JARINGAN KERJA PRODUKSI KAPAL TROLL LINE DI
GALANGAN KAPAL UPTD PPI BINUANGEUN, BANTEN
SRI WAHYUNI
DEPARTEMEN PEMANFAATAN SUMBERDAYA PERIKANAN FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA
Dengan ini saya menyatakan bahwa skripsi berjudul Jaringan Kerja Produksi Kapal Troll Line di Galangan Kapal UPTD PPI Binuangeun, Banten adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir skripsi ini.Bogor, September 2016
Sri Wahyuni
ABSTRAK
SRI WAHYUNI. Jaringan Kerja Produksi Kapal Troll Line di Galangan Kapal UPTD PPI Binuangeun, Banten. Dibimbing oleh BUDHI HASCARYO ISKANDAR dan WAWAN OKTARIZA.
Galangan merupakan tempat pembuatan dan perbaikan kapal. Galangan yang terdapat di Binuangeun merupakan galangan tradisional. Galangan ini tidak memiliki sistem manajemen yang baik sehingga menimbulkan beberapa masalah seperti keterlambatan pembuatan kapal maupun antrian naik dan turun dok. Penyusunan analisis jaringan kerja diharapkan dapat membantu proses penjadwalan, memonitor, dan mengendalikan suatu kegiatan produksi. Tujuan penelitian ini adalah mengidentifikasi proses produksi kapal troll line, menyusun jaringan kerja, dan menentukan jalur kritis dalam proses pembuatan kapal troll
line. Terdapat 13 aktivitas pada proses produksi kapal troll line. Kegiatan tersebut
adalah pengerjaan lunas; pemasangan linggi haluan; linggi buritan; lambung; gading – gading; pemasangan kulit kapal; geladak; pengerjaan palka; pengerjaan bangunan atas; pemakalan, pendempulan, dan pengecatan; pembuatan pondasi mesin; pemasangan instalasi mesin; dan peluncuran kapal. Hasil penelitian menunjukkan bahwa 9 dari 13 aktivitas merupakan jalur kritis. Hal ini dapat diartikan 69% kegiatan tersebut harus dapat diselesaikan tepat waktu. Analisis CPM (Critical Path Method) pada proses pembuatan kapal ini menghasilkan total waktu pengerjaan selama 127 hari atau 26 hari lebih cepat dari perencanaan awal. Kata kunci: analisis CPM, jalur kritis, kapal troll line
ABSTRACT
SRI WAHYUNI. Production Networks of Troll Liner in UPTD Fishing Landing Place Traditional Shipyard, Binuangeun, Banten. Supervised by BUDHI HASCARYO ISKANDAR and WAWAN OKTARIZA.
Shipyard is a shipbuilding and ship repair. Shipyards in Binuangeun is a traditional shipyard. The shipyard does not have a good management system, causing some problems such as delays in the shipbuilding and queues up and down the dock. Preparation of network analysis is expected to help the process of scheduling, monitoring, and control production activity. The purpose of this study were to identify the production process of troll liner, network arrangement, and determine the critical path in the process of shipbuilding. There are 13 activities in production process of troll liner. These activities were keel laying; assembly of bow and stern frames; hull; joist ship; leather ship; deck assembly; fish hold construction; whellhouse; patching, putty, and painting; making machine foundation, installation of machines, and slide the ship. The results showed that 9 of the 13 activities were critical path. This means 69% of the activity should be completed on time. Analysis of CPM (Critical Path Method) in the process of making this ship total processing time for 127 days or 26 days ahead of the initial planning.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Perikanan
pada
Departemen Pemanfaatan Sumberdaya Perikanan
JARINGAN KERJA PRODUKSI KAPAL TROLL LINE DI
GALANGAN KAPAL UPTD PPI BINUANGEUN, BANTEN
SRI WAHYUNI
DEPARTEMEN PEMANFAATAN SUMBERDAYA PERIKANAN FAKULTAS PERIKANAN DAN ILMU KELAUTAN
INSTITUT PERTANIAN BOGOR BOGOR
PRAKATA
Puji dan syukur penulis panjatkan kepada Allah subhanahu wa ta’ala atas segala karunia-Nya sehingga skripsi ini dapat diselesaikan. Skripsi ini ditujukan untuk memenuhi syarat mendapatkan gelar sarjana pada Departemen Pemanfaatan Sumberdaya Perikanan, Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor. Penelitian lapang dilaksanakan pada bulan Maret hingga Juni 2016 dengan judul “Jaringan Kerja Produksi Kapal Troll Line di Galangan Kapal UPTD PPI Binuangeun, Banten”.
Penulis mengucakan terimakasih kepada:
1 Bapak Dr Ir Budhi Hascaryo Iskandar, MSi dan Bapak Ir Wawan Oktariza MSi selaku pembimbing yang telah banyak memberikan saran dan bimbingan selama penyusunan skripsi.
2 Bapak Dr Fis Purwangka, SPi, MSi selaku dosen penguji dan Bapak Dr Iin Solihin, SPi, MSi selaku komisi pendidikan departemen PSP.
3 Bapak Ahmad Hadi, STP sebagai Kepada UPTD PPI Binuangeun, Bapak Tabria dan Bapak Ryan sebagai staf UPTD PPI Binuangeun yang turut membantu mempermudah jalannya penelitian.
4 Bapak Slamet, Bapak Supandi, Bapak Encuh, dan Bapak tukang lainnya yang bekerja di Galangan Rakyat Binuangeun yang telah membentu selama pengumpulan data.
5 Ayah (Alm. Muin), Ibu (Iis Aisyah), dan seluruh keluarga atas doa dan kasih sayangnya.
6 Sahabat saya, Risna Dewi Enisa yang telah membantu dalam pelaksanaan penelitian.
7 Sahabat kontrakan DM House: Septi Dewi Cahaya, Siti Rohaeni, Arie Nurfita, Indriyani, Aida Juniarti, Indah Djukarsa R, Siti Kodhijah dan Dedeh Siti Mulyani.
8 Sahabat OMDA dari PAD 49 yaitu Ratna Purboningrum, Diana Nur Indah S, Mei Nita Sari, Nadhirotul Chusna, Pristina P, Yuni Ratna Indriani, Feynanda Ferlycia P, Adi Riyadi, Ali Mahmudin, Bayu Adi Nugraha, dan Ubaidillah. 9 Serta seluruh keluarga PSP 49.
Semoga karya ilmiah ini bermanfaat.
Bogor, September 2016
DAFTAR ISI
DAFTAR TABEL vi DAFTAR GAMBAR vi DAFTAR LAMPIRAN vi PENDAHULUAN 1 Latar Belakang 1 Perumusan Masalah 2 Tujuan Penelitian 2 Manfaat Penelitian 2 METODE PENELITIAN 2Waktu dan Tempat Penelitian 2
Bahan dan Alat Penelitian 3
Jenis dan Sumber Data 3
Prosedur Analisis Data 3
HASIL DAN PEMBAHASAN 6
Kondisi Umum Galangan Kapal 6
Spesifikasi Kapal Troll line 7
Material Kapal 7
Sistem Produksi Kapal 9
Tahapan Proses Produksi Kapal Troll line 9
Analisis Jaringan Kerja Kapal Troll line 13
SIMPULAN DAN SARAN 17
Simpulan 17
Saran 18
DAFTAR PUSTAKA 18
LAMPIRAN 20
DAFTAR TABEL
1 Kebutuhan data primer dan sekunder 3
2 Ukuran dimensi utama kapal troll line 7
3 Jenis kayu yang digunakan pada kontruksi kapal troll line 8
4 Peralatan tukang kapal 9
5 Data perkiraan waktu pada setiap aktivitas kapal troll line 14 6 Jadwal dan waktu longgar pada aktivitas pembuatan kapal troll line 16
DAFTAR GAMBAR
1 Notasi yang digunakan pada titik untuk forward pass dan backward
pass 4
2 Rancangan umum kapal troll line 13
3 Diagram alir jaringan kerja produksi kapal troll line 15
DAFTAR LAMPIRAN
1 Tabel perbedaan penggunaan jaringan AON dan AOA 20
2 Keterangan kelas awet dan kelas kuat 21
PENDAHULUAN
Latar BelakangIndustri perikanan tangkap merupakan industri yang cukup strategis dalam perikanan nasional (Afriantoni 2013). Salah satu bagian dari industri perikanan tangkap yaitu industri galangan kapal. Industri galangan kapal sangat sesuai dalam menopang visi pemerintah terkait program Indonesia sebagai poros maritim. Pemerintah juga mengeluarkan Inpres No. 5 Tahun 2005 tentang pemberdayaan industri pelayaran nasional. Pemerintah menetapkan asas cabotage untuk mengoptimalkan pemberdayaan industri pelayaran nasional. Hal ini menyebabkan peluang industri galangan kapal nasional untuk memenuhi kebutuhan kapal sangat besar, baik untuk bisnis bangunan baru maupun reparasi kapal. Industri galangan kapal juga memiliki nilai-nilai ekonomis yang sangat besar, sehingga menjadi bagian yang strategis dalam perekonomian sebuah bangsa.
Galangan kapal kayu di Indonesia sebagian besar bersifat tradisional. Galangan kapal tradisional merupakan galangan kapal yang pembuatan kapalnya masih mengandalkan kemampuan yang diturunkan oleh pendahulunya serta tidak menggunakan perencanaan umum dalam proses produksinya. Salah satu galangan kapal tradisional di Indonesia yaitu galangan kapal di wilayah PPI Binuangeun. Galangan kapal ini didirikan oleh UPTD PPI Binuangeun dibawah Dinas Kelautan dan Perikanan Kabupaten Lebak. Galangan kapal dikontrakkan dan dikelola oleh Bapak Supandi dan Bapak Encuh. Galangan kapal menyediakan pelayanan jasa penyewaan tempat, perbaikan kapal, dan pembuatan kapal baru. Lokasi galangan kapal ini cukup strategis karena letaknya tidak jauh dengan lokasi Pangkalan Pendaratan Ikan (PPI) di Binuangeun.
