Lampiran 1
Tabel Data Pengukuran Pada Ruang Pengering
Lampiran 2
Tabel Data Pengukuran Temperatur Pada Cerobong
Lampiran 3
Tabel Data Pengukuran Berat Kunyit
Lampiran 4
Tabel Data Jumlah Bahan Bakar ( Briket )Yang Digunakan
Lampiran 5
Tabel Pengukuran Kadar Air Kunyit
Lampiran 6
Tabel Karakteristik Perpindahan Panas Pada Ruang Pengering
Lampiran 7
Tabel Karakteristik Perpindahan Panas Pada Cerobong
KARYA AKHIR
PROSES PEMBUATAN
MODEL ALAT PENGERING KUNYIT
UNTUK MEMENUHI PERSYARATAN MEMPEROLEH GELAR SARJANA SAINS TERAPAN
Disusun Oleh:
ALWIN FAHRI GOPA S.
NIM : 025202043
PROGRAM STUDI TEKNOLOGI MEKANIK INDUSTRI
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
DAFTAR ISI
1.1. Latar Belakang ...1
1.2. Tujuan Penulisan...2
1.3. Batasan Masalah ...3
1.4. Metode Pembahasan ...3
BAB II TINJAUAN PUSTAKA...4
2.1. Material ...4
2.2. Karekteristik Bahan Logam ...6
2.3. Bahan Pelat Seng ...11
2.4. Bahan Isolasi ( Bahan Penyekat ) ...13
2.5. Bahan Bakar...15
2.6. Bahan Penyambungan...16
2.7. Alat Perpindahan Kalor...18
2.8. Mekanisme Perpindahan Kalor...19
BAB III ALAT DAN BAHAN...27
3.1. Alat...27
3.2. Bahan ...35
BAB IV PROSES PEMBUATAN ALAT PENGERING KUNYIT ...40
4.1. Dimensi Alat Pengering Kunyit ...40
4.2. Bagian Dinding Kiri, Kanan, dan Belakang ...41
4.3. Bagian Dinding Depan...44
4.4. Bagian Pintu...45
4.5 Pelapis Pintu...47
4.6. Rak Pengering...48
4.7. Rel Talam...49
4.8. Pengarah Uap ( Jendela Pengarah ) ...49
4.9. Cerobong...50
4.10. Pengarah Awal ...51
4.11. Ruang Pembakaran ...52
BAB V KESIMPULAN ...54 DAFTAR PUSTAKA
DAFTAR GAMBAR
Halaman
Gambar 1.1Memasak dengan bahan bakar tradisional ...
Gambar 1.2Kompor dengan sebuah ruang pembakaran ...
Gambar 2.1 Nyala api pada lilin ...
Gambar 2.2 Zone pembakaran pada kompor ...
Gambar 2.3 Grafik hubungan antara kecepatan oksigen terbentuk pada
ruangan tertutup dengan ruangan yang terdapat ventilasi udara.
Gambar 2.4 Grafik hubungan antara kecepatan oksigen terbentuk pada
nyala api biru dan kuning...
Gambar 2.5 Grafik hubungan antara kecepatan oksigen terbentuk dengan
diameter panci ...
Gambar 3.1 Bom Kalorimeter...
Gambar 3.2 Diagram alir Pengujian nilai kalor bahan bakar...
Gambar 3.3 Alat Penimbang...
Gambar 3.4 Themo- Animometer dan Thermometer biasa ...
Gambar 3.5 Timber Hygrometer...
Gambar 3.6 Kompor uji ...
Gambar 3.7 Bahan bakar padat ...
Gambar 3.8 Arang...
Gambar 3.9 Diagram alir Pengujian bahan bakar dengan water boiling ...
Gambar 3.10 Autogas Emissi Analyzer...
Gambar 3.12. Kotak Dialog Setup ...
Gambar 3.13 Kotak Dialog Manual Meter ...
Gambar 3.14 Kotak Dialog Strip Chart ...
Gambar 3.15 Kotak Dialog Test Result ...
Gambar 3.16 Diagram alir Pengujian emisi gas buang...
Gambar 4.1 (a) Grafik nilai HHV bahan bakar pada percobaan bom
kalorimeter ...
Gambar 4.1 (b) Grafik nilai LHV bahan bakar...
Gambar 4.1 (c) Grafik Qlc bahan bakar...
Gambar 4.2 Grafik effesiensi thermal bahan bakar high power (keadaan
normal)...
Gambar 4.3 Grafik laju pembakaran bahan bakar (keadaan normal) ...
Gambar 4.4 Grafik konsumsi bahan bakar sfesifik bahan bakar (keadaan
normal)...
Gambar 4.5 rafik firepower bahan bakar (keadaan normal) ...
Gambar 4.6 Grafik effesiensi thermal bahan bakar pada high power
(temperatur air sekitar 0ºC)...
Gambar 4.7 Grafik laju pembakaran bahan bakar pada high power
(temperatur air sekitar 0ºC)...
Gambar 4.8 Grafik konsumsi bahan bakar sfesifik pada high power
(temperatur air sekitar 0ºC)...
Gambar 4.9 Grafik firepower bahan bakar pada high power (temperatur air
sekitar 0ºC) ...
Gambar 4.11 Grafik laju pembakaran bahan bakar pada low power...
Gambar 4.12 Grafik konsumsi bahan bakar sfesifik pada low power ...
Gambar 4.13 Grafik firepower bahan bakar pada low power...
Gambar 4.14 Kadar CO2 tiap-tiap bahan bakar...
Gambar 4.15 Kadar CO tiap-tiap bahan bakar...
Gambar 4.16 Kadar HC tiap-tiap bahan bakar...
Gambar 4.17 Kadar O2 tiap-tiap bahan bakar ...
BAB I
PENDAHULUAN
1.1 Latar Belakang
Indonesia sebagai Negara kepulauan terletak didaerah tropis yang
sebagian besar penduduknya bermata pencaharian sebagai petani dan nelayan.
Pada hasil pertanian di indonesia banyak dipengaruhi oleh cuaca dan kondisi alam
yang sulit diprediksi oleh banyak pihak. Hal ini menyebabkan banyak produk
petani mendapatkan hasil yang tidak bagus, yang akhirnya dapat menurunkan
pendapatan para petani.
Berbagai hasil pertanian hanya akan dapat bertahan lama bila dilakukan
proses pengawetan. Salah satu proses pengawetan yang umum digunakan adalah
dengan cara pengeringan.
