IDENTIFIKASI PEUBAH-PEUBAH YANG MEMPENGARUHI
KUALITAS PRODUK BATANG KAWAT BAJA
COLD
HEADING
NUR LAIFAH HASINAH
DEPARTEMEN STATISTIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM INSTITUT PERTANIAN BOGOR
PERNYATAAN MENGENAI SKRIPSI DAN
SUMBER INFORMASI SERTA PELIMPAHAN HAK CIPTA*
Dengan ini saya menyatakan bahwa skripsi berjudul Identifikasi Peubah-Peubah yang Mempengaruhi Kualitas Produk Batang Kawat Baja Cold Heading
adalah benar karya saya dengan arahan dari komisi pembimbing dan belum diajukan dalam bentuk apa pun kepada perguruan tinggi mana pun. Sumber informasi yang berasal atau dikutip dari karya yang diterbitkan maupun tidak diterbitkan dari penulis lain telah disebutkan dalam teks dan dicantumkan dalam Daftar Pustaka di bagian akhir disertasi ini.
Dengan ini saya melimpahkan hak cipta dari karya tulis saya kepada Institut Pertanian Bogor.
Bogor, Maret 2014
Nur Laifah Hasinah
ABSTRAK
NUR LAIFAH HASINAH. Identifikasi Peubah-Peubah yang Mempengaruhi
Kualitas Produk Batang Kawat Baja Cold Heading. Dibimbing oleh ERFIANI dan FARIT MOCHAMAD AFENDI.
Batang kawat baja cold heading merupakan salah satu produk baja yang diproduksi oleh divisi WRM di PT Krakatau Steel (Persero) Tbk. Alur proses pembuatan batang kawat baja pada divisi WRM ini terdiri dari dua line yang dibedakan berdasarkan teknologi pendinginan yang digunakan. Batang kawat baja memiliki sifat mekanik baja antara lain yaitu titik batas kekuatan (Yield Strength/YS), kuat tarik (Tensile Strength/TS), dan kelenturan (Elongation/EL). Keragaman nilai sifat mekanik baja ini diduga dipengaruhi oleh beberapa peubah seperti peubah perbedaan line (mesin), peubah input (bahan baku/komposisi kimia), dan peubah proses produksi (temperatur proses rolling). Berdasarkan hasil pengujian vektor nilai tengah mengenai perbedaan line didapatkan bahwa pada kedua line tidak ada perbedaan dalam mempengaruhi nilai sifat mekanik baja yang dihasilkan, sedangkan hasil pemeriksaan perbedaan periode waktu produksi menyatakan terdapat perbedaan ragam pada periode waktu produksi atau data tidak homogen. Selanjutnya, berdasarkan hasil eksplorasi evaluasi kinerja produksi dengan melihat keterkaitan batas spesifikasi dan pergerakan grafik antar peubah memperlihatkan adanya keragaman yang ditimbulkan pada periode waktu produksi yang berbeda. Peubah unsur Si, temperatur LHD dan SMC yang diduga memiliki pengaruh yang cukup besar terhadap perubahan peubah sifat mekanik baja khususnya peubah TS.
Kata kunci : Batas spesifikasi, pergerakan grafik
ABSTRACT
NUR LAIFAH HASINAH. Identification of Variables-Variables Affecting Product Quality Cold Heading Steel Wire Rod. Supervised by ERFIANI and FARIT MOCHAMAD AFENDI.
between variables chart showing the movement of the diversity generated in the production of different time periods. The variable chemical composition Si, temperature LHD and SMC suspected to have considerable influence on the mechanical properties of steel change variables, especially variables TS.
Skripsi
sebagai salah satu syarat untuk memperoleh gelar Sarjana Statistika
pada
Departemen Statistika
IDENTIFIKASI PEUBAH-PEUBAH YANG MEMPENGARUHI
KUALITAS PRODUK BATANG KAWAT BAJA
COLD
HEADING
NUR LAIFAH HASINAH
DEPARTEMEN STATISTIKA
FAKULTAS MATEMATIKA DAN ILMU PENGETAHUAN ALAM INSTITUT PERTANIAN BOGOR
Judul Skripsi : Identifikasi Peubah-Peubah yang Mempengaruhi Kualitas Produk Batang Kawat Baja Cold Heading
Nama : Nur Laifah Hasinah NIM : G14090072
Disetujui oleh
Dr Ir Erfiani, MSi Pembimbing I
Dr Farit Mochamad Afendi, MSi Pembimbing II
Diketahui oleh
Dr Anang Kurnia, MSi Ketua Departemen
PRAKATA
Puji dan syukur penulis panjatkan kepada kehadirat Allah subhanahu wa ta’ala atas segala karunia dan rahmat-Nya yang telah diberikan sehingga penulis
dapat menyelesaikan karya ilmiah yang diberi judul “Identifikasi Peubah-Peubah
yang Mempengaruhi Kualitas produk Batang Kawat Baja Cold Heading”. Karya
ilmiah ini penulis susun sebagai syarat untuk mendapatkan gelar Sarjana Statistika pada Departemen Statistika, Fakultas Matematika dan Ilmu Pengetahuan Alam, Institut Pertanian Bogor.
Penulis menyampaikan banyak terima kasih kepada Ibu Dr Ir Erfiani, MSi dan Bapak Dr Farit Mochamad Afendi, MSi selaku dosen pembimbing yang telah memberikan bimbingan, masukan dan arahan selama penulisan karya ilmiah ini, serta ucapan terima kasih kepada Bapak Ir Aam Alamudi, MSi yang telah memberikan masukan dan arahan selama penulisan karya ilmiah ini. Penulis juga mengucapkan banyak terima kasih kepada Bapak Azhari selaku pembimbing lapangan di divisi pengendalian mutu Wire Rod Mill PT Krakatau Steel (Persero) Tbk yang telah memberikan arahan dan penjelasan selama pengumpulan data. Disamping itu, penulis juga mengucapkan terimakasih banyak kepada seluruh dosen pengajar Departemen Statistika yang telah memberikan ilmu dan wawasan selama penulis menuntut ilmu di Departemen Statistika. Ungkapan beribu-ribu terimakasih juga disampaikan kepada kedua orangtua tercinta, saudara-saudara tersayang, sahabat, teman dan keluarga Statistika 46 yang selalu memberikan dukungan dan doa, serta kepada seluruh civitas Statistika IPB yang sudah membantu. Penulis menyadari bahwa masih banyak kekurangan pada karya ilmiah ini. Oleh karena itu, penulis mengharapkan masukan saran dan kritik untuk menyempurnakan karya ilmiah ini. semoga karya ilmiah ini dapat memberikan informasi dan manfaat kepada pembaca. Amin.
