PENGUKURAN TEMPERATUR MATA PISAU(CUTTING EDGE)
PAHAT PADA PROSES DRILLING BAJA KARBON AISI 1045
DENGAN METODE EMBEDDED THERMOCOUPLE
Oleh HENGKI INATA
Skripsi
Sebagai Salah Satu Syarat Untuk Mencapai Gelar SARJANA TEKNIK
Pada
Jurusan Teknik Mesin
Fakultas Teknik Universitas Lampung
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS LAMPUNG
Judul Skripsi : PENGUKURAN TEMPERATUR MATA PISAU (CUTTING EDGE) PAHAT PADA PROSES DRILLING BAJA KARBON AISI 1045 DENGAN METODE EMBEDDED THERMOCOUPLE
Nama Mahasiswa : Hengki Inata
Nomor Pokok Mahasiswa : 0415021063
Jurusan : Teknik Mesin
Fakultas : Teknik
MENYETUJUI
1. Komisi Pembimbing
Dr. Eng Suryadiwansa Harun. Dr. Yanuar Burhanuddin
NIP. 19700501 200003 1 001 NIP. 19640506 200003 1 001
2. Ketua Jurusan Teknik Mesin
Dr. Asnawi Lubis
MENGESAHKAN
1. Tim Penguji
Ketua : Dr. Eng Suryadiwansa Harun ……….
Sekretaris : Dr. Yanuar Burhanuddin ...
Penguji
Bukan Pembimbing : Tarkono, S.T., M.T. ……….
2. Dekan Fakultas Teknik Universitas Lampung
Dr. Ir. Lusmeilia Afriani, D.E.A.
NIP. 19650510 199303 2 008
TUGAS AKHIR INI DIBUAT OLEH PENULIS DAN BUKAN HASIL
PLAGIAT SEBAGAIMANA DIATUR DALAM PASAL 44 PERATURAN
AKADEMIK UNIVERSITAS LAMPUNG DENGAN SURAT KEPUTUSAN
REKTOR No. 159/H26/PP/2008.
YANG MEMBUAT PERNYATAAN
Penulis dilahirkan di Bengkulu pada tanggal 17 Mei tahun
1985, sebagai anak pertama dari tiga bersaudara pasangan
Tapisudin dan Inalia.
Penulis menyelesaikan pendidikan di Taman Kanak-Kanak
(TK) Dharma Wanita Bhayangkari Curup Bengkulu pada tahun 1991, pendidikan
Sekolah Dasar (SD) Negeri 2 Center Curup Bengkulu pada tahun 1997, SLTP
Negeri 4 Kotamadya Bengkulu pada tahun 2000, SMUN 2 Kotamadya Bengkulu
pada tahun 2003, dan pada tahun 2004 penulis terdaftar sebagai Mahasiswa
Teknik Mesin Fakultas Teknik Universitas Lampung melalui jalur Seleksi
Penerimaan Mahasiswa Baru (SPMB).
Selama menjadi mahasiswa, penulis menjadi pengurus HIMATEM (Himpunan
Mahasiswa Teknik Mesin) sebagai kepala bidang organisasi dan kepemimpinan
(2005-2006), dan sebagai anggota MEMO (Mechanical Engineering Motor
Community). Penulis pernah menjadi asisten praktikum di Laboratorium Gambar
(Drafting). Kemudian pada bidang akademik, penulis melaksanakan kerja praktek
di PT. Coca-Cola Bottling unit Lampung, Lampung Selatan tahun 2009. Pada
tahun 2010 penulis melakukan penelitian pada bidang konsentrasi Proses Produksi
dengan judul “Pengukuran Temperatur Mata Pisau (Cutting Edge) Pahat Pada
Proses Drilling Baja Karbon AISI 1045 Dengan Metode Embedded
Thermocouple” dibawah bimbingan Bapak Dr. Eng Suryadiwansa Harun dan
“
Sesungguhnya sesudah kesulitan itu ada
kemudahan. Maka Apabila kamu telah selesai
dari suatu urusan kerjakanlah urusan yang
lain dan hanya kepada Allah SWT
hendaknya kamu berharap
.
”
(QS. Al Insyirah : 6-8)
“
Kebanggaan kita yang terbesar adalah
bukan karena tidak pernah gagal, tetapi
bangkit kembali ketika kita jatuh dan gagal.
”
(engs qiy)
“Keberhasilan bukan berasal dari apa yang
telah kita pikirkan, akan tetapi berasal apa
yang
telah kita kerjakan.”
(Tuwilujaraji)
Dengan kerendahan hati
dan
harapan menggapai ridho Illahi Robbi
ku persembahkan skripsi ini untuk :
Bapak dan Ibu
Atas segala pengorbanan yang tak
terbalaskan, kesabaran, keikhlasan, doa,
cinta dan kasih sayangnya
Almamater tercinta
ABSTRAK
PENGUKURAN TEMPERATUR MATA PISAU (CUTTING EDGE) PAHAT PADA PROSES DRILLING BAJA KARBON AISI 1045 DENGAN
METODE EMBEDDED THERMOCOUPLE
Oleh
Hengki Inata, Dr. Eng Suryadiwansa Harun, Dr. Yanuar Burhanuddin
Salah satu proses permesinan yang sering digunakan dalam industri manufaktur adalah proses gurdi (drilling) dimana hampir 40-60% dari proses permesinan merupakan proses gurdi. Dalam proses ini kualitas yang dibutuhkan adalah kehalusan permukaan dan akurasi dimensi. Salah satu faktor yang mempengaruhi kualitas proses gurdi adalah temperatur pemotongan. Temperatur pemotongan yang tinggi menyebabkan kerusakan permukaan benda kerja dan mempercepat keausan mata pahat sehingga berpengaruh terhadap ketelitian geometri dan biaya produksi. Hal tersebut yang mendorong penulis untuk melakukan penelitian tentang pengaruh variabel pemotongan terhadap temperatur proses gurdi pada material AISI 1045. Tujuannya jelas dengan menguasai pengetahuan tersebut maka proses permesinan gurdi dapat direncanakan dengan baik.
Untuk mengukur temperatur mata pisau pada proses gurdi digunakan termokopel ditanam pada benda kerja. Penelitian ini menggunakan variasi pada kecepatan putaran spindel (443, 635 dan 970rpm), gerak makan (0,10mm/r, 0,18mm/r, 0,24mm/r) dan tanpa cairan pendingin.
Dari hasil penelitian temperatur pemotongan yang paling tinggi diperoleh sebesar 218,557oC pada kondisi pemotongan (V : 970rpm, f : 0,24mm/r), sedangkan temperatur yang terendah sebesar 131,071oC pada kondisi pemotongan (V : 443rpm, f : 0,10mm/r). Kecepatan putaran spindel dan kecepatan makan mempengaruhi temperatur pemotongan khususnya pada mata pisau seiring peningkatan kecepatan puataran spindel dan kecepatan makan. Berdasarkan warna geram peningkatan kecepatan mengakibatkan perubahan warna material benda kerja dari warna asli menjadi coklat atau biru. Hal ini mengindikasikan adanya kenaikan temperatur.
I. PENDAHULUAN
A. Latar Belakang
Perkembangan teknologi telah merubah industri manufaktur menjadi sebuah
industri yang harus dapat berkembang dan bersaing secara global. Pada dasarnya
seluruh elemen dalam sebuah industri akan ikut berkembang seiring dengan
tingginya tuntutan dalam sebuah industri manufaktur yang mengharapkan produk
hasil yang mengutamakan kualitas, kuantitas serta pencapaian target produksi dan
biaya produksi yang ekonomis.
Sebuah industri manufaktur tidak lepas dari adanya proses pemesinan yang
menjadi inti dari sebuah proses produksi. Keutamaan proses permesinan adalah
hasil prosesnya (produk) mempunyai dimensi dan kehalusan permukaan yang
lebih akurat/presisi dibandingkan dengan proses produksi yang lain seperti proses
produksi pembentukan dan lain-lain. Disamping itu, sekitar 70 % dari total proses
produksi industri menggunakan proses permesinan.
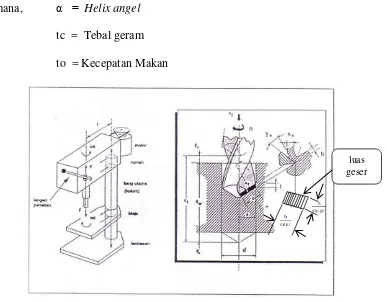
Proses gurdi (lihat gambar 1) merupakan salah satu proses pemesinan yang paling
banyak dijumpai, dari bengkel kecil sampai ke industri manufaktur, dimana
Gambar 1. Proses Gurdi
Dalam dunia industri khususnya dibidang manufaktur ketelitian dalam pembuatan
lubang oleh proses permesinan gurdi pada sebuah material sangat dibutuhkan.
Pada proses ini terdapat beberapa faktor yang mempengaruhi kualitas hasil akhir
dari proses pemotongan benda kerja. Temperatur pemotongan merupakan salah
satu faktor yang harus diperhatikan selama proses permesinan karena temperatur
penggurdian berpengaruh terhadap tingkat ketelitian geometri benda kerja dan
selanjutnya keekonomian proses permesinan. Temperatur pemotongan yang tinggi
yang dihasilkan selama proses permesinan dapat menyebabkan kerusakan
permukaan benda kerja [Kalpakjian, 2001] dan mempercepat keausan pahat
karena proses difusi [Trent, 2000 ; Kalpakjian 2001 ; Ren, 2000] yang memicu
penurunan umur pahat secara drastis. Ketika keausan pahat meningkat, gaya
pemotongan, getaran dan temperatur pemotongan akan meningkat, oleh karena
itu, keausan pahat itu menyebabkan kerusakan integritas permukaan benda kerja
dan rendahnya akurasi dimensi benda kerja.
