JARINGAN KERJA PRODUKSI KAPAL
PURSE SEINE
DI GALANGAN KAPAL CV. PANTURA BERSAUDARA,
TEGAL, JAWA TENGAH
CHARIS WIBOWO
DEPARTEMEN PEMANFAATAN SUMBERDAYA PERIKANAN FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI
Dengan ini saya menyatakan bahwa skripsi berjudul Jaringan Kerja Produksi Kapal Purse Seine di Galangan Kapal CV. Pantura Bersaudara, Tegal, Jawa Tengah adalah benar karya saya denganarahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka dibagian akhir skripsi ini.
ABSTRAK
CHARIS WIBOWO. Jaringan Kerja Produksi Kapal Purse Seine di Galangan Kapal CV. Pantura Bersaudara, Tegal, Jawa Tengah. Dibimbing oleh WAWAN OKTARIZA dan VITA RUMANTI KURNIAWATI.
Penyusunan analisis jaringan kerja dari rangkaian tahap proses produksi pembangunan kapal purse seine diharapkan mampu menentukan urutan dan kurun waktu proses kegiatan produksi serta dapat digunakan untuk memperkirakan waktu produksi secara keseluruhan. Tujuan penelitian ini adalah mengidentifikasi proses produksi kapal purse seine, menyusun jaringan kerja dan menentukan jalur kritis dalam proses produksi kapal purse seine. Teknik pengumpulan data dilakukan dengan cara pengamatan langsung di lapangan dan wawancara dengan narasumber. Kapal purse seine yang akan diproduksi memiliki ukuran panjang total (LOA) 28 m, lebar (B) 7 m, dan dalam (D) 4,10 m. Total waktu pengerjaan kapal purse seine direncanakan berlangsung selama 163,5 hari, dengan jumlah total tenaga kerja sebanyak 7 orang. Hasil perhitungan jaringan kerja dengan menggunakan analisis CPM menunjukkan kegiatan yang merupakan jalur kritis yaitu pengerjaan lunas, pemasangan linggi haluan, pemasangan linggi buritan, pemasangan kulit papan, pengerjaan palka, peluncuran kapal, pemasangan geladak atau dek, pengerjaan bangunan atas, dan penyelesaian akhir.
Kata kunci: Analisis CPM, jalur kritis, jaringan kerja, kapal purse seine
ABSTRACT
CHARIS WIBOWO. Production Networks of Purse Seiner in the Shipyard CV. Pantura Bersaudara, Tegal, Central Java.Supervised by WAWAN OKTARIZA and VITA RUMANTI KURNIAWATI.
Network analysis of the production process of a Purse Seiner is expected to determine the order and the period of production processes and estimate the overall production time. Research aimed to identify the process and stages of production activities, to arrange network and to identify the activities which are critical related the processand stages of production activities. Data were collected through direct observationand interview with resource person. A PurseSeiner was built with length over all (LOA) was 28 m, breadth (B) was7 m, and depth (D) was 4.10 m. Total processing timeof purse seiner was planned for 163.5days, and a total workforce was 7people. CPM analysis showed that the critical path along production process of a Purse seiner were keel laying, assembly of bow frames and stern frames, hull assembly, fish hold construction, ship launching, deck assembly, superstructure assembly, andfinishing.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Perikanan
pada
Departemen Pemanfaatan Sumberdaya Perikanan
JARINGAN KERJA PRODUKSI KAPAL
PURSE SEINE
DI GALANGAN KAPAL CV. PANTURA BERSAUDARA,
TEGAL, JAWA TENGAH
CHARIS WIBOWO
DEPARTEMEN PEMANFAATAN SUMBERDAYA PERIKANAN FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR BOGOR
Judul Skripsi : Jaringan Kerja Produksi Kapal Purse Seine di Galangan Kapal qCV. Pantura Bersaudara, Tegal, Jawa Tengah
Nama : Charis Wibowo NIM : C44080068
Program Studi : Teknologi dan Manajemen Perikanan Tangkap
Disetujui oleh
Ir Wawan Oktariza, MSi Pembimbing I
Vita Rumanti Kurniawati, SPi, MT Pembimbing II
Diketahui oleh
Dr Ir Budy Wiryawan, MSc Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah subhanahu wata’ala atas segala karunia-Nya sehingga karya ilmiah ini berhasil diselesaikan. Tema yang dipilih dalam penelitian yang dilaksanakan sejak bulan april 2013 ini adalah produksi kapal kayu, dengan judul skrispi Jaringan Kerja Produksi Kapal Purse Seine di Galangan Kapal CV. Pantura Bersaudara, Tegal, Jawa Tengah.
Penulis mengucapkan terima kasih kepada Ir. Wawan Oktariza, MSi, Vita Rumanti Kurniawati, SPi, MT, serta (Alm) Dr. Ir. Dinarwan, MS selaku pembimbing, Dr. Roza Yusfiandayani, SPi selaku dosen penguji, dan Dr. Iin Solihin, SPi, M Si selaku komisi pendidikan Departemen PSP, serta seluruh dosen dan staf di Departemen Pemanfaatan Sumberdaya Perikanan IPB. Di samping itu, penghargaan penulis sampaikan kepada H. Sadikin atas izin lokasi penelitian, H. Warsito pemilik kapal, serta seluruh karyawan Grup Kembar Jaya yang telah membantu penulis dalam pengumpulan data. Ungkapan terima kasih juga penulis sampaikan kepada ayah, ibu, adik, serta seluruh keluarga atas segala perhatian, do’a dan kasih sayangnya, dan keluarga besar Hj. Bahijah Hamid dan KH. Yazid Ramly LC, keluarga besar Asrama Sylvasari IPB (khususnya USMAWAN’45), keluarga besar Asrama Sylvapinus IPB serta keluarga besar Departemen PSP (khususnya angkatan 45). Serta seluruh pihak yang telah memberikan saran dan masukan dalam proses penyelesaian skripsi ini.
