KAJIAN WAKTU KERJA DAN PRODUKTIVITAS PADA
PROSES PERAKITAN MOBIL AVANZA TRIMMING 0
DI PT. TOYOTA MOTOR MANUFACTURING INDONESIA
SKRIPSI
YUDISTIA RIZKIANGGA PRIYAMBODO
F14063104
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
STUDY WORK TIME AND PRODUCTIVITY
OF AVANZA ASSEMBLY PROCESS AT TRIMMING 0
PT. TOYOTA MOTOR MANUFACTURING INDONESIA
Yudistia Rizkiangga Priyambodo and Emmy Darmawati
Department of Machine and Biosystem, Faculty of Agricultural Technology,Bogor Agricultural University, IPB Darmaga Campus, PO Box 220, Bogor, West Java, Indonesia. Email : [email protected]
ABSTRACT
Assessment of work time and productivity should be done routinely by a company. One of the aims is to monitor whether the standard work time can still be used or need adjustment. This is important since PT. Toyota Motor Manufacturing Indonesia, the Indonesia's largest automotive company, has a high production target of 150,000 units of vehicles per year.
Assessment of work time begins with the measurement of actual work time. From the measurement of actual working time, normal time and standard time for each activities were then caculated. Afterward, the utilization rate of time and productivity were calculated from the existing standard time and from the calculated standard time.
In measurement of work time for preparations of RR Axle Avanza in Trimming 0 activities, Assembly Production Department in Karawang Plant, it was found that the operator had a 71 seconds lack time from 15 activities, while having 202 seconds remaining time from 22 activities. The utilization rate the existing standard time was 73,53% and the productivity was 7,27 units/hour.
After the calculation of new standard time, it was obtained that the utilization rate was 87,3% and the productivity was 8,63 unit/hour with 53 seconds unutilized time and no lack time. This shows that the new standard time can be used as a guidance for preparations of RR Axle Avanza activities.
Yudistia Rizkiangga Priyambodo. F14063104. Kajian Waktu Kerja dan Produktivitas Pada Proses Perakitan Mobil Avanza Trimming 0 di PT. Toyota Motor Manufacturing Indonesia. Di bawah bimbingan Dr. Ir. Emmy Darmawati, M.Si. dan Subchan Gatot, S.Kom. 2011
RINGKASAN
Kegiatan yang dapat melatih keterampilan profesi serta kemampuan menangkap, menguasai, dan memecahkan masalah secara sistematis mutlak diperlukan untuk mencapai berbagai tujuan dalam pengembangan SDM di perguruan tinggi. Salah satu kegiatan tersebut yang dapat diselenggarakan oleh perguruan tinggi adalah bekerja sama dengan pihak perusahaan melalui program magang, di mana magang ini dapat dijadikan pilihan untuk menyelesaikan tugas akhir selain penelitian.
Kegiatan magang ini dilakukan di Departemen Industrial Relation, Human Resources Division,
PT. Toyota Motor Manufacturing Indonesia (TMMIN). Perusahaan ini bergerak dalam bidang otomotif sebagai salah satu anak perusahaan dari Toyota Motor Corporation (TMC). Topik magang yang diberikan adalah forum bipartit. Forum bipartit merupakan forum komunikasi antara pihak perusahaan dan pekerja dalam upaya memecahkan serta menyelesaikan masalah-masalah ketenagakerjaan di perusahaan seperti pengembangan usaha, keterampilan, effesiensi kerja, produksi, produktivitas kerja, disiplin kerja, ketenteraman kerja, ketenangan usaha, dan kesejahteraan pekerja.
Melalui program magang ini, terutama dari pengerjaan Toyota Business Practices dengan topik forum bipartit sebagai proyek yang dikerjakan, mahasiswa memperoleh banyak pengalaman yang meningkatkan pengetahuan, sikap, dan keterampilan serta kemampuan dalam mengidentifikasi, menganalisa, merumuskan, serta menemukan alternatif penyelesaian masalah. Mahasiswa juga mendapatkan pengalaman dunia kerja yang belum pernah dirasakan sebelumnya.
Untuk menyusun skripsi sebagai tugas akhir, dipilih sebuah kajian khusus yang sesuai dengan bidang keahlian mayor mahasiswa, yaitu Teknik Pertanian. Kajian khusus yang dipilih adalah pengkajian waktu kerja dan produktivitas pada line produksi. Sesuai dengan arahan dari pihak perusahaan, pengkajian ini dilakukan pada Line Trimming 0, Assembly Production Department, Karawang Plant. Kemudian dipilih job persiapan RR Axle Avanza melihat total standar waktu pengerjaannya paling tinggi dibandingkan dengan pekerjaan lain di line tersebut.
Dalam pengkajian waktu kerja yang dilakukan pada pekerjaan persiapan Rear Axle Avanza pada Line Trimming 0, Assembly Production Department di pabrik Karawang, diketahui bahwa terdapat 15 kegiatan yang waktu penyelesaiannya lebih lama dibandingkan dengan waktu standar dengan total waktu mencapai 71 detik. Di samping hal tersebut, terdapat 22 kegiatan yang waktu penyelesaianya lebih singkat dari waktu standar dengan total waktu 202 detik. Tingkat utilisasi waktu standar ini adalah 73,53% dan produktivitasnya 7,27 unit/jam.
Setelah dilakukan perhitungan waktu baku untuk pekerjaan persiapan Rear Axle Avanza, diperoleh tingkat utilisasi 87,29% dan produktivitasnya 8,63 unit per jam. Kegiatan yang waktu penyelesaiannya lebih singkat dibandingkan dengan waktu baku berjumlah 31 kegiatan dengan total waktu 53 detik. Selain itu, tidak terdapat kegiatan dengan waktu penyelesaiannya lebih lama dibandingkan dengan waktu baku yang digunakan sebagai perbaikan waktu standar.
KAJIAN WAKTU KERJA DAN PRODUKTIVITAS PADA
PROSES PERAKITAN MOBIL AVANZA
TRIMMING
0
DI PT. TOYOTA MOTOR MANUFACTURING INDONESIA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Teknik Mesin dan Biosistem,
Fakultas Teknologi Pertanian,
Institut Pertanian Bogor
Oleh
YUDISTIA RIZKIANGGA PRIYAMBODO
F14063104
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
ii
DEPARTEMEN TEKNIK MESIN DAN BIOSISTEM
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Judul Skripsi : Kajian Waktu Kerja dan Produktivitas Pada Proses Perakitan Mobil Avanza
Trimming 0 di PT. Toyota Motor Manufacturing Indonesia Nama : Yudistia Rizkiangga Priyambodo
NIM : F14063104
Menyetujui,
Pembimbing I,
(Dr. Ir. Emmy Darmawati, M.Si.) NIP 19620529 198703 1 002
Pembimbing II,
(Subchan Gatot, S.Kom.) No. Reg. 9406277
Mengetahui : Ketua Departmen,
(Dr. Ir. Desrial, M.Eng.) NIP 19661201 199103 1 004
PERNYATAAN
Yang bertanda tangan di bawah ini
Nama : Yudistia Rizkiangga Priyambodo NIM : F14063104
Menyatakan bahwa skripsi saya yang berjudul “Kajian Waktu Kerja dan Produktivitas Pada Proses Perakitan Mobil Avanza Trimming 0 di PT. Toyota Motor Manufacturing Indonesia” adalah karya sendiri dan belum diajukan dalam bentuk apapun ke perguruan tinggi manapun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam bentuk daftar pustaka di bagian akhir skripsi ini. apabila terbukti skripsi tersebut bukan hasil karya sendiri, saya bersedia menerima segala sangsi yang telah ditetapkan. Demikian pernyataan ini dibuat sebagaimana mestinya dan benar adanya.
Bogor, Januari 2011 Yang membuat pernyataan
iv
BIODATA PENULIS
Penulis bernama lengkap Yudistia Rizkiangga Priyambodo. Lahir di Trenggalek pada tanggal 25 April 1988, dari Bapak Djoko Sumbodo dan Ibu Suharyati. Penulis menamatkan pendidikan dasar di SDN 1 Beteleme, Sulawesi Tengah pada tahun 2000. Tahun 2003, penulis menyelesaikan pendidikan menengah pertama di SMPN 1 Trenggalek, Jawa Timur. Kemudian pada tahun 2006 penulis lulus pendidikan menengah atas di SMA dari SMA Negeri 1 Trenggalek.
Pada tahun yang sama dengan kelulusan pendidikan menegah atas, penulis diterima di Institut Pertanian Bogor melalui jalur Undangan Seleksi Masuk IPB (USMI). Penulis kemudian memilih program studi mayor Teknik Pertanian, Departemen Teknik Mesin dan Biosistem, Fakultas Teknologi Pertanian dan minor Manajemen Fungsional, Departemen Manajemen, Fakultas Ekonomi dan Manajemen.
Selama kuliah di IPB, penulis tercatat sebagai penerima beasiswa Bantuan Belajar Mahasiswa (BBM) selama tahun 2006 hingga 2008. Selanjutnya, pada tahun 2008 penulis menerima beasiswa Yayasan Karya Salemba Empat (KSE) selama 1 tahun penuh.
KATA PENGANTAR
Segala puji dan syukur penulis panjatkan kehadirat Allah SWT atas segala berkat dan karunia-Nya sehingga dapat menyelesaikan magang dan penulisan skripsi dengan judul “Kajian Waktu Kerja dan Produktivitas Pada Proses Perakitan Mobil Avanza Trimming 0 di PT. Toyota Motor Manufacturing Indonesia”.
Pada kesempatan ini penulis ingin menyampaikan penghargaan dan ucapan terima kasih kepada :
1. Bapak, ibu dan adik-adik, atas doa dan harapan-harapannya
2. Ibu Dr. Ir. Emmy Darmawati, M.Si. selaku dosen pembimbing yang telah memberi bimbingan, pengarahan, saran serta dukungan yang diberikan selama dua tahun bimbingan.
3. Bapak Subchan Gatot, S.Kom. selaku Industrial Relations Department Head dan mentor penulis yang telah mengijinkan penulis melakukan magang di departemen yang dipimpinnya.
4. Bapak Dr. Ir. I Wayan Astika, M.Si selaku koordinator mayor sekaligus dosen penguji ujian tugas akhir yang telah memberikan perbaikan pada skripsi penulis serta nasihat dan dukungannya. 5. Bapak Bachtiar Wiryadi selaku deparment head pada Assembly Production yang telah
mengijinkan penulis melakukan pengambilan data di line-nya.