Bogor, Maret 2014
DAFTAR ISI
DAFTAR TABEL x
DAFTAR GAMBAR x
DAFTAR LAMPIRAN x
I. PENDAHULUAN 1
1.1. Latar Belakang 1
1.2. Tujuan 2
II. DATA DAN METODOLOGI 2
2.1. Data 2
2.2. Metode 3
III. HASIL DAN PEMBAHASAN 5
3.1. Produk Batang Kawat Baja Cold Heading 5
3.2. Mekanisme Proses Produksi Batang Kawat Baja Cold Heading 5 3.3. Perbandingan Produk Berdasarkan Perbedaan Line (Mesin) 6
3.3.1. Keterpenuhan Asumsi 7
3.3.2. Hasil Pengujian Perbandingan 8
3.4. Perbandingan Produk Berdasarkan Periode Waktu Produksi 8
3.4.1. Stabilitas Kehomogenan Ragam 8
3.4.2. Stabilitas Kehomogenan Nilai Tengah 9
3.5. Keterkaitan Hasil Input, Proses Produksi & Output 10 3.5.1. Keterkaitan Berdasarkan Batas Spesifikasi 14 3.5.2. Keterkaitan Berdasarkan Pergerakan Grafik 14
IV. SIMPULAN DAN SARAN 16
4.1. Simpulan 16
4.2. Saran 16
DAFTAR PUSTAKA 17
LAMPIRAN 18
DAFTAR TABEL
1 Peubah sifat-sifat mekanik baja 2
2 Peubah komposisi kimia 2
3 Peubah temperatur proses rolling 3
4 Uji kehomogenan ragam populasi berdasarkan periode waktu produksi 9 5 Uji kehomogenan nilai tengah populasi berdasarkan periode waktu
produksi 10
6 Hubungan antar batas spesifikasi peubah 14
7 Nilai korelasi antar peubah 15
DAFTAR GAMBAR
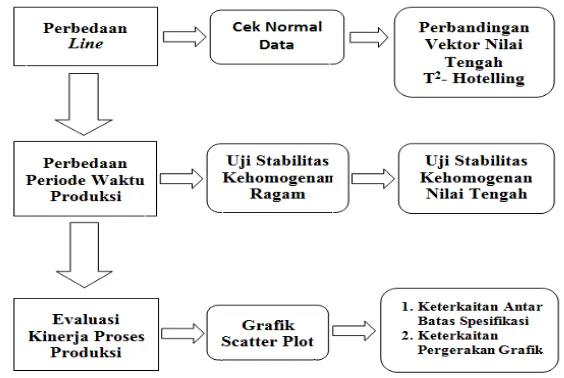
1 Diagram alir metode analisis 5
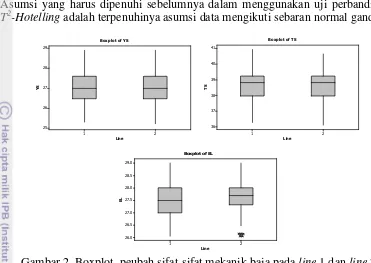
2 Boxplot peubah sifat-sifat mekanik baja pada line 1 dan 2 7 3 Grafik qq-plot peubah sifat-sifat mekanik baja pada line 1 dan 2 7 4 Scatter plot peubah titik batas kekuatan (Yield Strength/YS) 10 5 Sactter plot peubah kuat tarik (Tensile Strength/TS) 11 6 Sactter plot peubah kelenturan (Elongation/EL) 11
7 Sactter plot peubah komposisi kimia 12
8 Sactter plot peubah temperatur proses rolling 13
DAFTAR LAMPIRAN
1
I.
PENDAHULUAN
1.1. Latar Belakang
PT Krakatau Steel (Persero) Tbk merupakan salah satu perusahaan industri baja terbesar di Indonesia dan Asia Tenggara. Perusahaan industri pengolahan baja terpadu mengolah bijih besi dalam setengah jadi maupun bahan jadi untuk kemudian dipasarkan kepada konsumen, seperti baja batangan, baja lembaran panas dan dingin, serta batang kawat baja. Berdasarkan proses produksinya, perusahaan ini memiliki enam unit produksi salah satunya adalah divisi Wire Rod Mill (WRM). Divisi WRM merupakan divisi yang memproduksi batang kawat baja dengan tiga variasi produk yaitu batang kawat karbon, batang kawat untuk elektroda, dan batang kawat cold heading. Proses pembuatan batang kawat baja di unit produksi WRM ini terdiri dari dua line (mesin) yaitu line 1 dan line 2. Menurut aplikasinya, variasi batang kawat baja tersebut dibedakan berdasarkan beberapa grade (kelas) tergantung pada besarnya komposisi bahan baku yang digunakan dan yang akan menjadi fokus pada penelitian ini adalah variasi produk batang kawat baja cold heading. Produk batang kawat baja cold heading
merupakan batang kawat baja dengan komposisi karbon rendah. Kualitas produk batang kawat baja ini salah satunya dapat dilihat dari hasil pengujian nilai sifat mekanik baja. Sifat mekanik baja yang diukur yaitu titik batas kekuatan (Yield Strength/YS), kuat tarik (Tensile Strength/TS), dan kelenturan (Elongation/EL).
Kualitas produk merupakan suatu cerminan kepuasan konsumen terhadap produk dari suatu perusahaan. Keinginan perusahaan untuk memuaskan konsumen dapat diwujudkan dengan adanya optimalisasi pengawasan kualitas produksi yang konsisten. Pengawasan kualitas perlu dilakukan pada setiap proses produksi agar produk yang dihasilkan sesuai dengan batas kualitas yang diharapkan oleh perusahaan ataupun konsumen. Pada divisi WRM pengawasan kualitas dilakukan salah satunya dengan melakukan pengujian terhadap nilai sifat mekanik batang kawat baja. Permasalahan yang dihadapi oleh perusahaan saat ini yaitu ingin mengetahui peubah-peubah yang mempengaruhi kualitas produk batang kawat baja khususnya cold heading. Pada variasi batang kawat baja cold heading ini belum diketahui peubah-peubah yang mempengaruhi dan besarnya pengaruh peubah tersebut terhadap ketiga sifat mekanik baja khususnya sifat kuat tarik baja. Pihak konsumen memberikan target sifat mekanik baja khususnya nilai sifat kuat tarik baja (Tensile Strength) sebesar ≤ 37 kg/mm2. Ketiga sifat mekanik baja tersebut diduga dipengaruhi oleh beberapa peubah.
Banyak sekali peubah yang diduga mempengaruhi keberhasilan sifat mekanik baja yang dihasilkan. Pemilihan peubah-peubah didasarkan pada pertimbangan tahapan sistem produksi yang diduga menyebabkan adanya keragaman pada produk yang dihasilkan. Peubah-peubah tersebut antara lain peubah perbedaan line (mesin), peubah input (bahan baku/komposisi kimia), dan peubah proses produksi (temperatur pada proses rolling). Pada penelitian ini akan dilakukan eksplorasi kinerja proses produksi batang kawat baja cold heading
2
1.2. Tujuan
Tujuan dari penelitian ini adalah melakukan evaluasi kinerja proses produksi batang kawat baja cold heading serta mengidentikfikasi peubah-peubah yang mempengaruhi kualitas produk batang kawat baja cold heading.
II.