Semoga karya ilmiah ini bermanfaat.
DAFTAR ISI
DAFTAR TABEL vii
DAFTAR GAMBAR vii
DAFTAR LAMPIRAN vii
PENDAHULUAN 1
Latar Belakang 1
Perumusan Masalah 1
Tujuan Penelitian 2
Manfaat Penelitian 2
METODE PENELITIAN 2
Waktu dan Tempat 2
Metode Pengumpulan Data 2
Prosedur Analisis Data 3
HASIL DAN PEMBAHASAN 5
Spesifikasi Kapal Purse Seine 5
Material Kapal 6
Sistem Produksi Kapal di CV. Pantura Bersaudara 8
Tahapan Proses Produksi Kapal Purse Seine 9
Analisis Jaringan Kerja Produksi Kapal Purse Seine 12
KESIMPULAN DAN SARAN 15
Kesimpulan 15
Saran 15
DAFTAR PUSTAKA 15
DAFTAR TABEL
1. Kebutuhan data 3
2. Ukuran dimensi utama kapal purse seine 6
3. Jenis kayu yang digunakan pada konstruksi utama kapal 7
4. Jenis material non-kayu dan bahan 8
5. Hasil perhitungan ES, EF, LS, dan LF, slack, dan critical path pada produksi kapal purse seine 13
DAFTAR GAMBAR
1. Diagram alir jaringan kerja produksi kapal purse seine 14PENDAHULUAN
Latar Belakang
Kota Tegal merupakan salah satu daerah di Jawa Tengah yang memiliki potensi hasil tangkapan dengan jumlah cukup besar. Tahun 2012 Kota Tegal memiliki total produksi perikanan tangkap sebesar 28.567.660 ton. Besarnya potensi perikanan tangkap tersebut salah satunya dikarenakan secara geografis Kota Tegal memiliki lokasi yang strategis yakni terletak di daerah pantura Jawa disertai dengan karakteristik demografi masyarakatnya yang bergantung pada potensi perikanan tersebut (Pemerintah Kota Tegal 2013). Pemanfaatan dan pengolalaan potensi tersebut tentunya harus didukung oleh unit operasi penangkapan yang memadai diantaranya nelayan, alat tangkap serta kapal perikanan. Proses pengembangan pada unit kapal perikanan tidak terlepas dari industri galangan kapal.
Salah satu industri galangan kapal yang beroperasi di Kota Tegal yaitu CV. Pantura Bersaudara.CV. Pantura Bersaudara berdampingan dengan Dock KUD Karya Mina. Fasilitas pelayanan jasa yang diberikan oleh galangan kapal meliputi fasilitas penyewaan tempat, perbaikan kapal maupun pembuatan kapal baru. CV. Pantura Bersaudara memiliki lokasi yang cukup strategis dikarenakan letaknya tidak jauh dengan lokasi Pelabuhan Perikanan Pantai (PPP) Tegalsari Kota Tegal. Tentunya hal tersebut menjadi salah satu potensi bagi pengelola galangan kapal untuk dapat meningkatkan fasilitas layanan.
Berdasarkan hasil wawancara dan pengamatan lapang. Salah satu jenis kapal yang diproduksi yakni kapal purse seine dengan ukuran 68 GT. Waktu produksi dimulai dari bulan April 2013 dan direncanakan akan selesai pada bulan Oktober 2013. Namun, saat ini dari hasil terdapat permasalahan yang terjadi di galangan kapal yang mengakibatkan terhambatnya proses layanan produksi. Ada beberapa hal yang mengakibatkan terhambatnya proses layanansalah satu diantaranya kurangnya pemahaman pekerja dalam pembuatan jadwal produksi. Hal tersebut mengakibatkan beberapa kerugian diantaranya penambahan biaya yang harus dikeluarkan serta kemungkinan akanmengakibatkan waktu antrian baik pada aktivitas reparasi kapal maupun produksi kapal baru berikutnya.
Metode Critical Path Method (CPM) dikembangkan untuk membantu dalam proses menjadwal, memonitor, dan mengendalikan kegiatan produksi. Kelebihan metode CPM diantaranya membantu menentukan jadwal proyek serta membantu menunjukkan kegiatan yang perlu diperhatikan lebih dekat (Heizer dan Render 2006). Oleh karena itu, perlu dilakukan pengkajian terhadap beberapa faktor meliputi teknis proses produksi, serta penyusunan jaringan kerja dari proses produksi kapal purse seine.
Perumusan Masalah
layanan produksi kapal baru. Hal tersebut disebabkan oleh beberapa faktor yaitu masih kurangnya pemahaman pekerja dalam pembuatan jadwal produksi terkait tahapan proses produksi waktu produksi, minimnya fasilitas pendukung produksi meliputi gudang penyimpanan bahan baku, ketersediaan alat produksi serta adanya dugaan menurunnya ketersediaan bahan baku. Hal tersebut akan mengakibatkan terjadinya keterlambatan pada rangkaian tahapan produksi, beberapa kerugian yang terjadi diantaranya pemborosan waktu, penambahan biaya produksi, serta kemungkinan akan mengakibatkan waktu antrian layanan produksi kapal baru berikutnya.
Berdasarkan keadaan tersebut, maka permasalahan yang akan dikaji diantaranya:
1. Bagaimana proses dan tahapan kegiatan produksi kapal Purse Seine di galangan kapal CV. Pantura Bersaudara?; dan
2. Proses dan tahapan mana saja yang termasuk ke dalam jalur kritis disepanjang proses produksi kapal?
Tujuan Penelitian
Tujuan dari penelitian ini adalah:
1.Mengidentifikasi proses produksi kapal purse seine; dan
2.Menyusun jaringan kerja dan menentukan jalur kritis dalam proses produksi kapal purse seine.
