SKRIPSI
APLIKASI BAGAN KENDALI PROSES BERDASARKAN TINGKAT
RESIDU
CHLORAMPHENICOL
PADA DAGING RAJUNGAN DI
PT. MINA GLOBAL MANDIRI, PURWAKARTA
Oleh :
YUDHAN NUR AKHMADI
F 24102075
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Yudhan Nur Akhmadi. F24102075.
Aplikasi Bagan Kendali Proses
Berdasarkan Tingkat Residu
Chloramphenicol
Pada Daging Rajungan Di
PT. Mina Global Mandiri, Purwakarta
. Di bawah bimbingan Dr. Ir. Sugiyono,
MappSc,
Dr. Ir. Ratih Dewanti-Hariyadi, MSc dan Ramdan Hidayat, SSi.
ABSTRAK
Skripsi yang dibuat oleh penulis ini merupakan hasil dari kegiatan
magang di PT. Mina Global Mandiri, Purwakarta. PT. Mina Global Mandiri
merupakan perusahaan yang bergerak di bidang pengolahan hasil laut. Salah satu
karakteristik mutu yang menentukan produk yang dihasilkan perusahaan adalah
kadar residu chloramphenicol. Perusahaan memberikan spesifikasi terhadap
produk akhir yaitu memiliki batas residu antibiotik chloramphenicol sebesar
<0,25 ppb meskipun standar yang ditetapkan oleh perdagangan internasional
adalah sebesar <0,30 ppb (Commision Decision:
2003/181/EC). Jika terdapat
produk yang melebihi standar perusahaan maka dilakukan proses ulang dengan
cara pencampuran ulang bahan baku. Hal ini menyebabkan makin tingginya biaya
produksi dan pihak perusahaan merugi.
Kegiatan magang yang dilakukan bertujuan untuk mengaplikasikan
bagan kendali untuk melihat mutu dan keamanan produk akhir rajungan dalam
kaleng berdasarkan hasil analisis residu chloramphenicol dan menyusun diagram
sebab akibat untuk mengetahui faktor-faktor yang berpeluang menjadi penyebab
tingginya residu chloramphenicol.
Data-data yang dikumpulkan meliputi data primer dan data sekunder.
Data primer yang didapat merupakan data yang dikumpulkan dengan mengajukan
pertanyaan-pertanyaan terstruktur yang dimuat dalam kuesioner. Data sekunder
yang digunakan merupakan data yang diambil dari hasil analisis yang dilakukan
oleh laboran di laboratorium PT. Mina Global Mandiri. Data sekunder diperoleh
berdasarkan hasil analisis chloramphenicol
dengan metode ELISA dari produk
akhir dan diambil mulai tanggal 16 Maret hingga 1 Juni 2006. Selanjutnya data
sekunder ini diolah dan dibuat grafik bagan kendali.
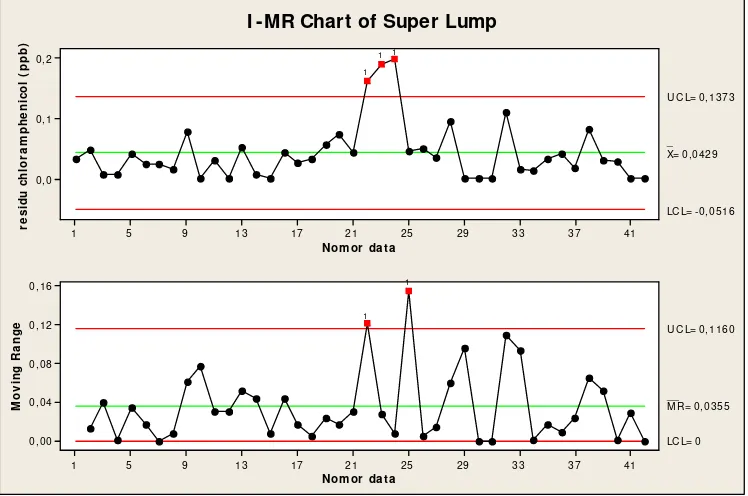
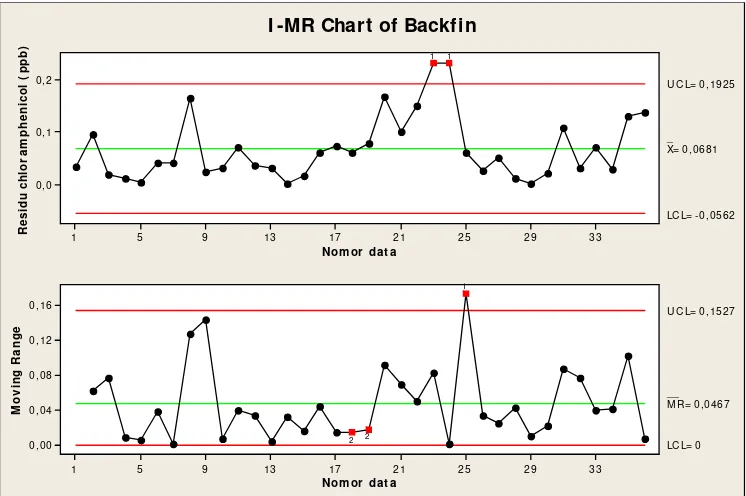
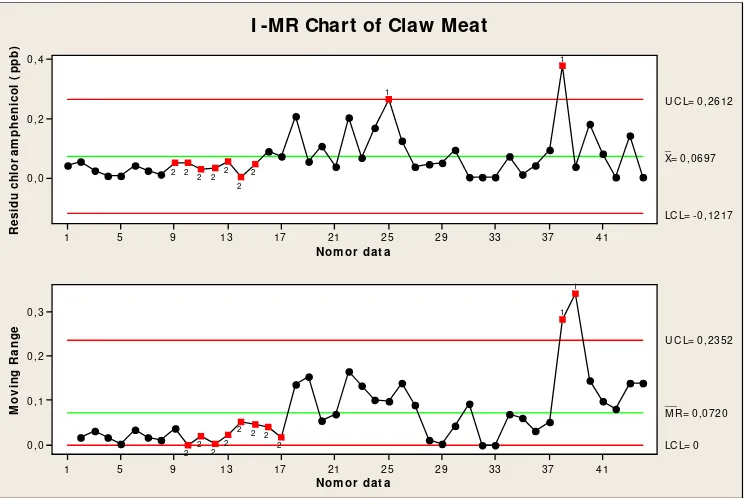
Berdasarkan hasil analisis bagan kendali pada produk rajungan dapat
disimpulkan bahwa jumlah residu chloramphenicol pada tiga dari empat produk
yang diuji memenuhi standar perusahaan meskipun proses dalam keadaan tidak
terkendali. Suatu proses dikatakan tidak terkendali karena masih terdapat titik
pada grafik bagan kendali yang berada di luar batas atas dari grafik kendali.
Terdapatnya titik-titik yang berada di luar batas atas atau batas bawah
menunjukkan bahwa proses pengalengan rajungan belum memenuhi kriteria
proses yang terkendali secara spesifik.
Yudhan Nur Akhmadi. F24102075.
Aplikasi Bagan Kendali Proses Berdasarkan
Tingkat Residu
Chloramphenicol
Pada Daging Rajungan Di PT. Mina Global
Mandiri, Purwakarta
. Di bawah bimbingan Dr. Ir. Sugiyono, MappSc,
Dr. Ir.
Ratih Dewanti-Hariyadi, MSc dan Ramdan Hidayat, SSi.
RINGKASAN
Mutu
memegang peranan penting bagi suatu perusahaan dalam
menghasilkan produk andalannya. Dalam menghadapi tantangan persaingan yang
semakin ketat dan menjaga kepercayaan konsumen pada suatu produk, perusahaan
harus selalu menjaga mutu produk yang dihasilkannya. Dalam menghasilkan
suatu produk, perusahaan harus memiliki dan menyusun spesifikasi atau standar
mutu sendiri supaya tujuan untuk memenuhi spesifikasi produk tercapai.
Spesifikasi atau standar mutu yang dimiliki suatu perusahaan terhadap produk
yang dihasilkannya merupakan alat dalam persaingan untuk memasarkan
produknya. Karena itulah diperlukan suatu sistem pengendalian mutu yang baik
bagi manajemen perusahaan sebagai usaha untuk menghasilkan produk yang lebih
bermutu.
Skripsi yang dibuat oleh penulis ini merupakan hasil dari kegiatan
magang di PT. Mina Global Mandiri, Purwakarta. PT. Mina Global Mandiri
merupakan perusahaan yang bergerak di bidang pengolahan hasil laut. Untuk saat
ini produk yang dihasilkan berupa daging rajungan yang dikalengkan dan melalui
proses pasteurisasi. Salah satu karakteristik mutu yang menentukan produk yang
dihasilkan perusahaan adalah kadar residu chloramphenicol. Perusahaan
memberikan spesifikasi terhadap produk akhir yaitu memiliki batas residu
antibiotik
chloramphenicol sebesar <0,25 ppb meskipun standar yang ditetapkan
oleh perdagangan internasional adalah sebesar <0,30 ppb (Commision Decision:
2003/181/EC). Hal ini dilakukan oleh pihak manajemen perusahaan sebagai
tindakan preventif supaya kadar residu tidak terlalu berdekatan dengan standar
yang ditetapkan oleh standar internasional. Jika terdapat produk yang melebihi
standar perusahaan maka dilakukan proses ulang dengan cara pencampuran ulang
bahan baku. Hal ini menyebabkan makin tingginya biaya produksi dan pihak
perusahaan merugi.
kaleng berdasarkan hasil analisis residu chloramphenicol dan menyusun diagram
sebab akibat untuk mengetahui faktor-faktor yang berpeluang menjadi penyebab
tingginya residu chloramphenicol.
Data-data yang dikumpulkan meliputi data primer dan data sekunder.
Data primer yang didapat merupakan data yang dikumpulkan dengan mengajukan
pertanyaan-pertanyaan terstruktur yang dimuat dalam kuesioner. Data sekunder
yang digunakan merupakan data yang diambil dari hasil analisis yang dilakukan
oleh laboran di laboratorium PT. Mina Global Mandiri. Data sekunder diperoleh
berdasarkan hasil analisis chloramphenicol
dengan metode ELISA dari produk
akhir dan diambil mulai tanggal 16 Maret hingga 1 Juni 2006. Selanjutnya data
sekunder ini diolah dan dibuat grafik bagan kendali.
