjutan)
Nama Fungsi Tega
ngan
Fre kuen
si
Daya Jum lah
Kecepata
n Arus
Tekan an
Mesin polisher
untuk menghaluskan dan
membersihkan timbangan 380 volt - 860 W 1unit 1400 rpm - - Mesin
kompressor
untuk memberikan tekanan air
dalam membersihkan timbangan 380 volt - 2200 W 1unit 1200 rpm - 8 atm
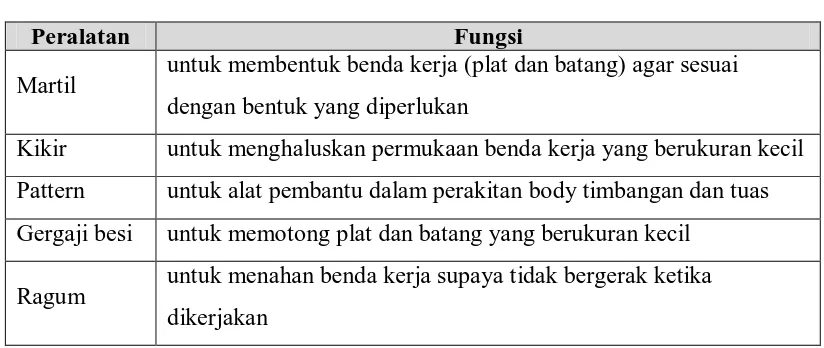
2.4.4.2.Peralatan (Equipment)
Peralatan yang digunakan dalam proses perakitan timbangan mekanik dapat dilihat pada Tabel 2.4.
Tabel 2.4. Peralatan Produksi
Peralatan Fungsi
Martil untuk membentuk benda kerja (plat dan batang) agar sesuai dengan bentuk yang diperlukan
Kikir untuk menghaluskan permukaan benda kerja yang berukuran kecil Pattern untuk alat pembantu dalam perakitan body timbangan dan tuas Gergaji besi untuk memotong plat dan batang yang berukuran kecil
BAB III
TINJAUAN PUSTAKA
3.1. Sistem Produksi
3.1.1. Pengertian Sistem Produksi
Sistem produksi merupakan kumpulan dari sub sistem yang saling berinteraksi dengan tujuan mentransformasi input produksi menjadi output produksi (Ginting, 2007). Input produksi ini dapat berupa bahan baku, mesin, tenaga kerja, modal dan informasi. Output produksi merupakan produk yang dihasilkan dan juga hasil sampingannya, seperti limbah, informasi, dan sebagainya.
Konsep dasar sistem produksi terdiri dari: 1. Elemen input dalam sistem produksi
Pada dasarnya input dalam sistem produksi diklasifikasikan ke dalam dua jenis yaitu: input tetap (banyaknya input tidak tergantung kepada jumlah yang akan diproduksi) dan input variabel (banyaknya input tergantung kepada jumlah yang akan diproduksi).
2. Proses dalam sistem produksi
3. Elemen output dalam sistem produksi
Output dari proses dalam sistem produksi dapat berbentuk barang dan/atau jasa.
Parameter sistem produksi adalah:
1. Produksi, adalah kegiatan menghasilkan barang dan jasa
2. Produktivitas, adalah pemanfaatan sumber daya yang efisien untuk menghasilkan barang dan jasa
3. Efisiensi, yaitu rasio keluaran yang dihasilkan terhadap keluaran yang diharapkan
4. Efektivitas, yaitu tingkat pencapaian tujuan
5. Utilitas, adalah kemampuan suatu barang atau jasa dalam memenuhi kebutuhan
6. Kualitas, adalah suatu cirri, sifat, derajat, jenis, pangkat, standar atau penilaian yang membedakan suatu hal dari hal lainnya