Manfaat Penelitian
Hasil penelitian ini diharapkan dapat memberikan manfaat:
1. Menghasilkan informasi tentang pengelolaan proses jaringan kerja pada aktivitas produksi di suatu perusahaan galangan kapal;
2. Masukan bagi CV. Pantura Bersaudara dalam upaya mengembangkan fasilitas produksi, sehingga akan mampu memaksimalkan potensi pendapatan yang diperoleh; dan
3. Dasar penelitian lanjutan sebagai penyempurnaan penelitian.
METODE PENELITIAN
Waktu dan Tempat
Penelitian dilaksanakan pada bulan April-Mei 2013, dengan penelitian lapang dan studi literatur.Pengambilan data primer bertempat di galangan kapal CV. Pantura Bersaudara, Tegal, Jawa Tengah.
Metode Pengumpulan Data
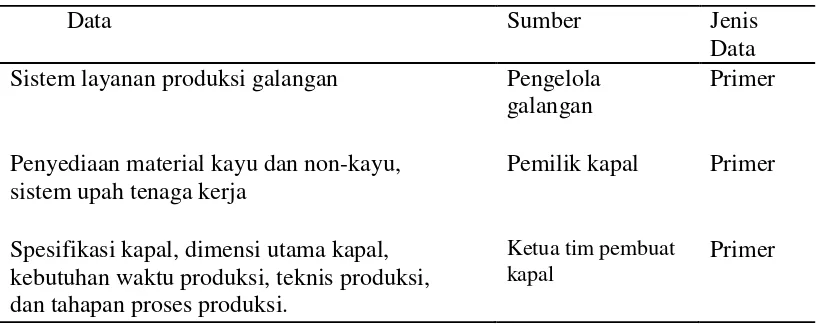
waktu tertentu.Teknik pengumpulan data dilakukan dengan cara pengamatan langsung pada proses produksi kapal purse seine dan wawancara dengan narasumber. Proses wawancara dibantu dengan menggunakan interview guided atau panduan wawancara. Narasumber pada penelitian ini adalah pengelola galangan, pembuat kapal dan pemilik kapal. Kebutuhan data penelitian disajikan pada Tabel 1.
Penyediaan material kayu dan non-kayu, sistem upah tenaga kerja
Pemilik kapal Primer
Spesifikasi kapal, dimensi utama kapal, kebutuhan waktu produksi, teknis produksi, dan tahapan proses produksi.
Analisis deskriptif dilakukan untuk memberikan gambaran teknis produksi kapal purse seine yang dimulai dari pemasangan lunas sampai dengan proses penyelesaiaan akhir. Proses ini diamati berdasarkan alur prose atau tahapan yang terjadi. Tahapan tersebut selanjutnya digambarkan dalam bentuk diagram alir.
Analisis Jaringan Kerja
Analisis jaringan kerja menggunakan metode CPM.Heizer dan Render (2006) menyatakan proses analisis jaringan kerja CPM meliputi beberapa tahap, yaitu :
1. Mendefinisikan aktivitas dan menyiapkan struktur pecahan kerja;
2. Membangun hubungan antara kegiatan serta memutuskan kegiatan mana yang harus dahulu dan mana yang harus mengikuti yang lain;
3. Menggambarkan jaringan yang menghubungkan keseluruhan kegiatan; 4. Menetapkan perkiraan waktu dan atau biaya untuk tiap kegiatan;
5. Menentukan jalur waktu terpanjang melalui jaringan yang sering disebut dengan jalur keritis;
6. Menggunakan jaringan untuk membantu perencanaan, penjadwalan, dan pengendalian aktivitas.
ditentukan selama forward pass. LS (latest start) dan LF (latest finish) ditentukan selama backward pass.
1. Hitungan Maju(Forward Pass)
Hitungan maju dimulai dari start (initial event) menuju finish (terminal event) untuk menghitung waktu penyelesaian tercepat suatu kegiatan (EF), waktu tercepat terjadinya kegiatan (ES) dan saat paling cepat dimulainya suatu peristiwa (E). Menurut Heizer dan Render (2006) menyatakan mengenai aturan perhitungan waktu mulai terdahulu (earliest start) dan waktu selesai terdahulu (earliest finish), sebagai berikut:
Aturan waktu mulai terdahulu (earliest start)
1. Jika suatu kegiatan hanya mempunyai satu pendahulu langsung, maka waktu mulai terdahulu (earliest start) sama dengan waktu selesai terdahulu (earliest finish) dari pendahulunya.
2. Jika suatu kegiatan mempunyai beberapa pendahulu langsung, maka waktu mulai terdahulu adalah nilai maksimum dari semua waktu selesai terdahulu (earliest finish) pendahulunya yaitu:
ES= Max [EF pendahulu langsung] Keterangan:
ES = Waktu mulai terdahulu (earliest start) EF = Waktu selesai terdahulu (earliest finish) Aturan selesai terdahulu (earliest finish)
Waktu selesai terdahulu dari suatu kegiatan adalah jumlah dari waktu mulai terdahulu (earliest start) dan waktu kegiatannya, yaitu:
EF = ES + t Keterangan:
EF = Waktu selesai terdahulu (earliest finish) ES = Waktu mulai terdahulu (earliest start) t = Waktu kegiatan
2. Hitungan Mundur(Backward Pass)
Hitungan mundur dimulai dari finish menuju start untuk mengidentifikasi saat paling lambat terjadinya suatu kegiatan (LF), waktu paling lambat terjadinya suatu kegiatan (LS) dan saat paling lambat suatu peristiwa terjadi (L). Menurut Heizer dan Render (2006) dinyatakan mengenai aturan perhitungan waktu selesai terakhir (latest finish) dan waktu mulai terakhir (latest start), sebagai berikut:
Aturan waktu selesai terakhir (latest finish)
1. Jika suatu kegiatan merupakan pendahulu langsung bagi hanya satu kegiatan, maka waktu selesai terakhir (latest finish) sama dengan waktu mulai terakhir (latest start) dari kegiatan yang secara langsung mengikutinya. 2. Jika suatu kegiatan adalah pendahulu langsung bagi lebih dari satu kegiatan,
LF= Min [LS dari seluruh kegiatan yang langsung mengikutinya] Keterangan:
LF = Waktu selesai terakhir (latest finish) LS = Waktu mulai terakhir (latest start) Aturan waktu mulai terakhir (latest start)
Waktu mulai terakhir (latest start) dari suatu kegiatan adalah perbedaan antar waktu selesai terakhir (latest finish) dan waktu kegiatannya, yaitu:
LS= LF- t Keterangan:
LS = Waktu mulai terakhir (latest start) LF = Waktu selesai terakhir (latest finish) t = Waktu kegiatan
Apabila kedua perhitungan tersebut telah selesai maka dapat diperoleh nilai slack atau float yang merupakan sejumlah kelonggaran waktu dan elastisitas dalam sebuah jaringan kerja. Heizer dan Render (2006) menyatakan slack adalah waktu yang dimiliki oleh sebuah kegiatan untuk bisa diundur, tanpa menyebabkan keterlambatan proyek keseluruhan. Untuk menghitung nilai slack dapat menggunakan rumus:
Slack (S) = LS – ES atau LF – EF Keterangan:
LS = Waktu mulai terakhir (latest start) ES = Waktu mulai terdahulu (earliest start) LF = Waktu selesai terakhir (latest finish) EF = Waktu selesai terdahulu (earliest finish)
HASIL DAN PEMBAHASAN
Spesfikasi Kapal Purse Seine
mempertimbangkan dengan benar stabilitas serta kemampuan olah gerak dari kapal tersebut.