Berdasarkan hasil analisis bagan kendali pada produk rajungan dapat
disimpulkan bahwa jumlah residu chloramphenicol pada tiga dari empat produk
yang diuji memenuhi standar perusahaan meskipun proses dalam keadaan tidak
terkendali. Suatu proses dikatakan tidak terkendali karena masih terdapat titik
pada grafik bagan kendali yang berada di luar batas atas dari grafik kendali.
Terdapatnya titik-titik yang berada di luar batas atas atau batas bawah
menunjukkan bahwa proses pengalengan rajungan belum memenuhi kriteria
proses yang terkendali secara spesifik. Kriteria proses yang belum terkendali
secara spesifik disebabkan karena dalam proses produksi terdapat variasi
penyebab khusus (special-causes variation) dan variasi penyebab umum
(common-causes variation). Pada satu produk (special) proses dalam keadaan
terkendali karena tidak ada titik yang berada di luar batas atas dan bawah.
APLIKASI BAGAN KENDALI PROSES BERDASARKAN TINGKAT
RESIDU
CHLORAMPHENICOL
PADA DAGING RAJUNGAN DI
PT. MINA GLOBAL MANDIRI, PURWAKARTA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
YUDHAN NUR AKHMADI
F 2402075
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN
APLIKASI BAGAN KENDALI PROSES BERDASARKAN TINGKAT
RESIDU
CHLORAMPHENICOL
PADA DAGING RAJUNGAN DI
PT. MINA GLOBAL MANDIRI, PURWAKARTA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
YUDHAN NUR AKHMADI
F 2402075
Dilahirkan di Jakarta pada tanggal 12 Juni 1984
Tanggal lulus: 27 September 2006
Menyetujui,
Bogor, 9 Oktober 2006
Mengetahui,
Dr. Ir. Dahrul Syah, MSc, Agr
Ketua Departemen Ilmu dan Teknologi Pangan
Dr.Ir. Sugiyono, MappSc
Dosen Pembimbing I
Dr.Ir. Ratih Dewanti-Hariyadi,MSc
Dosen Pembimbing II
RIWAYAT HIDUP
Penulis dilahirkan
di Jakarta pada tanggal 12 Juni
1984 sebagai anak kedua dari dua bersaudara pasangan
T. Haris Sunarto dengan Marlimah serta memiliki kakak
bernama Dina Rismawati. Penulis mengawali masa
pendidikannya pada tahun 1989 di TK MUMA 02 Lenteng
Agung, kemudian dilanjutkan ke Sekolah Dasar Negeri 06
Pagi Lenteng Agung (1990-1996). Pada tahun 1999 penulis menyelesaikan
pendidikan menengah pertama di SLTP Negeri 98 Jakarta, dan pada tahun 2002
penulis menyelesaikan sekolah menengah atas di SMU Negeri 38 Jakarta. Pada
tahun yang sama penulis diterima sebagai mahasiswa Departemen Ilmu dan
Teknologi Pangan, Fakultas Teknologi Pertanian, Institut Pertanian Bogor melalui
jalur USMI.
Semasa kuliah penulis aktif mengikuti kegiatan-kegiatan kampus. Salah
satunya adalah Unit Kegiatan Mahasiswa (UKM) Beladiri Tangan Kosong
MERPATI PUTIH IPB. Semasa di UKM tersebut penulis pernah menjabat
sebagai ketua periode 2003-2004. Penulis juga ditunjuk sebagai administrator
laboratorium komputer Dept. Ilmu dan Teknologi Pangan dari tahun 2004 hingga
sekarang.
KATA PENGANTAR
Puji syukur kepada Allah SWT atas segala karunia-Nya yang telah
dilimpahkan sehingga penulis dapat menyelesaikan kegiatan magang selama 4
bulan di PT. Mina Global Mandiri, Purwakarta.
Dalam penyusunan skripsi ini penulis telah memperoleh bantuan,
dorongan, semangat dan dukungan dari beberapa pihak baik secara langsung atau
tidak langsung sehingga penulis dapat menyelesaikan laporan ini dengan baik.
Penulis ingin menyampaikan ucapan terima kasih yang sebesar-besarnya kepada:
1.
Ibu dan Ayah tercinta, Diko, mbak Dina dan mas Tri yang senantiasa
memberikan kasih sayang dan cinta kepada penulis.
2.
Bapak Dr. Ir. Sugiyono, M.AppSc., selaku dosen pembimbing pertama
yang telah memberikan pengarahan, perhatian dan masukan kepada
penulis sehingga skripsi ini dapat diselesaikan dengan baik.
3.
Ibu Dr. Ir. Ratih Dewanti-Hariyadi, MSc., sebagai dosen pembimbing
kedua.
4.
Bapak Ramdan Hidayat, SSi, selaku Manager Quality Control
sekaligus pembimbing lapangan yang senantiasa memberikan masukan
dan perhatian kepada penulis sehingga dapat menyelesaikan skripsi ini
dengan baik.
5.
Bapak Triyanto selaku Direktur Operasional PT. Mina Global Mandiri
6.
Bapak Iwan P. Sarbini, selaku Direktur Utama PT. Mina Global
Mandiri
7.
Monicka Syukriya, yang selalu memberikan ketabahan dan semangat
spirituilnya dalam membantu penulis selama kegiatan magang dan
dalam menyusun laporan.
8.
Pak Tatus, Pak Hasta, Bu Umi, Pak Indra FA, Pak Indra HRD, Bu Rini
dan semua staf yang ada di PT. Mina Global Mandiri, Purwakarta.
9.
Tono, Putra, Inal dan Imam, yang banyak membantu penulis
11.
Teman-teman rekan kerja di PT. Mina Global Mandiri, Teh Risma,
Mbak Etik, Mbak Nur, Mbak Fatwa, Mbak Siti, Mbak Welly dan
Ferra.
12.
Dwi (Statistik 39) yang sama-sama sedang melaksanakan kegiatan
magang di PT. Mina global Mandiri
13.
Teman-teman di mess karyawan, Pak Riyanto, Budi, Santo, Mas Eko,
Pak Yani, Usro, Mang Karwa dan PaYuli.
14.
Mas Wintaka dan Mbak Endah yang telah membantu saya bertahan
hidup di Purwakarta.
15.
Teman-teman perkumpulan karyawan MGM asal Pemalang yang
banyak membantu dalam pengumpulan data.
16.
Admin Labkom TPG: Farid, Kani, Hans, Ados, Teddy dan Rial.
17.
Eko, Yoga, Alin, Meilina, Randy, Didin, Iqbal Fauzi, Rina, Qki, Farah,
Ribka, Mas Pungki, Mas Dodi, Mbak Darsih, Mbak Dias, Vivi, Arti,
Steisi, semua teman- teman angkatan 41, Praktikan Penkom ’41,
Teman-teman TPG & SJMP serta teman-teman lainnya yang telah
banyak memberikan bantuan, petunjuk, dan semangat kepada penulis
dalam pelaksanaan dan laporan kegiatan magang.
18.
Semua pihak yang telah membantu penulis baik secara langsung
maupun tidak langsung dalam penyusunan skripsi ini.
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Oleh
karena itu, penulis mengharapkan kritik dan saran membangun untuk
memperbaiki dan menyempurnakan penulisan laporan ini selanjutnya.
Akhir kata penulis berharap laporan ini dapat bermanfaat bagi seluruh
pihak yang membutuhkan dan terhadap pengembangan ilmu dan penerapan
pembelajaran khususnya bagi Fakultas Teknologi Pertanian, Institut Pertanian
Bogor.
Bogor, Juli 2006
DAFTAR ISI
Halaman
RINGKASAN ... ii
RIWAYAT HIDUP ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR GAMBAR ... xi
DAFTAR TABEL ... xii
DAFTAR LAMPIRAN ... xiii
I. PENDAHULUAN
... 1
A. LATAR BELAKANG ... 1
B. TUJUAN ... 3
II. TINJAUAN UMUM PERUSAHAAN
... 4
A. KEADAAN UMUM PERUSAHAAN ... 4
B. LINI PRODUKSI ... 4
1. Penerimaan Daging Rajungan ... 5
2. Eksekusi ... 5
3. Penyortiran ... 6
4. Eksekusi Akhir ... 7
5. Pencampuran Daging ... 7
6. Pengisian ke dalam Kaleng (filling) dan Penimbangan ... 7
7. Penutupan Kaleng (seaming) dan Pengkodean ... 8
8. Pasteurisasi ... 9
9. Pendinginan (chilling) ... 9
10. Pengepakan dan Penyimpanan ... 10
III. TINJAUAN PUSTAKA
... 11
A. RAJUNGAN... 11
1. Biologi dan Jenis Rajungan ... 11
2. Pemanenan Rajungan ... 12
3. Sifat Kimia Rajungan ... 13
4. Mutu Rajungan ... 14
B. ANTIBIOTIK CHLORAMPHENICOL ... 15
SKRIPSI
APLIKASI BAGAN KENDALI PROSES BERDASARKAN TINGKAT
RESIDU
CHLORAMPHENICOL
PADA DAGING RAJUNGAN DI
PT. MINA GLOBAL MANDIRI, PURWAKARTA
Oleh :
YUDHAN NUR AKHMADI
F 24102075
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
Yudhan Nur Akhmadi. F24102075.
Aplikasi Bagan Kendali Proses
Berdasarkan Tingkat Residu
Chloramphenicol
Pada Daging Rajungan Di
PT. Mina Global Mandiri, Purwakarta
. Di bawah bimbingan Dr. Ir. Sugiyono,
MappSc,
Dr. Ir. Ratih Dewanti-Hariyadi, MSc dan Ramdan Hidayat, SSi.
ABSTRAK
Skripsi yang dibuat oleh penulis ini merupakan hasil dari kegiatan
magang di PT. Mina Global Mandiri, Purwakarta. PT. Mina Global Mandiri
merupakan perusahaan yang bergerak di bidang pengolahan hasil laut. Salah satu
karakteristik mutu yang menentukan produk yang dihasilkan perusahaan adalah
kadar residu chloramphenicol. Perusahaan memberikan spesifikasi terhadap
produk akhir yaitu memiliki batas residu antibiotik chloramphenicol sebesar
<0,25 ppb meskipun standar yang ditetapkan oleh perdagangan internasional
adalah sebesar <0,30 ppb (Commision Decision:
2003/181/EC). Jika terdapat
produk yang melebihi standar perusahaan maka dilakukan proses ulang dengan
cara pencampuran ulang bahan baku. Hal ini menyebabkan makin tingginya biaya
produksi dan pihak perusahaan merugi.