7. Kapasitas, adalah jumlah keseluruhan yang mungkin dicapai oleh pabrik dan perlengkapan yang ada
8. Fleksibilitas, adalah sifat peralatan yang bisa berubah sesuai dengan tujuan yang diinginkan.
3.1.2. Kapasitas Produksi
tujuan perusahaan. Oleh sebab itu, terdapat tiga fungsi perencanaan kapasitas yaitu:
1. Membangun sumber data produksi secara keseluruhan. 2. Mempengaruhi biaya dan kompetisi.
3. Menentukan kapan dan bagaimana meningkatkan kapasitas.
Kapasitas dalam kaitannya dengan manajemen operasi didefinisikan sebagai jumlah output (produk) maksimum yang dapat dihasilkan suatu fasilitas produksi dalam suatu selang waktu tertentu.
Dalam kaitannya dengan definisi tersebut, maka perencanaan kapasitas berusaha untuk mengintegrasikan faktor-faktor produksi untuk meminimalisasi ongkos fasilitas produksi. Dengan kata lain, keputusan yang mengangkut kapasitas produksi harus mempertimbangkan faktor-faktor ekonomis fasilitas produksi tersebut, termasuk di dalamnya efisiensi dan utilitasnya.
Adapun faktor-faktor yang mempengaruhi pembentukan kapasitas efektif adalah rancangan produk, kualitas bahan yang digunakan, sikap dan motivasi tenaga kerja, perawatan mesin/fasilitas, serta rancangan pekerjaan.
3.2. Simulasi
3.2.1. Pengertian Simulasi
berkaitan dengan kehadiran dan keberadaan dari aktivitas dan peristiwa dalam bentuk riil.
Simulasi dapat juga didefinisikan suatu teknik yang dapat digunakan untuk memecahkan model-model dari golongan yang sangat luas. sehingga dapat dikatakan “Jika semua cara yang lain gagal, cobalah simulasi” (Schroeder, 1989).
Model-model simulasi termasuk permainan bisnis, analog simulator, dan simulator penerbangan, menggambarkan situasi yang nyata dalam istilah suatu model. Pada umumnya simulasi digunakan model-model dinamis dari periode waktu ke periode waktu berikutnya.
Simulasi digunakan dalam situasi dimana sangat mahal atau sangat sulit untuk melakukan percobaan dalam situasi yang nyata. Dalam kasus seperti itu, akibat dari suatu keputusan dapat diuji pada suatu model simulasi sebelum keputusan tersebut dilaksanakan.
Meskipun model analitik sangat berguna dan sering digunakan, namun masih terdapat beberapa keterbatasan, yaitu :
2. Model matematika yang konvensional sering tidak mampu menyajikan sistem nyata yang lebih besar dan rumit (kompleks). Sehingga sukar untuk membangun model analitik untuk sistem nyata yang demikian. Kalaupun model matematika mampu menyajikan sistem nyata yang kompleks demikian, tetapi bisa jadi tidak mungkin diselesaikan dengan hanya menggunakan teknik analitis yang sudah ada. Seperti sistem pedesaan yang dikaitkan dengan faktor ekonomi, sosial, politik, dan lain-lain.
3. Model analitik terbatas pemakaiannya dalam hal-hal yang tidak pasti dan aspek dinamis (faktor waktu) dari persoalan manajemen.
Berdasarkan hal di atas, maka konsep simulasi dan penggunaan model simulasi merupakan solusi terhadap ketidakmampuan dari model analitik. Beberapa alasan yang dapat menunjang kesimpulan di atas adalah sebagai berikut:
1. Simulasi dapat memberi solusi kalau model analitik gagal melakukannya 2. Model simulasi lebih realistis terhadap sistem nyata karena memerlukan
asumsi yang lebih sedikit. Misalnya, tenggang waktu dalam model persediaan tidak perlu harus deterministik.
3. Perubahan konfigurasi dan struktur dapat dilaksanakan lebih mudah untuk menjawab pertanyaan: what happen if… Misalnya, banyak aturan dapat dicoba untuk mengubah jumlah langganan dalam sistem antrian.