Hal tersebut yang mendorong penulis untuk melakukan penelitian tentang
pengaruh variabel pemotongan terhadap temperatur pemotongan khususnya
selama proses gurdi pada material AISI 1045. Tujuannya jelas bahwa karena pahat
dengan menguasai pengetahuan tersebut proses permesinan gurdi dapat
direncanakan dengan baik.
Beberapa peneliti tentang temperatur pemotongan gurdi selama proses permesinan
telah dilakukan baik secara eksperimen maupun teoritis [Ueda et al. 2007]
melakukan penelitian tentang pengukuran temperatur pada mata pisau (cutting
edge) pahat dengan metode two-color pyrometer. Dalam penelitiannya, Ueda
menginvestigasikan pengaruh variabel pemotongan yaitu kecepatan potong dan
feeding dalam kondisi pemotongan oil-mist. Ozcelik et al. (2005) juga melakukan
penelitian temperatur pemotongan pada daerah geram pahat. Pada penelitiannya,
Ozcelik mengukur temperatur pemotongan dengan menggunakan metode
termokopel yang ditanam kedalam lubang pendingin pahat drill. Pada penelitian
yang lain, pengukuran temperatur pemotongan gurdi bisa juga dengan metode
scanning electron microscope [Mills, 1981] dan termokopel sensitive paint [Koch,
1971]. Secara teoritis, temperatur pemotongan gurdi bisa dihitung dengan metode
elemen hingga [Bone, 2002].
Dalam studi ini temperatur pemotongan pada daerah kontak antara mata pisau
(cutting edge) pahat gurdi dan benda kerja diukur menggunakan termokopel yang
ditanam pada benda kerja.
B. Tujuan Penelitian
Adapun tujuan yang ingin dicapai dalam penelitian ini adalah:
1. Mengukur temperatur pada pahat saat proses drilling dengan metode embedded
2. Menganalisa pengaruh parameter pemotongan yaitu kecepatan potong dan
gerak makan terhadap temperatur pemotongan tanpa cairan pendingin
utamanya pada daerah deformasi geser selama proses permesinan gurdi.
C. Batasan Masalah
Batasan masalah dalam penelitian ini adalah :
1. Benda kerja menggunakan baja karbon AISI 1045.
2. Termokopel yang digunakan pada penelitian adalah termokopel tipe K.
3. Mata bor yang digunakan menggunakan material jenis HSS.
4. Temperatur yang diukur adalah pada daerah kontak antara cutting edge dengan
permukaan benda kerja yang dipotong.
5. Proses pemotongan dilakukan tanpa cairan pendingin.
D. Manfaat Penelitian
Secara umum penelitian ini bermanfaat untuk memperkaya ilmu tentang pengaruh
parameter pemotongan pada permesinan gurdi (drilling) terhadap temperatur yang
terjadi selama proses pemotongan (deformasi plastis) sehingga proses permesinan
gurdi bisa direncanakan dengan baik. Disamping itu, data yang dihasilkan
(temperatur) dapat digunakan untuk memverifikasi data temperatur pemotongan
hasil permodelan atau simulasi secara numeric misalnya finite element method (
E. Sistematika Penulisan
Sistematika penulisan tugas akhir adalah sebagai berikut:
I. PENDAHULUAN
Pada bab ini menguraikan latar belakang, tujuan, batasan masalah dan sistematika
penulisan.
II. TINJAUAN PUSTAKA
Pada bab ini menguraikan tinjauan pustaka yang dijadikan sebagai landasan teori
untuk mendukung penelitian ini.
III. METODE PENELITIAN
Pada bab ini menjelaskan metode tentang langkah-langkah, alat dan bahan yang
dilakukan untuk mencapai hasil yang diharapkan dalam penelitian ini.
IV. HASIL DAN ANALISA
Pada bab ini menguraikan hasil dan membahas yang diperoleh dari penelitian ini.
V. SIMPULAN DAN SARAN
Pada bab ini memberikan kesimpulan dari hasil dan pembahasan sekaligus
II. TINJAUAN PUSTAKA
A. Proses Gurdi (Drilling)
Proses gurdi (drilling) digunakan untuk pembuatan lubang silindris. Pembuatan
lubang dengan mata gurdi spiral di dalam benda kerja yang pejal merupakan suatu
proses pengikisan dengan daya penyerpihan yang besar. Jika terhadap benda kerja
itu dituntut kepresisian yang tinggi (ketepatan ukuran atau mutu permukaan) pada
dinding lubang, maka diperlukan pengerjaan lanjutan dengan pembenam atau
penggerek. Pada proses gurdi, geram (chips) harus keluar melalui alur helix pahat
gurdi ke luar lubang. Ujung pahat menempel pada benda kerja yang terpotong
selama proses pemotongan, sehingga proses pendinginan menjadi relatif sulit.
Proses pendinginan biasanya dilakukan dengan menyiram benda kerja yang
dilubangi dengan cairan pendingin, disemprot dengan cairan pendingin, atau
cairan pendingin dimasukkan melalui lubang di tengah mata gurdi [Widarto,
2008]. Akan tetapi cairan pendingin yang umumnya berbasis zat kimiawi
berpontensi menggangu kesehatan operator dan merusak lingkungan akibat
limbahnya.
Jenis gurdi yang paling baik untuk jenis aplikasi yang diberikan tergantung pada
jenis material yang dibor, karateristik strukturalnya,ukuran lubang dan material
yang dibor bersifat solid atau getas (lihat gambar 2). Dalam memilih tipe bor yang
factor-faktor diatas. Penggurdian manufaktur membutuhkan tipe pengeboran yang
sama namun dengan variasi yang lebih tajam dalam konfigurasi dan metalurginya.
Variasi yang lebih tajam tersebut mempengaruhi umur mata bor dan kualitas
lubang, khususnya untuk bor yang berdiameter kecil. Tiga jenis Pengeboran
konvensional yang sering digunakan yaitu regrindable drills, spade drills dan
tipped drills. Ada beberapa jenis dari regrindable drills yaitu twiss atau regular
drill, gun drill, counter drill dan pilot drill. Twiss drill memiliki perbedaan dalam
jumlah lekukanya dan sifat-sifat geometrinya seperti sudut helix angel, sudut
permukaannya, bentuk lekukanya, ketebalanya dan lebar margin. Sistem yang
standar dalam mengklasifikasikan twiss drill yang dibuat oleh proses manufaktur
yang berbeda beda belum dikembangkan [D.A Stephenson, 2006].
Gambar 2. Bidang Kerja Gurdi dan Sifat-sifat Lubang
B. Parameter Pemotongan Pada Gurdi (Drilling)
Ilustrasi parameter pemotongan pada proses permesinan gurdi dapat dilihat pada
kecepatan permukaan terluar dari pahat drill relatif terhadap permukaan benda
kerja. Kecepatan potong dapat dihitung dengan menggunakan rumus:
v
= ………. (1)dimana, v : Kecepatan potong (m/min),
N : Kecepatan putaran (rpm: rev/min).
D : Diameter pahat.
Gambar 3. Kondisi pemotongan pada Drilling
Waktu riil permesinan (time of actual machining), Tm (min) :
1. Pada pembuatan lubang tembus (through hole):
N f
A t Tm
……… (2)
2. Pada pembuatan lubang tembus (through hole):
N f
d Tm
……… (3)
dimana, f : gerak makan (mm/rev).
Tm : Waktu riil permesinan (min).
T : Ketebalan benda kerja (mm).
A : Jarak antara sisi terluar pahat drill dengan
permukaan benda kerja ketika ujung drill mulai
menyentuh permukaan.
D : Kedalaman lubang,
: Drill point angle.
Kecepatan pemindahan material (material removal rate), MRR:
4
2
N f D
MRR ………. (4)
dimana, MRR: material removal rate (mm3/min) [Rochim, 1993].
C. Variasi Pahat Pada Gurdi (Drilling)
Mata bor adalah suatu alat pembuat lubang atau alur yang efisien, macam-macam
ukuran daripada mata bor terbagi dalam beberapa jenis, diantaranya ialah: didalam
satuan inchi, di dalam pecahan dari 1/64” sampai 3/8” dan seterusnya. Di dalam
satuan millimeter dengan setiap kenaikan bertambah 0,5 mm, dengan nomor dari
80 – 1 dengan ukuran 0,0135 – 0,228”, dengan tanda huruf A sampai Z dengan
ukuran 0,234 –0, 413”.
Terdapat beberapa hal yang harus kita perhatikan untuk memilih mata bor yaitu :
1. Ukuran lubang
2. Benda kerja yang akan dibor
3. Sudut bibirnya
Ukuran lubang menentukan ukuran garis tengah dari mata bor, setiap mata bor
akan menghasilkan lubang yang lebih besar daripada garis tengahnya, sudut spiral
Alat penyudut dipakai untuk memeriksa sudut bibir, sisi potong yang tumpul akan
menyebabkan permukaan lubang menjadi kasar, hal ini terjadi bila jarak sudut
pahat dengan sisi potong 550, untuk mengurangi akibat yang tidak baik terhadap
sisi potong, jarak perlu diperpendek dengan menggerinda mata bor yang lebih
besar [Daryanto, 1996].
1. Mata bor pilin dengan spiral kecil
Mata bor pilin dengan spiral kecil (lihat gambar 4), sudut penyayatnya 130°
digunakan untuk mengebor aluminium, tembaga, timah, seng, dan timbel
[Widarto, 2008].
Gambar 4. Bor Pilin Spiral Kecil
2. Mata bor pilin spiral besar sudut penyayat 130°
Bor pilin dengan spiral besar (lihat gambar 5), sudut penyayat 130° digunakan
untuk mengebor kuningan dan perunggu.
