ANALISIS SIFAT MEKANIK DAN METALOGRAFI BAJA
KARBON RENDAH UNTUK APLIKASI TABUNG GAS 3 KG
SKRIPSI
Diajukan untuk Memenuhi Persyaratan Memperoleh Gelar Sarjana Sains (S.Si) pada Fakultas Sains dan Teknologi
Universitas Islam Negeri Syarif Hidayatullah Jakarta.
Oleh :
DEVINTA JULIAPTINI
NIM : 106097003255
PROGRAM STUDI FISIKA
FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGRI SYARIF HIDAYATULLAH
JAKARTA
ANALISIS SIFAT MEKANIK DAN METALOGRAFI BAJA KARBON
RENDAH UNTUK APLIKASI TABUNG GAS 3 KG
Skripsi
Diajukan kepada Fakultas Sains dan Teknologi
untuk Memenuhi Persyaratan Memperoleh
Gelar Sarjana Sains (S.Si.)
Oleh
DEVINTA JULIAPTINI
NIM: 106097003255
Pembimbing I,
PembimbingII,
Arif Tjahjono, M.Si
Edi Sanjaya, M.Si
NIP : 19751107 200701 1 015
NIP : 150 321 586
Mengetahui,
Ketua Prodi Fisika
Drs. Sutrisno M.Si
PENGESAHAN UJIAN
Skripsi berjudul
ANALISIS SIFAT MEKANIK DAN METALOGRAFI BAJA KARBON
RENDAH UNTUK APLIKASI TABUNG GAS 3 KG
telah diujikan dalam sidang
munaqasyah Fakultas Sains dan Teknologi UIN
Syarif Hidayatullah Jakarta pada tanggal
29
Juni 2010
. Skripsi ini telah diterima sebagai
salah satu syarat memperoleh gelar Sarjana Sains (
S.Si ) pada Program Studi
Fisika.
Jakarta, 29 Juni 2010
Sidang Munaqasyah
Penguji I,
Penguji II,
Siti Ahmiatri Saptari, M.Si
Drs. Sutrisno, M.Si
NIP : 160477 200501 2008
NIP : 19590202 198203 1 005
Mengetahui,
Dekan Fakultas Sains dan Teknologi,
Ketua Program Studi Fisika,
DR. Syopiansyah Jaya Putra, M.Sis
Drs. Sutrisno, M.Si
LEMBAR PERNYATAAN
Dengan ini saya menyatakan bahwa :
1. Skripsi ini merupakan hasil karya asli saya yang diajukan untuk memenuhi salah satu
persyaratan memperoleh gelar Strata 1 di UIN Syarif Hidayatullah Jakarta.
2. Semua sumber yang saya gunakan dalam penulisan ini telah saya cantumkan sesuai dengan
ketentuan yang berlaku di UIN Syarif Hidayatullah Jakarta.
3. Jika dikemudian hari terbukti bahwa karya ini bukan hasil karya asli saya atau merupakan
hasil jiplakan dari karya orang lain, maka saya bersedia menerima sanksi yang berlaku di
UIN Syarif Hidayatullah Jakarta.
Jakarta, Juni 2010
i Abstrak
Telah dilakukan penelitian terhadap kualitas bahan baku tabung gas 3 kg terutama untuk mengetahui komposisi unsur pemadunya, kekuatan tarik, kelenturan, kekerasan, kekuatan terhadap benturan dan analisis metalografi. Adapun karakteristik untuk mutu material dari bahan baku tabung gas 3 kg tersebut harus berdasarkan SNI 1452:2007 atau JIS G3116 SG295 (standar of japan). Dalam JIS standar ini berisi tentang kualitas bahan baku yang digunakan sebagai aplikasi tabung gas, seperti komposisi kimia dan kekuatan tarik. Dari hasil pengujian tersebut diketahui bahwa bahan baku tabung gas 3 kg ini adalah jenis baja karbon rendah, dengan nilai kekuatan tarik (483Mpa), nilai kekerasan (140 HB), keuletan (50.57 N/mm2), nilai kekuatan bentur (23 J) sedangkan untuk analisis struktur mikronya bahwa bahan baku tabung gas 3 kg ini memiliki struktur mikro yang kasar atau kurang halus.
ii
Abstract
Have done a experiment to quality of raw material for gas tube 3 kg, especially for chemical composition, tensile test, banding test, hardeness test, impact test and analisys metalografy. Characteristic which qualify for material of gas tube have been arranged in SNI 1452:2007 or JIS G3116 SG295 (standard of Japan). In JIS standard, it is arranged quality of raw material to be used in gas tube application steel like chemical composition and tensile test. From the results of experiment know that type of this steel is low carbon steel, with value of tensile test (483 Mpa), hardness test (140 HB), banding test ( 50.57 N/mm2), impact test (23 J) and for analysis of mikro structure that this surface of raw material is harder than literature.
iii
KATA PENGANTAR
Puji dan syukur atas kehadirat Allah SWT yang telah memberikan rahmat
dan hidayah-Nya serta bantuan lahir dan batin sehingga penulis dapat menyusun
dan menyelesaikan Tugas Akhir ini dengan judul ” ANALISIS SIFAT MEKANIK DAN METALOGRAFI BAJA KARBON RENDAH UNTUK APLIKASI TABUNG GAS 3 KG.”
Dalam mewujudkan Tugas Akhir ini dengan segala kerendahan hati
penulis menghaturkan ucapan terima kasih yang sebesar-besarnya kepada :
1. Allah SWT yang selalu melimpahkan segala nikmat dan anugerah-Nya,
sehingga saya bisa menyelasaikan Tugas Akhir ini.
2. Kedua orang tua yang senantiasa selalu mengasihi dan menyayangi anaknya,
atas motivasi serta doa yang tak henti-hentinya mengalir dalam tiap
langkahku.
3. Bapak DR.Syopiansyah Jaya Putra , M.Si, selaku Dekan Fakultas Sains dan
Teknologi Universitas Islam Negeri Syarif Hidayatullah
4. Bapak Drs. Sutrisno, MSi selaku Ketua Prodi Fisika Universitas Islam Negeri
Syarif Hidayatullah Jakarta.
5. Bapak Arif Tjahjono, ST, M. Si. selaku Dosen Pembimbing I yang telah
dengan sabar membimbing saya dan banyak memberikan masukan serta kritik
iv
6. Bapak Edi Sanjaya, M. Si. selaku Dosen Pembimbing II yang juga telah
dengan sabar membimbing saya memberikan masukan serta kritik yang
berguna bagi saya dalam menyelesaikan Tugas Akhir ini.
7. Teman-teman Fisika “06 UIN Jakarta (Geophysics-Team : Iiz, Iif, Cindi,
bahtiar, Agung, Aji, Kia dan Ida), (Instrument Physics-Team : Iik, Putri,
Shila, Dewi, Agus, Iwe, Dono, Karima), (Material Physics-Team : Rinan,
Rusman, Ana, Absory) . Makasih ya wat kebersamaanya selama ini.
8. Special Thanks to teman-teman senasib dan seperjuangan Iiz faizah, Iif Latifa,
Adjie Chico, Agung Satrio, Dewi Lestari, Rinan Ridwan Suhan Donoaji, Desi
Solikhati (SI’06), Cindika Pandaini, Irwansyah. (‘Yang Telah Kalian Buat
Sungguhlah Indah Buat Diriku Susah Lupa” ). Tak lupa pula adik-adik ku
tercinta (Dini, Aida, Arin) yang senan tiasa memberikan senyuman dan canda
tawanya sebagai semangat untuk menyelesaikan tugas akhir ini. Ahmad Fauzi
yang telah menemani saya dalam melakukan penelitian ini, terimakasih yah.
Penulis menyadari bahwa ini masih jauh dari sempurna dan masih banyak
kekurangannya, sekalipun penulis telah berusaha dengan segala kemampuan yang
ada sehingga karya ilmiah ini dapat tersusun. Untuk menyempurnakannya, penulis
dengan senang hati menerima segala kritik dan saran dari semua pihak yang
sifatnya membangun demi kesempurnaan karya ilmiah ini.
Akhir kata penulis berharap semoga Karya Ilmiah ini bermanfaat bagi
penulis pada khususnya dan Pembaca pada umumnya.