Kegiatan magang yang dilakukan bertujuan untuk mengaplikasikan
bagan kendali untuk melihat mutu dan keamanan produk akhir rajungan dalam
kaleng berdasarkan hasil analisis residu chloramphenicol dan menyusun diagram
sebab akibat untuk mengetahui faktor-faktor yang berpeluang menjadi penyebab
tingginya residu chloramphenicol.
Data-data yang dikumpulkan meliputi data primer dan data sekunder.
Data primer yang didapat merupakan data yang dikumpulkan dengan mengajukan
pertanyaan-pertanyaan terstruktur yang dimuat dalam kuesioner. Data sekunder
yang digunakan merupakan data yang diambil dari hasil analisis yang dilakukan
oleh laboran di laboratorium PT. Mina Global Mandiri. Data sekunder diperoleh
berdasarkan hasil analisis chloramphenicol
dengan metode ELISA dari produk
akhir dan diambil mulai tanggal 16 Maret hingga 1 Juni 2006. Selanjutnya data
sekunder ini diolah dan dibuat grafik bagan kendali.
Berdasarkan hasil analisis bagan kendali pada produk rajungan dapat
disimpulkan bahwa jumlah residu chloramphenicol pada tiga dari empat produk
yang diuji memenuhi standar perusahaan meskipun proses dalam keadaan tidak
terkendali. Suatu proses dikatakan tidak terkendali karena masih terdapat titik
pada grafik bagan kendali yang berada di luar batas atas dari grafik kendali.
Terdapatnya titik-titik yang berada di luar batas atas atau batas bawah
menunjukkan bahwa proses pengalengan rajungan belum memenuhi kriteria
proses yang terkendali secara spesifik.
Yudhan Nur Akhmadi. F24102075.
Aplikasi Bagan Kendali Proses Berdasarkan
Tingkat Residu
Chloramphenicol
Pada Daging Rajungan Di PT. Mina Global
Mandiri, Purwakarta
. Di bawah bimbingan Dr. Ir. Sugiyono, MappSc,
Dr. Ir.
Ratih Dewanti-Hariyadi, MSc dan Ramdan Hidayat, SSi.
RINGKASAN
Mutu
memegang peranan penting bagi suatu perusahaan dalam
menghasilkan produk andalannya. Dalam menghadapi tantangan persaingan yang
semakin ketat dan menjaga kepercayaan konsumen pada suatu produk, perusahaan
harus selalu menjaga mutu produk yang dihasilkannya. Dalam menghasilkan
suatu produk, perusahaan harus memiliki dan menyusun spesifikasi atau standar
mutu sendiri supaya tujuan untuk memenuhi spesifikasi produk tercapai.
Spesifikasi atau standar mutu yang dimiliki suatu perusahaan terhadap produk
yang dihasilkannya merupakan alat dalam persaingan untuk memasarkan
produknya. Karena itulah diperlukan suatu sistem pengendalian mutu yang baik
bagi manajemen perusahaan sebagai usaha untuk menghasilkan produk yang lebih
bermutu.
Skripsi yang dibuat oleh penulis ini merupakan hasil dari kegiatan
magang di PT. Mina Global Mandiri, Purwakarta. PT. Mina Global Mandiri
merupakan perusahaan yang bergerak di bidang pengolahan hasil laut. Untuk saat
ini produk yang dihasilkan berupa daging rajungan yang dikalengkan dan melalui
proses pasteurisasi. Salah satu karakteristik mutu yang menentukan produk yang
dihasilkan perusahaan adalah kadar residu chloramphenicol. Perusahaan
memberikan spesifikasi terhadap produk akhir yaitu memiliki batas residu
antibiotik
chloramphenicol sebesar <0,25 ppb meskipun standar yang ditetapkan
oleh perdagangan internasional adalah sebesar <0,30 ppb (Commision Decision:
2003/181/EC). Hal ini dilakukan oleh pihak manajemen perusahaan sebagai
tindakan preventif supaya kadar residu tidak terlalu berdekatan dengan standar
yang ditetapkan oleh standar internasional. Jika terdapat produk yang melebihi
standar perusahaan maka dilakukan proses ulang dengan cara pencampuran ulang
bahan baku. Hal ini menyebabkan makin tingginya biaya produksi dan pihak
perusahaan merugi.
kaleng berdasarkan hasil analisis residu chloramphenicol dan menyusun diagram
sebab akibat untuk mengetahui faktor-faktor yang berpeluang menjadi penyebab
tingginya residu chloramphenicol.
Data-data yang dikumpulkan meliputi data primer dan data sekunder.
Data primer yang didapat merupakan data yang dikumpulkan dengan mengajukan
pertanyaan-pertanyaan terstruktur yang dimuat dalam kuesioner. Data sekunder
yang digunakan merupakan data yang diambil dari hasil analisis yang dilakukan
oleh laboran di laboratorium PT. Mina Global Mandiri. Data sekunder diperoleh
berdasarkan hasil analisis chloramphenicol
dengan metode ELISA dari produk
akhir dan diambil mulai tanggal 16 Maret hingga 1 Juni 2006. Selanjutnya data
sekunder ini diolah dan dibuat grafik bagan kendali.
Berdasarkan hasil analisis bagan kendali pada produk rajungan dapat
disimpulkan bahwa jumlah residu chloramphenicol pada tiga dari empat produk
yang diuji memenuhi standar perusahaan meskipun proses dalam keadaan tidak
terkendali. Suatu proses dikatakan tidak terkendali karena masih terdapat titik
pada grafik bagan kendali yang berada di luar batas atas dari grafik kendali.
Terdapatnya titik-titik yang berada di luar batas atas atau batas bawah
menunjukkan bahwa proses pengalengan rajungan belum memenuhi kriteria
proses yang terkendali secara spesifik. Kriteria proses yang belum terkendali
secara spesifik disebabkan karena dalam proses produksi terdapat variasi
penyebab khusus (special-causes variation) dan variasi penyebab umum
(common-causes variation). Pada satu produk (special) proses dalam keadaan
terkendali karena tidak ada titik yang berada di luar batas atas dan bawah.
APLIKASI BAGAN KENDALI PROSES BERDASARKAN TINGKAT
RESIDU
CHLORAMPHENICOL
PADA DAGING RAJUNGAN DI
PT. MINA GLOBAL MANDIRI, PURWAKARTA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
YUDHAN NUR AKHMADI
F 2402075
2006
FAKULTAS TEKNOLOGI PERTANIAN
INSTITUT PERTANIAN BOGOR
INSTITUT PERTANIAN BOGOR
FAKULTAS TEKNOLOGI PERTANIAN
APLIKASI BAGAN KENDALI PROSES BERDASARKAN TINGKAT
RESIDU
CHLORAMPHENICOL
PADA DAGING RAJUNGAN DI
PT. MINA GLOBAL MANDIRI, PURWAKARTA
SKRIPSI
Sebagai salah satu syarat untuk memperoleh gelar
SARJANA TEKNOLOGI PERTANIAN
pada Departemen Ilmu dan Teknologi Pangan
Fakultas Teknologi Pertanian
Institut Pertanian Bogor
Oleh
YUDHAN NUR AKHMADI
F 2402075
Dilahirkan di Jakarta pada tanggal 12 Juni 1984
Tanggal lulus: 27 September 2006
Menyetujui,
Bogor, 9 Oktober 2006
Mengetahui,
Dr. Ir. Dahrul Syah, MSc, Agr
Ketua Departemen Ilmu dan Teknologi Pangan
Dr.Ir. Sugiyono, MappSc
Dosen Pembimbing I
Dr.Ir. Ratih Dewanti-Hariyadi,MSc
Dosen Pembimbing II
RIWAYAT HIDUP
Penulis dilahirkan
di Jakarta pada tanggal 12 Juni
1984 sebagai anak kedua dari dua bersaudara pasangan
T. Haris Sunarto dengan Marlimah serta memiliki kakak
bernama Dina Rismawati. Penulis mengawali masa
pendidikannya pada tahun 1989 di TK MUMA 02 Lenteng
Agung, kemudian dilanjutkan ke Sekolah Dasar Negeri 06
Pagi Lenteng Agung (1990-1996). Pada tahun 1999 penulis menyelesaikan
pendidikan menengah pertama di SLTP Negeri 98 Jakarta, dan pada tahun 2002
penulis menyelesaikan sekolah menengah atas di SMU Negeri 38 Jakarta. Pada
tahun yang sama penulis diterima sebagai mahasiswa Departemen Ilmu dan
Teknologi Pangan, Fakultas Teknologi Pertanian, Institut Pertanian Bogor melalui
jalur USMI.
Semasa kuliah penulis aktif mengikuti kegiatan-kegiatan kampus. Salah
satunya adalah Unit Kegiatan Mahasiswa (UKM) Beladiri Tangan Kosong
MERPATI PUTIH IPB. Semasa di UKM tersebut penulis pernah menjabat
sebagai ketua periode 2003-2004. Penulis juga ditunjuk sebagai administrator
laboratorium komputer Dept. Ilmu dan Teknologi Pangan dari tahun 2004 hingga
sekarang.
KATA PENGANTAR
Puji syukur kepada Allah SWT atas segala karunia-Nya yang telah
dilimpahkan sehingga penulis dapat menyelesaikan kegiatan magang selama 4
bulan di PT. Mina Global Mandiri, Purwakarta.
Dalam penyusunan skripsi ini penulis telah memperoleh bantuan,
dorongan, semangat dan dukungan dari beberapa pihak baik secara langsung atau
tidak langsung sehingga penulis dapat menyelesaikan laporan ini dengan baik.
Penulis ingin menyampaikan ucapan terima kasih yang sebesar-besarnya kepada:
1.
Ibu dan Ayah tercinta, Diko, mbak Dina dan mas Tri yang senantiasa
memberikan kasih sayang dan cinta kepada penulis.
2.
Bapak Dr. Ir. Sugiyono, M.AppSc., selaku dosen pembimbing pertama
yang telah memberikan pengarahan, perhatian dan masukan kepada
penulis sehingga skripsi ini dapat diselesaikan dengan baik.
3.
Ibu Dr. Ir. Ratih Dewanti-Hariyadi, MSc., sebagai dosen pembimbing
kedua.
4.
