TA : Rancang Bangun Sistem Informasi Penjadwalan Dengan Menggunakan Metode Earliest Due Date (Studi Kasus CV. Kurnia).
Teks penuh
Gambar

Dokumen terkait
Tampilan dari form master supplier dapat dilihat pada Gambar 4.6. Gambar 4.6 Tampilan
Menghitung gaji yang diterima Menampilkan data gaji pegawai Data gaji pegawai Menyimpan data gaji pegawai Histori penggajian Tidak Selesai Mencetak slip gaji.
penjualan. Untuk lebih jelasnya dapat dilihat pada Gambar 4.21. Desain Input Form Data Penjualan. Form input data pembayaran ini digunakan untuk
Form Obat Form Obat digunakan untuk meng-input-kan data obat, pada form ini terdapat beberapa field diantaranya ID_Obat akan muncul otomatis, kemudian ada kolom ID_jenis obat
Sistem akan menampilkan data anda dan juga menampilkan tulisan data anda berhasil tersimpan di atas form hasil input-an data kebutuhan promosi Memilih kebutuhan Sistem akan
Dalam form ini terdapat sebuah tabel yang digunakan untuk menampilkan daftar kata yang tersimpan pada database. Fungsi dari tombol Simpan adalah untuk menyimpan
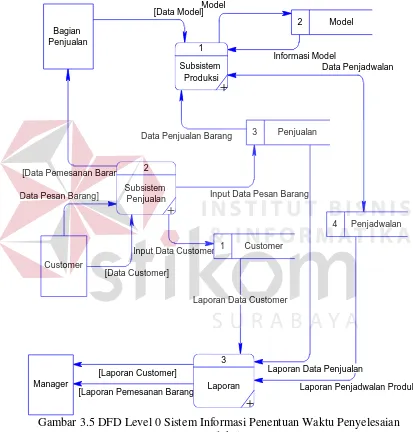
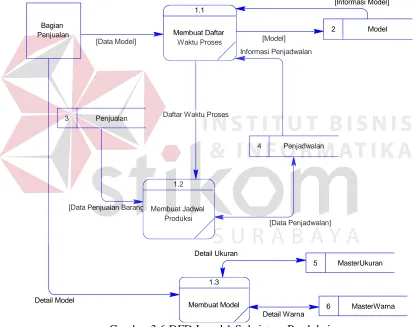
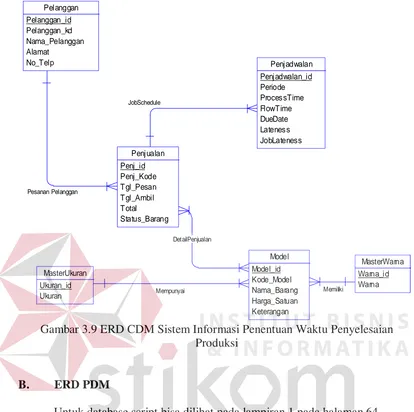
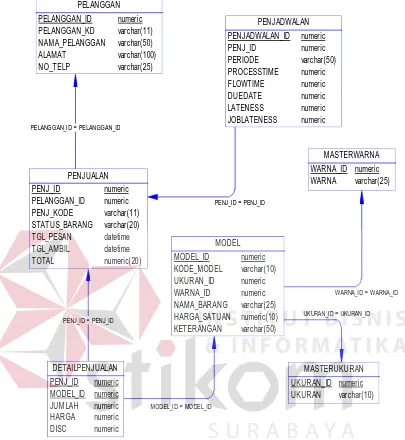
Proses perhitungan metode EDD digunakan untuk melakukan perhitungan terhadap data pesanan customer , data produk, data mesin, data detil produk dengan mengurutkan data
Pada fungsi lihat master jenis pelanggaran, sistem akan menampilkan hasil insert data mata pelajaran yang telah dilakukan sebelumnya. Hasil uji coba fungsi lihat master