Gambar 5. Bor Pilin Kisar Besar
3. Mata bor pilin spiral besar sudut penyayat 80°
Mata bor pilin dengan spiral besar (lihat gambar 6), sudut penyayat 80°
digunakan untuk mengebor batu pualam/ marmer, batu tulis, fiber, ebonit, dan
Gambar 6. Bor Pilin Kisar Besar Sudut Sayat Kecil
4. Mata bor pilin spiral besar sudut penyayat 30°
Mata bor pilin dengan spiral besar (lihat gambar 7), sudut penyayat 30°
digunakan untuk mengebor jenis bahan karet yang keras (karet-karet
bantalan).
Gambar 7. Bor Pilin Kisar Besar Sudut Lancip
D. Tool Geometry
Twist drill (drill dengan bermata dua) digunakan luas di industri untuk membuat
lubang secara cepat dan ekonomis, diameter berkisar 0.15 mm (0.006 in.) - 75 mm
(3.0 in.). Geometri pahat dapat dilihat lebih jelas pada gambar 8. Badan drill
memiliki dua daun spiral (flutes). Sudut kemiringan spral daun disebut helixangle,
biasanya sekitar 30°. Saat proses drilling, daun ini berfungsi untuk jalur
pengeluaran geram dari lubang. Tebal (jarak) antara daun disebut web. Ujung twist
drill berbentuk kerucut, sudutnya disebut point angle, nilai sekitar 118°. Desain
umum dari ujung drill adalah chisel edge. Chisel edge menyambung dengan dua
ujung (mata potong) disebut lips dan menyambung ke daun (flutes). Permukaan
flutes yang berhubungan dengan ujung potong berperan sebagai rake face. Twist
drill biasanya terbuat dari high-speed steel (HSS). Pembentukan pahat dibuat
treatment sementara bagian dalamnya tetap kuat/ulet. Setelah itu dilakukan proses
Grinding untuk mempertajam ujung potongnya [Daryanto, 1996].
Gambar 8. Geometri Pahat
E. Mesin Gurdi (Drilling)
Mesin standar untuk drilling disebut drill press. Beberapa jenis drill press:
1. Upright drill (Gambar 9). Mesin ini ditegakkan diatas lantai, terdiri dari meja
untuk meletakkan dan memegang benda kerja, drilling head yang digerakkan
oleh spindle untuk memasang pahat drill, serta landasan dan tiang penopang.
Gambar 9. Upright drill
2. Bench drill. Lebih kecil dari upright drill, diletakkan diatas meja atau bangku.
3. Radial drill (Gambar 10). Drill press besar yang dirancang untuk melobangi
digerakkan sepanjang lengan ini untuk menjangkau lokasi yang relatif jauh dari
tiang mesin.
Gambar 10. Radial drill
4. Gang drill (Gambar 11). Mesin ini terdiri dari 2 - 6 mesin upright drill diatur
saling berhubungan dan segaris. Tiap spindle beroperasi sendiri-sendiri, tapi
memiliki satu meja kerja. Sehingga satu rangkaian proses drilling (centering,
drilling, reaming, tapping) dapat dilakukan secara berurutan dengan hanya
menggeser benda kerja tanpa mengganti pahatnya.
5. Multiple-spindle drill. Mirip dengan mesin gang drill, beberapa spindle
dihubungkan bersama untuk membuat berbagai lubang pada satu benda kerja
secara bersamaan.
6. Numerical control drill presses. Mesin ini mampu mengontrol pemosisian
lubang pada benda kerja. Sering dilengkapi dengan turrets untuk memegang
beberapa pahat drill sekaligus dan dapat dikontrol dengan NC program, sering
disebut mesin CNC turret drill [Darius, 2008].
F. Pemegang Pahat (pencekam)
Peralatan yang biasa digunakan untuk memegang benda kerja pada mesin drill
press antara lain:
1. Ragum (Vise) adalah alat yang umum digunakan, menjepit benda kerja pada dua
sisi berdampingan.
2. Perkakas cekam (Fixture). Peralatan yang dirancang secara khusus untuk
komponen tertentu. Fixtures dirancang untuk mencapai tingkat akurasi
pemosisian yang lebih tinggi, tingkat produksi yang lebih cepat, dan kemudahan
operasi yang lebih besar.
3. Perkakas tuntun (Jig). Mirip seperti fixtures, tapi dilengkapi dengan alat
pengarah pahat drill terhadap benda kerja, sehingga akurasi penempatan pahat
lebih tinggi.
G. Baja (Material Benda Kerja)
Baja karbon dapat diklasifikasikan berdasarkan jumlah kadar karbonnya. Baja
karbon dibagi menjadi tiga kelompok. Adapun pembagian jenis – jenis baja
a). Baja karbon rendah
Baja karbon rendah yang biasanya disebut mild steel mengandung karbon antara
0,1% sampai dengan 0,3% dan dalam perdagangan karbon rendah berbentuk
batang), pelat – pelat baja dan baja strip. Baja karbon rendah memiliki kekuatan
sedang dengan keuletan yang baik dan sesuai dengan tujuan fabrikasi digunakan
dalam kondisi anil atau normalisasi untuk tujuan konstruksi dan struktural, seperti
jembatan, bangunan gedung, kendaraan bermotor, dan kapal laut.
b). Baja karbon sedang
Baja karbon sedang mempunyai kandungan karbon antara 0,3 % sampai dengan
0,6 %. Penemperan di daerah temperatur lebih tinggi (yaitu 350-550°C)
menghasilkan karbida sferoidisasi yang meningkatkan keuletan baja, dan dalam
perdagangan baja karbon sedang digunakan untuk bahan baut, mur, piston, poros
engkol, material as roda, poros, roda gigi, dan rel. Proses ausforming dapat
diterapkan pada baja dengan kadar karbon sedang tersebut sehingga dicapai
kekuatan lebih tinggi tanpa mengurangi keuletan.
c). Baja karbon tinggi
Baja karbon tinggi mempunyai kandungan karbon antara 0,7 % sampai dengan 1,3
% dan setelah mengalami proses heat treatment, baja tersebut digunakan untuk
pegas (per), alat – alat perkakas, gergaji, pisau, kikir dan pahat potong. Baja
karbon tinggi umumnya dikeraskan dengan ditemper ring pada temperatur 250°C
untuk menghasilkan kekuatan dan keuletan yang memadai untuk per, die, dan
perkakas potong. Keterbatasan penggunaan terjadi karena kemampukerasan yang
kurang baik dan pelunakan cepat yang terjadi pada penemperan temperatur
Klasifikasi dari jenis baja karbon tersebut diatas dapat dilihat lebih rincian pada
tabel 1.
Tabel 1. Klasifikasi Baja Karbon [Wiryosumarto, 1996]
Jenis Kadar
Karbon (%)
Kekuatan Luluh (kg/mm2)
Kekuatan Tarik (kg/mm2)
Kekerasa (Brinell)
Perpanjangan (%)
Baja Karbon Rendah :
a. Baja Lunak Khusus
b. Baja Sangat Lunak
c. Baja Lunak
d. Baja Setengah Lunak
Baja Karbon Sedang :
a. Baja Setengah Keras
b. Baja Keras
Baja Karbon Tinggi :
a. Baja Sangat Keras
0,08 0,08-0,12 0,12-0,20 0,20-0,30 0,30-0,40 0,40-0,50 0,50-0,80 18-28 20-29 22-30 24-36 30-40 34-46 36-47 32-36 36-42 38-48 44-55 50-60 58-70 65-100 95-100 80-120 100-130 112-145 140-170 160-200 180-235 40-30 40-30 36-24 32-22 30-17 26-14 20-11
H. Pahat Potong High Speed Steel (HSS)
Baja kecepatan tinggi (sering di singkat HSS/HS) adalah suatu material yang
biasanya digunakan sebagai material pahat potong (cutting tools). Bahan HSS
lebih kuat daripada material perkakas baja karbon tinggi yang mulai di gunakan
pada tahun 1940-an dimana kandungan karbonnya adalah 0,70 % - 1,50 %. Pada
suhu-kamar HSS dan baja karbon tinggi mempunyai kekerasan yang tidak jauh
berbeda, hanya pada suhu yang sudah diatur HSS menjadi lebih menguntungkan.
Adapun aplikasi dari penggunaan utama dari baja kecepatan tinggi digunakan
bits, gear cutters, saw blades, dll. Baja karbon tinggi menjadi suatu pilihan yang
baik untuk aplikasi kecepatan rendah di mana suatu ketajaman tepi sangat
diperlukan, seperti alat pemotong, pahat dan mata pisau.
Baja kecepatan tinggi menjadi Fe-C-X multicomponen bercampur menjadi sistem
logam di mana X mewakili; menunjukkan unsur logam pelapis chromium,
tungsten, molibdenum, vanadium, atau unsur kimia kobalt. Secara umum,
komponen X hadir lebih dari 7%, dengan karbon lebih dari 0,60%. Tingkatan T-1
dengan tungsten 18% tidak berubah komposisinya sejak tahun 1910 dan
penggunaan tipe utama pada 1940, ketika diganti oleh molibdenum. Sekarang ini,
hanya 5-10% dari HSS di Eropa dan hanya 2% di Amerika Serikat yang berasal
dari jenis ini.
Penambahan 10% dari tungsten dan molibdenum secara keseluruhan
memaksimalkan secara efisien kekerasan dan ketahanan dari baja kecepatan tinggi
dan memelihara sifat-sifat pada temperatur tinggi yang dihasilkan ketika
pemotongan logam [Krar, 1997].