Bapak Ramdan Hidayat, SSi, selaku Manager Quality Control
sekaligus pembimbing lapangan yang senantiasa memberikan masukan
dan perhatian kepada penulis sehingga dapat menyelesaikan skripsi ini
dengan baik.
5.
Bapak Triyanto selaku Direktur Operasional PT. Mina Global Mandiri
6.
Bapak Iwan P. Sarbini, selaku Direktur Utama PT. Mina Global
Mandiri
7.
Monicka Syukriya, yang selalu memberikan ketabahan dan semangat
spirituilnya dalam membantu penulis selama kegiatan magang dan
dalam menyusun laporan.
8.
Pak Tatus, Pak Hasta, Bu Umi, Pak Indra FA, Pak Indra HRD, Bu Rini
dan semua staf yang ada di PT. Mina Global Mandiri, Purwakarta.
9.
Tono, Putra, Inal dan Imam, yang banyak membantu penulis
11.
Teman-teman rekan kerja di PT. Mina Global Mandiri, Teh Risma,
Mbak Etik, Mbak Nur, Mbak Fatwa, Mbak Siti, Mbak Welly dan
Ferra.
12.
Dwi (Statistik 39) yang sama-sama sedang melaksanakan kegiatan
magang di PT. Mina global Mandiri
13.
Teman-teman di mess karyawan, Pak Riyanto, Budi, Santo, Mas Eko,
Pak Yani, Usro, Mang Karwa dan PaYuli.
14.
Mas Wintaka dan Mbak Endah yang telah membantu saya bertahan
hidup di Purwakarta.
15.
Teman-teman perkumpulan karyawan MGM asal Pemalang yang
banyak membantu dalam pengumpulan data.
16.
Admin Labkom TPG: Farid, Kani, Hans, Ados, Teddy dan Rial.
17.
Eko, Yoga, Alin, Meilina, Randy, Didin, Iqbal Fauzi, Rina, Qki, Farah,
Ribka, Mas Pungki, Mas Dodi, Mbak Darsih, Mbak Dias, Vivi, Arti,
Steisi, semua teman- teman angkatan 41, Praktikan Penkom ’41,
Teman-teman TPG & SJMP serta teman-teman lainnya yang telah
banyak memberikan bantuan, petunjuk, dan semangat kepada penulis
dalam pelaksanaan dan laporan kegiatan magang.
18.
Semua pihak yang telah membantu penulis baik secara langsung
maupun tidak langsung dalam penyusunan skripsi ini.
Penulis menyadari bahwa skripsi ini masih jauh dari sempurna. Oleh
karena itu, penulis mengharapkan kritik dan saran membangun untuk
memperbaiki dan menyempurnakan penulisan laporan ini selanjutnya.
Akhir kata penulis berharap laporan ini dapat bermanfaat bagi seluruh
pihak yang membutuhkan dan terhadap pengembangan ilmu dan penerapan
pembelajaran khususnya bagi Fakultas Teknologi Pertanian, Institut Pertanian
Bogor.
Bogor, Juli 2006
DAFTAR ISI
Halaman
RINGKASAN ... ii
RIWAYAT HIDUP ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR GAMBAR ... xi
DAFTAR TABEL ... xii
DAFTAR LAMPIRAN ... xiii
I. PENDAHULUAN
... 1
A. LATAR BELAKANG ... 1
B. TUJUAN ... 3
II. TINJAUAN UMUM PERUSAHAAN
... 4
A. KEADAAN UMUM PERUSAHAAN ... 4
B. LINI PRODUKSI ... 4
1. Penerimaan Daging Rajungan ... 5
2. Eksekusi ... 5
3. Penyortiran ... 6
4. Eksekusi Akhir ... 7
5. Pencampuran Daging ... 7
6. Pengisian ke dalam Kaleng (filling) dan Penimbangan ... 7
7. Penutupan Kaleng (seaming) dan Pengkodean ... 8
8. Pasteurisasi ... 9
9. Pendinginan (chilling) ... 9
10. Pengepakan dan Penyimpanan ... 10
III. TINJAUAN PUSTAKA
... 11
A. RAJUNGAN... 11
1. Biologi dan Jenis Rajungan ... 11
2. Pemanenan Rajungan ... 12
3. Sifat Kimia Rajungan ... 13
4. Mutu Rajungan ... 14
B. ANTIBIOTIK CHLORAMPHENICOL ... 15
D. BAGAN KENDALI ... 20
E. DIAGRAM SEBAB AKIBAT ... 24
IV. METODOLOGI
... 27
A. KERANGKA PEMIKIRAN ... 27
B. PENETAPAN BAGAN KENDALI ... 27
C. PENETAPAN DIAGRAM SEBAB AKIBAT ... 29
V. HASIL DAN PEMBAHASAN
... 32
A. APLIKASI BAGAN KENDALI PROSES ... 32
B. DIAGRAM SEBAB AKIBAT ... 38
1. Metode Analisis Chloramphenicol ... 39
a. Teknik Sampling ... 39
b. Analisis ... 42
2. Pekerja Pabrik ... 44
3. Bahan Baku ... 51
VI. KESIMPULAN DAN SARAN
... 54
A. KESIMPULAN ... 54
B. SARAN ... 55
DAFTAR PUSTAKA ... 57
DAFTAR GAMBAR
Halaman
Gambar 1. Diagram alir proses pengolahan rajungan di
PT. Mina Global Mandiri ...
6
Gambar 2. Anatomi dan morfologi rajungan ... 12
Gambar 3. Pengelompokkan daging rajungan ... 15
Gambar 4. Struktur kimia Chloramphenicol ...
16
Gambar 5. Diagram alir penggunaan peta-peta kontrol ... 22
Gambar 6. Bagan kendali secara umum ...
24
Gambar 7. Contoh diagram sebab akibat ... 26
Gambar 8. Bagan kendali individu dan MR produk super lump ...
33
Gambar 9. Bagan kendali individu dan MR produk backfin ...
34
Gambar 10. Bagan kendali individu dan MR produk claw meat ...
35
Gambar 11. Bagan kendali individu dan MR produk special ... 36
Gambar 12. Diagram sebab akibat tingginya residu chloramphenicol
DAFTAR TABEL
Halaman
Tabel 1. Hasil analisis kimia daging kepiting dan rajungan ... 13
Tabel 2. Tabulasi silang tingkat pendidikan responden dengan
tingkat pengetahuan tentang SSOP ... 46
Tabel 3. Tabulasi silang tingkat pendidikan responden dengan
tingkat disiplin responden ... 46
Tabel 4. Tabulasi silang tingkat pendidikan responden dengan
tingkat pengetahuan tentang antibiotik chloramphenicol ... 47
Tabel 5. Tabulasi silang unit produksi tempat responden bekerja dengan
kategori tingkat pengetahuan responden tentang SSOP... 48
Tabel 6. Tabulasi silang unit produksi tempat responden bekerja dengan
kategori tingkat disiplin responden ... 49
Tabel 7. Tabulasi silang unit produksi tempat responden bekerja dengan
kategori tingkat pengetahuan responden tentang
antibiotik
chloramphenicol ... 50
Tabel 8. Data analisis residu chloramphenicol tanggal 26
DAFTAR LAMPIRAN
Halaman
Lampiran 1. Struktur organisasi perusahaan ... 61
Lampiran 2. Bagan alir persiapan sampel ... 62
Lampiran 3. Diagram alir analisis ELISA... 63
Lampiran 4. Kuesioner penelitian ... 65
Lampiran 5. Contoh form hasil analisis elisa ... 68
Lampiran 6. Konstanta bagan kendali ... 71
Lampiran 7. Data analisis residu chloramphenicol pada produk akhir
pengolahan
daging
rajungan
...
72
Lampiran 8. Panduan dalam teknik pipetting ... 74
I. PENDAHULUAN
A.
LATAR BELAKANG
Dalam menghadapi tantangan persaingan yang semakin ketat dan
menjaga kepercayaan konsumen pada suatu produk, perusahaan harus selalu
menjaga mutu produk yang dihasilkannya. Maka mutu memegang peranan
penting bagi suatu perusahaan dalam menghasilkan produk andalannya.
Dalam pasar global, hanya produk-produk yang bermutu yang akan
memenangkan persaingan dan mempertahankan posisinya di pasar.
Keberadaan produk lokal dan nasional di suatu negara tidak luput dari
tuntutan persaingan.
Dalam menghasilkan suatu produk, perusahaan harus memiliki dan
menyusun spesifikasi atau standar mutu sendiri supaya tujuan untuk
memenuhi spesifikasi produk tercapai (Muhandri dan Kadarisman, 2005).
Spesifikasi dapat ditentukan oleh perusahaan itu sendiri atau dari luar
perusahaan semisal konsumen ataupun badan/asosiasi yang berwenang.
Spesifikasi atau standar mutu yang dimiliki suatu perusahaan terhadap produk
yang dihasilkannya merupakan alat dalam persaingan dalam memasarkan
produknya. Karena itulah diperlukan suatu sistem pengendalian mutu yang
baik bagi manajemen perusahaan sebagai usaha untuk menghasilkan produk
yang lebih bermutu.
Hasil perikanan merupakan sumber protein tinggi, murah dan mudah
diperoleh. Produksi hasil perikanan ini masih sangat mungkin untuk
ditingkatkan, baik untuk tujuan konsumsi lokal maupun untuk ekspor. Dari
beberapa komoditi hasil perikanan yang saat ini mulai berkembang pesat dan
memiliki nilai ekonomis yang cukup tinggi adalah rajungan.
Rajungan menjadi salah satu andalan ekspor yang mendampingi komoditas
udang windu.
Ekspor rajungan ke berbagai negara tujuan tidak selamanya berjalan
mulus. Indonesia sering mengalami hambatan terutama yang berkaitan dengan
keamanan pangan. Akhir-akhir ini, isu keamanan pangan yang membatasi
perdagangan produk pangan tersebut adalah residu antibiotik
chloramphenicol
. Gabungan negara-negara maju seperti Uni Eropa
memutuskan bahwa semua produk hasil laut yang berasal dari Asia harus
benar-benar bebas dari residu antibiotik
chloramphenicol
. Oleh karena itu
analisis residu antibiotik ini penting untuk dikuasai untuk mempertahankan
keamanan produk tersebut.
Sejak tahun 1994, penggunaan
chloramphenicol
sebagai antibiotik
pada hewan ternak telah dilarang oleh Uni Eropa.