Kapal purse seine yang diteliti merupakan kapal kayu yang saat penelitian dilaksanakan sedang dalam proses pengerjaan. Pembangunan kapal tersebut dilakukan secara tradisional dan tidak menggunakan gambar-gambar desain yang terdiri dari rencana garis (lines plan), rencana umum (general arrangement), gambar konstruksi, dan perhitungan-perhitungan dalam ilmu perkapalan modern.
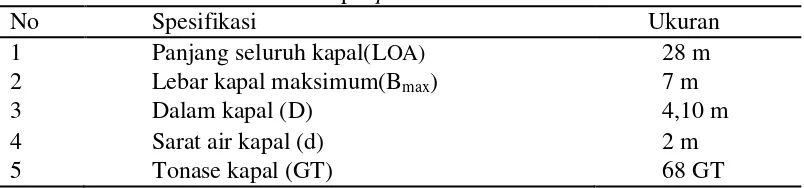
Total waktu pengerjaan kapal purse seine ini berlangsung selama 163,5 hari.Berdasarkan hasil penelitian lapang dapat diperoleh spesifikasi kapal purse seine, seperti disajikan pada Tabel 2.
Tabel 2. Ukuran dimensi utama kapal purse seine
No Spesifikasi Ukuran
1 Panjang seluruh kapal(LOA) 28 m
2 Lebar kapal maksimum(Bmax) 7 m
3 Dalam kapal (D) 4,10 m
4 Sarat air kapal (d) 2 m
5 Tonase kapal (GT) 68 GT
Proses produksi kapal purse seine dimulai dari bulan April 2013 dan direncanakan akan selesai pada bulan Oktober 2013. Perkiraan biaya yang dibutuhkan yaitu untuk penyediaan kebutuhan material, upah tenaga kerja, sewa lokasi, serta penyediaan mesin dan alat pendukung sebesar Rp 2.000.000.000. Proses produksi dilakukan dalam beberapa tahapan produksi yang dimulai dari proses persiapan, pengerjaan lunas, serta sampai dengan proses penyelesaian akhir. Kapal ini rencana akan dioperasikan disekitar perairan utara Pulau Jawa.
Material Kapal
Material kapal yang digunakan selama proses pembangunan kapal terdiri dari kayu sebagai material utama dan material non-kayu yang digunakan sebagai material penunjang konstruksi. Berikut penjelasan dari tiap material yang digunakan dalam proses pembangunan kapal purse seine:
1) Kayu
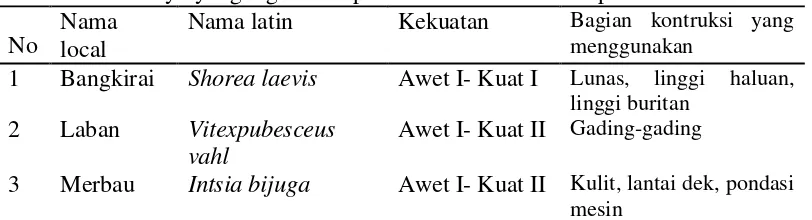
Tabel 3. Jenis kayu yang digunakan pada konstruksi utama kapal No
Nama local
Nama latin Kekuatan Bagian kontruksi yang menggunakan
1 Bangkirai Shorea laevis Awet I- Kuat I Lunas, linggi haluan, linggi buritan
2 Laban Vitexpubesceus vahl
Awet I- Kuat II Gading-gading
3 Merbau Intsia bijuga Awet I- Kuat II Kulit, lantai dek, pondasi mesin
Sumber: Data Primer, 2013 & Sutisna et al, 1998
Berdasarkan Tabel 3 diketahui bahwa dalam proses pemilihan kayu disesuaikan dengan fungsi dari tiap-tiap bagian konstruksi. Konstruksi pada bagian lunas, linggi haluan, dan linggi buritan jenis kayu yang digunakan dari jenis kayu bangkirai.Hal tersebut dikarenakan kayu bangkirai (Shorea laevis) memiliki kekuatan awet I - kuat I, dengan kekuatan tersebut akan mampu menunjang kekuatan dari konstruksi kapal khususnya pada bagian lunas, linggi haluan, dan linggi buritan yang merupakan bagian pondasi dari kapal.
