ANALISA DAN USULAN PERBAIKAN PROSES PENCUCIAN
BOTOL DENGAN PENERAPAN KONSEP KAIZEN DI
PT SINAR SOSRO
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian Dari Syarat-Syarat Memperoleh Gelar Sarjana Sains Terapan
Oleh
ANGELINA P SIMANJUNTAK
025204010
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S
T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2008
ANALISA DAN USULAN PERBAIKAN PROSES PENCUCIAN
BOTOL DENGAN PENERAPAN KONSEP KAIZEN DI
PT SINAR SOSRO
KARYA AKHIR
Diajukan Untuk Memenuhi Sebagian dari Syarat-Syarat Memperoleh Gelar Sarjana Sains Terapan
Oleh
ANGELINA P SIMANJUNTAK
025204010
Disetujui Oleh :
Dosen Pembimbing I Dosen Pembimbing II
(Ir. Parsaoran Parapat, MSi) (Ir. Khawarita Siregar, MT)
PROGRAM STUDI TEKNIK MANAJEMEN PABRIK
P R O G R A M D I P L O M A I V
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
M E D A N
2008
KATA PENGANTAR
Puji dan Syukur Penulis Ucapkan kehadirat Tuhan Yang Maha Esa, atas berkah, rahmat dan karunia-Nya yang telah menyertai penulis dalam menyelesaikan laporan kerja magang ini.
Laporan Karya Akhir ini merupakan syarat untuk memperoleh Gelar Sarjana Sains Terapan yang harus dilaksanakan untuk memenuhi kurikulum pada Program Studi Teknik Manajemen Pabrik, Program Diploma IV, Fakultas Teknik, Universitas Sumatera Utara.
Dalam penyusunan Karya Akhir ini, penulis berusaha sebaik mungkin sesuai dengan kemampuan serta memanfaatkan waktu dan fasilitas yang ada. Penulis juga mendapat bimbingan dan dorongan dari berbagai pihak.
Semoga dengan dibuatnya karya Akhir ini dapat memberikan manfaat bagi semua pihak yang memerlukannya. Akhir kata penulis mengucapkan terima kasih dan mohon maaf jika ada kesalahan maupun kekurangan dalam penulisan Karya Akhir ini.
Medan, Juni 2008 Penulis
UCAPAN TERIMA KASIH
Dalam penyelesaian dan penulisan Karya Akhir ini saya banyak mendapatkan bantuan dan dorongan serta bimbingan yang sangat baik dari berbagai pihak, sehingga dalam kesempatan yang sangat berharga ini penulis mengucapkan banyak terima banyak berterima kasih yang sedalam-dalamnya, terutama kepada :
1. Tuhan Yesus Kristus yang memberikan berkatNya dan segala sesuatunya yang saya butuhkan dalam pengerjaan Tugas Akhir ini.
2. Bapak Ir. Parsaoran Parapat, Msi beserta Ibu Ir. Khawarita Siregar, MT selaku dosen pembimbing I dan II yang telah banyak membantu dan membimbing penulis baik dari segi moril, waktu dan pikiran demi terselesainya laporan karya Akhir ini.
3. Ibu Ir. Rosnani Ginting, MT sebagai Ketua Jurusan Teknik Industri yang selalu memperjuangkan anak-anak didiknya untuk menyelesaikan studinya tepat waktu.
4. Bapak Yaya Zakharia, ST selaku pembimbing di PT. Sinar Sosro dan staf yang telah membantu penulis selama penelitian di PT. Sinar Sosro.
mendukung saya dalam doa, materi dan nasehat dalam penyelesaian laporan ini.
6. Keluarga besar Op. Dumora Panjaitan yang sangat saya kasihi terutama buat Tante Shinta tersayang, Adikku Harry dan Dian. Terima kasih buat dukungan kalian semua.
7. Teman-temanku Vina, Dina, Erni, Yunita, Lesa, Nadia, Ela dan seluruh teman-teman stambuk 2002 Teknik Manajemen Pabrik, teman-teman dekatku dari ITM dan NHKBP Teladan.
Penulis menyadari bahwa laporan ini masih jauh dari kesempurnaan, maka penulis akan sangat berterima kasih kepada pembaca yang telah memberikan saran-saran dan kritik yang menbangun untuk kesempurnaan laporan ini. Dan semoga laporan ini bermanfaat bagi pembaca dan terutama bagi penulis.
Medan, Juni 2008
DAFTAR ISI
HALAMAN
KATA PENGANTAR ... i
DAFTAR ISI ... iv
DAFTAR TABEL ... viii
DAFTAR GAMBAR ... x
DAFTAR LAMPIRAN ... xi
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan ... I-1 1.2. Perumusan Masalah... I-3 1.3. Tujuan Penelitian... I-3 1.4. Manfaat Penelitian...I-4 1.5. Pembatasan Masalah ...I-4 1.6. Asumsi-asumsi yang Digunakan ... I-5 1.7. Sistematika Penulisan Laporan ... I-5
BAB II GAMBARAN UMUM PERUSAHAAN
2.4.2. Bahan Penolong ...II-14 2.4.3. Bahan Tambahan ... II-15 2.5. Uraian Proses... II-16 2.6. Mesin dan Peralatan ... II-26
BAB III LANDASAN TEORI
3.7.4. Cause and Effect Diagram (Diagram Sebab Akibat) ...III-25 3.7.5. Stratifikasi ...III-26 3.7.6. Scatter Diagram (Diagram Pencar) ...III-27 3.7.7. Control Chart (Peta Kontrol) ...III-29 3.8. Bahan Kimia untuk proses Pencucian Botol ...III-30
BAB IV METODOLOGI PENELITIAN
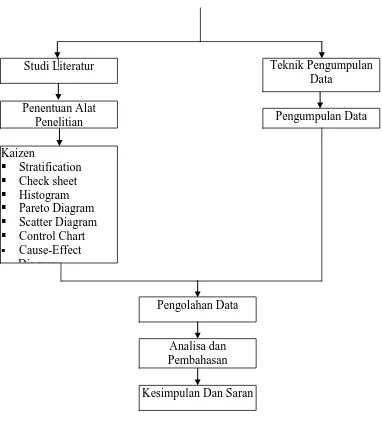
4.1. Pemilihan Objek Penelitian ...IV-3 4.2. Studi Pendahuluan ...IV-3 4.3. Perumusan Masalah dan Tujuan Penelitian ...IV-4 4.4. Studi Pustaka ...IV-4 4.5. Identifikasi Data Penelitian ...IV-4 4.6. Teknik Pengumpulan Data ...IV-4 4.7. Pengolahan Data ...IV-5 4.8. Analisa Pemecah Masalah ...IV-5 4.9. Kesimpulan dan Saran ...IV-5
BAB V PENGUMPULAN DAN PENGOLAHAN DATA
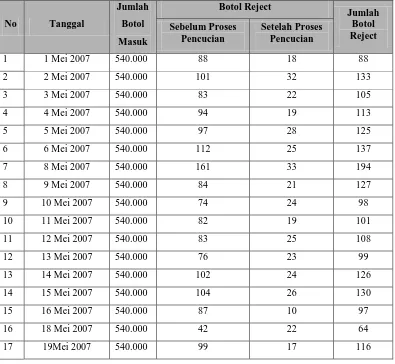
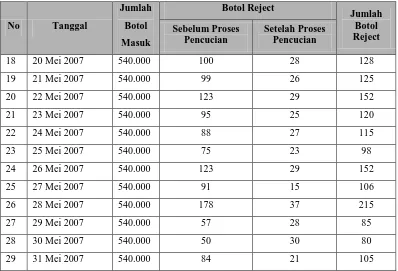
5.1. Pengumpulan Data ... V-1 5.1.1. Data Primer ... V-1 5.1.2. Data Sekunder ... V-2 5.1.3. Data Jumlah Botol yang dicuci pada Washer Machine . V-2
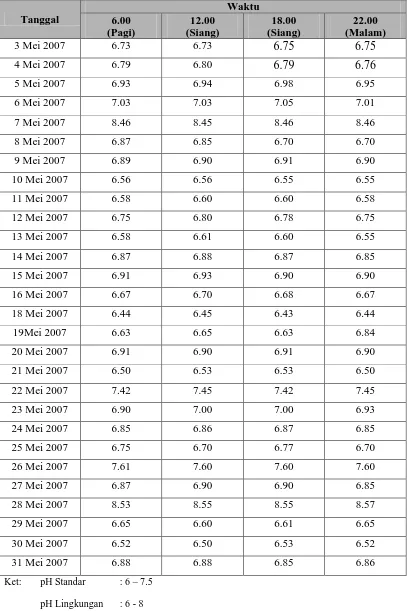
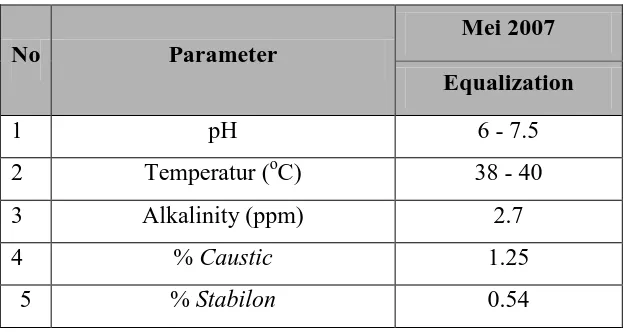
5.1.3.2. Data Jumlah Botol Reject Setelah Proses Pencucian Botol ... V-3 5.1.4. Data Kondisi pH yang terjadi pada WWTP ... V-4 5.1.5. Data Komposisi Limbah pada WWTP ... V-6 5.1.6. Data Penentuan Jumlah Pemakaian Bahan Kimia ... V-6 5.1.7. Data Penentuan Jumlah Penambahan Bahan Kimia ... V-8 5.2. Pengolahan Data ... V-10
BAB VI ANALISA DAN PEMECAH MASALAH
6.1. Penerapan Siklus PDCA dalam Penghapusan Pemborosan (Muda) pada proses Pencucian Botol ... VI-5 6.1.1. Analisa Siklus PDCA pada Pengolahan WWTP ...VI-19 6.2. Usulan Perbaikan Proses Produksi dengan Penerapan Kaizen ..VI-27 6.2.1. Seiri (Pemilahan) ...VI-27 6.2.2. Seiton (Penataan) ...VI-29 6.2.3. Seiso (Pembersihan) ...VI-30 6.2.4. Seiketsu (Pemantapan) ...VI-31 6.2.5. Shitsuke (Disiplin) ...VI-31
BAB VII KESIMPULAN DAN SARAN
DAFTAR TABEL
Tabel 5.1. Data Botol Reject untuk Sebelum dan Setelah Proses Pencucian . . .V-3 Tabel 5.2. Data Botol Reject untuk Sebelum dan Setelah Proses Pencucian
(Lanjutan) ... V-4 Tabel 5.3. Data Kondisi pH di Waste Water Treatment Plant ... V-4 Tabel 5.4. Data Kondisi pH di Waste Water Treatment Plant (Lanjutan) ... V-5 Tabel 5.5. Data Komposisi Limbah pada Waste Water Treatment Plant ... V-6 Tabel 5.6. Data Jumlah Pemakaian Bahan Kimia pada Proses Pencucian
Botol ... V-8 Tabel 5.7. Tabel Penambahan Bahan Kimia pada Proses Pencucian Botol ... V-10 Tabel 5.8. Check Sheet pada Washer Machine ... V-11 Tabel 5.9. Check Sheet pada Washer Machine (Lanjutan) ... V-12 Tabel 5.10. Check Sheet pada Washer Machine (Lanjutan) ... V-13 Tabel 5.11. Stratifikasi Pemakaian Bahan Kimia pada Proses Pencucian Botol V-15 Tabel 6.1. Rencana Penanggulangan Tingginya Pemakaian Bahan Kimia
Stabilon ... VI-7 Tabel 6.2. Pelaksanaan Penanggulangan Tingginya Pemakaian Bahan Kimia
Stabilon ... VI-8 Tabel 6.3. Pelaksanaan Penanggulangan Tingginya Pemakaian Bahan Kimia
