PERENCANAAN ULANG LAYOUT DALAM UPAYA
PENINGKATAN UTILISASI KAPASITAS
PENGOLAHAN DI PT. NUBIKA JAYA
TESIS
Oleh
YUDI DAENG POLEWANGI 117025003/TI
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
PERENCANAAN ULANG LAYOUT DALAM UPAYA
PENINGKATAN UTILISASI KAPASITAS
PENGOLAHAN DI PT. NUBIKA JAYA
Diajukan Sebagai Salah Satu Syarat Untuk Memperoleh Gelar Magister Teknik Dalam Program Studi Teknik Industri Pada Fakultas Teknik Universitas Sumatera Utara
OLEH
YUDI DAENG POLEWANGI
117025003
F A K U L T A S T E K N I K
UNIVERSITAS SUMATERA UTARA
MEDAN
Judul Tesis : PERENCANAAN ULANG LAYOUT DALAM UPAYA
PENINGKATAN UTILISASI KAPASITAS
PENGOLAHAN DI PT. NUBIKA JAYA
Nama : Yudi Daeng Polewangi
NIM : 117025003
Program Studi : Teknik Industri
Menyetujui Komisi Pembimbing
Prof. Dr. Ir. Sukaria Sinuligga, M. Eng Dr. Ir. Nazaruddin, MT
Ketua Anggota
Ketua Program Studi Dekan
Prof. Dr. Ir. Sukaria Sinuligga, M. Eng Prof. Dr. Ir. Bustami Syam, MSME
Telah Diuji Pada
Tanggal : 14 Juli 2014
PANITIA PENGUJI TESIS
Ketua : Prof. Dr. Ir. Sukaria Sinulingga, M. Eng Anggota : Dr. Ir. Nazaruddin, MT
LEMBAR PERNYATAAN
Dengan ini saya menyatakan bahwa tesis yang berjudul :
PERENCANAAN ULANG LAYOUT DALAM UPAYA PENINGKATAN
UTILISASI KAPASITAS PENGOLAHAN DI PT. NUBIKA JAYA
Adalah benar hasil karya saya sendiri dan belum dipublikasikan oleh
siapapun sebelumnya. Sumber-sumber data dan informasi yang digunakan
telah dinyatakan secara benar dan jelas.
Medan, Juli 2014 Yang membuat pernyataan,
ABSTRAK
Tata letak pabrik (plant layout) dapat didefinisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna menunjang produksi, kelancaran gerakan bahan (material), pekerja dan sebagainya. Terganggunya kelancaran produksi dapat dilihat dari imbalance capacity (ketidakseimbangan lintasan) yang mengalami kendala.
Jumlah produksi yang dihasilkan oleh PT. Nubika Jaya tidak sesuai dengan target produksi yang ditetapkan, dimana target produksi yang ditetapkan adalah sebesar 98% dari kapasitas produksi yang tersedia. Berdasarkan hal tersebut, maka dilakukan penyusunan rangkaian tata letak di lantai produksi untuk meningkatkan utilisasi kapasitas pengolahan di pabrik yang diukur dengan berdasarkan aspek keteraturan aliran, ketersediaan kapasitas dan ketersediaan area/ruang.
Pada layout lantai produksi yang saat ini digunakan oleh perusahaan, aliran material berbentuk tidak beraturan, ketersediaan kapasitas berkisar pada 93,1% dengan penggunaan ruangan sebesar 21,9%. Setelah dilakukan perancangan ulang layout dengan metode Apple didapat aliran material
mengalami perubahan menjadi bentuk U shape dimana terjadi juga pengurangan jarak dan waktu sehingga diharapkan dapat meningkatkan penggunaan kapasitas mencapai 98% dan penggunaan ruang meningkat sebesar 32,3%.
ABSTRACT
Plant layout can be defined as the procedure of regulating plant facilities to support production, the continuity material movement, employees, and so on. The disruption of the production can be seen from imbalance capacity as the constraints.
The amount of production yielded by PT. Nubika Jaya is not in line with the production target of 90% of the production capacity available. Based on this condition, a series of layout on the production is done to increase the utility of the processing capacity in the plant which is measured, based on the aspect of flow regulation, the availability of capacity, and the availability of area/space.
In the layout of production today which is used by companies, material flow is in irregular shape, the availability of capacity is around 93.1% with the use of space of 21.9%. After redesign of the layout with Apple method is done, material flow changes to U shape in which the distance is reduced so that it is expected that it can increase the use of capacity to 98% and the use of space to 32.3%.
RIWAYAT HIDUP
Nama : Yudi Daeng Polewangi
Tempat dan Tanggal Lahir : Medan, 12 November 1985
Jenis Kelamin : Laki-Laki
Nama Orang Tua
Ayah : Zulkifli Effendi
Ibu : Tengku Dina Murad
Alamat Rumah : Jl. Brig. Jend. Katamso No. 66 Istana Maimoon Medan
Jl. Rakyat Gg. Bersama No. 4B Medan
Pendidikan
Tahun 1992-1998 : SD Negeri 060855 Medan Tahun 1998-2001 : SMP Negeri 12 Medan Tahun 2001-2004 : SMU Negeri 18 Medan
Tahun 2004-2009 : Fakultas Teknologi Industri Jurusan Teknik Industri Institut Teknologi Medan
KATA PENGANTAR
Alhamdulillah puji dan syukur penulis panjatkan kehadirat Allah SWT
atas segala ridho dan karunia-Nya sehingga penulis dapat menyelesaikan tesis ini.
Penulis melaksanakan penelitian di PT. Nubika Jaya (Permata Hijau
Group). Pada tesis ini penulis membahas, menganalisis dan memberikan
usulan-usulan perbaikan yang menyangkut tata letak lantai produksi di pabrik kelapa
sawit. Adapun judul tesis ini adalah ”Perancangan Ulang Layout dalam Upaya
Meningkatkan Utilisasi Kapasitas Pengolahan di PT. Nubika Jaya”.
Penulis juga berusaha semaksimal mungkin untuk menyusun tesis ini
dengan sebaik-baiknya sesuai dengan kemampuan dan fasilitas yang tersedia serta
dukungan dan bimbingan dari berbagai pihak.