Permasalahan yang sering terjadi pada pembuatan kapal baru di galangan kapal Binuangeun yaitu kurangnya pemahaman pekerja dalam pembuatan jadwal produksi. Masalah tersebut dapat berpengaruh dalam pengelolaan waktu, biaya, dan ruang lingkup pekerjaan yang sering muncul (Sahid 2012). Hal tersebut mengakibatkan antrian kapal baik pada aktivitas perbaikan maupun produksi kapal baru berikutnya. Berdasarkan hal tersebut perlu dilakukan penelitian terkait waktu yang dibutuhkan dalam pembangunan kapal troll line. Kapal troll line yang diteliti merupakan salah satu jenis kapal yang banyak terdapat di Binuangeun.
Penelitian terdahulu yang telah dilakukan terkait analisis jalur kritis diantaranya yaitu jaringan kerja produksi kapal purse seine di Tegal (Wibowo 2014) dan manajemen waktu pembangunan perkantoran di Jakarta Selatan (Fazrin 2015). Penelitian yang dilakukan oleh Wibowo (2014) yaitu tentang rangkaian dari proses produksi kapal purse seine. Pada penelitian tersebut menggunakan analisis jalur kritis sehingga proses produksi kapal purse seine dapat berlangsung lebih cepat dari waktu perkiraan awal. Penelitian yang dilakukan oleh Fazrin (2015) bertujuan untuk menganalisis kinerja waktu proyek pembangunan perkantoran menara 18. Pada penelitian ini jadwal rencana dan jadwal realisasi proyek secara keseluruhan berjalan tepat waktu. Namun ada tiga kegiatan yang termasuk ke dalam jalur kritis karena adanya faktor cuaca dan keterlambatan material konstruksi.
2
Perumusan Masalah
Permasalahan pada produksi kapal di galangan tradisional Binuangeun salah satunya yaitu seringnya terjadi keterlambatan waktu produksi yang menyebabkan antrian layanan proses reparasi maupun produksi kapal baru, pemborosan waktu serta penambahan biaya produksi. Hal tersebut disebabkan oleh beberapa faktor yaitu minimnya fasilitas pendukung produksi yang meliputi gudang penyimpanan bahan baku, ketersediaan alat produksi, serta dugaan menurunnya ketersediaan bahan baku. Metode jalur kritis dikembangkan untuk membantu proses penjadwalan, memonitor, dan mengendalikan suatu kegiatan produksi (Heizer dan Render 2009). Berdasarkan hal tersebut, maka permasalahan yang akan dikaji diantaranya adalah:
1 Bagaimana proses dan tahapan kegiatan produksi kapal troll line pada galangan kapal tradisional Binuangeun.
2 Proses dan tahapan mana saja yang termasuk dalam jalur kritis disepanjang proses produksi kapal.
3 Berapa lama waktu tercepat yang dibutuhkan dalam pembuatan kapal troll line.
Tujuan Penelitian Tujuan penelitian ini adalah untuk:
1 Mengidentifikasi proses produksi kapal troll line pada galangan kapal tradisional Binuangeun.
2 Menyusun jaringan kerja dan menentukan jalur kritis dalam proses produksi kapal.
3 Menentukan waktu pengerjaan tercepat dalam pembuatan kapal troll line.
Manfaat Penelitian
Hasil penelitian ini diharapkan dapat memberikan sumbang saran bagi pengembangan IPTEKS dibidang teknologi galangan kapal. Selain itu dapat memberikan informasi terkait manajemen waktu yang baik dalam pembuatan kapal sehingga meminimumkan antrian kapal, serta sebagai dasar untuk penelitian lanjutan.
METODE
Waktu dan Tempat Penelitian
Penelitian ini dilaksanakan pada tanggal 01 Maret hingga 21 Juni 2016. Penelitian dilakukan di galangan tradisionl UPTD PPI Binuangeun, yang terletak di Desa Muara, Kecamatan Wanasalam, Kabupaten Lebak, Provinsi Banten.
3 Bahan dan Alat Penelitian
Alat yang digunakan dalam pengumpulan data yaitu kuesioner berkenaan dengan industri galangan, teknologi, dan pengelolaan galangan serta kamera untuk melakukan dokumentasi. Kuesioner ditujukan kepada pendiri dan pengelola galangan kapal sebagai sumber informasi utama dan diikuti dengan diskusi dari para tukang di galangan PPI Binuangeun.
Jenis dan Sumber Data
Penelitian dilaksanakan berdasarkan metode survei terhadap proses produksi kapal troll line. Data yang dikumpulkan merupakan data sekunder dan data primer. Data primer didapat dengan cara pengamatan langsung pada proses produksi kapal troll line dan wawancara dengan pengelola galangan, tukang di galangan, serta Kepala UPTD PPI Binuangeun. Data sekunder diperoleh dari sumber yang telah ada guna mendukung penelitian. Data primer dan data sekunder yang dikumpulkan disajikan pada Tabel 1.
Tabel 1 Kebutuhan data primer dan sekunder
Data Sumber Jenis Data
1 Sistem layanan produksi galangan, penyediaan material dan sistem upah tenaga kerja
Pengelola galangan
Primer
2 Spesifikasi kapal, kebutuhan waktu produksi, teknis produksi dan tahapan proses produksi kapal
Tukang atau pembuat kapal
Primer
3 Lokasi dan kondisi galangan UPTD PPI Binuangeun
Primer 4 Spesifikasi kayu yang digunakan dalam
produksi kapal
BKI 1996 Sekunder
Prosedur Analisis Data Analisis Deskriptif
Analisis deskriptif digunakan untuk menganalisis kegiatan produksi kapal
troll line. Analisis deskriptif merupakan analisis suatu kasus atau kejadian
membuat gambaran mengenai situasi atau kejadian tersebut (Nazir 1988). Pada penelitian ini, analisis deskriptif dimulai dari pemasangan lunas hingga proses pemakalan, pendempulan, dan pengecatan. Proses produksi kapal diamati berdasarkan tahapan yang dilakukan. Selanjutnya tahapan tersebut digambarkan dalam bentuk diagram alir.
Analisis Jaringan Kerja
Analisis jaringan kerja yang digunakan menggunakan metode Critical Path
Method (CPM). CPM dikembangkan pada tahun 1957 oleh J. E. Kelly dari
Remmingron Rand dan M. R. Walker dari duPont untuk membantu para manager dalam masalah penjadwalan, memonitor, dan mengendalikan proyek besar dan
4
kompleks (Heizer dan Render 2009). Anggriawan (2015) menyatakan bahwa CPM digunakan untuk merencanakan dan mengendalikan aktivitas yang sudah pernah dikerjakan atau memiliki pengalaman mengerjakan pekerjaan yang sama pada proyek sebelumnya.
Ada dua macam estimasi baik waktu maupun biaya dalam metode CPM, yaitu estimasi normal dan estimasi crash. Perhitungan kedua jenis estimasi dimaksudkan untuk menemukan kegiatan-kegiatan pada jalur kritis, dimana waktu dapat dipercepat dengan total biaya minimum (Siswanto 2007). Efisiensi penyelesaian proyek dapat dicapai dalam hal waktu maupun biaya dengan menggunakan analisis CPM.
Proses analisis jaringan kerja CPM menurut Heizer dan Render (2009) meliputi enam langkah dasar, yaitu:
1 Menetapkan aktivitas dan menyiapkan struktur pecahan kerja;
2 Membangun hubungan antara kegiatan, memutuskan kegiatan mana yang harus didahulukan dan mana yang mengikuti yang lain;
3 Menggambarkan jaringan yang menghubungkan keseluruhan kegiatan; 4 Menetapkan perkiraan waktu dan atau biaya untuk setiap pekerjaan;
5 Menghitung jalur waktu terpanjang melalui jaringan, ini yang disebut dengan jalur kritis; dan
6 Menggunakan jaringan untuk membantu perencanaan, penjadwalan, dan pengendalian aktivitas.
Proses CPM terbagi menjadi tiga menurut Heizer dan Render (2009), yaitu: 1 Komponen jaringan
Jaringan menunjukkan saling hubung antara satu kegiatan dengan kegiatan lainnya. Pada jaringan CPM dikenal dengan istilah dummy, yaitu dua atau lebih kegiatan yang mulai dan berakhir pada titik yang sama. Ada dua pendekatan untuk menggambarkan jaringan proyek, yakni kegiatan pada titik (activity on node – AON) dan kegiatan pada panah (activity on arrow – AOA). Pada konvensi AON titik menunjukkan kegiatan, sedangkan pada AOA panah menunjukkan kegiatan. Pada Lampiran 1, disajikan gambar dari pemakaian jaringan AON dan AOA. 2 Jadwal aktivitas
Menentukan jadwal aktivitas artinya perlu identifikasi waktu mulai dan waktu selesai untuk setiap kegiatan yang menggunakan proses two-pass. Proses
two-pass terdiri atas forward pass dan backward pass untuk menentukan jadwal
waktu pada setiap kegiatan. ES (earliest start) dan EF (earliest finish) ditentukan selama forward pass. LS (latest start) dan LF (latest finish) ditentukan selama
backward pass. Keterangan: A = ES (Mulai terdahulu) B = LS (Mulai terakhir) C = Nama kegiatan D = Lamanya kegiatan E = EF (Selesai terdahulu) F = LF (Selesai terakhir) Gambar 1 Notasi yang digunakan pada titik untuk forward pass dan
backward pass A B C D E F
5 Hitungan maju (forward pass) merupakan identifikasi waktu-waktu terdahulu. Hitungan maju dimulai dari start (initial event) menuju finish (terminal
event) untuk menghitung waktu penyelesaian tercepat suatu kegiatan (EF), waktu
tercepat terjadi kegiatan (ES) dan saat paling cepat dimulainya suatu peristiwa (E). Heizer dan Render (2009) menyatakan mengenai aturan perhitungan waktu mulai terdahulu (earliest start) dan waktu selesai terdahulu (earliest finish), sebagai berikut:
a Aturan waktu mulai terdahulu (earliest start)
1) Sebelum suatu kegiatan dapat dimulai, kegiatan pendahulu langsungnya harus selesai.