Jenis kayu yang digunakan pada bagian konstruksi gading-gading yaitu kayu laban. Salah satu pertimbangan yang harus diperhatikan dalam pemilihan jenis kayu yang digunakan untuk konstruksi gading-gading yaitu mudah untuk dibentuk dan ukuran diameter batang kayu tidak terlalu besar. Hal tersebut bertujan untuk memudahkan mobilitas proses produksi. Kayu laban (Vitex pubesceus vahl) yang digunakan berasal dari daerah serang. Kekuatan dari kayu laban (Vitex pubesceus vahl) berada pada kekuatan awet I – kuat II.
Bagian konstruksi kulit, lantai dek, dan pondasi mesin jenis kayu yang digunakan yaitu kayu merbau (Intsia bijuga). Kayu merbau (Intsia bijuga) memiliki kekuatan awet I – kuat II. Bagian konstruksi tersebut terutama pada kulit memerlukan jenis kayu yang tidak mudah pecah, karena selama proses produksi konstruksi kulit harus dibentuk dengan mengikuti rancangan bentuk kapal terutama pada bagian-bagian yang memiliki kelengkungan yang ekstrim.
Proses pemasangan pada bagian tersebut dibantu dengan proses pemanasan papan. Sebelum dilakukan proses pemanasan, papan harus terlebih dahulu disesuaikan dengan papan yang sudah terpasang sebelumnya. Pemanasan berfungsi untuk menghindari kerusakan atau keretakan pada papan yang akan dibentuk. Lamanya proses pemanasan disesuaikan dengan tingkat kekuatan tekstur kayu serta tingkat kelengkungan yang diinginkan.
2) Non-Kayu
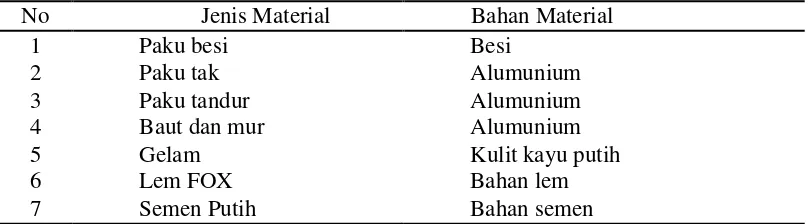
Tabel 4. Jenis material non-kayu dan bahan
Penggunaan material non-kayu pada proses produksi kapal purse seine disesuaikan dengan pengerjaan bagian dari tiap kontruksi. Jenis material non-kayu diantaranya pakubesi, paku tak, paku tandur, baut dan mur berfungsi untuk menghubungkan atau memasang antar tiap bagian kontruksi kapal. Gelam digunakan untuk melapisi antar sisi bangian antar papan terutama pada pemasangan kulit kapal. Penggunaan gelam berfungsi untuk menghindari gesekan antar tiap papan yang akan mengakibatkan keretakan atau kerusakan papan. Lem FOX dan semen putih digunakan pada proses pelapisan diding kulit kapal serta bagian sisi dari konstruki kapal.
Sistem Produksi Kapal di CV. Pantura Bersaudara
Sistem pengelolaan layanan produksi kapal baru di CV. Pantura Bersaudara dilakukan dengan dua cara. Pertama pengelola galangan bertanggung jawab penuh terhadap pemenuhan material dan tenaga kerja untuk melakukan produksi kapal yang dipesan oleh pemilik kapal. Kedua pengelola galangan hanya menyewakan tempat sedangkan untuk pemenuhan kebutuhan material dan tenaga kerja menjadi tanggung jawab pemilik kapal atau penyewa tempat.
Produksi kapal purse seine yang berlangsung pada saat penelitian pengelola galangan hanya menyewakan tempat, sehingga dalam pemenuhan material dan tenaga kerja menjadi tanggung jawab pemilik kapal. Sistem penggunaan tenaga kerja dan pembayaran upah pada produksi kapal purse seine yang dijalankan oleh pemilik kapal menggunakan sistem borongan. Definisi pekerja borongan atau tenaga kerja borongan diatur dalam Pasal 1 angka 3 Kepmenaker No. KEP-150/MEN/1999 Tahun 1999 tentang Penyelenggaraan Program Jaminan Sosial Tenaga Kerja Bagi Tenaga Kerja Harian Lepas, Borongan dan Perjanjian Kerja Waktu Tertentu.Tenaga kerja borongan adalah tenaga kerja yang bekerja pada pengusaha untuk melakukan pekerjaan tertentu dengan menerima upah didasarkan atas volume pekerjaan atau satuan hasil kerja. Upah borongan adalah upah atau imbalan yang diterima atau diperoleh pegawai yang terutang atau dibayarkan berdasarkan penyelesaian suatu jenis pekerjaan tertentu.
Proses produksi kapal purse seine yang diteliti total tenaga kerja yang digunakan sebanyak 7 orang. Total banyaknya tenaga kerja disesuaikan dengan besar – kecilnya ukuran kapal yang akan diproduksi. Masing-masing tenaga kerja memiliki fungsi dan peran yang saling melengkapi. Fungsi dan peran tersebut berkaitan dengan tugas dan pengalaman dari tenaga kerja.
yang dimulai dari peletakkan lunas sampai dengan terbentuk kasko kapal. Pekerja biasa merupakan pekerja yang secara teknis dan pengalaman dalam bidang konstruksi produksi kapal masih baru dengan pengalaman kerja rata-rata dibawah satu tahun. Sistem kerjapekerja biasa yang berjalan lebih pada mengikuti instruksi dari koordinator tim untuk memastikan proses produksi berjalan dengan optimal.
Sistem pembayaran upah borongan tenaga kerja yang selama ini berjalan dari pemilik atau pemesan kapal diserahkan kepada ketua tim. Ketua tim membagi upah tersebut yang disesuaikan dengan tugas dan pengalaman dari setiap tenaga kerja. Upah yang diterima oleh masing-masing tenaga kerja terdiri dari upah kerja harian yang diambil dari upah borongan dan uang makan harian diluar upah borongan yang diberikan langsung oleh pemilik atau pemesan kapal. Upah kerja harian untuk ketua tim berkisar antara Rp.80.000-90.000, dan untuk pekerja biasa berkisar antara Rp. 50.000-60.000. Uang makan harian yang diterima tenaga kerja sebesar Rp. 50.000/ tenaga kerja yang diterima setiap hari kerja.