Tabel 6.5.Pemakaian Bahan Kimia Stabilon Sebelum Penanggulangan (Lanjutan) ... VI-14 Tabel 6.6. Pemakaian Bahan Kimia Stabilon Sesudah Penanggulangan ... VI-14 Tabel 6.7.Pemakaian Bahan Kimia Stabilon Sesudah Penanggulangan
(Lanjutan) ... VI-15 Tabel 6.8. Rencana Penanggulangan Untuk Menstabilkan pH yang terjadi di
WWTP ... VI-21 Tabel 6.9. Pelaksanaan Penanggulangan Untuk Menstabilkan pH yang terjadi
DAFTAR GAMBAR
Gambar 2.1. Struktur Organisasi PT. Sinar Sosro ... II-12 Gambar 2.2. Jalur Pembotolan (Bottling Line) ... II-25 Gambar 3.1. Production Proces Distribution Check Sheet ... III-21 Gambar 3.2. Defective Check Sheet ... III-22 Gambar 3.3. Pareto Diagram ... III-24 Gambar 3.4. Cause and Effect Diagram ... III-26 Gambar 4.1. Blok Diagram Penelitian ... IV-2 Gambar 5.1. Histogram Jumlah Pemakaian Bahan Kimia Stabilon ... V-14 Gambar 5.2. Diagram Sebab Akibat Tingginya Pemakaian Bahan Kimia
Stabilon pada bulan Januari ... V-15 Gambar 5.3. Diagram Pencar Hubungan Konsentrasi Caustic (%) dan
Konsentrasi Stabilon (%) ... V-16 Gambar 5.4. Peta Kontrol X ... V-19 Gambar 5.4. Peta Kontrol R ... V-20 Gambar 6.1. Siklus Pemecahan Masalah ... VI-2 Gambar 6.2. Langkah Kerja Kelompok Improvement ... VI-3 Gambar 6.3. Diagram Sebab Akibat Tingginya Pemakaian Bahan Kimia
DAFTAR LAMPIRAN
Lampiran 1. Mesin dan Peralatan
Lampiran 2. Daftar Nilai Koefisien dalam Perhitungan Batas-batas Peta Kontrol X dan Peta Kontrol R serta Kapabilitas Proses
BAB I
PENDAHULUAN
1.1. Latar Belakang Permasalahan
Di era globalisasi saat ini setiap perusahaan baik perusahaan dibidang manufaktur ataupun jasa berusaha merebut pasar sehingga persaingan antara perusahaan semakin tajam dan kompetitif, Karena itu perusahaan dituntut untuk selalu meningkatkan kinerjanya agar dapat beroperasi pada tingkat biaya yang rendah sehingga dapat terus bertahan dan berkembang. Salah satu cara untuk mencapai hal itu adalah dengan memperbaiki proses produksi. Perbaikan proses produksi perlu dilakukan secara berkesinambungan dan terus-menerus agar pemborosan material dan waktu dapat diperkecil. Dalam persaingan global, konsumen menginginkan produk yang bermutu tinggi, sangat fungsional, dan berharga murah. Untuk menjawab kebutuhan konsumen tersebut perusahaan harus menggunakan strategi unggul (excellent) dengan mengutamakan tujuan laba jangka panjang. Strategi ini dapat dilaksanakan jika perusahaan menguasai teknologi manufaktur maju. Teknologi manufaktur maju adalah teknologi yang memungkinkan perusahaan menghasilkan produk yang bermutu tinggi, meningkatkan produktivitas dengan cara mengeliminasi aktivitas yang tidak bernilai tambah, sehingga biaya perusahaan secara total dapat ditekan dan kebutuhan konsumen dapat dipenuhi.
faktor keputusan dasar bagi konsumen dalam memilih produk atau jasa. Persaingan dunia usaha mengharuskan perusahaan untuk menghasilkan produk dalam jumlah yang besar, secara tidak langsung dapat mempengaruhi kualitas dari teh botol yang dihasilkan. Hal ini bisa saja diakibatkan oleh kurangnya perhatian tehadap salah satu faktor yang mempengaruhi proses produksi dari teh botol tersebut.
Untuk dapat memuaskan pelanggan, maka PT. Sinar Sosro berkewajiban untuk memberikan jaminan kualitas produk Teh Botol Sosro yang baik dengan cara memperhatikan mutu dari bahan – bahan baku yang digunakan oleh PT. Sinar Sosro dalam pembuatan Teh Botol Sosro.
PT. Sinar Sosro adalah perusahaan pembotolan yang bergerak dalam bidang industri minuman teh. Salah satu proses produksi di PT. Sinar Sosro Medan adalah proses pembotolan yaitu proses pencucian botol, pengisian minuman teh ke botol dan proses penutupan botol PT Sinar Sosro memakai bahan kimia caustic dan stabilon. Pemakaian bahan kimia stabilon pada proses pencucian botol cukup tinggi, pH yang terjadi pada Waste Water Treatment Plant (WWTP) cukup tinggi mencapai pH 7.5 - pH 8.5 yang seharusnya pH 6.5 – pH 7.5 sehingga perlu diperhatikan jumlah pemakaian bahan pencucian botol. Bertitik tolak dari permukaan tersebut diatas, maka pada penulisan Laporan Karya Akhir ini penulis mencoba menganalisa permasalahan tersebut dengan Konsep Kaizen.
untuk memperbaiki proses produksi dengan tiga aturan dasar Kaizen yaitu : penghapusan pemborosan (muda), penataan atau 5-S dan standarisasi. Dengan studi penerapan Kaizen pada bagian proses produksi diharapkan dapat memperkecil penggunaan material tanpa mengurangi mutu produk yang dihasilkan.
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang masalah tersebut maka dapat dirumuskan masalah adalah banyaknya botol yang reject pada proses pencucian botol, tingginya pemakaian bahan kimia stabilon pada proses pencucian botol terjadi pada Waste Water Treatment Plant (WWTP) pH-nya naik 1 hingga 1.5 dari pH standarnya pada bulan Mei 2007, yaitu pH 6.5 – pH 7.5. Untuk mengatasi masalah tersebut digunakan Konsep Kaizen untuk memperbaiki proses produksi sehingga dapat mengurangi botol yang reject dan menstabilkan pH di Waste Water Treatment Plant (WWTP).
1.3. Tujuan Penelitian
1.4. Manfaat Penelitian
Manfaat yang dapat diambil apabila tujuan penelitian ini dicapai adalah untuk menambah pengetahuan tentang proses pencucian botol sampai suatu produk Teh Botol Sosro siap untuk dipasarkan, bagi perusahaan dapat menjadi masukan untuk lebih memperhatikan kondisi dari botol karena botol merupakan komponen utama bagi produk Teh Botol Sosro yang sangat berpengaruh bagi kepentingan industri tersebut dan manfaatnya bagi perguruan tinggi yaitu dapat memberikan tambahan sumber informasi yang dapt digunakan untuk perkembangan ilmu pengetahuan.
1.5. Pembatasan Masalah
Dalam menyelesaikan masalah yang dibicarakan sebelumnya, perlu adanya pembatasan masalah agar pembahasan lebih terarah dan menghindari penyimpangan dari maksud yang sebenarnya. Adapun batasan-batasan yang digunakan dalam penyelesaian masalah adalah sebagai berikut :
1. Penelitian dilakukan pada bagian produksi, yaitu pada bagian proses pencucian botol pada mesin bottle washer.
2. Proses pencucian botol yang dijadikan objek penelitian hanya satu jenis produk, yaitu proses pencucian botol Teh Botol Sosro.
1.6. Asumsi-asumsi yang Digunakan
Asumsi-asumsi yang digunakan dalam penelitian ini adalah:
1. Penelitian yang dilakukan berdasarkan kondisi yang ada di perusahaan. 2. Seluruh alat ukur yang digunakan untuk mengukur jumlah pemakaian
stabilon berfungsi dengan baik dan memiliki tingkat akurasi yang tinggi. 3. Proses produksi dianggap normal, tidak ada perubahan yang mendadak
dalam proses produksi.
1.7. Sistematika Penulisan Laporan
Sistematika penulisan laporan ini adalah sebagai berikut : BAB I : PENDAHULUAN
Menjelaskan latar belakang masalah, perumusan masalah, tujuan penelitian, manfaat penelitian, ruang lingkup, penelitian dan sistematika penulisan.
BAB II : GAMBARAN UMUM PERUSAHAAN
Memberikan gambaran perusahaan yang dijadikan objek penelitian meliputi produk yang dihasilkan, bahan baku yang digunakan untuk membuat produk, bahan penolong dan bahan tambahan, proses produksi, serta struktur organisasi dan manjemen perusahaan.