Tesis ini tidak akan pernah terwujud tanpa bantuan dan dukungan dari
berbagai pihak. Pada kesempatan ini penulis mengucapkan terima kasih yang
sebesar-besarnya kepada Allah SWT atas ridho dan karunia-Nya sehingga penulis
dapat menyelesaikan tesis ini.
Kepada kedua orang tua penulis, Zulkifli Effendi dan T. Dina Murad, serta
kakak dan adik, Yuana Delvika, ST. MT dan Murad Daeng Patiroang, SH, tak
lupa juga seluruh keluarga besar yang telah mendoakan dan memberikan
dukungan baik dukungan moril maupun dukungan materil.
Bapak Prof. Dr. Ir. Sukaria Sinulingga, M.Eng, selaku Ketua Program
Studi Teknik Industri, Sekolah Pasca Sarjana, Fakultas Teknik, Universitas
Sumatera Utara, sekaligus pembimbing utama penulis dalam menyusun laporan
yang telah meluangkan waktu untuk memberikan pembekalan, bimbingan,
evaluasi serta revisi dalam penyusunan laporan ini. Terima kasih juga saya
ucapkan kepada Ibu Ir. Rosnani Ginting, MT, selaku Sekretaris Program Studi
Teknik Industri, Sekolah Pasca Sarjana, Fakultas Teknik, Universitas Sumatera
Utara beserta Bapak-Bapak dan Ibu-Ibu dosen Program Studi Teknik Industri,
Sekolah Pasca Sarjana, Fakultas Teknik, Universitas Sumatera Utara yang telah
memberikan ilmu yang sangat berharga kepada penulis. Semoga ilmu ini dapat
menjadikan penulis sebagai orang yang berguna dan semoga Allah SWT
membalas kebaikan Bapak dan Ibu.
Bapak Tansri Lugito (PT. Permata Hijau Group) dan Bapak Arlan Syam
(PT. Nubika Jaya) yang telah memberikan kesempatan kepada penulis untuk
melakukan penelitian di perusahaan dan membimbing penulis dalam
menyelesaikan tesis ini.
Rafika Ramadhani, SE yang telah membantu dan memberikan dorongan
kepada penulis untuk menyelesaikan tesis ini. Teman-teman mahasiswa Magister
Teknik Industri angkatan XIV (Meri andriani, ST. MT, Cut Ita Erliana, ST. MT,
Abdul Azis Syarif, ST. MT, Tiarma Simanihuruk, ST. MT, Ferdyanta Sitepu, ST
dan M. Afif, ST), semoga pertemanan ini menjadi kenangan terindah bagi kita
semua dihari nanti.
Penulis menyadari tesis ini masih jauh dari kesempurnaan karena
keterbatasan penulis dan untuk itu penulis memohon maaf atas kekurangan
tersebut. Semoga tesis ini memberi manfaat bagi pembaca.
Medan, Juli 2014
DAFTAR ISI
2.2 Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik . 8 2.3 Prinsip Dasar dalam Perencanaan Tata Letak Pabrik ... 11
2.4 Jenis Persoalan Tata Letak ... 13
2.5 Jenis Tata Letak dan Dasar Pemilihannya ... 15
2.6 Operasi dan Produksi ... 25
2.7 Penelitian Terdahulu ... 26
BAB 3 GAMBARAN UMUM PERUSAHAAN ... 29
3.1 Sejarah Perusahaan ... 29
3.1.1 Kredibilitas dan Integritas ... 30
3.1.2 Sistem Manajemen Mutu ... 30
3.1.3 Sistem Fully Integrated ... 30
3.1.4 Produk ... 30
3.2 Ruang Lingkup Bidang Usaha ... 32
3.3 Lokasi Perusahaan ... 32
3.4 Visi dan Misi PT. Nubika Jaya ... 32
3.5 Struktur Organisasi dan Manajemen ... 33
BAB 4 METODOLOGI PENELITIAN ... 36
4.1 Metode Penelitian ... 36
4.2 Lokasi Penelitian ... 38
4.3 Data ... 38
4.3.1 Sumber Data ... 38
4.3.2 Teknik Pengumpulan Data ... 39
4.4 Kerangka Konseptual ... 39
BAB 5 PENGUMPULAN DAN PENGOLAHAN DATA ... 41
5.1 Pengumpulan Data ... 41
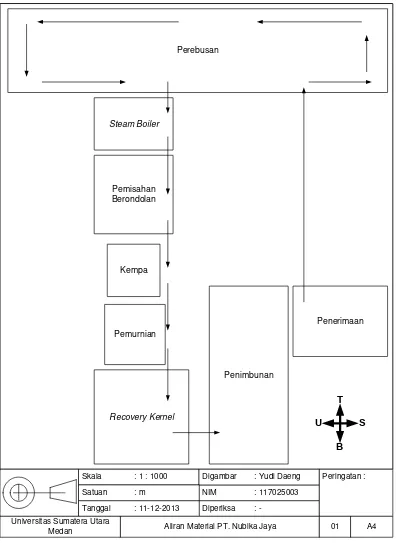
5.1.1 Tata Letak Fasilitas Produksi ... 41
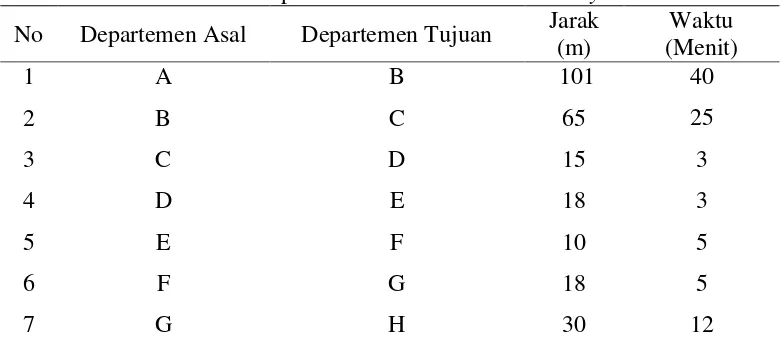
5.1.2 Aliran Material di Lantai Pabrik ... 43
5.1.3 Data Proses Produksi di Lantai Pabrik ... 44