Ciputat, Juni 2010
DAFTAR ISI
ABSTRAK ... i
KATA PENGANTAR ... iii
DAFTAR ISI ... v
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... ix
BAB I PENDAHULUAN 1.1 Latar Belakang ... 1
1.2. Perumusan Masalah ... 3
1.3. Tujuan Penelitian ... 3
1.4. Batasan Masalah ... 3
1.5. Sistematika Penulisan ... 4
BAB II DASAR TEORI 2.1. Baja Dan Klasifikasinya ... 6
2.2. Diagram Fasa Baja karbon (Fe – C) ... 8
2.3 Proses Pembuatan Baja ... 10
2.4 Pengerjaan Mekanis Pada Baja ... 12
2.5. Proses Pembuatan Bahan ... 13
2.6. Pengujian Radiografi ... 15
2.7. Pengujian Metalografi ... 18
2.7.1. Cutting (Pemotongan) ... 18
2.7.3 Grinding (Pengamplasan) ... 20
2.7.4 Polishing (Pemolesan)... 21
2.7.5 Etching (Etsa) ... 22
2.8. Pengujian Kekerasan ... 23
2.9. Kekuatan Tarik Bahan ... 27
2.10. Pengujian Kelenturan ... 36
2.11 Pengujian Impak ... 37
BAB III METODE PENELITIAN 3.1. Waktu dan Tempat Penelitian ... 43
3.2. Bahan dan Peralatan ... 43
3.2.1. Bahan ... 43
3.2.2. Peralatan Pembuatan Bahan... 44
3.2.3. Peralatan Pengujian ... 45
3.3. Penyiapan Bahan ... 45
3.4. Tahapan Penelitian ... 48
3.5. Pengujian Bahan ... 48
3.5.1. Pengujian Komposisi ... 49
3.5.2. Pengujian Metalografi ... 50
3.5.3. Pengujian Mekanik ... 55
BAB IV HASIL DAN PEMBAHASAN 4.1 Hasil Pengujian Komposisi Kimia ... 61
4.2 Hasil Pengujian Kekuatan Tarik ... 64
4.3 Hasil Pengujian Bandability ... 66
4.5 Hasil Pengujian Impact ... 69
4.6 Hasil Pengamatan Metalografi (Struktur Mikro) ... 71
BAB V PENUTUP
5.1 Kesimpulan ... 74
5.2 Saran ... 75
DAFTAR TABEL
Tabel 2.1 Klasifikasi baja karbon berdasar kandungan karbon ... 7
Tabel 2.2 Komposisi kimia lembaran pelat baja karbon rendah sebagai spesimen penelitian. ... 7
Tabel 2.3. Skala pada Metode Uji Kekerasan Rockwel ... 27
Tabel 4.1. Perbandingan Komposisi Kimia antara Produk Bahan Baku dan Specifikasi Standar ... 61
Tabel 4.2 Data Hasil Pengujian Kekuatan Tarik ... 65
Tabel 4.3. Perbandingan Kekuatan Tarik Antara Sampel Dengan JIS ... 65
Tabel 4.4 Data Hasil Pengujian Keuletan ... 67
Tabel 4.5 Data Perbandingan Sampel Dengan Literatur. ... 67
Tabel 4.6 Data Hasil Pengujian Brinell ... 68
DAFTAR GAMBAR
Gambar 2.1 Diagrm Fasa Fe-C ... 9
Gambar 2.2. Penekanan oleh hardened steel ball ... 25
Gambar 2.3. Hasil identasi brinell berupa jejak bentuk dengan ukuran
diameter dalam skala mm ... 25
Gambar 2.4. Skematis prinsip indentasi dengan metode Vickers ... 26 Gambar 2.5 Kurva tegangan-regangan dari sebuah benda uji terbuat
baja ulet ... 28
Gambar 2.6 Kurva tegangan-regangan dari sebuah benda uji terbuat
dari bahan getas. ... 30
Gambar 2.7 Grafik tegangan-regangan beberapa baja yang
memperlihatkan kesamaan modulus kekakuan ... 33
Gambar2.8 Perbandingan antara kurva tegangan-regangan rekayasa
dari baja karbon rendah. ... 34
Gambar 2.9 Ilustrasi penampang samping bentuk perpatahan benda
uji tarik sesuai tingkat keuletan/kegetasan ... 35
Gambar 2.10 Tahapan terjadinya perpatahan ulet pada sampel uji tarik ... 35
Gambar 2.11. Ilustrasi skematis pengujian kekuatan benturan dengan
Charpy ... 37
Gambar 2.12. Ilustrasi skematik pembebanan impak pada benda uji Charpy
dan Izod ... 38
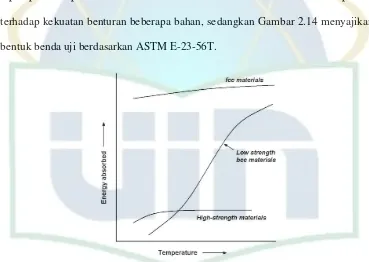
Gambar 2.13. Efek temperatur terhadap kekuatan benturan beberapa
Gambar 2.14. Bentuk dan dimensi benda uji berdasarkan ASTM E23-56T ... 42
Gambar 3.1 Skema produksi SSP ... 44
Gambar 3.2 Diagram Alir penelitian ... 48
Gambar 3.3 Penggrindaan pada specimen uji ... 49
Gambar 3.4 Specimen ditempelkan pada pembangkit sinar x ... 49
Gambar 3.5 Survey meter pada uji radiografi ... 49
Gambar 3.6 Alat untuk melakukan pemotongan benda uji ... 50
Gambar 3.7 Sampel hasil pemotongan ... 50
Gambar 3.8 Mencetak sample cara dingin ... 51
Gambar 3.9 Peralatan untuk melakukan proses grinding ... 52
Gambar 3.10 Proses grinding ... 52
Gambar 3.11 Peralatan untuk melakukan proses polishing ... 54
Gambar 3.12 Peralatan mikroskopik untuk pengambilan photo struktur mikro ... 55
Gambar 3.13 Sampel uji tarik... 56
Gambar 3.14 Tensile test mechine ... 56
Grafik 3.15 Ekstenso meter ... 57
Gambar 3.16 Kurva Pengujian Tarik ... 57
Gambar 3.17 Benda setelah uji tarik ... 58
Gambar 3.18 Pengujian kelenturan... 58
Gambar 3.19 Alat mengukur bekas penekanan ... 59
Gambar 3.20 Pengujian metode brinell ... 59
Gambar 3.21 Impact test machine ... 60
Gambar 4.1 Struktur mikro baja karbon rendah pada sampel. ... 72
BAB I PENDAHULUAN
1.1 Latar Belakang
Energi merupakan salah satu kebutuhan penting bagi masyarakat.
Keberadaan energi ini sangat berpengaruh bagi ketercapaian kesejahteraan bagi
masyarakat khususnya Indonesia. Indonesia memiliki sumber energi yang
melimpah dan beragam, baik yang bersumber dari sumber energi fosil maupun
sumber energi terbaharukan lainnya. Namun, sampai saat ini Indonesia masih
belum dapat memenuhi kebutuhan energi dalam negerinya sendiri.
Pada tahun 1994 produksi minyak bumi Indonesia mencapai puncak
tertingginya lalu setelah itu terus menurun sampai sekarang sehingga jika tidak
adanya cadangan minyak baru, maka dalam dua belas tahun lagi minyak bumi di
Indonesia akan habis. Menurunnya produksi minyak dikarenakan eksploitasi
berlebihan terhadap sumber energi fosil, sementara sumber energi terbaharukan
tidak mendapat perhatian. Saat ini negara Indonesia merupakan salah satu negara
yang sangat tergantung dari negara lain untuk mencukupi kebutuhan energinya.
Hal ini berdampak pada besarnya anggaran yang dibutuhkan untuk memenuhi
kebutuhan energi tersebut.
Besarnya anggaran yang harus dikeluarkan pemerintah tersebut membuat
pemerintah harus melakukan upaya penghematan subsidi energi khususnya di
sektor minyak tanah untuk rumah tangga yang diprediksikan akan membengkak
upaya penghematan tersebut adalah membuat program konversi energi dari
minyak tanah ke gas LPG.
Program konversi energi dari minyak tanah ke gas LPG ini banyak menuai
kontroversi di masyarakat Indonesia. Penyebabnya adalah mayoritas masyarakat
Indonesia terutama dalam sektor rumah tanggga masih sangat bergantung dengan
minyak tanah, selain itu juga penggunaan LPG sangat beresiko. Terbukti dalam
satu bulan ini (April 2010) telah terjadi empat kali kebakaran yang disebabkan
oleh meledaknya tabung gas LPG 3kg, pemicu kebakaran ini bisa di sebabkan
karna kulitas tabung gas yang rendah atau kesalahan manusia sendiri. Disini akan
di bahas dari segi kualitas bahan yang digunakan pada pembuatan tabung gas LPG
3kg.
Bahan yang digunakan untuk tabung gas LPG 3kg merupakan jenis baja
karbon rendah dengan komposisi karbon %C< 0,3 % dan unsur penyusun
utamanya terdiri dari besi (Fe) dan karbon (C), serta unsur-unsur lain seperti : Mn,
Si, Ni, Cr, V dan lain sebagainya yang tersusun dalam persentase yang sangat
kecil. Unsur-unsur tersebut sangat menunjang sebuah bahan memiliki kekuatan
dan kekerasan yang baik jika digunakan sesuai standar.1
Salah satu penyebab utama sering terjadinya kerusakan (failure) seperti
bocor (leak) dan meledak (burst) dalam penggunaannya diakibatkan masih
kurangnya pengontrolan terhadap kulitas bahan baku tabung gas tersebut oleh
karenanya akan dilakukan pengkajian terhadap karakteristik bahan baku (raw
material) tabungn gas 3kg yang diproduksi oleh salah satu perusahaan baja di
Indonesia.
Adapun spesifikasi yang dipersyaratkan dalam aplikasinya sebagai bahan
baku untuk tabung gas 3 kg adalah harus memenuhi JIS G3116 SG295 dan SNI
1
1452:2007. Untuk itu perlu dilakukan pengujian untuk memenuhi kedua
persyaratan spesifikasi tersebut baik secara mekanik maupun struktur mikronya.
1.2. Perumusan Masalah
Berdasarkan latar belakang yang telah di jelaskan, bahwa setiap produk
yang dihasilkan oleh setiap industri harus memenuhi standar yang telah
ditetapkan, oleh karena itu diperlukan adanya pengujian kualitas dari produk yang
telah dihasilkan, khususnya dalam aplikasi sebagai tabung gas 3kg. Adapun
perumusan masalah dalam penelitian ini adalah sebagai berikut:
1. Bagaimanakah komposisi kimia, kekuatan tarik, kekerasan, keuletan dan
kekuatan benturan produk bahan baku tabung gas LPG 3kg?