Tahapan Proses Produksi Kapal Purse Seine
Menurut Assauri (1980) menyatakan proses produksi dapat dibedakan menjadi dua jenis yaitu proses produksi yang bersifat terus menerus dan proses produksi yang bersifat terputus. Salah satu karakteristik proses produksi terputus yakni produk yang dihasilkan dalam jumlah yang terbatas, serta memiliki tingkat variasi yang tinggi.Proses produksi pada industri kapal kayu dapat dikatakan termasuk kedalam proses produksi yang bersifat terputus. Berikut proses dan tahapan kegiatan produksi kapal Purse Seine:
1) Pengerjaan lunas
Soegiono (2006) menyatakan lunas adalah bagian konstruksi utama pada alas kapal yang membentang sepanjang garis tengah kapal dari haluan sampai buritan. Proses pemasangan konstruksi lunas diawali dengan persiapan lokasi yaitu dengan pemasangan bantalan balok sepanjang badan lunas. Kekuatan bantalan balok yang digunakan disesuaikan dengan bobot dan ukuran kapal yang akan dibangun. Peletakkan lunas pada bantalan balok dibantu dengan menggunakan crane atau penggerek, untuk memudahkan proses pengangkatan balok lunas. Proses selanjutnya dilakukan penyerutan bagian atas lunas serta pengukuran untuk menentukan titik pemasangan bangian konstruksi linggi haluan dan buritan. Balok yang digunakan pada konstruksi lunas merupakan balok panjang tanpa sambungan dengan panjang 19 meter. Penggunaan balok tanpa sambungan untuk konstruksi lunas sangat dianjurkan karena akan mampu menunjang kekuatan memanjang kapal. Iskandar (1990) menjelaskan bahwa sistem kapal dengan kayu tanpa sambungan (kayu utuh) akan memberikan beban konstruksi merata, sehingga beban kapal secara keseluruhan menjadi lebih kuat dan kokoh. Selain itu, sistem konstruksi kapal tersebut juga dapat menghindari kelemahan-kelemahan dari sifat kayu yang non-isotropic (mempunyai sifat-sifat mekanis yang tidak sama ke berbagai arah).
2) Pemasangan linggi haluan
bagain kiri dan kanan, serta menghubungkan galar-galar pada kedua sisi kapal (KBBI 1999). Pemasangan linggi haluan dilakukan dengan cara menghubungkan balok linggi haluan pada titik lubang yang terdapat pada lunas. Ujung balok linggi haluan sebelumnya harus dibuat purus terlebih dahulu dengan ukuran penampang dan dalam lubang pada lunas. Linggi haluan dan lunas setelah terpasang, konstruksi linggihaluan terhadap lunas diperkuat oleh siku linggi. Pemasangan siku linggi diawali dengan pembuatan lubang dengan bor pada bagian siku terpasang. Pemasangan batang baut dan sekerup mur untuk memastikan bahwa pemasangan linggi haluan dan lunas terpasang dengan kuat dan kokoh.
3) Pemasangan linggi buritan
Proses pemasangan linggi buritan secara umum sama dengan proses pada pemasangan linggi haluan. Balok untuk konstruki linggi buritan memiliki ukuran tebal yang lebih besar jika dibandingkan dengan balok untuk konstruksi linggi haluan. Hal tersebut disebabkan karena pada linggi buritan akan dibuat lubang poros baling-baling. Soegiono (2006) menyatakan linggi buritan adalah suatu kerangka konstruksi yang membentuk ujung buritan kapal dan yang menyangga kemudi serta poros baling-baling.
4) Pemasangan gading-gading
Gading-gading adalah rangka atau penguat konstruksi kapal secara melintang serta tempat melekatnya kulit atau lambung kapal agar bentuk kapal tidak berubah (KBBI 1999). Pemasangan gading-gading terdiri dari beberapa tahapan pemasangan diantaranya gading-gading dasar (keprok), miring (sengkol), dan tegak.Pemasangan gading-gading dimulai dari bagian tengah kapal (midship), untuk pemasangan gading-gading selanjutnya dilakukan dengan cara sambung-menyambung mengikuti gading-gading yang terpasang terlebih dahulu serta disesuaikan dengan kulit terpasang.
5) Pemasangan kulit atau papan
6) Pemasangan pondasi mesin
Pemasangan pondasi mesin ditempatkan pada bagaian buritan kapal. Konstruksi pondasi mesin dilakukan dengan cara mempertimbangkan letak poros pemasangan baling-baling. Kontruksi pondasi mesin menggunakan papan dan balok yang kuat dan kokoh. Pengunaan dan pemasangan pondasi mesin yang kokoh dan kuat berfungsi untuk menjaga kedudukan mesin agar tetap pada posisinya yang diakibatkan dari olah gerak kapal dan getaran mesin itu sendiri.
7) Pengerjaan lambung kapal
Pengerjaan lambung kapal terdiri dari beberapa proses kegiatan diantaranya pemakalan dan pendempulan, cat dasar seluruh sisi lambung kapal, dan cat warna seluruh sisi lambung kapal. Pemakalan dilakukan dengan cara memasang serat benang pada alas antar sambungan kulit kapal. Pendempulan berfungsi untuk melapisi bidang pemakalan sebelum dilakukan proses pengecatan dasar lambung kapal. Pengecatan dasar dan warna lambung kapal berfungsi untuk melapisi lambung kapal untuk mengurangi kerusakan lambung kapal diakibatkan oleh gangguan hewan air yang menempel dan perendaman lambung kapal.