6. Ibu Anggi, Bapak Sudirman, Bapak Abdul Latief, Bapak Hamka, Bapak Bambang, Bapak Sarwono dan Bapak Dadan serta seluruh pimpinan dan staf HRD PT. TMMIN untuk bimbingan selama penulis melakukan magang.
7. Resti Nurianingsih yang selalui menemani dan memberi semangat.
8. Teman-teman seperjuangan magang Bayu Eko, Imam, Riva, Dodik, Nanda, dan Zani untuk kebersamaan selama 4 bulan.
9. Teman-teman TEP 43 untuk kebersamaan selama 3 tahun, canda, tawa, ilmu, dan pengalaman yang dijalani bersama.
Penulis menyadari bahwa dalam pembuatan skripsi ini tidak lepas dari kesalahan. Oleh karena itu saran dan kritik pembaca sangatlah berharga untuk perbaikan di masa mendatang. Semoga skripsi ini dapat berguna dan bermanfaat.
Bogor, Januari 2011
vi
DAFTAR ISI
Halaman
HALAMAN PENGESAHAN ... ii
HALAMAN PERNYATAAN ... iii
BIODATA PENULIS ... iv
KATA PENGANTAR ………...…... v
DAFTAR ISI ………...…... vi
DAFTAR TABEL ………...…... vii
DAFTAR GAMBAR ... viii
DAFTAR LAMPIRAN ………...…... ix
I. PENDAHULUAN ………... 1
1.1 LATAR BELAKANG ………... 1
1.2 TUJUAN ………... 2
II. PROFIL PERUSAHAAN ………... 3
2.1 SEJARAH DAN PERKEMBANGAN PERUSAHAAN …..…...…...….. 3
2.2 VISI, MISI DAN MOTO ……...……...….. 4
2.3 STRUKTUR ORGANISASI DAN TENAGA KERJA ………...…...…….. 4
2.4 LOKASI PERUSAHAAN DAN RUANG LINGKUP USAHA …...…...……... 6
III. TINJAUAN PUSTAKA ………... 9
3.1 PENGUKURAN WAKTU KERJA ... 9
3.2 PRODUKTIVITAS ... 13
IV. METODE PENELITIAN ………... 16
4.1 WAKTU DAN TEMPAT PELAKSANAAN ……….…... 16
4.2 PEMBIMBING …….………... 16
4.3 METODOLOGI ………..……….…... 16
V. HASIL DAN PEMBAHASAN ………....………... 19
5.1 MAGANG ... 19
5.2 WAKTU KERJA DAN PRODUKTIVITAS PADA PROSES PERAKITAN MOBIL AVANZA TRIMMING 0 ………...…….. 27
VI. KESIMPULAN DAN SARAN ………... 34
6.1 KESIMPULAN ………...…... 34
6.2 SARAN ………...…...…... 34
VII. REKOMENDASI ………... 35
DAFTAR PUSTAKA ………... 36
DAFTAR TABEL
Halaman Tabel 1. Data Jumlah Tenaga Kerja di PT. TMMIN Berdasarkan Kelas Dan
Sub-Kelas, Status Serta Jenis Kelamin …...………... 5
Tabel 2. Performance Rating Menurut Westinghouse ... 10
Tabel 3. Kelonggaran Berdasarkan Faktor-Faktor yang Berpengaruh ... 12
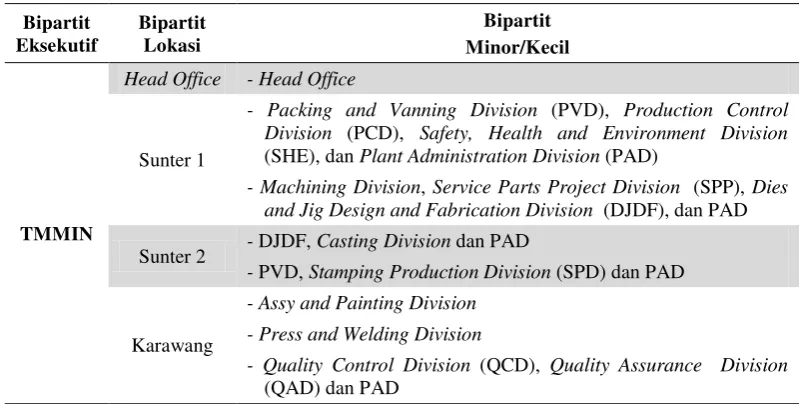
Tabel 4. Forum Bipartit di PT.TMMIN ... 22
Tabel 5. Rencana Countermeasure ... 26
Tabel 6. Pelaksanaan Countermeasure ... 26
Tabel 7. Evaluasi ... 27
Tabel 8. Perbandingan Waktu Standar dan Hasil Pengukuran ... 29
Tabel 9. Penentuan Performace Rating Pada Pekerjaan Pertama ... 30
Tabel 10. Penentuan Faktor KelonggaranPada Pekerjaan Pertama ... 30
Tabel 11. Selisih Waktu Standar, Baku dan Te ... 32
viii
DAFTAR GAMBAR
Halaman
Gambar 1. Diagram Alir Penelitian ...…...………... 18
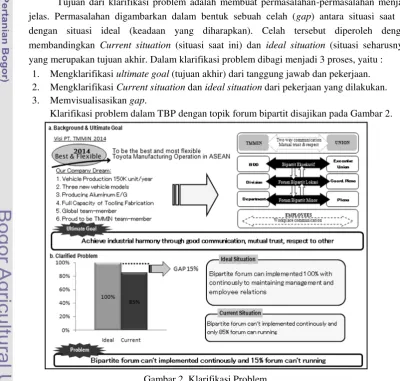
Gambar 2. Klarifikasi Problem ... 24
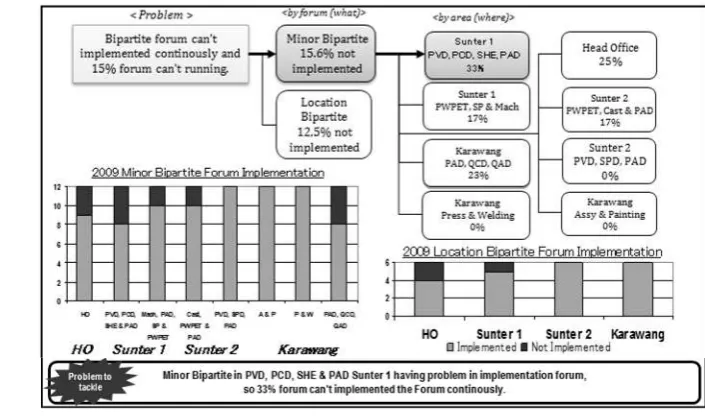
Gambar 3. Breakdown Problem ... 25
Gambar 4. Analisa Root Cause ... 26
Gambar 5. Proses Persiapan RearAxle Avanza ... 28
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Struktur Organisasi PT. TMMIN ... 38
Lampiran 2a. Garis Besar Jadwal Kegiatan IPUS ... 39
Lampiran 2b. Jadwal Kegiatan IPUS ... 40
Lampiran 3. Action Plan Magang ... 41
Lampiran 4. Mekanisme Penyelesaian Masalah Dalam Forum Bipartit ... 42
Lampiran 5. Buku Panduan Pelaksanaan Forum Bipartit ... 43
Lampiran 6. Toyota Business Practices ... 54
Lampiran 7. Yamazumi Chart Line Trimming 0 ... 55
Lampiran 8. Hasil Pengukuran Waktu Kerja ... 56
Lampiran 9. Waktu Standar Pekerjaan Persiapan RR Axle Avanza ... 57
Lampiran 10. Perhitungan Waktu Normal dan Waktu Baku ... 58
Lampiran 11. Time Line Waktu Standar, Te dan Waktu Baku ... 59
Lampiran12. Perhitungan Utilisasi ... 60
I. PENDAHULUAN
1.1
Latar Belakang
Sumber Daya Manusia (SDM) merupakan salah satu aspek penting dalam pengembangan ilmu dan teknologi. Perguruan tinggi merupakan salah satu institusi yang memiliki kemampuan untuk menyiapkan SDM yang berkualitas dalam hal pengembangan potensi, keterampilan, dan juga keahlian dalam bekerja. Pengembangan SDM dalam perguruan tinggi tidak hanya dalam hal pemberian materi secara teoritis dalam perkuliahan tetapi juga pemberian pembekalan dalam menghadapi dunia kerja nantinya. Hal ini sesuai dengan tujuan utama pendidikan yaitu meningkatkan pengetahuan dan keterampilan.
Kegiatan yang dapat melatih keterampilan profesi serta kemampuan menangkap, menguasai, dan memecahkan masalah secara sistematis mutlak diperlukan untuk mencapai berbagai tujuan di atas. Salah satu kegiatan tersebut yang dapat dilakukan oleh perguruan tinggi adalah bekerja sama dengan pihak perusahaan melalui program magang.
Dalam kegiatan magang ini mahasiswa diberikan kesempatan untuk berkerja sebagai mana karyawan lain pada umumnya di perusahaan tersebut. Kegiatan ini dilaksanakan agar mahasiswa yang telah dibekali dengan pengetahuan baik dalam bentuk teori maupun praktek dapat lebih mengembangkan sistem pemikiran yang bersifat analisis, kemampuan menyelesaikan masalah, pengembangan sikap dan menyesuaikan diri dengan situasi nyata di dunia kerja.
Bagi pihak perusahaan, selain merupakan pengabdian pada pendidikan, program magang ini menjadi sarana untuk mendapatkan masukan, saran, kritik, dan rekomendasi dari pihak di luar perusahaan, yaitu perguruan tinggi. Salah satu perusahaan yang menjalin kerja sama dengan Institut Pertanian Bogor melalui program magang adalah. PT. TMMIN merupakan sebuah perusahaan yang bergerak dalam bidang otomotif sebagai salah satu anak perusahaan dari Toyota Motor Corporation (TMC).
Dalam program ini, topik magang yang diberikan kepada mahasiswa disesuaikan dengan kebutuhan perusahaan. Hal ini bertujuan mendistribusikan tenaga kerja sesuai dengan bagian perusahaan yang membutuhkan, sehingga tidak terjadi penumpukan tenaga kerja yang berdampak munculnya ketidak-efisiensian.