Sistim pengering dengan menggunakan energi matahari secara tradisional
dengan cara penjemuran di alam terbuka dibawah sinar matahari dimana bahan
yang akan dikeringkan diserakkan/dihamparkan dilantai semen atau diatas tikar
telah lama digunakan. Dewasa ini sistim pengering tenaga matahari dengan
menggunakan kolektor terus dikembangkan. Kelebihan alat ini adalah bahan yang
dikeringkan ketika hujan dan malam tiba tidak perlu dipindahkan.
Kekurangannya adalah tergantung cuaca, temperatur pengeringan tidak konstan
Peralatan pengeringan dengan energi pemanas listrik biasanya digunakan
untuk pengeringan pakaian, kertas dan pada industri tertentu. Kelebihannya adalah
praktis dan kekurangannya adalah mahal.
Selain pengeringan dengan sistem tersebut diatas, pengeringan dapat
dilakukan dengan bantuan alat pengering mekanis. penegringan secara mekanik
meggunakan peralatan dan sumber energi dengan bantuan energi minyak, gas atau
bahan bakar lainnya. Kelebihan alat ini dapat di operasikan tanpa hambatan iklim
tetapi kekurangan dengan menggunakan energi bahan bakar yaitu objek
pengeringan/pengasapan yang bersentuhan langsung dengan gas asap pembakaran
sering terpolusi bau gas asap, karena bahan bakar yang tidak habis terbakar.
Atas dasar permasalahan tersebut diatas, diperlukan pengkajian suatu
model tepat guna yang akan digunakan untuk pengeringan hasil pertanian.
Pengkajian lebih lanjut terhadap karakteristik distribusi temperatur dan pola aliran
fluida pengering/pengasapan untuk mendapatkan sistem dan peralatan
pengering/pengasapan dalam arti teknologi relatif murah, mudah dioperasikan dan
dapat digunakan untuk berbagai macam pengeringan/pengasapan.
1.2 Tujuan Penulisan
Tujuan penulisan ini adalah untuk mengeringkan kunyit (mengurangi
kadar air yang ada dalam kunyit), dan membuat alat pengering kunyit yang
1.3 Batasan Masalah
Adapun batasan masalah yang dibahas adalah mengenai :
1. Perancangan
2. Proses pembuatan
3. Analisa data
Dimana penulis menjelaskan cara membuat model alat pengering kunyit
dan proses kerjanya, proses pembuatannya dibahas oleh saudara/rekan Jantua
Daut dan analisa data dibahas oleh saudara/rekan M.Dhani Sahputra.
1.4 Metode Pembahasan
Metode Pembahasan yang dilakukan penulis dalam penulisan laporan
karya akhir ini adalah:
1. Metode Wawancara
Penulis melakukan Tanya jawab/Konsultasi dengan dosen pembimbing
untuk mendapatkan informasi tentang topic yang akan dibahas.
2. Metode Kepustakaan
Untuk menambah wawasan, penulis mempelajari buku-buku petunjuk
mengenai topik yang akan dibahas tentang pemanas atau karya ilmiah
BAB II
TINJAUAN PUSTAKA
2.1 Material
Logam adalah unsur kimia yang mempunyai sifat-sifat kuat, liat, keras, penghantar listrik dan panas, serta mempunyai titik cair tinggi. Bijih logam ditemukan dengan cara penambangan yang terdapat dalam keadaan murni yaitu emas, perak, bismut, platina, dan ada yang bercampurdengan unsur-unsur seperti karbon, sulfur, fosfor, silicon, serta kotoran seperti tanah liat, pasir, dan tanah.
Bijih logam yang ditemukan dengan cara penambangan terlebih dahulu dilakukan proses pendahuluan sebelum diolah dalam dapur pengolahan logam dengan cara dipecah sebesar kepalan tangan, dipilih yang mengandung unsur logam, dicuci dengan air untuk mengeluarkan kotoran dan terakhir dikeringkan dengan cara dipanggang untuk mengeluarkan uap yang mengandung air.
Selain logam ada yang disebut dengan istilah bukan logam (non metal) dan unsur metaloid (yang menyerupai logam).
Logam dapat dibagi dalam beberapa golongan, yaitu:
1. Logam berat :Besi, nikel, krom, tembaga, timah putih, timah hitam dan seng.
2. Logam Ringan :Alumunium, magnesium, titanium, kalsium, Kalium, Natrium, dan Barium.
4. Logam Tahan Api :Wolfram, molibden, titanium, dan zirkonium.
Dalam penggunaan serta pemakaiannya, logam pada umumnya tidak merupakam senyawa logam, tetapi merupakan paduan. Logam dan paduannya merupakan bahan teknik yang penting, dipakai untuk konstruksi mesin, kendaraan, jembatan, bangunan, dan pesawat terbang.
Sehubungan dengan pemakaiannya pada teknik mesin, sifat logam yang penting adalah sifat mekanis, fisik, dan kimia yang sangat menentukan kualitasnya.
Logam dapat dibagi dalm dua golongan yaitu logam ferro atau logam besi dan logam nonferro yaitu logam bukan besi.
1. Logam ferro (besi)
Logam ferro adalah suatu logam paduan yang terdiri dari campuran unsur karbon dengan besi. Untuk menghasilkan suatu logam paduan yang mempunyai sifat yang berbeda dengan besi dan karbon maka dicampur dengan bermacam logam lainnya.
Jenis logam ferro adalah sebagai berikut: Besi tuang
Besi tempa Baja lunak
Baja karbon sedang Baka karbon tinggi
Baja karbon tinggi dengan campuran
2. Logam Nonferro
Logam nonferro adalah logam yang tidak mengandung unsure besi (Fe). Logam nonferro antara lain sebagai berikut.
Tembaga (Cu) Alumunium (Al) Timbel (Pb) Timah (Sn)
2.2 Karakteristik Bahan Logam
1.Sifat Mekanis
Yang dimaksud dengan sifat mekanis suatu logam adalah kemampuan atau kelakuan logam untuk menahan beban yang diberikan, baik beban statis atau beban dinamis pada suhu biasa, suhu tinggi maupun suhu dibawah 0°C. beban statis adalah beban yang tetap, baik besar maupun arahnya berubah menurut waktu.
Beban statis dapat berupa beban tarik,, tekan lentur, puntir, geser, dan kombinasi dari beban tersebut. Sementara itu, beban dinamis dapat berupa beban tiba-tiba, berubah-ubah, dan beban jalar. Sifat mekanis logam meliputi kekuatan. Kekenyalan, keliattan, kekerasan, kegetasan, keuletan, tahan aus, batas penjalaran, dan kekuatan stress rupture.