2. Bagaimanakah hasil pengamatan struktur mikro bahan baku hasil peleburan
tersebut?
1.3. Tujuan Penelitian
Tujuan yang akan dicapai dalam penulisan tugas akhir ini adalah :
1. Mengetahui komposisi kimia baja karbon rendah yang terkandung di
dalam produk bahan baku tabung gas 3 kg.
2. Menentukan nilai kekuatan tarik, kelenturan, kekerasan dan ketahanan
terhadap benturan produk bahan baku hasil peleburan.
3. Menganalisis struktur mikro produk bahan baku hasil peleburan.
1.4. Batasan Masalah
Penelitian ini difokuskan pada penentuan kualitas produk baja karbon
rendah yang di uji secara mekanik dan struktur mikro untuk aplikasi tabung gas
kekerasan, dan pengujian impact. Sedangkan pengujian struktur mikronya
menggunakan pengujian metalografi dan untuk pengujian komposisi kimianya
menggunakan radiografi. Hasil dari pengujian-pengujian tersebut akan
dibandingkan dengan literatur pada spesifikasi JIS G3116 SG295. Sampel yang
digunakan dalam penelitian ini merupakan bahan mentah atau belum melalui
proses pembentukan menjadi tabung gas 3 kg.
1.5. Sistematika Penulisan
Sistematika penulisan dalam penelitian ini terbagi dalam beberapa bab.
Penulis membaginya menjadi lima bab, secara singkat akan diuraikan sebagai
berikut :
BAB I : PENDAHULUAN
Pada bab ini akan membahas tentang latar belakang permasalahan,
perumusan masalah, batasan masalah, tujuan penelitian dan sistematika
penulisan.
BAB II : DASAR TEORI
Pada bab ini akan dibahas tentang dasar – dasar teori yang didasarkan
dari hasil studi literatur dan jurnal, seperti klasifikasi baja, pengujian
komposisi kimia, pengujian tarik, pengujian kekerasan, pengujian
kelenturan dan pengamatan metalografi.
BAB III : METODE PENELITIAN
Pada bab ini berisi tentang data yang diperlukan dalam penelitian, alat
dan bahan yang dipergunakan, tahapan-tahapan dalam mengolah data
BAB IV : HASIL DAN PEMBAHASAN
Pada bab ini berisi tentang hasil yang didapat dari pengujian dan
perhitungan, serta pembahasan tentang bagaimana perbandingan
kualitas produk yang dilihat dari nilai kekuatan tarik, keuletan,
kekerasan, kekuatan benturan dan metalografi dengan literatur pada
JIS SG295.
BAB V : PENUTUP
Pada bab ini berisi kesimpulan dari hasil interpretasi dan pembahasan
BAB II DASAR TEORI
2.1. Baja Dan Klasifikasinya
Baja merupakan paduan yang terdiri dari unsur besi (Fe), karbon (C), dan
unsur lainnya. Baja dapat dibentuk melalui pengecoran, pencanaian, atau
penemperan. Karbon merupakan salah satu unsur terpenting karena dapat
meningkatkan kekerasan dan kekuatan baja. Baja merupakan logam yang paling
banyak digunakan di bidang teknik dalam bentuk pelat, pipa, batang, profil dan
sebagainya. Secara garis besar baja dapat dikelompokan menjadi dua yaitu baja
karbon dan baja paduan. Baja karbon terbagi menjadi tiga macam yaitu : baja
karbon rendah ( 0.25%C), baja karbon sedang (0,25 - 0,55%), baja karbon tinggi
( 0,55). Sedangkan baja paduan terdiri dari baja paduan rendah dan baja paduan
tinggi.2
Penggunaan dari masing-masing baja berbeda-beda berdasarkan
kandungan karbon pada baja tersebut. Baja karbon rendah digunakan salah
satunya untuk tabung gas LPG 3kg, kawat, baja profil, sekrup, ulir dan baut. Baja
karbon sedang digunakan untuk rel kereta api, poros roda gigi, dan suku cadang
yang berkekuatan tinggi, atau dengan kekerasan sedang sampai tinggi. Baja
karbon tinggi digunakan untuk perkakas potong seperti pisau, milling cutter.
Bila dilihat dari komposisi kimianya baja karbon terbagi menjadi tiga
macam yaitu : baja karbon rendah ( 0.25%C), baja karbon sedang (0,25 - 0,55%),
baja karbon tinggi ( 0,55). Sedangkan baja paduan terdiri dari baja paduan rendah
2
dan baja paduan tinggi.3 yang terkandung dalam baja karbon rendah dalam bentuk
pelat, dimana hasil komposisinya bisa dilihat pada Tabel 2.1. Baja karbon rendah
adalah salah satu jenis baja karbon, dimana persentase unsur karbonnya di bawah
0,25%, untuk lebih jelas ditunjukkan pada Tabel 2.1, sedangkan unsur pembentuk
lainnya seperti Mn tidak lebih dari 0,8%, Si tidak lebih dari 0,5%, demikian pula
unsur Cu tidak lebih dari 0,6%.
Tabel 2.1 Klasifikasi baja karbon berdasar kandungan karbon
Jenis baja karbon Prosentase unsur karbon (%C)
1 Baja karbon rendah 0,25
2 Baja karbon medium 0,25 - 0,55
3 Baja karbon tinggi 0,55
Tabel 2.2 Komposisi kimia lembaran pelat baja karbon rendah sebagai spesimen penelitian.
Unsur Prosentase (%) Unsur Prosentase (%)
C 0,16 Ni 0,018
Si 0,17 Mo 0,0018
Mn 0,76 Cu 0,054
P 0,020 Al 0,012
S 0,0001 Fe 98,83
Cr 0,0064
Di samping jenis baja karbon berdasarkan kandungan karbonnya, juga
dikelompokkan berdasarkan komposisi prosentasi unsur pemandu karbonnya
seperti yang perlihatkan pada diagram fasa F
e– C Gambar 2.1, baja hypoeutektoid
kurang dari 0,8% C, baja eutektoid 0,8% C, sedangkan baja hypereutektoid lebih
besar dari 0,8% C.4
3
Davis, Joseph R. !998. Metal Handbook desk edition ASM International
4
Dengan memperhatikan diagram fasa maka baja karbon rendah adalah
jenis baja hypoeutektoid karena prosentase unsur pemandu karbonnya tidak
melebihi 0,8% dan hanya mengandung 0,112% C.Pada kadar karbon 0,8 % akan
terbentuk fasa perlit, yaitu fasa yang terbentuk lamel-lamel yang merupakan
paduan antara ferrit sebagai matriksnya dan cementit sebagai lamel-lamelnya.
Fasa cementit merupakan fasa yang terbentuk dengan kadar karbon maksimum
6,67 %. Sementara ferrit pada kadar karbon maksimum 0,02 %.
2.2. Diagram Fasa Baja karbon (Fe – C)
Baja murni yang dipanaskan akan mengalami dua perubahan struktur
mikro sebelum baja tersebut meleleh. Pada suhu ruang bentuknya stabil disebut
ferrit atau baja yang mempunyai susunan butir BCC.
Ferrit mengalami perubahan poli morfi dari BCC menjadi FCC austenit
atau baja pada suhu 9120C (16740F). Austenit ini bertahan hingga suhu 13940C
(25410F) pada suhu FCC austeit kembali pada BCC yang dikenal sebagai ferrit
yang akhirnya mendidih pada 15380C (28000F). semua perubahan itu terlihat jelas
sepanjang garis vertikal pada diagram fasa berikut.5
5
Karbon adalah sebuah komponen dalam baja membentuk larutan padat
dengan yang lain setiap dan ferrit dan juga dengan austenite sebagaimna
ditunjukan pada fasa tunggal , , dan pada diagram fasa diatas dalam BCC
ferrit hingga sedikit konsentrasi karbon yang larut. Makismum daya larut adalah
0,02% pada suhu 7270C (13410F). Batas daya larut ditunjukan dengan bentuk dan
ukuran BCC position yang membuat baja sulit menampung atom karbon,
walaupun keberadaan karbon reletif kecil, karbon sangat besar mempengaruhi
sifat mekanis baja karbon.6
Austenite atau fasa dari baja, jika dipadukan dengan sedikit karbon maka
akan tidak setabil dibawah suhu 7270C (13410F) sebagaimana ditunjukan dalam
diagram fasa diatas. Maksimum daya larut karbon dalam austenite adalah 2,11% .
Daya larut maksimum ini mendekati 100 kali lebih besar dari daya larut
maksimum BCC ferit.
6
Perubahan fasa yang terjadi dari fasa ke dalam fasa + Fe3C adalah
relative kompleks. Untuk kemudahan dalam memahami perubahan fasa, sebagai
contoh adalah sebuah baja karbon dengan kandungan karbon 0,77% yang
didinginkan dari temperature fasa sekitar 8000C. pada temperature ini perubahan
struktur mikro berubah menjadi fasa yang mempunyai kandungan karbon lebih
rendah yaitu 0,022% seperti FeC. Perubahan fasa ini mempengaruhi penyebara
karbo karena ketiga fasa mempunyai komposisi yang berbeda.7
2.3 Proses Pembuatan Baja
Proses pembuatan baja diawali dengan proses peleburan bahan baku baja
yang berupa besi kasar (pig iron) atau berupa besi spons (sponge iron).