8) Pengerjaan palka
Pengerjaan palka dilakukan setelah kulit kapal dan gading-gading kapal terpasang. Proses pengerjaan palka dimulai dengan pemasangan alas palka. Pemasangan alas palka terdiri dari alas palka yang fungsi sebagai alas dasar dan dinding palka. Proses pemasangan alas palka menggunkan lembaran-lembaran papan yang dilakukan dengan cara melakukan proses pengukuran dan penghalusan lapisan papan terlebih dahulu. Papan terpilih selanjutnya dieratkan pada bidang terpasang dengan menggunakan paku besi. Setelah alas palka terpasang dilanjutkan dengan pemasangan sekat palka. Proses pemasangan sekat palka sama halnya dengan proses pemasangan kulit kapal. Sekat dipasang menggunakan lembaran papan yang disusun secara berurutan. Proses tersebut dimulai dengan pengukuran dan penghalusan lapisan papan, selanjutnya dilakukan penentuan titik dan pengeboran untuk pemasangan paku pada papan terpasang. Setelah paku terpasang alas papan dilapisi dengan gelam barulah papan selanjutnya dapat dipasang. Proses terakhir pada pengerjaan palka yaitu pembuatan tutup palka.
9) Pemasangan instalasi mesin
Pemasangan intalasi mesin merupakan proses intalasi antara baling-baling kapal, mesin kapal, serta instalasi pada ruang kemudi atau kapten. Pengerjaan pemasangan instalasi mesin dilakukan oleh tenaga kerja khusus yang khusus mengerjakan instalasi mesin, yakni berbeda dengan tenaga kerja pada konstruksi kasko kapal.
10) Peluncuran kapal
11) Pemasangan geladak atau dek
Pemasangan geladak atau dek menggunakan lembaran papan yang disusun secara berurutan. Geladak atau dek berfungsi sebagai lantai kapal yang menjadi salah satu pusat aktivitas nelayan diatas kapal. Proses pemasangan geladak atau dek dimulai dengan pemasangan balok penyangga yang dipasang secara melintang menghubungkan antar sisi kiri dan kanan dinding kapal.
12) Pengerjaan bangunan atas
Pengerjaan bangunan atas terdiri dari beberapa kegiatan diantaranya pemasangan tiang atau rangka, usuk, atap dan dinding. Pengerjaan bangunan atas salah satu diantaranya berfungsi sebagai ruang kemudi kapal serta tempat beristirahat anak buah kapal atau nelayan pada saat melakukan operasi penangkapan ikan.
13) Penyelesaian akhir
Penyelesaian akhir meliputi pengecatan akhir bangunan kapal terdiri dari pengecetan bangunan atas, serta bagian kapal lainnya membutuhkan pengecetan, serta pengecekan pada instalasi mesin kapal.
Analisis Jaringan Kerja Produksi Kapal Purse Seine
Proses dan tahapan kegiatan produksi kapal purse seine terdiri pengerjaan lunas, pemasangan linggi haluan, pemasangan linggi buritan, pemasangan gading-gading, pemasangan kulit atau papan, pemasangan pondasi mesin, pengerjaan lambung kapal, pengerjaan palka, pemasangan instalasi mesin, peluncuran kapal, pemasangan geladak atau dek, pengerjaan bangunan atas, dan penyelesaian akhir. Analisis jaringan kerja pada produksi kapal purse seine dimulai dengan melakukan perhitungan waktu kerja menggunakan metode CPM.
Tabel 5. Hasil perhitungan ES, EF, LS, dan LF, slack, dan critical path pada produksi kapal purse seine
Tabel 5 menunjukkan diperolehnya nilai ES yaitu waktu paling cepat dimulainya kegiatan, EF yaitu waktu paling cepat berakhirnya kegiatan, LS yaitu waktu paling lambat dimulainya kegiatan, dan LF yaitu waktu paling lambat berakhirnya kegiatan dari setiap proses dan tahapan kegiatan produksi kapal purse seine. Berdasarkan hasil perhitungan dari total 13 kegiatan produksi kapal purse seine masing-masing terdapat 9 kegiatan yang berada pada jalur kritis dan 4 kegiatan tidak berada pada jalur kritis karena memiliki waktu tenggang (slack). Heizer dan Render (2006) menyatakan kegiatan yang berada pada jalur kritis adalah kegiatan yang tidak memiliki waktu tenggang (slack= 0), artinya kegiatan tersebut harus dimulai tepat pada saat waktu ES (earleist start) agar tidak mengakibatkan keterlambatan kegiatan secara keseluruhan. Salah satu kegiatan pada jalur kritis yaitu pemasangan kulit atau papan. Total hari kerja yang dibutuhkan berlangsung selama 72 hari, dengan nilai slack = 0.
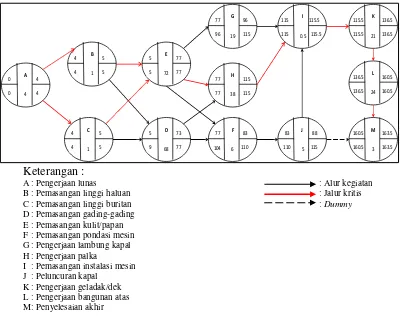
Kegiatan pemasangan gading-gading merupakan salah satu kegiatan yang tidak berada pada jalur kritis. Nilai slack pada kegiatan tersebut sebanyak 4 hari. Heizer dan Render (2006) menyatakan Slack merupakan sejumlah kelonggaran waktu dan elastisitas dalamsebuah jaringan kerja, serta waktu yang dimiliki oleh sebuah kegiatan untuk bisa diundur, tanpa menyebabkan keterlambatan proyek keseluruhan. Gambar diagram alir dari kegiatan proses produksi kapal purse seine, dengan menggunakan metode CPM disajikan pada Gambar 1.