Sementara itu, karena program magang ini adalah merupakan tugas yang harus diselesaikan oleh mahasiswa pada akhir masa perkuliahan sebagai salah satu syarat untuk memperoleh gelar sarjana, maka perlu dilakukan kajian khusus. Kajian khusus ini dapat sejalan dengan topik magang jika topik yang diberikan dapat dikaitkan dengan bidang keahlian mayor mahasiswa, yaitu Teknik Pertanian. Jika ternyata tidak memiliki keterkaitan, maka perlu dilakukan kajian khusus di luar dari topik magang dari perusahaan. Topik kajian khusus ini harus mendapat persetujuan dari pihak perusahaan.
Topik magang yang diberikan PT. TMMIN adalah forum bipartit, di bawah Departemen
Sementara itu, kajian khusus yang dipilih adalah pengkajian waktu kerja dan produktivitas pada line produksi. Produktivitas kerja menjadi tolak ukur seberapa efisiennya proses produksi yang sudah diterapkan. Dengan adanya pengkajian secara rutin dapat diketahui proses-proses produksi yang perlu direvisi atau dipertahankan. Penerapan proses produksi dengan tingkat efiensi yang optimal akan sangat membantu perusahaan dalam pencapaian misi dan visi perusahaan.
1.2
Tujuan
Tujuan pelaksanaan program magang ini dibagi menjadi 2 hal yaitu : a. Umum :
Meningkatkan pengetahuan, sikap, dan keterampilan serta kemampuan mahasiswa dalam mengidentifikasi, menganalisa, merumuskan, dan menemukan alternatif penyelesaian masalah melalui latihan kerja dan aplikasi ilmu yang telah diperoleh.
b. Khusus :
II. PROFIL PERUSAHAAN
2.1
Sejarah dan Perkembangan Perusahaan
Berawal sejak tahun 1971 dengan diresmikannya PT. Toyota-Astra Motor (TAM) sebagai importir dan distributor kendaraan Toyota di Indonesia pada tanggal 12 April 1971. Setelah dua tahun berjalan, didirikannya pabrik perakitan PT. Multi Astra, dan disusul tiga tahun kemudian didirikanlah pula PT. Toyota Mobilindo sebagai pabrik komponen.
Dengan didirikannya dua buah pabrik tersebut, pada tahun 1977, mobil Kijang pertama kali diluncurkan ke publik. Dengan diluncurkannya mobil Kijang ke publik, Kijang mendapatkan respon yang cukup baik dari konsumen di Indonesia, sehingga pada tahun 1982 pabrik mesin PT. Toyota Engine Indonesia mulai beroperasi.
Keberhasilan tersebut membawa PT. Toyota Engine Indonesia untuk memulai mengekspor perdana mobil Kijang ke beberapa negara Asia-Pasifik. Untuk mempermudah kegiatan operasional, pada tahun 1989, dilakukan merger empat perusahaan Toyota di Indonesia, yaitu: PT. Toyota-Astra Motor, PT. Multi Astra, PT. Toyota Mobilindo dan PT. Toyota Engine Indonesia. Terakhir pada tahun 2003 PT. TAM berubah nama menjadi PT. Toyota Motor Manufacturing Indonesia (TMMIN) dan didirikan PT. TAM yang baru sebagai distributor.
Selama 30 Tahun, PT. Toyota Motor Manufacturing Indonesia telah memainkan peranan penting dalam pengembangan industri otomotif di Indonesia serta membuka lapangan pekerjaan termasuk dalam industri pendukungnya. PT. TMMIN mulai beroperasi pada tanggal 15 Juli 2003 dan modal awalnya Rp 19,5 milyar, dengan rasio Toyota Motor Corporation (95%) dan PT. Astra International (5%).
PT. TMMIN menjunjung tinggi keselamatan seluruh karyawan. Sertifikasi Sistem Manajemen Keselamatan dan Kesehatan Kerja (SMK3) di pabrik Sunter I dan Karawang merupakan bukti dari keseriusan PT. TMMIN. Keberhasilan kombinasi antara fasilitas modern dan sistem produksi handal di PT. TMMIN mendapat pengakuan internasional dengan diraihnya berbagai penghargaan internasional untuk sistem manajemen kualitas (ISO 9000) oleh pabrik-pabrik di Sunter dan Karawang.
PT. TMMIN dan TAM juga berhasil meraih penjualan terbanyak dalam industri otomotif dalam beberapa tahun terakhir ini. Sebagai contohnya pada tahun 2000, PT. TMMIN dan TAM berhasil menjual 90,148 unit mobil dengan peningkatan market dari 28% dibandingkan tahun sebelumnya.
Berbagai penghargaan internasional berupa ISO 14001 untuk kepedulian lingkungan hidup diperoleh oleh pabrik-pabrik TMMIN di Sunter I, Sunter II, dan Karawang. Di akhir tahun 2003 produksi dan penjualan Kijang berhasil mencapai satu juta unit dan tercatat di Museum Rekor Indonesia (MURI) mengukuhkan reputasi Kijang sebagai mobil keluarga terbaik.
Berbagai pelatihan berfasilitas lengkap yang didirikan di Sunter pada tahun 1991 dan didukung instruktur berstandar internasional Toyota. Kualitas internasional teknisi TMMIN terbukti dengan keberhasilannya berkali-kali meraih juara pertama dalam kontes teknisi tingkat internasional.
2.2
Visi, Misi dan Moto Perusahaan
Visi :Menjadi yang terdepan dalam bidang manufakturing maupun distribusi sebagai upaya kami untuk menjadi perusahaan otomotif berkelas internasional.
Misi :
1. Menjadi pimpinan dalam industri otomotif Indonesia 2. Selalu mengutamakan kepuasan pelanggan
3. Selalu memberikan kontribusi bagi pembangunan ekonomi dan sosial
4. Meningkatkan kesejahteraan melalui pembinaan kepercayaan dengan karyawan, dealer dan pemasok
5. Memelihara kelangsungan lingkungan hidup dan keselamatan kerja
6. Menjunjung tinggi kemampuan individu tanpa mengesampingkan kerjasama tim Moto Toyota : Moving Forward, yaitu, tentang merancang kendaraan yang ramah lingkungan di masa depan dan dengan teknologi yang menjamin keselamatan terbaru yang aman bagi semua orang.
2.3
Struktur Organisasi dan Tenaga Kerja
PT. Toyota Motor Manufacturing Indonesia dipimpin oleh Board of Director (BOD). Di bawahnya terdapat Vice President Director dan Director. Tugas dan wewenang dari keduanya adalah sebagai wakil direktur dan memimpin seluruh kegiatan yang ada, membuat kebijakan serta melakukan pembinaan terhadap departemen atau bagian yang ada di bawah garis organisasi guna mencapai keharmonisan kerja. Dalam menjalankan tugasnya, Vice President Director dibantu oleh Senior General Manager sebagai koordinator penasihat dan konsultasi serta memberikan masukan kepada
Vice President dalam melakukan sesuatu hal.
PT. TMMIN mempunyai empat direktur, masing–masing direktur mempunyai tugas memimpin beberapa divisi. Direktur berkewajiban untuk melaporkan semua pekerjaan mereka pada presiden direktur dan wakil presiden direktur. Dalam menjalankan tugasnya, direktur dibantu oleh beberapa kepala divisi. Masing-masing divisi dikepalai satu kepala divisi (Division Head), kepala divisi mempunyai tugas untuk mengatur dan memimpin beberapa bagian (depatemen) di bawah divisi tersebut dan berkewajiban untuk melaporkan semua pekerjaan mereka kepada direktur. Departemen di bawah divisi dikepalai oleh seorang kepala departemen (Department Head). Dalam menjalankan tugasnya, seorang department head dibantu oleh beberapa kepala seksi (Section Head). Seorang kepala seksi mempunyai beberapa staf di bawahnya. Struktur organisasi dari BOD hingga Department Head secara lengkap tersaji pada Lampiran 1.
Di Plant, struktur tersebut masih bisa menurun lagi. Seorang kepala seksi mengepalai beberapa kepala line (Line Head) untuk memantau line produksi. Dan seorang line head mengepalai beberapa kepala grup (Group Head), yang mengepalai beberapa operator. Peranan line head dan
group head mencakup persiapan sebelum produksi dimulai, pada saat produksi berlangsung, hingga ketika produksi selesai, termasuk diantaranya perawatan alat dan mesin secara rutin.
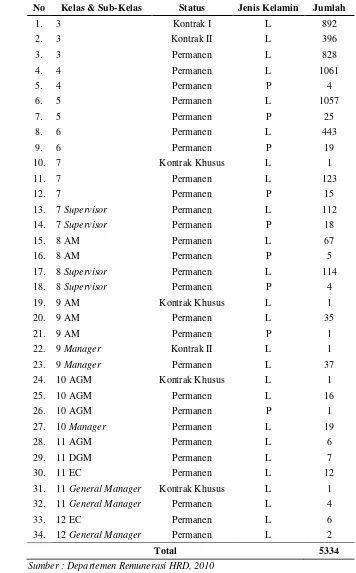
Tabel 1. Data Jumlah Tenaga Kerja di PT. TMMIN Berdasarkan Kelas Dan Sub-Kelas, Status Serta Jenis Kelamin per Juli 2010.
No Kelas & Sub-Kelas Status Jenis Kelamin Jumlah
1. 3 Kontrak I L 892
2. 3 Kontrak II L 396
3. 3 Permanen L 828
4. 4 Permanen L 1061
5. 4 Permanen P 4
6. 5 Permanen L 1057
7. 5 Permanen P 25
8. 6 Permanen L 443
9. 6 Permanen P 19
10. 7 Kontrak Khusus L 1
11. 7 Permanen L 123
12. 7 Permanen P 15
13. 7 Supervisor Permanen L 112
14. 7 Supervisor Permanen P 18
15. 8 AM Permanen L 67
16. 8 AM Permanen P 5
17. 8 Supervisor Permanen L 114
18. 8 Supervisor Permanen P 4
19. 9 AM Kontrak Khusus L 1
20. 9 AM Permanen L 35
21. 9 AM Permanen P 1
22. 9 Manager Kontrak II L 1
23. 9 Manager Permanen L 37
24. 10 AGM Kontrak Khusus L 1
25. 10 AGM Permanen L 16
26. 10 AGM Permanen P 1
27. 10 Manager Permanen L 19
28. 11 AGM Permanen L 6
29. 11 DGM Permanen L 7
30. 11 EC Permanen L 12
31. 11 General Manager Kontrak Khusus L 1
32. 11 General Manager Permanen L 4
33. 12 EC Permanen L 6
34. 12 General Manager Permanen L 2
Total 5334
2.4
Lokasi Perusahaan dan Ruang Lingkup Usaha
Lokasi PT. TMMIN dibagi menjadi 3, yaitu Head Office, Sunter Plant dan Karawang Plant.