Chloramphenicol
merupakan antibiotik dengan spektrum kegunaan yang cukup luas dalam
membunuh bakteri. Adanya larangan penggunaan senyawa ini dikarenakan
sifatnya yang tidak mudah diurai oleh tubuh. Asupan
chloramphenicol
dalam
waktu lama akan meninggalkan deposit berlebih dalam tubuh dan ini tentunya
akan bersifat toksik bagi tubuh. Salah satu pengaruh toksisitas deposit adalah
kelainan
aplastic anemia
(Roybal, 1998).
Aplastic anemia
merupakan
penyakit yang disebabkan oleh penurunan produksi sel darah merah pada
sumsum tulang belakang (Nehaus
et al
, 2002). Uni Eropa telah menetapkan
standar batas maksimum residu
chloramphenicol
pada produk hewani
berdasarkan
European Commision Decision
pada tanggal 13 Maret 2003
sebesar 0,3 ppb (
part per billion
) (
Commision Decision
:
2003/181/EC) dan
menjadi standar umum di negara-negara maju seperti Amerika Serikat.
Analisis tingkat residu antibiotik
chloramphenicol
di laboratorium
PT. Mina Global Mandiri dilakukan dengan menggunakan teknik ELISA
(
Enzyme Linked Immunosorbent Assay
). ELISA dapat mendeteksi senyawa
chloramphenicol
hingga 0,02 ppb (Cazemier.
et al,
1996).
chloramphenicol
pada produk akan berdampak kerugian terhadap produsen.
Selain produk tersebut tidak dapat lolos ekspor, produk yang mempunyai
residu tinggi akan diproses ulang dan akan menyebabkan biaya produksi
menjadi lebih tinggi. Oleh sebab itu perusahaan sangat memperhatikan tingkat
residu
chloramphenicol
sehingga dicari mutu daging rajungan yang kadar
chloramphenicol
-nya sangat rendah.
B.
TUJUAN
II. TINJAUAN UMUM PERUSAHAAN
A.
KEADAAN UMUM PERUSAHAAN
PT. Mina Global Mandiri merupakan perusahaan persero yang
bergerak di bidang industri pengolahan hasil laut (
seafood industry
). PT. Mina
Global Mandiri berdiri pada awal tahun 2005 dan mulai beroperasi pada bulan
Agustus 2005. Berdirinya PT. Mina Global Mandiri diprakarsai oleh dua
orang yang sangat berpengalaman di dunia bisnis pengolahan hasil laut, yaitu
Bapak Triyanto dan Bapak Iwan P Sarbini.
Lokasi PT. Mina Global Mandiri berada di Jalan Raya Cikampek –
Purwakarta Km 5, Desa Cibening, Bungursari, Purwakarta, Jawa Barat.
PT. Mina Global Mandiri mempunyai areal pabrik seluas 25431 m
2dan areal
bangunan seluas 4334 m
2dengan bangunan fisik berupa kantor pusat,
bangunan pabrik, dua bangunan gudang, dua pos keamanan, mess karyawan
dan mushola.
Pimpinan tertinggi di PT. Mina Global Mandiri dipimpin oleh Dewan
Komisaris dan Direktur Utama. Terdapat empat manajemen yang
masing-masing dipimpin oleh direktur, yaitu Direktur Operasional, Direktur
Keuangan, Direktur Marketing dan Direktur
Business Development
dengan
total karyawan sebanyak 203 karyawan yang terdiri atas 4 orang bagian
manajemen, 29 staf, dan 170 orang buruh. Struktur organisasi perusahaan
dapat dilihat pada Lampiran 1.
Fasilitas pendukung produksi yang dimiliki perusahaan antara lain
Laboratorium Mikrobiologi dan Kimia, ruang produksi, ruang pasteurisasi,
ruang pendingin, gudang, tempat pengolahan air, dan tempat pengolahan air
limbah. Sedangkan fasilitas yang disediakan perusahaan untuk karyawan
antara lain mushola, mess karyawan dan lapangan olahraga.
B.
LINI PRODUKSI
lainnya selain rajungan yaitu berupa ikan beku, udang beku dan produk laut
lainnya yang mempunyai nilai tambah.
Sumber bahan mentah yang diproses oleh PT. Mina Global Mandiri
berasal dari berbagai agen pengolahan (
mini plant
) di Indonesia yang tersebar
di pantai-pantai Pulau Jawa, Sumatera, Kalimantan, dan Sulawesi. Rajungan
yang dipasok dapat berupa rajungan utuh atau sudah dalam bentuk daging.
Produk rajungan kaleng yang dihasilkan di PT. Mina Global Mandiri
terdiri dari 7 jenis produk yaitu
colossal
,
jumbo
,
super lump
,
lump
(
backfin
),
special
,
claw
, dan
cocktail claw
. Pembagian jenis produk tersebut didasarkan
atas keberadaan atau letak daging dalam tubuh rajungan maupun berdasarkan
ukurannya.
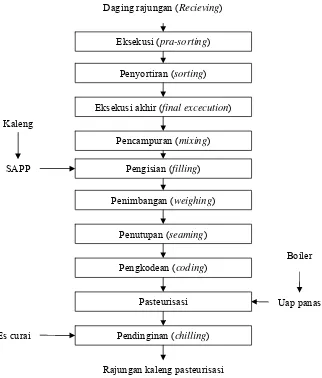
Proses pengolahan meliputi penerimaan daging rajungan (
receiving
),
eksekusi, penyortiran, eksekusi akhir (
final checking
), pencampuran (
mixing
),
pemasukan dalam kaleng (
filling
), penimbangan (
weighing
), penutupan kaleng
(
seaming
), pasteurisasi,
shock cooling
, pengepakan (
packaging
) dan
penyimpanan dingin. Urutan proses pengolahan daging rajungan di
processing
plant
dapat dilihat pada Gambar 1.
1.
Penerimaan Daging Rajungan (
receiving
)
Daging rajungan dari
mini plant
diterima oleh bagian penerimaan
untuk dilakukan penimbangan. Daging rajungan yang diterima dalam
keadaan tertutup rapat dan diwadahi oleh toples. Suhu daging harus tetap
terkendali, tidak boleh lebih dari 10
0C. Untuk menjaga suhu daging agar
tetap rendah dilakukan penangan terhadap wadah berisi daging rajungan
dengan ditimbun es curai.
2.
Eksekusi
Gambar 1. Diagram alir proses pengolahan rajungan di
PT. Mina Global Mandiri
3.
Penyortiran
Sortir dilakukan terhadap semua jenis daging dengan memisahkan
benda-benda selain daging seperti pecahan cangkang, insang, kotoran,
telur maupun benda asing lainnya seperti kerikil, rambut dan potongan
bagian tubuh serangga dari daging. Pada saat sortir, dilakukan pula
pemisahan daging berdasarkan berat dan jenisnya. Pemisahan daging ini
dimaksudkan untuk mengefisienkan kerja serta supaya memastikan daging
tidak tercampur, karena daging pada masing-masing bagian tersebut
mempunyai harga yang berbeda.
Daging rajungan (Recieving)
Eksekusi (pra-sorting)
Penyortiran (sorting)
Eksekusi akhir (final excecution)
Pencampuran (mixing) Pengisian (filling)
Penimbangan (weighing)
Penutupan (seaming)
Pasteurisasi
Pendinginan (chilling) Pengkodean (coding) Kaleng
SAPP
Boiler
Uap panas
Es curai
4.
Eksekusi Akhir
Eksekusi akhir dilakukan untuk memeriksa kualitas daging hasil
sortir. Pada tahap ini dilakukan cek organoleptik dan pemeriksaan ulang
terhadap ada tidaknya benda-benda asing yang tujuannya untuk
memastikan bila daging tersebut masih layak untuk diproduksi. Pada tahap
ini juga dilakukan penimbangan untuk membuat dukumen Laporan Hasil
Sortir (LHS) yang digunakan untuk mendokumentasikan kecepatan kerja
para karyawan dalam penyortiran dan sebagai bukti atau acuan bagi
pembayaran ke pemasok daging rajungan.
5.
Pencampuran Daging (
mixing
)
Mixing
merupakan pencampuran daging rajungan dari satu pemasok
dengan daging rajungan dari pemasok lain untuk memperoleh kualitas
daging yang baik. Pencampuran daging tidak hanya berasal dari dua
pemasok, tetapi dapat lebih dari dua pemasok. Pencampuran daging
berdasarkan juga pada jenis daging yang telah ditetapkan oleh perusahaan.
Formulasi daging yang dicampur telah ditetapkan berdasarkan dari jenis
daging dan standar yang ditetapkan oleh
buyer
(pembeli).
6.
Pengisian ke dalam Kaleng (
filling
) dan Penimbangan
Daging yang telah mengalami pencampuran kemudian dimasukkan
ke dalam wadah kaleng
tin plate
berukuran 401 x 301, dengan lapisan
enamel jenis C. Sebelum dilakukan pengisian, kaleng terlebih dahulu
diberi larutan SAPP (
sodium acid pyrophosphate
) yang berfungsi sebagai
pencegah terbentuknya warna biru (
blueing
). Setelah itu dilakukan
penimbangan untuk mencapai berat 1 lb atau 16 oz yang sebanding
dengan 453,6 gram.
SAPP atau disodium pyrophosphate (Na
2H
2P
2O
7) dengan berat
Tambahan Pangan (Anonim d, 2006). SAPP memiliki dua fungsi sebagai
bahan tambahan pangan. Fungsi SAPP yang pertama sebagai
sequestrant
yaitu phospat pada SAPP memiliki kemampuan untuk mengkelat logam
Cu dan Fe pada lapisan kaleng (Claus et. Al., 1994). Kemampuan
mengkelat ini dapat mencegah terjadinya reaksi Cu dan Fe yang terdapat
pada lapisan kaleng dengan lemak pada daging rajungan. Cu dan Fe yang
terdapat pada lapisan kaleng dapat sebagai katalis oksidasi lemak pada
daging rajungan sehingga dapat mengkompleks dan merubah warna
daging menjadi biru atau biasa disebut dengan
bluing
(Mar-Less, 2006).
Fungsi SAPP yang kedua menurut Mar-Less (2006) yaitu mencegah
terjadinya pembentukan
struvites.
Struvites
adalah rasa seperti berpasir
yang terkadang dapat dirasakan pada daging rajungan. Hal ini disebabkan
oleh komponen magnesium pada daging rajungan yang dapat mengkristal.