I. Temperatur Pemotongan
Hampir seluruh energi pemotongan diubah menjadi panas melalui proses gesekan,
antara geram dengan pahat dan antara pahat dengan benda kerja. Panas yang
ditimbulkan cukup besar karena tekanan yang besar akibat gaya pemotongan dan
luas bidang kontak relatif kecil maka temperature pahat dan bidang utamanya akan
sangat tinggi temperaturnya. Meskipun prosentase panas yang terbawah geram
pada temperatur pahat. Panas mengalir bersama sama geram yang selalu terbentuk
dengan kecepatan tertentu, sedangkan panas yang merambat melalui pahat terjadi
sebagai proses konduksi panas yang dipengaruhi olek konduktivitas panas material
pahat serta penampang pahat yang relative kecil. Panas dalam proses permesinan
ketika logam dipotong, sejumlah energi dibutuhkan dalam mendeformasi geram
(chip) dan mengatasi gesekan antara pahat dan benda. Hampir semua energi yang
dibutuhkan itu diubah menjadi panas (sekitar 98%) [M.C Shaw, 1984],
menghasilkan suhu yang tinggi dalam area zone deformasi (primary and
secondary deformation zone) (lihat Gambar 12). Ini dapat menyebabkan suhu
panas yang sangat tinggi pada benda kerja dan pahat, energi yang tersisa sekitar
2% adalah tetap dipertahankan sebagai energi elastis dalam chip.
Gambar 12. Daerah zone deformasi selama proses pemotongan
Suhu pemotongan (cutting temperature) adalah perlu diperhatikan karena dapat
mempengaruhi unjuk kerja proses pemesinan. Temperatur pada daerah zone
deformasi utama (primary deformation zone), dimana terjadi deformasi benda
kerja menjadi geram akibar tegangan geser, mempengaruhi sifat mekanik benda
kerja dan selanjutnya gaya pemotongan [D.A Stephenson, 2006] serta keausan
tepi pahat. Sedangkan temperatur pada zone deformasi kedua (secondary
deformation zone) sangat mempengaruhi umur pahat utamanya akibat keausan
Primary deformation zone
Secondary deformation zone Primary
deformation zone
kawah. Peningkatan temperatur pada zone ini menyebabkan pahat penjadi lunak
dan keausannya menjadi cepat melalui proses abrasi dan deformasi plastik.
Selama proses gurdi atau pengeboran kondisi panas pada daerah kontak antara
pahat dengan benda kerja dalam pengeboran memiliki perbedaan yang signifikan
dibandingkan dengan pemotongan ortogonal bubut (turning) dan borring. Geram
yang terbentuk pada dasar lubang akan tetap mengalami kontak dengan mata bor
dan mengalami penumpukan karena titik pengeboran bergerak lambat kearah
porsi material kerja sehingga daerah kontak pahat – benda kerja mengalami
pemanasan karena terbentuknya geram. Temperatur pada proses gurdi atau
pengeboran sering kali tidak mencapai kondisi steady, tapi meningkat seiring
dengan kedalaman lubang. Pada proses pemotongan yang lain temperatur
pengeboran sangat dipengaruhi oleh kecepata spindel dan laju gerak makan.
Diantara parameter geometri pahat point angel memiliki pengaruh yang paling
besar. Karena point angel meningkat, panjang ujung potongan pengeboran
menurun, dan temperatur meningkat seiring difusi panas yang konstan ke bagian
yang lebih kecil. Peningkatan sudut heliks, yang mengurangi torsi gurdi atau
pengeboran, tanpanya tidak mempengaruhi temperatur pengeboran seperti yang
diperkirakan karena panas yang dihasilkan dari pengeboran lebih berasal dari
gesekan dari pada pergeseran material kerja [D.A Stephenson, 2006].
J. Analisis Temperatur Proses Gurdi Pada Zona Deformasi Geser
Kesulitan dalam mengukur temperatur pemotongan umumnya mendorong peneliti
untuk melakukan analisis model prediksi temperatur. Analisis yang cukup dikenal
baik adalah solusi sederhana untuk pelat yang panas yang bersumber dari model
pemotongan gurdi diasumsikan bahwa material benda kerja awalnya mempunyai
temperatur sama dengan temperatur ruangan Ө1, dan pada saat deformasi plastis
material benda kerja dipanaskan oleh 2 bidang sumber panas primary deformation
zone dan second deformation zone, dimana merepresentasikan panas yang timbul
akibat deformasi plastis sepanjang zone geser friksi sepanjang bidang geram
pahat. benda kerja terdeformasi masih menjadi geram (chips) pada zona deformasi
pertama dengan temperatur pemotongan Өs yang seragam dan selanjutnya
temperatur pemotongan akan meningkat didaerah zona deformasi kedua akibat
gesekkan. Temperatur pemotongan pada zona deformasi geser (pertama) dapat
dihitung dengan persamaan 5 [Stephenson et al,1993].
Өs
=
+
Ө
1 …………. (5)dimana : Өs = Temperatur pemotongan pada zona deformasi geser,
T1 = Jumlah energi pada saat mengalami deformasi
Ps = Daya pada saat menalami deformasi
ρ = Konduktifitas termal
C = Massa jenis
a = Kecepatan makan
b = Zona deformasi
V = Kecepatan potong
Ө1 = Temperatur ruangan
Untuk menentukan jumlah energi pada saat mengalami deformasi geser (T1) dapat
ditentukan dengan Persamaan 6 [Stephenson et al,1993]
dimana, k = Konduktivitas panas
Selanjutnya Daya pada saat mengalami deformasi geser dapat ditentukan dengan
persamaan 7 [al tintas, 2001].
Ps
= Fs x Vs
…………. (7)Dimana Fs adalah gaya pada saat mengalami deformasi geser. Gaya geser yang
terjadi dapat dihitung dengan persamaan 8, sedangkan Vs adalah kecepatan geser
[al tintas, 2001].
Fs
= τ
sx As
…………. (8)As
=
x
…………. (9)dimana, As = Luas bidang geser (lihat gambar 13)
h = Kecepatan makan
cos i = Sudut oblique
фn = Sudut Geser
Sedangkan untuk mengetahui sudut geser (фn) dapat dihitung dengan persamaan
10 [al tintas, 2001].
tan фn =
…………. (10)
Dari persamaan diatas nilai ŋ dan i diasumsikan sama, sehingga persamaan sudut
geser menjadi persamaan sebagai berikut; [al tintas, 2001].
=
…………. (11)
Dimana rasio (rc) didapat dari kecepatan makan dibagi dengan tebal chip yang
dihasilkan selama proses pemotongan [al tintas, 2001].
dimana, α = Helix angel
tc = Tebal geram
[image:30.595.129.516.84.386.2]to = Kecepatan Makan
Gambar 13. Luas Bidang Geser
K. Pengukuran Temperatur Pemotongan
Temperatur pemotongan lebih sulit diukur secara akurat dibandingkan dengan
gaya pemotongan. Gaya pemotongan adalah vektor yang dipengaruhi oleh tiga
komponennya, sedangkan temperatur adalah besaran skalar yang memiliki banyak
komponen dalam sistem dan tidak secara unik dapat dideskripsikan dalam
beberapa poin tertentu. Untuk alasan-alasan ini, tidak ada perbandingan sederhana
untuk dinamometer gaya pemotongan untuk mengukur temperatur pemotongan,
jika dibandingkan.
Berikut ini dijelaskan beberapa metode yang umum digunakan dalam mengukur
temperatur pemotongan.
Metode Termokopel tool-work
Metode yang paling sering digunakan untuk mengukur temperatur pemotongan
adalah metode termokopel tool-work seperti terlihat pada gambar 14, pertama kali
dikenalkan pada tahun 1920 [H. Shore,1925; E.G.Herbert,1926]. Metode ini
menggunakan pahat (tool) dan benda kerja sebagai elemen dari termokopel. Hot
Junction adalah interface pahat dan bidang kerja, cold junction adalah dibentuk
oleh bagian ymanaang terpisah dari pahat dan benda kerja yang harus
dihubungkan dengan arus listrik dan diperlakukan pada keadaan temperatur
konstan.
Gambar 14. Metode termokopel Tool-Work
Metode ini hanya dapat digunakan ketika pahat dan benda kerja adalah bahan
konduktor yang mempunyai sifat listrik, dan metode ini tidak dapat digunakan
pada berbagai pahat potong keramik. Daya termoelektrik dari sirkuit biasanya
kecil dan harus diestimasi dengan mengkaliberasi sirkuit terhadap termokopel
Metode Termokopel Konvensional
Termokopel konvensional dapat ditanam pada pahat atau pada benda kerjanya
untuk memetakan distribusi temperatur (lihat gambar 15) [B. Alvelid,1970
menyeluruh karena persiapan spesimen yang cukup besar dibutuhkan. Tetapi
metode pengukuran ini relatif akurat dimana hasil pengukurannya lebih akurat
[image:32.595.209.412.172.418.2]dibandingkan dengan metode termokopel Tool-Work.
Gambar 15. Metode Termokopel Konvesional
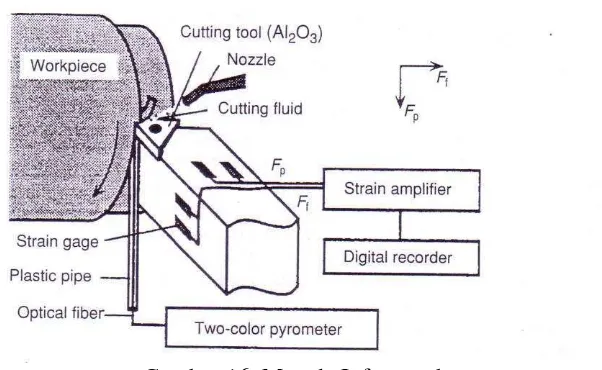
Metode Inframerah
Temperatur pemotongan juga dapat dihitung dengan mengukur radiasi inframerah
yang keluar dari daerah pemotongan seperti terlihat pada gambar 16. Studi terbaik
mengenai hal ini telah dilakukan oleh beberapa peneliti [Schwerd, Reichenbach
dan Boothroyd,1961]. Reichenbach menggunakan titik sensor yang digabung
dengan lubang bor yang sempit dan temperatur permukaan. Metode pengukuran
ini telah dimanfaatkan uleh banyak peneliti untuk mengukur temperatur
permukaan menggunakan sensor pada proses pemotongan dan penggerindaan.