Disamping itu bahan baku lain yang biasanya digunakan dalam proses pembuatan
baja adalah skrap baja (baja bekas) dan bahan-bahan penambah seperti ingot
ferosilikon, feromangan dan batu kapur. Proses peleburan dapat dilakukan pada
tungku BOF (Basic Oxygen Furnace) atau pada tungku busur listrik (Electric Arc
Furnace/EAF), namun selain dua metode tersebut juga terdapat banyak metode
lain yang digunakan untuk proses pembuatan baja. Tanpa memperhatikan tungku
atau proses yang diterapkan, proses peleburan baja pada umumnya mempunyai
tiga tujuan utama, yaitu :
1. Mengurangi sebanyak mungkin bahan-bahan yang bersifat impuritas.
2. Mengatur kadar karbon agar sesuai dengan tingkat grade/spesifikasi baja yang
diinginkan.
3. Menambah elemen-lemen pemadu yang diinginkan.
7
Bahan yang dijadikan sempel pada penelitian ini dibuat dengna
menggunakan proses peleburan baja dengan teknik EAF (electric Arc Furnace).
Proses peleburan dalam EAF ini menggunakan energi listrik. Panas dihasilkan
dari busur listrik yang terjadi pada ujung bawah dari elektroda. Energi panas yang
terjadi sangat tergantung pada jarak antara elektroda dengan muatan logam
didalam tungku. Bahan elektroda biasanya dibuat dari karbon atau grafit.
Kapasitas tungku EAF ini dapat berkisar antara 2-200 ton dengan waktu
peleburannya berkisar antara 3-6 jam.8
Bahan baku yang dilebur biasanya berupa besi spons (sponge iron) yang
dicampur dengan skrap baja. Penggunaan besi sponge dimaksudkan untuk
menghasilkan kualitas baja yang lebih baik. Tetapi dalam banyak hal (terutama
untuk pertimbangan biaya) bahan baku yang dilebur seluruhnya berupa skrap baja,
karena skrap baja lebih murah debandingkan dengan besi spons.
Disamping bahan baku diatas, bahan-bahan lainnya yang ditambahkan
pada EAF adalah batu kapur, ferosilikon, feromangan, dan lain-lain dengan
maksud memisahkan dari kotoran yang menempel agar terbentuk baja murani
tanpa impuritas. Peleburan baja dengan EAF ini dapat menghasilkan kualitas baja
yang lebih baik karena tidak terjadi kontaminasi oleh bahan bakar atau gas yang
digunakan untuk proses pemanasannya.
8
2.4 Pengerjaan Mekanis Pada Baja
Pengerjaan mekanis baja dilakukan untuk meningkatkan sifat-sifat
mekanis pada baja agar lebih baik lagi, pengerjaan mekanis dapat dilakukan
dengan dua cara yaitu pengerjaan panas dan pengerjaan dingin.
a. Pengerjaan Panas
Pengerjaan panas atau perlakuan panas adalah proses memanaskan
baja sampai temperature tertentu dan kemudian didinginkan dengan metode
tertentu. Tujuan pengerjaan panas adalah untuk memberikan sifat yang lebih
sempurna pada baja. Proses ini dapat mengubah sifat baja dengan cara
mengubah ukuran butirnya, juga mengubah unsur pelarutnya terutama karbon
dalam jumlah yang lebih kecil.
Proses perlakuan panas secara luas dapat diklasifikasikan menjadi dua
jenis, yaitu proses perlakuan panas yang menghasilkan kondisi seimbang dan
proses perlakuan panas yang menghasilkan kondisi tidak seimbang. Dalam
kondisi seimbang suatu material mempunyai nilai kekerasan yang kurang,
tetapi memiliki nilai kekenyalan lebih tinggi dari kondisi yang tidak seimbang.
b. Pengerjaan Dingin (Annealing)
Proses Annealing dapat didefinisikan sebagai pemanasan pada
temperature yang sesuai, diikuti dengan pendinginan pada kecepatan yang
sesuai pula.9 Hal ini bertujuan untuk melunakan, memperbaiki sifat-sifat
pengerjaan dingin dan membebaskan tegangan pada baja sehingga diperoleh
struktur yang dikhendaki.
Sifat-sifat baja yang disebutkan pada definisi di atas dapat diartikan
bahwa baja harus dipanaskan sampai temperature pengkristalan kembali untuk
9
membebaskan tegangan-tegangan yang ada dalam baja. Kemudian
mempertahankan pemanasannya pada temperature tinggi untuk membuat
sedikit pertumbuhan butir pada struktur austenit. Selanjutnya didinginkan
secara perlahan-perlahan untuk membuat struktur lapisan perlit, sehingga sifat
baja yang dihasilkan menjadi lebih lunak dan ulet.
2.5. Proses Pembuatan Bahan
Pealatan utama yang digunakan pabrik baja lembaran panas memiliki
fungsi dan cara kerja masing-masing sebaimana tersebut dibawah ini:
a. Reheating Furnace
Merupakan peralatan berbentuk dapur untuk memanaskan slab agar
dicapai temperatur mampu tempa sehingga mamudahkan proses pengerolan
dan mencegah perubahan fisik slab. Pemanasan ini dilakukan dalam 3 zona
yaitu, preheating mencapai 6000C, heating mencapai 9000C dan soaking
mencapai temperatur 1250-12800C.
b. Sizing Press
Peralatan ini mempunyai fungsi utama untuk mereduksi lebar dari slab,
sehingga dapat meringankan kerja vertical edger yang beraada di roughing.
Temperature slab pada proses ini adalah sekitar ± 12000C
c. Roughing Mill
Pada peralatan ini berfungsi untuk mereduksi tebal slab sekaligus untuk
mengurangi beban pengerolan pada finishing mill. Tipe roghing mill yang
digunakan adalah four high mill disebut demikian karena mesin ini terdiri dari
4 buah roll yang disusun secara vertikal yaitu dua buah work roll dan dua buah
mereduksi lebar slab didunakan l vertical edger. Hasil slab dari roging mill
disebut dengan transfer bar atau forband (jerman).
d. Thermopanel
Merupakan suatu peralatan berupa coper isolasi panas penutup roler table
antara loging mill dan finishing mill yang berfungsi mengurangi kehilangan
panas slab ke lingkungan sekitar dengan demikian temperatur sepanjang slab
relative konstan sebesar 1100 oC sebelum memasuki finishing mill. Alat ini
seperti housing atau penutup berbentuk U yang digerakkan oleh sistem
hidrolik. Terdapat 12 stand thermopanel, dimana masing-masing stand
panjangnya 5-7 meter.
e. Corp Shear
Merupakan peralatan yang digunakan untuk memotong ujung depan
(kepala) dan ekor pada transfer bar. Proses pemotongan ini bertujuan untuk
menghasilkan ujung depan dan belakang yang rata untuk proses finishing. Crop
shear ini terpasang didepan finishing stand F1.
f. Finishing Mill
Merupakan peralatan yang berfungsi untuk mengerol slab sehingga
diakhir finising mill didapatkan tebal strip yang diinginkan. Stand finishing
mill berjumlah 6 buah (disebut F1 s/d F6). Selama proses pengerolan
difinishing stand transfer bar akan mengalami reduksi ketebalan yang berbeda
disetiap stand karena pengaturan gap antara kedua work roll yang berbeda di
g. Laminar Cooling
Setelah proses melalui finishing mill maka tahapan untuk pengerolan
dipastikan selesai dan hasil dari strip tersebut kemudian didinginkan
menggunakan laminar colling. Pendinginan ini berfungsi untuk mendapatkan
temperatur yang sesuai dengan temperatur penggulungan strip pada down
coiller. Tujuan utama dari pendinginan ini adalah untuk mencapai temperatur
kristalisasi yang sesuai untuk membentuk struktur mikro yang diinginkan
sesuai dengan standar mutu (steel grade) yang diinginkan. Pendinginan
dilakukan dengan menyemprotkan air diatas dan dibawah slab dengan tekanan
air 1 s/d 2 bar.
h. Down Coiler
Setelah mengalami proses pengerolan, maka proses berikutnya adalah
penggulungan strip, menjadi coil di down coiler. Jadi, fungsi dari coiler adalah
menggulung strip menjadi coil.
i. Shearing Line
Ini berfungsi untuk membuat plat dan merevisi coil-coil yang kurang baik
dari hasil pengerolan.
2.6. Pengujian Radiografi
Pengujian radiografi merupakan salah satu percobaan Non Destructive
Testing (NDT) yang secara garis besar dikelompokan dalam dua metoda, yaitu
metoda radiasi dan non radiasi. Pengujian radiografi ini termasuk kedalam metoda
radiasi yaitu metoda pemeriksaan dengan memanfaatkan sinar radiasi yang
Metoda pemeriksaan tersebut diaplikasikan sebagai “Quality Control”
dalam produk metalurgi, proses metalurgi. Dari gambaran tersebut maka metoda
NDT mempunyai peranan penting dalam inspeksi dan kontrol sehubungan dengan
produksi industri, kontruksi, instalasi dan operasi dari fasilitas industri.