Keterangan : F : Pemasangan pondasi mesin G : Pengerjaan lambung kapal H : Pengerjaan palka
I : Pemasangan instalasi mesin J : Peluncuran kapal
K : Pengerjaan geladak/dek L : Pengerjaan bangunan atas M: Penyelesaian akhir
Gambar 1. Diagram alir jaringan kerja produksi kapal purse seine Gambar 1 menunjukkan kegiatan yang berada di jalur kritis pada produksi kapal purse seine yaitu pengerjaan lunas, pemasangan linggi haluan, pemasangan linggi buritan, pemasangan kulit papan, pengerjaan palka, peluncuran kapal, pemasangan geladak atau dek, pengerjaan bangunan atas, dan penyelesaian akhir. Kegiatan pemasangan gading-gading, pemasangan pondasi mesin, pengerjaan lambung, dan pemasangan instalasi mesin memiliki waktu slack (kelonggaran) sehingga kegiatan tersebut tidak berada pada jalur kritis.
KESIMPULAN DAN SARAN
Kesimpulan
1. Proses dan tahapan kegiatan produksi kapal purse seine terdiri dari 13 kegiatan yaitu pengerjaan lunas, pemasangan linggi haluan, pemasangan linggi buritan, pemasangan gading-gading, pemasangan kulit atau papan, pemasangan pondasi mesin, pengerjaan lambung kapal, pengerjaan palka, pemasangan instalasi mesin, peluncuran kapal, pemasangan geladak atau dek, pengerjaan bangunan atas, dan penyelesaian akhir.
2. Total waktu pengerjaan kapal purse seine berlangsung selama 163,5 hari, dengan jumlah total tenaga kerja sebanyak 7 orang. Fungsi dan peran tenaga kerja dibagi menjadi dua yaitu ketua atau koordinator dan pekerja biasa. Kegiatan yang berada pada jalur kritis yaitu: pengerjaan lunas, pemasangan linggi haluan, pemasangan linggi buritan, pemasangan kulit papan, pengerjaan palka, peluncuran kapal, pemasangan geladak atau dek, pengerjaan bangunan atas, dan penyelesaian akhir. Kegiatan yang berada pada jalur kritis dapat dilakukan beberapa alternatif kegiatan salah satunya dengan menambahkan jumlah tenaga kerja yang disesuaikan dengan beban kerja pada kegiatan kritis yang berlangsung.
Saran
Penelitian selanjutannya mengenai jaringan kerja proses dan tahapan kegiatan produksi kapal baru perlu dilakukan pada lokasi penelitian yang berbeda dengan ukuran kapal yang seragam dan jenis kapal yang berbeda, sehingga dapat diketahui perbandingan dari jaringan kerja proses dan tahapan kegiatan produksi kapal baru yang dihasilkan.
DAFTAR PUSTAKA
Assauri, S. 1980. Manajemen Produksi. Jakarta: Lembaga Penerbit Fakultas Ekonomi Universitas Indonesia.
[BKI] Biro Klasifikasi Indonesia, 1989. Peraturan Konstruksi Kapal Kayu. Jakarta : Biro Klasifikasi Indonesia, 112 hal.
Fyson, J. 1985. Design of Small Fishing Vessel. Farnham, Surrey, England: Fishing News Book Ltd. Hal 21-118.
Heizer, J dan Render, B. 2006. Manajemen Operasi. Edisi 7.Jakarta : Salemba Empat.
Iskandar, B.H. 1990. Studi Tentang Desain dan Konstruksi Kapal Gillnet di Indramayu. [Skripsi] (tidak dipublikasikan). Bogor: Departemen Pemanfaatan Sumberdaya Perikanan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor.
KEPMENAKER, 1999.Penyelenggaraan Program Jaminan Sosial Tenaga Kerja Bagi Tenaga Kerja Harian Lepas, Borongan dan Perjanjian Kerja Waktu Tertentu. [21 – Mei – 2014]
[Kota Tegal] Pemerintah Kota Tegal. 2013. Tegal Maritim 2013. Kota Tegal (ID): Pemerintah Kota Tegal
Nazir, M. 1983. Metode Penelitian. Jakarta: Ghalia Indonesia.
Soegiono. 2006. Kamus Teknik Perkapalan Edisis Empat. Surabaya: Airlangga University Press.
LAMPIRAN
Lampiran 1. Dokumentasi penelitian
Pembuatan lubang purus lunas Pengeboran linggi haluan
Pemasangan baut linggi haluan Pelengkungan kulit/papan
RIWAYAT HIDUP
Penulis dilahirkan di Kebumen, pada tanggal 09 September 1990. Penulis merupakan anak pertama dari tiga bersaudara dari pasangan Muhammad Sunardi dan Sudarsih. Penulis memulai jenjang pendidikan formal di SDN 01 Wonotirto (1996-2002), selanjutnya penulis melanjutkan pendidikan menengah pertama di SMP AL-Hikmah (2002-2005). Pendidikan menengah atas ditempuh penulis di SMA Muhammadiyah Cileungsi (2005-2008). Pada tahun 2008, penulis diterima di Institut Pertanian Bogor melalui jalur SNMPTN (Seleksi Nasional Masuk Perguruan Tinggi Negeri) di Departemen Pemanfaatan Sumberdaya Perikanan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor.
Selama masa perkuliahan, penulis aktif dalam beberapa organisasi kemahasiswaan diantaranya Himpunan Mahasiswa Pemanfaatan Sumberdaya Perikanan (HIMAFARIN) sebagai staf Divisi Penelitian dan Pengembangan periode 2011-2012, Pengurus Asrama Sylvasari IPB sebagai Staf Departemen Olahraga dan Seni periode 2009-2010, Pengurus Asrama Sylapinus IPB sebagai Staf Divisi Olahraga dan Seni periode 2012-2013. Selain itu, penulis aktif dibeberapa kepanitian kegiatan mahasiswa diantaranya Ketua Pelaksana Up Grading Kepengurusan Himpunan Mahasiswa Pemanfaatan Sumberdaya Perikanan (HIMAFARIN) periode 2011-2012, Staf Divisi Logistik dan Transportasi Pada Musyawarah Nasional Himpunan Mahasiswa Perikanan Tangkap Indonesia (HIMPATINDO) tahun 2011, serta Staf Divisi Humas Pada Dies Natalis Asrama Sylvasari IPB tahun 2009.