DATA DAN METODOLOGI
2.1. Data
Penelitian ini menggunakan data sekunder yang merupakan data hasil pengujian pada divisi WRM bulan Oktober-Desember 2012 yaitu data hasil produksi batang kawat baja cold heading pada line 1 dan line 2. Pemilihan peubah yang diukur mempertimbangkan pada tahapan sistem produksi yang diduga menyebabkan adanya keragaman pada kualitas produk. Kualitas produk batang kawat baja salah satunya dapat dilihat dari hasil pengujian nilai sifat mekanik baja. Sifat mekanik merupakan sifat material yang muncul akibat pengujian pembebanan mekanik yang diberikan. Sifat mekanik baja yang diukur pada produk batang kawat baja ini antara lain titik batas kekuatan (Yield Strength), kuat tarik (Tensile Strength), dan kelenturan (Elongation). Titik batas kekuatan/Yield Strength berhubungan dengan besarnya gaya yang mampu ditahan sampai baja patah atau pecah. Dan kuat tarik/Tensile Strength berhubungan dengan besarnya beban maksimum yang bisa ditahan bahan pada saat dilakukan pengujian tarik hingga putus. Sedangkan kelenturan/Elongation berhubungan dengan ketahanan bahan terhadap pemberian tekanan,bengkokan, digulung atau direnggangkan.
Tabel 1 Peubah sifat-sifat mekanik baja
Peubah Respon (sifat mekanik baja)
Rata-rata YS (kg/mm2) / Yield Strength
Rata-rata TS (kg/mm2) / Tensile Strength
Rata-rata persentase EL / Elongation
Pemilihan peubah yang diukur yaitu peubah yang diduga berpengaruh terhadap hasil nilai sifat-sifat mekanik baja seperti peubah perbedaan line, peubah komposisi kimia dan peubah temperatur proses rolling. Peubah komposisi kimia terdiri dari unsur C, Si dan Mn yang merupakan unsur pembentuk utama. Peubah temperatur proses rolling (°C) terdiri dari temperatur di Furnace, di No Twist Mill, di Laying Head, dan di Stelmor Conveyor. Keempat temeratur ini merupakan temperatur dalam tahapan mekanisme proses produksi batang kawat baja.
Tabel 2 Peubah komposisi kimia
Peubah Komposisi Kimia
3 Tabel 3 Peubah temperatur proses rolling
Peubah Temperatur Proses Rolling Temperatur rolling di Furnace / FCE (°C) Temperatur rolling di No Twist Mill / NTM (°C) Temperatur rolling di Laying Head / LHD (°C) Temperatur rolling di Stelmor Conveyor / SMC (°C)
2.2. Metode
Langkah-langkah pada penelitian ini adalah sebagai berikut:
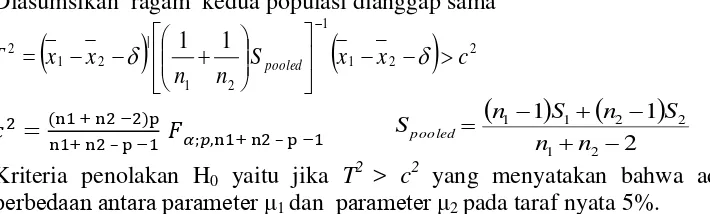
1. Melakukan perbandingan produk berdasarkan perbedaan line (mesin). Perbedaan antara kedua line tersebut terletak pada teknologi pendinginan yang digunakan. Uji Perbandingan vektor nilai tengah T2-Hotelling
merupakan salah satu uji hipotesis multivariat untuk menguji apakah
parameter μ1 sama dengan parameter μ2. Hipotesis yang digunakan adalah
sebagai berikut: H0 : μ1 = μ2 H1 : μ1 ≠ μ2
Diasumsikan ragam kedua populasi dianggap sama
– –
Kriteria penolakan H0 yaitu jika T2 > c2 yang menyatakan bahwa ada
perbedaan antara parameter μ1 dan parameter μ2pada taraf nyata 5%.
Keterpenuhan Asumsi
Asumsi yang harus dipenuhi sebelumnya dalam pengujian dengan menggunakan metode T2-Hotelling yaitu data mengikuti sebaran normal ganda yang berfungsi untuk memastikan data pengamatan mengikuti sebaran normal secara bersama-sama atau secara multivariat. Salah satu cara untuk memeriksa apakah suatu himpunan data mempunyai sebaran normal ganda adalah dengan cara membuat qq- plot dari nilai (Johnson & Wichern 2007). Hipotesis yang digunakan adalah sebagai berikut:
4
Keputusan tidak tolak H0 atau data dikatakan berdistribusi normal ganda jika ada sejumlah data yang memiliki nilai lebih dari 50%. 2. Melakukan perbandingan produk berdasarkan perbedaan periode waktu
produksi yaitu dengan melakukan pemeriksaan kehomogenan ragam dan nilai tengah data pada nilai sifat-sifat mekanik baja. Uji bartlett digunakan untuk menguji kehomogenan ragam dan anova klasifikasi satu arah digunakan untuk menguji kehomogenan nilai tengah.
Stabilitas Kehomogenan Ragam
Perbedaan periode waktu produksi merupakan dugaan dalam mempengaruhi nilai sifat-sifat mekanik baja yang dihasilkan. Kelompok data berdasarkan periode waktu produksi yang homogen dapat dianggap berasal dari populasi yang sama sehingga data dapat digabungkan untuk analisis selanjutnya sebagai dasar pengambilan kesimpulan tentang populasinya. Jika tidak homogen maka tiap kelompok data akan memiliki kesimpulan masing-masing dan tidak dapat mewakili populasinya. Pengujian kehomogenan untuk k>2 dilakukan dengan menggunakan uji
Bartlett (Mason et al, 2003). Hipotesis yang digunakan sebagai berikut: H0 :
H1 : tidak semua ragam sama Statistik uji:
{[ ] ∑ } ∑
Kriteria penolakan H0 jika yang menyatakan bahwa ragam
untuk k kelompok tersebut berbeda nyata pada taraf nyata α.
Stabilitas Kehomogenan Nilai Tengah
Analisis varians digunakan untuk melihat kesamaan nilai tengah antar kelompok data populasi. Analisis varians dapat diterapkan jika populasi yang dikaji mengikuti distribusi normal dan asumsi populasi-populasi memiliki nilai varians populasi yang sama atau dengan k adalah jumlah kelompok populasi (Montgomery, 2001). Hipotesis yang digunakan adalah sebagai berikut:
H0 :
H1 : tidak semua nilai rataan sama Statistik uji:
Keputusan H0 ditolak pada taraf nyata α jika yang berarti bahwa tidak semua nilai tengah sama atau ada perbedaan nilai tengah dari k-populasi tersebut.
5
Gambar 1. Diagram alir metode analisis
III.