5.1.4 Urutan Proses Produksi ... 45
5.2 Pengolahan Data ... 47
5.2.1 Tahapan Perancangan Tata Letak Pabrik ... 47
5.2.2 Pembentukan Aliran Material di Lantai Pabrik Setelah Perancangan Tata Letak ... 60
5.2.3 Perbandingan Jarak Angkut Layout Awal dengan Jarak Angkut Final Layout ... 60
5.2.4 Perbandingan Lama Waktu Produksi Layout Awal Dengan Lama Waktu Produksi Final Layout ... 61
5.2.5 Analisa Capacity Avaibility ... 62
5.2.6 Perbandingan Space Avaibility... 62
BAB 6 ANALISA DAN PEMBAHASAN ... 63
6.1 Analisa Kondisi Awal Lantai Produksi ... 63
6.1.1 Analisis Tata Letak ... 64
6.1.2 Analisis Data Proses dan Urutan Proses ... 64
6.1.3 Analisis Volume Produksi ... 66
6.2 Pembahasan Tata Letak ... 66
6.2.1 Perancangan Tata Letak dengan Metode Apple .... 67
6.2.2 Analisis Aliran Material di Ruang Produksi ... 70
6.2.3 Analisis Perbandingan Jarak di PT. Nubika Jaya .. 70
6.2.4 Analisis Perbandingan Lama Waktu Produksi di PT. Nubika Jaya ... 71
6.3 Analisis Utilisasi Kapasitas Pengolahan ... 71
6.3.1 Analisa Keteraturan Aliran ... 72
6.3.2 Analisa Ketersediaan Kapasitas ... 72
6.3.3 Analisa Ketersediaan Area/Ruang ... 73
BAB 7 KESIMPULAN DAN SARAN ... 74
7.1 Kesimpulan ... 74
7.2 Saran ... 75
DAFTAR TABEL
Tabel Judul Halaman
1.1 Jumlah Produksi CPO (Tahun 2013) ... 3
1.2 Lama Waktu Proses Pada Produksi Kelapa Sawit ... 3
1.3 Luas Lantai Pabrik PT. Nubika Jaya Saat Ini ... 4
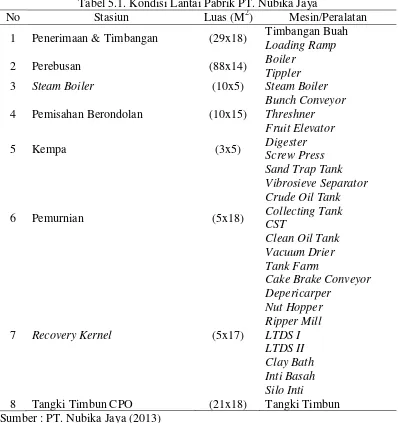
5.1 Kondisi Lantai Pabrik PT. Nubika Jaya ... 43
5.2 Proses Dan Pengkodean Pada Lantai Produksi ... 45
5.3 Jarak Perpindahan Antar Stasiun Pada Layout Awal ... 45
5.4 Target Produksi Dan Volume Produksi CPO (Tahun 2013)... 47
5.5 Operation Process Chart Pembuatan CPO ... 48
5.6 Sistem Penilaian Activity Relationship Chart (ARC) ... 53
5.7 Alasan Tingkat Hubungan ... 53
5.8 Work Sheet ... 54
5.9 Perbandingan Jarak Angkut Layout Awal Dengan Jarak Angkut Final Layout ... 61
5.10 Perbandingan Lama Waktu Produksi Layout Awal Dengan Lama Waktu Produksi Final Layout ... 61
5.11 Kapasitas Terpakai 2013 ... 62
6.1 Lama Waktu Proses Pada Produksi Kelapa Sawit ... 63
6.2 Flow Chart Pengolahan Kelapa Sawit ... 65
DAFTAR GAMBAR
Gambar Judul Halaman
2.1 Tata Letak Berdasarkan Aliran Produksi (Product Layout) ... 18
2.2 Tata Letak Berdasarkan Fungsi Proses (Process Layout) ... 20
2.3 Tata Letak Berdasarkan Kelompok Produk ... 22
2.4 Tata Letak Berposisi Tetap (Fixed Position Layout) ... 24
4.1 Diagram Alir/Tahapan Penelitian ... 37
4.2 Pola Hubungan Antara Variabel Dependen Dan Variabel Independen .. 40
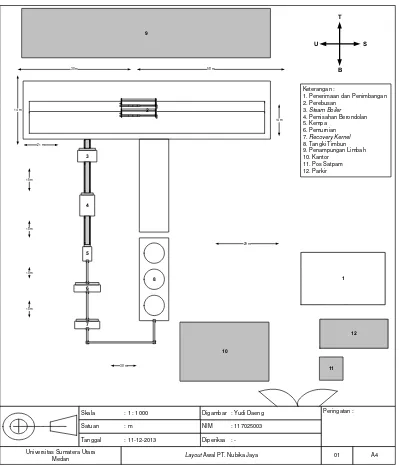
5.1 Layout Pabrik Saat Ini ... 42
5.2 Aliran Material di Lantai Produksi Pengolahan Kelapa Sawit ... 44
5.3 Block Diagram Pembuatan CPO ... 46
5.4 Activity Relationship Chart (ARC) ... 52
5.5 Block Template ... 55
5.6 Activity Relationship Diagram (ARD) ... 56
5.7 Area Allocating Diagram (AAD) ... 58
5.8 Final Layout ... 59
5.9 Aliran Material Baru Di Lantai Produksi ... 60
6.1 Aliran Material PT. Nubika Jaya ... 70
6.2 Perbandingan Total Dan Rata-Rata Jarak ... 71
ABSTRAK
Tata letak pabrik (plant layout) dapat didefinisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna menunjang produksi, kelancaran gerakan bahan (material), pekerja dan sebagainya. Terganggunya kelancaran produksi dapat dilihat dari imbalance capacity (ketidakseimbangan lintasan) yang mengalami kendala.