BAB III : LANDASAN TEORI
BAB IV : METODOLOGI PENELITIAN
Mengemukan langkah-langkah dalam melakukan penelitian, dimulai dari penjabaran studi pendahuluan, tujuan penelitian, perumusan masalah, studi kepustakaan, identifikasi variabel penelitian, teknik pengumpulan data, analisa dan pembahasan dara serta kesimpulan dan saran.
BAB V : PENGUMPULAN DAN PENGOLAHAN DATA
Mengidentifikassi keseluruhan data dalam penelitian dan dilanjutkan dengan pengolahan data.
BAB VI : ANALISA DAN PEMBAHASAN
Menganalisa hasil keseluruhan hasil penelitian dan perhitungan hasil dari pengolahan data dengan menggunakan metode Kaizen.
BAB VII : KESIMPULAN DAN SARAN
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1. Sejarah Perusahaan
Perusahaan minuman Sosro pada awalnya merupakan perusahaan keluarga yang didirikan oleh Bapak Sosrodjojo (alm) pada tahun 1940. Merek Sosro yang dipakai merupakan singkatan dari nama Bapak Sosrodjojo yang mulai merintis usaha teh wangi melati pada tahun 1940 di Slawi. Teh wangi melati diperkenalkan pertama kali bermerek Cap Botol. Tahun 1965 teh wangi melati Cap Botol yang sudah terkenal di daerah Jawa dan mulai diperkenalkan di Jakarta.
Generasi kedua Sosro dimulai dengan inovasi teh siap minum dengan pendistribusian secara nasional dan mempunyai kantor di daerah Cakung, suatu daerah perbatasan antara Jakarta Timur dan Bekasi. Pada saat Sosro memasuki generasi ketiga (1990), dimulai pengembangan usaha minuman ke berbagai variasi cita rasa, target, segmen, benefit dan kemasan. Cakupan distribusi produk telah menambah kawasan internasional dan tetap menempati kantor usaha di wilayah Cakung.
Kencono oleh Gubernur Sumatera Utara yang pada waktu itu adalah Bapak Kaharuddin Nasution.
Pada tanggal 2 Januari 1995, perusahaan ini berganti nama dari PT. Toba Sosro Kencono menjadi PT. Reksobudi Adijaya. Hal ini terjadi karena adanya pergantian mesin produksi, dimana mesin milik PT. Sinar Sosro Kencono dibawa ke Unggaran (Jawa Tengah) sedangkan mesin penggantinya dibawa dari Jakarta, sehingga PT. Sinar Sosro Kencono berpindah alamat ke Unggaran. Perpindahan mesin ini didasarkan pada kapasitas produksi dan permintaan konsumen.
PT. Reksobudi Adijaya hanya 5 tahun beroperasi, karena pada tanggal 1 Januari 2000 terjadi penggabungan (merger) dari seluruh pabrik/perusahaan yang berada di bawah Sosro Group. Penggabungan ini bertujuan untuk memperkuat asset dan bisnis dibidang minuman ringan dalam rangka menghadapi era globalisasi perdangangan pasar bebas, sehingga PT. Reksobudi Adijaya berganti nama menjadi PT. Sinar Sosro dengan status cabang di setiap unit pabrikan, sedangkan kantor pusat tetap berada di Cakung Jakarta Timur.
Pabrik Teh Botol Sosro yang berada di bawah Sosro Group adalah sebagai berikut :
1. PT. Sinar Sosro Cakung (kantor Pusat), Cakung – Jakarta Timur 2. PT. Sinar Sosro Cabang Tambun, Bekasi – Jawa Barat
3. PT. Sinar Sosro Cabang Gresik, Surabaya – Jawa Timur 4. PT. Sinar Sosro Cabang Pandeglang, Banten
7. PT. Sinar Sosro cabang Deli Serdang, Tanjung Morawa – Sumatera Utara
8. PT. Sinar Sosro Cabang Cibitung, Jawa Barat 9. PT. Sinar Sosro Palembang
Sehubungan dengan semakin besarnya permintaan pasar terhadap hasil produksi maka tanggal 7 Juni 2000, diresmikan pemakaian mesin produksi yang baru (lini II) di PT. Sinar Sosro Cabang Deli Serdang dengan kapasitas mesin produksi yang lebih besar yaitu 22.500 botol/jam. Mesin ini menggantikan mesin lama yang mempunyai kapasitas produksi yang mempunyai kapasitas produksi 18.000 botol/jam. Mesin ini merupakan mesin pertama yang digunakan untuk memproduksi Teh Botol Sosro.
2.2. Ruang Lingkup Bidang Usaha
PT. Sinar Sosro cabang Deli Serdang terletak di km 14,5 Tanjung Morawa - Sumatera Utara ini menempati tanah seluas 24.900 m2
dengan menghasilkan produk minuman Teh Botol Sosro berukuran 220 ml, Fuit Tea Botol, Fruit Tea Genggam, dan AMDK (Air Minum Dalam Kemasan) dengan merek Prima dalam ukuran galon 19 liter. Sedangkan jenis-jenis produk lainnya diproduksi oleh PT. Sinar Sosro cabang lainnya.
Pendistribusian produk PT. Sinar Sosro cabang Deli Serdang ini
2.3. Struktur Organisasi
Dalam melaksanakan kegiatannya, PT. Sinar Sosro menggunakan struktur organisasi. Organisasi merupakan suatu kerangka hubungan kerja antara individu-individu yang bekerja yang disusun sedemikian rupa sehingga terlihat batas-batas tugas wewenang dan tanggung jawab dari setiap personil dalam organisasi. Dengan demikian diharapkan adanya suatu kejelasan arah dan koordinasi untuk mencapai tujuan perusahaan dan masing-masing pegawai mengetahui dengan jelas darimana perintah itu datang dan kepada siapa harus mempertanggungjawabkan hasil pekerjaannya.
Dalam mencapai tujuannya PT. Sinar Sosro menggunakan bentuk struktur organisasi garis dan fungsional, karena pada stuktur ini wewenag dan kebijakan dari puncak pimpinan dilimpahkan pada satuan-satuan organisasi dibawahnya sesuai dengan bidang-bidang tertentu. Untuk lebih jelasnya struktur organisasi PT. Sinar Sosro dapat dilihat pada Gambar 2.1.
Adapun tugas dan tanggung jawab serta wewenang dari PT. Sinar Sosro adalah sebagai berikut :
1. General Manager, merupakan pimpinan tertinggi perusahaan yang mempunyai tugas sebagai berikut :
a. Menentukan garis kebijakan umum dari program kerja perusahaan b. Bertanggung jawab ke dalam dan kantor pusat
c. Mengarahkan dan meneliti kegiatan perusahaan
f. Mengkoordinir dan mengawasi tugas-tugas yang dideligasikan kepada tiap manager dan menjalin hubungan kerja yang baik
g. Bersama manager lain membuat rencana produksi per tri wulan. 2. Sekretaris, mempunyai tugas dan wewenang antara lain :
a. Menyelenggarakan surat menyurat berhubungan dengan perusahaan b. Mengatur hubungan dengan pihak luar dan tamu
c. Menyusun dokumentasi
d. Bertanggung jawab kepada general manager
3. Manager Quality Control, mempunyai tugas dan wewenang antara lain :
a. Mengkoordinir dan mengawasi pengendalian mutu produk untuk memastikan bahwa produk-produk yang dihasilkan secara konsisten memenuhi standard mutu yang berlaku
b. Memberikan saran kepada bagian produksi atau General Manager mengenai mutu produk
4. Manager Produksi dan Preventive Engineering Maintenance (PEM), bertugas mengawasi semua kegiatan yang berlangsung di pabrik baik kegiatan produksi, pengendalian mutu maupun gudang. Adapun perincian tugasnya adalah sebagai berikut :
a. Merencanakan dan mengatur jadwal produksi agar tidak terjadi kekurangan dan kelebihan persediaan
c. Membuat laporan produksi secara periodik mengenai pemakaian bahan dan jumlah produksi
d. Mengawasi dan mengevaluasi kegiatan produksi untuk mengetahui kekurangan dan penyimpangan sehingga dapat dilakukan perbaikan
e. Mengupayakan terlaksananya keselamatan dan kesehatan kerja f. Membuat rencana produksi sesuai dengan permintaan pemasaran
5. Manager Work Shop dan Utility,mempunyai tugas dan wewenang antara lain : a. Mengkoordinir dan mengawasi perbaikan-perbaikan peralatan
b. Mengatur jadwal pemeliharaan peralatan
c. Bertanggung jawab terhadap perawatan dan perbaikan mesin-mesin produksi dan peralatan pendukung
6. Manager Accounting dan Financial, mempunyai tugas sebagai berikut :
a. Membuat laporan keuangan kepada atasan secara berkala tentang keluar masuknya uang
b. Mengendalikan budget pendapatan dan belanja perusahaan sesuai dengan hasil yang diharapkan
c. Bertanggung jawab atas penentuan biaya perusahaan seperti biaya produksi dan biaya administrasi
7. Manager Personalia dan Umum, bertanggung jawab kepada General Manager atas segala hal yang berhubungan dengan kegiatan yang bersifat umum yang berhubungan ke luar dan ke dalam perusahaan. Adapun perincian tugasnya adalah sebagai berikut :
b. Mengawasi penggunaan dana, barang dan peralatan pada masing-masing departemen
c. Merekrut dan melatih pegawai baru yang dibutuhkan perusahaan
d. Mengkoordinir dan mengawasi pelaksanaan tugas dari kepala-kepala bagian
e. Mengerjakan administrasi kepegawaian
8. Supervisor Quality Control, memiliki tugas sebagai berikut : a. Mengawasi pengendalian mutu produk di lapangan
b. Memberikan laporan yang dibutuhkan manager QC mengenai mutu produk
c. Bertanggung jawab penuh terhadap masalah yang muncul atas mutu produk yang dihasilkan
9. Supervisor Logistik, memiliki tugas dan wewenang antara lain : a Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku b. Membuat laporan penerimaan, persediaaan dan pengeluaran bahan baku c. Mengontrol persediaan bahan
d. Memesan bahan bila telah habis
10.Supervisor Produksi, bertanggung jawab mengawasi dan mengendalikan produksi pada shiftnya. Adapun uraian tugasnya adalah sebagai berikut :
a. Memimpin dan mengendalikan kegiatan di bidang produksi
c. Bertanggung jawab penuh atas masalah yang timbul di kemudian hari atas produk yang dihasilkan
d. Menyusun jadwal dan rotasi kerja bagi karyawan produksi yang dipimpinnya
11.Supervisor Accounting dan Financial, memiliki tugas sebagai berikut : a. Mengendalikan keluar masuknya uang kas
b. Menyiapkan laporan keuangan secara berkala kepada manager accounting mengenai keluar masuknya uang