HASIL DAN PEMBAHASAN
3.1. Komposisi Produk Batang Kawat Baja Cold Heading
Baja billet merupakan bahan baku dalam pembuatan batang kawat baja. Setiap baja billet memiliki nomor identitas masing-masing yang sering disebut sebagai heat number yang memiliki kandungan komposisi kimia berbeda-beda. Baja billet akan mengalami proses rolling di divisi WRM untuk menghasilkan batang kawat baja. Batang kawat baja cold heading merupakan salah satu jenis baja dengan kandungan unsur karbon rendah (low carbon). Baja karbon rendah adalah salah satu baja karbon dengan presentase unsur karbonnya dibawah 0.25%, sedangkan unsur pembentuk lainnya seperti Mn tidak lebih dari 0.8%, dan Si tidak lebih dari 0.5% (Wardoyo, 2005). Batas komposisi kimia batang kawat baja cold heading yang terdapat dalam bahan baku baja billet berdasarkan spesifikasi perusahaan terdiri dari unsur C (0.04-0.06), Si (max 0.03), Mn (0.25-0.40), Cu (max 0.09), P (max 0.02), S (max 0.01), Ni (max 0.09), Cr (max 0.07), V (max 0.01). Ada beberapa unsur kimia yang diperhatikan dalam pembuatan batang kawat baja cold heading yaitu unsur C (karbon), Si (silikon), Mn (mangan) yang merupakan unsur kimia utama baja billet batang kawat cold heading. Kegunaan dari batang kawat baja cold heading ini yaitu sebagai bahan baku dalam pembuatan mur dan baut (PT Krakatau Steel, 2009).
3.2. Mekanisme Proses Produksi Batang Kawat Baja Cold Heading Proses produksi batang kawat baja di unit produksi WRM terdiri dari dua
6
Tahapan proses rolling dalam pembuatan batang kawat baja cold heading adalah sebagai berikut:
1. Pemanasan di tungku pemanas (Reheating Furnace)
Proses pembuatan batang kawat baja yang diawali dengan pemasukan baja billet ke tungku pemanasan. Untuk persiapan rolling, baja billet dimasukkan ke dalam reheating furnace dimana baja dipanaskan hingga mencapai temperatur rolling. Salah satu titik kontrol pada tahap ini adalah temperatur di furnace (FCE) dengan batas spesifikasi 1110±10°C.
2. Pre-Roughing Mill
Proses selanjutnya setelah dari furnace adalah tahap pre-roughing mill. Pada tahap ini baja billet akan direduksi. Billet dengan penampang square 130-180 mm direduksi menjadi square 105 mm dan billet akan direduksi kembali menjadi ukuran yang lebih kecil. Tujuan dari tahapan ini yaitu meningkatkan fleksibilitas produk.
3. Finishing Mill
Baja billet pada tahap reduksi sebelumnya tidak mengalami pelintir/No Twist. Proses rolling selanjutnya yaitu pada finishing mill berfungsi untuk mereduksi diameter baja billet sesuai permintaan konsumen dengan menggunakan proses no twist mill. Temperatur pada tahap ini dikontrol biasanya disebut temperatur No Twist Mill (NTM) dengan batas spesifikasi 940±20°C.
4. Cooling Zone
Billet akan didinginkan di Water Box (banyaknya air yang disemprotkan) yang bertujuan untuk mendapatkan temperatur yang diinginkan saat pembentukan ring di laying head (LHD) dengan batas spesifikasi 850±20°C. Setelah itu pendinginan di stelmor conveyor (SMC) dengan batas spesifikasi 650±20°C. Fungsi utama temperatur di stelmor conveyor adalah mengontrol laju pendinginan cepat atau lambat untuk mendapatkan struktur mikro dan sifat mekanik baja sesuai dengan target yang ditentukan. Pembacaan temperatur pada proses rolling ini menggunakan alat sensor yang dipasang disetiap titik kontrol. Bagan proses produksi batang kawat baja secara keseluruhan disajikan pada lampiran 1.
3.3. Perbandingan Produk Berdasarkan Perbedaan Line (Mesin)
Perbedaan teknologi pada line 1 dan line 2 merupakan dugaan awal terdapatnya perbedaan dalam mempengaruhi besarnya nilai sifat mekanik baja yang dihasilkan. Gambar 2 merupakan gambar boxplot peubah sifat-sifat mekanik baja pada kedua line. Pada ketiga boxplot peubah sifat mekanik baja pada masing-masing line dapat dilihat bahwa tidak ada perbedaan yang terlalu besar pada ukuran pemusatan dan ukuran penyebarannya. Hal ini menandakan hasil nilai sifat mekanik baja pada kedua line tidak ada perbedaan. Hasil statistika deskriptif untuk semua peubah pada setiap line dapat dilihat pada lampiran 2. Selanjutnya, uji lain yang dapat digunakan untuk melihat pengaruh perbedaan line terhadap ketiga hasil nilai sifat mekanik baja yaitu dapat menggunakan uji perbandingan vektor nilai tengah multivariat T2-Hotelling. Uji Vektor nilai tengah T2-Hotelling
7
parameter μ1 dengan parameter μ2 atau menguji perbedaan antara line 1 dan 2.
Asumsi yang harus dipenuhi sebelumnya dalam menggunakan uji perbandingan
T2-Hotelling adalah terpenuhinya asumsi data mengikuti sebaran normal ganda.
2
Gambar 2. Boxplot peubah sifat-sifat mekanik bajapada line 1 dan line 2
3.3.1. Keterpenuhan Asumsi
Terdapat tiga peubah kualitas produk yang diukur dari hasil produksi pada
line 1 dan 2 antara lain YS, TS dan EL. Pengujian asumsi kenormalan data pada data setiap line (mesin) berfungsi untuk memastikan data pengamatan mengikuti sebaran normal. Salah satu cara untuk memeriksa apakah suatu himpunan data menyebar normal ganda adalah dengan cara membuat qq- plot dari nilai (Johnson & Wichern 2007). Jika hasil qq-plot nilai untuk peubah sifat mekanik baja menunjukkan ada lebih dari 50% yang memiliki nilai maka keputusan yang diambil bahwa data memenuhi kriteria normal ganda. Berdasarkan hasil analisis distribusi normal ganda pada line 1 diperoleh sebanyak 51.41% dan pada line 2 diperoleh sebanyak 50.55% artinya sudah melebihi 50% yang memiliki nilai dan dapat disimpulkan bahwa data pengamatan pada line 1 dan line 2 mengikuti sebaran normal ganda. Gambar 3 merupakan grafik qq-plot peubah sifat mekanik baja pada line 1 dan line 2. Pada grafik dapat dilihat bahwa grafik mendekati garis lurus sehingga dapat dinyatakan juga data peubah sifat mekanik baja pada line 1 dan line 2 menyebar normal ganda.
16
8
3.3.2. Hasil dari Pengujian Perbandingan Line
Setelah data memenuhi asumsi sebaran normal ganda, maka dapat dilanjutkan pada pengujian perbandingan vektor nilai tengah T2-Hotelling. Berdasarkan hasil pengujian perbandingan vektor nilai tengah T2-Hotelling
dengan asumsi ragam kedua populasi sama diperoleh nilai T2 yaitu 3.135 lebih kecil dari nilai c2 yaitu 7.85. Artinya bahwa pada taraf nyata 5% tidak terdapat perbedaan nilai tengah sifat-sifat mekanik baja di kedua line, dengan kata lain perbedaan line atau mesin tidak berpengaruh nyata terhadap nilai sifat-sifat mekanik baja yang dihasilkan. Oleh karena itu, untuk analisis selanjutnya data hasil pengujian produk nilai sifat-sifat mekanik baja pada kedua line tidak akan dibedakan atau akan digabungkan.