Boothroyd menggunakan potografi inframerah penuh dari darerah pemotongan
sampel percobaan dipanaskan lagi dengan temperatur tinggi untuk mendapatkan
[image:33.595.164.465.148.333.2]sinyal inframerah yang kuat.
Gambar 16. Metode Inframerah
Metode Metalurgi
Material logam sering berhubungan dengan transformasi metalurgi atau
perubahan kekerasan yang dapat pula berhubungan dengan temperatur. Fakta ini
membuat kemungkinan untuk memetakan distribusi temperatur pada pahat dengan
membagi daerah pahat setelah dilakukan pemotongan dan kita lakukan
pemeriksaan metalografi atau mikroskopis. Metode ini membutuhkan pengukuran
postmortem dan oleh karena itu sangat sulit untuk digunakan pada pemeriksaan
rutin.
L. Termokopel
Pada dunia elektronika, termokopel adalah sensor suhu yang banyak digunakan
untuk mengubah perbedaan suhu dalam benda menjadi perubahan tegangan listrik
konektor standar yang sama, serta dapat mengukur temperatur dalam jangkauan
suhu yang cukup besar dengan batas kesalahan pengukuran kurang dari 1 °C.
M. Prinsip Operasi Termokopel
Pada tahun 1821, seorang fisikawan Estonia bernama Thomas Johann Seebeck
menemukan bahwa sebuah konduktor (semacam logam) yang diberi perbedaan
panas secara gradien akan menghasilkan tegangan listrik. Hal ini disebut sebagai
efek termoelektrik ilustrasi dari prinsip kerja termokopel dapat dilihat pada
gambar 17. Untuk mengukur perubahan panas ini gabungan dua macam
konduktor sekaligus sering dipakai pada ujung benda panas yang diukur.
Konduktor tambahan ini kemudian akan mengalami gradiasi suhu, dan mengalami
perubahan tegangan secara berkebalikan dengan perbedaan temperatur benda.
Menggunakan logam yang berbeda untuk melengkapi sirkuit akan menghasilkan
tegangan yang berbeda, meninggalkan perbedaan kecil tegangan memungkinkan
kita melakukan pengukuran, yang bertambah sesuai temperatur.
Gambar 17. Prinsip Kerja Termokopel
Beberapa kombinasi menjadi populer sebagai standar industri, dilihat dari biaya,
ketersediaanya, kemudahan, titik lebur, kemampuan kimia, stabilitas, dan hasil.
Sangat penting diingat bahwa termokopel mengukur perbedaan temperatur di
antara 2 titik, bukan temperatur absolut.
titik 1
Pada banyak aplikasi, salah satu sambungan (sambungan yang dingin) dijaga
sebagai temperatur referensi, sedang yang lain dihubungkan pada objek
pengukuran. Termokopel dapat dihubungkan secara seri satu sama lain untuk
membuat termopile, dimana tiap sambungan yang panas diarahkan ke suhu yang
lebih tinggi dan semua sambungan dingin ke suhu yang lebih rendah. Dengan
begitu, tegangan pada setiap termokopel menjadi naik, yang memungkinkan untuk
digunakan pada tegangan yang lebih tinggi. Dengan adanya suhu tetapan pada
sambungan dingin, yang berguna untuk pengukuran di laboratorium, secara
sederhana termokopel tidak mudah dipakai untuk kebanyakan indikasi sambungan
lansung dan instrumen kontrol. Mereka menambahkan sambungan dingin tiruan
ke sirkuit mereka yaitu peralatan lain yang sensitif terhadap suhu (seperti
termistor atau dioda) untuk mengukur suhu sambungan input pada peralatan,
dengan tujuan khusus untuk mengurangi gradiasi suhu di antara ujung-ujungnya.
Hal ini dikenal dengan kompensasi hubungan dingin. Biasanya termokopel
dihubungkan dengan alat indikasi oleh kawat yang disebut kabel ekstensi atau
kompensasi. Kabel ekstensi menggunakan kawat-kawat dengan jumlah yang sama
dengan kondoktur yang dipakai pada Termokopel itu sendiri. Kabel-kabel ini
biasanya memiliki spesifikasi untuk rentang suhu yang lebih besar. Mereka
memakai perbedaan kecil, biasanya campuran material konduktor yang murah
yang memiliki koefisien termoelektrik yang sama dengan termokopel (bekerja
pada rentang suhu terbatas), dengan hasil yang tidak seakurat kabel ekstensi.
Kabel ekstensi atau kompensasi harus dipilih sesuai kebutuhan termokopel.
Pemilihan ini menghasilkan tegangan yang proporsional terhadap beda suhu
sehingga tegangan tambahan ditambahkan pada tegangan termokopel,
menggantikan perbedaan suhu antara sambungan panas dan dingin.
Hubungan antara perbedaan suhu dengan tegangan yang dihasilkan termokopel
bukan merupakan fungsi linier melainkan fungsi interpolasi polynomial koefisien
memiliki nilai n. Agar diperoleh hasil pengukuran yang akurat, persamaan
biasanya diimplementasikan pada kontroler digital atau disimpan dalam sebuah
tabel pengamatan.
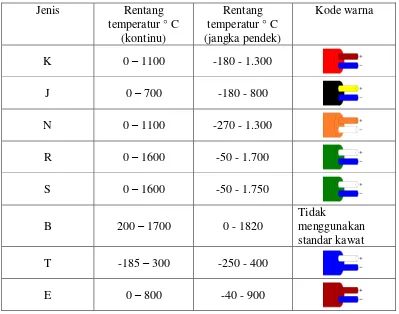
N. Tipe-Tipe Termokopel
Tersedia beberapa jenis termokopel (Tabel 3), tergantung aplikasi penggunaannya
1. Tipe K (Chromel (Ni-Cr alloy) / Alumel (Ni-Al alloy) ialah Termokopel
untuk tujuan umum,Lebih murah,Tersedia untuk rentang suhu −200°C hingga
+1350 °C. Tipe K adalah termokopel dengan sensivitas sekitar 41 µ v/ °C.
2. Tipe E (Chromel / Constantan (Cu-Ni alloy) Tipe E memiliki output yang
besar (68 µV/°C) membuatnya cocok digunakan pada temperatur rendah.
Properti lainnya tipe E adalah tipe non magnetik.
3. Tipe J (Iron / Constantan) Rentangnya terbatas (−40 hingga +750 °C)
membuatnya kurang populer dibanding tipe K. Tipe J memiliki sensitivitas
sekitar ~52 µV/°C
4. Tipe N (Nicrosil (Ni-Cr-Si alloy) / Nisil (Ni-Si alloy) Stabil dan tahanan yang
tinggi terhadap oksidasi membuat tipe N cocok untuk pengukuran suhu yang
sekitar 39 µV/°C pada 900°C, sedikit di bawah tipe K. Tipe N merupakan
perbaikan tipe K
Sedangkan Termokopel tipe B, R, dan S adalah termokopel logam mulia yang
memiliki karakteristik yang hampir sama. Termokopel B,R, dan S ini adalah
termokopel yang paling stabil, tetapi karena sensitifitasnya rendah (sekitar 10
µV/°C) mereka biasanya hanya digunakan untuk mengukur temperatur tinggi
(>300 °C).
1. Type B (Platinum-Rhodium/Pt-Rh) Cocok mengukur suhu di atas 1800 °C.
Tipe B memberi output yang sama pada suhu 0°C hingga 42°C sehingga tidak
dapat dipakai di bawah suhu 50°C.
2. Type R (Platinum /Platinum with 7% Rhodium) Cocok mengukur suhu di
atas 1600 °C. sensitivitas rendah (10 µV/°C) dan biaya tinggi membuat
mereka tidak cocok dipakai untuk tujuan umum.
3. Type S (Platinum/Platinum with 10% Rhodium) Cocok mengukur suhu di
atas 1600°C. Sensitivitas rendah (10 µV/°C) dan biaya tinggi membuat tidak
cocok dipakai untuk tujuan umum. Karena stabilitasnya yang tinggi Tipe S
digunakan untuk standar pengukuran titik leleh emas (1064.43 °C).
Type T (Copper/Constantan) Cocok untuk pengukuran antara −200 to 350 °C.
Konduktor positif terbuat dari tembaga, dan yang negatif terbuat dari constantan.
Tabel 2. Kode warna pada Termokopel
Jenis Rentang temperatur ° C
(kontinu)
Rentang temperatur ° C (jangka pendek)
Kode warna
K 0 – 1100 -180 - 1.300
J 0 – 700 -180 - 800
N 0 – 1100 -270 - 1.300
R 0 – 1600 -50 - 1.700
S 0 – 1600 -50 - 1.750
B 200 – 1700 0 - 1820
Tidak
menggunakan standar kawat
T -185 – 300 -250 - 400
E 0 – 800 -40 - 900
O. Penggunaan Termokopel
Termokopel paling cocok digunakan untuk mengukur rentangan suhu yang luas,
hingga 1800 K. Sebaliknya, kurang cocok untuk mengukuran perbedaan suhu
yang kecil harus diukur dengan akurasi tingkat tinggi, contohnya rentang suhu 0
sampai dengan 100 °C dengan keakuratan 0.1 °C. Untuk aplikasi ini, termistor
lebih cocok untuk digunakan. Contoh Penggunaan Termokopel yang umum antara
lain :
Industri besi dan baja
Pengaman pada alat-alat pemanas
Untuk termopile sensor radiasi
P. Osiloskop
Osiloskop adalah alat ukur besaran listrik yang dapat memetakan sinyal listrik.