2) Jika suatu kegiatan hanya mempunyai satu pendahulu langsung, .
3) Jika satu kegiatan mempunai satu pendahulu langsung, .
b Aturan selesai terdahulu (earliest finish)
Waktu selesai terdahulu (EF) dari suatu kegiatan adalah jumlah dari waktu mulai terdahulu (ES) dan waktu kegiatannya, yaitu:
.
Hitungan mundur (backward pass), dimulai dari kegiatan terakhir suatu proyek. Pada setiap kegiatan, pertama menentukan nilai EF (selesai terdahulu) dan diikuti dengan nilai ES (mulai terdahulu). Heizer dan Render (2009) menyatakan mengenai aturan perhitungan waktu selesai terakhir (latest finish) dan waktu mulai terakhir (latest start), sebagai berikut:
a Aturan waktu selesai terakhir (latest finish)
1) Jika suatu kegiatan adalah pendahulu langsung bagi hanya satu kegiatan, LF (selesai terakhir) sama dengan LS (mulai terakhir) dari kegiatan yang secara langsung mengikutinya.
2) Jika suatu kegiatan adalah pendahulu langsung bagi lebih dari satu kegiatan, maka LF adalah minimum dari seluruh nilai LS dari kegiatan-kegiatan yang secara langsung mengikutinya, yaitu:
b Aturan waktu mulai terakhir (latest start)
Waktu mulai terakhir (LS) dari suatu kegiatan adalah perbedaan antar waktu selesai terakhir (LF) dan waktu kegiatan, yaitu: – . 3 Hambatan aktivitas (slack activity) dan jalur kritis (critical path)
Waktu slack (slack time) yaitu waktu bebas yang dimiliki oleh setiap kegiatan untuk bisa diundur tanpa menyebabkan keterlambatan proyek keseluruhan. Cara menghitung nilai slack dapat menggunakan rumus:
Analisis jalur kritis membantu menentukan jadwal proyek. Jalur kritis adalah kegiatan yang tidak mempunyai waktu tenggang (S=0). Hal ini berarti kegiatan tersebut harus dimulai tepat pada ES agar tidak mengakibatkan bertambahnya waktu penyelesaian proyek. Kegiatan yang memiliki nilai slack = 0
6
disebut sebagai kegiatan kritis. Cara mengetahui jalur kritis dapat dengan menghitung dua waktu awal dan akhir untuk setiap kegiatan.
Perkiraan waktu tersebut digunakan untuk menghitung nilai yang diharapkan dan penyimpangan standar pada proses produksi kapal troll line. Pada analisis ini, CPM membuat asumsi bahwa aliran bahan baku dan material yang dibutuhkan berjalan lancar tanpa kendala kekurangan, tenaga kerja selalu ada selama proses produksi, serta pembayaran upah tenaga kerja terpenuhi oleh pemilik kapal.
HASIL DAN PEMBAHASAN
Kondisi Umum Galangan KapalUPTD PPI Binuangeun berada di bawah Dinas Kelautan dan Perikanan (DKP) Kabupaten Lebak. UPTD PPI Binuangeun mendirikan Tempat Pelelangan Ikan (TPI) dan galangan kapal. TPI dikelola oleh UPTD PPI Binuangeun sendiri, sedangkan galangan kapal dikontrakkan dan dikelola oleh Bapak Supandi dan Bapak Encuh. Galangan kapal tradisional di PPI Binuangeun berdiri sejak tahun 2004, tidak ada struktur organisasi yang jelas dalam mengelola galangan kapal. Selain itu, tukang kapal sebagian berasal dari kalangan keluarga besar. Teknologi pembuatan kapal diperoleh dari pengetahuan atau pengalaman bekerja pada galangan kayu lain secara bertahun-tahun. Kegiatan pengarsipan data pada pembuatan dan reparasi kapal di galangan tidak dijumpai.
Berdasarkan wawancara, produksi kapal di galangan ini sekitar 4 unit pertahun dan untuk perbaikan kapal sekitar 12 unit pertahun. Pembuatan kapal di galangan berkisar antara 4 hingga 6 bulan lamanya dan untuk perbaikan kapal tergantung dari parah atau tidaknya kapal tersebut. Pengerjaan kapal dengan perbaikan ringan berkisar antara 2 minggu dan pengerjaan kapal dengan perbaikan berat seperti perbaikan pada badan kapal berkisar antara 4 hingga 8 minggu. Selain itu, lamanya pengerjaan kapal juga dipengaruhi oleh banyaknya tukang yang mengerjakan kapal tersebut.
Jumlah tenaga kerja tetap yang bekerja di galangan Binuangeun sebanyak 10 orang yang dibagi menjadi beberapa tim untuk mengerjakan reparasi kapal maupun pembuatan beberapa kapal baru di galangan. Pengerjaan reparasi biasanya dilakukan oleh pegawai dari pemilik kapal sehingga galangan hanya menerima jasa penyewaan tempat. Pengerjaan produksi kapal di galangan Binuangeun memerlukan 3 sampai 5 orang tukang. Banyaknya tenaga kerja disesuaikan dengan besar atau kecilnya kapal yang akan diproduksi. Masing-masing tenaga kerja memiliki fungsi dan peran yang saling melengkapi. Fungsi dan peran tersebut berkaitan dengan tugas dan pengalaman dari para tenaga kerja. Semakin banyak tukang yang membuat sebuah kapal, maka akan mempercepat penyelesaiannya. Sebaliknya apabila tukang yang mengerjakan sebuah kapal sedikit, maka penyelesaian kapal akan semakin lama.
Pengelola galangan kapal di PPI Binuangeun merangkap menjadi tukang kapal, tidak ada spesialisasi dan pembagian kerja yang jelas. Pembuatan dan perbaikan kapal menjadi tanggung jawab semua tukang yang mengerjakan kapal
7 tersebut. Seorang tenaga kerja tidak hanya terfokus pada suatu pekerjaan tertentu saja. Tingkat pendidikan para tukang juga bukan dasar dalam pengangkatan tenaga kerja. Umumnya pendidikan para tukang kapal yaitu Sekolah Dasar (SD), atau tidak tamat Sekolah Dasar (SD), dan ada diantaranya tamatan Sekolah Menengah Pertama (SMP). Pelatihan khusus tidak ada bagi para tukang sebelum ikut bekerja dalam tim pembuatan maupun perbaikan kapal. Tingkat keahlian tukang pada galangan sangat ditentukan oleh pengalaman dari lama mereka bekerja atau jumlah kapal yang telah mereka buat. Selain itu menurut Nofrizal et
al (2014), kecerdasan dan keterampilan juga merupakan faktor dari tingkat
keahlian tukang kapal tersebut.
Spesifikasi Kapal Troll line
Kapal troll line yang diteliti merupakan kapal kayu yang saat penelitian dilaksanakan sedang dalam proses pengerjaan. Pembangunan kapal tersebut dilakukan secara tradisional dan manual, tidak menggunakan gambar-gambar desain yang terdiri dari rencana garis (lines plan), rencana umum (general
arrangement), midship section, dan gambar konstruksi sebagai salah satu syarat
teknis yang harus dipenuhi kapal. Pembuatan kapal juga tidak dilengkapi dengan perhitungan-perhitungan hidrostatik, stabilitas, dan lainnya. Tukang kapal di galangan membuat kapal sesuai permintaan pemilik kapal.
Total waktu pengerjaan kapal troll line ini berlangsung selama 153 hari. Berdasarkan hasil penelitian lapang, diperoleh spesifikasi kapal troll line seperti berikut:
Tabel 2 Ukuran dimensi utama kapal troll line
No Spesifikasi Ukuran
1 Panjang seluruh kapal (LOA) 15 m
2 Lebar kapal maksimum (Bmax) 3,7 m
3 Dalam kapal (D) 2 m
4 Serat air kapal (d) 2,5 m
5 Tonase kapal (GT) 4 GT
Proses pembuatan kapal troll line dimulai dari bulan Maret 2016 dan direncanakan akan selesai pada bulan Agustus 2016. Perkiraan biaya yang dibutuhkan untuk penyediaan material, upah tenaga kerja, serta penyediaan alat pendukung sebesar Rp 60.000.000,-. Proses produksi dilakukan dalam beberapa tahapan produksi yang dimulai dari proses persiapan, pengerjaan lunas, serta sampai dengan proses peluncuran kapal.