Jumlah produksi yang dihasilkan oleh PT. Nubika Jaya tidak sesuai dengan target produksi yang ditetapkan, dimana target produksi yang ditetapkan adalah sebesar 98% dari kapasitas produksi yang tersedia. Berdasarkan hal tersebut, maka dilakukan penyusunan rangkaian tata letak di lantai produksi untuk meningkatkan utilisasi kapasitas pengolahan di pabrik yang diukur dengan berdasarkan aspek keteraturan aliran, ketersediaan kapasitas dan ketersediaan area/ruang.
Pada layout lantai produksi yang saat ini digunakan oleh perusahaan, aliran material berbentuk tidak beraturan, ketersediaan kapasitas berkisar pada 93,1% dengan penggunaan ruangan sebesar 21,9%. Setelah dilakukan perancangan ulang layout dengan metode Apple didapat aliran material
mengalami perubahan menjadi bentuk U shape dimana terjadi juga pengurangan jarak dan waktu sehingga diharapkan dapat meningkatkan penggunaan kapasitas mencapai 98% dan penggunaan ruang meningkat sebesar 32,3%.
ABSTRACT
Plant layout can be defined as the procedure of regulating plant facilities to support production, the continuity material movement, employees, and so on. The disruption of the production can be seen from imbalance capacity as the constraints.
The amount of production yielded by PT. Nubika Jaya is not in line with the production target of 90% of the production capacity available. Based on this condition, a series of layout on the production is done to increase the utility of the processing capacity in the plant which is measured, based on the aspect of flow regulation, the availability of capacity, and the availability of area/space.
In the layout of production today which is used by companies, material flow is in irregular shape, the availability of capacity is around 93.1% with the use of space of 21.9%. After redesign of the layout with Apple method is done, material flow changes to U shape in which the distance is reduced so that it is expected that it can increase the use of capacity to 98% and the use of space to 32.3%.
BAB 1
PENDAHULUAN
1.1. Latar Belakang.
Tata letak pabrik merupakan landasan utama dalam pengaturan tata letak
produksi dan area kerja yang memanfaatkan luas kerja untuk menempatkan
mesin-mesin atau fasilitas penunjang produksi lainnya, serta memperlancar
gerakan perpindahan material sehingga diperoleh suatu aliran bahan dan kondisi kerja yang teratur, aman dan nyaman, sehingga mampu menunjang upaya
pencapaian tujuan pokok perusahaan.
Tata letak adalah suatu landasan utama dalam dunia industri. Tata letak
pabrik (plant layout) dapat didefinisikan sebagai tata cara pengaturan fasilitas-fasilitas pabrik guna menunjang produksi lainnya, kelancaran gerakan bahan
(material) baik yang bersifat temporer atau permanen, pekerja dan sebagainya. Dalam tata letak pabrik ada dua hal yang harus diperhatikan yaitu pengaturan
mesin dan pengaturan departemen yang ada di pabrik. Bila menggunakan istilah
tata letak pabrik hal ini sering diartikan sebagai pengaturan peralatan atau fasilitas
produksi yang sudah ada ataupun juga bisa diartikan sebagai perancangan tata
letak pabrik yang baru (newplant layout).
Menurut I Made Aryantha, tata letak fasilitas yang baik dan sesuai dengan
keadaan perusahaan merupakan salah satu faktor utama untuk mengoptimalkan
waktu dan biaya produksi. Perencanaan fasilitas mempunyai pengaruh yang
sangat besar dalam proses operasi perusahaan. Masalah utama dalam produksi
departemen ke departemen lain, sampai material tersebut menjadi barang jadi. Hal ini terlihat sejak material diambil dari gudang bahan baku dan dibawa ke beberapa departemen di bagian produksi untuk diproses sampai akhirnya dibawa
ke gudang barang jadi.
Keteraturan aliran produksi (regularity of flow) harus diperhatikan dalam perencanaan tata letak karena perancangan lantai produksi merupakan salah satu
bagian dari perencanaan tata letak pabrik. Terganggunya kelancaran produksi
dapat dilihat dari imbalance capacity (ketidakseimbangan lintasan) yang mengalami kendala. Oleh karena itu sangat penting sekali memaksimalkan
kelancaran aliran produksi dengan memperhatikan perancangan tata letak pabrik.
Perancangan tata letak lantai produksi dan area kerja adalah suatu permasalahan
yang sering dijumpai dalam industri manufaktur. Masalah ini tidak dapat
dihindari, sekalipun hanya sekedar mengatur peralatan/mesin didalam ruangan
atau lantai produksi, serta dalam ruang lingkup yang kecil dan sederhana.
PT. Nubika Jaya merupakan sebuah perusahaan manufaktur yang
memproduksi penyulingan minyak nabati, inti sawit, biodiesel dan oleokimia
manufaktur. Pada Tabel 1.1 terlihat bahwa jumlah produksi yang dihasilkan oleh
perusahaan tidak sesuai dengan target produksi yang ditetapkan oleh perusahaan,
dimana target produksi yang ditetapkan adalah sebesar 98% dari kapasitas
Tabel 1.1. Jumlah Produksi CPO (Tahun 2013)
Bulan Target
(Kg)
Pencapaian (Kg)
Januari 21.814.800 21.423.000
Februari 19.447.500 17.810.000
Maret 25.606.420 22.865.000
April 22.957.480 21.324.000
Mei 28.546.420 19.798.000
Juni 26.177.760 25.663.000
Juli 32.202.800 31.375.000
Agustus 25.970.000 26.125.000
September 28.618.940 28.111.000
Oktober 25.606.420 24.329.000
November 25.606.420 25.599.000
Desember 24.723.440 24.983.000
Total 307.278.400 289.405.000
Sumber : PT. Nubika Jaya
Jumlah produksi di perusahaan dapat ditingkatkan dengan mempersingkat
waktu produksi, sehingga produksi yang dihasilkan oleh perusahaan dapat
memenuhi target sebesar 98% yang ditetapkan oleh pihak manajemen perusahaan.
Adapun data waktu produksi pengolahan kelapa sawit dapat terlihat pada Tabel
1.2.