1) Kantor Pusat (Head Office)
Kantor pusat PT TMMIN berada di jalan Yos Sudarso, Sunter II, Jakarta Utara 14330. Kantor ini menjadi pusat segala manajerial dari seluruh perusahaan. Gedung perkantoran ini masih digunakan bersama-sama dengan PT. TAM. Salah satu tujuan penggunaan kantor yang sama ini adalah menjaga keharmonisan di antara kedua perusahaan sekaligus memudahkan komunikasi berbagai informasi, terutama pada masa transisi saat terjadi pemisahan perusahaan.
2) Sunter Plant
Sunter Plant adalah salah satu dari pabrik otomotif milik PT. TMMIN yang dibangun pada bulan April 1973. Pabrik tersebut berlokasi di Sunter, Jakarta Utara.
Sunter Plant berdiri di area tanah seluas 310.898 m2 dengan luas bangunan 175.986 m2. Sunter
Plant adalah pabrik otomotif pertama yang dimiliki oleh PT. TMMIN, yang memiliki konsep memadukan teknologi modern dan keahlian sumber daya manusia sehingga menjadikan Sunter Plant
sebagai tulang punggung dari PT. TMMIN dan keuntungan secara terus menerus serta menjadikan Sunter Plant sebagai industri otomotif terbaik di Indonesia.
Komponen part dan mesin yang ditujukkan untuk pasar domestic dan eksport diproduksi di Sunter Plant. Komponen part dan mesin dari PT. TMMIN telah diekspor ke Malaysia, Thailand, Filiphina, Taiwan, Vietnam, Afrika Selatan, dan Jepang.
a) CastingPlant
Berdiri di area seluas 65.028 m2, CastingPlant adalah tempat dimana proses pembentukan dan pembuatan komponen mesin dilakukan. Dengan volume produksi mencapai 1.000 ton/bulan, pabrik ini memproduksi blok silinder 5K, 7K, 1 TR dan 2 TR, Crankshaft 7K, Crank cap 5 K, 7K serta Flywheel 14B.
b) Stamping Plant
Dengan kapasitas produksi 96,00 unit/tahun, Stampling Plant yang memiliki luas area 64.247 m2 tersebut memproduksi press parts untuk Innova, Avanza, dan Dyna/Hino.
c) Engine Plant
Luas dari Engine 7K Plant adalah 15.327 m2 dengan kapasitas produk 4.400 unit/bulan. 7K Engine Plant memproduksi mesin tipe 7K dan 14B untuk Truk Dyna. Beberapa pekerjaan diselesaikan di
Engine Plant adalah pembuatan komponen mesin dan perakitan mesin tipe 7K (270 M/C). Perakitan dan pengepakan dari mesin tipe TR (IMV Series) dan komponen mesin TR dimana akan dikirim ke Thailand (komponen), dan Venezuela, Afrika Selatan, dan Filiphina (rakitan mesin).
Engine TR Plant, dengan luas area sebesar 19.000 m2, memiliki kapasitas produksi 15.000 unit/bulan untuk Machining Line dan 13.000 unit/bulan untuk Assy Line.
d) Packing and Vanning Plant
e) Waste Water Treatment
Didasari oleh komitmen untuk menjaga keseimbangan lingkungan hidup, PT. Toyota Motor Manufacturing Indonesia melengkapi peralatan di Sunter Plant dengan fasilitas water waste treatment yang telah membawa Sunter Plant mendapatkan sertifikat ISO 14001 untuk
Environmental Management System. Pengelolaan limbah di Sunter Plant berlokasi di area seluas 2.535 m2. Di sini limbah telah diproses secara kimiawi dan biologi. Sunter Plant juga mempunyai fasilitas laboratorium yang menjamin dari kualitas pengelolaan limbah sesuai standar pemerintah. 3) Karawang Plant
Karawang Plant adalah salah satu pabrik otomotif milik PT. TMMIN yang berlokasi di
Karawang International Industrial City (KIIC), Teluk Jambe, Jawa Barat. Karawang Plant dibangun pada 29 Mei 1996 dengan nilai investasi sebesar Rp. 462,2 miliar. Walaupun mulai beroperasi pada tahun 1998, namun Karawang Plant baru diresmikan pada tahun 2000. Pada saat ini, Karawang Plant
memiliki kapasitas produksi 100.000 unit mobil per tahun.
Karawang Plant yang berdiri di area tanah seluas 1.000.000 m2 dengan luas bangunan 300.000 m2 memiliki konsep pabrik otomotif kelas dunia yang memadukan teknologi tinggi, keahlian sumber daya manusia, dan kepedulian terhadap karyawan dan lingkungan.
Sedangkan dalam hal produksi, Karawang Plant menitikberatkan pada produksi Innova yang ditujukkan untuk pasar domestik dan internasional. Untuk Completely Built Up (CBU), tujuan ekspornya adalah ke negara-negara Timur Tengah (Saudi Arabia, Uni Emirat Arab, Kuwait, Bahrain, Qatar, Oman, Yordania, Syria, dan Libanon), Negara-negara kepulauan Pasifik (Fiji dan Solomon), serta ke Negara-negara Asia (Brunei Darussalam dan Thailand). Sedangkan untuk Completely Knock Down (CKD) memiliki tujuan ekspor ke Malaysia, Filiphina, dan Vietnam.
Karawang Plant memiliki fasilitas produksi sebagai berikut: a) Stamping Shop
Stamping Shop adalah tempat proses pengepresan pembuatan body kendaraan dilakukan. Lempengan-lempengan baja dicetak menjadi bagian-bagian dari body kendaraan seperti kerangka, tangki bahan bakar, dan komponen body subassembly (kabin, dek, rangka chasis). Pembuatan
pressed part untuk membentuk body kendaraan bermula dari lembar baja yang kemudian dilakukan proses pengepresan menjadi press part yang siap dikirim ke bagian pengelasan untuk disatukan menjadi body kendaraan utuh. Stamping Shop memiliki fasilitas 2 proses A line tonase 2.400 ton dengan 450 stroke/jam dan C line kapasitas 700 ton dengan 620 stroke/jam. Disamping itu guna menjamin keamanan dan keselamatan kerja serta tingkat produktifitas, digunakan system robotic untuk setiap perpindahan pressed part antar mesin.
b) Welding Shop
Welding Shop memiliki area 23.000 m2. Disinilah proses penyambungan/pengelasan bagian-bagian body kendaraan untuk menghasilkan satu bagian utuh. Prosesnya adalah dengan menyatukan seluruh pressed part yang diproduksi oleh Stamping Shop. Hasil akhir dari proses ini adalah satu body kendaraan utuh. Untuk menjamin tingkat presisi dan keakuratan yang tinggi Welding Shop
dilengkapi fasilitas Welding Main Body Line, Coordinate Measuring Machine dan Shell Body Line
dengan Slat Conveyor. Disamping itu juga didukung dengan 34 buah robot las (MB 16, UB 6 dan Fr 12) dan GBL (Global Body Line) yang memberikan jaminan kualitas permukaan luar (proses
clamp dari sisi dalam). c) Painting Shop
Shop yang memiliki luas 17.600 m2, memiliki fasilitas pengecatan Primer and Top Coat proses dengan system robotic untuk mendapatkan hasil pengecatan berkualitas tinggi. Selain itu, kedua puluh robot yang digunakan juga memberikan jaminan keamanan proses serta ramah lingkungan. d) Assembling Shop
Assembling Shop yang memiliki luas area 37.500 m2 merupakan tempat perakitan satu body kendaraan utuh menjadi sebuah kendaraan utuh siap jalan. Di Assembling Shop inilah dilakukan proses perakitan atau pemasangan seluruh komponen kendaraan pada satu body kendaraan. Mulai dari mesin hingga roda kendaraan. Assembling Shop memiliki fasilitas Main Assembly Line dengan
door less system assembly yang memberikan jaminan kualitas terbaik dan peningkatan produktifitas kerja. Selain itu juga dilengkapi dengan Final Test Facility yang mengecek setiap unit kendaraan untuk mewujudkan kepuasan pengguna kendaraan tersebut.
e) Test Course
Setelah melalui proses di Assembling Shop, setiap kendaraan harus memasuki Test Course, yaitu sarana uji coba kendaraan baru yang memiliki luas area 45.630 m2. di Test Course inilah performa kendaraan diuji, mulai dari kemampuan mesin hingga kedinamisan body. Hasil dari Tes Course memberikan janji kendaraan berkualitas internasional. Uji pacu beragam kecepatan akselerasi mesin dan navigasi kemudi.
f) Common Yard
Merupakan fasilitas logistik yang digunakan bersama oleh PT. TMMIN, PT. TAM, dan main dealer sebagai Delivery Center unit-unit ekspor dan domestik, sekaligus pula sebagai Centralized Stock-Dealer. Untuk menjamin safety operation, Karawang Common Yard telah mengimplementasikan Global Logistic Safety Management, dan Fresh Factory Quality untuk menjamin kendaraan baru yang menggunakan sarana transportasi car carrier saat diterima customer
g) Environment Management System
Kepedulian PT Toyota Motor Manufacturing Indonesia yang tinggi terhadap lingkungan hidup di sekitar pabrik, diwujudkan dengan menerapkan Environment Management System. Konsep
Environment Management System ini diimplementasikan dalam berbagai aktivitas, meliputi pemenuhan regulasi dan menghilangkan komplain (zero complaint), meminimalkan resiko kerusakan lingkungan, meningkatkan kinerja lingkungan melalui proses produksi, serta pengembangan lingkungan masyarakat sekitar. Salah satu wujud nyata untuk mencapai zero complaint adalah dengan membangun system pengolahan limbah yang modern dengan proses kimia dan biologi sehingga air hasil olah dapat dipergunakan kembali. Waste Water Treatment
III. TINJAUAN PUSTAKA
Produktivitas tenaga kerja merupakan salah satu hal yang sangat menentukan keberhasilan suatu proyek dalam melaksanakan pekerjaan sesuai dengan jadwal yang telah direncanakan. Hal ini juga akan mempengaruhi dalam persaingan dalam industri. Oleh karena itu, pengukuran produktivitas tenaga kerja sangatlah diperlukan untuk mengetahui sejauh mana perkembangan dan prestasi dari suatu proyek. Selama ini, seringkali produktivitas tenaga kerja di lapangan diabaikan. Padahal pada kenyataannya produktivitas tenaga kerja di lapangan masih sangat rendah karena hilangnya waktu produktif akibat material (30.7 %) dan sumber daya manusia (69.3 %) (Kaming, 1997).