1. Sumber Radiasi Untuk Radiografi
Sumber radiasi yang digunakan sebagai pendukung pengujian radiografi
untuk menentukan komposisi kimia ini adalah radiasi sinar x, sebagaiman
dijelaskan dibawah ini.
a. Pembangkit Sinar X
Prinsip kerja sinar x yaitu dua buah kutub listrik katoda yang cukup tinggi
dan berada di ruang hampa. Pada katoda (yang berupa filamen) akan dipancarkan
electron, karena dalam tabung hampa maka electron-elektron dari katoda akan
bergerak sangat cepat kearah anoda. Terjadi tumbukan dan electron akan
kehilangan energi yang berubah menjadi panas (sebagian besar) dan pancaran
sinar x (sebagian kecil).
Panas yang timbul di anoda harus didinginkan agar target tidak meleleh
atau rusak. Banyaknya elektron yang dilepas oleh katoda (filament) sebanding
dengan arus yang diberikan kepada filament, sedangkan tegangan-tegangan
positip yang diberikan kepada anoda adalah berhubungan erat dengan kecepatan
electron yang menumbuk anoda (target) dan mempunyai hubungan dengan energi
sinar yang dipancarkan.
Penetrasi sinar x ditentukan oleh besar tegangan (kV) yang dihasilkan oleh
pemancar sinar x. Hubungan antara panjang gelombang dengan kV adalah
makin kecil daya tembus sinar x semakin besar, sedangkan kuantitas sinar x
dapat diatur melalui arus (mA) pada filamen. Dua hal yang dapat diatur dalam
control box dari pesawat sinar x adalah arus dan tegangan.
b. Interaksi sinar x, dengan materi (benda uji)
Bila suatu materi dengan ketebalan tertentu diradiasi maka intensitas
radiasi semula diperlemah setelah melewati material, karena terjadi proses
atenuasi.
I = I0 e- µx
I = Intensitas sinar x, setelah menembus material
I0 = Intensitas mula-mula
µ = koefisien pelemahan linear
x = tebal material
Perbedaan intesitas inilah yang dipakai sebagai dasar atau dimanfaatkan
dalam teknik radiografi. Jika dipakai detector, maka perbedaan intensitas I1 dan I2
akan menghasilkan tingkat kehitaman yang berbeda pada film radiografi. Proses
pelemahan sinar x atau akibat interaksi dengan materi dapat dibedakan atas tiga
pristiwa, yaitu :
- Efek photolistrik
- Pair production
2.7 Pengujian Metalografi
Pengujian metalografi ini dilakukan untuk menganalisa struktur mikro
pada sampel. Adapun prinsip dasar langkah-langkah untuk melakukan pengujian
ini adalah sebadagai berikut :
2.7.1. Cutting (Pemotongan)
Pemilihan sampel yang tepat dari suatu benda uji studi mikroskopik
merupakan hal yang sangat penting. Pemilihan sampel tersebut didasarkan pada
tujuan pengamatan yang hendak dilakukan. Pada umumnya bahan komersil tidak
homogen, sehingga satu sampel yang diambil dari suatu volume besar tidak dapat
dianggap representatif. Pengambilan sampel harus direncanakan sedemikian
sehingga menghasilkan sampel yang sesuai dengan kondisi rata-rata bahan atau
kondisi di tempat-tempat tertentu (kritis), dengan memperhatikan kemudahan
pemotongan pula. Secara garis besar, pengambilan sampel dilakukan pada daerah
yang akan diamati mikrostruktur maupun makrostrukturnya. Sebagai contoh,
untuk pengamatan mikrostruktur material yang mengalami kegagalan, maka
sampel diambil sedekat mungkin pada daerah kegagalan (pada daerah kritis
dengan kondisi terparah), untuk kemudian dibandingkan dengan sampel yang
diambil dari daerah yang jauh dari daerah gagal. Perlu diperhatikan juga bahwa
dalam proses memotong, harus dicegah kemungkinan deformasi dan panas yang
berlebihan. Oleh karena itu, setiap proses pemotongan harus diberi pendinginan
yang memadai.
Ada beberapa sistem pemotongan sampel berdasarkan media pemotong
yang digunakan, yaitu meliputi proses pematahan, pengguntingan, penggergajian,
Machining). Berdasarkan tingkat deformasi yang dihasilkan, teknik pemotongan
terbagi menjadi dua, yaitu :
a) Teknik pemotongan dengan deformasi yang besar, menggunakan gerinda
b) Teknik pemotongan dengan deformasi kecil, menggunakan low speed
diamond saw.
2.7.2 Mounting
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan
akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan
pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, spesimen
lembaran metal tipis, potongan yang tipis, dll. Untuk memudahkan
penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu
media (media mounting). Secara umum syarat-syarat yang harus dimiliki bahan
mounting adalah :
1. Bersifat inert (tidak bereaksi dengan material maupun zat etsa)
2. Sifat eksoterimis rendah
3. Viskositas rendah
4. Penyusutan linier rendah
5. Sifat adhesi baik
6. Memiliki kekerasan yang sama dengan sampel
7. Flowabilitas baik, dapat menembus pori, celah dan bentuk ketidakteraturan
yang terdapat pada sampel
8. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus
Media mounting yang dipilih haruslah sesuai dengan material dan jenis
reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan
material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang
dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah
dan alat yang digunakan lebih sederhana dibandingkan bakelit, karena tidak
diperlukan aplikasi panas dan tekanan. Namun bahan castable resin ini tidak
memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk
material-material yang keras. Teknik mounting yang paling baik adalah menggunakan
thermosetting resin dengan menggunakan material bakelit. Material ini berupa
bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting
membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb/in2) dan
panas (1490C) pada mold saat mounting.
2.7.3 Grinding (Pengamplasan)
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi
memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan agar
pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan dengan
menggunakan kertas amplas silicon karbit (SiC) dengan berbagai tingkat
kekasaran yang ukuran butir abrasifnya dinyatakan dengan mesh, yaitu kombinasi
dari 220, 330, 500, 600, 800, dan 1000. Ukuran grit pertama yang dipakai
tergantung pada kekasaran permukaan dan kedalaman kerusakan yang
ditimbulkan oleh pemotongan. Seperti perubahan struktur akibat panas yang
timbul pada saat proses pemotongan dan perubahan bentuk sample akibat beban
Hal yang harus diperhatikan pada saat pengamplasan adalah pemberian
air. Air berfungsi sebagai pemidah geram, memperkecil kerusakan akibat panas
yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa
pemakaian kertas amplas. Hal lain yang harus diperhatikan adalah ketika
melakukan perubahan arah pengamplasan, maka arah yang baru adalah 450 atau
900 terhadap arah sebelumnya.
2.7.4 Polishing (Pemolesan)
Setelah diamplas sampai halus, sampel harus dilakukan pemolesan.
Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus bebas
goresan dan mengkilap seperti cermin dan menghilangkan ketidakteraturan
sampel hingga orde 0.01 m. Permukaan sampel yang akan diamati di bawah
mikroskop harus benar-benar rata. Apabila permukaan sampel kasar atau
bergelombang, maka pengamatan struktur mikro akan sulit untuk dilakukan
karena cahaya yang datang dari mikroskop dipantulkan secara acak oleh
permukaan sampel.
Tahap pemolesan dimulai dengan pemolesan kasar terlebih dahulu
kemudian dilanjutkan dengan pemolesan halus. Ada 3 metode pemolesan antara
lain yaitu sebagai berikut :
a. Pemolesan Elektrolit Kimia
Hubungan rapat arus & tegangan bervariasi untuk larutan elektrolit dan
material yang berbeda dimana untuk tegangan, terbentuk lapisan tipis pada
permukaan, dan hampir tidak ada arus yang lewat, maka terjadi proses etsa.
b. Pemolesan Kimia Mekanis
Merupakan kombinasi antara etsa kimia dan pemolesan mekanis yang
dilakukan serentak di atas piringan halus. Partikel pemoles abrasif dicampur
dengan larutan pengetsa yang umum digunakan.
c. Pemolesan Elektro Mekanis (Metode Reinacher)
Merupakan kombinasi antara pemolesan elektrolit dan mekanis pada
piring pemoles. Metode ini sangat baik untuk logam mulia, tembaga,
kuningan, dan perunggu.
2.7.5 Etching (Etsa)
Etsa merupakan proses penyerangan atau pengikisan batas butir secara
selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik
menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur
yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material,
mikrostruktur baru muncul jika diberikan zat etsa. Sehingga perlu pengetahuan
yang tepat untuk memilih zat etsa yang tepat.
a. Etsa Kimia
Merupakan proses pengetsaan dengan menggunakan larutan kimia
dimana zat etsa yang digunakan ini memiliki karakteristik tersendiri sehingga
pemilihannya disesuaikan dengan sampel yang akan diamati. Contohnya
antara lain: nitrid acid / nital (asam nitrit + alkohol 95%), picral (asam picric +
alkohol), ferric chloride, hydroflouric acid, dll. Perlu diingat bahwa waktu etsa
jangan terlalu lam (umumnya sekitar 4 – 30 detik), dan setelah dietsa, segera
dicuci dengan air mengalir lalu dengan alkohol kemudian dikeringkan dengan
b. Elektro Etsa (Etsa Elektrolitik)
Merupakan proses etsa dengan menggunakan reaksi elektoetsa. Cara
ini dilakukan dengan pengaturan tegangan dan kuat arus listrik serta waktu
pengetsaan. Etsa jenis ini biasanya khusus untuk stainless steel karena dengan
etsa kimia susah untuk medapatkan detil strukturnya.