Bila suatu logam dibebani beban tarik maka akan mengalami deformasi, yaitu perubahan ukuran atau bentuk karena pengaruh beban yang dikenakan padanya. Deformasi ini dapat terjadi secara elastis dan secara plastis. Deformasi elastis, yaitu suuatu perubahan yang akan segera hilang kembali apabila beban ditiadakan. Deformasi plastis yaitu, suatu perubahan bentuk yang tetap ada meskipun bebanyang menyebabkan deformasi ditiadakan.
b. Sifat logam pada pembebanan dinamis
Bahan yang dibebani secara dinamis akan lelah dan patah, meskipun dibebani dibawah kekuatan statis. Kelelahan adalah gejala patah dari bahan disebabkan oleh beban yang berubah-ubah. Kekuatan kelelahan suatu logam adalah tegangan bolak-balik tertentu. Sementera itu, batas kelelahan adalah tegangan bolak-balik tertinggi yang dapat ditahan oleh logam itu sampai banyak balikan tak terhingga.
c. Penjalaran
Yang dimaksud dengan penjalaran adalah pertambahan panjang secara terus menerus pada beban yang konstan. Bila suatu bahan mengalami pembebanan tarik terteentu dan tetap maka pertambahan panjangnya mungkin tidak berhenti sampai bahan tersebut patah atau mungkin berhenti tergantung pada besarnya beban tarik tersebut.
Bila deformasi mempunyai kecepatan regangan yang tinggi maka bahan umumnya akan mengalami patah getas, akibat bahan dikenai beban tiba-tiba. Untuk melihat sifat tersebut dilakukan percobaan pukul, yang dilakukan pada bahan uji dan diberikan tarikan menurut standar yang telah ditentukan.
e. Sifat kekerasan Logam
Kekerasan adalah ketahanan bahan terhadap deformasi plastis karena pembebanan setempat pada permukaan berupa goresan atau penekanan. Sifat ini banyak hubungannnya dengan sifat kekuatan, daya tahan aus, dan kemampuan dikerjakan dengan mesin (mampu mesin). Cara pengujian ada yga macam yaitu
- Goresan
- Menjatuhkan bola baja, dan - Penekanan
f. Sifat penekanan
Sifat ini hampir sama dengan sifat tarikan, untuk bahan getas besaran sifat tekanannya cenderung lebih tinggi dari sifat tariknya. Sebagai contoh, besi cor kelabu sifat tekanannya kira-kira empat kali lebih besar dari sifat tariknya.
Pengujian geser suatu bahan akan sulit dilakukan dengan cara member beban berlawanan pada titik yang berlainan (tidak terletak pada suatu garis lurus dan salah satu arah beban), karena akan terjadi pembengkokan. Yang lebih praktis adalah memberikan beban punter pada sumbu suatu bahan yang berbentuk tabung.
Pada pengujian ini besarnya tegangan geser tidak sama dari permukaan kepusat, tegangan geser di permukaan maksimum dan di sumbu nol.
h. Sifat Redaman Logam
Apabila suatu logam ditarik atau ditekan sehingga terjadi deformasi elastis, kemudian beban tersebut dihilangkan maka energi yang dibutuhkan untuk mengubah bentuk asal selalu lebih rendah dari energi untuk deformasi elastis, karena penekanan atau tarikan tersebut.
Hal itu terjadi karena adanya tahanan dalam. Tahanan dalam adalah kemampuan logam untuk meredam beban atau getaran tiba-tiba.
i. Sifat Plastis
2.Sifat Fisik
Sifat fisik adalah sifat bahan karena mengalami peristiwa fisika, seperti adanya pengaruh panas dan listrik.
a. Sifat karena pengaruh panas antara lain mencair, perubahan ukuran, dan struktur karena proses pemanasan.
b. Sifat listrik yang terkenal adalah tahanan dari suatu bahan terhadap aliran listrik atau sebaliknya sebagai daya hantar listrik.
3.Sifat Pengerjaan atau Sifat Teknologis
Sifat pengerjaan logam adalah sifat suatu bahan yang timbul dalam proses pengolahannya.sifat itu harus diketahui lebih dahulu sebelum pengolahan bahan dilakukan. Pengujian yang dilakukan antara lain pengujiian mampu las, mampu mesin, mampu cor, dan mampu keras.
4.Sifat Kimia
Sifat kimia dari suatu bahan mencakup kelarutan bahan tersebut pada larutan, basa atau garam, dan pengoksidasian bahan tersebut. Hampir semua sifat kimia erat hubungannya dengan kerusakan secara kimia. Kerusakan tersebut berupa gejala korosi. Hal ini sangatt penting dalam praktek.
2.3 Bahan Pelat Seng (Zn)
419°C dan hampir tidak rusak diudara biasa, yang dipergunakan untuk pelapisan pada besi. Juga dipergunakan sebagai bahan pelat batere kering dan untuk keperluan percetakan.
Salah satu sifat yang sangat dihargai dari seng ialah ketahanan korosinya terhadap udara luar. Oleh karena itu maka ia banyak dipakai untuk melindungi logam –logam lain, terutama baja, terhadap korosi, atau dipakai untuk logam murni.
Paduan 4%Al-1%Cu-Mg-Zn terutama dipergunakan untuk pengecoran cetak. Dengan paduan ini dapat menghasilkan paduan coran berbentuk rumit, yang umumnya dipakai untk penggunaan yang praktis dan perhiasan pada komponen mobil, perkakas listrik untuk dapur, pegangan untuk mesin-mesin kantor dan sebagainya.
Massa jenis seng : 7140 kg/m3
Titik Lebur seng : 419 0C
Titik Uap kira –kira 9000C
Contoh –contoh selanjutnya : siku – siku bagian mesin cuci, pengisap debu, mesin tik, aparatur foto, termasuk dalam proses pembuatan Alat Pengering Kunyit dan lain –lain. Selanjutnya seng itu sebanyak 20 – 30 % dipakai sebagai unsure paduan di dalam logam – logam lain.
Sebagai bahan murni seng banyak dipakai dalam bentuk pelat, untuk talang atap, penutup atap, dan selubung baterai. Untuk penerapan sebagai tutup atap, seng mudah dpakai,karena seng itu mudah untuk disolder atau dipatri. Suatu sifat lain dari seng ialah, bahwa ia merupakan bahan tuang yang baik sekali : terutama untuk penuangan, seng merupakan paduan ringan, dengan 4 % alumunium dan 1 % tembaga.
Gambar 2.1 Pelat Seng
Bahan isolasi adalah bahan yang menyekat, yang artinya yang tidak mengantar. Bahan isolasi dibedakan menjadi beberapa bahan (penyekat) sebagai berikut.