Kristal yang tebentuk disebabkan oleh perlakuan panas yang tinggi pada
saat proses pasteurisasi. SAPP dapat mengkompleks magnesium dan
mencegah terjadinya pembentukan kristal-kristal yang menyebabkan
struvites
(Anonim c, 2006).
Pada
filling
ini juga dilakukan penataan bentuk daging di dalam
kaleng supaya terlihat rapi dan menarik ketika konsumen membuka
kemasannya. Setelah daging tertata rapi lalu ditambahkan larutan SAPP
untuk kedua kalinya. Penambahan larutan SAPP yang kedua ini
dimaksudkan untuk meratakan larutan tersebut keseluruh isi kaleng.
Setelah daging telah terisi penuh sesuai dengan standar perusahaan,
maka dilakukan penimbangan akhir. Penimbangan akhir dilakukan untuk
menentukan berat bersih dari produk sebelum dilakukan penutupan
kaleng.
7.
Penutupan kaleng (
seaming
) dan Pengkodean (
coding
)
Kaleng yang telah diisi dengan daging diberi tutup dengan label atau
merek sesuai dengan jenis dagingnya. Penutupan dilakukan dengan
menggunakan
double seamer
.
diambil satu kaleng untuk dilakukan pengecekan terhadap dimensi kaleng.
Dimensi kaleng yang diukur yaitu tinggi kaleng, lebar
seam
, ketebalan
seam
,
counter sink
, kait depan, kait badan, bebas kerut dan
overlap
kaleng. Jika dimensi kaleng tidak sesuai dengan standar dari perusahaan,
maka dilakukan penyetingan kembali mesin
double seamer
. Pengecekan
dari dimensi kaleng ini bertujuan untuk mencegah terjadinya kebocoran
pada produk akibat
seaming
.
Pengkodean dilakukan setelah kaleng ditutup. Pemberian kode
dilakukan pada bagian bawah kaleng dengan menggunakan mesin
coding
jet print
. Tujuan dari pengkodean adalah untuk mengetahui sejarah dari
produk itu berasal. Dalam kode tersebut terdapat informasi tanggal
produksi (bentuk
julian date
), nomor basket, kode pemasok dan jenis
daging.
8.
Pasteurisasi
Kaleng yang telah ditutup dimasukkan ke dalam basket untuk
selanjutnya dipasteurisasi. Tiap basket berisi 60 kaleng. Pasteurisasi
dilakukan pada bak pasteurisasi yang telah terisi air bersih. Sumber panas
pasteurisasi berasal dari uap panas yang dihasilkan oleh boiler dan
disalurkan dengan pipa khusus ke bak pasteurisasi. Di dalam bak
pasteurisasi juga dialiri gas yang menimbulkan gelembung udara yang
berasal dari kompresor dan bertujuan untuk meratakan panas. Pasteurisasi
dilakukan selama 155 menit pada suhu 184-186
oF (84,4 - 85,5
oC).
9.
Pendinginan (
chilling
)
10.
Pengepakan dan Penyimpanan
III. TINJAUAN PUSTAKA
A.
RAJUNGAN
Rajungan (
Portunus pelagius
) atau
swimming crab
merupakan jenis
kepiting laut yang hanya bisa hidup di air laut, berbeda dengan kepiting
lainnya yang dapat pula hidup di darat. Rajungan sangat digemari masyarakat
dan harganya cukup mahal.
1.
Biologi dan Jenis Rajungan
Kepiting berbeda dengan
Crustacea
(hewan berkulit keras) jenis
lain seperti lobster dan udang karena abdomennya yang kecil dan terlipat
di dalam tubuhnya. Kepiting memiliki lima pasang kaki. Sepasang kaki
yang pertama berujung capit dan lebih besar dari kaki lainnya. Pasangan
terakhir kaki jalannya sering berbentuk pipih dan dipakai sebagai alat
untuk berenang. Kepiting biasanya berjalan atau merangkak dengan cara
berjalan menyamping (Afrianto dan Liviawaty, 1992).
Menurut Afrianto dan Liviawaty (1992), kepiting merupakan salah
satu hewan air yang banyak dijumpai di perairan Indonesia dan merupakan
hewan
Arthropoda
yang terbagi menjadi 4
famili
yaitu
Portunidae
(kepiting perenang),
Xanthidae
(kepiting lumpur),
Crancidae
(kepiting
Cancer
) dan
Potamidae
(kepiting air tawar). Rajungan merupakan salah
satu jenis kepiting dari
famili Portunidae
yang hanya hidup di laut dan
mempunyai ciri khas capit yang memanjang, kokoh dan berduri. Adapun
klasifikasi rajungan menurut Waterman dan Chase (1960) dalam Afrianto
dan Liviawaty (1992) yaitu:
Filum
: Arthropoda
Kelas
:
Crustacea
Sub Kelas
: Malacostraca
Ordo
:
Eucaridae
Sub ordo
: Decapoda
Famili
: Portunidae
Genus
: Portunus
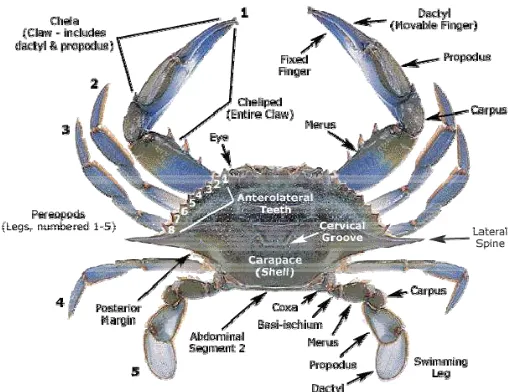
Rajungan (
Portunus pelagicus
) merupakan jenis kepiting laut yang
hanya bisa hidup di laut. Di dalam Ensiklopedia Indonesia vol. 5
disebutkan bahwa rajungan dapat mencapai ukuran panjang 15 cm dan
lebar 30 cm. Ada beberapa jenis rajungan yang hidup di perairan Indonesia
diantaranya rajungan bintang (
Portunus sanguinolentus
), rajungan karang
(
Charybdis feriatus
), rajungan hijau (
Thalamita crenata
), dan rajungan
angin (
Podophthalmus
). Rajungan ini biasa terdapat di perairan pantai
yang dangkal dan sering juga di dasar perairan. Di Australia dan India,
rajungan merupakan dasil perikanan yang penting (Afrianto dan
Liviawaty, 1992). Anatomi dan morfologi rajungan dapat dilihat pada
Gambar 2.
Gambar 2. Anatomi dan morfologi rajungan
(http://www.blue-crab.org/anatomy.htm)
2.
Pemanenan Rajungan
Selama musim dingin, rajungan yang dorman dapat dipanen
dengan mengeruk dasar laut. Negara-negara pesisir teluk di Amerika dapat
melakukan pemanenan sepanjang musim karena udaranya lebih hangat
saat musim dingin (Cockey dan Chai, 1994).
kelaminnya. Rajungan biasanya dijual ke restoran-restoran, rumah makan
seafood
, dan pesta-pesta sebagai rajungan matang yang telah dimasak.
Rajungan yang tidak dapat dimasak pada hari yang sama dengan
penangkapan, disimpan untuk di
picking
pada hari berikutnya yaitu pada
pagi hari (Cockey dan Chai, 1994).
Di Indonesia, kepiting dan rajungan biasa ditangkap dengan
menggunakan kail atau jala. Namun rajungan lebih banyak ditangkap
dengan menggunakan jala, karena rajungan yang suka berenang bila
tersapu ombak akan menempel pada jaring sehingga mudah ditangkap.
3.
Sifat Kimia Rajungan
Daging kepiting dan rajungan mempunyai nilai gizi yang tinggi.
Hasil analisis proksimat kandungan gizi rajungan dan kepiting berbeda.
hasil analisis kimia (proksimat) daging kepiting dan rajungan antara jantan
dan betina dapat dilihat pada Tabel 1 (BBPMHP, 1995). Dari Tabel 1
terlihat bahwa kandungan protein rajungan lebih tinggi daripada kepiting.
Sedangkan kepiting dan rajungan betina mempunyai kandungan lemak
relatif lebih tinggi daripada yang jantan.
Tabel 1. Hasil analisis kimia daging kepiting dan rajungan*
Jenis Komoditi
Protein
(%)
Lemak
(%)
Air
(%)
Abu
(%)
Kepiting
Betina
11.45 0.04 80.68
2.45
Jantan
11.90 0.28 82.85
1.08
Rajungan
Betina
16.85 0.10 78.78
2.04
Jantan
16.17 0.35 81.27
1.85
•
Laboratorium Kimia BBPMHP (Balai Bimbingan dan Pengujian Mutu Hasil
Perikanan) tahun 1995
4.
Mutu Rajungan
a.
Mutu 1 (daging super/jumbo), yaitu daging badan yang terletak di
bagian bawah (berhubungan dengan kaki renang) berbentuk gumpalan
besar berwarna putih.
b.
Mutu 2 (daging reguler), yaitu daging badan yang berupa
serpihan-serpihan, terletak disekat-sekat rongga badan berwarna putih.
c.
Mutu 3 (daging merah/
clawmeat
), yaitu daging rajungan yang berada
dikaki dan capit, berwarna putih kemerahan.
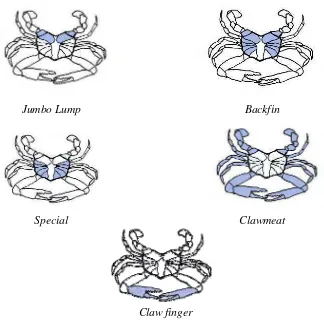
Menurut Phillips-Seafood (2005), daging rajungan dapat
digolongkan menjadi lima jenis daging (Gambar 3), yaitu:
a.
Jumbo lump
atau kolosal (daging putih) yang merupakan jaringan
terbesar yang berhubungan dengan kaki renang.
b.
Backfin
(daging putih) yang merupakan jumbo kecil dan pecahan dari
daging jumbo.
c.
Special
(daging putih) yang merupakan daging yang berada disekitar
badan yang berupa serpihan-serpihan.
d.
Clawmeat
(daging merah) yang merupakan daging dari bagian kaki
sampai capit dari rajungan.
e.
Claw Finger
(daging merah) yang merupakan bagian dari capit
rajungan bersama dengan bagian
shell
yang dapat digerakkan.
Gambar 3. Pengelompokkan daging rajungan (Philips Seafood, 2005)
B.