2.8. Pengujian Kekerasan
Kekerasan suatu material dapat didefinisikan sebagai ketahanan material
tersebut terhadap gaya penekanan dari material lain yang lebih keras. Penekanan
tersebut dapat berupa mekanisme penggoresan (scratching), pantulan ataupun
indentasi dari material keras terhadap suatu permukaan benda uji. Berdasarkan
mekanisme penekanan tersebut, dikenal 3 metode uji kekerasan:
a. Metode gores
Metode ini tidak banyak lagi digunakan dalam dunia metalurgi dan
material lanjut, tetapi masih sering dipakai dalam dunia mineralogi. Metode ini
dikenalkan oleh Friedrich Mohs yang membagi kekerasan material di dunia ini
berdasarkan skala (yang kemudian dikenal sebagai skala Mohs). Skala ini
bervariasi dari nilai 1 untuk kekerasan yang paling rendah hingga skala 10 sebagai
nilai kekerasan tertinggi, sebagaimana dimiliki oleh intan.
b. Metode elastik/pantul (rebound)
Dengan metode ini, kekerasan suatu material ditentukan oleh alat
Scleroscope yang mengukur tinggi pantulan suatu pemukul (hammer) dengan
berat tertentu yang dijatuhkan dari suatu ketinggian terhadap permukaan benda
Semakin tinggi pantulan tersebut, yang ditunjukkan oleh dial pada alat pengukur,
maka kekerasan benda uji dinilai semakin tinggi.
c. Metode indentasi
Pengujian dengan metode ini dilakukan dengan penekanan benda uji
dengan indentor dengan gaya tekan dan waktu indentasi yang ditentukan.
Kekerasan suatu material ditentukan oleh dalam ataupun luas area indentasi yang
dihasilkan (tergantung jenis indentor dan jenis pengujian). Berdasarkan prinsip
bekerjanya metode uji kekerasan dengan cara indentasi dapat diklasifikasikan
sebagai berikut:
1) Pengujian Brinell
Metode ini diperkenalkan pertama kali oleh J.A. Brinell pada tahun 1900.
Pengujian kekerasan dilakukan dengan memakai bola baja yang diperkeras
(hardened steel ball) dengan beban dan waktu indentasi tertentu, sebagaimana
ditunjukkan oleh Gambar 2.2. Hasil penekanan adalah jejak berbentuk lingkaran
bulat, yang harus dihitung diameternya di bawah mikroskop khusus pengukur
jejak. Contoh pengukuran hasil penjejakan diberikan oleh Gambar 2.3.
Pengukuran nilai kekerasan suatu material diberikan oleh rumus:
dimana P adalah beban (kg), D diameter indentor (mm) dan d diameter jejak
Gambar 2.2. Penekanan oleh hardened steel ball
Prosedur standar pengujian mensyaratkan bola baja dengan diameter 10
mm dan beban 3000 kg untuk pengujian logam-logam ferrous, atau 500 kg untuk
logam-logam non-ferrous. Untuk logam-logam ferrous, waktu indentasi biasanya
sekitar 10 detik sementara untuk logamlogam non-ferrous sekitar 30 detik.
Walaupun demikian pengaturan beban dan waktu indentasi untuk setiap material
dapat pula ditentukan oleh karakteristik alat penguji. Nilai kekerasan suatu
material yang dinotasikan dengan ‘HB’ tanpa tambahan angka di belakangnya
menyatakan kondisi pengujian standar dengan indentor bola baja 10 mm, beban
3000 kg selama waktu 1—15 detik. Untuk kondisi yang lain, nilai kekerasan HB
diikuti angka-angka yang menyatakan kondisi pengujian. Contoh: 75 HB
10/500/30 menyatakan nilai kekerasan Brinell sebesar 75 dihasilkan oleh suatu
[image:39.612.127.507.287.615.2]pengujian dengan indentor 10 mm, pembebanan 500 kg selama 30 detik.
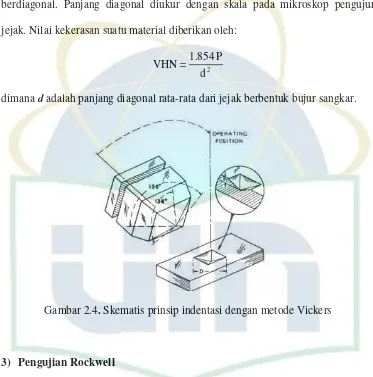
2) Pengujian Vickers
Pada metode ini digunakan indentor intan berbentuk piramida dengan
sudut 136o, seperti diperlihatkan oleh Gambar 2.4. Prinsip pengujian adalah sama
dengan metode Brinell, walaupun jejak yang dihasilkan berbentuk bujur sangkar
berdiagonal. Panjang diagonal diukur dengan skala pada mikroskop pengujur
jejak. Nilai kekerasan suatu material diberikan oleh:
2
d P 1.854
VHN=
[image:40.612.131.504.186.563.2]dimana d adalah panjang diagonal rata-rata dari jejak berbentuk bujur sangkar.
Gambar 2.4. Skematis prinsip indentasi dengan metode Vickers
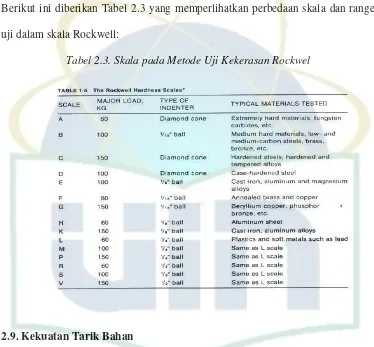
3) Pengujian Rockwell
Berbeda dengan metode Brinell dan Vickers dimana kekerasan suatu
bahan dinilai dari diameter/diagonal jejak yang dihasilkan maka metode Rockwell
merupakan uji kekerasan dengan pembacaan langsung (direct-reading). Metode
ini banyak dipakai dalam industry karena pertimbangan praktis. Variasi dalam
beban dan indetor yang digunakan membuat metode ini memiliki banyak
indentor bola baja berdiameter 1/6 inci dan beban 100 kg) dan Rockwell C
(dengan indentor intan dengan beban 150 kg). Walaupun demikian metode
Rockwell lainnya juga biasa dipakai. Oleh karenanya skala kekerasan Rockwell
suatu material harus dispesifikasikan dengan jelas. Contohnya 82 HRB, yang
menyatakan material diukur dengan skala B: indentor 1/6 inci dan beban 100 kg.
Berikut ini diberikan Tabel 2.3 yang memperlihatkan perbedaan skala dan range
[image:41.612.131.505.208.555.2]uji dalam skala Rockwell:
Tabel 2.3. Skala pada Metode Uji Kekerasan Rockwel
2.9. Kekuatan Tarik Bahan
Uji tarik rekayasa sering dipergunakan untuk melengkapi informasi
rancangan dasar kekuatan suatu bahan dan sebagai data pendukung bagi
spesifikasi bahan. Pada uji tarik, benda uji tarik diberi beban gaya tarik sesumbu
yang bertambah besar secara kontinyu. Sampel atau benda uji dengan ukuran dan
bentuk tertentu ditarik dengan beban kontinyu sambil diukur pertambahan
yang selanjutnya ditampilkan dalam bentuk grafik tegangan-regangan. Data-data
penting yang diharapkan didapat dari pengujian tarik ini adalah perilaku mekanik
material dan karakteristik perpatahan.
Pengujian tarik yang dilakukan pada suatu material padatan (logam dan
nonlogam) dapat memberikan keterangan yang relatif lengkap mengenai perilaku
material tersebut terhadap pembebanan mekanis. Informasi penting yang bisa
didapat adalah:
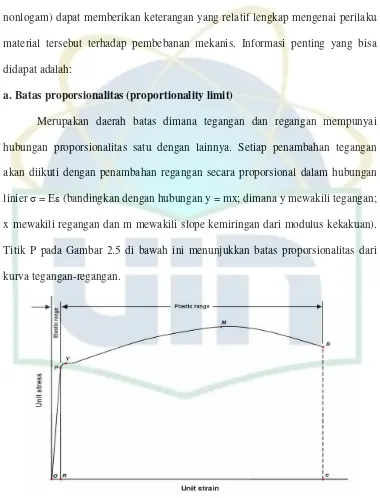
a. Batas proporsionalitas (proportionality limit)
Merupakan daerah batas dimana tegangan dan regangan mempunyai
hubungan proporsionalitas satu dengan lainnya. Setiap penambahan tegangan
akan diikuti dengan penambahan regangan secara proporsional dalam hubungan
linier = E (bandingkan dengan hubungan y = mx; dimana y mewakili tegangan;
x mewakili regangan dan m mewakili slope kemiringan dari modulus kekakuan).
Titik P pada Gambar 2.5 di bawah ini menunjukkan batas proporsionalitas dari
[image:42.612.129.509.173.671.2]kurva tegangan-regangan.
b. Batas elastis (elastic limit)
Daerah elastis adalah daerah dimana bahan akan kembali kepada panjang
semula bila tegangan luar dihilangkan. Daerah proporsionalitas merupakan
bahagian dari batas elastik ini. Selanjutnya bila bahan terus diberikan tegangan
(deformasi dari luar) maka batas elastis akan terlampaui pada akhirnya sehingga
bahan tidak akan kembali kepada ukuran semula. Dengan kata lain dapat
didefinisikan bahwa batas elastis merupakan suatu titik dimana tegangan yang
diberikan akan menyebabkan terjadinya deformasi permanen (plastis) pertama
kalinya. Kebanyakan material teknik memiliki batas elastis yang hampir
berimpitan dengan batas proporsionalitasnya.
c. Titik luluh (yield point) dan kekuatan luluh (yield strength)
Titik ini merupakan suatu batas dimana material akan terus mengalami
deformasi tanpa adanya penambahan beban. Tegangan (stress) yang
mengakibatkan bahan menunjukkan mekanisme luluh ini disebut tegangan luluh
(yield stress). Titik luluh ditunjukkan oleh titik Y pada Gambar 2.5 di atas. Gejala
luluh umumnya hanya ditunjukkan oleh logam-logam ulet dengan struktur Kristal
BCC dan FCC yang membentuk interstitial solid solution dari atom-atom carbon,
boron, hidrogen dan oksigen. Interaksi antara dislokasi dan atom-atom tersebut
menyebabkan baja ulet seperti mild steel menunjukkan titik luluh bawah (lower
yield point) dan titik luluh atas(upper yield point). Untuk menentukan kekuatan
luluh material seperti ini maka digunakan suatu metode yang dikenal sebagai
Metode Offset.