4. Dalam banyak hal, simulasi lebih murah dari percobaannya sendiri. 5. Simulasi dapat digunakan untuk maksud pendidikan.
Namun, model simulasi juga memiliki beberapa kekurangan, yaitu :
1. Simulasi bukanlah presisi dan juga bukan suatu proses optimisasi. Simulasi tidak menghasilkan solusi, tetapi ia menghasilkan cara untuk menilai solusi termasuk solusi optimal.
2. Model simulasi yang baik dan efektif sangat mahal dan membutuhkan waktu yang lama dibandingkan dengan model analitik.
3. Tidak semua situasi dapat dinilai melalui simulasi kecuali situasi yang memuat ketidakpastian.
3.2.2. Model
Model adalah suatu representasi dalam bahasa tertentu (yang disepakati) dari suatu sistem nyata. Adapun sistem nyata adalah sistem yang sedang berlangsung dalam kehidupan, sistem yang dijadikan titik perhatian dan dipermasalahkan (Simatupang, 1994).
Pemodelan adalah proses membentuk sebuah model dari suatu sistem nyata dalam bahasa formal tertentu. Pemodelan menyangkut kemampuan untuk menampilkan persoalan dan juga metodologi untuk menganalisis persoalan. Hasil akhir dari pemodelan adalah model dan ukuran keberhasilan pemodelan bukan dilihat dari besar dan rumitnya model, tetapi kecukupan jawab terhadap permasalahan yang ditinjau.
3.2.3. Model-model Simulasi
1. Statis atau dinamis
Model simulasi statis, merepresentasikan suatu sistem pada waktu tertentu. Salah satu tipe yang paling umum dari simulasi statis menggunakan bilangan
random untuk menyelesaikan permasalahan, biasanya stokastik, dan
bergulirnya waktu tidak mempunyai peran.
Model simulasi dinamis, merepresentasikan suatu sistem yang berubah terhadap waktu, contohnya simulasi dari mesin CNC yang bekerja 40 jam per minggu.
2. Deterministik atau stokastik
Model simulasi deterministik, mengasumsikan tidak ada variabilitas dalam parameter model dan, oleh karenanya, tidak melibatkan variabel random. Jika model deterministik dijalankan atas nilai masukan yang sama, maka akan selalu menghasilkan nilai yang sama. Keluaran dari sekali menjalankan model simulasi deterministik merupakan nilai nyata dari performasi model. Model simulasi stokastik, berisikan satu atau beberapa variabel random untuk menjelaskan proses dalam sistem yang diamati. Keluaran dari model simulasi stokastik adalah random dan oleh karenanya hanya merupakan perkiraan dari karakteristik sesungguhnya dari model. Maka, diperlukan beberapa kali menjalankan model, dan hasilnya hanya merupakan perkiraan dari performasi yang diharapkan dari model atau sistem yang diamati.
3. Kontinu atau diskrit
variabel posisi dan kecepatan berubah secara kontinyu terhadap satu dengan lainnya.
Model simulasi diskrit, kondisi variabel berubah hanya pada beberapa titik (tertentu, yang dapat dihitung) dalam waktu. Kebanyakan dari sistem manufaktur dimodelkan sebagai simulasi kejadian dinamis, diskrit, stokastik dan menggunakan variabel random untuk memodelkan rentang kedatangan, antrian, proses, dan sebagainya.
3.2.4. Perancangan Model Simulasi
Dalam pembentukan model, harus diperhatikan faktor apa saja yang mempengaruhi perilaku dari sistemnya, atau dengan kata lain memperhatikan pengertian sistemnya. Dengan demikian dapat ditentukan variabel-variabel apa saja yang menentukan performansi sistem yang diamati, kemudian bagaimana variabel-variabel tersebut dapat dikendalikan dan diatur .