3.4. Perbandingan Produk Berdasarkan Periode Waktu Produksi
Perbedaan periode waktu produsi (bulan produksi atau tanggal produksi) merupakan dugaan selanjutnya dalam mempengaruhi nilai sifat-sifat mekanik baja yang dihasilkan. Batang kawat baja cold heading dalam proses produksinya terdapat tiga bulan produksi yaitu bulan Oktober, November, dan Desember yang terdiri dari lima tanggal produksi yaitu pada tanggal 10 Oktober, 6-7 November dan 17-18 Desember. Masing-masing tanggal produksi menghasilkan jumlah produksi yang berbeda-beda. Berdasarkan hasil eksplorasi boxplot peubah sifat-sifat mekanik baja pada masing-masing bulan produksi dan tanggal produksi menggambarkan bahwa pada bulan produksi dan tanggal produksi yang berbeda nilai tengah sifat-sifat mekanik baja yang dihasilkan cenderung berbeda pula (Lampiran 3 dan 4). Hal tersebut menandakan adanya keragaman pada perbedaan bulan produksi ataupun tanggal produksi. Keragaman yang tinggi ini menyebabkan nilai sifat-sifat mekanik baja yang dihasilkan juga memiliki keragaman yang tinggi pula. Keragaman yang tinggi pada periode waktu prooduksi yang berbeda ditengarai disebabkan karena belum ditemukannya metode operasi yang optimal. Metode operasi optimal yang dicari digunakan untuk menurunkan atau menaikkan temperatur agar mendapatkan nilai sifat mekanik baja yang sesuai dengan keinginan perusahaan ataupun konsumen. Selanjutnya untuk memastikan kebenaran dari hasil eksplorasi boxplot tentang terdapatnya perbedaan bulan produksi ataupun tanggal produksi dalam mempengaruhi nilai sifat mekanik baja dilakukan pengujian stabilitas kehomogenan ragam dan nilai tengah pada masing-masing bulan produksi dan tanggal produksi. Hasil dari statsitika deskriptif peubah sifat mekanik baja berdasarkan periode waktu produksi dapat dilihat pada lampiran 5 dan 6.
3.4.1. Stabilitas Kehomogenan Ragam
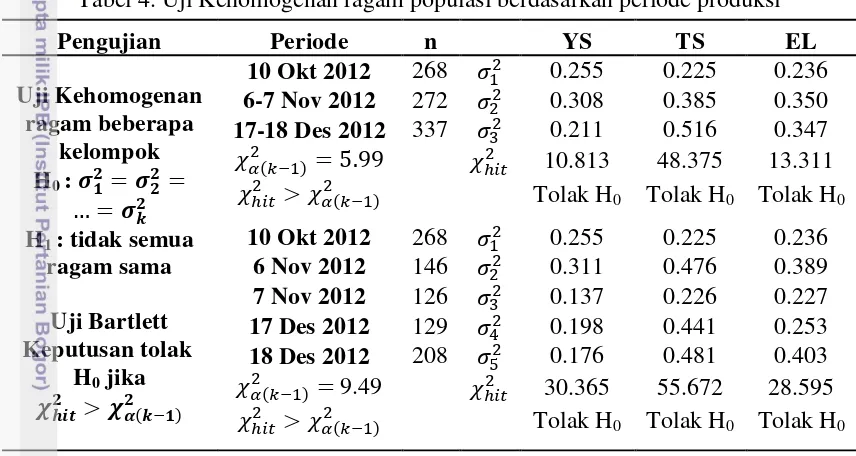
9 menggunakan uji bartlett berdasarkan periode waktu produksi pada masing-masing sifat mekanik baja. Berdasarkan hasil analisis kehomogenan ragam menggunakan uji bartlett pada setiap bulan produksi dan tanggal produksi didapatkan hasil bahwa terdapat perbedaan ragam pada masing-masing bulan produksi dan tanggal produksi pada taraf nyata 5%. Hal ini menandakan bahwa data tiap kelompok periode waktu produksi meliliki keragaman yang tinggi (tidak homogen) dan tidak dapat digabungkan pada analisis selanjutnya untuk pengambilan kesimpulan tentang populasinya. Oleh karena itu, pada penelitian ini metode penelitian yang akan digunakan untuk mendapatkan peubah-peubah yang berpengaruh terhadap sifat mekanik baja adalah dengan menerapkan metode eksploratif pada penanganannya.
Tabel 4. Uji Kehomogenan ragam populasi berdasarkan periode produksi
Pengujian Periode n YS TS EL
3.4.2. Stabilitas Kehomogenan Nilai Tengah
10
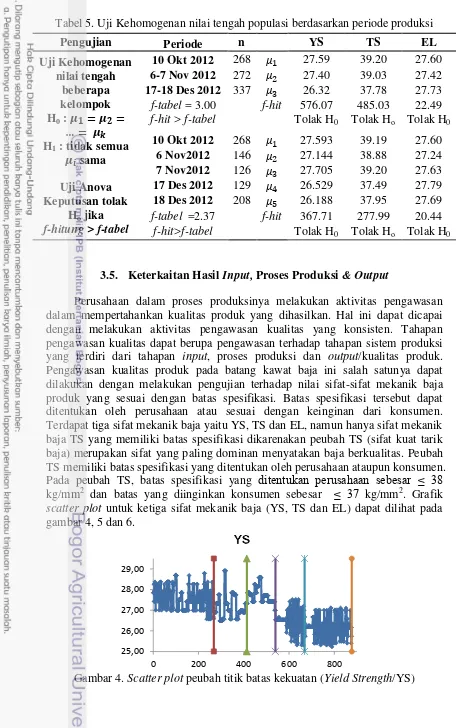
Tabel 5. Uji Kehomogenan nilai tengah populasi berdasarkan periode produksi
Pengujian Periode n YS TS EL
3.5. Keterkaitan Hasil Input, Proses Produksi & Output
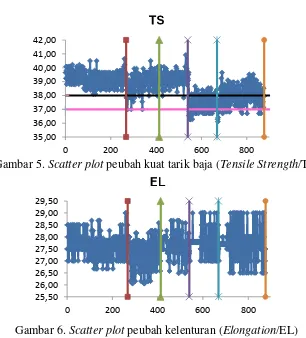
Perusahaan dalam proses produksinya melakukan aktivitas pengawasan dalam mempertahankan kualitas produk yang dihasilkan. Hal ini dapat dicapai dengan melakukan aktivitas pengawasan kualitas yang konsisten. Tahapan pengawasan kualitas dapat berupa pengawasan terhadap tahapan sistem produksi yang terdiri dari tahapan input, proses produksi dan output/kualitas produk. Pengawasan kualitas produk pada batang kawat baja ini salah satunya dapat dilakukan dengan melakukan pengujian terhadap nilai sifat-sifat mekanik baja produk yang sesuai dengan batas spesifikasi. Batas spesifikasi tersebut dapat ditentukan oleh perusahaan atau sesuai dengan keinginan dari konsumen. Terdapat tiga sifat mekanik baja yaitu YS, TS dan EL, namun hanya sifat mekanik baja TS yang memiliki batas spesifikasi dikarenakan peubah TS (sifat kuat tarik baja) merupakan sifat yang paling dominan menyatakan baja berkualitas. Peubah TS memiliki batas spesifikasi yang ditentukan oleh perusahaan ataupun konsumen. Pada peubah TS, batas spesifikasi yang ditentukan perusahaan sebesar ≤ 38 kg/mm2 dan batas yang diinginkan konsumen sebesar ≤ 37 kg/mm2. Grafik
scatter plot untuk ketiga sifat mekanik baja (YS, TS dan EL) dapat dilihat pada gambar 4, 5 dan 6.