Material kapal
Kapal troll line yang dibuat berbahan dasar kayu. Kayu memiliki variasi dalam kelas awet dan kelas kuat sehingga dapat dipilih jenis kayu dengan struktur konstruksi yang kuat dan tahan lama. Selain itu faktor yang menjadi pertimbangan yaitu ada atau tidaknya cacat kayu serta mudah atau tidaknya jenis kayu tersebut dikerjakan dan dibentuk. Apabila kayu yang dibuat dalam pembuatan kapal cacat, maka kontruksi kapal menjadi tidak sempurna. Jenis kayu yang digunakan adalah
8
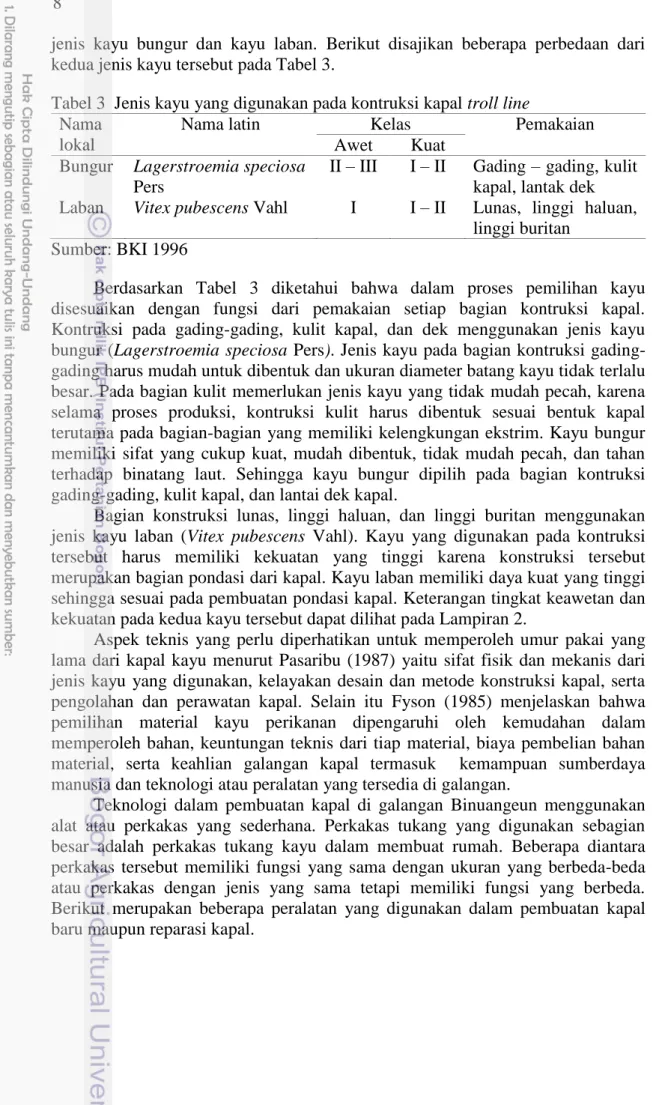
jenis kayu bungur dan kayu laban. Berikut disajikan beberapa perbedaan dari kedua jenis kayu tersebut pada Tabel 3.
Tabel 3 Jenis kayu yang digunakan pada kontruksi kapal troll line Nama
lokal
Nama latin Kelas Pemakaian
Awet Kuat Bungur Lagerstroemia speciosa
Pers
II – III I – II Gading – gading, kulit kapal, lantak dek Laban Vitex pubescens Vahl I I – II Lunas, linggi haluan,
linggi buritan Sumber: BKI 1996
Berdasarkan Tabel 3 diketahui bahwa dalam proses pemilihan kayu disesuaikan dengan fungsi dari pemakaian setiap bagian kontruksi kapal. Kontruksi pada gading-gading, kulit kapal, dan dek menggunakan jenis kayu bungur (Lagerstroemia speciosa Pers). Jenis kayu pada bagian kontruksi gading-gading harus mudah untuk dibentuk dan ukuran diameter batang kayu tidak terlalu besar. Pada bagian kulit memerlukan jenis kayu yang tidak mudah pecah, karena selama proses produksi, kontruksi kulit harus dibentuk sesuai bentuk kapal terutama pada bagian-bagian yang memiliki kelengkungan ekstrim. Kayu bungur memiliki sifat yang cukup kuat, mudah dibentuk, tidak mudah pecah, dan tahan terhadap binatang laut. Sehingga kayu bungur dipilih pada bagian kontruksi gading-gading, kulit kapal, dan lantai dek kapal.
Bagian konstruksi lunas, linggi haluan, dan linggi buritan menggunakan jenis kayu laban (Vitex pubescens Vahl). Kayu yang digunakan pada kontruksi tersebut harus memiliki kekuatan yang tinggi karena konstruksi tersebut merupakan bagian pondasi dari kapal. Kayu laban memiliki daya kuat yang tinggi sehingga sesuai pada pembuatan pondasi kapal. Keterangan tingkat keawetan dan kekuatan pada kedua kayu tersebut dapat dilihat pada Lampiran 2.
Aspek teknis yang perlu diperhatikan untuk memperoleh umur pakai yang lama dari kapal kayu menurut Pasaribu (1987) yaitu sifat fisik dan mekanis dari jenis kayu yang digunakan, kelayakan desain dan metode konstruksi kapal, serta pengolahan dan perawatan kapal. Selain itu Fyson (1985) menjelaskan bahwa pemilihan material kayu perikanan dipengaruhi oleh kemudahan dalam memperoleh bahan, keuntungan teknis dari tiap material, biaya pembelian bahan material, serta keahlian galangan kapal termasuk kemampuan sumberdaya manusia dan teknologi atau peralatan yang tersedia di galangan.
Teknologi dalam pembuatan kapal di galangan Binuangeun menggunakan alat atau perkakas yang sederhana. Perkakas tukang yang digunakan sebagian besar adalah perkakas tukang kayu dalam membuat rumah. Beberapa diantara perkakas tersebut memiliki fungsi yang sama dengan ukuran yang berbeda-beda atau perkakas dengan jenis yang sama tetapi memiliki fungsi yang berbeda. Berikut merupakan beberapa peralatan yang digunakan dalam pembuatan kapal baru maupun reparasi kapal.
9 Tabel 4 Peralatan tukang kapal
No Nama barang Jumlah (unit) Keterangan
1 Bor listrik 4 Baik
2 Gergaji tangan 6 Baik
3 Generator set 1 Baik
4 Palu besi 12 Baik
5 Pahat besi 5 Baik
6 Pres papan 10 Baik
7 Gurinda listrik 2 Baik
8 Trakel 2 Baik
9 Alat las 1 Baik
10 Serutan listrik 4 Baik
11 Obeng ketok 3 Baik
12 Water pas 2 Baik
Sistem Produksi Kapal
Pembuatan kapal troll line dikerjakan oleh 3 orang tukang. Sistem produksi pada galangan tersebut sangat sederhana. Pengelola kapal hanya bertanggung jawab dalam proses produksi kapal. Pemilik kapal bertanggung jawab terhadap pemenuhan material, mesin kapal, dan tenaga kerja untuk melakukan pengecatan pada kapal yang dipesan. Para tukang membuat kapal sesuai dengan pemesanan pemilik kapal hingga pemasangan mesin kapal. Selanjutnya pengecatan kapal dilakukan oleh karyawan atau pegawai dari pemilik kapal.
Sistem upah atau gaji tukang kapal di galangan tradisional terdiri dari dua macam, yaitu sistem borongan dan harian. Penetapan gaji atau upah tidak memakai dasar baku tertentu. Pada sistem borongan produksi kapal, pembayaran upah dilakukan berdasarkan bagi hasil usaha. Hasil usaha tersebut dibagi merata antar tukang kapal. Sehingga dapat diartikan bahwa pembagian hasil usaha tersebut tidak berdasarkan profesionalisme kerja. Pada sistem pembayaran upah borongan tenaga kerja berjalan dari pemilik kapal. Apabila tenaga kerja atau tukang kapal ingin melakukan kasbon (meminta upah atau gaji di awal), tukang tersebut langsung meminta kepada pemilik kapal. Jumlah upah yang diminta akan dikurangi dari jumlah upah atau gaji yang sebelumnya sudah disepakati sedangkan untuk upah kerja harian, biasanya dilakukan pada perbaikan kapal. Upah dari setiap pekerja atau tukang kapal berkisar antara Rp 90.000 – 150.000 per harinya tergantung dari kesepakatan antara pemilik kapal dan tukang kapal. Pengelolaan galangan kapal diwajibkan membayar retribusi pada UPTD PPI Binuangeun sejumlah Rp 8.000.000,- pertahunnya. Hal ini bertujuan untuk perbaikan dan pengembangan galangan.
Tahapan Proses Produksi Kapal Troll Line
Proses produksi atau pembuatan kapal di galangan tradisional Binuangeun tidak berdasarkan desain dan konstruksi yang didasarkan pada BKI. Pembuatan kapal dilakukan berdasarkan perkiraan. Sedangkan untuk ukuran panjang dan lebar kapal adalah permintaan dari pemilik kapal. Berikut proses dan tahapan kegiatan produksi kapal troll line.
10
1 Pengerjaan lunas
Lunas merupakan konstruksi dasar dari sebuah kapal. Susunan konstruksi dasar adalah suatu susunan konstruksi yang terdiri dari kerangka memanjang ataupun melintang yang terletak pada bagian dinding memanjang kapal mulai dari linggi haluan sampai linggi buritan (Djaya dan Sofi’i 2008). Proses pemasangan konstruksi lunas diawali dengan persiapan lokasi dengan bantalan balok sepanjang badan lunas. Setelah persiapan selesai dilakukan pemasangan lunas. Selanjutnya dilakukan penyerutan bagian atas lunas serta pengukuran untuk menentukan titik pemasangan bagian konstruksi linggi haluan dan buritan. Balok yang digunakan merupakan balok panjang tanpa sambungan. Iskandar (1990) menjelaskan bahwa sistem kapal dengan kayu tanpa sambungan (kayu utuh) akan memberikan beban konstruksi merata, sehingga beban kapal secara keseluruhan menjadi lebih kuat dan kokoh.
2 Pemasangan linggi haluan
Djaya dan Sofi’i (2008) menyatakan linggi haluan yaitu bagian terdepan kapal. Linggi haluan juga merupakan tempat untuk menempelkan pelaut kulit dan penguat utama di bagian ujung depan kapal. Selain itu sebagai penghubung dari kulit papan bagian kiri dan kanan serta menghubungakan galar-galar pada kedua sisi kapal. Pemasangan linggi haluan dilakukan dengan menggunakan cara ditanggen (purus) yang masuk ke linggi. Kemudian untuk memperkuat linggi haluan, dilakukan dengan penyiku yang diikat dengan baut. Pemasangan baut ini bertujuan untuk memastikan bahwa pemasangan linggi haluan dan lunas terpasang dengan kuat dan kokoh.