Ada beberapa kriteria yang harus dipenuhi dalam memodelkan suatu sistem, antara lain: model harus mewakili sistem nyatanya, dan model merupakan penyederhanaan dari kompleksnya sistem, sehingga diperbolehkan adanya penyimpangan pada batas-batas tertentu.
kuantitatif, sehingga perlu pengidealan. Tahap pengidealan ini memerlukan pemahaman terhadap aspek fisik sistem yang mendalam berkaitan dengan dunia nyata yang ada.
Karakteristik sistem yang telah diperoleh akan menjadi masukan dalam menunjukkan keterkaitan hubungan antara variabel-variabel penting dalam penyelesaian masalah. Proses merumuskan perilaku model dalam bentuk fungsi-fungsi suatu variabel terhadap variabel lainnya disebut formulasi model. Formulasi dilakukan berdasarkan teori yang berlaku di wilayah sistem asal dan teori matematika yang dapat menjelaskan hubungan tersebut. Interaksi antarvariabel yang kompleks sering disederhanakan dengan menggunakan asumsi yang tepat.
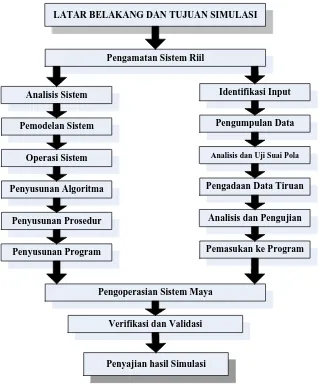
3.2.5. Langkah-langkah dalam Proses Simulasi
Aplikasi simulasi terdiri atas tahapan-tahapan yaitu:
1. Pengamatan sistem riil dalam rangka analisis dan pemodelan sistem, pengumpulan data operasi dan analisis data observasi
2. Penyusunan program ataupun worksheet aplikasi simulasi dan pengadaan data input tiruan yang sesuai
LATAR BELAKANG DAN TUJUAN SIMULASI
Pengamatan Sistem Riil
Analisis Sistem
Pemodelan Sistem
Operasi Sistem
Penyusunan Algoritma
Penyusunan Prosedur
Penyusunan Program
Identifikasi Input
Pengumpulan Data
Analisis dan Uji Suai Pola
Pengadaan Data Tiruan
Analisis dan Pengujian
Pemasukan ke Program
Pengoperasian Sistem Maya
Verifikasi dan Validasi
[image:56.595.152.471.111.495.2]Penyajian hasil Simulasi
Gambar 3.1. Tahapan Simulasi (Napitupulu, 2009)
3.2.6. Verifikasi dan Validasi Model Simulasi
model konseptual yang digunakan sebagai dasar penyusunan prosedur pengoperasian sistem maya.
Validasi model dilakukan dengan mengecek akurasi hasil program simulasi yang telah diverifikasi. Validasi model dapat dilakukan dengan membandingkan hasil simulasi sebagai pengoperasian sistem maya dengan hasil operasi pada sistem riil dengan menggunakan uji statistik. Dalam validasi model, diperlukan penentuan jumlah pengulangan yang didasarkan kepada hasil simulasi yang diperoleh setelah beberapa kali pengulangan dengan rumus:
n X X
n 1 i∑ i = = ; 1 n ) X X ( S n 1 i 2 i − ∑ − = = ; n S t
hw= (n−1,α/2) ;
2 2 / d S Z ' n = α Keterangan:
X = rata-rata hasil simulasi untuk n pengulangan n = jumlah pengulangan awal
S = standar deviasi hasil simulasi untuk n pengulangan
hw = besar deviasi dari nilai tengah X yang dianggap mewakili µ t(n-1,α/2) = besar nilai yang diperoleh dari tabel student-t untuk
Z(α/2) = besar nilai yang diperoleh dari tabel distribusi normal α = tingkat kepercayaan yang digunakan
d = nilai yang sama dengan hw
n’ = jumlah pengulangan yang seharusnya
3.3. Uji Statistik
Uji statistik digunakan untuk melakukan pengujian secara statistik terhadap data aktual dengan data hasil simulasi. Uji statistik yang dilakukan antara lain uji suai pola distribusi dengan uji Kolmogorov-smirnov atau uji Chi Square, uji beda rata-rata dengan uji 2 sample-T, dan uji variansi dengan uji Bartlett.