Gambar 4. Scatter plot peubah titik batas kekuatan (Yield Strength/YS)
11
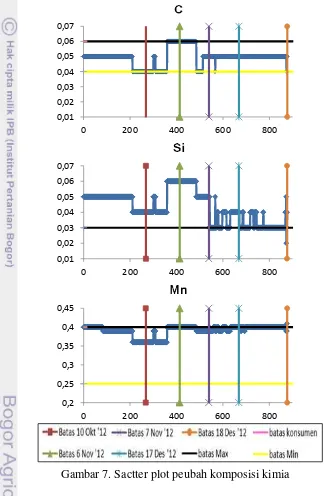
Gambar 5. Scatter plot peubah kuat tarik baja (Tensile Strength/TS)
Gambar 6. Scatter plot peubah kelenturan (Elongation/EL)
Pada ketiga sifat mekanik baja tersebut sudah dilakukan pengujian kehomogenan ragam dan nilai tengah untuk melihat kestabilan ragam dan nilai tengah berdasarkan perbedaan periode waktu produksinya. Berdasarkan hasil pengujian dinyatakan bahwa setiap periode waktu produksi memiliki keragaman yang tinggi (data tidak homogen) yang ditengarai disebabkan karena belum ditemukannya metode operasi yang optimal agar mendapatkan nilai sifat mekanik baja yang sesuai. Oleh karena itu, data pada periode waktu produksi yang berbeda tidak dapat digabungkan untuk dilakukan analisis selanjutnya dalam pengambilan kesimpulan tentang populasinya. Sedangkan, berdasarkan hasil pengujian eksploratif menggunakan grafik scatter plot menggambarkan bahwa pada grafik peubah TS banyak pengamatan yang berada diluar batas spesifikasi produk yang ditentukan perusahaan ( ) dan yang diinginkan konsumen ( ). Hal ini yang menandakan bahwa nilai sifat peubah TS memiliki keragaman yang tinggi pada periode waktu produksi yang berbeda.
Keragaman yang tinggi pada hasil nilai sifat mekanik baja diduga diakibatkan oleh beberapa peubah. Berdasarkan dari banyaknya peubah tersebut ingin diketahui peubah yang berpengaruh terhadap nilai sifat mekanik baja. Pada tahapan ini akan dilakukan eksplorasi untuk melihat pengaruh peubah input dan proses produksi terhadap output/kualitas produk pada periode waktu produksi yang berbeda yaitu dengan melihat keterkaitan berdasarkan batas spesifikaasi dan pergerakan grafik pada masing-masing peubah.
Eksplorasi pengendalian pada peubah input dan proses produksi dalam tahapan sistem produksi merupakan pengendalian terhadap bahan baku/komposisi
12
dan temperatur pada proses rolling. Pengendalian input batang kawat baja cold heading ini merupakan pengendalian pada komposisi kimia yang digunakan. Unsur C, Si, dan Mn merupakan unsur komposisi kimia utama dalam pembuatan batang kawat baja cold heading. Gambar 7 merupakan hasil eksplorasi komposisi kimia dengan grafik scatter plot dapat dikatakan bahwa komposisi untuk unsur C dan Mn sesuai dengan batas spesifikasi namun untuk unsur Si banyak pengamatan yang berada diluar batas spesifikasi.
Gambar 7. Sactter plot peubah komposisi kimia
Selanjutnya eksplorasi pengendalian pada proses produksi yaitu pengendalian pada tahapan temperatur proses rolling. Ada beberapa tahapan temperatur proses rolling (°C) yang terdiri dari temperatur di FCE (Furnace), NTM (No Twist Mill), LHD (Laying Head) dan SMC (Stelmor Conveyor). Gambar 8 merupakan hasil eksplorasi grafik scatter plot. Pada grafik scatter plot
0,01 0,02 0,03 0,04 0,05 0,06 0,07
0 200 400 600 800
0,01 0,02 0,03 0,04 0,05 0,06 0,07
0 200 400 600 800
0,2 0,25 0,3 0,35 0,4 0,45
0 200 400 600 800
13 menggambarkan bahwa keempat temperatur proses rolling banyak yang berada diluar batas spesifikasi yang telah ditentukan. Hal ini merupakan dugaan adanya keragaman yang ditimbulkan akibat tempertaur proses rolling yang beragam.
Gambar 8. Sactter plot peubah temperatur proses rolling
14
3.5.1. Keterkaitan berdasarkan batas spesifikasi
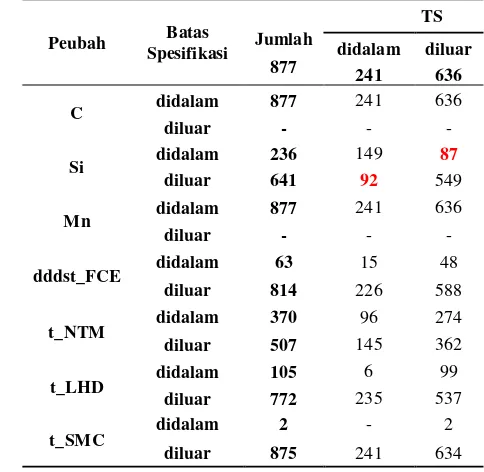
Eksplorasi menggunakan grafik scatter plot yang telah dilakukan sebelumnya menyatakan bahwa banyak pengamatan pada produk batang kawat baja cold heading yang memiliki nilai sifat mekanik baja TS berada diluar batas spesifikasi yang ditentukan perusahaan ataupun konsumen. Hal ini diduga adanya pengaruh peubah input dan proses produksi terhadap keberagamannya nilai peubah TS yang dihasilkan. Keterkaitan antar batas spesifikasi peubah disajikan dengan menggunakan tabel silang. Tabel silang digunakan untuk melihat ada tidaknya hubungan pengaruh antar kriteria batas spesifikasi peubah berdasarkan banyaknya pengamatan yang memiliki kriteria yang sama (berada di dalam atau diluar batas spesifikasi). Tabel 6 merupakan hasil tabel silang antar peubah TS dengan peubah komposisi dan peubah temperatur proses rolling.
Tabel 6. Hubungan antar batas spesifikasi peubah
Peubah Batas dengan peubah unsur Si. Hali ini dilihat berdasarkan keterkaitan batas spesifikasinya yaitu banyaknya kriteria yang hampir sama antara kriteria yang berada didalam dengan yang berada diluar batas spesifikasi. Dapat dilihat juga pada grafik scatter plot peubah TS dan peubah komposisi kimia Si bahwa banyaknya pengamatan yang memiliki kriteria sama ketika periode produksi tanggal 17-18 Desember dengan komposisi kimia Si tepat pada batas spesifikasi yang ditentukan. Hal ini menandakan komposisi kimia Si yang tepat digunakan agar nilai peubah TS berada didalam kriteria yang diinginkan yaitu sebesar 0.03 (%). Selanjutnya, pada peubah-peubah selain peubah Si menyatakan bahwa tidak adanya hubungan berdasarkan kriteria antar batas spesifikasi dikarenakan jumlah kriteria yang sama dengan peubah TS cukup jauh.