Tabel 1.2 Lama Waktu Proses Pada Produksi Kelapa Sawit
No Proses Waktu (Menit)
1 Penerimaan & Penimbangan 8
2 Transportasi 40
3 Perebusan 120
4 Transportasi 25
5 Steam Boiler 27
6 Transportasi 3
7 Pemisahan Berondolan 150
Susunan mesin-mesin di ruang produksi kelapa sawit juga tidak
mendukung tata urutan proses produksi yang baik sehingga aliran barang menjadi
tidak beraturan. Menurut Apple (1990), aliran barang yang direncanakan dengan
baik dan cermat mempunyai beberapa keuntungan, antara lain:
1. Menaikkan efisiensi dan produktivitas.
2. Pemanfaatan ruangan pabrik yang lebih efisien.
3. Mengurangi waktu dalam proses.
4. Meminimumkan gerakan balik (back tracking).
Pemanfaatan ruang yang terpakai di area produksi pengolahan kelapa
sawit PT. Nubika Jaya juga belum maksimal. Ruang yang terpakai untuk lantai
produksi pengolahan kelapa sawit saat ini hanya sebesar 21,9% yaitu 2.522 m2
dari total area yang tersedia sebesar 11.500 m2 (100 m x 115 m). Hal ini terlihat
pada tabel 1.3.
Tabel 1.3 Luas Lantai Pabrik PT. Nubika Jaya Saat Ini
No Stasiun Ukuran (M) Luas (M2)
1 Penerimaan & Timbangan 29 x 18 522
2 Perebusan 88 x 14 1232
3 Steam Boiler 10 x 5 50
4 Pemisahan Berondolan 10 x 15 150
5 Kempa 3 x 5 15
6 Pemurnian 5 x 18 90
7 Recovery Kernel 5 x 17 85
8 Tangki Timbun 21 x 18 378
Total 2522
1.2. Rumusan Masalah.
Berdasarkan hasil pengamatan yang dilakukan pada PT. Nubika Jaya,
permasalahan yang akan dicari pemecahannya melalui penelitian ini adalah
stagnansi yang terjadi di dalam lintasan yang berakibat kepada target produksi
1.3. Tujuan Penelitian.
Sesuai dengan pokok pembahasan penelitian, maka tujuan yang akan
dicapai adalah untuk mendapatkan rancangan ulang layout yang lebih efektif sehingga proses produksi berjalan lancar dan dapat meningkatkan utilisasi
kapasitas agar dapat tercapai target yang telah ditetapkan.
1.4. Manfaat Penelitan.
Adapun manfaat yang bisa diambil dari penelitian ini adalah:
1. Bagi Perusahaan.
Hasil penelitian dapat dimanfaatkan oleh perusahaan bilamana akan
diadakan perubahan layout untuk pengembangan perusahaan. 2. Bagi Peneliti.
Hasil penelitian dapat dijadikan referensi nyata dalam persoalan
pengembangan fasilitas pabrik dan mencari solusi dari sudut pandang
akademis.
3. Bagi Institusi.
Hasil penelitian dapat dijadikan literatur tambahan sehingga
memperkaya khasanah ilmu pengetahuan.
1.5. Batasan Masalah.
Untuk dapat melihat keakuratan layout yang akan dirancang, maka penulis membuat batasan-batasan berikut:
1. Prinsip dasar yang digunakan adalah prinsip jarak perpindahan bahan
2. Rancangan hanya membahas tahap perencanaan (planning), analisis (analysis) dan perancangan (design), tidak membahas tahapan penerapan (implementation) dan pengujian (testing).
3. Rancangan yang diusulkan adalah rancangan konseptual.
1.6. Asumsi yang Digunakan.
Agar penyelesaian masalah dapat dilakukan sesuai dengan teori yang
dipakai, maka perlu dibuat asumsi-asumsi sebagai berikut:
1. Tidak ada perubahan urutan operasi yang mempengaruhi proses
produksi.
2. Pola data produksi mengikuti periode Januari-Desember 2013.
3. Kondisi lantai produksi menggunakan pola yang ada di perusahaan
BAB 2
LANDASAN TEORI
2.1. Definisi Tata Letak Pabrik.
Tata letak pabrik dapat didefinisikan sebagai tata cara pengaturan
fasilitas-fasilitas pabrik dengan memanfaatkan luas area secara optimal guna menunjang
kelancaran proses produksi (Wignjosoebroto, 2003 : 67) atau tata letak pabrik
(plant layout) dapat juga didefinisikan sebagai suatu rencana atau aktivitas perencanaan, penyusunan yang optimal dari fasilitas-fasilitas suatu industri yang
meliputi tenaga kerja, peralatan operasi, ruang penyimpanan, peralatan
penanganan material dan semua pelayanan pendukung sesuai dengan rancangan
terbaik dari struktur yang terdiri dari fasilitas-fasilitas ini. Tata letak yang baik
selalu melibatkan tata cara pemindahan bahan di pabrik, sehingga kemudian
disebut tata letak pabrik dan pemindahan bahan.
Rekayasawan yang merancang fasilitas harus mengevaluasi, menganalisis,
membentuk konsep dan mewujudkan sistem bagi pembuatan barang dan jasa.
Dengan kata lain, merupakan pengaturan tempat sumber daya fisik yang
digunakan untuk membuat produk. Rancangan ini umumnya digambarkan sebagai
rencana lantai yaitu susunan fasilitas fisik (perlengkapan, tanah, bangunan dan
sarana lain) untuk mengoptimumkan hubungan antara petugas pelaksana, aliran
bahan, aliran informasi dan tata cara yang diperlukan untuk mencapai tujuan
usaha secara efisien, ekonomis dan aman (Apple, 1990 : 2).
Pada dasarnya, dalam pengaturan fasilitas produksi dalam pabrik.
1. Pengaturan tata letak mesin dan fasilitas produksi lainnya (machines layout), yaitu pengaturan dari semua mesin-mesin dan fasilitas yang diperlukan untuk proses produksi di dalam tiap-tiap departemen yang
ada di pabrik.
2. Pengaturan tata letak departemen, yaitu pengaturan bagian atau
departemen, serta hubungannya antara satu departemen dengan yang
lainnya di dalam pabrik.