3.3.1. Uji Suai Pola Distribusi
Pengujian ini dilakukan dengan 2 cara yaitu pengujian dengan Chi Square dan pengujian dengan Kolmogorov-Smirnov. Uji Chi Square disarankan digunakan apabila nilai expected frequency >= 5. Uji Kolmogorov-Smirnov disarankan digunakan pada sampel data yang nilai expected frequency < 5.
Sebelum melakukan pengujian, harus terlebih dahulu menentukan hipotesa yaitu H0 dan H1, yang mana:
H0: Data berdistribusi sesuai pola distribusi tertentu
H1: Data tidak berdistribusi sesuai dengan pola distribusi tertentu.
Untuk pengujian dengan Chi Square, maka harus dilakukan pentabulasian data terlebih dahulu dan kemudian dilakukan perbandingan antara nilai Chi
Square hitung dengan Chi Square tabel. Apabila nilai Chi Square hitung lebih
kecil dari nilai Chi Square tabel, maka Ho diterima. Uji Chi Square dapat digunakan untuk menguji kesesuaian dengan pola distribusi diskrit dan kontinu.
Untuk pengujian dengan menggunakan uji Kolmogorov-Smirnov, yang menjadi perbandingan adalah antara nilai modified form dengan nilai modified
test. Apabila nilai modified form > nilai modified critical value, maka tolak H0 dan begitu pula sebaliknya. Dalam uji Kolmogorov-Smirnov, apabila data diperoleh dari sampel, maka nilai alpha harus dikali 4 untuk mengurangi bias yang dihasilkan (Romeu, 2003). Uji Kolmogorov-Smirnov hanya digunakan untuk pengujian distribusi kontinu saja.
3.3.2. Uji 2 Sample-T
Pengujian ini dilakukan untuk mengetahui perbandingan parameter data antara dua sampel data. Statistik uji 2 Sample-T adalah distibusi t.
Uji 2 Sample-T mempunyai beberapa variasi yaitu:
1. Data dapat berupa data berpasangan atau tidak. Apabila data berpasangan, maka terdapat korespondensi satu-satu antara setiap data dalam kedua sampel, sehingga beda nilai antara kedua data dalam kedua sampel dihitung. Apabila data tidak berpasangan, maka ukuran sampel dari kedua sampel boleh sama dan boleh tidak sama.
2. Variasi kedua sampel diasumsikan sama.
3. Untuk menguji apabila terdapat perbedaan nilai parameter antara populasi yang satu dan populasi yang kedua.
Langkah pengujian adalah sebagai berikut: 1. Tentukan rumusan hipotesa
3. Tentukan wilayah kritik, berdasarkan rumusan hipotesa dan tingkat kepercayaan
Untuk sampel yang diasumsikan memiliki variansi sama v =NA+NB-2
Untuk sampel yang tidak diasumsikan memiliki variansi sama
(
1) (
1)
2 2 2 2 2 2 2 − + − + = B B B A A A B B A A n n S n n S n S n S ν
4. Hitung nilai statistik
Untuk sampel yang diasumsikan memiliki variansi sama
) 2 ( ) 1 ( ) 1
( 2 2
2 − + + − − = Bi A B B A A p n n S n S n S ; + − = B A p B A hitung n n S t 1 1 ) (µ µ
Untuk sampel yang tidak diasumsikan memiliki variansi sama
+ − = B B A A B A hitung n S n S t 2 2 ) (µ µ 5. Kesimpulan
3.3.3. Uji Bartlett
Uji Bartlett digunakan apabila pengujian homogenitas dilakukan terhadap
sampel yang memiliki ukuran sampel yang berbeda.