12.Supervisor Pembelian, memiliki tugas sebagai berikut :
a. Mengkoordinir dan mengawasi pelaksanaan kegiatan pembelian b. Mengawasi kegiatan administrasi pembelian
c. Melakukan pembelian batang yang diminta oleh departemen lain 13.Supervisor Gudang, mempunyai tugas sebagai berikut :
a. Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku b. Membuat laporan permintaan, persediaan dan pengeluaran bahan c. Mengontrol persediaan bahan
d. Memesan bahan bila telah habis
14.Supervisor Personalia dan Umum, memiliki tugas dan wewenang antara lain : a. Mengatur segala kegiatan administrasi kantor
b. Membuat laporan administrasi ke manager personalia dan umum
15.Tugas Staff Accounting dan Staff Financedan Adm ACC adalah sebagai berikut :
a. Melaksanakan kegiatan administrasi mengenai keluar masuknya uang b. Membuat laporan keuangan kepada Supervisor Accounting dan Financial 16.Tugas Asisten Supervisor Work Shop & Utility meliputi :
a. Mengawasi keadaan mesin-mesin dan keadaan produksi serta fasilitas perusahaan
b. Mengatur penjadwalan pemeliharaan mesin dan peralatan 17.Tugas Administrasi Pembelian adalah sebagai berikut :
a. Membuat laporan persediaan barang produksi dan pembelian
b. Membuat laporan harian, mingguan dan bulanan pembelian barang produksi
c. Memeriksa laporan operator setiap hari
18.Tugas Administrasi Umum adalah sebagai berikut : a. Membuat surat antara divisi ke divisi lain
b. Membuat laporan harian, mingguan dan bulanan tentang produksi 19.Tugas dari Kepala Gudang adalah sebagai berikut :
a. Mengkoordinir dan mengawasi pengelolaan persediaan bahan baku b. Membuat laporan penerimaan, persediaan dan pengeluaran bahan c. Mengontrol persediaan bahan
20.Analis Kimia, berfungsi untuk :
a. Melakukan pengukuran mutu produk baik sebelum di proses maupun setelah di proses
b. Memberikan saran dan langkah berikutnya yang dilakukan atas pengukuran mutu
21.Analis Mikro bertugas untuk :
a. Melaksanakan analisis mikro dari produk untuk mengetahui mutu produk b. Melakukan sanitasi terhadap peralatan-peralatan dalam laboratorium 22.Tugas Operator adalah sebagai berikut :
a. Membantu mengendalikan mesin di pabrik dalam proses produksi
b. Memberikan laporan dan masukan pada supervisor atas masalah yang terjadi dalam proses produksi di pabrik
23.Tugas Kasir adalah sebagai berikut :
a. Membayar gaji karyawan perusahaan setiap hari, baik waktu berjalan kegiatan produksi maupun tidak
b. Membantu atasan dalam hal penerimaan maupun pembayaran perusahaan yang berhubungan dengan keuangan
24.Tugas Selektor adalah sebagai berikut :
a. Melihat dan mengawasi bila ada proses produksi yang macet atau rusak di pabrik
25.Tugas Mekanik adalah sebagai berikut :
a. Bertanggung jawab atas perawatan dan perbaikan mesin-mesin produksi dan peralatan pendukung lainnya
b. Bertanggung jawab kepada manager Preventive Engineering Maintenance 26.Tugas Cleaner, Off. Boy, Off. Girl, dan Supir
a. Merawat dan memelihara kebersihan dan keindahan di lingkungan perusahaan.
b. Mengantar karyawan dan surat-surat yang hendak dikirim 27.Tugas Keamanan adalah sebagai berikut :
a. Menjaga keamanan perusahaan setiap hari, baik waktu berjalan produksi maupun tidak
2.4. Proses Produksi
2.4.1. Bahan Baku
Bahan baku adalah bahan utama yang digunakan dalam proses produksi dimana sifat dan bentuknya akan mengalami perubahan. Bahan ini langsung ikut dalam proses produksi hingga manjadi produk jadi. Bahan baku yang digunakan dalam pembuatan minuman Teh Botol Sosro adalah :
1. Air
Air merupakan bahan baku utama dalam proses pembuatan Teh Botol Sosro. Dalam proses pembuatannya perusahaan ini banyak menggunakan Air, karena digunakan juga sebagai bahan pendukung proses seperti: Sanitasi tangki, boiler mesin washer (pencuci botol), sanitasi filter dan untuk keperluan mandi. Air yang digunakan berasal dari 2 sumur bor yang mempunyai kedalaman 200 m dari permukaan tanah. Sebelum digunakan, air sumur bor ini mendapat perlakuan pendahuluan terlebih dahulu, tujuannya untuk menurunkan tingkat kesadahannya. Karena tingkat kesadahan dapat merusak kesehatan yang pada akhirnya akan merugikan perusahaan, selain tingkat kesadahan yang tinggi dapat menyebabkan kerak pada mesin dan peralatan yang digunakan.
2. Teh
mempengaruhi aroma pada proses pembuatan teh wangi melati. Teh wangi melati ini didatangkan dari PT. Gunung Slamet, Slawi, Tegal (Jawa Tengah) yang setiap kemasannya 25.5 kg/goni.
3. Gula
Untuk keperluan produksi, PT. Sinar Sosro Indonesia menggunakan gula yang didatangkan dari Inggris, karena untuk saat ini gula yang berasal dari Inggris yang memenuhi standar PT. Sinar Sosro. Standar gula yang digunakan untuk pembuatan Teh Botol Sosro mempunyai tingkat kemanisan sekitar > 9° brix (° brix merupakan persentase sukrosa yang terkandung pada gula) dan kemasannya 50 kg/goni. Pemesanan gula dilakukan setiap bulan, yang rata-rata jumlahnya 200 ton. Hal ini dilakukan untuk mempertahankan mutu gula yang sangat mempengaruhi produk akhir.
2.4.2. Bahan Penolong
Bahan penolong adalah bahan yang digunakan sebagai pelengkap bahan baku untuk bersama-sama membentuk barang jadi. Bahan ini tidak ikut dalam proses tetapi merupakan bagian dalam produk akhir untuk memperbaiki mutu dari produk. Bahan tambahan yang digunakan adalah sebagai berikut:
1. Botol
2. Crown Cork
Crown Cork digunakan sebagai penutup botol agar teh cair manis tidak tumpah saat didistribusikan.
3. Crate
Satuan produksi minuman ringan adalah krat. 1 krat berisi 24 botol Teh Botol Sosro.
4. Ink Solution
Ink (tinta) digunakan sebagai bahan untuk mencetak kode produksi untuk setiap botol.
2.4.3. Bahan Tambahan
Bahan tambahan adalah bahan yang digunakan langsung atau tidak langsung dalam proses produksi terhadap bahan baku untuk memperlancar proses produksi sehingga mendapatkan produk yang diinginkan tetapi bahan ini tidak ikut dalam produk jadi. Bahan penolong yang digunakan adalah sebagai berikut: 1. Filter Aid (Celaton)
Tepung yang digunakan pada cosmos filter untuk menyaring Teh Cair Pahit dan sirup sehingga berwarna bening.
2. Chorine
3. Pasir Silika
Digunakan sebagai media penyaring pada sand filter pada proses pengolahan air agar dapat menyaring benda – benda asing yang terlarut dalam air yang diolah.
4. Kaustik Soda (NaOH)
Digunakan pada saat proses pencucian botol pada bottle washer sebagai deterjen.
2.5. Uraian Proses
Proses produksi adalah cara, metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang dan jasa dengan menggunakan sumber-sumber yang ada seperti tenaga kerja, mesin, bahan-bahan dan dana. Proses produksi pembuatan Teh Botol Sosro adalah sebagai berikut :
1. Pengolahan Air (Water Treatment)
Water Treatment adalah proses penanganan air untuk pemurnian terhadap kandungan-kandungan di dalam sumur baik yang bersifat kimia dan fisika. Maksud dan Tujuan dilakukan proses Water Treatment adalah agar diperoleh air yang jernih, tanpa rasa & warna serta memenuhi standar yang diinginkan. Proses pengolahan air yang dilakukan meliputi :
a. Persiapan
b. Penyaringan bahan berat
Penyaringan dilakukan dengan menggunakan pasir silica untuk menyaring lumpur, batuan kecil, serpihan kayu dan partikel kasar lainnya yang terlarut dalam air.
c. Penghilangan bau air tanah
Tahapan ini dilakukan dengan melakukan penyaringan bau, warna, rasa, gas dan chlorine dengan menggunakan arang karbon.
d. Penyaringan Kapur
Penyaringan kapur menggunakan resin yang berfungsi menghilangkan kesadahan air menjadi 0 (nol) agar sisa-sisa kapur tidak mengendap di dalam botol.
2. Proses Pembuatan Teh Cair Pahit (TCP)
3. Proses Pembuatan Sirup
Gula dimasukkan sebanyak 500 kg/batch kedalam sugar dissolver tank melalui pengumpan lalu dicampur dengan air panas dengan suhu 105ºC. Air yang digunakan adalah air softener yang dilewatkan melalui Plat Heat Exchanger (PHE) dengan temperature keluar 70 – 80 0C.
Proses pemasakan gula dilakukan di dalam hopper lalu dipompakan ke desolver tank berfungsi sebagai tempat pelarutan dan pengadukan gula. Di desolver tank penambahan air softener dilakukan.
Proses berlangsung selama 30 menit dengan suhu sekitar 60 – 80 ºC. Setelah menjadi sirup, larutan dialirkan ke Niagara filter untuk penyaringan tahap awal yang bertujuan untuk menyaring partikel kecil dan menjernihkan sirup. Sirup dialirkan ke softener untuk menghilangkan kesadahannya. Sirup yang telah jernih dialirkan ke buffer syrup.
4. Proses Pembuatan Teh Cair Manis (TCM)
dimana standar warna sosro ada 3 yaitu A, B, dan C. Standar warna A berwarna pucat, standar warna B gelap dan standar warna C lebih gelap dari B. Standar warna yang dipakai adalah standar warna B+ yaitu antara warna B dan C. Bila tingkat warna dan tingkat kemanisan teh sesuai dengan standar sosro, maka TCM siap ditransfer ke bottling line dengan lama waktu berkisar 90 menit maka dilanjutkan dengan penyaringan di bag filter yang tujuannya hanya untuk memastikan tidak masuknya benda asing ke TCM pada saat sirkulasi yang dapat mempengaruhi produk akhir.