2.2. Tujuan Perencanaan dan Pengaturan Tata Letak Pabrik.
Secara garis besar tujuan utama dari tata letak pabrik adalah mengatur area
kerja dan segala fasilitas produksi yang paling ekonomis untuk operasi produksi
yang aman dan nyaman sehingga dapat menaikkan moral kerja dan kinerja
(performance) dari operator (Apple, 1990 : 5-8). Lebih spesifik lagi, suatu tata letak pabrik yang baik akan dapat memberikan keuntungan-keuntungan dalam
sistem produksi, sebagai berikut:
a. Memperlancar proses manufaktur.
Tata letak pabrik yang direncanakan haruslah menjamin proses
pengolahan yang efisien. Oleh karena itu diusahakan agar:
1.Penyusunan peralatan dan mesin yang efektif sehingga aliran
bahan lancar dan mendekati garis lurus dengan mengurangi
gerakan bolak-balik.
2.Mengurangi waktu menunggu pada proses produksi.
3.Aliran bahan yang terencana sehingga setiap daerah kerja dapat
dibedakan dengan jelas untuk menghindari tercampurnya alat-alat
b. Mengurangi proses pemindahan bahan (minimasi material handling). Biaya pemindahan bahan merupakan salah satu elemen biaya dari
total biaya produksi yang harus dikeluarkan perusahaan. Perhitungan
biaya pemindahan ini biasanya sebanding dengan jarak pemindahan
bahan yang harus ditempuh, sedangkan jarak pemindahan bahan dapat
dianalisis dengan memperhatikan tata letak fasilitas produksi yang ada
di pabrik. Karena itu, dalam perancangan tata letak pabrik diusahakan
agar jarak pemindahan bahan menjadi seminimal mungkin.
c. Menjaga fleksibilitas susunan peralatan.
Kemungkinan perubahan jumlah dan bentuk produksi sangat penting
diperhatikan dalam tata letak pabrik. Tata letak pabrik yang baik dapat
dengan mudah diubah menurut kebutuhan produksi.
d. Mengurangi inventory in process.
Sistem produksi pada dasarnya menghendaki sedapat mungkin agar
bahan baku berpindah dari satu operasi ke operasi berikutnya dengan
secepat-cepatnya dan berusaha mengurangi bertumpuknya barang
setengah jadi (material in process). Hal ini dapat dilaksanakan dengan mengurangi waktu tunggu (delay) dan mengurangi antrian bahan yang menunggu untuk segera diproses.
e. Menurunkan investasi pada peralatan.
Susunan mesin, peralatan dan susunan departemen yang tepat dan
f. Penghematan penggunaan luas lantai.
Suatu perencanaan tata letak pabrik yang optimal akan mampu
mengatasi segala pemborosan pemakaian ruangan yang disebabkan
oleh lalu lintas bahan dalam pabrik, penumpukan material, jarak antar
mesin yang berlebihan dan lain-lain, serta akan berusaha untuk
mengoreksi semua pemborosan tersebut.
g. Memelihara pemakaian tenaga kerja seefektif mungkin.
Tata letak pabrik yang tidak baik akan membutuhkan tenaga kerja
yang lebih besar sehingga merupakan suatu pemborosan. Pemakaian
tenaga kerja dengan efektif dan efisiesn dapat dilakukan dengan cara:
1. Mengurangi pemindahan bahan yang dilakukan secara manual.
2. Mengurangi faktor yang mengakibatkan pekerja banyak berjalan
dalam pabrik.
3. Melakukan keselarasan antara mesin dan operator sehingga antara
mesin dan operator tidak mengalami idle.
4. Mengadakan pengawasan yang efektif terhadap karyawan.
h. Memberikan suasana kerja yang menyenangkan.
Memberikan suasana kerja yang menyenangkan kepada para pekerja
seperti pengaturan letak penerangan, ventilasi serta keselamatan kerja
yang terjamin.
2.3 Prinsip-Prinsip Dasar dalam Perencanaan Tata Letak Pabrik.
Dalam perencanaan dan pengaturan tata letak pabrik. Terdapat enam
a. Prinsip integral secara total.
“That layout is best which intergrates the man, material, machinery supporting activities, and any other considerations in way that result in the best compromise”.
Prinsip ini menyatakan bahwa tata letak pabrik adalah merupakan
integrasi secara total dari seluruh elemen produksi yang ada menjadi
satu unit operasi yang besar.
b. Prinsip jarak perpindahan bahan yang paling minimal.
“Other things being equal, than layout is the best permits the materials to move the minimum distance between operations”.
Hampir semua proses yang terjadi dalam suatu industri mencakup
beberapa gerakan perpindahan dari material, yang tidak bisa dihindari
secara keseluruhan. Dalam proses pemindahan bahan dari satu operasi
ke operasi lain, waktu dapat dihemat dengan cara mengurangi
perpindahan jarak tersebut. Hal ini dapat dilaksanakan dengan
menerapkan operasi yang berikutnya sedekat mungkin dengan operasi
sebelumnya.
c. Prinsip aliran suatu proses kerja.
“Other things being equal, than layout is the best that arranges the work area for each operations or process in the same order or sequence that forms, treats or assembles the materials”.
Dengan prinsip ini, diusahakan untuk menghindari adanya gerak balik
interupsi. Ide dasar dari prinsip aliran konstan dengan minimum
interupsi, kesimpangsiuran dan kemacetan.
d. Prinsip pemanfaatan ruangan.
“Economy is obtained by using effectively all available space-both vertical and horizontal”.
Makna dasar tata letak adalah suatu pengaturan ruangan yang akan
dipakai oleh manusia, bahan baku dan peralatan penunjang proses
produksi lainnya, yang memiliki tiga dimensi yaitu aspek volume
(cubic space) dan bukan hanya sekedar aspek luas (floor space). Dengan demikian, dalam perencanaan tata letak, faktor dimensi
ruangan ini juga perlu diperhatikan.
e. Prinsip kepuasan dan keselamatan kerja.
“Other things being equal, than layout is the best which makes works satisfying and safe for workers”.
Kepuasan kerja sangat besar artinya bagi seseorang dan dapat
dianggap sebagai dasar utama untuk mencapai tujuan. Dengan
membuat suasana kerja menyenangkan dan memuaskan, maka secara
otomatis akan banyak keuntungan yang bisa kita peroleh. Selanjutnya,
keselamatan kerja juga merupakan faktor utama yang harus
diperhatikan dalam perencanaan tata letak pabrik. Suatu layout tidak dapat dikatakan baik apabila tidak menjamin atau bahkan justru
f. Prinsip fleksibilitas.