Pengukuran produktivitas dipengaruhi oleh banyak faktor. Hal ini menyebabkan sulit dilakukannya pengukuran produktivitas secara detail. Manajemen seringkali tidak memperhitungkan produktivitas dalam merencanakan proyek karena membutuhkan tenaga dan biaya yang besar. Selain itu, pengukuran produktivitas tidak bisa dilakukan secara akurat sehingga pengukuran produktivitas dilakukan dengan pendekatan (Pilcher, 1992).
Mengingat produktivitas sangat menentukan dalam merencanakan suatu proyek dalam hal ketepatan waktu penyelesaiannya maka pengukuran produktivitas harus dilakukan sebagai pertimbangan dalam merencanakan proyek berikutnya. Dengan mengukur produktivitas di lapangan, maka dapat diketahui sejauh mana prestasi proyek tersebut yang nantinya akan memberikan pertimbangan dalam usaha peningkatan produktivitas untuk diterapkan dalam proyek. Usaha peningkatan produktivitas ini diharapkan dapat memperbaiki produktivitas rencana yang ada dengan harapan akan meningkatkan keuntungan.
3.1
Pengukuran Waktu Kerja
Secara singkat pengukuran waktu kerja adalah metode penetapan keseimbangan antara jalur manusia yang dikontribusikan dengan unit keluaran yang dihasilkan. Tujuannya adalah menentukan waktu standar seorang pekerja dalam menyelesaikan pekerjaannya.
Waktu standar adalah waktu yang dibutuhkan oleh seorang pekerja yang memiliki tingkat kemampuan rata-rata untuk menyelesaikan pekerjaannya. Waktu standar ini sangat diperlukan sekali untuk:
a. Perencanaan kebutuhan tenaga kerja (man power planning)
b. Estimasi biaya-biaya upah karyawan/pekerja c. Penjadwalan produksi dan penganggaran
d. Perencanaan sistem pemberian bonus dan insentif bagi karyawan atau pekerja yang berprestasi e. Indikasi keluaran (output) yang mampu menghasilkan seorang pekerja
f. Menyeimbangkan lintasan produksi (the balancing ofproduction lines)
3.1.1
Waktu Normal
Waktu normal merupakan waktu penyelesaian pekerjaan oleh pekerja dalam kondisi wajar dan kemampuan rata-rata. Untuk menormalkan waktu yang diperoleh dari pengukuran kerja akibat tempo atau kecepatan kerja operator yang berubah-ubah, maka diperlukan adanya penyesuaian. Penyesuaian ini didasarkan dari performace rating dari operator.
Perfomance rating adalah suatu aktivitas untuk menilai atau mengevaluasi kecepatan, usaha, tempo, ataupun performance kerja yang semuanya akan menunjukkan gerakan operator pada saat bekerja. Penilaian ini merupakan suatu proses yang dilakukan perusahaan dalam menilai kinerja dari tenaga kerja. Salah satu tujuannya adalah memberikan feedback kepada perusahaan dan tenaga kerja bersangkutan dalam upaya memperbaiki kinerja dan produktivitasnya (Hariandja, 2007).
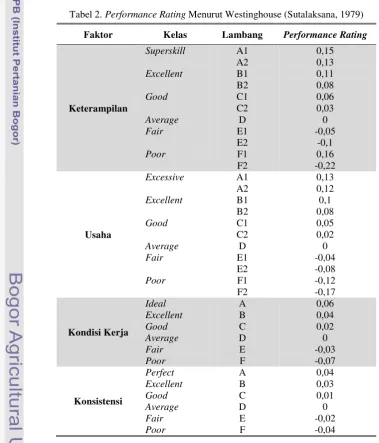
Adapun konsep penyesuaian yang dilakukan adalah Weslinghome Sistems Rating. Weslinghouse berpendapat bahwa ada empat faktor yang menyebabkan kewajaran atau ketidakwajaran dalam bekerja, yaitu: keterampilan (skilf), usaha (effort), kondisi kerja (conditions)
dan konsistensi (consistency). Nilai perfomance rating keempat faktor tersebut dapat terlihat pada Tabel 2.
Tabel 2. Performance Rating Menurut Westinghouse (Sutalaksana, 1979)
Faktor Kelas Lambang Performance Rating
Keterampilan didefinisikan sebagai kecakapan dalam mengerjakan metode yang diberikan dan lebih lanjut berhubungan dengan pengalaman, ditujukan dengan kordinasi yang baik antara pikiran dan tangan.
Usaha didefinisikan sebagai hal yang menunjukkan kemampuan untuk bekerja secara efektif. Usaha ditujukan oleh kecepatan pada tingkat kemampuan yang dimiliki dan dapat dikontrol pada tingkat yang lebih tinggi oleh operator.
Kondisi kerja didefinisikan sebagai prosedur performance rating yang berakibat pada operator dan bukan pada operasi. Kondisi ini terdiri dari kondisi fisik, lingkungan kerja seperti pencahayaan, temperatur dan kebisingan ruangan.
Konsistensi juga merupakan bagian yang penting karena pada kenyataannya setiap pengukuran tidak mencatat semua angka sama dan waktu penyelesaian yang ditunjukkan pekerja selalu berubah dari satu siklus ke siklus yang lain. Konsistensi dikatakan sempurna jika waktu penyelesaian tetap setiap saat.
Nilai faktor penyesuaian ditentukan sebagai berikut:
a. Jika operator terlalu cepat bekerja diatas batas normal maka faktor penyesuaian > 1.
b. Jika operator bekerja terlalu lambat dan bekerja dibawah normal maka rating faktor penyesuaian < 1.
c. Jika operator bekerja normal maka faktor penyesuaian = 1. Sistem bekerja normal berarti pekerja berpengalaman tanpa usaha berlebih, menguasai cara kerja, kesungguhan bekerja.
3.1.2 Waktu Baku
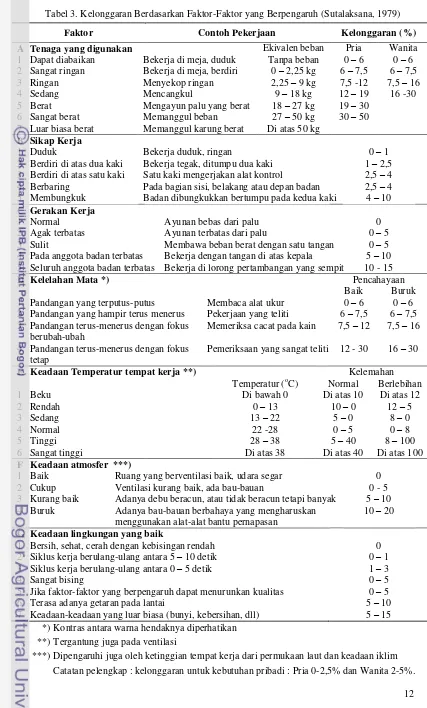
Waktu baku adalah jumlah waktu yang diperlukan guna menyelesaikan suatu pekerjaan dalam prestasi standar, yaitu dengan memperhitungkan kelonggaran-kelonggaran serta penyesuaian-penyesuaian yang dibutuhkan. Waktu baku ini diperoleh dengan penambahan faktor kelonggaran pada waktu normal yang telah diperoleh. Faktor-faktor yang berpengaruh dalam perhitungan kelonggaran beserta nilainya disajikan pada Tabel 3.
Kelonggaranyang biasanya terdapat proses produksi, dapat diklasifikasikan menjadi: a. Kelonggaran untuk kebutuhan pribadi (personal allowance)
Hal-hal yang termasuk dalam kebutuhan pribadi antara lain minum untuk menghilangkan rasa haus, pergi ke kamar kecil, berbicara dengan teman sekerja untuk menghilangkan kejenuhan. b. Kelonggaran untuk melepas lelah (fatique allowance)
Kelonggaran ini diberikan kepada karyawan untuk beristirahat setelah melakukan pekerjaan dengan maksud untuk melepas lelah dan memulihkan stamina dari keletihan fisik maupun psikologis.