Dengan metode ini kekuatan luluh (yield strength) ditentukan sebagai
proporsionalitas tegangan dan regangan. Pada Gambar 2.6 di bawah ini garis
offset OX ditarik paralel dengan OP, sehingga perpotongan XW dan kurva
tegangan-regangan memberikan titik Y sebagai kekuatan luluh. Umumnya garis
offset OX diambil 0.1 – 0.2% dari regangan total dimulai dari titik O.
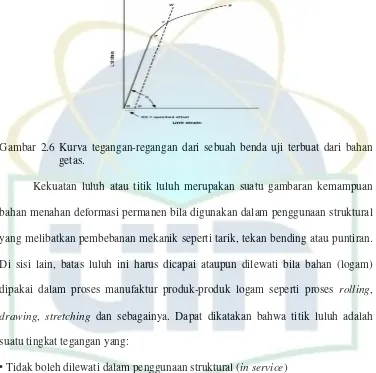
Gambar 2.6 Kurva tegangan-regangan dari sebuah benda uji terbuat dari bahan getas.
Kekuatan luluh atau titik luluh merupakan suatu gambaran kemampuan
bahan menahan deformasi permanen bila digunakan dalam penggunaan struktural
yang melibatkan pembebanan mekanik seperti tarik, tekan bending atau puntiran.
Di sisi lain, batas luluh ini harus dicapai ataupun dilewati bila bahan (logam)
dipakai dalam proses manufaktur produk-produk logam seperti proses rolling,
drawing, stretching dan sebagainya. Dapat dikatakan bahwa titik luluh adalah
suatu tingkat tegangan yang:
• Tidak boleh dilewati dalam penggunaan struktural (in service)
• Harus dilewati dalam proses manufaktur logam (forming process)
• Kekuatan tarik maksimum (ultimate tensile strength)
Merupakan tegangan maksiumum yang dapat ditanggung oleh material
sebelum terjadinya perpatahan (fracture). Nilai kekuatan tarik maksimum uts
[image:44.612.133.509.187.560.2]A F UTS= maks
Pada bahan ulet tegangan maksimum ini ditunjukkan oleh titik M (Gambar
2.6) dan selanjutnya bahan akan terus berdeformasi hingga titik B. Bahan yang
bersifat getas memberikan perilaku yang berbeda dimana tegangan maksimum
sekaligus tegangan perpatahan (titik B pada Gambar 2.6). Dalam kaitannya
dengan penggunaan structural maupun dalam proses forming bahan, kekuatan
maksimum adalah batas tegangan yang samasekali tidak boleh dilewati.
d. Kekuatan Putus (breaking strength)
Kekuatan putus ditentukan dengan membagi beban pada saat benda uji
putus (Fbreaking) dengan luas penampang awal Ao. Untuk bahan yang bersifat
ulet pada saat beban maksimum M terlampaui dan bahan terus terdeformasi
hingga titik putus B maka terjadi mekanisme penciutan (necking) sebagai akibat
adanya suatu deformasi yang terlokalisasi. Pada bahan ulet kekuatan putus adalah
lebih kecil daripada kekuatan maksimum sementara pada bahan getas kekuatan
putus adalah sama dengan kekuatan maksimumnya.
e. Keuletan (ductility)
Keuletan merupakan suatu sifat yang menggambarkan kemampuan logam
menahan deformasi hingga terjadinya perpatahan. Sifat ini , dalam beberapa
tingkatan, harus dimiliki oleh bahan bila ingin dibentuk (forming) melalui proses
rolling, bending, stretching, drawing, hammering, cutting dan sebagainya.
Pengujian tarik memberikan dua metode pengukuran keuletan bahan yaitu:
• Persentase perpanjangan (elongation)
Diukur sebagai penambahan panjang ukur setelah perpatahan terhadap
Elongasi, (%) = [(Lf-Lo)/Lo] x 100%
dimana Lf adalah panjang akhir dan Lo panjang awal dari benda uji.
• Persentase pengurangan/reduksi penampang (Area Reduction)
Diukur sebagai pengurangan luas penampang (cross-section) setelah
perpatahan terhadap luas penampang awalnya.
Reduksi penampang, R (%) = [(Ao-Af)/Ao] x 100%
dimana Af adalah luas penampang akhir dan Ao luas penampang awal.
f. Modulus elastisitas (E)
Modulus elastisitas atau modulus Young merupakan ukuran kekakuan
suatu material. Semakin besar harga modulus ini maka semakin kecil regangan
elastis yang terjadi pada suatu tingkat pembebanan tertentu, atau dapat dikatakan
material tersebut semakin kaku (stiff). Pada grafik tegangan-regangan (Gambar 2
dan 3), modulus kekakuan tersebut dapat dihitung dari slope kemiringan garis
elastis yang linier, diberikan oleh:
E = / atau E = tan
dimana adalah sudut yang dibentuk oleh daerah elastis kurva
tegangan-regangan. Modulus elastisitas suatu material ditentukan oleh energi ikat antar
atom-atom, sehingga besarnya nilai modulus ini tidak dapat dirubah oleh suatu
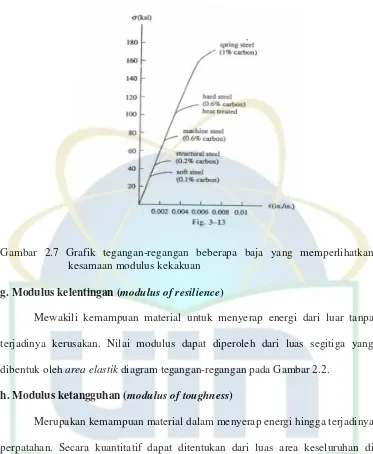
proses tanpa merubah struktur bahan. Sebagai contoh diberikan oleh Gambar 2.7
Gambar 2.7 Grafik tegangan-regangan beberapa baja yang memperlihatkan kesamaan modulus kekakuan
g. Modulus kelentingan (modulus of resilience)
Mewakili kemampuan material untuk menyerap energi dari luar tanpa
terjadinya kerusakan. Nilai modulus dapat diperoleh dari luas segitiga yang
dibentuk oleh area elastik diagram tegangan-regangan pada Gambar 2.2.
h. Modulus ketangguhan (modulus of toughness)
Merupakan kemampuan material dalam menyerap energi hingga terjadinya
perpatahan. Secara kuantitatif dapat ditentukan dari luas area keseluruhan di
bawah kurva tegangan-regangan hasil pengujian tarik seperti Gambar 2.2.
Pertimbangan disain yang mengikut sertakan modulus ketangguhan menjadi
sangat penting untuk komponen-komponen yang mungkin mengalami
pembebanan berlebih secara tidak disengaja. Material dengan modulus
[image:47.612.132.505.80.534.2]berlebih, tetapi hal ini tetap disukai dibandingkan material dengan modulus yang
rendah dimana perpatahan akan terjadi tanpa suatu peringatan terlebih dahulu.
i. Kurva tegangan-regangan rekayasa dan sesungguhnya
Kurva tegangan-regangan rekayasa didasarkan atas dimensi awal (luas
area dan panjang) dari benda uji, sementara untuk mendapatkan kurva
tegangan-regangan sesungguhnya diperlukan luas area dan panjang aktual pada saat
pembebanan setiap saat terukur. Perbedaan kedua kurva tidaklah terlampau besar
pada regangan yang kecil, tetapi menjadi signifikan pada rentang terjadinya
pengerasan regangan (strain hardening), yaitu setelah titik luluh terlampaui.