ANTIBIOTIK
CHLORAMPHENICOL
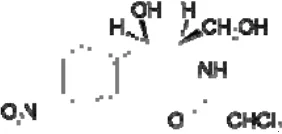
Chloramphenicol
(2,2 - dichlor - N - [(
α
R,
β
R) -
β
- hydroxy -
α
-hydroxymethyl - 4 - nitrophenethyl] acetamide) atau dikenal dengan nama
dengan
chloromycetin
merupakan antibiotik yang pertama kali diisolasi dari
bakteri
Streptomyces venezuelae,
sekitar tahun 1940-an (Neuhaus, 2002) dan
kini telah diproduksi untuk kepentingan medis secara sintetik.
Chloramphenicol
merupakan jenis antibiotik dengan spektrum yang luas
dalam penggunaannya. Prinsip kerja antibiotik ini dalam mematikan bakteri
adalah dengan cara mengganggu proses sintesis protein.
Chloramphenicol
juga mempunyai sifat toksik
bagi manusia (Roybal, 1998). Sifat toksik pada
manusia disebabkan oleh gugus
dichloride carbon alfa
yang berikatan dengan
gugus karbonil. Gugus karbon ini mengalami pergantian dengan
nuchleophiles
yang terdapat pada protein sehingga menggangu proses sintesis protein
Jumbo Lump
Backfin
Special
Clawmeat
(Neuhaus, 2002). Struktur kimia dari
chloramphenicol
dapat di lihat pada
Gambar 4.
Gambar 4. Struktur kimia
Chloramphenicol
(Anonim a, 2006)
Residu
chloramphenicol
yang terdapat pada daging hewan yang
dikonsumsi oleh manusia dikhawatirkan akan menyebabkan kematian pada
penderita anemia yang berlanjut ke leukimia (
aplastic anemia
), dan juga dapat
menyebabkan
neuritis perifer
dan
neuritis optic
.
Chloramphenicol
juga
disinyalir merupakan penyebab
Gray Baby Sindrome
dengan gejala bayi
berwarna kulit abu-abu, perut kembung, suhu tubuh rendah, susah bernafas,
kulit pucat dan demam. Penyakit ini biasanya terjadi pada bayi berumur
kurang dari sebulan akibat
over
dosis dan dapat menyebabkan kematian
(Saparinto, 2002).
Chloramphenicol
pada awalnya merupakan antibiotik untuk infeksi
virus, luka, flu atau mencegah infeksi.
Chloramphenicol
juga digunakan untuk
pengobatan penyakit tifus pada manusia. Pada umumnya digunakan untuk
melawan
Anaerobic bacteria
, Aeromonas
,
Pseudomonas
,
Mycloplasma
,
dan
Enterobacteriacean
.
Antibiotik tersebut bekerja sebagai pencegah
pertumbuhan atau membunuh bakteri (Saparinto, 2002).
volatile
dan dianalisis dengan menggunakan
Gas Chromatography/Electron
Capture Detection
(GC-ECD).
Nehaus (2002) menyebutkan bahwa dengan metode analisis
menggunakan GC-ECD memberikan limit deteksi
chloramphenicol
hingga
1 ppb pada udang.
Liquid chromatography
(LC) menggunakan deteksi sinar
UV juga biasa digunakan untuk analisis
chloramphenicol
memberikan limit
deteksi hingga 5 – 10 ppb pada produk-produk hasil laut. Metode analisis
menggunakan
gas chromatography
-
mass spectrofotometry
(GC-MS) telah
digunakan dibeberapa penelitian dengan limit deteksinya hingga 1 ppb. Telah
ada beberapa hasil penelitian yang menggunakan metode dengan
liquid
chromatography – mass spectrofotometry
(LC-MS) untuk memisahkan dan
mendeteksi secara semi kuantitatif residu
chloramphenicol
pada produk hasil
laut dan mempunyai limit deteksi pada udang sebesar 0,5 ppb.
Metode lain yang digunakan untuk menganalisis antibiotik seperti
chloramphenicol
pada hasil laut adalah dengan
Enzyme Linked
Immunosorbent Assay
(ELISA) (Dixon-Holland, 1992). Menurut Nehaus
(2002), metode ELISA ini dapat mendeteksi
chloramphenicol
pada produk
hasil laut mencapai limit deteksi hingga ppt (
part per trilion
) sampai ppb
terendah. ELISA dapat mendeteksi tingkat residu
chloramphenicol
hingga
mencapai batas deteksi sebesar 0,04-0,02 ppb (Cazemier
et al,
1996).
C.
PENGENDALIAN PROSES SECARA STATISTIK
Menurut Gasperz (1998), pengendalian proses secara statistik adalah
suatu metodologi pengumpulan dan analisis data kualitas, serta penentuan dan
interpretasi pengukuran-pengukuran yang menjelaskan tentang proses dalam
suatu industri. Fungsi utama dari pengendalian proses bagi industri adalah
untuk meningkatkan mutu dari output, guna memenuhi kebutuhan dan
ekspetasi pelanggan.
Menurut Wayworld (2001), tujuan dari pengendalian proses statistik
yaitu:
1.
Menentukan apakah proses dalam keadaan terkendali.
2.
Menentukan apakah proses berada dalam spesifikasi.
3.
Identifikasi penyebab variasi.
Tujuan utama pengendalian proses secara statistik adalah pengurangan
variasi yang sistematik dalam karakteristik mutu kunci produk itu. Pengenalan
pengendalian proses secara statistik akan menstabilkan proses itu dan
mengurangi variasi, sehingga lebih jauh biasnya menghasilkan biaya mutu
yang lebih rendah dan mempertinggi posisi dalam kompetisi yang semakin
ketat (Montgomery, 1998).
Strategi pengendalian proses secara statistik adalah membawa suatu
proses berada di bawah pengendalian secara statistik. Pengendalian proses
secara statistik berarti proses itu dikendalikan berdasarkan catatan data yang
secara terus-menerus dikumpulkan dan dianalisis. Pengumpulan dan
penganalisisan data secara terus menerus dimaksudkan agar menghasilkan
informasi yang dapat digunakan dalam mengendalikan dan meningkatkan
proses sehingga proses itu memiliki kemampuan untuk memenuhi spesifikasi
output yang diinginkan (Gasperz, 1998).
Gasperz (1998) menambahkan bahwa pada dasarnya langkah-langkah
proses statistikal dapat diuraikan sebagai berikut:
1.
Merencanakan penggunaan perangkat statistikal.
2.
Memulai menggunakan perangkat statistikal tersebut.
4.
Merencanakan perbaikan proses terus menerus (
continous process
improvement
) melalui pengurangan variasi penyebab umum.,
5.
Mengevaluasi dan meninjau ulang (
review
) terhadap penggunaan
alat-alat statistikal itu.
Statistikal proses kontrol dapat diterapkan pada setiap proses.
Perangkat yang biasa digunakan dalam statistikal proses kontrol diantaranya
1) histogram, 2)
check sheet
, 3) diagram pareto, 4) diagram sebab akibat, 5)
stratifikasi, 6 )
scatter
diagram, 7) bagan kendali (Gaspersz, 1998).
1.
Histogram
Histogram adalah alat yang digunakan untuk menunjukkan variasi
data pengukuran dan variasi setiap proses. Berbeda dengan Pareto
chart
yang penyusunannya menurut urutan yang memiliki proporsi
terbesar ke kiri hingga proporsi terkecil, histogram ini penyusunannya
tidak menggunakan urutan apapun (Ariani, 1999)
2.
Check sheet
Check sheet
adalah alat yang sering digunakan untuk menghitung
seberapa sering sesuatu terjadi dan sering digunakan dalam
pengumpulan dan pencatatan data. Data yang sudah terkumpul tersebut
kemudian dimasukan ke dalam grafik seperti pareto
chart
ataupun
histogram untuk kemudian dilakukan analisis terhadapnya (Ariani,
1999).
3.
Diagram Pareto
4. Diagram sebab-akibat
Diagram sebab akibat digunakan untuk menganalisis persoalan dan
faktor-faktor yang menimbulkan persoalan tersebut. Dengan demikian
diagram tersebut dapat digunakan untuk menjelaskan sebab-sebab
suatu persoalan. Diagram sebab akibat juga disebut diagram ishikawa
dan dikembangkan oleh Dr. Kaoru Ishikawa. Diagram tersebut juga
disebut
fish bone
diagram karena berbentuk seperti kerangka ikan
(Ariani, 1999).
5. Stratifikasi
Stratifikasi adalah kegiatan pengelompokan atau penguraian data
ke dalam kategori-kategori tertentu yang lebih kecil atau menjadi
unsur-unsur tunggal dari data atau masalah sehingga dapat
menggambarkan permasalahan dengan jelas. Misalnya mengurai
menurut; jenis kesalahan atau kerusakan, penyebab dari kesalahan atau
kerusakan, lokasi kesalahan atau kerusakan, material, hari pembuatan,
unit kerja, orang yang mengerjakan, penyalur, waktu, dan lain-lain.
6.
Scatter
Diagram
Scatter
diagram
adalah gambaran yang menunjukkan kemungkinan
hubungan (korelasi) antara pasangan dua macam variabel dan
menunjukkan keeratan hubungan antara dua variabel tersebut yang
sering diwujudkan sebagai koefisien korelasi.
Scatter
digram juga
dapat digunakan untuk mencek apakah suatu variabel dapat digunakan
untuk mengganti variabel yang lain.
7. Bagan kendali
Bagan kendali adalah grafik yang menyerupai
run chart
yang
digunakan untuk menentukan apakah suatu proses berada dalam
kondisi yang terkendali apa tidak.
D.
BAGAN KENDALI
menghilangkan variasi tidak normal melalui pemisahan variasi yang
disebabkan oleh penyebab khusus dari variasi yang disebabkan oleh penyebab
umum (Gasperz, 1998). Bagan kendali terdiri dari suatu display grafik dari
suatu karasteristik mutu yang telah dihitung atau diukur dari suatu contoh
produk terhadap nomor contoh atau waktu. Pada dasarnya bagan kendali
digunakan untuk mengetahui apakah suatu proses berada dalam keadaan
terkendali secara statistik dan menentukan kapabiliatas proses, yang
selanjutnya digunakan untuk mengendalikan proses secara terus-menerus
(Gasperz, 1998).