Pada kebanyakan aplikasi, grafik yang ditampilkan memperlihatkan bagaimana
sinyal berubah terhadap waktu.
Contoh beberapa kegunaan osiloskop :
• Mengukur besar tegangan listrik dan hubungannya terhadap waktu.
• Mengukur frekuensi sinyal yang berosilasi.
• Mengecek jalannya suatu sinyal pada sebuah rangkaian listrik.
• Membedakan arus AC dengan arus DC.
• Mengecek noise pada sebuah rangkaian listrik dan hubungannya terhadap
waktu.
Osiloskop dikelompokkan menjadi dua bagian berdasarkan cara kerjanya, yaitu:
osiloskop analog dan osiloskop digital.
1. Osiloskop analog (lihat gambar 18)menggunakan tegangan yang diukur untuk
menggerakkan berkas elektron dalam tabung gambar ke atas atau ke bawah
sesuai entuk gelombang yang diukur. Pada layar osiloskop dapat langsung
ditampilkan bentuk gelombang tersebut.
Cara Kerja Osiloskop Analog
• Pada saat osiloskop dihubungkan dengan sirkuit, sinyal tegangan bergerak
melalui probe ke sistem vertical.
• Bergantung kepada pengaturan skala vertical (volts/div), attenuator akan
memperkecil sinyal masukan sedangkan amplifier akan memperkuat sinyal
masukan.
pembelok vertikal dalam CRT(Cathode Ray Tube). Tegangan yang diberikan
pada pelat tersebut akan mengakibatkan titik cahaya bergerak (berkas electron
yang menumbuk fosfor dalam CRT akan menghasilkan pendaran cahaya).
Tegangan positif akan menyebabkan titik tersebut naik sedangkan tegangan
negatif akan menyebabkan titik tersebut turun.
Gambar 18. Osiloskop analog
2. Osiloskop digital (lihat gambar 19) merekam bentuk gelombang yang diukur
dan dengan menggunakan ADC (Analog to Digital Converter) untuk
mengubah besaran tegangan yang didapat menjadi besaran digital.
Cara Kerja Osiloskop Digital
Jika dalam osiloskop analog gelombang yang akan ditampilkan langsung
diberikan ke rangkaian vertikal sehingga diambil begitu saja (real time), maka
dalam osiloskop digital, gelombang yang akan ditampilkan lebih dulu
digitalisasikan. Osiloskop kemudian menyimpan nilai-nilai tegangan ini
bersama sama dengan skala waktu gelombang di memori. Pada prinsipnya,
osiloskop digital hanya merekam dan menyimpan demikian banyak nilai dan
Gambar 19. Osiloskop digital
Q. Bagian Osiloskop
Adapun bagian dari osiloskop :
1. Probe adalah kabel penghubung yang ujungnya diberi penjepit, dengan
penghantar berkualitas, dapat meredam sinyal-sinyal gangguan, seperti sinyal
radio atau noise yang kuat. Ada dua terminal penghubung pada probe, yaitu
ujung probe dan kabel ground yang biasanya dipasangi capit buaya. Pada
prakteknya capit buaya tersebut dihubungkan dengan bagian ground pada
rangkaian, seperti chasis logam, dan sentuhkan ujung probe pada titik yang
dites pada rangkaian.
2. Pengendali intensitas digunakan untuk mengatur intensitas cahaya gambar
gelombang yang ditampilkan pada monitor osiloskop. Bila anda menambahkan
kecepatan sapuan (sweep speed) pada osiloskop analog,maka anda harus
meningkatkan pula tingkat intensitas.
3. Pengendali fokus digunakan untuk mengatur ketajaman gambar gelombang.
Pengendali ini hanya terdapat pada osiloskop analog.
4. Pengendali vertikal digunakan untuk merubah posisi dan skala gelombang
secara vertikal. Osiloskop memiliki pula pengendali untuk mengatur masukan
R. Pengukuran Tegangan
Tegangan adalah besar beda potensial listrik dinyatakan dalam Voltase, antara dua
titik pada rangkaian. Biasanya salah satu titiknya adalah titik ground, tapi tidak
selalu. Tegangan juga diukur dari puncak ke puncak, yaitu dari titik maksimum ke
titik minimum. Pada dasarnya osiloskop adalah alat ukur tegangan. Sebagai
contoh pengukuran arus dengan menerapkan hukum Ohm arus dapat diketahui
melalui pengukuran tegangan dan membaginya dengan besar hambatan yang
digunakan. Penerapan penghitungan juga bisa dilakukan untuk arus AC tetapi
tentunya akan lebih rumit,tetapi pada intinya bahwa dengan mengukur tegangan
sebagai langkah awal, maka besaran lain dapat diketahui melalui penghitungan.
[http://www.google.com]
III. METODE PENELITIAN
A. Tempat Penelitian
Penelitian dilakukan di Laboratorium Teknologi Mekanik Universitas Lampung,
yang meliputi beberapa proses sebagai berikut:
1. Proses pemotongan benda kerja
2. Proses pemasangan termokopel
3. Proses pengeboran benda kerja
4. Proses pengambilan data
B. Peralatan Penelitian
Untuk mendukung terlaksananya penelitian ini maka digunakan berbagai jenis
mesin dan peralatan yang terdapat di Laboratorium Teknologi Mekanik dan
Laboratorium Unila Robotik dan Otomasi. Rincian mesin dan peralatan yang
digunakan adalah sebagai berikut.
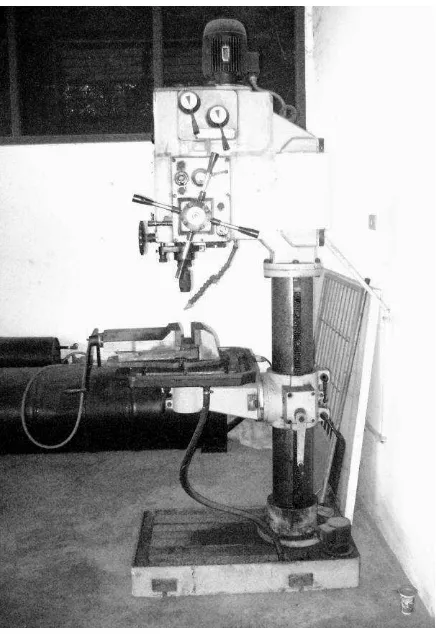
Mesin Bor Vertikal
Mesin ini adalah peralatan utama yang digunakan dalam proses permesinan
(drilling). bentuk dari mesin yang digunakan dapat dilihat pada gambar 20,
Gambar 20. Mesin Bor Vertikal
Tabel 3. Spesifikasi Mesin Bor
Jenis Mesin Mesin Bor Vertikal
Merek ERLO
Tipe TCA 35
Buatan Belanda
Diameter Bor Maksimum 32 mm
KecepatanSpindel Maksimum 1420 rpm
Kecepatan Motor 2800 rpm
Sistem Manual dan Otomatis
Vertical Displacement 200 mm
Mata Bor Nachi
Pahat bor atau drill yang digunaka untuk proses pemotongan adalah twist drill
HSS (liat gambar 21 ) spesifikasi pahat driil ini dapat dilihat pada tabel 4.
Gambar 21. Mata Bor
Tabel 4. Spesifikasi Mata Bor
Kode IK 26
Nama TAPER TWIST DRILL
Nama NACHI
Panjang Ulir 150 mm
Panjang 245 mm
Helix angle 30 °
Tipe 18,0 X 245 mm
Bahan HSS
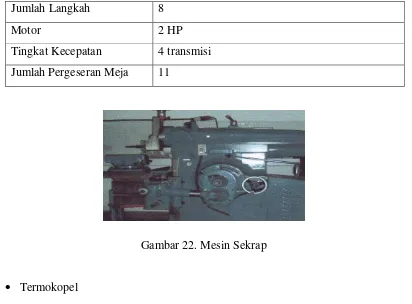
Mesin Sekrap
Mesin sekrap ini digunakan untuk membuat alur sebagai tempat untuk menanam
kabel termokopel pada benda kerja. Bentuk dari mesin ini dapat dilihat pada tabel
5 dan gambar 22.
Tabel 5. Spesifikasi Mesin Sekrap
Jenis mesin High Speed Heavy Duty Shaping Machine
Merek San Hou
Tipe SH-18K
Jumlah Langkah 8
Motor 2 HP
Tingkat Kecepatan 4 transmisi
[image:46.595.108.520.84.388.2]Jumlah Pergeseran Meja 11
Gambar 22. Mesin Sekrap
Termokopel
Termokopel ( gambar 23 ) adalah sensor suhu yang digunakan untuk mengukur
sinyal panas/suhu akibat proses pemotongan. Output dari pengukuran adalah.
[image:46.595.228.425.474.593.2]Spesifikasi dari termokopel dapat dilihat pada tabel 6.