Bahan isolasi (penyekat) listrik. Bahan isolasi (penyekat) suara. Bahan isolasi (penyekat) getaran. Bahan isolasi (penyekat) panas.
Pada perancangan alat pengering digunakan triplek (kayu) sebagai bahan penyekat panas, agar panas yang dihasilkan dari pembakaran tidak terbuang. Penyekat panas ini diletakkan di bagian samping kiri dan kanan alat pengering, Bahan penyekat panas hampir tidak boleh mengantar panas. Bahan ini penting artinya dalam konstruksi bangunan dan kostruksi mesin. Bahan penyekat panas harus memenuhi syarat-syarat sebagai berikut:
Gambar 2.2 Bahan Penyekat Panas Triplek
2.5 Bahan Bakar
Bahan bakar terbagi atas tiga jenis diantaranya, bahan bakar padat, bahan bakar cair, bahan bakar gas. Pada proses pengeringan ini bahan bakar yang digunakan adalah bahan bakar batu bara jenis briket.
Jenis-jenis batu bara :
a. Batu bara nyala api b. Batu bara tempa c. Batu bara ketel d. Antrasit
Jenis-jenis bahan bakar yang dibuat dari batu bara :
b. Batu bara tepung c. Briket
Briket dibuat dari batu bara halus. butir halus itu berturut-turut diberi pengerjaan sebagai berikut: pengeringan, pencampuran dengan pek, pemanasan sampai 80 - 90°C, lalu ditempa dalam cetakan. Briket ini sesuai pula dipakai untuk keperluan rumah tangga..
Gambar 2.3 Bahan Bakar (Briket)
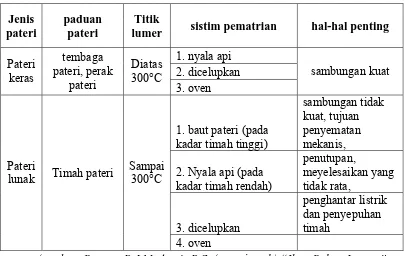
2.6 Bahan Penyambungan
Gambar 2.4 Proses pematerian
Untuk pekerjaan memateri diperlukan permukaan logam yang bersih dan bebas dari oksid. Untuk keperluan tersebut logam harus dibersihkan terlebih dahulu dengan cara mekanis dan sesudah itu oksid yang terjadi setelah dibersihkan dapat dilarutkan dengan menggunakan bahan cairan tertentu. Selain itu bahan cairan tersebut harus dapat mencegah pembentukan oksidasi selanjutnya.
Tabel 2.1 Jenis-jenis pateri
lumer sistim pematrian hal-hal penting 1. nyala api
1. baut pateri (pada kadar timah tinggi)
lunak Timah pateri
Sampai 300°C
4. oven
(sumber: Beumer B.J.M, Anwir B.S, (penerjemah),“Ilmu Bahan Logam”,
Jilid 2, Bhratara, Jakarta, 1994)
2.7 Alat Perpindahan Kalor
Pemindah panas yang khas adalah alat yang dapat memindahkan panas atau energi dari suatu fluida ke fluida yang lain melalui suatu permukaam yang padat. Analisis perubahannya dan perancangannya melibatkan konveksi dan konduksi. Dengankata lain, alat pemindah panas di industrui, terutama industri proses, kebanyakan hanya melibatkan peristiwa konduksi dan konveksi.
Alat pemindah panas tersebut adalah panas penukar (Heat Exchanger = HE).penukar panas dibedakan beberapa jenis yaitu :
HE untuk menguapkan ( contoh penguap = evaporator, ketel uap = boiler) HE untuk mengembunkan ( contoh pengembun = condensor)
Di dalam HE selalu melibatkan dua fluida melalui batasan dibawah ini : Fluida pendingin dan yang didinginkan
Fluida pemanas dan yang dipanaskan
2.8 Mekanisme Perpindahan Kalor
Mekanisme Perpindahan Kalor dibagi menjadi tiga , yaitu : Perpindahan Kalor Konduksi
Perpindahan Kalor Konveksi Perpindahan Kalor Radiasi
a. Perpindahan Kalor Konduksi
Adanya gradient temperatur akan terjadi perpindahan panas. Dalam benda padat perpindahan panas timbul karena gerakan antar atom pada temperatur yang tinggi, sehingga atom-atom tersebut dapat memindahkan panas. Didalam cairan atau gas, panas dihantar oleh tumbukan antar molekul.
Persamaan Dasar Konduksi :
Keterangan :
q = laju perpindahan panas
k = konduktifitas termal
A = luas penampang dT
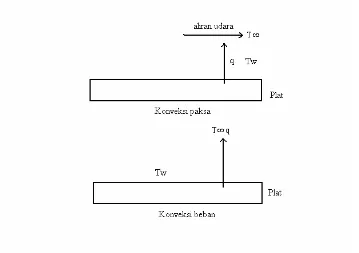
b. Perpindahan Kalor Konveksi
Perpindahan panas terjadi secara konveksi dari pelat ke sekeliling atau sebaliknya. Perpindahan panas konveksi dibedakan menjadi dua yaitu konveksi bebas dan konveksi paksa.
Pada konveksi pelat akan mendingin lebih cepat
Gambar 2.6 Kovensi Paksa
Adapun persamaan dasar konveksi, adalah :
TW > T
q = h A (Tw – T)
Keterangan :
q = laju perpindahan panas
h = koefisien perpindahan panas konveksi
A= luas permukaan
Tw = temperatur dinding
Prinsip Perpindahan kalor Secara Konveksi
Panas yang dipindahkan pada peristiwa konveksi dapat berupa panas laten dan panas sensible. Panas laten adalah panas yang menyertai proses perubahan fasa, sedang panas sensible adalah panas yang berkaitan dengan kenaikan atau penurunan temperatur tanpa perubahan fasa.
c. Perpindahan Kalor Radiasi
Perpindahan panas oleh perjalanan foton yang tak terorganisasi. Setiap benda-benda terus-menerus memancarkan foton secara serampangan didalam arah,waktu, dan energi netto yang dipindahkan oleh foton tersebut, diperhitungkan sebagai panas.
Persamaan Dasar Radiasi :
q = A (T14- T24)
Keterangan :
q = laju perpindahan panas A = luas permukaan
= tetapan Stefan boltzman
T1,T2 = temperatur permukaan
Gambar 2.7 Gabungan Konveksi, Konduksi, Dan Radiasi
2.9 Proses Perpindahan Panas Konveksi Alamiah dan Peralatan Pengering
Prinsip dasar proses pengeringan adalah terjadinya pengurangan kadar air atau penguapan kadar air oleh udara karena perbedaan kandungan uap air antara udara sekeliling dan bahan yang dikeringkan. Penguapan ini terjadi karena kandungan air diudara mempunyai kelembapan yang cukup rendah.