Secara khusus perbedaan menjadi demikian besar di dalam daerah necking. Pada
kurva tegangan-regangan rekayasa, dapat diketahui bahwa benda uji secara aktual
mampu menahan turunnya beban karena luas area awal Ao bernilai konstan pada
saat penghitungan tegangan = P/Ao. Sementara pada kurva tegangan-regangan
sesungguhnya luas area actual adalah selalu turun hingga terjadinya perpatahan
dan benda uji mampu menahan peningkatan tegangan karena = P/A. Gambar2.5
di bawah ini memperlihatkan contoh kedua kurva tegangan-regangan tersebut
pada baja karbon rendah (mild steel).
j. Model perpatahan material
Sampel hasil pengujian tarik dapat menunjukkan beberapa tampilan
perpatahan seperti diilustrasikan oleh Gambar 2.6 di bawah ini:
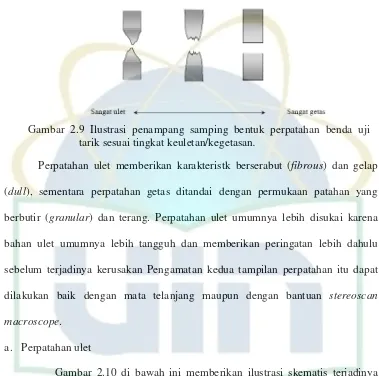
Perpatahan ulet memberikan karakteristk berserabut (fibrous) dan gelap
(dull), sementara perpatahan getas ditandai dengan permukaan patahan yang
berbutir (granular) dan terang. Perpatahan ulet umumnya lebih disukai karena
bahan ulet umumnya lebih tangguh dan memberikan peringatan lebih dahulu
sebelum terjadinya kerusakan Pengamatan kedua tampilan perpatahan itu dapat
dilakukan baik dengan mata telanjang maupun dengan bantuan stereoscan
macroscope.
a. Perpatahan ulet
Gambar 2.10 di bawah ini memberikan ilustrasi skematis terjadinya
[image:49.612.128.507.165.541.2] [image:49.612.275.383.580.642.2]perpatahan ulet pada suatu spesimen yang diberikan pembebanan tarik:
Gambar 2.10 Tahapan terjadinya perpatahan ulet pada sampel uji tarik Gambar 2.9 Ilustrasi penampang samping bentuk perpatahan benda uji
(a) Penyempitan awal
(b) Pembentukan rongga-rongga kecil (cavity)
(c) Penyatuan rongga-rongga membentuk suatu Retakan
(d) Perambatan retak
(e) Perpatahangeser akhir pada sudut 45°.
b. Perpatahan Getas
Perpatahan getas memiliki ciri-ciri sebagai berikut:
1. Tidak ada atau sedikit sekali deformasi plastis yang terjadi pada material
2. Retak/perpatahan merambat sepanjang bidang-bidang kristalin membelah
atom-atom material (transgranular).
3. Pada material lunak dengan butir kasar (coarse-grain) maka dapat dilihat
pola-pola yang dinamakan chevrons or fan-like pattern yang berkembang
keluar dari daerah awal kegagalan.
4. Material keras dengan butir halus (fine-grain) tidak memiliki pola-pola
yang mudah dibedakan.
5. Material amorphous (seperti gelas) memiliki permukaan patahan yang
bercahaya dan mulus.
2.10. Pengujian Keuletan
Bahan uji diberikan gaya tekan. Rumus tegangan dan regangan sama
dengan yang dipakai pada uji tarik, hanya tanda beban negative (tekan). Hasil uji
akan memberikan harga negatif. Tegangan geser di rumuskan :
=
0 A
F
F = gaya yang diberikan
2.11 Pengujian Kekuatan Benturan
Dasar pengujian kekuatan benturan ini adalah penyerapan energi potensial
dari pendulum beban yang berayun dari suatu ketinggian tertentu dan menumbuk
benda uji sehingga benda uji mengalami deformasi. Gambar 2.11 di bawah ini
[image:51.612.130.510.203.531.2]memberikan ilustrasi suatu pengujian kekuatan benturan dengan metode Charpy:
Gambar 2.11. Ilustrasi skematis pengujian kekuatan benturan dengan Charpy
Pada pengujian kekuatan benturan ini banyaknya energi yang diserap oleh
bahan untuk terjadinya perpatahan merupakan ukuran ketahanan benturan atau
ketangguhanbahan tersebut. Pada Gambar 2.11 di atas dapat dilihat bahwa setelah
benda uji patah akibat deformasi, bandul pendulum melanjutkan ayunannya
hingga posisi h’. Bila bahan tersebut tangguh yaitu makin mampu menyerap
energi lebih besar maka makin rendah posisi h’. Suatu material dikatakan tangguh
bila memiliki kemampuan menyerap beban kejut yang besar tanpa terjadinya retak
atau terdeformasi dengan mudah. Pada pengujian kekuatan benturan, energi yang
diserap oleh benda uji biasanya dinyatakan dalam satuan Joule dan dibaca
mesin penguji. Harga impak (HI) suatu bahan yang diuji dengan metode Charpy diberikan oleh :
Dimana E adalah energi yang diserap dalam satuan Joule dan A luas
penampang di bawah takik dalam satuan mm2. Secara umum benda uji impak
dikelompokkan ke dalam dua golongan sampel standar yaitu : batang uji Charpy
sebagaimana telah ditunjukkan pada Gambar 2.8, banyak digunakan di Amerika
Serikat dan batang uji Izod yang lazim digunakan di Inggris dan Eropa. Benda uji
Charpy memiliki luas penampang lintang bujur sangkar (10 x 10 mm) dan
memiliki takik (notch) berbentuk V dengan sudut 45o, dengan jari-jari dasar 0,25
mm dan kedalaman 2 mm. Benda uji diletakkan pada tumpuan dalam posisi
mendatar dan bagian yang bertakik diberi beban impak dari ayunan bandul,
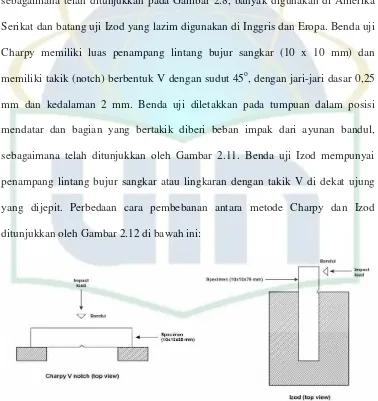
sebagaimana telah ditunjukkan oleh Gambar 2.11. Benda uji Izod mempunyai
penampang lintang bujur sangkar atau lingkaran dengan takik V di dekat ujung
yang dijepit. Perbedaan cara pembebanan antara metode Charpy dan Izod
[image:52.612.131.509.254.655.2]ditunjukkan oleh Gambar 2.12 di bawah ini:
Serangkaian uji Charpy pada satu material umumnya dilakukan pada
berbagai temperature sebagai upaya untuk mengetahui temperatur transisi (akan
diterangkan pada paragraph paragraf selanjutnya). Sementara uji impak dengan
metode Izod umumnya dilakukan hanya pada temperatur ruang dan ditujukan
untuk material-material yang didisain untuk berfungsi sebagai cantilever. Takik
(notch) dalam benda uji standar ditujukan sebagai suatu konsentrasi tegangan
sehingga perpatahan diharapkan akan terjadi di bagian tersebut. Selain berbentuk
V dengan sudut 45o, takik dapat pula dibuat dengan bentuk lubang kunci (key
hole). Pengukuran lain yang biasa dilakukan dalam pengujian impak Charpy
adalah penelaahan permukaan perpatahan untuk menentukan jenis perpatahan
(fracografi) yang terjadi. Secara umum sebagaimana analisis perpatahan pada
benda hasil uji tarik maka perpatahan impak digolongkan menjadi 3 jenis, yaitu:
1. Perpatahan berserat (fibrous fracture), yang melibatkan mekanisme
pergeseran bidang bidang kristal di dalam bahan (logam) yang ulet (ductile).
Ditandai dengan permukaan patahan berserat yang berbentuk dimpel yang
menyerap cahaya dan berpenampilan buram.
2. Perpatahan granular/kristalin, yang dihasilkan oleh mekanisme pembelahan
(cleavage) pada butir-butir dari bahan (logam) yang rapuh (brittle). Ditandai
dengan permukaan patahan yang datar yang mampu memberikan daya pantul
cahaya yang tinggi (mengkilat).
3. Perpatahan campuran (berserat dan granular). Merupakan kombinasi dua jenis
perpatahan di atas.
Selain dengan harga impak yang ditunjukkan oleh alat uji, pengukuran
patahan berserat dan patahan kristalin yang dihasilkan oleh benda uji yang diuji
pada temperatur tertentu. Semakin banyak persentase patahan berserat maka dapat
dinilai semakin tangguh bahan tersebut. Cara ini dapat dilakukan dengan
mengamati permukaan patahan benda uji di bawah miskroskop stereoscan.
Informasi lain yang dapat dihasilkan dari pengujian impak adalah temperatur
transisi bahan.
Temperatur transisi adalah temperatur yang menunjukkan transisi
perubahan jenis perpatahan suatu bahan bila diuji pada temperatur yang
berbeda-beda. Pada pengujian dengan temperatur yang berbeda-beda maka akan terlihat
bahwa pada temperatur tinggi material akan bersifat ulet (ductile) sedangkan pada
temperatur rendah material akan bersifat rapuh atau getas (brittle). Fenomena ini
berkaitan dengan vibrasi atom-atom bahan pada temperatur yang berbeda dimana
pada temperatur kamar vibrasi itu berada dalam kondisi kesetimbangan dan
selanjutnya akan menjadi tinggi bila temperatur dinaikkan (ingatlah bahwa energi
panas merupakan suatu driving force terhadap pergerakan partikel atom bahan).
Vibrasi atom inilah yang berperan sebagai suatu penghalang (obstacle) terhadap
pergerakan dislokasi pada saat terjadi deformasi kejut/impak dari luar. Dengan
semakin tinggi vibrasi itu maka pergerakan dislokasi mejadi relatif sulit sehingga
dibutuhkan energi yang lebih besar untuk mematahkan benda uji. Sebaliknya pada
temperatur di bawah nol derajat Celcius, vibrasi atom relatif sedikit sehingga pada
saat bahan dideformasi pergerakan dislokasi menjadi lebih mudah dan benda uji
menjadi lebih mudah dipatahkan dengan energi yang relatif lebih rendah.
Informasi mengenai temperatur transisi menjadi demikian penting bila
yang b