5. Pembotolan
TCM yang dihasilkan dikemas dalam botol kaca yang mempunyai volume 220 ml. Karena investasi untuk botol cukup mahal, maka dapat dipakai prinsip pengembalian botol (returnable bottle), artinya konsumen hanya memnbeli isinya saja tidak dengan botolnya. Proses yang terjadi pada pembotolan adalah sebagai berikut:
a. Pensortiran Botol
b. Pencucian Botol
Botol yang lewat penyortiran dibawa chain conveyor ke mesin washer. Proses pencucian botol pada mesin washer terdiri dari beberapa tahap pencucian dengan tujuan agar botol bersih dan steril. Tahapan yang dilakukan adalah sebagai berikut :
- Preposition Spraying
Tahap ini merupakan tahap pembasahan awal dimana botol akan disemprot dengan air yang tujannnya adalah untuk menghilangkan kotoran yang mudah lepas.
- Preposition Soaking
Tahap ini botol mengalami pencelupan yang tujuannya untuk melunakkan kotoran yang tidak mudah lepas dapat terlepas dengan mudah.
- LYE I
Tahap ini disebut juga tahap penyabunan dimana larutan yang digunakan sebagai bahan sabun adalah NaOH. Botol mengalami pencelupan dan penyemprotan dengan air yang berkekuatan tinggi. - LYE II
b. Hot Water I
Tahap ini dilakukan dengan pembilasan sisa NaOH dengan suhu tinggi. Suhu tinggi dimaksudkan untuk mematikan bakteri dan mikroba lainnya yang tahan terhadap panas. Pembilasan dilakukan dengan cara penyemprotan air panas pada bagian luar dan dalam botol.
c. Hot Water II
Tahap ini botol mengalami penyemprotan ulang pada bagian luar dari dalam botol dengan air panas sehingga botol benar-benar bersih dari larutan sabun dan mikroba.
d. Fresh Water
Tahap ini botol disemprot dengan air segar yang panas untuk mensterilisasi dan untuk memastikan kebersihan, botol sehingga botol yang keluar dari mesin pencuci benar-benar dalam keadaan bersih dari kotoran dan bakteri.
c. Light Inspection I
Tahap ini dilakukan dengan pemeriksaan terhadap botol bersih secara visual setelah dicuci pada mesin bottle washer. Botol diperiksa dengan latar belakang layar putih yang diterangi cahaya lampu. Pemeriksaan ini dilakukan oleh operator yang bergantian. Pemeriksaan ini meliputi pemeriksaan botol kusam, botol karat, botol asing dan botol somplak. Botol yang lolos dari penyortiran ini akan dibawa conveyor menuju mesin filler untuk diisi dengan TCM.
d. Pengisian Teh Cair Manis ke Botol
e. Pemberian Tutup Botol (Crown Cork)
Pemasangan tutup botol dilakukan dengan menggunakan crowner. Mesin crowner sebelumnya akan mensterilkan crown cork dengan sistem UV. Teh botol dalam keadaan panas langsung ditutup dengan menggunakan mesin crowner.
f. Light Inspection II
Tahap ini proses yang terjadi sama seperti proses light inspection I, hanya berbeda pada kriteria pemeriksaannya saja. Light Inspection botol isi dimaksudkan untuk memeriksa Teh Botol Sosro atas volume yang kurang dari 220 ml, crown cork yang tidak terpasang dengan baik dan benar, botol retak dan adanya benda asing dalam botol. Selector akan memeriksa secara visual botol yang lewat didepannya.
g. Pencetakan Kode Produksi
Botol yang berisi TCM dibawa oleh chain conveyor ke ink jet untuk mencetak kode produksi dan tanggal kadaluarsa pada leher botol. Pemberian kode produksi bertujuan untuk memudahkan menelusuri asal-usul Teh Botol Sosro jika kemudian hari terdapat masalah.
J1020C J : Kode PT. Sinar Sosro cab. Deli Serdang 10 20 : Jam dan menit produksi
h. Pencucian Peti Botol (Krat)
Peti botol yang telah kosong dibawa ke mesin crate washer dengan menggunakan conveyor. Proses pencucian krat dilakukan dengan penyemprotan air bertekanan yang disemprotkan pada krat yang berjalan melalui conveyor. Krat yang telah bersih selanjutnya dibawa oleh conveyor ke mesin crater.
i. Crater
Setelah pengkodean selesai, maka botol akan dimasukkan ke dalam krat dengan menggunakan mesin crater.
j. Penyimpanan dan Masa Inkubasi
Manual Depalitizer
Decrater
Botol Kosong Crate Kosong
Botol kosong dari PB (Peti Botol)
Crate washer Botol washer
Light Inspection Botol Kosong
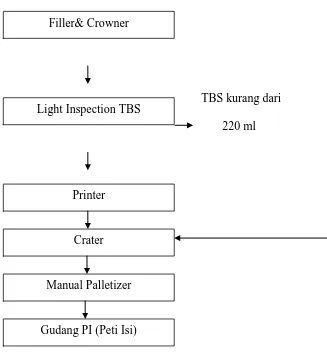
Filler& Crowner
Light Inspection TBS
Printer
Crater
Manual Palletizer
Gudang PI (Peti Isi)
[image:44.595.155.482.132.484.2]TBS kurang dari 220 ml
Gambar 2.2. Jalur Pembotolan (Bottling Line)
2.6. Mesin dan Peralatan
BAB III
LANDASAN TEORI
3.1. Pendahuluan
Untuk memecahkan masalah yang akan dibahas, maka akan dipergunakan Konsep Kaizen. Sebelum membahas tentang Konsep Kaizen, maka perlu diketahui tentang proses produksi.
a. Pengertian Proses Produksi
Proses adalah cara, metoda dan teknik bagaimana sesungguhnya sumber-sumber (tenaga kerja, mesin, bahan, dan dana) yang ada dirubah untuk memperoleh suatu hasil. Sedangkan produksi adalah kegiatan untuk menciptakan atau menambah kegunaan suatu barang atau jasa. Dari uraian diatas maka dapatlah ditarik kesimpulan mengenai pengertian proses produksi. Proses produksi dapat diartikan sebagai cara, metode dan teknik untuk menciptakan atau menambah kegunaan suatu barang atau jasa dengan menggunakan sumber-sumber (tenaga kerja, mesin, dan dana) yang ada.
b. Jenis-jenis Proses Produksi
Proses produksi dapat dibedakan atas dua jenis, yaitu :
1. Proses produksi yang terus-menerus (Continuous processes) 2. Proses produksi yang terputus-putus (Intermittent processes)
untuk memproduksi sesuatu produk atau beberapa produk tanpa mengalami perubahan. Untuk dapat menentukan jenis proses produksi dari suatu perusahaan pabrik, maka perlu dilihat atau diketahui sifat-sifat dari proses produksi dari perusahaan pabrik tersebut. Adapun sifat-sifat atau ciri-ciri dari proses produksi yang terus-menerus (continuous process/manufacturing) ialah :
1. Biasanya produk yang dihasilkan dalam jumlah yang besar dengan variasi yang sangat kecil dan sudah distandarisasi.
2. Proses seperti ini biasanya menggunakan sistem atau cara penyusunan peralatan berdasarkan urutan dari pengerjaan produk yang dihasilkan. 3. Mesin-mesin yang dipakai dalam proses produksi seperti ini adalah
mesin-mesin yang bersifat khusus untuk menghasilkan produk tersebut.
4. Oleh karena mesin-mesinnya bersifat khusus dan biasanya agak otomatis, maka berpengaruh individual operator terhadap produk yang dihasilkan kecil sekali.
5. Apabila terjadi salah satu mesin/peralatan terhenti atau rusak, maka seluruh proses produksi akan terhenti.
6. Oleh karena mesin-mesinnya bersifat khusus dan variasi dari produknya kecil maka job structurnya sedikit dan jumlah tenaga kerjanya tidak tidak perlu banyak.
8. Biasanya bahan-bahan dipindahkan dengan peralatan handling yang fixed (Fixed Path Equipment) yang menggunakan tenaga mesin seperti ban berjalan (conveyor).
Sedangakan sifat-sifat atau ciri-ciri dari proses produksi yang terputus-putus (Intermittent process) ialah :
1. Biasanya produk yang dihasilkan dalam jumlah yang sangat kecil dengan varasi yang sangat besar dan didasarkan atas pesanan.
2. Proses seperti ini biasanya menggunakan sistem, atau cara penyusunan peralatan berdasarkan atas fungsi dalam proses produksi atau peralatan yang sama dikelompokkan pada tempat yang sama.
3. Mesin-mesin yang dipakai proses produksi seperti ini adalah mesin-mesin yang bersifat umum yang dapat digunakan untuk menghasilkan bermacam-macam produk dengan variasi yang hampir sama.
4. Oleh karena mesin-mesinnya bersifat umum dan biasanya kurang otomatis, maka pengaruh individual operator terhadap produk yang dihasilkan sangat besar, sehingga operatornya perlu mempunyai keahlian yang tinggi dalam pengerjaan produk tersebut.
5. Proses produksi tidak mudah akan terhenti walaupun terjadi kerusakan atau terhentinya salah satu mesin atau peralatan.
1
7. Persediaan bahan mentah biasanya tinggi, karena tidak dapat ditentukan pesanan apa yang akan dipesan oleh pembeli dan juga persediaan bahan dalam proses lebih tinggi dari Continouos process, karena prosesnya terputus-putus.
8. Biasanya bahan-bahan dipindahkan dengan peralatan handling yang dapat flexible (varied path equipment) yang menggunakan tenaga manusia seperti kereta sorong atau forklift.
3.2. Konsep Kaizen
Kaizen merupakan konsep Jepang yang berarti perbaikan proses secara terus-menerus untuk selalu meningkatkan mutu dan produktivitas output. Pendekatan ini hanya dapat berhasil dengan baik apabila disertai dengan sumber daya manusia yang tepat. Faktor manusia merupakan dimensi yang terpenting dalam perbaikan kualitas dan produktivitas. Hal ini berarti bahwa dalam kaizen itu diupayakan menuju tujuan yang telah digariskan secara lambat laun, tetapi secara konsisten, sehingga sesudah suatu kurun waktu tertentu dicapai efek total yang besar dalam hal proses dan hasil karya personil.