k = banyaknya kelompok
ni = banyaknya data pada kelompok ke-I n = banyaknya seluruh data
s2i = variansi sampel pada kelompok ke-I
h q 3026 , 2 2 ) 1 k ( − =
χ ; q=(n−k)logsp2 −∑(ni −1)logsi2
∑ − − − − + = k n 1 1 n 1 ) 1 k ( 3 1 1 h i ; k n s ) 1 n ( s 2 i i 2 p − ∑ − =
Pengujian dilakukan menurut langkah 1. Rumusan hipotesis statistika
2. Tentukan nilai taraf signifikansi alpha 3. Statistik uji Bartlett
4. Kriteria pengujian 5. Keputusan
Dalam hal ini distribusi probabilitas pensampelan adalah distribusi probabilitas khi-kuadrat dengan derajat kebebasan (ν) = k − 1
3.3.4. Distribusi Peluang
Distribusi peluang merupakan konsep dasar dalam ilmu statistik dan digunakan dalam tingkat teori maupun praktis. Beberapa penggunaan praktis dari distribusi peluang adalah:
2. Untuk data univariat, sering digunakan untuk menentukan model distribusi yang sesuai untuk data.
3. Uji hipotesa sering didasarkan kepada asumsi distribusi tertentu, sehingga sebelum dilakukan pengujian tertentu, maka harus diverifikasi terlebih dahulu apakah asumsi yang melandasi penggunaan uji tersebut telah dipenuhi oleh data yang akan diuji.
4. Studi simulasi yang memerlukan pembangkitan bilangan random dengan distribusi tertentu sering diperlukan.
Distribusi peluang terdiri atas 2 yaitu: distribusi diskrit dan kontinu. Peluang distribusi diskrit ditunjukkan dalam bentuk matematis p(x), dimana nilai p(x) adalah non-negatif untuk semua bilangan riil x, dan jumlah p(x) untuk semua nilai x adalah 1. Sedangkan peluang distribusi kontinu ditunjukkan dalam bentuk fungsi matematis f(x) dimana nilai f(x) dibatasi oleh 2 buah nilai a dan b yang berfungsi sebagai batas atas dan batas bawah, dan integral dari fungsi peluang f(x) adalah 1. Oleh karena itu, peluang untuk distribusi kontinu harus menggunakan selang interval karena tidak dapat dihitung berdasarkan nilai tunggal (peluang akan bernilai nol), sedangkan peluang untuk distibusi diskrit dapat dihitung untuk suatu nilai tunggal.