“Other things being equal, than layout is the best that can be adjusted and rearrange at minimum cost and inconvenience”.
Prinsip ini sangat berarti dalam masa dimana riset ilmiah, komunikasi
dan transportasi bergerak dengan cepat, yang mana hal ini akan
mengakibatkan dunia industri harus ikut berpacu mengimbanginya.
Untuk ini kondisi ekonomi akan bisa tercapai apabila tata letak yang
ada telah direncanakan cukup fleksibel untuk diadakan
penyesuaian/pengaturan kembali (relayout) dengan cepat dan biaya yang relatif murah.
2.4. Jenis Persoalan Tata Letak.
Masalah dan jenis persoalan dalam tata letak pabrik beragam jenisnya
(Apple, 1990 : 16-18). Jenis dari persoalan tata letak pabrik antara lain:
1. Perubahan rancangan.
Seringkali perubahan rancangan produk menuntut perubahan proses
atau operasi yang diperlukan. Perubahan ini mungkin hanya
memerlukan penggantian sebagian kecil tata letak yang telah ada atau
berbentuk perancangan ulang tata letak. Hal ini bergantung kepada
perubahan yang terjadi.
2. Perluasan departemen.
Perluasan departemen dapat terjadi bila ada penambahan produk di
suatu komponen produk tertentu. Hal ini mungkin hanya berupa
penambahan sejumlah mesin yang dapat diatasi dengan membuat
ruangan atau mungkin diperlukan perubahan seluruh tata letak jika
3. Pengurangan departemen.
Jika jumlah produksi berkurang secara drastis dan menetap, perlu
dipertimbangkan pemakaian proses yang berbeda dari proses
sebelumnya. Perubahan seperti mungkin menuntut disingkirkannya
peralatan yang telah ada dan merencanakan pemasangan jenis
peralatan lain.
4. Penambahan produk baru.
Jika terjadi penambahan produk baru yang berbeda prosesnya dengan
produk yang telah ada, maka dengan sendirinya akan muncul masalah
baru. Peralatan yang ada dapat digunakan dengan menambah beberapa
mesin baru pada tata letak yang ada dengan penyusunan ulang
minimum atau mungkin memerlukan persiapan departemen baru dan
mungkin juga dengan pabrik baru.
5. Memindahkan satu departemen.
Memindahkan satu departemen dapat menimbulkan masalah yang
besar. Jika tata letak yang ada masih memenuhi, hanya diperlukan
pemindahan ke lokasi lain. Jika tata letak yang ada sekarang tidak
memenuhi lagi, hal ini menghadirkan kemungkinan untuk perbaikan
kekeliruan yang lalu. Hal ini dapat berubah kearah tata letak ulang
wilayah yang baru.
6. Penambahan departemen baru.
Masalah ini dapat timbul karena adanya penyatuan, seperti pekerjaan
mesin bor dari seluruh departemen disatukan ke dalam satu
departemen terpusat. Masalah ini dapat juga terjadi karena kebutuhan
sebelumnya. Hal ini dapat terjadi untuk membuat suatu komponen
yang selama ini dibeli dari perusahaan lain.
7. Peremajaan peralatan yang rusak.
Peremajaan ini menuntut pemindahan peralatan yang berdekatan
untuk mendapatkan tambahan ruang.
8. Perubahan metode produksi.
Setiap perubahan kecil dalam suatu tempat kerja sering kali
mempunyai pengaruh terhadap tempat kerja yang berdekatan. Hal ini
menuntut peninjauan kembali atas wilayah yang terlibat.
9. Penurunan biaya.
Hal ini merupakan akibat dari setiap keadaan pada masalah-masalah
sebelumnya.
10.Perencanaan fasilitas baru.
Persoalan ini merupakan persoalan tata letak terbesar. Perancangan
umumnya tidak dibatasi oleh kendala fasilitas yang ada. Perancangan
bebas merencanakan tata letak yang paling baik yang dapat dipakai.
Bangunan dapat dirancang untuk menampung tata letak setelah
diselesaikan. Fasilitas dapat ditata untuk kegiatan manufaktur terbaik.
2.5. Jenis Tata Letak dan Dasar Pemilihannya.
Susunan mesin dan peralatan pada suatu perusahaan akan sangat
mempengaruhi kegiatan produksi, terutama pada efektivitas suatu proses produksi
dan kelelahan yang dialami oleh operator di lantai produksi. Kegiatan yang
berhubungan dengan perancangan susunan unsur fisik suatu kegiatan dan selalu
rancangannya dikenal dengan Tata Letak Pabrik (Wignjosoebroto, 1996 :
148-150).
Tata letak pabrik dapat didefinisikan sebagai perencanaan dan
penggabungan (integration) dari aliran komponen-komponen suatu produk untuk mendapatkan interelasi yang paling efektif dan paling ekonomis antara pekerja,
peralatan, pemindahan bahan mulai dari bagian penerimaan bahan baku sampai
pengolahan bahan dan akhirnya mengirimkan produk jadi ke konsumen.
Tata letak pabrik yang baik dapat diartikan sebagai penyusunan yang
teratur dan efisien dari semua fasilitas-faslitas pabrik dan tenaga kerja yang ada di
pabrik. Fasilitas pabrik disini tidak hanya mesin-mesin tetapi juga service area
termasuk tempat penerimaan dan pengiriman barang, maintenance, gudang dan sebagainya. Disamping itu juga, sangat penting diperhatikan keamanan dan
kenyamanan pekerja dalam melaksanakan pekerjaannya. Oleh karena itu tata letak
pabrik yang baik adalah tata letak yang memiliki daerah kerja yang memiliki
interrelation, sehingga bahan-bahan dapat diproduksi secara ekonomis.
Tata letak pabrik sangat berkaitan erat dengan efisiensi dana efektivitas pekerjaan. Hal ini dapat diuraikan sebagai berikut:
1. Kegiatan produksi akan lebih ekonomis bila aliran suatu bahan
dirancang dengan baik.