3 Pemasangan linggi buritan
Menurut Djaya dan Sofi’i (2008), linggi buritan adalah bagian konstruksi kapal yang merupakan kelanjutan lunas kapal. Linggi buritan juga diartikan sebagai kerangka konstruksi yang membentuk ujung buritan kapal dan menyangga kemudi serta poros baling-baling. Pada dasarnya cara pemasangan linggi buritan sama dengan pemasangan linggi haluan. Pasaribu (1985) menyatakan bahwa balok yang digunakan pada linggi buritan memiliki ukuran yang lebih tebal dibandingkan dengan balok pada linggi haluan.
4 Pemasangan papan lambung kapal
Papan lambung terbuat dari kayu bungur (Lagerstroemia speciosa Pers). Papan lambung dipasang tidak masuk ke lunas yang berbentuk alur. Pemasangan lambung hanya dilekatkan dengan diikat pen (pasak) kayu pung. Menurut standar BKI, papan lambung harus dipasang masuk kedalam alur pada lunas dan linggi. Papan lambung berfungsi memberikan kekuatan membujur, menentukan keawetan kapal, serta melindungi kerangka kapal bagian dalam. Pemasangan papan kulit dilakukan setelah pemasangan lunas dan linggi serta sebelum dilakukannya pemasangan gading-gading. Cara ini tidak sesuai standar pembangunan kapal yang seharusnya lebih mendahulukan gading-gading dari pada pengerjaan papan lambung.
11 5 Pemasangan gading-gading
Gading-gading merupakan rangka pada konstruksi kapal serta tempat melekatnya kulit kapal. Pada kapal troll line yang diteliti, gading-gading terdiri dari 3 balok kayu yang dirangkai. Pemasangan gading-gading dimulai dari bagian tengah kapal menuju ke haluan dan buritan kapal. Pemasangan gading-gading ini juga dilakukan setelah sebagian dari kulit kapal terpasang yang mengakibatkan bentuk gading-gading mengikuti bentuk kulit luar. Hal ini dapat mengurangi kekuatan dan kekokohan kapal.
6 Pemasangan papan kulit kapal
Ketebalan papan yang digunakan pada seluruh bagian kapal sama. Padahal telah disyaratkan oleh BKI bahwa untuk jalur lunas papan-papan hendaknya lebih tebal dari bagian lainnya. Pemasangan papan dimulai dari pemilihan papan. Papan yang telah dipilih selanjutnya dihaluskan dengan alat penyerut kayu dan kemudian dilakukan pengukuran untuk menentukan titik pemasangan paku. Titik pemasangan paku terdapat tepat ditengah sisi papan sehingga harus dibantu dengan menggunakan jangka. Setelah pengukuran selesai, dilakukan pengeboran pada bagian tersebut. Bagian sisi alas pemasangan papan dipasang gelam (kulit kayu putih) yang beguna untuk menghindari gesekan langsung antar kulit terpasang serta sebagai bahan pelapis yang mengisi celah antar kulit. Kemudian dilakukan proses pemasangan papan. Pada pemasangan kulit pada bagian lengkung, sebelumnya harus dilakukan pelengkungan dengan pemanasan papan. Hal ini berguna untuk menghindari keretakan atau kerusakan pada papan.
7 Pemasangan geladak atau dek
Pemasangan geladak menggunakan lembaran papan yang disusun secara berurutan. Geladak merupakan lantai kapal yang menjadi salah satu pusat aktivitas nelayan. Proses pemasangan geladak dimulai dengan pemasangan balok penyangga yang dipasang secara melintang dan menghubungkan antar sisi kiri dan kanan dinding kapal. Pada kapal troll line menggunakan dek terbuka dan ada sedikit dipasang pada badan haluan. Kondisi tersebut tidak digunakan untuk landasan tempat bekerja sehingga tidak harus mengikuti standar yang dianjurkan oleh BKI (1996).
8 Pengerjaan palka
Palka merupakan ruangan dibawah geladak yang berguna untuk menyimpan muatan. Anadi (2012) menjelaskan bahwa kapal pancing tonda umumnya tidak mempunyai tempat penyimpanan hasil tangkapan yang memenuhi syarat. Pengerjaan palka dilakukan setelah kulit kapal dan gading-gading kapal terpasang. Proses pengerjaan palka dilakukan dengan beberapa tahapan. Tahap tersebut dimulai dengan pemasangan alas pada palka. Hal ini bertujuan sebagai alas dasar pada palka. Proses pemasangan alas palka tersebut menggunakan lapisan papan yang telah diukur sesuai dengan besarnya palka dan dihaluskan terlebih dahulu. Kemudian papan dieratkan pada bidang terpasang dengan menggunakan paku besi yang sebelumnya telah dilakukan penentuan titik dan pengeboran untuk pemasangan paku tersebut. Setelah alas palka terpasang dilanjutkan dengan pemasangan sekat palka. Proses pemasangan sekat palka sama dengan proses pemasangan pada kulit kapal. Sekat tersebut dipasang tersusun secara berurutan.
12
Proses terakhir pada pengerjaan palka yaitu pembuatan tutup palka. Pembuatan palka pada kapal troll line sebanyak 3 buah yang berada di haluan kapal. Palka tersebut memiliki 2 ukuran. Ukuran palka yang lebih kecil dibuat pada bagian kapal paling depan.
9 Pengerjaan bangunan atas
Pengerjaan bangunan atas atau biasa disebut ruang kemudi meliputi beberapa kegiatan diantaranya pemasangan tiang atau rangka, atap dan dinding. Pengerjaan bangunan atas berguna sebagai ruang kemudi serta sebagai tempat istirahat nelayan pada saat melakukan operasi penangkapan ikan.
10 Pemakalan, pendempulan, dan pengecatan
Pemakalan adalah kegiatan menambal bagian-bagian antar papan pada lambung kapal. Biasanya pemakalan dilakukan dengan menggunakan makjun.
Makjun yakni semacam serat terbuka dari rami (Pasaribu 1985). Kemudian bagian
yang dipakal, diluminasi menggunakan dempul. Setelah dempul kering, dilakukan pengecatan pada tiap-tiap bagian kapal serta dilakukan pengecekan pada instalasi mesin yang sudah terpasang.
11 Pembuatan pondasi mesin
Pondasi mesin dipasang membujur dibagian buritan diatas gading dasar. Jarak antara pondasi mesin disesuaikan dengan ukuran lebar pada mesin. Dijelaskan pada BKI (1996) bahwa ukuran pondasi mesin penggerak tidak hanya tergantung pada tenaga motor, tetapi juga pada berat dan ukuran mesin. Konstruksi dudukan mesin diatur sedemikian rupa agar sedikit miring kebelakang dengan tujuan letak baling-baling benar – benar dalam air. Papan yang digunakan dalam pembuatan pondasi mesin harus kokoh dan kuat. Hal ini dimaksudkan untuk menjaga kedudukan mesin agar tetap pada posisinya yang diakibatkan dari olah gerak kapal dan getaran mesin itu sendiri.
12 Pemasangan instalasi mesin
Proses instalasi mesin merupakan proses instalasi antara baling-baling kapal, mesin, serta instalasi pada ruang kemudi. Pengerjaan instalasi mesin dilakukan oleh pengelola galangan yang juga bekerja sebagai juru mesin. Pengelola galangan memiliki pengalaman yang cukup lama dalam pembuatan dan pemasangan instalasi mesin pada kapal. Tahapan pembuatan pondasi dan pemasangan mesin ini berbeda dengan tahapan pembuatan pondasi mesin pada umumnya. Pada kedua kegiatan ini biasanya dilakukan sebelum tahap pengerjaan bangunan atas kapal. Oleh karena itu pada penelitian ini, sebelum melakukan pengerjaan bangunan atas, tukang kapal harus sudah mengetahui jenis dan ukuran dari mesin kapal tersebut. Hal ini dilakukan untuk menghindari ketidaksesuaian bangunan yang sudah dibuat dengan ukuran mesin kapal.
13 Peluncuran kapal
Peluncuran kapal dilakukan setelah semua proses pembuatan selesai. Hal ini dikarenakan slipway yang terdapat pada galangan tradisional Binuangeun sangat terbatas. Proses peluncuran kapal ini dilakukan dengan cara melepaskan bantalan balok yang digunakan sebagai penyangga. Proses selanjutnya adalah pelepasan
13 tali yang terdapat pada slipway. Proses ini dilakukan secara perlahan untuk menghindari kapal terbalik pada saat proses peluncuran kapal.