Gambar 23. Termokopel
Tabel 6. Spesifikasi Termokopel Tipe K
Jenis Kabel Termokopel Tipe K
Kandungan Kabel Chromel Ni-Cr / Alumel Ni-Al
Sensivitas 41 µ v/ °C
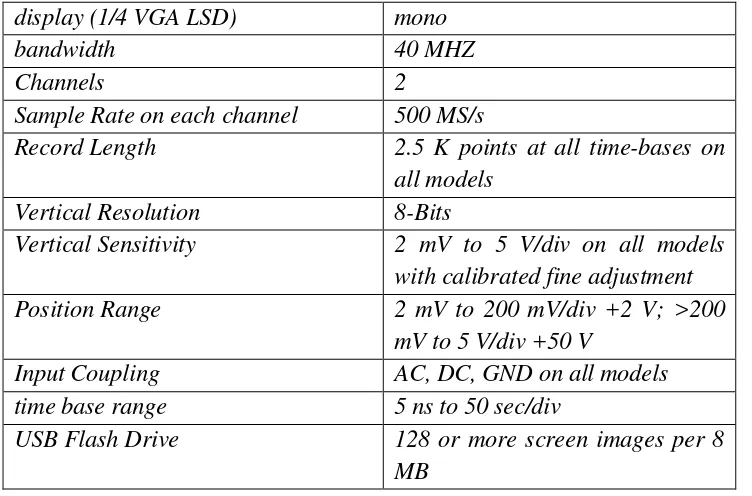
Osiloskop
Osiloskop (gambar 24) adalah alat ukur besaran listrik yang dapat memetakan
sinyal listrik. Pada kebanyakan aplikasi, grafik yang ditampilkan memperlihatkan
bagaimana sinyal berubah terhadap waktu. Alat ini digunakan untuk mencatat
sinyal temperatur pemotongan yang diukur. Spesifikasi dari osiloskop dapat
[image:47.595.126.502.463.711.2]dilihat pada tabel 7.
Gambar 24. Osiloskop Tektronik TDS 1001 B
Tabel 7. Data sheet Osiloskop TEKTRONIK TDS 1001 B
display (1/4 VGA LSD) mono
bandwidth 40 MHZ
Channels 2
Sample Rate on each channel 500 MS/s
Record Length 2.5 K points at all time-bases on all models
Vertical Resolution 8-Bits
Vertical Sensitivity 2 mV to 5 V/div on all models with calibrated fine adjustment Position Range 2 mV to 200 mV/div +2 V; >200
mV to 5 V/div +50 V
Input Coupling AC, DC, GND on all models time base range 5 ns to 50 sec/div
Benda Kerja
Bahan yang digunakan dalam penelitian ini adalah Baja Karbon AISI 1045
(gambar 25). Baja Karbon AISI 1045 memiliki kandungan C,Mn,Si,S dan Cr +
[image:48.595.111.516.224.271.2]Mo + Ni yang persentase kandungannya dapat dilihat pada tabel 8.:
Tabel 8. Kandungan Baja Karbon AISI 1045
C Mn Si S Cr+Mo+Ni
0,42 – 0,50 0,50 – 0,80 0,40 max 0,02 – 0,04 0,63 max
Adapun Baja Karbon AISI 1045 memiliki sifat mekanik sebagai berikut :
Yield Strength, Rp 0,2 : 305 N/mm2 (30 kg/mm2)
Tensile Strength, Rm : 580 N/mm2 (58 kg/mm2)
Elongation. A5 : min 16 %
Reduction of area, Z : min 40 %
Hardness : 200 Brinell
Gambar 25. Benda Kerja
benda kerja bagian atas
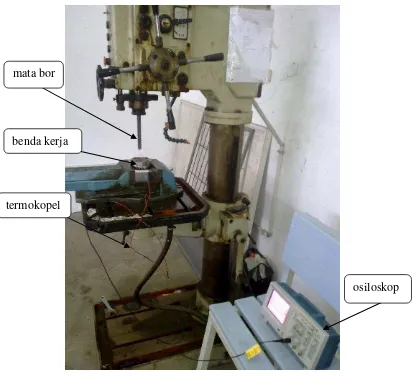
[image:48.595.113.522.305.647.2]C. Prosedur Penelitian
Metode yang digunakan dalam penelitian ini adalah metode eksperimen, dimana
[image:49.595.109.521.163.539.2]setup eksperimen dapat dilihat pada gambar 26.
Gambar 26. Setup penelitian
Beberapa tahapan yang dilakukan dalam penelitian ini yaitu sebagai berikut.
1. Mempersiapkan benda kerja
Ada tiga spesimen (benda kerja) yang digunakan dimana memiliki diameter 100
mm. Spesimen tersebut kemudian dipotong menjadi dua bagian dengan tinggi
setiap bagian adalag 20 mm. Detail benda kerja tersebut dapat dilihat pada gambar
25. mata bor
termokopel benda kerja
2. Pembuatan Alur Kabel Termokopel
Pada spesimen (benda kerja) yang telah dibagi menjadi dua, salah satu
permukaannya dibuat alur untuk pemasangan kabel termokopel dengan
menggunakan mesin sekrap. Alur tersebut berbentuk garis lurus ditengah
permukaan benda kerja dengan kedalaman 4 mm dan lebar 2 mm, seperti dilihat
pada gambar 27.
Gambar 27. Benda kerja setelah diproses sekrap
3. Pemasangan termokopel
Pemasangan termokopel dilakukan dengan cara :
a. Alur pada benda kerja dilapisi dengan alumunium foil supaya temperatur
pemotongan mudah dideteksi (gambar 28).
Gambar 28. Benda kerja yang telah dilapisi alumunium foil
b. Sebelum termokopel dipasang pada alurnya terlebih dahulu dilapisi
dengan lem untuk menghindari kontak dengan benda kerja. alur termokopel
c. selanjutnya termokopel ditanam pada alurnya dan dilapisi kembali dengan
alumunium foil, seperti dilihat pada gambar 29.
Gambar 29. Termokopel ditanam
d. Setelah pemasangan kabel termokopel benda kerja disatukan kembali
dengan menggunakan baut M6. Dapat dilihat pada gambar 25.
e. Langkah selanjutnya menghubungkan kabel termokopel tersebut dengan
Osiloskop digital.
4. Proses pengeboran
Setelah setup termokopel pada spesimen uji (benda kerja) selesai dilakukan maka
proses selanjutnya adalah melakukan proses permesinan dengan kondisi
pemotongan seperti terlihat pada tabel 9.
Tabel 9. Parameter penelitian
Material Benda kerja Baja Karbon AISI 1045
Material Pahat HSS
Geometri Pahat α : 30°
D : 18mm
Parameter pemotongan
Kecepatan Potong (RPM) 443 , 635 , 970 Gerak Makan (mm/rev) 0,10 , 0,18 ,0,24 Cairan Pendingin Kering
alumunium foil
5. Pengukuran Temperatur
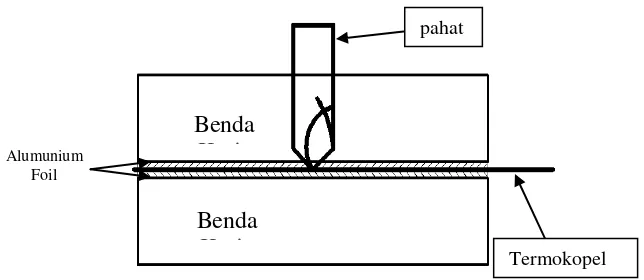
Prinsip pengukuran temperatur Pemotongan pada penelitian ini adalah suatu
system pengukuran suhu dengan termokopel tanam (embedded thermocouple).
Kabel termokopel dengan diameter 0,6 mm ditanam dalam benda kerja seperti
dilustrasikan pada gambar 28. Ketika benda kerja dipotong atau dilubangi oleh
cutting edge pahat bor, kabel termokopel juga ikut terpotong dan suatu tegangan
Thermoelektrik (emf) akan terbentuk pada ujung termokopel. Tegangan listrik
(emf) yang timbul pada ujung termokopel tersebut adalah sama dengan sinyal
temperatur pemotongan (lihat gambar 30) yang terjadi akibat deformasi pada zona
deformasi geser. Untuk mengukur sinyal temperatur pemotongan pada daerah
kontak antar pahat dan benda kerja kabel termokopel dihubungkan dengan
osiloskop digital. Karena waktu pemotongan sangat singkat, maka frekuensi yang
[image:52.595.148.470.442.582.2]digunakan pada osiloskop adalah kurang dari 10 Hz
Gambar 30. Sistem pengukuran temperatur dengan termokopel tanam Benda
Kerja
Alumunium Foil
pahat
Termokopel
D. Diagram Alir Pelaksanaan Penelitian
Prosedur penelitian tersebut dijelaskan dengan menggunakan diagram alir yang
[image:53.595.157.426.167.715.2]ditunjukkan pada gambar 31.
Gambar 31. Diagram Alir Penelitian
Apakah pemotongan
temperatur terdeteksi tidak
ya
Pengambilan data temperatur
Analisa
Kesimpulan
Selesai
Mulai
Penyiapan benda kerja dan alat
Setup termokopel pada benda kerja dari osiloskop
Proses pengeboran
Rancangan Parameter penelitian
Tabel 10. Rancangan Parameter Penelitian
a. Kecepatan Putar 443 rpm
No V rot Feed rate Volt T
1
V1
f1 v1 T1
2 f2 v2 T2
3 f3 v3 T3
b. Kecepatan Putar 635 rpm
No V rot Feed rate Volt T
1
V2
f1 v1 T1
2 f2 v2 T2
3 f3 v3 T3
c. Kecepatan Putar 970 rpm
No V rot Feed rate Volt T
1
V3
f1 v1 T1
2 f2 v2 T2
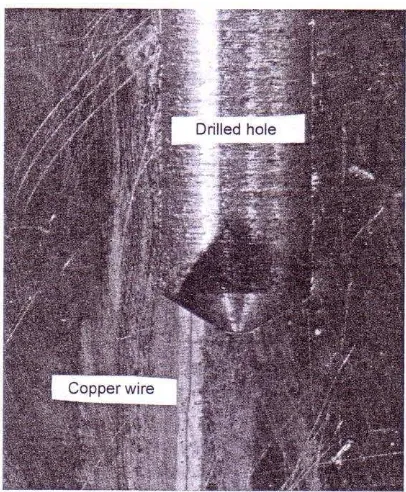
IV. HASIL DAN PEMBAHASAN
A. Pengambilan Data Percobaan
Pengujian ini dilakukan pada proses mesin gurdi dengan masing – masing tiga
kecepatan putaran spindel (443 rpm,635rpm dan 970 rpm) dan tiga variasi
kecepatan makan (0,10mm/rev, 0,18mm/rev dan 0,24 mm/rev) serta diameter
mata bor 18 mm. Untuk mengukur temperatur pada daerah deformasi geser, kabel
termokopel tipe K ditanam pada alur (Gambar 32a) yang telah dibuat pada
permukaan spesimen, setelah itu kabel tersebut dilapisi dengan alumunium foil
dan disambungkan ke osiloskop digital. Selanjutnya menyatukan kedua spesimen
dengan menggunakan baut baja yang berukuran 40 mm sebanyak 4 buah seperti
yang terlihat pada gambar 32b. Kemudian dilakukan proses gurdi sepanjang 20
mm sampai mengenai kabel termokopel tipe K sehingga kabel tersebut ikut
terpotong. Panas yang terjadi pada pisau pahat (cutting edge) yang mengenai
kabel termokopel akan menimbulkan sinyal tegangan pada osiloskop digital.