Tiga aturan dasar dalam penerapan kaizen di tempat kerja adalah sebagai berikut : 2
1. Penataan atau 5S
Penataan atau 5S merupakan unsur yang essensial bagi manajemen yang baik. Melalui 5S, karyawan mempelajari dan mempraktekkan disiplin pribadi. Karyawan tanpa disiplin pribadi tidak mungkin menghasilkan produk atau jasa layanan yang berkualitas bagi kosumen.
2. Penghapusan pemborosan (muda)
Pemborosan (muda) merupakan segala macam kegiatan yang tidak memberikan nilai tambah. Penghapusan pemborosan dapat menjadi cara yang paling baik, hemat dan efektif dalam meningkatkan produktivitas dan menurunkan biaya operasi. Kaizen lebih menekankan penghapusan pemborosan daripada menambah investasi yang diharapkan atau memberikan nilai tambah.
3. Standarisasi
3.3. Strategi Kaizen
Manajemen harus belajar untuk menerapkan konsep dan sistem yang mendasarkan tertentu dalam rangka mewujudkan strategi kaizen adalah sebagai berikut : 3
1. Kaizen
Dalam konteks kaizen, manajemen memiliki dan fungsi utama yaitu pemeliharaan dan perbaikan. Pemeliharaan berkaitan dengan kegiatan untuk memelihara teknologi, sistem manajerial, standar operasional yang ada, dan menjaga standar tersebut melalui pelatihan serta disiplin.
2. Proses versus hasil
3. Siklus PDCA dan SDCA
Langkah pertama dari kaizen adalah menerapkan PDCA (plan-do-check-act). Sebagai sarana yang menjamin terlaksananya kesinambungan dari kaizen guna mewujudkan kebijakan untuk memelihara dan memperbaiki/meningkatkan standar. Siklus ini merupakan konsep yang terpenting dari proses kaizen.
SDCA (standardize-do-check-act) menerapkan standarisasi guna mencapai kestabilan proses, sedangkan PDCA menerapkan perubahan guna meningkatkan SDCA berkaitan dengan fungsi pemeliharaan, sedangkan PDCA merujuk pada fungsi perbaikan, dua hal inilah yang menjadi tanggung jawab utama manajemnen.
4. Mengutamakan mutu
Tujuan utama dari mutu, biaya dan penyerahan (QDC) adalah menempatkan mutu pada prioritas tertinggi. Tidak jadi soal bagaimana menariknya harga dan penyerahan yang ditawarkan pada konsumen, perusahaan tidak akan mampu bersaing jika mutu produk dan pelayanan tidak memadai. Praktek mengutamakan mutu membutuhkan komitmen manajemen karena manajerial seringkali berhadapan dengan berbagai godaan untuk membuat kompromi berkenaan persyaratan penyerahan dan pemotongan biaya.
5. Berbicara dengan data
4
6. Proses berikut adalah konsumen
kemudian data yang relevan dikumpulkan serta ditelaah. Mencoba menyelesaikan masalah tanpa data adalah pemecahan masalah berdasarkan pendekatan yang tidak alamiah dan tidak objektif. Mengumpulkan data tentang keadaan saat ini membantu untuk memahami ke arah mana fokus harus diarahkan yang merupakan langkah awal dalam upaya perbaikan.
Semua pekerjaan pada dasarnya terselenggara melalui serangkaian proses, dan masing-masing proses memiliki pemasok maupun konsumen. Proses berikutnya adalah konsumen, merujuk pada dua macam konsumen yaitu konsumen internal (proses yang msih berada dalam perusahaan yang sama) dan konsumen eksternal (yang berada di pasar).
3.4. Aktivitas 3 MU (Muda, Muri, Mura) 4
3.4.1. Muda
Kegiatan tanpa nilai tambah dalam bahasa Jepang disebut muda (artinya pemborosan). Ohno adalah orang yang pertama yang menemukan sejumlah besar pemborosan yang terdapat di gemba. Ohno kemudian mengelompokkan pemborosan di gemba dalam tujuh jenis pemborosan, yaitu :
1. Pemborosan produksi berlebih
mereka memaksa diri untuk memproduksi lebih banyak agar selalu berada disisi yang aman. Pemborosan ini merupakan akibat dari upaya mendahului jadwal produksi. Pemborosan produksi berlebih dan terlalu banyak adalah pemborosan yang paling buruk. Hal ini akan menimbulkan rasa aman yang palsu pada banyak orang, menutupi berbagai masalah yang ada dan menghadapi berbagai informasi yang dapat menjadi bibit untuk kegiatan kaizen di gemba. Seharusnya, produksi yang lebih dianggap sebagai tindak kejahatan dan yang melakukannya diperlakukan sebagai kriminal.
2. Pemborosan persediaan
Produk jadi, barang setengah jadi, atau komponen dan pasokan barang terkonsumsi yang berstatus persediaan tidak memberikan nilai tambah. Sebaiknya, semua itu menambah pada pos biaya produksi dengan bertambahnya kebutuhan tempat, peralatan, dan fasilitas seperti gudang membutuhkan tenaga kerja tambahan untuk tugas operasional maupun administrasi.
3. Pemborosan pada pengerjaan ulang karena gagal/cacat.
Hasil produksi yang ditolak atau cacat mengganggu produksi dan membutuhkan pengerjaan ulang yang mahal. Seringkali produk tolakan harus dimusnahkan, suatu pemborosan sumber daya maupun upaya yang telah ditanamkam. Pada lingkungan produksi massal modern, suatu gangguan pada mesin otomatis berkecepatan tinggi dapat berakibat pada produk cacat dan gagal dalam jumlah yang besar sebelum masalahnya terisolasi. Produk cacat itu sendiri dapat mengakibatkan kerusakan pada mesin atau peralatan yang terdapat pada proses berikutnya. Seorang operator jaga yang berfungsi sebagai satpam yang harus ditempatkan disisi mesin dan segera menghentikan mesin ini telah menyangkali, bahkan mengkhianati, tujuan memiliki mesin berkecepatan tinggi. Mesin seperti ini seharusnya dilengkapi dengan mekanisme yang dapat menghentikan diri sendiri bila terjadi cacat produksi.
4. Pemborosan pada gerak kerja
5. Pemborosan pada pemrosesan
Kadang-kadang teknologi yang kurang tetap atau rancangan produk yang kurang baik berakibat pada pemborosan yang terjadi pada pemrosesan. Pemrosesan dalam hal ini adalah perlakuan mengubah produk atau informasi tadi. Penghapusan pemborosan pemrosesan sering dapat dicapai dengan pemikiran akal sehat dan berbiaya rendah. Pemborosan pada pemrosesan dapat dihindari dengan menggunakan sinkronisasi proses. Operator seringkali melakukan pekerjaannya pada bidang tertentu lebih teliti dari yang disyaratkan.
6. Pemborosan waktu tunggu atau penundaan
menyelesaikan langkah kerjanya, pada saat ini operator hanya mengawasi mesin saja tanpa memberikan nilai tambah.
7. Pemborosan pada transportasi
Di gemba, orang dapat menemukan berbagai sarana transportasi seperti truk, kereta. Transpor adalah kegiatan penting dalam operasi di gemba, namun sesungguhnya memindahkan material maupun benda kerja sama sekali tidak menciptakan nilai tambah pada barang tersebut. Lebih buruk lagi, kerusakan dapat terjadi dalam transportasi. Bersama dengan persediaan berlebih dan waktu tunggu yang tidak perlu, pemborosan pada transportasi sangat menonjol sebagai salah satu bentuk pemborosan. Salah satu pola yang selalu muncul di gemba dari perusahaan manufaktur barat adalah ketergantungan yang mencolok terhadap jalur konveyor.
3.4.2. Mura
3.4.3. Muri
Muri adalah keterpaksaan yang merupakan kondisi kerja yang menciptakan ketegangan bagi karyawan maupun mesin dan juga proses kerja. Misalnya, bila seorang karyawan baru ditempatkan langsung bekerja pada tugas yang biasanya dilaksanakan oleh karyawan senior tanpa pelatihan yang cukup, maka tugas ini akan merupakan beban yang sangat berat baginya. Pekerja akan mengalami tekanan, bekerja lambat, bahkan membuat kesalahan sehingga pemborosan pun terjadi.
Bila kita melihat operator yang bersimpah peluh dalam melaksanakan tugasnya, kita harus segera menyadari bahwa tugas ini termuat banyak kesulitan dan menimbulkan keterpaksaan. Semua kegiatan kaizen, penghapusan pemborosan seringkali dikaitkan dengan upaya menghentikan atau menghapus apa yang selama ini kita lakukan jika tidak membutuhkan biaya banyak dalam menerapkannya. Manajemen perlu berprakarsa mamulai kaizen dengan kegiatan penghapusan pemborosan dimanapun pemborosan itu berada terutama di gemba. 6
3.5. Lima Langkah Pemeliharaan Tempat Kerja (Seiri, Seiton, Seiso, Seiketsu, dan Shitsuke)
langkah penataan dan pemeliharaan tempat kerja dikembangkan melalui upaya intensif dalam bidang manufaktur. 7
3.5.1. Ringkas (Seiri)
Ringkas mempunyai pengertian membedakan antara yang diperlukan dan tak diperlukan di tempat kerja dan menyingkirkan yang tidak diperlukan. Membuat tempat ringkas, yang hanya menampung barang-barang yang diperlukan saja.
Disini diutamakan adalah manajemen stratifikasi dan mencari penyebab-penyebabnya untuk menghilangkan yang tidak diperlukan serta menghilangkan penyebab itu sebelum menimbulkan masalah.
3.5.2. Rapi (Seiton)
Rapi merupakan penyimpangan barang di tempat yang tepat sehingga dapat dipergunakan dalam keadaan yang mendadak. Ini merupakan cara untuk dapat menghilangkan proses pencarian. Disini diuatamakan adalah manajemen fungsional dan penghapusan proses pencarian. Jika segala sesuatu disimpan ditempatnya demi mutu dan keamanan, berarti anda memiliki tempat yang rapi. 3.5.3. Resik (Seiso)
Disini diutamakan pembersihan sebagai pemeriksaan terhadap kebersihan dan menciptakan tempat kerja yang tidak memiliki cacat atau cela.