Pada saat proses pengeringan, akan berlangsung beberapa proses yaitu:
- Proses perpindahan massa, proses perpindahan massa uap air atau pengalihan kelembapan dari permukaan bahan kesekeliling udara.
- Proses perpindahan panas, akibat penambahan (perpindahan) energi panas terjadilah proses penguapan air dari dalam bahan ke permukaan bahan atau proses perubahan fasa cair menjadi fasa uap.
bahan yang di keringkan.perbedaan tekanan ini meneyebabkan terjadinya aliran uap air dari bahan keudara luar. Untuk meningkatkan perbedaantekanan udara antara permukaan bahan dengan udara sekelilingnya dapat dilakukan dengan memanaskan udara yang dihembuskan ke bahan. Makin panas udara yang dihembuskan mengelilingi bahan, maka banyak pula uap air yang dapat di ttarik oleh udara panas pengering.
Energi panas yang berasal dari hasil pembakaran menyebabkan naiknya temperature ruang pembakaran. Karena adanya perbedaan temperatur antara ruang pembakaran dengan lemari pengering, maka terjadi perpindahan panas konveksi alamiah didalam alat pengering. Udara panas didalam lemari pengering mempunyai densitas yang lebih kecil dari udara panas diruang pembakaran sehingga terjadi aliran udara.
Cara perpindahan panas konveksi erat kaitannya dengan gerakan atau aliran fluida. Salah satu segi analisa yang paling penting adalah mengetahui apakah aliran fluida tersebut laminar atau turbulen. Dalam aliran laminar, aliran dari garis aliran (streamline) bergerak dalam lapisan-lapisan, dengan masing-masing partikel fluida mengikuti lintasan yang lancar serta malar (kontiniu). Partikel fluida tersebut tetap pada urutan yang teratur tanpa saling mendahului. Sebagai kebalikan dari gerakan laminar, gerakan partikel fluida dalam aliran turbulen berbentuk zig-zag dan tidak teratur. Kedua jenis aliran ini memberikan pengaruh yang besar terhadap perpindahan panas konveksi.
terjadi dengan konduksi molekulardalam fluida maupun bidang antara (interface) fluida dan permukaan. Sebaliknya dalam aliran turbulen mekanisme konduksi diubah dan dibantu oleh banyak sekali pusaran-pusaran (eddies) yang membawa gumpalan fluida melintasi garis aliran. Partikel-partikel iniberperan sebagai pembawa energy dan memindahkan energi dengan cara bercampur dengan partikel fluida tersebut. Karena itu, kenaikan laju pencampuran ( turbulensi ) akan juga menaikkan laju perpindahan panas dengan cara konveksi
Untuk menganalisa distribusi temperatur dan laju perpindahan panas pada peralatan pngeringan, diperlukan neraca energi disamping analisis dinamika fluida dan analisi lapisan batas yang terjadi. Setelah kiat melakukan neraca energi terhadap sistem aliran itu, dan kita tentukan pengaruh aliran itu tehadap beda temperatur dalam fluida maka distribusi temperature dan laju perpindahan panas dari permukaan yang dipanaskan ke fluida yang ada diatasnya dapat diketahui.
Keseimbangan energi panas dapat dilihat dalam rumusan berikut:
Qudout = mudCpdT = Qin = mairLHair
Perpindahn panas konveksi dinyatakan dalm bentuk:
Qkonveksi = hc.A.Dt
sistem konveksi paksa, didefinisikan sebagai perbandingan antara gaya apung dengan gaya viskositas di dalam sistem aliran konveksi alami.
Grƒ = 2
Koefisien perpindahan panas konveksi bebas rata-rata untuk berbagai situasi dapat dinyatakan dalam bentuk fungsi:
ƒ = C (GrƒPrƒ)m
dimana subscrip f menunjukkan bahwa semua sifat-sifat fisik harus di evaluasi pada suhu film,
Tƒ =
2
Tw
T
Produk perkalian antara angka grashof dan angka prandtl disebut angka Rayleigh:
BAB III ALAT DAN BAHAN
3.1 Alat
1. Mistar Ukur atau Pita Ukur
Pita ukur ini adalah suatu alat pengukur panjang yang sepanjang
pitanya bias digulung masuk kedalam rumah – rumahnya dan
mempunyai satuan ukur Metris dan Inggris. Mistar ukur ini dapat
dipergunakan untuk pengukuran jarak, bidang lurus dan panjang
sekeliling bidang lengkung.
Pembacaan ukuran biasanya dalam satuan Metris dan Inch. Dibawah
ini tertulis sedikit tentang pembagian ukuran :
1 foot = 30,480 cm 1 inch = 25,400 mm
1 foot = 304,800 mm 1 meter = 3,281 feet
1 inch = 2,540 cm 1 cm = 0,3937 inch
2. Ragum
Kegunaan utama dari ragum adalah untuk menjepit benda kerja dengan
kuat pada saat dikerjakan. Ragum dibuat dngan besi tuang,dan mulut
penjepitnya dilapisi baja keras yang permukaannya dibuat bergigi untuk
mendapatkan cekaman yang lebih baik.
Gambar 3.2 Ragum
3. Tang
Tang adalah suatu alat tangan yang sangat banyak jenis penggunaannya
serta ukuran ( kapasitas ), terbuat dari bahan baja fungsinya untuk :
a. Membengkokkan, dan menjepit pelat tipis
b. Memotong sisi pelat tipis
c. Memotong kawat
Gambar 3.3 Tang
4. Bor
Fungsi utama mesin bor adalah untuk membuat lubang pada benda kerja
dengan bor sebagai alatnya. Mesin bor ini jalan putaraanya digerakkan
oleh motor listrik dan dapat dipergunakan untuk mengebor dengan
berbagai macam posisi dengan kedudukan bahan yang tetap.
Disamping itu juga dapat digunakan untuk pekerjaan lain yang
berhubungan dengan lubang, seperti mengetap, dengan memasangkan
alatnya pada spindle mata bor.
5. Palu
Palu disebut juga martil atau pukul. Palu adalah alat tanganyang digunakan
untuk memukul,dan digolongkan menjadi dua macam paku besi dan paku
lunak. Bagian kepala yang berbentuk datar digunakan untuk memukul
benda kerja, misalnya untuk pahat tangan, memukul paku , meratakan atau
melipat pelat , untuk membentuk pelat, dan sebagainya.