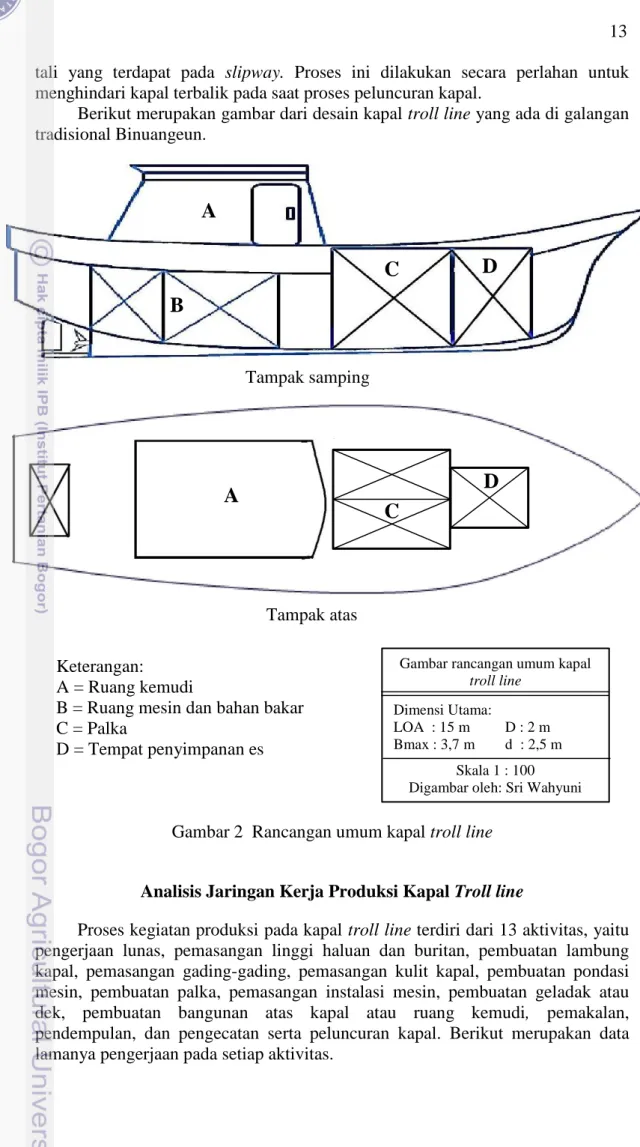
Berikut merupakan gambar dari desain kapal troll line yang ada di galangan tradisional Binuangeun.
Keterangan: A = Ruang kemudi
B = Ruang mesin dan bahan bakar C = Palka
D = Tempat penyimpanan es
Gambar 2 Rancangan umum kapal troll line
Analisis Jaringan Kerja Produksi Kapal Troll line
Proses kegiatan produksi pada kapal troll line terdiri dari 13 aktivitas, yaitu pengerjaan lunas, pemasangan linggi haluan dan buritan, pembuatan lambung kapal, pemasangan gading-gading, pemasangan kulit kapal, pembuatan pondasi mesin, pembuatan palka, pemasangan instalasi mesin, pembuatan geladak atau dek, pembuatan bangunan atas kapal atau ruang kemudi, pemakalan, pendempulan, dan pengecatan serta peluncuran kapal. Berikut merupakan data lamanya pengerjaan pada setiap aktivitas.
Gambar rancangan umum kapal troll line
Dimensi Utama:
LOA : 15 m D : 2 m Bmax : 3,7 m d : 2,5 m
Skala 1 : 100 Digambar oleh: Sri Wahyuni
Tampak samping Tampak atas
A
B
C
D
A
C
D
14
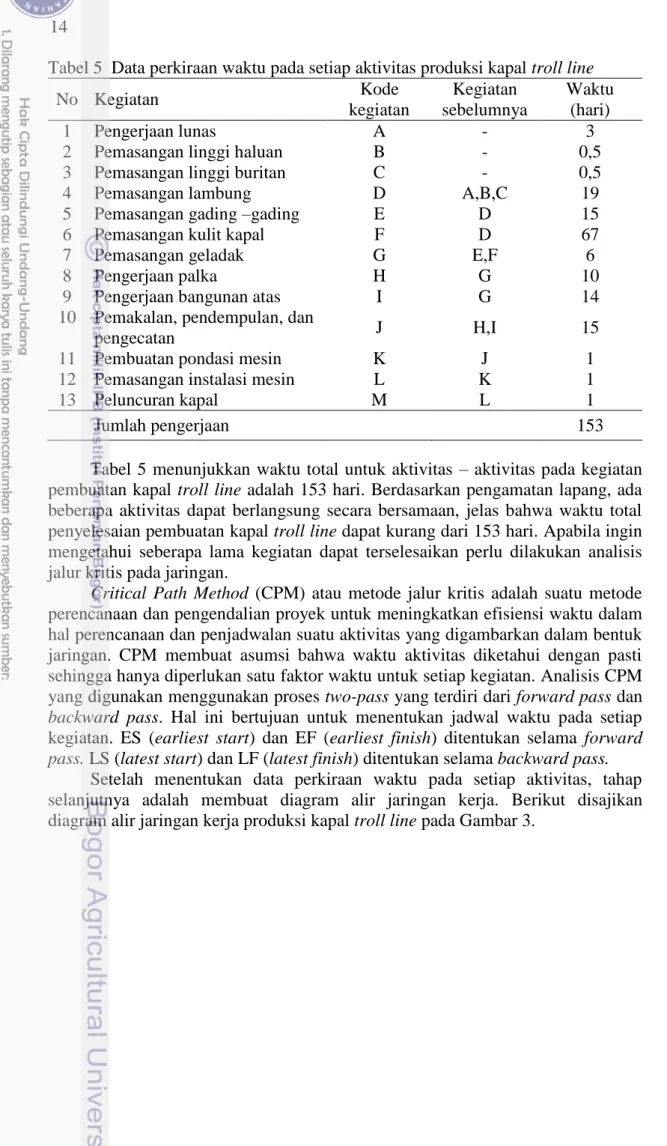
Tabel 5 Data perkiraan waktu pada setiap aktivitas produksi kapal troll line
No Kegiatan Kode kegiatan Kegiatan sebelumnya Waktu (hari) 1 Pengerjaan lunas A - 3
2 Pemasangan linggi haluan B - 0,5
3 Pemasangan linggi buritan C - 0,5
4 Pemasangan lambung D A,B,C 19
5 Pemasangan gading –gading E D 15
6 Pemasangan kulit kapal F D 67
7 Pemasangan geladak G E,F 6
8 Pengerjaan palka H G 10
9 Pengerjaan bangunan atas I G 14
10 Pemakalan, pendempulan, dan
pengecatan J H,I 15
11 Pembuatan pondasi mesin K J 1
12 Pemasangan instalasi mesin L K 1
13 Peluncuran kapal M L 1
Jumlah pengerjaan 153
Tabel 5 menunjukkan waktu total untuk aktivitas – aktivitas pada kegiatan pembuatan kapal troll line adalah 153 hari. Berdasarkan pengamatan lapang, ada beberapa aktivitas dapat berlangsung secara bersamaan, jelas bahwa waktu total penyelesaian pembuatan kapal troll line dapat kurang dari 153 hari. Apabila ingin mengetahui seberapa lama kegiatan dapat terselesaikan perlu dilakukan analisis jalur kritis pada jaringan.
Critical Path Method (CPM) atau metode jalur kritis adalah suatu metode
perencanaan dan pengendalian proyek untuk meningkatkan efisiensi waktu dalam hal perencanaan dan penjadwalan suatu aktivitas yang digambarkan dalam bentuk jaringan. CPM membuat asumsi bahwa waktu aktivitas diketahui dengan pasti sehingga hanya diperlukan satu faktor waktu untuk setiap kegiatan. Analisis CPM yang digunakan menggunakan proses two-pass yang terdiri dari forward pass dan
backward pass. Hal ini bertujuan untuk menentukan jadwal waktu pada setiap
kegiatan. ES (earliest start) dan EF (earliest finish) ditentukan selama forward
pass. LS (latest start) dan LF (latest finish) ditentukan selama backward pass.
Setelah menentukan data perkiraan waktu pada setiap aktivitas, tahap selanjutnya adalah membuat diagram alir jaringan kerja. Berikut disajikan diagram alir jaringan kerja produksi kapal troll line pada Gambar 3.
15
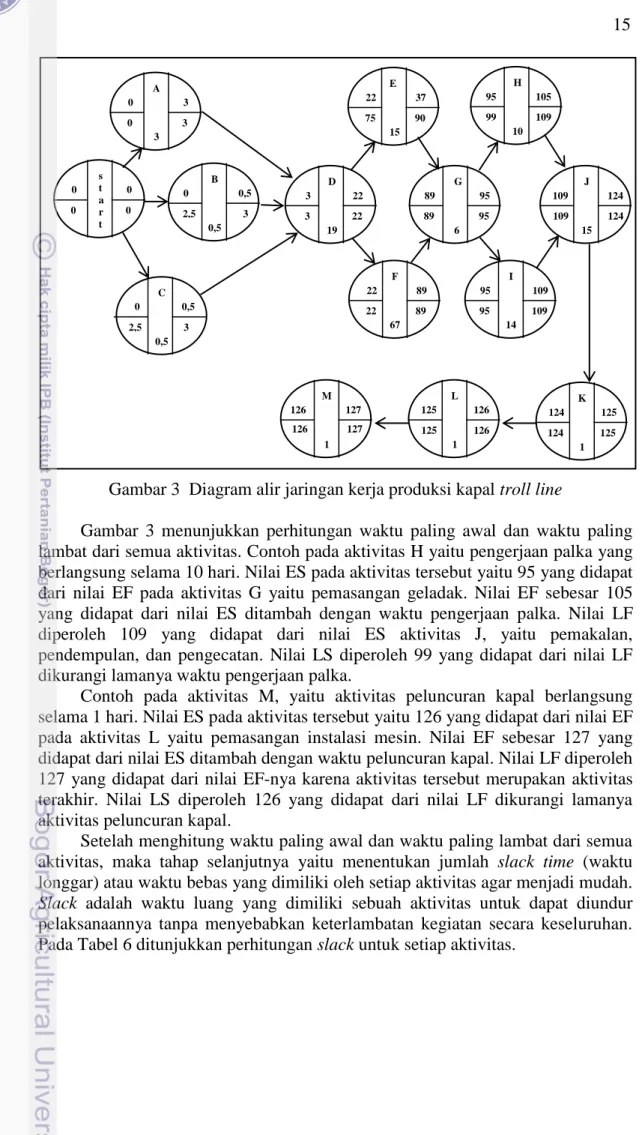
Gambar 3 Diagram alir jaringan kerja produksi kapal troll line
Gambar 3 menunjukkan perhitungan waktu paling awal dan waktu paling lambat dari semua aktivitas. Contoh pada aktivitas H yaitu pengerjaan palka yang berlangsung selama 10 hari. Nilai ES pada aktivitas tersebut yaitu 95 yang didapat dari nilai EF pada aktivitas G yaitu pemasangan geladak. Nilai EF sebesar 105 yang didapat dari nilai ES ditambah dengan waktu pengerjaan palka. Nilai LF diperoleh 109 yang didapat dari nilai ES aktivitas J, yaitu pemakalan, pendempulan, dan pengecatan. Nilai LS diperoleh 99 yang didapat dari nilai LF dikurangi lamanya waktu pengerjaan palka.