3.5.4. Rawat (Seiketsu)
Rawat merupakan memperluas konsep kebersihan pada diri pribadi dan terus-menerus mempraktekkan pemilahan, penataan dan pembersihan. Dengan demikian, pemantapan mencakup kebersihan pribadi dan kebersihan lingkungan. Dalam hal ini terutama diperlukan manajemen dan pemantapan 5S. Manajemen dan inovasi terpadu digunakan untuk mencapai dan memelihara kondisi yang dimantapkan sehingga anda selalu dapat bertindak dengan cepat.
3.5.5. Rajin (Shitsuke)
Rajin merupakan membangun disiplin diri pribadi dan membiasakan diri untuk menerapkan 5R melalui norma kerja dan standarisasi. Dengan kata lain menanamkan (memiliki) kemampuan untuk melaksanakan sesuatu dengan benar dan cara yang benar. Dalam hal ini penekanannya adalah untuk menciptakan tempat kerja dengan kebiasaan dan perilaku yang baik. Dengan mengajarkan kepada setiap orang untuk melaksanakannya, maka kebiasaan buruk akan terbuang dan kebiasaan baik akan terbentuk. Orang mempraktekkannya dengan membuat dan mematuhi peraturannya.
3.6. Langkah-langkah penerapan 5S 8
1. Pemilahan (Seiri)
Berikut ini akan dijelaskan langkah-langkah dari penerapan 5S yaitu :
Pemilahan berarti memisahkan.meyeleksi secara jelas barang-barang dan yang diperlukan dan tidak diperlukan.
Langkah-langkah dalam penerapan pemilahan :
Langkah 1 : Mampu memutuskan untuk membedakan antara barang/peralatan yang berguna dan yang tidak berguna.
Langkah 2 : Menyeleksi dan memilih peralatan/barang yang berguna dan barang yang tidak berguna.
Langkah 3 : Menempatkan/meletakkan peralatan/barang yang tidak berguna atau yang diperlukan di dekat lingkungan kerja.
Langkah 4 : Menyingkirkan peralatan/barang yang tidak berguna dari lingkungan kerja.
Langkah 5 : Membuat daftar barang/peralatan yang diperlukan dalam keadaan rusak untuk segera diperbaiki.
2. Penerapan Penataan (Seiton)
Langkah 1 : Memperhatikan dan mempelajari lokasi/tempat peralatan/barang yang hendak diatur/ditata.
Langkah 2 : Mempelajari letak posisi peralatan/barang yang hendak diatur/ditata.
Langkah 3 : Menyusun/menata peralatan/barang sesuai tempat dan fungsinya sehingga semua orang gampang mengambil dan memakainya.
Langkah 4 : Memberi tanda/daftar peralatan/barang tersebut untuk menghindari salah penempatan sehingga peralatan/barang dapat teratur sesuai dengan susunannya.
3. Penerapan pembersihan (Seiso)
Langkah 1 : Menentukan objek yang akan dibersihkan beserta ruang lingkupnya.
Langkah 2 : Membuat rencana tindakan pelaksanaan pembersihan. Langkah 3 : Membuat prioritas dalam tindakan pelaksanaan
pembersihan.
4. Penerapan Pemantapan (Seiketsu)
Pemeliharaan dan penyempurnaan yang dilaksanakan secara baik dan terus-menerus terhadap pelaksanaan dari penerapan : Seiri, Seiton, Seiso akan menciptakan lingkungan kerja yang sehat dan nyaman, sehingga pekerjaan dapat bekerja secara baik dan nyaman.
Langkah 1 : Mempelajari apa yang diperlukan untuk mengendalikan dan menyempurnaan Seiri, Seiton, Seiso, agar selalu tetap terjaga keteraturannya, kerapiannya, dan kebersihannya.
Laangkah 2 : Berusaha menanamkan pada seluruh karyawan untuk menciptakan lingkungan kerja yang sehat dan nyaman dengan melakukan langkah-langkah tersebut di atas.
5. Penerapan Pembiasaan (Shitsuke)
Pembiasaan merupakan suatu sikap kerja yang telah menjadi suatu kebiasaan dan seluruh karyawan untuk menjaga lingkungan kerja agar tetap rapi, bersih dan selalu mematuhi aturan-aturan atau metode kerja yang ada.
Langkah 1 : Melakukan komunikasi yang baik dengan karyawan untuk memotivasi karyawan.
3.6. Alat Pemecahan Masalah Kaizen
Dalam menganalisa data untuk memecahkan masalah, maka dapat diperoleh dengan menggunakan teknik dasar pengendalian mutu terpadu yang umum disebut 7 tools (tujuh alat pengendalian mutu terpadu). Fungsi tujuh alat pengandalian kualitas (Seven Tools) adalah untuk meningkatkan kemampuan perbaikan proses, sehingga akan diperoleh : 9
1. Peningkatan kemampuan untuk berkompetisi.
2. Penurunan cost of quality dan peningkatan fleksibilitas harga. 3. Meningkatkan produktivitas sumber daya.
Adapun maksud dan tujuan penggunaan tujuh alat pengendalian kualitas (Seven Tools) adalah sebagai berikut :
1. Mengetahui masalah
2. Mempersempit ruang lingkup masalah
3. Mencari faktor yang diperkirakan merupakan penyebab 4. Memastikan faktor yang diperkirakan menjadi penyebab 5. Mencegah kesalahan akibat kurang hati-hati
3.6.1. Check sheet (lembar pemeriksaan)
a. Maksud pembuatan dan pengisian harus jelas, yaitu: - Informasi apa yang ingin diketahui?
- Apakah data yang didapat sudah cukup lengkap sebagai dasar untuk mengambil tindakan?
b. Pengelompokkan data benar dan sesuai dengan apa yang diinginkan, yaitu:
- Mudah dipahami dan diisi
- Memberikan data yang lengkap tentang apa yang ingin diketahui. c. Lembar pemeriksaan (Check Sheet) dapat diisi dengan cepat dan mudah,
kalau perlu digunakan gambar.
Ada beberapa jenis lembar pemeriksaan (Check Sheet) yang biasa digunakan untuk mengumpulkan data, diantaranya adalah :
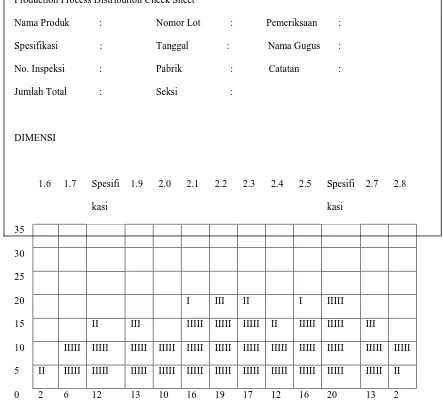
a. Production Process Distribution Check Sheet
Production Process Distribution Check Sheet
Nama Produk : Nomor Lot : Pemeriksaan :
Spesifikasi : Tanggal : Nama Gugus :
No. Inspeksi : Pabrik : Catatan :
Jumlah Total : Seksi :
DIMENSI
1.6 1.7 Spesifi
kasi
1.9 2.0 2.1 2.2 2.3 2.4 2.5 Spesifi
kasi
2.7 2.8
35
30
25
20 I III II I IIIII
15 II III IIIII IIIII IIIII II IIIII IIIII III
10 IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII
5 II IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII II
0 2 6 12 13 10 16 19 17 12 16 20 13 2
[image:65.595.99.542.202.610.2]TOTAL FREKUENSI
Gambar 3.1. Production Process Distribution Check Sheet
1. Model atau pola distribusi yang ada
2. Hubungan yang ada antara frekuensi serta batas spesifikasi yang distandartkan:
- Apakah pusat distribusi (Central Of Tendency) cukup dekat dengan batas spesifikasi?
- Apakah penyebaran data terlalu besar sehingga melewati batas spesifikasi?
- Berapa persentase yang keluar dari batas spesifikasi ini?
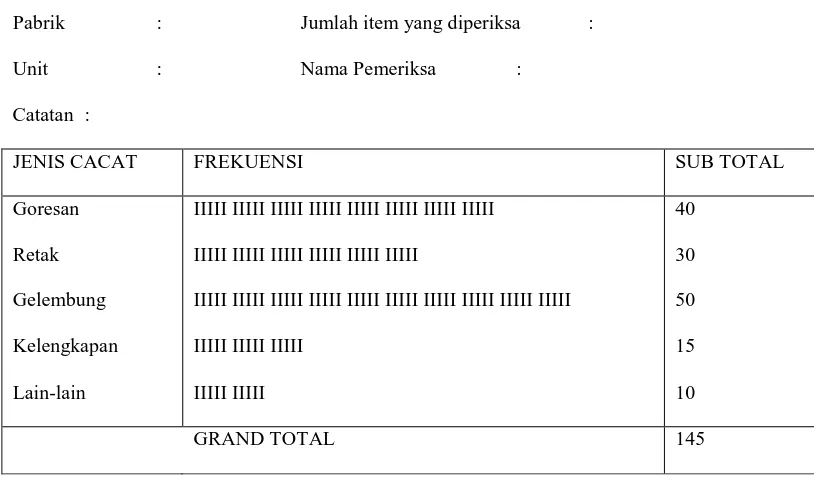
b. Defective Check Sheet
Untuk mengurangi jumlah kesalahan atau cacat yang ada dalam suatu proses kerja maka terlebih dahulu kita harus mampu mengidentifikasi jenis kesalahan yang ada dan jumlahnya. Dari jenis-jenis kesalahan tersebut akan didapat faktor penyebab yang berbeda pula sehingga dapat dilakukan tindakan preventif untuk proses yang akan datang sesuai dengan jenis kesalahannya, dan dapat di lihat pada Gambar 3.2. berikut ini: 11
Defective Check Sheet
Pabrik : Jumlah item yang diperiksa :
Unit : Nama Pemeriksa :
Catatan :
JENIS CACAT FREKUENSI SUB TOTAL
Goresan
Retak
Gelembung
Kelengkapan
Lain-lain
IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII
IIIII IIIII IIIII IIIII IIIII IIIII
IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII IIIII
IIIII IIIII IIIII
IIIII IIIII
40
30
50
15
10
[image:67.595.107.514.108.352.2]GRAND TOTAL 145
Gambar 3.2. Defective Check Sheet
3.6.2. Histogram
Diagram Histogram (Histogram Diagram) juga biasa disebut peta distribusi frekuensi karena kegunaannya adalah menganalisa masalah dengan mengetahui distribusi atau penyebaran data yang ada. Histogram merupakan suatu penampilan grafik dari serangkaian urutan, angka-angka tersebut kemudian dikelompokkan dalam bentuk balok-balok yang dengan mudah dapat diperhatikan pemisahannya dengan pembatasan tertentu sehingga dapat terlihat penyebarannya.