Gambar 3.5 Palu
6. Gergaji
Gergaji digunakan untuk memotong bahan pada ukuran tertentu dan juga
memotong bagian – bagian benda kerja yang merupakan kelebihan dari
Gambar 3.6 Gergaji
7. Rol Siku
Alat ini terdiri dari daun dan blok terbuat dari baja. Rol siku ini digunakan
untuk mengindikasi panjang atau ketinggian, menarik garis – garis sejajar
dan untuk mengeset benda kerja supaya tegak lurus
8. Pateri
Pateri adalah menyambung logam dengan menggunakan logam lumer,
sedangakn logan yang akan disambung tidak dilumerkan. Jadi titik lumer
dari paduan pateri itu harus lebih rendah dari pada titik lumer bagian –
bagian yang akan disambung.
Untuk pekerjaan memateri diperlukan permukaan logam yang bersih dan
bebas dari oksid. Untuk keperluan tersebut logam harus dibersihkan
terlebih dahulu dengan cara mekanis dan sesudah itu oksid yang terjadi
setelah dibersihkan dapat dilarutkan dengan menggunakan bahan cairan
tertentu. Selain itu bahan cairan tersebut harus dapat mencegah
pembentukan oksidasi selanjutnya
9. Gunting Potong
Fungsi gunting adalah merupakan suatu alat yang digunakan untuk
memotong lembaran pelat seng yang telah diukur untuk dibentuk.
Gambar 3.9 Gunting Potong
10.Tang Ripet
Tang ripet berfungsi sebagai alat untuk memasang paku tembak ke
dinding alat pengering, cara kerjanya paku tembak dipasangakan atau
dimasukkan kedalam lubang tang ripet kemudian kedua handle ditekan.
11.Alat Klem
Alat klem berfungsi sebagai tempat untuk membentuk pelat seng yang
diinginkan, baik berupa pembengkokan pelat, melipat pelat dan lain – lain.
3.2 Bahan
1. Pelat Seng
Pelat seng adalah sebagai bahan dasar pembuatan model alat pengering
kunyit. Dimana pelat seng ini berfungsi sebagai penghantar panas dalam
proses pengeringan kunyit. Pelat seng yang digunakan untuk membuat
model alat pengering kunyit adalah sebanyak 2 lembar.
2. Teriplek
Teriplek adalah sebagai bahan isolator atau penahan panas, agar panas
tidak keluar sehingga effisiensi panas yang terjadi dalam pelat pengering
dapat semaksimal mungkin bekerja. Teriplek yang digunakan untuk
membuat model alat pengering kunyit adalah sebanyak 1 lembar.
Gambar 3.13 Teriplek
3. Kaca Anti Panas
Kaca anti panas berfungsi agar kondisi kunyit yang mengalami proses
pengeringan dapat dilihat dari luar tanpa harus membuka pintu model alat
pengering kunyit. Kaca anti panas yang digunakan untuk membuat alat
Gambar 3.14 Kaca Anti Panas
4. Handle
Handle berfungsi untuk memudahkan mengangkat model alat pengering
kunyit dan handle pada ruang bakar berfungsi untuk menarik ruang bahan
bakar dan memasukkan bahan bakar ( Briket ) kedalam ruang bahan bakar.
Handle yang digunakan untuk membuat alat pengering kunyit sebanyak 3
buah. 2 buah dipasang pada badan alat pengering dan handle yang 1 lagi
dipasang di ruang bakar atau tempat memasukkan dan mengeluarkan
bahan bakar.
5. Grendle
Grendel berfungsi untuk mengunci pintu alat pengering, agar pintu tertutup
rapat sehingga uap panas tidak keluar dari alat pengering. Grendle yang
digunakan untuk membuat alat pengering kunyit sebanyak 1 buah.
Gambar 3.16 Grendel
6. Paku tembak
Paku tembak merupakan bahan untuk menempelkan atau menyatuakan
antara teriplek dengan pelat dan dapat juga menyambungkan anatra pelat
dengan pelat, yang fungsinya agar teriplek tidak lepas dari pelat. Paku
7. Thermometer
Thermometer berfungsi untuk mengukur suhu panas yang ada didalam alat
pengering kunyit.
BAB IV
PROSES PEMBUATAN ALAT PENGERING KUNYIT
Gambar 4.1 Bagian-bagian alat pengering
Keterangan :
1. Cerobong
2. Pengukur suhu
3. Ruang pengering
4. Ruang pembakaran
5. Rak pengering
6. Jendela pengarah
4.1 Dimensi Alat Pengering
Gambar 4.2 Dimensi Alat Pengering
4.2 Bagian Dinding Kiri, Kanan, Dan Belakang
Bagian dinding alat pengering terbuat dari :
1. Pelat seng dengan tebal 1 mm.
2. Triplek dengan tebal 3 mm.
manual, 1 lembar pelat seng dipotong dengan tebal 1 mm dan ukuran 870 mm x
1580 mm :
- Lebar : 870 mm
- Panjang : 1580 mm
Kemudian pelat seng dibentuk menjadi 3 bagian untuk dinding bagian
samping kiri, kanan dan belakang. Proses pembentukannya dengan cara pelat seng
dilipat sedemikian rupa dengan memukul plat seng tersebut diatas mal atau tempat
pemukulan pelat seng, pemukulan pelat seng menggunakan balok kayu. Lihat
gambar dibawah ini.
500 mm
540 mm
870 mm
Gambar 4.3 Dinding bagian kiri, kanan, Dan belakang
Triplek berfungsi sebagai alat untuk mengisolasi panas agar udara yang
ada didalam ruang pengering tidak terlalu banyak keluar, sehingga udara panas
Untuk bagian dinding bagian samping kiri dan kanan, triplek dengan tebal
3 mm pekerjaan yang dilakukan adalah pemotongan triplek dengan menggunakan
gergaji potong dengan ukuran yang diperlukan dengan ukuran 540 mm x 870 mm
sebanyak 2 buah, lembaran triplek yang pertama untuk melapisi dinding alat
pengerig bagian sebelah kiiri, dan lembaran triplek yang kedua berfungsi melapisi
dinding alat pengering sebelah kanan.
870 mm
540 mm
Gambar 4.4 Desain Lapisan Pelat Dinding Bagian Kiri Dan Kanan
Untuk dinding bagian belakang triplek dengan tebal 3 mm pekerjaan yang
dilakukan adalah dengan pemotongan triplek dengan menggunakan gergaji potong
dengan ukuran yang diperlukan dengan ukuran 500 mm x 870 lembaran triplek
870 mm
500 mm
Gambar 4.5 Desin Lapisan Pelat Dinding Bagian Belakang
Pemasangan triplek ke plat seng yaitu dengan menggunakan paku tembak,
dipakukan di bagian sudut dan ditengah bagian pelat seng agar teriplek dapat
melapisi pelat seng.