3.5.2. Keterkaitan berdasarkan pergerakan grafik
Eksplorasi antar peubah komposisi kimia, peubah temperatur proses rolling
15 merupakan eksplorasi selanjutnya dalam melihat pengaruh hubungan antar peubah-peubah. Hubungan peubah komposisi kimia dan temperatur proses rolling
terhadap nilai sifat mekanik baja produk yang dihasilkan dapat dilihat juga berdasarkan nilai korelasinya (Tabel 7). Nilai korelasi memilki hubungan yang searah dengan arah pergerakan grafik. Pergerakan grafik pada peubah nilai sifat mekanik baja khusunya TS dapat dilihat pada gambar 5. Berdasarkan hasil eksplorasi pergerakan grafik scatter plot mengenai hubungan antar sifat mekanik baja YS dan TS menyatakan bahwa peubah sifat mekanik baja YS dan TS keduanya memiliki hubungan yang searah. Grafik scatter plot pergerakan grafik peubah YS dan TS menggambarkan bahwa ketika nilai TS tinggi searah dengan nilai YS yang juga tinggi dan sebaliknya. Hal ini juga diperkuat dengan hasil nilai korelasi antar kedua peubah tersebut sebesar 0.610 dengan p-value kurang dari 5% yang menyatakan bahwa antar peubah YS dan TS memiliki hubungan yang searah dan positif. Namun, untuk hasil pergerakan grafik pada sifat mekanik baja EL cukup stabil. Hal ini dapat dilihat dari nilai korelasi peubah EL yang menunjukkaan tidak ada korelasi atau pengaruh dengan peubah sifat mekanik baja YS dan TS.
Tabel 7. Nilai Korelasi antar peubah
Peubah YS TS EL C Si Mn t_FCE t_NTM t_LHD t_SMC
YS 1.000 0.610* -0.070 -0.010 0.630* -0.240* 0.120* -0.030 -0.520* -0.540*
TS 0.610* 1.000 0.000 0.010 0.600* -0.190* 0.130* 0.070 -0.460* -0.450*
EL -0.070 0.000 1.000 0.080* -0.090* 0.200* -0.140* -0.040 0.130* 0.170*
Cell Contents : Pearson correlation * nilai P-Value < 0.05
Grafik pergerakan peubah komposisi kimia dan peubah temperatur proses
rolling dapat dilihat pada gambar 7 dan 8. Berdasarkan hasil eksplorasi pergerakan grafik peubah komposisi kimia pada periode waktu produksi yang berbeda menyatakan bahwa peubah komposisi kimia Si memiliki pengaruh yang cukup besar terhadap peubah TS yaitu ketika komposisi kimia Si yang digunakan rendah maka nilai TS yag didapatkan rendah. Pengaruh hubungan unsur Si terhadap TS ini dapat dilihat juga pada nilai korelasinya yaitu sebesar 0.60 dengan
p-value kurang dari 5% yang menyatakan bahwa terdapat hubungan searah antara unsur Si dan peubah TS. Selanjutnya berdasarkan eksplorasi pergerakan grafik peubah temperatur proses rolling menyatakan bahwa temperatur LHD dan SMC memiliki pengaruh yang cukup besar terhadap perubahan peubah TS. Pada periode waktu produksi yang berbeda ketika temperatur LHD ataupun temperatur SMC mengalami penurunan maka nilai peubah TS mengalami kenaikan dan sebaliknya. Hal ini dapat dilihat juga dari hasil nilai korelasi pada temperatur LHD dan SMC yaitu sebesar -0.460 dan -0.450 dengan p-value kurang dari 5% yang menyatakan bahwa keduanya memiliki hubungan negatif (kebalikan) terhadap peubah TS. Hasil pergerakan naik turun grafik dapat dilihat dengan jelas pada grafik scatter plot.
16
keberagamannya nilai sifat mekanik baja yang dihasilkan. pada tanggal produksi 10 Oktober, 6-7 November banyak pengamatan yang menghasilkan nilai peubah TS berada diluar batas spesifikasi yang ditentukan. Namun, pada tanggal 17-18 Desember banyak pengamatan yang menghasilkan nilai peubah TS berada didalam batas spesifikasi yang ditentukan. Hal tersebut ditengarai disebabkan oleh belum tepatnya batas spesifikasi temperatur proses rolling yang digunakan oleh perusahaan dalam menghasilkan nilai sifat mekanik baja yang sesuai harapan. Berdasarkan hasil eksplorasi evaluasi kinerja proses produksi dengan melihat pergerakan grafik menggambarkan bahwa temperatur proses rolling LHD dan SMC yang tepat digunakan untuk mendapatkan nilai peubah TS ≤ 37 kg/mm2 yaitu berkisar antara 850-940 untuk temperatur LHD dan 720-830 untuk temperatur SMC.
IV.
SIMPULAN DAN SARAN
4.1.Simpulan
Hasil uji perbandingan pada kinerja proses produksi menurut perbedaan line
menunjukkan bahwa tidak ada pengaruh perbedaan line (mesin) terhadap hasil nilai sifat mekanik baja. Namun, berdasarkan hasil uji mengenai kestabilan ragam pada periode waktu produksi yang berbeda menunjukkan bahwa data pada setiap kelompok periode waktu produksi tidak homogen dan terdapat pengaruh perbedaan periode waktu produksi terhadap hasil nilai sifat mekanik baja. Ketakstabilan ragam pada periode waktu produksi yang menyebabkan data tidak dapat digabungkan untuk dilakukan analisis lanjut tentang populasinya. Hasil eksplorasi produk dengan menggunakan grafik scatter plot mengenai keterkaitan batas spesifikasi dan keterkaitan pergerakan grafik antar peubah-peubah menunjukkan bahwa sifat mekanik batang kawat baja cold heading khususnya sifat TS (Tensile Strenth) dipengaruhi oleh peubah unsur Si dan temperatur proses
rolling LHD (laying head) dan SMC (Stelmor Conveyor).
4.2.Saran
Pada hasil penelitian ini diperoleh keragaman yang tinggi akibat dari perbedaan periode waktu produksi (bulan dan tanggal produksi) serta banyaknya peubah-peubah yang menyimpang/tidak memenuhi batas standar yang ditentukan oleh perusahaan. Namun, batas spesifikasi pada peubah temperatur proses rolling
17
V.
DAFTAR PUSTAKA
Johnson RA, Wichern DW. 2007. Applied Multivariate Statistical Analysis Sixth Edition. New Jersey (US) : Prentice-Hall International, Inc.
Mason RL, Gunst RF, Hess JL. 2003. Statistical Design and Analysis of Experiments with Applications to Engineering and Science Second Edition. New Jersey (US) : john Wiley and Sons, Inc.