Berikut adalah langkah-langkah pembuatan Histogram : Langkah 1 : Kumpulkan data yang diperlukan.
Langkah 2 : Tentukan kelas yang akan dibuat.
Langkah 4 : Gambarkan Diagram Histogram (Histogram Diagram) berdasarkan tabel frekuensi dengan sumbu vertical sebagai jumlah frekuensi dan sumbu horizontal sebagai jenis atau ukuran kelas.
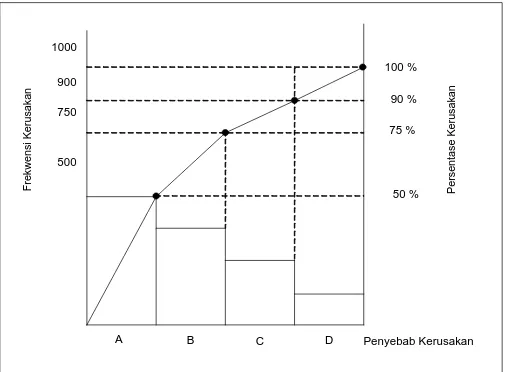
3.6.3. Pareto Diagram
Diagram Pareto (Pareto Diagram) sebagai salah satu dari tujuh alat pengendalian kualitas (Seven Tools) yang bertujuan untuk menemukan masalah utama dan menyatakan perbandingan masing-masing masalah terhadap keseluruhannya. Penentuan masalah utama ini penting dilakukan untuk menetapkan prioritas perbaikan, karena memecahkan masalah yang paling dominan tentu lebih bermanfaat dari pada memecahkan masalah yang kecil. 12
Berikut adalah langkah-langkah pembuatan Diagram Pareto (Pareto Diagram), yaitu : 13
Langkah 2 : Susun tiap-tiap penyebab yang ada sesuai dengan pengelompokkan yang dibuat. Selanjutnya gambarkan ke dalam bentuk grafik kolom sesuai dengan nilai kuantitatif masing-masing. Kelompok dengan nilai terkecil digambar paling kanan.
Langkah 3 : Buatlah grafik secara kumulatif (Berdasarkan Persentase) diatas grafik kolom. Garis ini dimulai dari penyebab penyimpangan terbesar. 500 750 900 1000 100 % 90 % 75 %
50 % P
e rs e n ta s e K e ru s a k a n F re k w e n s i K e ru s a k a n Penyebab Kerusakan
[image:69.595.186.441.223.409.2]A B C D
Gambar 3.3. Pareto Diagram
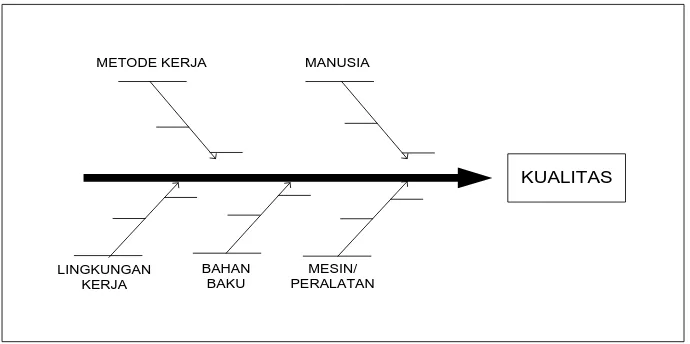
3.6.4. Cause and Effect Diagram (Diagram Sebab Akibat)
Untuk mencari faktor-faktor penyebab terjadinya penyimpangan kualitas hasil kerja, maka orang akan selalu mendapatkan bahwa ada 5 faktor penyebab utama yang signifikan yang perlu diperhatikan, yaitu : 14
a. Manusia (Man)
b. Metode kerja (Work Methode)
c. Mesin atau peralatan kerja lainnya (Machine/Equipment) d. Bahan-bahan baku (Raw Material)
e. Lingkungan kerja (Work Environment)
Berikut adalah langkah-langkah pembuatan Diagram Sebab Akibat (Cause Effect Diagram), yaitu :
Langkah 1 : Gambarkanlah panah dengan kotak di ujung kanannya dan tentukan masalah yang hendak diperbaiki.
Langkah 2 : Tentukan faktor-faktor penyebab utama permasalahan. Gambarkan cabang-cabang yang berarti faktor-faktor ini mengarah ke panah utama pada langkah 1.
Langkah 3 : Perinci lebih lanjut faktor-faktor dari langkah 2 dengan membentuk ranting pada cabang.
Langkah 4 : Periksa apakah semua faktor yang berkaitan dengan masalah telah dicantumkan dalam diagram.
KUALITAS
METODE KERJA MANUSIA
MESIN/ PERALATAN BAHAN
BAKU LINGKUNGAN
[image:71.595.131.476.112.284.2]KERJA
Gambar 3.4. Cause and Effect Diagram
3.6.5. Stratifikasi
Stratifikasi adalah usaha pengelompokkan data ke dalam kelompok-kelompok yang mempunyai karakteristik yang sama. Kegunaan dari stratifikasi adalah :
a. Mencari faktor-faktor penyebab utama kualitas secara mudah. b. Membantu pembuatan scatter diagram
c. Mempermudah pengambilan keputusan di dalam penggunaan peta kontrol d. Mempelajari secara menyeluruh masalah yang dihadapi
Untuk meyakinkan akan pentingnya faktor-faktor yang diduga, data yang terkumpul harus disusun dalam lapisan (strata) sesuai karateristik data, karena akan sulit memperbaiki cacat jika datanya tidak distratifikasi. Untuk menyusun stratifikasi data ada beberapa jenis kriteria, yaitu antara lain :
d. Sebab Cacat e. Lokasi Cacat f. Tanggal Produksi g. Kelompok Kerja h. Shift Kerja i. Individu Operator
3.6.6. Scatter Diagram (Diagram Pencar)
Scatter diagram digunakan untuk melihat kolerasi dari suatu faktor penyebab yang berkesinambungan terhadap suatu karateristik kualitas hasil kerja. Pada umumnya apabila kita membicarakan tentang hubungan antara dua jenis data, kita sesungguhnya berbicara tentang : 15
a. Hubungan sebab akibat
b. Suatu hubungan antara satu dan lain hal
c. Hubungan antara satu sebab dengan dua sebab lainnya
Dalam membaca atau menganalisa diagram, dapat dilihat dari hubungan antara faktor sebab akibat yang ada berdasarkan penyebaran titik-titiknya. Berikut adalah langkah-langkah pembuatan Diagram Pencar (Scatter Diagram), yaitu : Langkah 1 : Kumpulkan data-data yang akan dilihat hubungannya dan
Langkah 2 : Gambarkan sumbu grafik vertikal dan horizontal, biasanya sumbu vertikal menunjukkan akibat dan sumbu horizontal menunjukkan sebab.
Langkah 3 : Plot data yang ada dalam grafik. Titik-titik data ini diperoleh dengan memotong nilai kuantitatif yang ada dari kedua sumbu vertikal dan horizontal. Apabila nilai data ternyata berulang dan jatuh pada titik yang sama, maka lingkari titik tersebut dengan frekuensi pengulangannya.
Pada umumnya penyebaran data ini akan cenderungan mengikuti model-model sebagai berikut :
1. Korelasi positif
2. Ada gejala korelasi positif
3. Tidak terlihat adanya korelasi positif 4. Ada gejala korelasi negatif
5. Korelasi negatif
3.6.7. Control chart (peta kontrol/bagan pengendali)
pengendalian tersebut. Bagan ini merupakan grafik garis dengan mencantumkan batas maksimum dan minimum yang merupakan daerah pengendalian. 16
a. Peta X -R
Peta ini digunakan untuk mengendalikan dan menganalisa proses yang menggunakan nilai continue dari mutu produk seperti panjang, berat, atau konsentrasi dan ini memberikan sejumlah informasi terbanyak mengenai proses.
Peta x menggambarkan nilai rata-rata subgroup dan peta R menggambarkan kisaran subgroup. Sebuah peta R biasanya digunakan dalam kombinasi dengan peta x untuk mengendalikan variasi dalam subgroup. Rumus-rumus untuk peta x dan R dapat dilihat dibawah ini. Peta Kendali x
Garis Pusat x =
g xi
g i
∑
=1Batas Kendali Atas (UCL) = x + A2R Batas Kendali Bawah (LCL) = x - A2R Peta Kendali R
Garis Pusat R =
g Ri
g i
∑
=1Dimana : x = rata-rata subgroup
x i = rata-rata dari subgroup ke i g = nomor subgroup
R = rata-rata range
Ri = range dari subgroup ke i
3.7. Bahan kimia untuk proses pencucian botol
Botol yang digunakan untuk pengisian minuman harta bersih, tidak rusak atau pecah. Untuk memperoleh botol yang baik perlu diperbaiki dan dicuci. Botol yang berasal dari pasar maupun botol baru terlebih dahulu harus diperiksa. Pemeriksaan bertujuan memperoleh botol yang baik. Botol yang terlalu kotor terlebih dahulu dibersihkan secara manual, sedangkan botol yang rusak/pecah disisihkan, dengan bantuan conveyor. Sebelum dilakukan proses pengisian syrup kedalam botol maka harus dipastikan botol-botol dalam keadaan bersih, untuk itu botol-botol sebelumnya dilakukan proses pencucian botol. Pada PT. Sinar Sosro Medan proses pencucian botol memakai bahan kimia. Bahan kimia yang digunakan pada proses pencucian botol pada PT. Sinar Sosro Medan yaitu caustic dan stabilon.
langsung dengan kulit. Caustic soda (NaOH) akan meninggalkan noda berwarna kuning pada kain dan kertas apabila kontak langsung.
Caustic soda (NaOH) adalah bahan kimia yang banyak digunakan pada industri-industri seperti industri kertas, tekstil dan sebagai detergen. Produksi caustic soda diseluruh dunia pada tahun 1998 mencapai 45 juta ton. Zat ini pada umumnya dipakai pada laboratorium-laboratorium kimia. Caustic soda murni pada umumnya berbentuk pallet yang berwarna putih. Caustic soda sangat mudah larut dalam air dengan pembebasan panas, zat ini juga dapat dilarutkan dengan etanol dan methanol meskipun memperlihatkan daya larut yang rendah.
Caustic soda (NaOH) adalah senyawa kompleks yang terdiri dari