4.3 Bagian Dinding Depan
Pelat seng berfungsi sebagai dinding alat pengering, Pekerjaan pertama
yang dilakukan ialah pemotongan pelat yang dilakukan dengan alat potong
manual, 1 lembar pelat seng dipotong dengan tebal 1 mm dan ukuran 870 mm x
500 mm. Pada bagian tengah dipotong dengan ukuran 270 mm x 690 mm yang
fungsinya sebagai lubang untuk memasukkan talam dan kunyit ke ruang
pengering.
Setelah bagian dinding depan selesai, dinding tersebut dipasangkan
kebagian dinding bagian kiri dan kanan dengan cara dipatri, patri berfungsi
870 mm
500 mm
Gambar 4.6Dinding Bagian Depan
4.4 Bagian Pintu
Bahan dasar pembuatan pintu untuk alat pengering adalah pelat seng. Pelat
seng berfungsi sebagai pintu atau dinding alat pengering, Pekerjaan pertama yang
dilakukan ialah pemotongan pelat yang dilakukan dengan alat potong manual, 1
lembar pelat seng dipotong dengan tebal 1 mm dan ukuran 720 mm x 420 mm.
Pada bagian tengah dipotong dengan ukuran 220 mm x 520 mm yang fungsinya
sebagai lubang untuk memasukkan talam dan kunyit ke ruang pengering dan
sebagai penutup ruang pengering agar uap panas yang ada pada ruang pengering
720 mm
420 mm
Gambar 4.7 Desain Pintu
Pada bagian tengah dipotong fungsinya sebagai tempat pemasangan kaca,
agar dapat melihat kebagian dalam ruangan pengering. Kaca yang digunakan
adalah kaca tahan panas dengan tebal 3 mm. Dengan ukuran kaca 220 mm x 520
mm.
Pada bagian pintu dipasang besi dengan ukuran 4 mm dengan tinggi 700
mm yang fungsinya sebagai engsel pintu, pembuka dan penutup pintu.
700 mm
Kemudian dipasang 2 buah pelat di dinding bagian depan yang diletakkan
dibagian atas dan bawah. Fungsi pelat tersebut adalah sebagai penahan besi yang
yang terdapat pada pintu depan. Dibagian dinding pelat atau pintu alat pengering
dipasang grendel atau pengunci pintu
4.5 Pelapis Pintu
Teriplek dipotong dengan ukuran 720 mm x 420 mm, fungsinya sebagai
pelapis pintu agar dapat mengisolasi panas agar udara yang ada didalam ruang
pengering tidak terlalu banyak keluar, sehingga udara panas dapat tertahan
didalam ruang pengering.
720 mm
420 mm
Gambar 4.9 Desain Pelapis pintu
dinding dibor untuk pemasanagn thermometer. Fungsi thermometer adalah
sebagai alat pengukur temperatut panas. Gerendel atau alat pengunci pintu juga
dipasangkan menggunakan paku tembak.
4.6Rak Pengering
Fungsi Rak pengering adalah sebagai penampang atau tempat kunyit
dikeringkan didalam ruang pengring. Pembuatannya yaitu pelat dipotong
sedemikian rupa dengan ukuran 700 mm x 500 mm dengan bentuk segi empat dan
talam ini dibuat sebanyak 5 buah.
Rak pengering adalah tempat untuk proses pengeringan. Rak pengering
terbuat dari pelat seng. Pengerjaan pertama yang dilakukan yaitu memotong palat
dengan ukuran rak pengering yang sudah ditentukan. Jarak anatar tiap rak yaitu
150 mm.
4.7 Rel Talam
Rel talam berfungsi sebagai penahan talam agar talam terletakdi dalam alat
pengering, kemudian mempermudah untuk menarik talam dari dalam ruang
pengering. Proses pembuatannya yaitu plat seng dipotong sedemikian rupa dengan
ukuran 20 mm x 500 mm. Rel talam ini dibuat 10 buah yang kemudian
dipasangkan kedinding sebelah kiri 5 buah dan sebelah kanan dinding dipasang 5
buah. Cara pemasangannya yaitu dengan menggunakan paku tembak dipakukan
kebadan alat pengarah uap bagian atas atau jendela pengarah
4.8 Pengarah Uap Atau Jendela Pengarah
Jendela pengarah ini berfungsi sebagai penyeragaman temperatur yang terdiri
dari saluran udara panas. Jendela pengarah terbuat dari pelat seng setebal 1 mm.
Pengerjaan pertama yang dilakukan yaitu pemotongan pelat dengan ukuran 470
mm × 120 mm. Prinsip jendela pengarah ini sama halnya dengan jendela kaca
nako, bagian kanan dan kiri dipasang baut agar jendela dapat digerakan.
Pengarah uap bagian atas berfungsi untuk mengarahkan uap yang mengalir
dari bawah kebagian – bagian rak didalam ruang pengering. Alat pengarah
tersebut adalah seperti jendela kaca nako tapi kaca tersebut digantikan dengan
Gambar 4.11 Desain Pengarah Uap Bagian Atas
4.9Cerobong
Pada bagian atas ruang pengering terdapat cerobong, dimensi awal sama
dengan dimensi ruang pengering/pengasapan 500 mm x 500 mm, pada bagian
cerobong ini terdiri dari dua bagian yang pertama berbentuk balok dan yang kedua
berbentuk prisma segiempat. Pengerjaan pertama yang dilakukan yaitu memotong
pelat sesuai dengan bentuk bentangan balok tanpa tutp dan alas kemudian cara
peyambungannya dengan cara dipatri, pengerjaan kedua yaitu memotong pelat
sesuai dengan bentuk prisma segiempat dengan tinggi prisma 30 cm tanpa tutup
dan alas, cara penyambuangannya dengan cara dipatri dan kedua bagian tersebut
disatukan dengan cara dipatri juga.
Gambar 4.12 Desain Cerobong
4.10Pengarah Awal
Pengarah awal dibuat dari pelat seng setebal 1 mm berbentuk V dengan sudut
30o seperti terlihat pada gambar 3.10. Pekerjaam pertama yang dilakukan ialah
pemotongan pelat yang dilakukan dengan alat potong pelat manual sesuai dengan
ukuran yang diperlukan yaitu seperti bentangan prisma segitiga, dengan ukuran
pengarah awal seperti pada gambar 3.10 Setelah itu pelat-pelat tersebut dilipat
Gambar 4.13 Desain Pengarah Arah Aliran
4.11 Ruang Pembakaran
Ruang pembakaran terbuat dari bahan pelat seng dengan tebal 2 mm.