Montgomery (1998) menyatakan bagan kendali dapat digunakan oleh
manajemen sebagai alat guna mencapai tujuan tertentu berkenaan dengan
mutu proses. Garis tengah dan batas-batas kendali dapat merupakan nilai-nilai
standar yang dipilih oleh manajemen, sedemikian hingga mereka
menghendaki proses dalam keadaan terkendali pada tingkat mutu itu. Bagan
kendali juga dapat berfungsi sebagai alat penaksir parameter tertentu seperti
rata-rata
(
mean
), standar deviasi, bagian yang sesuai dan sebagainya. Sebagian
taksiran ini mempunyai dampak yang cukup besar pada banyak masalah,
keputusan manajemen yang terjadi dalam perputaran produk, temasuk
keputusan membuat atau membeli, peringkat pabrik dan proses yang
mengurangi variabilitas proses dan perjanjian kontrak dengan langganan atau
penjual mengenai mutu produk.
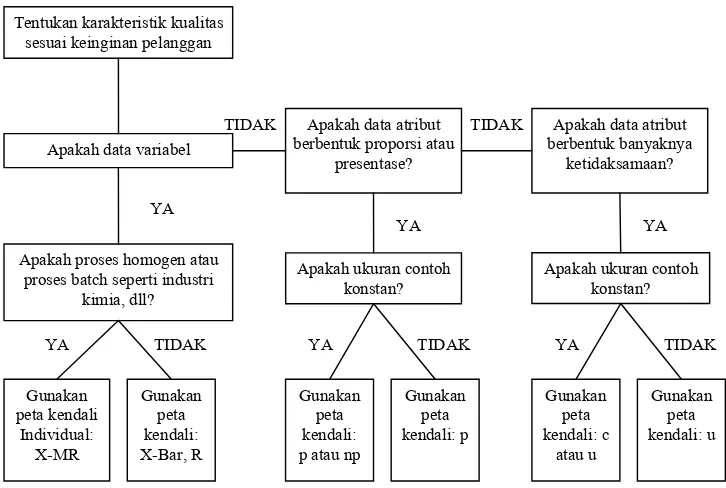
Gambar 5. Diagram alir penggunaan peta-peta kendali
Pembuatan peta kendali individual X dan MR (Moving Range =
Rentang bergerak) diterapkan pada proses yang menghasilkan produk relatif
homogen, misalnya cairan kimia, kandungan mineral dari air, kadar residu,
dan lain-lain. Demikian pula dapat diterapkan pada kasus-kasus dimana
inspeksi 100% digunakan untuk proses produksi yang sangat lama (Gasperz,
1998). Grafik pengendali individual digunakan untuk pengendalian proses
produksi dengan jumlah pengamatan setiap contoh (n)=1. Atau jika
mengawasi nilai sebenarnya dari observasi lebih penting daripada rataan dari
subgrup. Grafik pengendali ini menggunakan rentang bergerak dua
pengamatan yang berturutan untuk menaksir keragaman proses (Montgomery,
1998).
Peta kendali X-bar (Rata-rata) dan R (Range) digunakan untuk
memantau proses yang mempunyai karakteristik berdimensi kontinyu,
sehingga peta kendali X-Bar dan R sering disebut sebagai peta kendali untuk
data variabel. Peta kendali X-bar menjelaskan kepada kita tentang apakah
perubahan-perubahan telah terjadi dalam ukuran titik pusat (
central tendency
)
atau rata-rata dari suatu proses. Hal ini mungkin disebabkan oleh faktor-faktor
seperti: peralatan yang dipakai, peningkatan temperatur secara gradual,
Tentukan karakteristik kualitas sesuai keinginan pelanggan
Apakah data variabel
Apakah proses homogen atau proses batch seperti industri
kimia, dll?
Gunakan peta kendali
Individual: X-MR
Apakah data atribut berbentuk proporsi atau
presentase?
Apakah data atribut berbentuk banyaknya
ketidaksamaan?
Apakah ukuran contoh konstan?
Gunakan peta kendali: X-Bar, R
Gunakan peta kendali: p atau np
Gunakan peta kendali: p
Gunakan peta kendali: c
atau u
Gunakan peta kendali: u Apakah ukuran contoh
konstan? YA
TIDAK TIDAK
YA YA
YA YA
YA
perbedaan metode yang digunakan dalam shift, material baru, tenaga kerja
yang belum dilatih dan lain-lain. Peta kendali R (range) menjelaskan tentang
apakah perubahan-perubahan telah terjadi dalam ukuran variasi, dengan
demikian berkaitan dengan perubahan homogenitas produk yang dihasilkan
melalui suatu proses. Hal ini mungkin disebabkan oleh faktor-faktor seperti:
bagian peralatan yang hilang, minyak pelumas mesin yang tidak mengalir
dengan baik, kesalahan pekerja dan lain-lain (Gasperz, 1998).
Bagan kendali p didasarkan pada unit produk yang cacat, dimana
kualitas didasarkan pada unit produk secara keseluruhan. Produk dinyatakan
cacat apabila mengandung paling sedikit satu titik spesifik yang tidak
memenuhi syarat. Proporsi yang tidak memenuhi syarat didefinisikan sebagai
rasio banyaknya item yang tidak memenuhi syarat dalam suatu kelompok
terhadap total banyaknya item dalam kelompok itu. Item-item itu dapat
mempunyai beberapa karakteristik kualitas yang diperiksa atau diuji secara
simultan oleh pemeriksa. Jika item-item itu tidak dapat memenuhi standar
pada satu atau lebih karakteristik kualitas yang diperikasa, maka item-item itu
digolongkan sebagai tidak memenuhi syarat spesifikasi atau cacat (Gasperz,
1998).
Peta kendali c digunakan dalam hubungan dengan jumlah cacat yang
muncul dalam sampel dengan hitungan tetap. Peta kendali c didasarkan pada
titik spesifikasi yang tidak memenuhi syarat dalam suatu produk, sehingga
suatu produk dapat saja dianggap memenuhi syarat meskipun mengandung
satu atau beberapa titik spesifik yang cacat (Gasperz, 1998).
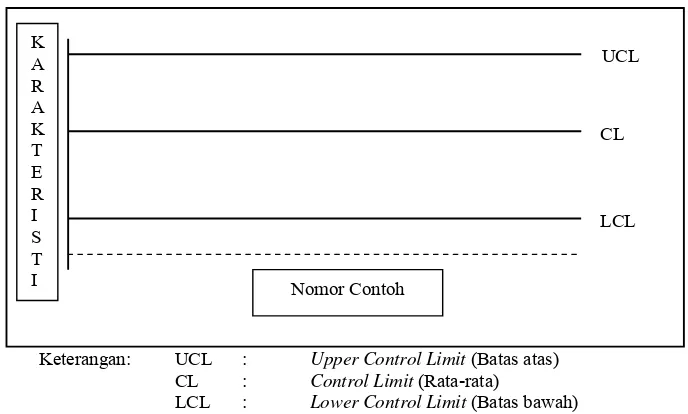
Menurut Gasperz (1998), pada dasarnya setiap bagan kendali
(Gambar 6) memiliki:
1.
Sumbu x melambangkan nomor contoh
2.
Sumbu y melambangkan karakteristik mutu output
3.
Garis tengah
UCL
CL
LCL
Nomor Contoh K
A R A K T E R I S T I
Keterangan: UCL : Upper Control Limit (Batas atas) CL : Control Limit (Rata-rata)
LCL : Lower Control Limit (Batas bawah)
Gambar
6
.
Bagan kendali secara umum (Muhandri dan Kadarisman, 2005)
E.
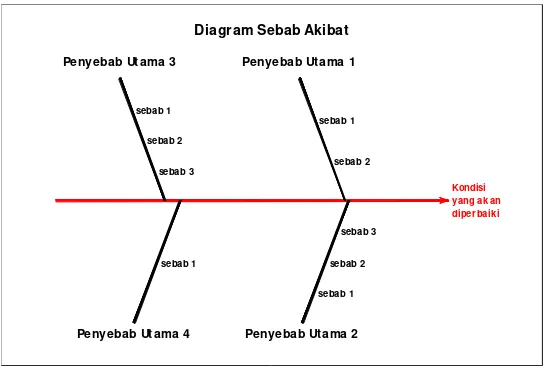
DIAGRAM SEBAB AKIBAT
Dr. Kaoru Ishikawa telah mengembangkan metode sederhana untuk
menampilkan dalam bentuk grafis penyebab untuk setiap permasalahan mutu.
Metode ini dinamakan diagram sebab akibat, atau diagram Ishikawa, atau
biasa disebut dengan diagram tulang ikan (Pyzdek, 2001).
Menurut Muhandri dan Kadarisman (2005), diagram sebab akibat
berguna untuk mengetahui faktor-faktor yang mungkin menjadi penyebab
munculnya masalah (berpengaruh terhadap hasil). Penyusunan dilakukan
dengan teknik
brainstroming
(sumbang saran).
Brainstroming
adalah suatu
cara yang digunakan untuk membantu membangkitkan ide-ide alternatif dan
persepsi dalam tim kerja yang bersifat terbuka dan bebas.
Dengan mengetahui
hubungan antar sebab dan akibat dari suatu permasalahan, maka tindakan
pemecahan masalah akan mudah ditentukan.
[image:48.612.147.491.87.294.2]pekerja memiliki kebebasan dalam mengemukakan pendapat, sedangkan
peserta lain tidak boleh membantunya. Dalam pelaksanaan
brainstorming
perlu diperhatikan titik-titik khusus, diantaranya penataan ruang, ketentuan
peraturan yang berlaku, menggunakan alat tulis, menuliskan ide-ide tersebut,
menjaga suasana agar kondusif, melakukan evaluasi terhadap ide dan
kumpulkan ide-ide tersebut berdasarkan kategori.
Brainstorming
dapat berkaitan dengan hal-hal berikut : a) menentukan
penyebab yang digunakan dan/atau solusi suatu masalah, b) memutuskan
masalah apa yang perlu diselesaikan, c) anggota tim merasa bebas untuk
berbicara dan memberikan ide, d) menginginkan untuk menjaring sejumlah
besar persepsi alternatif, dan e) kreativitas merupakan karakteristik
outcome
yang diinginkan. Setelah tim melakukan
brainstorming
dan muncul
pendapat-pendapat yang mungkin menjadi masalah dalam proses kemudian tahap
selanjutnya adalah menyusun diagram sebab-akibat (
fishbone diagram
)
(Gaspersz, 1998).
Menurut Montgomery (1996), ada tujuh langkah untuk membuat
diagram sebab akibat, seperti terlihat pada Gambar 7:
1.
Mendefinisikan masalah atau akibat yang akan dianalisis.
2.
Memb