Contoh pada aktivitas M, yaitu aktivitas peluncuran kapal berlangsung selama 1 hari. Nilai ES pada aktivitas tersebut yaitu 126 yang didapat dari nilai EF pada aktivitas L yaitu pemasangan instalasi mesin. Nilai EF sebesar 127 yang didapat dari nilai ES ditambah dengan waktu peluncuran kapal. Nilai LF diperoleh 127 yang didapat dari nilai EF-nya karena aktivitas tersebut merupakan aktivitas terakhir. Nilai LS diperoleh 126 yang didapat dari nilai LF dikurangi lamanya aktivitas peluncuran kapal.
Setelah menghitung waktu paling awal dan waktu paling lambat dari semua aktivitas, maka tahap selanjutnya yaitu menentukan jumlah slack time (waktu longgar) atau waktu bebas yang dimiliki oleh setiap aktivitas agar menjadi mudah.
Slack adalah waktu luang yang dimiliki sebuah aktivitas untuk dapat diundur
pelaksanaannya tanpa menyebabkan keterlambatan kegiatan secara keseluruhan. Pada Tabel 6 ditunjukkan perhitungan slack untuk setiap aktivitas.
s t a r t 0 0 0 0 H 10 95 105 99 109 J 15 109 124 109 124 I 14 95 109 95 109 G 6 89 95 89 95 E 15 22 37 75 90 D 19 3 22 3 22 C 0,5 0 0,5 2,5 3 F 67 22 89 22 89 A 3 0 3 0 3 B 0,5 0 0,5 2,5 3 K 1 124 125 124 125 L 1 125 126 125 126 M 1 126 127 126 127
16
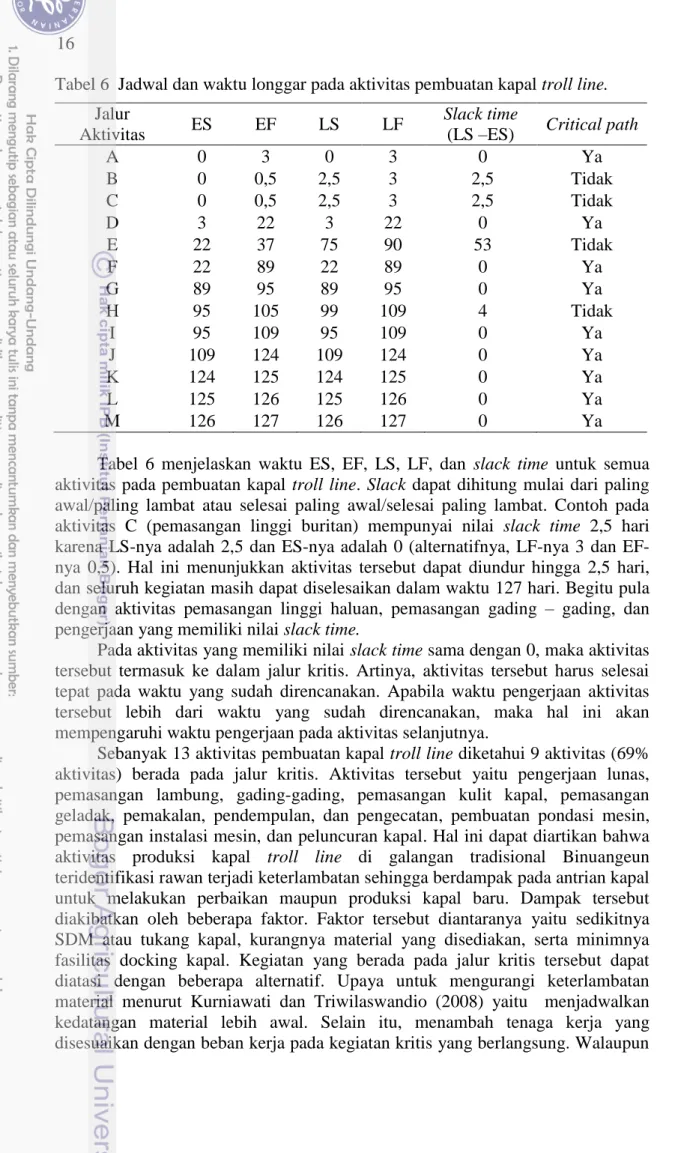
Tabel 6 Jadwal dan waktu longgar pada aktivitas pembuatan kapal troll line.
Tabel 6 menjelaskan waktu ES, EF, LS, LF, dan slack time untuk semua aktivitas pada pembuatan kapal troll line. Slack dapat dihitung mulai dari paling awal/paling lambat atau selesai paling awal/selesai paling lambat. Contoh pada aktivitas C (pemasangan linggi buritan) mempunyai nilai slack time 2,5 hari karena LS-nya adalah 2,5 dan ES-nya adalah 0 (alternatifnya, LF-nya 3 dan EF-nya 0,5). Hal ini menunjukkan aktivitas tersebut dapat diundur hingga 2,5 hari, dan seluruh kegiatan masih dapat diselesaikan dalam waktu 127 hari. Begitu pula dengan aktivitas pemasangan linggi haluan, pemasangan gading – gading, dan pengerjaan yang memiliki nilai slack time.
Pada aktivitas yang memiliki nilai slack time sama dengan 0, maka aktivitas tersebut termasuk ke dalam jalur kritis. Artinya, aktivitas tersebut harus selesai tepat pada waktu yang sudah direncanakan. Apabila waktu pengerjaan aktivitas tersebut lebih dari waktu yang sudah direncanakan, maka hal ini akan mempengaruhi waktu pengerjaan pada aktivitas selanjutnya.
Sebanyak 13 aktivitas pembuatan kapal troll line diketahui 9 aktivitas (69% aktivitas) berada pada jalur kritis. Aktivitas tersebut yaitu pengerjaan lunas, pemasangan lambung, gading-gading, pemasangan kulit kapal, pemasangan geladak, pemakalan, pendempulan, dan pengecatan, pembuatan pondasi mesin, pemasangan instalasi mesin, dan peluncuran kapal. Hal ini dapat diartikan bahwa aktivitas produksi kapal troll line di galangan tradisional Binuangeun teridentifikasi rawan terjadi keterlambatan sehingga berdampak pada antrian kapal untuk melakukan perbaikan maupun produksi kapal baru. Dampak tersebut diakibatkan oleh beberapa faktor. Faktor tersebut diantaranya yaitu sedikitnya SDM atau tukang kapal, kurangnya material yang disediakan, serta minimnya fasilitas docking kapal. Kegiatan yang berada pada jalur kritis tersebut dapat diatasi dengan beberapa alternatif. Upaya untuk mengurangi keterlambatan material menurut Kurniawati dan Triwilaswandio (2008) yaitu menjadwalkan kedatangan material lebih awal. Selain itu, menambah tenaga kerja yang disesuaikan dengan beban kerja pada kegiatan kritis yang berlangsung. Walaupun
Jalur
Aktivitas ES EF LS LF
Slack time
(LS –ES) Critical path
A 0 3 0 3 0 Ya B 0 0,5 2,5 3 2,5 Tidak C 0 0,5 2,5 3 2,5 Tidak D 3 22 3 22 0 Ya E 22 37 75 90 53 Tidak F 22 89 22 89 0 Ya G 89 95 89 95 0 Ya H 95 105 99 109 4 Tidak I 95 109 95 109 0 Ya J 109 124 109 124 0 Ya K 124 125 124 125 0 Ya L 125 126 125 126 0 Ya M 126 127 126 127 0 Ya
17 hal tersebut dapat berkaitan dengan penambahan upah tenaga kerja yang dikeluarkan oleh pemilik kapal.
Hasil dari analisis CPM, diketahui bahwa produksi kapal troll line tercepat dapat berlangsung selama 127 hari. Aktivitas produksi kapal tersebut lebih cepat 26 hari dari waktu perkiraan awal yaitu 153 hari. Apabila pekerja atau tukang dapat menyelesaikan produksi kapal selama 127 hari maka produktivitas pada galangan akan meningkat dari sebelumnya. Hasil perhitungan waktu yang dilakukan oleh galangan pada 10 orang pekerja yang dibagi menjadi 2 tim pembuat kapal baru tiap tahunnya membutuhkan waktu produksi 153 hari sebanyak 4 unit kapal. Sedangkan hasil perhitngan dengan metode CPM membutuhkan waktu selama 127 hari sehingga produksi kapal di Binuangeun dapat meningkat menjadi 4,5 unit kapal. Berdasarkan hal tersebut, maka penggunaan metode CPM dapat menghemat waktu dan biaya produksi kapal serta dapat menambah penerimaan dari tenaga kerja itu sendiri (Sugiyarto et al 2013).
Pendekatan CPM dapat digunakan untuk mengetahui waktu paling awal dan paling lambat serta jalur kritis terkait dengan asumsi semua waktu aktivitasnya diketahui dan tetap. Hal tersebut mengartikan bahwa tidak ada variabilitas dalam waktu aktivitas. Walaupun demikian, pada kenyataannya waktu penyelesaian aktivitas mungkin dapat bervariasi dan bergantung pada berbagai faktor.