c. Kelonggaran untuk hal-hal tak terduga (unavoidable allowance)
Tabel 3. Kelonggaran Berdasarkan Faktor-Faktor yang Berpengaruh (Sutalaksana, 1979)
Faktor Contoh Pekerjaan Kelonggaran (%)
A Tenaga yang digunakan Ekivalen beban Pria Wanita
1 Dapat diabaikan Bekerja di meja, duduk Tanpa beban 0 – 6 0 – 6
2 Sangat ringan Bekerja di meja, berdiri 0 – 2,25 kg 6 – 7,5 6 – 7,5
3 Ringan Menyekop ringan 2,25 – 9 kg 7,5 -12 7,5 – 16
4 Sedang Mencangkul 9 – 18 kg 12 – 19 16 -30
5 Berat Mengayun palu yang berat 18 – 27 kg 19 – 30
6 Sangat berat Memanggul beban 27 – 50 kg 30 – 50
7 Luar biasa berat Memanggul karung berat Di atas 50 kg B Sikap Kerja
1 Duduk Bekerja duduk, ringan 0 – 1
2 Berdiri di atas dua kaki Bekerja tegak, ditumpu dua kaki 1 – 2,5 3 Berdiri di atas satu kaki Satu kaki mengerjakan alat kontrol 2,5 – 4
4 Berbaring Pada bagian sisi, belakang atau depan badan 2,5 – 4
5 Membungkuk Badan dibungkukkan bertumpu pada kedua kaki 4 – 10
C Gerakan Kerja
1 Normal Ayunan bebas dari palu 0
2 Agak terbatas Ayunan terbatas dari palu 0 – 5
3 Sulit Membawa beban berat dengan satu tangan 0 – 5
4 Pada anggota badan terbatas Bekerja dengan tangan di atas kepala 5 – 10 5 Seluruh anggota badan terbatas Bekerja di lorong pertambangan yang sempit 10 - 15
D Kelelahan Mata *) Pencahayaan
Baik Buruk
1 Pandangan yang terputus-putus Membaca alat ukur 0 – 6 0 – 6
2 Pandangan yang hampir terus menerus Pekerjaan yang teliti 6 – 7,5 6 – 7,5 3 Pandangan terus-menerus dengan fokus
berubah-ubah
Memeriksa cacat pada kain 7,5 – 12 7,5 – 16
4 Pandangan terus-menerus dengan fokus tetap
Pemeriksaan yang sangat teliti 12 - 30 16 – 30
E Keadaan Temperatur tempat kerja **) Kelemahan
Temperatur (oC) Normal Berlebihan
1 Beku Di bawah 0 Di atas 10 Di atas 12
2 Rendah 0 – 13 10 – 0 12 – 5
3 Sedang 13 – 22 5 – 0 8 – 0
4 Normal 22 -28 0 – 5 0 – 8
5 Tinggi 28 – 38 5 – 40 8 – 100
6 Sangat tinggi Di atas 38 Di atas 40 Di atas 100
F Keadaan atmosfer ***)
1 Baik Ruang yang berventilasi baik, udara segar 0
2 Cukup Ventilasi kurang baik, ada bau-bauan 0 - 5
3 Kurang baik Adanya debu beracun, atau tidak beracun tetapi banyak 5 – 10
4 Buruk Adanya bau-bauan berbahaya yang mengharuskan
menggunakan alat-alat bantu pernapasan
10 – 20
G Keadaan lingkungan yang baik
1 Bersih, sehat, cerah dengan kebisingan rendah 0
2 Siklus kerja berulang-ulang antara 5 – 10 detik 0 – 1
3 Siklus kerja berulang-ulang antara 0 – 5 detik 1 – 3
4 Sangat bising 0 – 5
5 Jika faktor-faktor yang berpengaruh dapat menurunkan kualitas 0 – 5
6 Terasa adanya getaran pada lantai 5 – 10
7 Keadaan-keadaan yang luar biasa (bunyi, kebersihan, dll) 5 – 15
*) Kontras antara warna hendaknya diperhatikan **) Tergantung juga pada ventilasi
3.2
Produktivitas
Secara umum, produktivitas diartikan sebagai hubungan antara hasil nyata maupun fisik dengan masukan yang sebenarnya (ILO, 1975). Greenberg yang dikutip oleh Sinungan (2008) mengartikan produktivitas sebagai perbandingan antara totalitas pengeluaran pada waktu tertentu dibagi totalitas masukan selama periode tersebut. Pengertian lain menurut Hasibuan (2008) produktivitas merupakan perbandingan antara keluaran dan masukan serta mengutarakan cara pemanfaatan baik terhadap sumber-sumber dalam memproduksi suatu barang dan jasa.
Ukuran produktivitas yang paling terkenal berkaitan dengan tenaga kerja yang dapat dihitung dengan membagi pengeluaran oleh jumlah yang digunakan atau jam-jam kerja orang. Pada hakikatnya, melalui produktivitas, manajemen dan para penentu kebijakan serikat buruh mengarahkan efektifitas dan pelaksanaan organisasi perseorangan secara menyeluruh, yang mencakup sedikit gambaran jelas seperti tidak adanya rintangan dan kesulitan tingkatan pembalikan, ketidak hadiran dan bahkan kepuasan langganan. Dengan dikemukakan konsepsi produktivitas yang lebih luas ini maka dapat dipahami bahwa para pembuat kebijaksanaan mengetahui batas antara pekerja, kepuasan para langganan dan produktivitas (Sinungan, 2008).
Dalam berbagai referensi terdapat banyak sekali pengertian mengenai produktivitas yang oleh Sinungan (2008) dikelompokkan menjadi tiga, yaitu :
a. Rumusan tradisional bagi keseluruhan produktivitas tidak lain ialah ratio dari pada apa yang dihasilkan (output) terhadap keseluruhan peralatan produksi yang dipergunakan (input). b. Produktivitas pada dasarnya adalah suatu sikap mental yang selalu mempunyai pandangan
bahwa mutu kehidupan hari ini lebih baik dari pada kemarin, dan hari esok lebih baik dari hari ini.
c. Produktivitas merupakan interaksi terpadu secara serasi dari tiga faktor esensial, yakni: investasi termasuk penggunaan pengetahuan dan teknologi serta riset; manajemen; dan tenaga kerja.
Produktivitas merupakan suatu pendekatan interdisipliner untuk menentukan tujuan yang efektif, pembuatan rencana, aplikasi penggunaan cara yang produktivitas untuk menggunakan sumber-sumber secara efisien, dam tetap menjaga adanya kualitas yang tinggi. Produktivitas mengikutsertakan pendayagunaan secara terpadu sumber daya manusia dan keterampilan, barang modal teknologi, manajemen, informasi, energi, dan sumber-sumber lain menuju kepada pengembangan dan peningkatan standar hidup untuk seluruh masyarakat, melalui konsep produktivitas semesta total.
Produktivitas mempunyai pengertiannya lebih luas dari ilmu pengetahuan, teknologi dan teknik manajemen, yaitu sebagai suatu philosopi dan sikap mental yang timbul dari motivasi yang kuat dari masyarakat, yang secara terus menerus berusaha meningkatkan kualitas kehidupan. Produktivitas pekerja menentukan keberhasilan suatu proyek dalam melaksanakan jadwal proyek yang telah ditentukan sebelumnya. Oleh karena itu, dalam merencanakan jadwal proyek harus memperhatikan produktivitas tenaga kerja agar terjadi kesesuaian antara durasi dan jumlah tenaga kerja rencana dengan durasi dan jumlah tenaga kerja aktual. Besarnya produktivitas menunjukkan sampai sejauh mana tenaga kerja mampu menyelesaikan jumlah pekerjaan yang telah ditentukan dalam jadwal proyek (Han dan Leong, 1996).
3.2.1 Konsepsi Produktivitas
hubungan satu arah, melainkan keduanya adalah saling tergantung dengan pola hubungan yang dinamis, tidak mekanistik, non linear dan kompleks.
Secara makro, sumber pertumbuhan dapat dikelompokkan kedalam unsur berikut. Pertama, peningkatan stok modal sebagai hasil akumulasi dari proses pembangunan yang terus berlangsung. Proses akumulasi ini merupakan hasil dari proses investasi. Kedua, peningkatan jumlah tenaga kerja juga memberikan kontribusi terhadap pertumbuhan ekonomi. Ketiga, peningkatan produktivitas merupakan sumber pertumbuhan yang bukan disebabkan oleh peningkatan penggunaan jumlah dari input atau sumber daya, melainkan disebabkan oleh peningkatan kualitas sumber dayanya. Dengan jumlah tenaga kerja dan modal yang sama, pertumbuhan output akan meningkat lebih cepat apabila kualitas dari kedua sumber daya tersebut meningkat.Walaupun secara teoritis faktor produksi dapat dirinci, pengukuran kontribusinya terhadap output dari suatu proses produksi sering dihadapkan pada berbagai kesulitan. Disamping itu, kedudukan manusia, baik sebagai tenaga kerja kasar maupun sebagai manajer, dari suatu aktivitas produksi tentunya juga tidak sama dengan mesin atau alat produksi lainnya. Seperti diketahui bahwa output dari setiap aktivitas ekonomi tergantung pada manusia yang melaksanakan aktivitas tersebut, maka sumber daya manusia merupakan sumber daya utama dalam pembangunan. Sejalan dengan fenomena ini, konsep produktivitas yang dimaksud adalah produktivitas tenaga kerja. Tentu saja, produktivitas tenaga kerja ini dipengaruhi, dikondisikan atau bahkan ditentukan oleh ketersediaan faktor produksi komplementernya seperti alat dan mesin. Namun demikian konsep produktivitas adalah mengacu pada konsep produktivitas sumber daya manusia.Secara umum konsep produktivitas adalah suatu perbandingan antara keluaran (output) dan masukan (input) persatuan waktu.
3.2.2 Manfaat Pengukuran Produktivitas
Pada tingkat sektoral dan nasional, produktivitas menunjukkan kegunaannya dalam membantu evaluasi penampilan, perncanaan, kebijakan pendapatan, upah dan harga melalui identifikasi faktor-faktor yang mempengaruhi distribusi pendapatan, membandingkan sektor-sektor ekonomi yang berbeda untuk menentukan prioritas kebijakan bantuan, menentukan tingkar pertumbuhan suatu sektor atau ekonomi, mengetahui pengaruh perdagangan internasional terhadap perkembangan ekonomi dan seterusnya.
Pada tingkat perusahaan, manfaat dari pengukuran produktivitas adalah:
a. Perusahaan dapat melihat efisiensi sumber dayanya sehingga dapat memproduksi barang atau jasa lebih optimal dengan jumlah sumber daya yang tersedia.
b. Melalui pengukuran produktivitas, perencanaan sumber daya dapat menjadi lebih efektif dan efisien.
c. Perencanaan target level produktivitas untuk masa mendatang dapat dimodifikasi kembali berdasarkan hasil pengukuran produktivitas saat ini.
d. Strategi untuk meningkatkan produktivitas perusahaan dapat ditetapkan berdasarkan perbedaaan antara level produktivitas yang direncanakan dengan hasil pengukuran.
e. Hasil pengukuran produktivitas dapat berguna dalam merencanakan tingkat keuntungan yang didapatkan perasahaan.
f. Pengukuran produktivitas akan menciptakan tindakan-tindakan yang kompetitif berupa upaya-upaya peningkatan produktivitas terus-menerus.
berkaitan. Pengamatan atas perubahan-perubahan dari gambaran data yang diperoleh sering nilai diagnostik yang menunjuk pada kemacetan dan rintangan dalam meningkatkan penampilan perusahaan.
3.2.3 Metode-Metode Pokok Pengukuran Produktivitas
Suatu perusahaan perlu mengetahui pada level produktivitas mana perusahaan itu beroperasi, agar dapat membandingkannya dengan produktivitas standar yang telah ditetapkan manajemen, mengukur tingkat perbaikan produktivitas dari waktu ke waktu dan membandingkan dengan produktivitas industri sejenis yang menghasilkan produk serupa. Hal ini menjadi penting agar perusahaan itu dapat peningkatkan daya saing dari produk yang dihasilkannya.