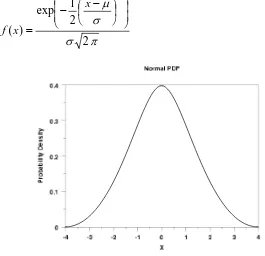
3.3.4.1.Distribusi Normal
Distribusi normal, memiliki karakteristik seperti berikut : 1. Parameter (Kontinu)
2. Domain, -∞ < x < +∞
3. Probability density function
[image:63.595.151.416.178.434.2]π σ σµ 2 2 1 exp ) ( 2 − − = x x f
Gambar 3.2. Pola Distribusi Normal
3.3.4.2.Distribusi Lognormal
Distribusi lognormal, memiliki karakteristik seperti berikut: 1. Parameter (Kontinu)
σ = standar deviasi (σ>0), μ = mean/nilai rata-rata, γ≅ 0 2. Domain, γ < x < +∞
3. Probability density function
Gambar 3.3. Pola Distribusi Lognormal
3.3.4.3.Distribusi Uniform
Distribusi uniform, memiliki karakteristik seperti berikut: 1. Parameter (Kontinu, dan diskrit)
a, b = batas nilai (a < b) 2. Domain, a ≤ x ≤ b
3. Probability density function
a b x f
−
= 1
) (
3.3.4.4.Distribusi Eksponential
Distribusi eksponential, memiliki karakteristik seperti berikut: 1. Parameter (Kontinu)
λ = skala invers (λ >0), γ≅ 0 2. Domain, γ < x < +∞
3. Probability density function
(
)
(
λ λ)
λ − −
= x
x
[image:65.595.124.417.159.511.2]f( ) exp
Gambar 3.5. Pola Distribusi Eksponensial
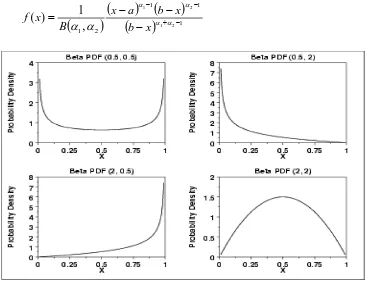
3.3.4.5.Distribusi Beta
Distribusi beta, memiliki karakteristik seperti berikut: 1. Parameter (Kontinu)
α1, α2= parameter bentuk (α1, α2 > 0), a,b = batas nilai parameter (a<b) 2. Domain, a ≤ x ≤ b
(
)
(
(
) (
)
1)
1 12 1
2 1
2 1
, 1 )
( + −
− −
− −
−
= α α α α α α
x b
x b a x B
[image:66.595.129.495.114.395.2]x f
Gambar 3.6. Pola Distribusi Beta
3.4. Line Balancing
Line Balancing (lintasan perakitan) biasanya terdiri dari sederetan area
kerja yang dinamakan stasiun kerja yang ditangani seorang atau lebih operator dan ada kemungkinan ditangani dengan bermacam–macam alat. Masing-masing operator mengerjakan elemen kerja apabila unit produk melewati stasiun kerja. Jadi dalam proses pengerjaan satu unit produk, semua atau hampir semua kerja terlibat dan item yang menjalani pengerjaan akan bertambah komplit pada setiap stasiun.
Menurut tujuan optimisasi yang dipertimbangkan, ada 4 versi masalah
1. Versi-1, untuk meminimisasi jumlah stasiun kerja dengan waktu siklus yang ditentukan.
2. Versi-2, untuk meminimisasi waktu siklus dengan jumlah stasiun kerja yang telah ditentukan.
3. Versi-E, untuk memaksimumkan efisiensi lintasan E
4. Versi-F, untuk menyelesaikan masalah yang mungkin/layak (feasible) untuk waktu siklus dan jumlah stasiun kerja yang telah ditentukan.
Salah satu tujuan dasar dalam menyusun line balancing adalah untuk membentuk dan menyimbangkan beban yang dialokasikan pada tiap stasiun kerja. Tanpa keseimbangan seperti ini, maka akan terjadi sejumlah ketidakefisienan dan peran beberapa stasiun akan mempunyai beban kerja yang lebih banyak dari stasiun kerja yang lainnya.
Waktu yang dibutuhkan menyelesaikan pekerjaan pada masing-masing stasiun kerja biasanya disebut service time atau station time. Sedangkan waktu yang tersedia pada masing-masing stasium kerja disebut waktu siklus.
Pengalokasian elemen-elemen pada stasiun-stasiun kerja dibatasi oleh dua kendala utama, yaitu:
1. Precedence Constraint
komponen-komponen ini yang dikerjakan pertama kali dan di sini dibutuhkan prosedur penyeleksian untuk menentukan prioritas. Kedua, apabila satu komponen telah dipilih untuk dirakit, urutan untuk merakit komponen lain telah dimulai. Di sini dinyatakan batasan precedence untuk pengerjaan komponen- komponen. Ada beberapa cara untuk menggambarkan kondisi precedence di atas. Alat atau cara paling efektif untuk menggambarkan kondisi ini adalah dengan menggunakan diagram precedence. Precedence diagram dapat disusun dengan menggunakan dua simbol dasar:
a. Elemen simbol adalah lingkaran dengan nomor elemen dikandung di dalamnya.