Setelah didapatkan hasil tegangan, proses selanjutnya adalah mendapatkan nilai
temperatur dalam satuan °C dengan cara mengkalibrasi termokopel yang
digunakan dengan tungku pemanas (furnace), sehingga didapatkanlah data-data
pengujian berupa variasi temperatur. Dimana akan Dibahas lebih lanjut pada
(a) (b)
Gambar 32. (a) Spesimen sebelum dibor (b) Spesimen sesudah dibor
B. Data Hasil Penelitian
Tabel 11 memperlihatkan data hasil pengujian ini didapatkan dengan kecepatan
putar sebesar 443 rpm dengan 3 variasi kecepatan makan yaitu 0,10 , 0,18 dan
[image:56.595.125.482.85.243.2]0,24 mm/rev.
Tabel 11. Pengujian Dengan kecepatan putaran Spindel 443 rpm
No V rot (rpm) Feed rate (mm/rev) Tegangan(mv)
1
443
0,10 4,35
2 0,18 5,33
3 0,24 5,95
Tabel 12 memperlihatkan data hasil pengujian ini didapatkan dengan kecepatan
putar sebesar 635 rpm dengan 3 variasi kecepatan makan yaitu 0,10 , 0,18 dan
0,24mm/rev.
Tabel 12. Pengujian Dengan Kecepatan Putaran Spindel 635 rpm
No V rot (rpm) Feed rate (mm/rev) Tegangan(mv)
1
635
0,10 4,74
2 0,18 6,04
3 0,24 6,41
[image:56.595.148.476.429.535.2]Tabel 13 memperlihatkan data hasil pengujian ini didapatkan dengan kecepatan
putar sebesar 635 rpm dengan 3 variasi kecepatan makan yaitu 0,10 , 0,18 dan
[image:57.595.149.478.189.290.2]0,24mm/rev.
Tabel 13. Pengujian Dengan Kecepatan Putaran Spindel 970 rpm
No V rot (rpm) Feed rate (mm/rev) Tegangan(mv)
1
970
0,10 6,26
2 0,18 6,96
3 0,24 7,88
Dari data yang didapatkan pada penelitian dapat dilihat pada tabel diatas dapat
diketahui bahwa tegangan akan cenderung meningkat seiring dengan
bertambahnya kecepatan putaran spindel dan kecepatan makan.
C. Proses Pengkalibrasian Pada Tungku Pemanas (Furnace)
Setelah mendapatkan hasil pengujian berupa tegangan dari pencatatan osiloskop
digital maka data yang didapatkan tersebut dikonversikan ke temperatur (°C )
dengan cara mengkalibrasi termokopel yang digunakan. Proses kalibrasi
termokopel ini dilakukan dengan menggunakan tungku pemanas (furnace) seperti
yang terlihat pada gambar 33. Pada proses kalibrasi ini kabel termokopel
disambungkan ke osiloskop digital, setelah kabel termokopel dan osiloskop digital
disatukan maka langkah selanjutnya meletakkan ujung kabel termokopel ke dalam
tungku pemanas (furnace). Setelah itu, tungku pemanas (furnace) di set
Hasil termokopel tipe K dapat dilihat pada Tabel 14.
[image:58.595.117.506.124.294.2]
Gambar 33. Tungku pemanas (Furnace), kabel termokopel dan osiloskop
Tabel 14. Konversi Temperatur terhadap Tegangan
No Temperatur (°C) Tegangan (mv)
1 100 3,06
2 150 5,16
3 200 7,15
4 250 9,12
Dari tabel 14 diatas dapat dibuat persamaan kalibrasi dengan metode penyelesain
persamaan linier regresion ordo I [Steven C , 1998] yaitu sebagai berikut ;
y = a1 + a0(xi) …………. (12)
dimana, untuk mendapatkan nilai a1 dan a0 dapat dicari dengan persamaan sebagai
berikut ;
T (°C) = Xi dan V (mv) = Yi dimana (n = 4)
∑ Xi = (100 + 150 + 200 + 250) = 700
∑ Yi = (3,06 + 5,16 + 7,15 + 9,12) = 24,49
osiloskop
∑ XiYi = [(100 x 3,06) + (150 x 5,16) + ( 200 x 7,15) + (250 x 9,12)]
= 4790
∑ Xi² = (100² + 150² + 200² + 250²) = 135000
x = = = 175
y = = = 6,123
a
1 = [Steven C , 1998] ……. (13)= = 0,0403
a
0=
∑ Yi – a1 (n) [Steven C , 1998] …….(14)=
6,1225 – 0,04034 (175) = 6,1225 – 7,0595=
-0,934Dari hasil diatas, dapat ditulis persamaan
Yi =
a
0 +a
1(Xi)Yi = - 0,934 + 0,040 Xi
0,04034 Xi = Yi + 0,934 ~ Xi = 24,783 V Yi + 23,262
T (°C) = 24,783 V (mv) + 23,262
Selanjutnya dilakukan uji liniertas kalibrasi dengan asumsi apabila standard error
of the estimate lebih kecil standard deviation ( Sx/y < Sy ) maka persamaan
model itu adalah linier apabila sebaliknya maka persamaan itu tidak linier. Untuk
Sx/y = [Steven C , 1998] …….(15)
=
= 0,063
Sy = [Steven C , 1998] …….(16)
=
= 2,603
dimana, St : jumlah nilai (Yi - yˉ ) (lihat Tabel 15)
Sr : Jumlah nilai (Yi - a0 –a1 - a1 Xi)2
Dari hasil perhitungan diatas standard error of the estimate lebih kecil dari
standard deviation ( Sx/y < Sy ) sehingga hasil pengukuran kalibrasi termokopel
[image:60.595.122.470.79.313.2]linier regression yang terlihat pada gambar 33.
Tabel 15. Perhitungan Linear
no Xi Yi (Yi -
yˉ )
(Yi -a
0 –
a
1 -a
1 Xi)21 100 3,06 9,378 0,0016
2 150 5,16 0,926 0,0018
3 200 7,15 1,067 0,0002
4 250 9,12 8,985 0,0045
∑ 700 24,49 20,335 0,0081
grafik kalibrasi tegangan terhadap temperatur 3.06, 100 7.15, 200 9.12, 250 5.16, 150 0 50 100 150 200 250 300
0 1 2 3 4 5 6 7 8 9 10
Voltage (mV) T e m p e ra tu re ( C )
Gambar 34. Grafik kalibrasi tegangan terhadap temperatur
Setelah melakukan perhitungan menggunakan persamaan linier, maka didapatkan
lah hasil temperatur dari tegangan yang didapat pada saat pengujian dengan cara
memasukan nilai tegangan yang didapat pada persamaan berikut ini.
T(°C) = 24,783 V(mv) + 23,262
Hasil akhir pengukuran temperatur dari tegangan yang sudah dikalibrasi dapat
dilihat pada Tabel 16.
Tabel 16. Kalibrasi Tegangan Terhadap Temperatur
Feed Rate
Kecepatan Putar (rpm)
443 635 970
V (mv) T (°C) V (mv) T (°C) V (mv) T (°C)
0,1 4,35 131,071 4,74 140,737 6,26 178,408
0,18 5,33 155,359 6,04 172,955 6,96 195,756
0,24 5,95 170,477 6,41 182,125 7,88 218,557
D. Analisis Perhitungan Temperatur Pada Zona Deformasi Geser
Temperatur yang dihasilkan pada zona deformasi dapat ditentukan dengan
menggunakan persamaan 5. Untuk variasi kecepatan putaran spindel dan
Nilai tebal geram (tc) secara lengkap setiap kondisi pemotongan dapat dilihat pada
Tabel 17.
Tabel 17. Nilai tebal geram setiap kondisi pemotongan
Feed Rate Tebal geram pada kecepatan443 rpm
(mm)
Tebal geram pada kecepatan635 rpm
(mm)
Tebal geram pada kecepatan970 rpm
(mm)
0,10 0,275 0,377 0,436
0,18 0,345 0,438 0,526
0,24 0,366 0,509 0,495
Kecepatan Putaran Spindel 443 rpm dengan kecepatan makan 0,10 mm/rev
rc =
=
= 0,363
=
=
= 0,384фn = 21,006 °
As =
x
=
x
= 3,347 mm2
Fs = τs x As = 580 mpa x 3,347 mm2
= 1941,26 N
Vs = rc x v = rc x = 0,363 x
= 0,363 x 25,038 = 9,088 m/min
Ps = Fs x Vs = 1941,26 N x 9,088 m/min = 17642,17 Nm/min
Ti =
=
Setelah mendapatkan hasil daya geser dan jumlah energi pada saat deformasi
geser maka temperatur yang dihasilkan dapat dihitung dengan pe