PENGARUH VARIASI KECEPATAN PENGELASAN TUNGSTEN INERT GAS (TIG) TERHADAP KEKUATAN TARIK HASIL SAMBUNGAN LAS PADA BAJA KARBON RENDAH (ST 41)
Teks penuh
Gambar




Dokumen terkait
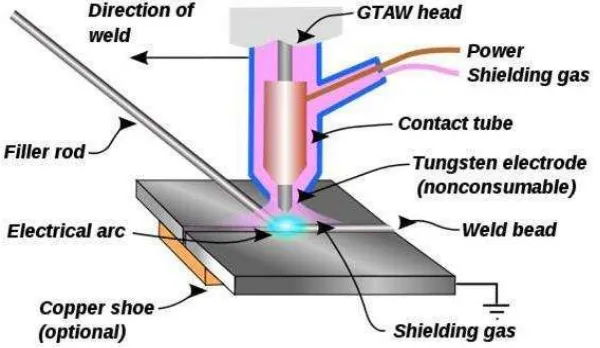
Pengelasan aluminium menggunakan las TIG (Tungsten Inert Gas) dengan pelindung gas mulia (Argon) diharapkan dapat memberikan hasil sambungan las aluminium yang bagus, baik
“Pengaruh Variasi Kecepatan Pengelasan Tungsten Inert Gas ( Tig ) Terhadap Kekuatan Tarik Hasil Sambungan Las Pada Baja Karbon Rendah ( St 41 ).”. Endramawan, Tito, Emin
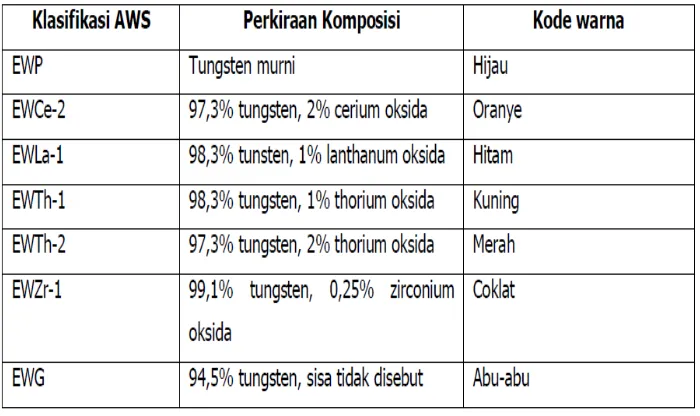
Untuk variasi arus pengelasan 90 Amper menggunakan elektroda tungsten EWP , nilai kekuatan tarik dan tegangan luluh untuk kualitas baja karbon rendah mempunyai nilai
Penelitian ini untuk mengetahui pengaruh kuat arus pengelasan terhadap kekuatan geser dengan parameter kuat arus sebesar 65A,115A,165 A pada sambungan las maka
Proses pengelasan pada material ST 37 menggunakan las TIG dengan variasi kuat arus 130 A,140 A, dan 150 A memberikan pengaruh terhadap nilai kekuatan tarik maksimum dan beasarnya
Dengan melihat latar belakang bahwa elektroda EWTh-2 memiliki hasil kekuatan tarik yang besar setelah dilakukan penelitian perbandingan dan dengan melihat bahwa setiap
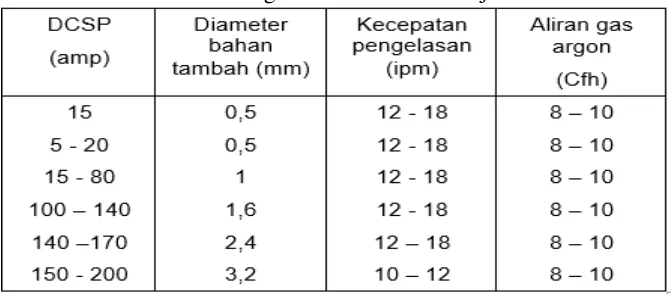
Pada tabel 3 dapat dilihat jumlah butir tertinggi terdapat pada kecepatan pengelasan 1 mm/detik, dan jumlah butir terrendah terdapat pada kecepatan pengelasan 9
Dalam sambungan las kekuatan tarik ini dipengaruhi oleh banyak faktor seperti sifat dari logam induk, sifat HAZ (Heat Affected Zone), sifat logam las, parameter pengelasan