Gambar 3.7. Bentuk Elemen Simbol
b. Hubungan antar simbol
Biasa menggunakan anak panah untuk menyatakan hubungan dari elemen simbol yang satu terhadap elemen simbol yang lain. Precedence dinyatakan dengan perjanjian bahwa elemen pada ekor anak panah harus mendahului elemen pada kepala panah.
Gambar 3.8. Hubungan Antar Simbol
2. Zoning Constraint
Selain Precedence Constraint, pengalokasian elemen-elemen kerja pada stasiun-stasiun kerja juga dibatasi oleh Zoning constraint yang menghalangi atau mengharuskan pengelompokan elemen kerja tertentu pada stasiun tertentu.
3.4.1. Pendefinisian Masalah Line Balancing
Dalam lintas perakitan produksi sebuah produk biasanya ada sejumlah k elemen kerja. Untuk masing- masing elemen kerja dibutuhkan waktu proses selama tk ( k = 1, 2, …, k) dan total waktu yang dibutuhkan untuk merakit sebuah
produk adalah:
∑
=K
k k
t 1
.
Gambar 3.9. Salah Satu Bentuk Diagram Precedence
K elemen kerja juga dibatasi oleh hubungan precedence yang biasa
jika proses perakitan menghendaki elemen kerja i dikerjakan terlebih dahulu sebelum elemen j. Apabila ada sejumlah Q unit yang akan dirakit selama priode waktu T, maka waktu siklus C secara matematis dapat diturunkan sebagai berikut :
Q T C =
Dan juga seandainya n menyatakan jumlah stasiun di lintasan perakitan dan Pi(i = 1, 2, …, n) menyatakan waktu stasiun yaitu jumlah dari waktu yang ditugaskan pada stasiun i, maka :
∑ = ∑ = = k 1 k n 1 i tk Pi
Tujuan dasar dari penyeimbangan lintasan perakitan adalah untuk menugaskan elemen-elemen kerja pada stasiun-stasiun kerja dalam berbagai cara dimana batasan precedence tidak dilanggar dan waktu menganggur (idle time) minimum, yaitu dengan minimisasi :
(
)
∑
=n − ipi c 1
dimana C ≥ pi, i = 1, 2, … , n
karena
(
)
tan1 1 1 kons nc tk nc pi nc pi c k k n i n i − = − = − = −
∑
∑
∑
= = =Untuk mengukur performansi keseimbangan lintasan dilakukan perhitungan kriteria-kriteria berikut ini :
1. Efisiensi lini adalah rasio antara waktu yang digunakan dengan waktu yang tersedia. Berkaitan dengan waktu yang tersedia, lini akan mencapai keseimbangan apabila setiap daerah pada lini mempunyai waktu yang sama. Efisiensi dihitung dengan rumus:
% 100 .
E 1 x
S n
Si
m n
i
∑
= =Dimana: E = efisiensi lintasan perakitan
Sm = waktu stasiun yang paling maksimum dalam lintasan
n = jumlah stasiun kerja
Si = waktu masing-masing stasiun ( i = 1,2,…,n )
2. Balance delay dapat dihitung untuk memberikan gambaran apakah telah
tercapai keseimbangan yang baik atau belum, yakni dengan rumus sebagai berikut:
Sm n
Si Sm
n D
n
i
. .
1
∑
= − =Dimana: D = balance delay
Sm = waktu stasiun yang paling maksimum dalam lintasan
n = jumlah stasiun kerja
3.4.2. Metode Helgeson dan Birnie
Metode ini biasanya lebih dikenal dengan ranked positional weight system (sistem RPW). Langkah pertama adalah membuat diagram membuat