Pekerjaam pertama yang dilakukan ialah pemotongan pelat yang dilakukan
dengan alat potong pelat manual sesuai dengan ukuran yang diperlukan yaitu
seperti bentangan balok tanpa tutup, dengan ukuran ruang pembakaran 18 cm ×
51 cm × 51 cm. Setelah itu pelat-pelat tersebut dilipat sedemikian rupa dan dipatri
sehingga membentuk balok. Kemuadian pada ruang pembakaran ini diperikan
tangkai pegangan.
4.11Pengarah Awal
Pengarah awal dibuat dari pelat seng setebal 2 mm berbentuk V dengan sudut
30o seperti terlihat pada gambar 3.2. Pekerjaam pertama yang dilakukan ialah
pemotongan pelat yang dilakukan dengan alat potong pelat manual sesuai dengan
ukuran yang diperlukan yaitu seperti bentangan prisma segitiga, dengan ukuran
pengarah awal seperti pada gambar 3.2 Setelah itu pelat-pelat tersebut dilipat
sedemikian rupa dan dipatri sehingga membentuk balok.
4.12Jendela Pengarah
Jendela pengarah ini berfungsi sebagai penyeragaman temperatur yang terdiri
dari saluran udara panas. Jendela pengarah terbuat dari pelat seng setebal 2 mm.
Pengerjaan pertama yang dilakukan yaitu pemotongan pelat dengan ukuran 47 cm
× 12 cm. Prinsip jendela pengarah ini sama halnya dengan jendela kaca nako,
bagian kanan dan kiri dipasang baut agar jendela dapat digerakan
4.13 Rak Pengering
Rak pengering adalah tempat untuk proses pengeringan. Rak pengering
terbuat dari pelat seng. Pengerjaan pertama yang dilakukan yaitu memotong palat
dengan ukuran rak pengering yang sudah ditentukan. Jarak anatar tiap rak yaitu 15
cm kemudian membuat dudukan untuk rak pengering dengan ukuran panjang
yang sama.
4.14Cerobong
Pada bagian atas ruang pengering terdapat cerobong, dimensi awal sama
dengan dimensi ruang pengering/pengasapan 51 x 51 cm, pada bagian cerobong
ini terdiri dari dua bagian yang pertama berbentuk balok dan yang kedua
berbentuk prisma segiempat. Pengerjaan pertama yang dilakukan yaitu memotong
pelat sesuai dengan bentuk bentangan balok tanpa tutp dan alas kemudian cara
peyambungannya dengan cara dipatri, pengerjaan kedua yaitu memotong pelat
sesuai dengan bentuk prisma segiempat dengan tinggi prisma 30 cm tanpa tutup
dan alas, cara penyambuangannya dengan cara dipatri dan kedua bagian tersebut
3.6 Body Alat Pengering
Body alat pengering terbuat dari pelat seng setebal 2 mm.pegerjaan
pertama yang dilakukan yaitu memotong pelat sesuai dengan ukuran. pada sisi
kanan dan sisi kiri bagian luarnya diilapisi dengan papan yang memiliki ketebalan
3 mm. Pada sisi depanpinti dipasang kaca yang mempunyai ketebalan 3 mm.
4.8 Pengarah Uap Atau Jendela Pengarah
Jendela pengarah ini berfungsi sebagai penyeragaman temperatur yang terdiri
dari saluran udara panas. Jendela pengarah terbuat dari pelat seng setebal 1 mm.
Pengerjaan pertama yang dilakukan yaitu pemotongan pelat dengan ukuran 470
mm × 120 mm. Prinsip jendela pengarah ini sama halnya dengan jendela kaca
nako, bagian kanan dan kiri dipasang baut agar jendela dapat digerakan.
Pengarah uap bagian atas berfungsi untuk mengarahkan uap yang mengalir
dari bawah kebagian – bagian rak didalam ruang pengering. Alat pengarah
tersebut adalah seperti jendela kaca nako tapi kaca tersebut digantikan dengan
pelat.
470 mm
120 mm
4.7Rak Pengering
Fungsi Rak pengering adalah sebagai penampang atau tempat kunyit
dikeringkan didalam ruang pengring. Pembuatannya yaitu pelat dipotong
sedemikian rupa dengan ukuran 270 mm x 500 mm dengan bentuk segi empat dan
talam ini dibuat sebanyak 5 buah.
Rak pengering adalah tempat untuk proses pengeringan. Rak pengering
terbuat dari pelat seng. Pengerjaan pertama yang dilakukan yaitu memotong palat
dengan ukuran rak pengering yang sudah ditentukan. Jarak anatar tiap rak yaitu
150 mm.
500 mm
270 mm
BAB V
KESIMPULAN
1. Konstruksi alat pengering kunyit :
Rak pengering : 50,5 cm × 7 cm sebanyak 5 buah
2. Alat yang digunakan dalam proses pembuatan alat pengering kunyit yaitu:
mistar ukur, ragum, tang, bor, palu, geraji, rol siku, alat pateri, gunting potong,
tang ripet,alat klem.
3. Bahan Yang digunakan dalam proses pembuatan alat pengering kunyit yaitu :
pelat seng, teriplek, kaca anti panas, handel, grendel, paku tembak,
thermometer.
4. Bahan bakar alat pengering kunyit yang digunakan adalah briket batubara.
5. Bahan yang dikeringkan adalah kunyit, dimana fungsi pengeringan adalah
DAFTAR PUSTAKA
1. Holman, Jack P.,”Perpindahn Kalor”, Cetakan Keempat, PT.Gelora
Aksara Pratama, Jakarta, 1994
2. Surdia Tata, Saito Shinroku., “Pengetahuan Bahan Teknik”, Cetakan
keenam, PT.Pradnya Paramita, Jakarta, 2005
3. Amanto Hari, Daryanto., “Ilmu Bahan”, PT. Bumi Aksara, Jakarta, 1999
4. Beumer B.J.M, Anwir B.S, (penerjemah),“Ilmu Bahan Logam”, Jilid 2,
Bhratara, Jakarta, 1994
5. Bagyo Sucahyo, ”Pekerjaan Logam Dasar”, PT. Gramedia Widiasarana
Indonesia, Jakarta, 2004
6. G.L.J. Van Vliet, W. Both, “Teknologi Untuk Bangunan Mesin Bahan –