Montgomery DC. 2001. Design and Analysis of Experiments Fifth Edition. New Jersey (US): John Wiley and Sons, Inc.
PT Krakatau Steel (Persero). 2009. Product Spesifications. Jakarta: PT Krakatau Steel (persero).
18
19 Lampiran 2. Statistika deskriptif semua peubah pada kedua line (mesin)
Peubah Line N Mean StDev Min Q1 Median Q3 Max
YS 1 426 27.049 0.759 25.3 26.480 27.00 27.593 28.90
2 451 27.040 0.776 25.2 26.480 26.99 27.593 28.90
TS 1 426 38.579 0.871 36.3 37.965 38.81 39.231 40.92
2 451 38.618 0.931 36.1 37.970 38.81 39.231 40.64
EL 1 426 27.563 0.573 26.1 27.000 27.50 28.000 29.00
2 451 27.623 0.573 26.1 27.321 27.69 28.000 29.00
C 1 426 0.050 0.006 0.04 0.050 0.05 0.050 0.06
2 451 0.050 0.005 0.04 0.050 0.05 0.050 0.06
Si 1 426 0.044 0.010 0.02 0.040 0.05 0.050 0.06
2 451 0.044 0.011 0.03 0.030 0.05 0.050 0.06
Mn 1 426 0.392 0.012 0.36 0.390 0.40 0.400 0.40
2 451 0.393 0.011 0.36 0.390 0.40 0.400 0.41
t_FCE 1 426 1159.50 23.80 1096 1144.20 1160 1177.30 1207
2 451 1160.00 22.10 1098 1149.00 1160 1176.00 1207
t_NTM 1 426 885.70 20.44 830 871.00 880 904.00 945
2 451 899.19 11.85 864 893.00 900 906.00 942
t_LHD 1 426 881.24 58.53 594 856.00 886 919.00 956
2 451 916.33 48.18 596 893.00 930 946.00 1000
t_SMC 1 426 754.45 21.38 690 739.00 752 775.00 800
20
Lampiran 3. Boxplot peubah sifat-sifat mekanik baja pada setiap bulan produksi
12
Lampiran 4. Boxplot peubah sifat-sifat mekanik baja pada setiap tanggal produksi
21 Lampiran 5. Statistika deskriptif peubah respon untuk setiap bulan produksi
Peubah Bulan Produksi n Mean StDev Variance Min Q1 Median Q3 Max
YS
10 Okt 2012 268 27.59 0.505 0.255 26.57 27.09 27.51 27.94 28.78
6-7 Nov 2012 272 27.40 0.555 0.308 26.48 26.99 27.41 27.74 28.90
17-18 Des 2012 337 26.32 0.460 0.211 25.22 26.15 26.25 26.53 27.52
TS
10 Okt 2012 268 39.20 0.475 0.225 38.10 38.81 39.23 39.65 40.64
6-7 Nov 2012 272 39.03 0.621 0.385 36.98 38.67 39.09 39.51 40.92
17-18 Des 2012 337 37.78 0.718 0.516 36.11 37.26 37.68 38.24 39.65
EL
10 Okt 2012 268 27.60 0.485 0.236 26.67 27.10 27.50 28.00 29.00
6-7 Nov 2012 272 27.42 0.591 0.350 26.06 27.00 27.42 27.84 28.69
17-18 Des 2012 337 27.73 0.589 0.347 26.50 27.50 27.79 28.00 29.00
Lampiran 6. Statistika deskriptif peubah respon untuk setiap tanggal produksi
Peubah Tanggal Produksi n Mean StDev Variance Min Q1 Median Q3 Max
YS
10 Oktober 2012 268 27.59 0.505 0.255 26.57 27.09 27.51 27.94 28.78
6 November 2012 146 27.14 0.558 0.311 26.48 26.82 26.99 27.32 28.90
7 November 2012 126 27.71 0.370 0.137 26.99 27.41 27.71 27.84 28.58
17 Desember 2012 129 26.53 0.445 0.198 25.31 26.34 26.53 26.67 27.52
18 Desember 2012 208 26.19 0.419 0.176 25.22 26.06 26.19 26.34 27.10
TS
10 Oktober 2012 268 39.20 0.475 0.225 38.10 38.81 39.23 39.65 40.64
6 November 2012 146 38.88 0.690 0.476 36.98 38.39 38.81 39.51 40.50
7 November 2012 126 39.20 0.475 0.226 37.83 38.81 39.23 39.51 40.92
17 Desember 2012 129 37.49 0.664 0.441 36.27 36.97 37.39 37.97 39.65
18 Desember 2012 208 37.95 0.693 0.481 36.11 37.54 37.97 38.52 39.65
EL
10 Oktober 2012 268 27.60 0.485 0.236 26.67 27.10 27.50 28.00 29.00
6 November 2012 146 27.24 0.624 0.389 26.06 26.58 27.32 27.84 28.58
7 November 2012 126 27.63 0.477 0.227 26.48 27.42 27.50 28.00 28.69
17 Desember 2012 129 27.79 0.502 0.253 27.00 27.50 27.79 28.00 29.00
22
RIWAYAT HIDUP
Penulis dilahirkan di Surabaya pada tanggal 18 Oktober 1991 dari pasangan Drs Sochibul Hadi dan Dra Nur Saidah. Penulis merupakan anak keempat dari lima bersaudara.
Tahun 2003 penulis telah berhasil menyelesaikan pendidikan Sekolah Dasar di SD ISLAM Miftahul Ulum Surabaya. Kemudian melanjutkan Sekolah Menengah Pertama di SMP ISLAM Miftahul Ulum Surabaya dan lulus pada tahun 2006. Selanjutnya menempuh Sekolah Menengah Atas di Madrasah Aliyah Unggulan Amanatul Ummah Surabaya dan lulus pada tahun 2009. Pada tahun yang sama, penulis diterima sebagai mahasiswa Departemen Statistika, Institut Pertanian Bogor (IPB) melalui seleksi jalur PBSB (Penerima Beasiswa Santri Berprestasi) Kementrian Agama RI.
Selama jenjang perkuliahan, penulis pernah menjadi asisten dosen mata kuliah Metode Statistika pada Departemen Agribisnis pada tahun 2012-2013 dan Ekstensi Ilmu Komputer pada tahun 2013-2014. Selain itu, penulis aktif dalam organisasi kemahasiswaan Gamma Sigma Beta (GSB) sebagai staf KESTARI (kesekretariatan) pada periode kepengurusan 2011-2012. Dan sebagai anggota pada organisasi eksternal kemahasiswaan mahasiswa PBSB CSS MoRA IPB pada tahun 2009-2013. Penulis juga aktif dalam mengikuti kegiatan kepanitiaan seperti Statistika Ria Nasional 2011, Pekan Santri Berprestasi Nasional 2011 CSS MoRA IPB, Lomba Karya Tulis Ilmiah Nasional 2012 CSS MoRA IPB, dan Pesta Sains Tingkat Nasional 2012-Komstat Jr. Pada bulan Februari-April tahun 2013, penulis juga melaksanakan kegiatan praktek kerja industri dan melakukan workshop