Sepintas pengukuran produktivitas terlihat sederhana. Produktivitas adalah rasio antara apa yang dimasukkan ke dalam proses produksi (input) dengan apa yang dihasilkan (output). Tetapi input dan output dari proses yang bahkan paling sederhana pun banyak jenisnya (Crocker et al., 2007). Secara umum pengukuran produktivitas berarti perbandingan yang dapat dibedakan dalam tiga jenis yang sangat berbeda:
a. Perbandingan-perbandingan antara pelaksanaan sekarang dengan pelaksanaan secara historis yang tidak menunjukkan apakah pelaksanaan sekarang ini memuaskan, namun hanya mengetengahkan apakah meningkat atau berkurang serta tingkatannya.
b. Perbandingan pelaksanaan antara satu unit (perorangan tugas, seksi, proses) dengan lainnya. Pengukuran seperti itu menunjukkan pencapaian relatif.
c. Perbandingan pelaksanaan sekarang dengan targetnya, dan inilah yang terbaik sebagai memusatkan perhatian pada sasaran/tujuan.
Utilisasi merupakan suatu ukuran yang penting dalam menentukan produktivitas. Nilai utilisasi yang rendah menunjukkan adanya pengelolaan yang kurang baik dalam penyesuaian antara sumber daya yang ada dengan kesibukan dari tenaga kerja (Schonberger, 1985). Utilisasi akan meningkat jika tenaga kerja yang ada tetap dalam kondisi sibuk dengan pekerjaannya dan bahanbahan serta peralatan tersedia dengan lengkap. Waktu yang dibutuhkan untuk menyelesaikan suatu pekerjaan akan berkurang seiring dengan meningkatnya utilisasi. Utilisasi adalah perbandingan antara time working dan available time to work.
Working time adalah waktu yang digunakan untuk bekerja. Jadi tidak termasuk istirahat siang dan rest and delay. Working time merupakan selisih antara available time to work dengan rest and delay. Rest and delay merupakan waktu tidak efektif dari para pekerja, misalnya waktu untuk beristirahat, merokok, minum dan berpindahnya pekerja dari pekerjaan satu ke pekerjaan yang lain.Sedangkan available time to work adalah waktu yang dimiliki untuk menyelesaikan pekerjaan.
Utilisasi merupakan persentase dari waktu tersedia dalam sebuah pusat kerja yang sedang berproduksi. Dalam hal ini, idle time harus dilaporkan guna mengidentifikasi dan memperbaiki masalah-masalah yang muncul. Utilisasi pada umumnya menekankan bahwa semua pusat kerja tidak perlu berproduksi pada tingkat waktu 100%, tetapi seharusnya berproduksi pada tingkat permintaan total. Membuat lebih banyak produk dibandingkan dengan permintaan total akan menimbulkan kelebihan produksi yang berakibat kelebihan inventori dan membebankan secara berlebihan pada pekerjaan yang lain. Waktu yang diperlukan untuk preventive maintenance, pelatihan karyawan, dan aktivitas perbaikan lainnya, merupakan suatu investasi bagi sistem industri manufaktur moderen, meskipun untuk itu akan membuat seolah-olah tingkat utilisasi sumber daya menjadi kurang baik.
IV. METODE PENELITIAN
4.1
Waktu dan Tempat Pelaksanaan
Kegiatan magang ini dilaksanakan pada bulan Maret hingga Juli 2010 yang bertempat di Head Office PT. Toyota Motor Manufacturing Indonesia yang beralamat di jln. Yos Sudarso Sunter II, Jakarta. Sedangkan untuk kajian khusus, dilaksanakan di Assy Shop Karawang Plant PT. Toyota Motor Manufacturing Indonesia, Karawang International Industrial City (KIIC), Teluk Jambe, Karawang, Jawa Barat.
4.2
Pembimbing
Pelaksanaan Magang ini dibimbing oleh :
a. Dr. Ir. Emmy Darmawati, M.Si., staf pengajar Departemen Teknik Pertanian Fakultas Teknologi Pertanian IPB sebagai dosen pembimbing akademik.
b. Subchan Gatot, S.Kom, Industrial Relation Department Head sebagai pembimbing di perusahaan yang ditentukan oleh PT. Toyota Motor Manufacturing Indonesia.
4.3
Metodologi
Sasaran dan Alat Penelitian
Sasaran atau objek penelitian adalah kegiatan proses perakitan mobil Avanza Triming 0, Assy Shop, Karawang Plant, PT. Toyota Motor Manufacturing Indonesia. Pengambilan data difokuskan pada job 2, yaitu prepare Rear Axle Avanza. Alat yang digunakan adalah stopwatch untuk pengukur waktu, alat tulis, alat hitung dan kamera sebagai alat perekam video.
Pengumpulan Data
Data yang digunakan pada penelitian ini meliputi data primer dan data sekunder. Data primer diperoleh dengan pengamatan dan pencatatan langsung aktivitas dalam proses perakitan meliputi diskripsi aktivitas dan waktu yang dibutuhkan oleh setiap kegiatan. Wawancara dengan pihak terkait dilakukan untuk melengkapi data primer. Data sekunder diperoleh dari laporan-laporan perusahaan yang berhubungan dengan objek yang diteliti.
Data yang diperlukan adalah:
a. Waktu yang dibutuhkan untuk menghasilkan produk dihitung mulai dari waktu persiapan alat untuk memulai kerja, waktu kerja utama, waktu istirahat, waktu perbaikan alat, dll
b. Kapasitas produksi. c. Jumlah tenaga kerja.
d. Standar waktu yang ditetapkan oleh perusahaan Pengolahan dan Analisa Data
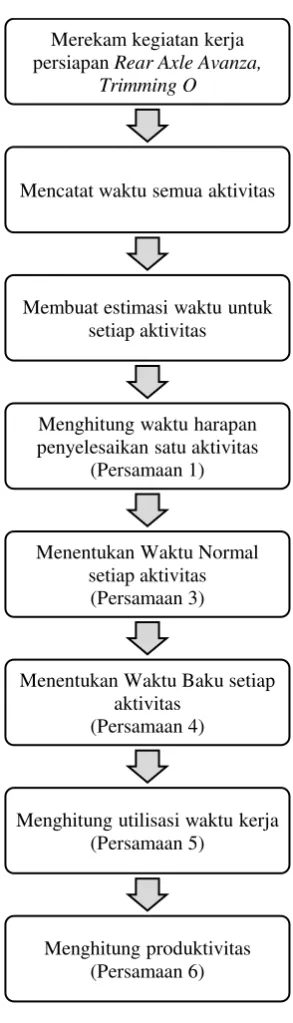
Data diolah secara kualitatif dan kuantitatif. Data hasil pengamatan aktivitas diolah secara kualitatif dalam bentuk diskriptif aktivitas (kegiatan) selanjutnya dianalisa untuk menghasilkan jaringan kerja. Data hasil pencatatan waktu aktivitas diolah secara kuantitatif dengan metode Project Evaluation and Review Technique (PERT) untuk menghasilkan waktu penyelesaian seluruh aktivitas dari objek yang diteliti. Adapun tahapan dalam analisa waktu dengan PERT adalah
c. Membuat estimasi waktu untuk setiap aktivitas. Tiga estimasi waktu yang digunakan yaitu:
1. Most likely time
Waktu yang sering muncul dalam pengerjaan dan diberikan simbol “m”.
2. Optimistic time
Waktu tersingkat yang diperlukan untuk menyelesaikan pekerjaan dan diberi simbol “a”.
3. Pessimistic time
Waktu terlama yang diperlukan untuk menyelesaikan pekerjaan dikarenakan berbagai kemungkinan dan diberikan simbol “b”.
Waktu yang dibutuhkan untuk menyelesaikan satu aktivitas, yaitu nilai harapan (Te), dapat dihitung dengan menggunakan persamaan (1).
Te = a + 4m + b ...(1) 6
Sementara itu, untuk menghitung pengukuran waktu kerja digunakan persamaan (2), (3) dan (4).
Penyesuaian = 1 + Performance Rating ...(2)
Waktu Normal (WN) = Rata-rata waktu ukur x Penyesuaian ...(3)
Waktu Baku (WB) = Waktu Normal x (1 + Kelonggaran) ...(4)
Nilai utilisasi diperoleh dari perbandingan waktu aktual dengan waktu yang tersedia. Dimana waktu tersedia ini adalah waktu standar yang ditetapkan oleh perusahaan dan waktu baku (Schonberger, 1985). Persamaan yang digunakan adalah persamaan (5).
Utilisasi = Waktu aktual produksi x 100% ...(5) Waktu tersedia
Untuk mengitung produktivitas waktu kerja digunakan persamaan (6).
Produktivitas Jam Kerja = Total Jam Kerja Total Produksi ...(6)
Gambar 1. Diagram Alir Penelitian Merekam kegiatan kerja persiapan Rear Axle Avanza,
Trimming O
Mencatat waktu semua aktivitas
Membuat estimasi waktu untuk setiap aktivitas
Menghitung waktu harapan penyelesaikan satu aktivitas
(Persamaan 1)
Menentukan Waktu Normal setiap aktivitas (Persamaan 3)
Menentukan Waktu Baku setiap aktivitas
(Persamaan 4)
Menghitung utilisasi waktu kerja (Persamaan 5)
V. HASIL DAN PEMBAHASAN
5.1
Magang
5.1.1
Toyota Internship Program
Program magang yang dilakukan oleh PT. TMMIN merupakan salah satu metode dalam perekrutan karyawan. Secara keseluruhan metode yang digunakan PT. TMMIN dalam menjaring calon karyawannya adalah sebagai berikut:
a) Langsung.
Pada metode perekrutan ini calon karyawan mendaftar secara langsung ke pihak perusahaan. Para calon karyawan ini mendapatkan informasi melalui berbagai media massa ataupun sumber-sumber lainnya. Umumnya para calon karyawan ini cukup menyerahkan surat lamaran dan berkas-berkas yang diperlukan kepada Human Resources Department (HRD) PT. TMMIN. Selanjutnya pelamar yang lolos dari seleksi administrasi akan dihubungi oleh pihak perusahaan terkait proses seleksi berikutnya. Metode ini merupakan metode yang paling banyak digunakan PT. TMMIN.
b) Kerjasama dengan perguruan tinggi.
Perekrutan dilakukan melalui perguruan tinggi yang dianggap berkompetensi sesuai kebutuhan PT. TMMIN. Sasaran perekrutan ini adalah para mahasiswa, baik yang belum maupun yang baru saja lulus (fresh graduate). Melalui metode ini diharapkan mendapat bibit-bibit yang bermutu dan mampu bersaing.
c) Internship program.