SIMPULAN DAN SARAN
Simpulan1 Proses produksi dari pembuatan kapal troll line di galangan tradisional Binuangeun terdiri dari 13 kegiatan. Kegiatan tersebut dimulai dari pengerjaan lunas, pemasangan linggi haluan, pemasangan linggi buritan, pemasangan lambung, pemasangan gading – gading, pemasangan kulit kapal, pemasangan geladak, pengerjaan palka, pengerjaan bangunan atas, pemakalan, pendempulan, dan pengecatan, pembuatan pondasi mesin, pemasangan instalasi mesin dan yang terakhir peluncuran kapal. Pembuatan kapal dilakukan secara tradisional dengan peralatan tukang seadanya.
2 Total waktu pengerjaan kapal troll line berlangsung selama 153 hari dengan tenaga kerja sebanyak 3 orang. Pada kegiatan pembuatan kapal troll line terdapat 9 jalur kritis dari 13 aktivitas yaitu pengerjaan lunas, pemasangan lambung, gading-gading, pemasangan kulit kapal, pemasangan geladak, pemakalan, pendempulan, dan pengecatan, pembuatan pondasi mesin, pemasangan instalasi mesin, dan peluncuran kapal. Hal tersebut dapat diartikan bahwa sebanyak 69% kegiatan pembuatan kapal troll line harus dikerjakan tepat pada waktunya.
3 Pada analisis CPM, dapat diperkirakan bahwa produksi kapal troll line tercepat berlangsung selama 127 hari. Aktivitas produksi kapal lebih cepat 26 hari dari waktu perkiraan awal yaitu 153 hari.
18
Saran
Saran dari penelitian ini yaitu penambahan tenaga kerja, peralatan, dan perlengkapan untuk mempercepat pengerjaan kapal agar dapat menambah produktivitas galangan. Penambahan produktivitas tersebut juga akan menambah penghasilan dari tenaga kerja. Selain itu penjadwalan ulang proses produksi kapal
troll line untuk meminimumkan terjadinya keterlambatan aktivitas.
DAFTAR PUSTAKA
Anadi L. 2012. Pengembangan Teknis Desain Kapal Pancing Tonda dengan Material Fiberglass di Kabupaten Buton Sulawesi Tenggara. [Disertasi]. Bogor (ID): Institut Pertanian Bogor.
Afriantoni. 2013. Analisis Potensi Strategi Operasi untuk Meningkatkan Daya Saing Industri Reparasi Kapal pada Galangan Kapal Nasional. Jurnal Industri
dan Teknologi. 2 (1): 63-73.
Aggriawan S. 2015. Analisa Network Planning Reparasi KM Tonasa Line VIII dengan Metode CPM untuk Mengantisipasi Keterlambatan Penyelesaian Reparasi. Jurnal Teknik Mesin. 3(3): 106-111.
[BKI]. 1996. Peraturan Kapal Kayu. Jakarta (ID): Biro Klasifikasi Indonesia. Djaja IK dan Sofi’i M. 2008. Teknik Konstruksi Kapal Baja. Jakarta (ID):
Direktorat Pembinaan Sekolah Menengah Kejuruan.
Fazrin NA. 2015. Analisis Manajemen Waktu Pembangunan Perkantoran di Jakarta Selatan dengan Menggunakan Metode Jalur Kritis. [Skripsi]. Bogor (ID): Fakultas Teknologi Pertanian, Institut Pertanian Bogor.
Fyson J. 1985. Design of Small Fishing Vessels. Farnham, Surrey, England (UK): Fishing News Books. Hal 21-118.
Heizer dan Render. 2009. Manajemen Operasi Edisi 9. Jakarta (ID): Salemba Empat.
Iskandar BH. 1990. Studi Tentang Desain dan Konstruksi Kapal Gillnet di Indramayu. [Skripsi]. Bogor (ID): Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor.
Kurniawati VR dan Triwilaswandio WP. 2008. Rantai Pasok Material pada Industri Galangan Kapal. Buletin PSP. 17(3): 341-349
Nazir M. 1988. Metode Penelitian. Jakarta (ID): Ghalia Indonesia.
Nofrizal, Achmad M dan Syaifuddin. 2014. Industri Galangan Kapal Tradisional di Bagansiapiapi. Jurnal Perikanan dan Kelautan. 19(2): 09-21.
Pasaribu BP. 1985. Keadaan Umum Kapal Ikan di Indonesia. Prosiding Seminar
Kapal Ikan di Indonesia dalam Rangka Implementasi Wawasan Nusantara.
Bogor (ID): Institut Pertanian Bogor. Hal 106.
Pasaribu BP. 1987. Material Kayu Utuh dan Kayu Sambungan untuk Konstruksi
Kapal Peangkap Ikan. Departemen Pamanfaatan Sumberdaya Perikanan,
Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor. Buletin PSP. 1(2): 30-46.
19 Sahid DSS. 2012. Implementasi Critical Path Method dan PERT Analysis pada Proyek Global Technology for Local Community. Jurnal Teknologi Informasi
dan Telematika. 5:14-22.
Siswanto. 2007. Operations Reseach. Jakarta (ID): Erlangga.
Sugiyarto, Qomariyah S, dan Hamzah F. 2013. Analisis Network Planning dengan CPM (Critical Path Method) dalam Rangka Efisiensi Waktu dan Biaya Proyek. Jurnal Matriks Teknik Sipil [Internet]. [diunduh 2016 September 06];1(4). Tersedia pada: http://matriks.sipil.ft.uns.ac.id/ index.php/MaTekSi/ article/viewFile/105/94.
Wibowo C. 2014. Jaringan Kerja Produksi Kapal Purse Seine di Galangan Kapal CV. Pantura Bersaudara, Tegal, Jawa Tengah. [Skripsi]. Bogor (ID): Fakultas Perikanan dan Ilmu Kelautan, Institut Pertanian Bogor.
20
LAMPIRAN
Lampiran 1 Tabel perbedaan penggunaan jaringan AON dan AOA
AON Arti Aktivitas AOA
A datang sebelum B, yang datang sebelum
C A B C
A dan B harus selesai sebelum C dapat
dimulai C
B dan C tidak dapat dimulai sebelum A
selesai A
C dan D tidak dapat dimulai sebelum A dan B selesai
C tidak dapat dimulai sampai A dan B selesai; D tidak dapat dimulai sebelum B selesai. Aktivitas
dummy dimasukkan
didalam AOA B dan C tidak dapat dimulai sebelum A selesai. D tidak dapat dimulai sebelum B dan C selesai.
Aktivitas dummysekali lagi dimasukkan didalam AOA Sumber : Heizer dan Render 2009
A B C A B C A B A B C B C A B C D C D A B A B C D A B C D Aktivitas Dummy A B D C A B D C Aktivitas Dummy
21 Lampiran 2 Keterangan kelas awet dan kelas kuat
*Kelas awet
Kelas awet I II III IV V a Selalu berhubungan
dengan tanah lembab 8 tahun 5 tahun 3 tahun
sangat pendek
sangat pendek b Hanya terbuka terhadap
angin dan iklim tetapi dilindungi terhadap pemasukan air dan kelemasan
20 tahun 15 tahun 10 tahun beberapa tahun
sangat pendek c Dibawah atap tidak
berhubungan dengan tanah lembab dan dilindungi terhadap kelemasan tak terbatas tak terbatas tak terbatas beberapa tahun pendek d Seperti pada bagian c,
tetapi dipelihara dengan baik dan selalu dicat dsb
tak terbatas
tak terbatas
tak
terbatas 20 tahun 20 tahun e Serangan oleh rayap tidak jarang agak
cepat
sangat cepat
sangat cepat f Serangan oleh bubuk
kayu kering tidak tidak
hampir tidak tak seberapa sangat cepat *Kelas kuat
Kelas Kuat Berat jenis kering udara Kukuh lentur mutlak Kukuh tekanan mutlak dalam kg per cm2 I ≥ 0,90 ≥ 1100 ≥ 650 II 0,90 – 0,60 1100 – 725 650 – 425 III 0,60 – 0,40 725 – 500 425 – 300 IV 0,40 – 0,30 500 – 360 300 – 215 V ≤ 0,30 ≤ 360 ≤ 215
22
Lampiran 3 Dokumentasi penelitian
Kondisi Galangan di Binuangeun Peralatan Tukang
Pelengkungan kulit/papan Gading-gading kapal
23
RIWAYAT HIDUP
Penulis dilahirkan di Bojonegoro pada tanggal 15 Januari 1994 dari Bapak Muin Kasnadi (Alm) dan Ibu Iis Aisyah. Penulis merupakan anak ketiga dari tiga bersaudara. Penulis menyelesaikan pendidikan Sekolah Menengah Atas di SMA N 1 Baureno, Bojonegoro pada tahun 2012. Pada waktu yang sama, penulis lulus Seleksi Nasional Masuk Perguruan Tinggi Negeri (SNMPTN) melalui jalur undangan Institut Pertanian Bogor (IPB) dan diterima di Departemen Pemanfaatan Sumberdaya Perikanan (PSP), Program Studi Teknologi dan Manajemen Perikanan Tangkap, Fakultas Perikanan dan Ilmu Kelautan (FPIK). Selama mengikuti perkuliahan, penulis aktif mengikuti organisasi seperti Organisasi Mahasiswa Daerah Paguyuban Angling Dharmo (OMDA PAD) Bojonegoro pada periode 2012/2013, Badan Eksekutif Mahasiswa Fakultas Perikanan dan Ilmu Kelautan (BEM FPIK) periode 2014/2015 sebagai staf Departemen Pengembangan Sumber Daya Mahasiswa (PSDM), aktif dalam Himpunan Mahasiswa Pemanfaatan Sumberdaya Perikanan (HIMAFARIN) sebagai staf LITBANGPROF periode 2015/2016, dan Supervisor di Bimbingan Belajar Gemilang Excellent pada tahun 2015/2016.