Internship program atau yang lebih dikenal dengan sebutan magang, merupakan kerjasama pihak perusahaan dengan perguruan tinggi yang saling menguntungkan. Pihak perguruan tinggi dapat memperkenalkan dan mendekatkan diri dengan pihak perusahaan serta memperoleh masukan/pertimbangan bagi penyusunan kurikulum sebagai upaya peningkatan kualitas pendidikan yang sesuai dengan kemajuan ilmu pengetahuan dan teknologi serta kebutuhan pihak perusahaan sebagai pengguna. Bagi pihak perusahaan, mahasiswa tersebut diharapkan mampu memberikan inovasi maupun improvement untuk meningkatkan unjuk kerja perusahaan tersebut. Bagi mahasiswa yang mendaftar program ini, akan melalui serangkaian seleksi sebagai mana proses perekrutan yang lain.
PT. TMMIN memiliki dua program dalam magang, yaitu Internship Program for University Student (IPUS) dan Internship Program for Academic Student (IPAS). IPUS merupakan program magang yang ditujukan pada mahasiswa tingkat sarjana, sedangkan IPAS dikhususkan pada mahasiswa diploma. Baik IPUS maupun IPAS memiliki masa kontrak kerja yang sama, yaitu tiga atau enam bulan. Perpanjangan masa kontrak ini dimungkinkan jika pihak perusahaan masih membutuhkan keberadaan mahasiswa tersebut atau terdapat permintaan khusus dari pihak perguruan tinggi. Bagi mahasiswa yang mendapat rekomendasi dari mentor atau atasannya selama magang dapat melamar sebagai karyawan di PT. TMMIN.
program magang ini, mahasiswa ditempatkan di Human Resources Division pada Seksi Komunikasi, Departemen Industrial Relations. Jadwal kegiatan IPUS secara umum dan detail masing-masing tercantum pada Lampiran 2a dan 2b serta Action Plan mahasiswa tersaji dalam Lampiran 3.
5.1.2
Human Resources Division
Human Resource Division memiliki 5 departemen, yaitu, Human Resource Planning and Development Department, Toyota Trainning Center Department (TTC), Remuneration and Data Center Department, Medical Care Department (MC), dan Industrial Relations Department (IR). Masing-masing departmen memiliki fungsi pokok yang berbeda,tetapi mempunyai satu komitmen dan tujuan yang sama, yaitu, meningkatkan produktivitas kerja, baik kualitas maupun kuantitas, agar sesuai dengan standar kinerja yang diterapkan oleh perusahaan.
Human Resource Planning and Development Department (HRPD) merupakan departemen yang bertanggung jawab dalam merencanakan dan membangun sumber daya manusia yang berkualitas, serta menyeleksi dan menerima karyawan sesuai kebutuhan organisasi. Pada HRPD terdapat empat bagian, yaitu Career and Organization Development Section, Recruitment and University Relationship Section, Staffing Section, TNA andPerformance Management Section.
Toyota Training Center Department (TTC) adalah departemen dalam HRD yang bertanggung-jawab dalam melatih kemampuan karyawan dengan ketrampilan yang dimiliki agar menghasilkan karyawan yang produktif. Sasaran pelatihan adalah tenaga kerja dapat menguasai tugas dan tanggung jawab, serta mampu mencapai target yang ada. Pada TTC terdapat empat (section) seksi, yaitu
Administration and Overseas Training Section, Shop Floor Training and Safety Training Section,
Middle Management and Leadership Training Section, dan Quality Control Development and Culture Training Section.
Remuneration and Data Center Department (REM) adalah departemen di HRD yang bertanggung-jawab atas berbagai hal yang berhubungan dengan pembayaran dan penyimpanan berbagai data tenaga kerja. Pembayaran tersebut meliputi gaji, pajak dan jamsostek, pinjaman, asuransi, kesejahteraan karyawan, serta kebijakan lain yang berhubungan dengan biaya tenaga kerja. Sedangkan data yang disimpan dan dijaga adalah seluruh data yang berkaitan dengan tenaga kerja, seperti berkas-berkas lamaran, surat kontrak, hasil pemeriksaan kesehatan, serta bukti-bukti pembayaran gaji karyawan. Pada REM terdapat tiga seksi, yaitu Reward, Policy and System Section, HR Services Benefit and Welfare Section dan Data Management and System and Payroll Section.
Medical Care Department (MC) merupakan departemen yang bertanggung jawab dalam menangani berbagai masalah terkait kesehatan karyawan. Permasalahan tersebut mencangkup monitoring dan perawatan kesehatan, opname, pemeriksaan fisik, penyediaan fasilitas kesehatan, kampanye kesehatan, serta penanganan penyakit. MC bekerja sama dengan beberapa rumah sakit untuk memberikan penanganan dan perawatan kepada karyawan maupun keluarganya yang sakit atau mengalami kecelakaan. Pada Medical Care Departement, terdapat tiga seksi, yaitu Medical Service Section, Medical Promotion Section, dan Medical Treatment Section.
Industrial Relations Department (IR) menjadi jembatan penghubung antara karyawan dan serikat pekerja dengan pihak perusahaan, guna menciptakan hubungan yang harmonis satu sama lain. Pada IR terdapat 5 seksi, yaitu Administration and Event Section, Employment Regulation Section,
Communication Section, Supplier Support Section, dan HR RepresentativeSection.
5.1.3
Seksi Komunikasi, Departemen
Industrial Relations
UU no. 13 tahun 2003. Lingkup hubungan industrial adalah masalah ekonomi, sosial, kebijakan, dan budaya, baik yang terkait secara langsung maupun tidak langsung pada para karyawan dan pengusaha. Fungsi Hubungan Industrial secara umum adalah menjamin kelancaran produksi, mewujudkan dan menjaga ketenangan di tempat kerja, serta mencegah dan menghindari munculnya konflik.
Keharmonisan dalam hubungan industrial ini menjadi tanggung jawab dari Industrial Relations (IR) Department. Segala upaya dilakukan untuk menjaga kestabilan lingkungan kerja yang kondusif, mulai dari penyelenggaraan berbagai kegiatan yang mempererat rasa kekeluargaan, hingga pengadaan berbagai saluran komunikasi. Seluruh upaya tersebut dipegang oleh lima seksi dalam Departemen IR, seperti yang telah disebutkan sebelumnya.
Salah satu seksi dalam Departemen IR tersebut adalah Seksi Komunikasi. Seksi ini bertanggung jawab dalam penyelenggaraan saluran komunikasi di PT. TMMIN. Saluran komunikasi tersebut selain menjaga lingkungan kerja yang kondusif, juga menjadi sarana penyalur berbagai informasi, baik dari maupun untuk karyawan atau pihak manajemen perusahaan. Wujud dari saluran komunikasi tersebut adalah media cetak dan forum.
Media cetak yang digunakan oleh Seksi Komunikasi adalah majalah dinding dan majalah internal PT. TMMIN. Majalah dinding digunakan untuk menyampaikan berbagai informasi, diantaranya yaitu kegiatan perusahaan, perlombaan, peraturan baru, dan berbagai pengumuman lainnya. Majalah dinding ini ditempatkan pada papan pengumuman yang telah tersedia di beberapa sudut bangunan, seperti lift, kantin dan masjid. Media cetak lainnya yaitu majalah “INFO”. Majalah internal PT. TMMINI ini terbit setiap tiga bulan sekali. Majalah ini menginformasikan berbagai hal terkait perusahaan, mulai dari kondisi bisnis PT. TMMIN, profil karyawan hingga beberapa berita Tanah Air. Selain menggunakan media cetak, Seksi Komunikasi juga menggunakan email internal untuk menyampaikan informasi yang bersifat penting lebih cepat tersampaikan.
Sangat beragam forum komunikasi yang dijalankan oleh Seksi Komunikasi. Beberapa forum tersebut adalah forum bipartit, Personal Touch Activity (PTA), Free Talk (FT), Human Relation Program (HRP), Division Commucation Forum, Business Communication, dan Managers Forum. Peran masing-masing forum berbeda, tetapi seluruhnya memiliki satu tujuan utama sebagaimana tujuan dari IR, yaitu mempererat kekeluargaan antara karyawan dengan pihak manajemen perusahaan serta mengatasi berbagai masalah secepat mungkin sehingga dapat mewujudkan keharmonisan dalam hubungan industrial.
Selama program magang ini, mahasiswa melakukan beberapa pekerjaan sesuai dengan penempatannya di Seksi Komunikasi, Departemen Industrial Relations. Pekerjaan-pekerjaan yang dilakukan dan melibatkan mahasiswa tersebut adalah sebagai berikut:
a) Forum Bipartit
Forum bipartit adalah forum komunikasi, konsultasi dan musyawarah antara manajemen perusahaan dan pekerja yang diwakili oleh serikat pekerja untuk membahas dan membicarakan masalah-masalah hubungan industrial dan kondisi kerja pada umumnya. Forum bipartit pada awalnya dibentuk pada saat perusahaan melakukan suatu proses bisnis yang kritis, yaitu
merger empat perusahaan dengan latar belakang yang sangat berbeda antara satu dengan lainnya, menjadi satu perusahaan, yaitu PT. Toyota-Astra Motor yang pada tahun 2003 berubah menjadi PT. TMMIN.
peningkatan komunikasi antara perusahaan dan pekerja yang diwakili oleh Serikat Pekerja, juga menunjang peningkatan disiplin dan etos kerja.
Pekerjaan-pekerjaan yang terkait dengan forum bipartit adalah pengarsipan laporan pelaksanaan forum, pendataan absensi dan masalah, pembuatan mekanisme penyelesaian masalah dalam forum bipartit, serta penyusunan buku pedoman pelaksanaan forum bipartit.
[image:34.595.130.533.268.470.2]Pengarsipan laporan pelaksanaan forum bipartit dilakukan untuk memudahkan pelacakan dokumen jika sewaktu-waktu dibutuhkan. Pengarsipan ini dilakukan dengan mengkategorikan laporan-laporan tersebut sesuai tahun pelaksanaan dan jenis forum. Untuk kategori tahun pelaksanaan, laporan yang diarsipkan terbagi menjadi 2 yaitu 2009 dan 2010. Sedangkan berdasarkan jenisnya terbagi menjadi 13 forum yang terbagi dalam 3 level, yang dapat terlihat pa