2. Pola aliran bahan menjadi dasar terhadap suatu susunan peralatan
yang diukur.
3. Alat pemindahan bahan (material handling) akan mengubah pola aliran bahan yang statis menjadi dinamis dengan melengkapinya
4. Susunan fasilitas-fasilitas yang efektif disekitar pola aliran bahan akan
memberikan operasi yang efektif dari berbagai proses produksi yang
saling berhubungan.
5. Operasi yang efisien akan meminimumkan biaya produksi.
6. Biaya produksi yang minimum akan memberikan profit yang lebih
tinggi.
Dalam tata letak pabrik, sangat ditentukan oleh susunan mesin-mesin yang
ada di pabrik yang membentuk suatu aliran produksi. Berdasarkan hal ini ada 4
(empat) tipe tata letak pabrik yang utama, yaitu:
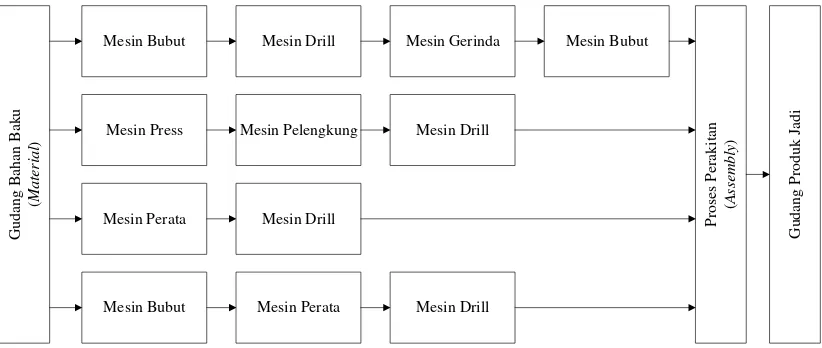
1. Tata letak pabrik berdasarkan aliran produksi (Product Layout atau
Production Line Product).
Product layout dapat didefinisikan sebagai metode atau cara pengaturan dan penempatan semua fasilitas produksi yang diperlukan
ke dalam suatu departemen tertentu atau khusus. Suatu produk dapat
dibuat/diproduksi sampai selesai di dalam departemen tersebut. Bahan
baku dipindahkan dari stasiun kerja ke stasiun kerja lainnya di dalam
departemen tersebut dan tidak perlu dipindah-pindahkan ke
departemen yang lain.
Dalam product layout, mesin-mesin atau alat bantu disusun menurut urutan proses dari suatu produk. Produk-produk bergerak secara terus
menerus dalam suatu garis perakitan. Product layout akan digunakan bila volume produksi cukup tinggi dan variasi produk tidak banyak
dan sangat sesuai untuk produksi yang kontinu. Gambar tata letak
G
) Mesin Pelengkung Mesin Drill
Mesin Drill
Gambar 2.1. Tata Letak Berdasarkan Aliran Produksi (Product layout) (Wignjosoebroto, 2003)
Tujuan dari tata letak ini adalah untuk mengurangi proses pemindahan
bahan dan memudahkan pengawasan di dalam aktivitas produksi
sehingga pada akhirnya terjadi penghematan biaya.
Keuntungan tipe Produt Layout adalah:
a. Layout sesuai dengan urutan operasi, sehingga proses berbentuk garis.
b.Pekerjaan dari satu proses secara langusng dikerjakan pada proses
berikutnya, sebagai akibatnya penyimpanan barang setengah jadi
menjadi kecil.
c. Total waktu produksi per unit menjadi kecil.
d.Mesin dapat ditempatkan dengan jarak yang minimal. Konsekuensi
dari operasi ini adalah material handling dapat dikurangi.
e. Memerlukan operator dengan keterampilan rendah, training
f. Lokasi yang tidak begitu luas dapat digunakan untuk transit dan penyimpanan barang sementara.
g.Memerlukan aktivitas yang sedikit selama proses produksi
berlangsung.
Sedangkan kerugian dari Product Layout adalah:
a. Kerusakan dari satu mesin akan mengakibatkan terhentinya proses
produksi.
b.Layout ditentukan oleh produk yang diproses, perubahan desain produk memerlukan penyusunan layout ulang.
c. Kecepatan produksi ditentukan oleh mesin yang beroperasi paling
lambat.
d.Membutuhkan supervisi secara umum tidak terspesifikasi.
e. Membutuhkan investasi yang besar karena mesin yang sejenis akan
dipasang lagi kalau proses yang sejenis diperlukan.
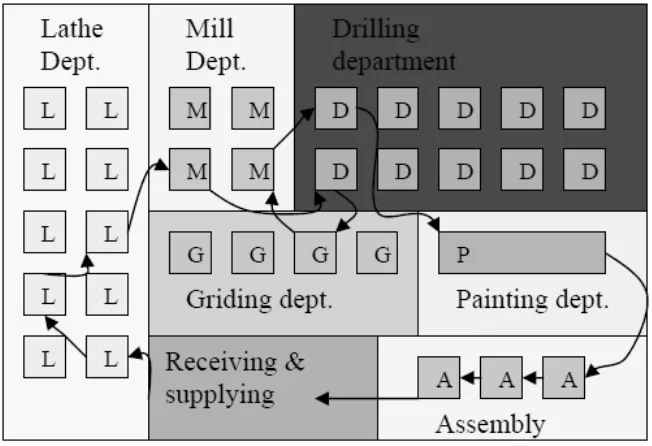
2. Tata letak pabrik berdasarkan fungsi (Process Layout).
Dalam process/functional layout semua operasi dengan sifat yang sama dikelompokkan dalam departemen yang sama pada suatu
pabrik/industri. Mesin atau peralatan yang mempunyai fungsi yang
sama dikelompokkan jadi satu, misalnya semua mesin bubut dijadikan
satu departemen, mesin bor dijadikan satu departemen dan mesin mill
dijadikan satu departemen. Dengan kata lain material dipindah menuju
departemen-departemen sesuai dengan urutan proses yang dilakukan.
Gambar tata letak pabrik berdasarkan fungsi proses dapat dilihat pada
Gambar 2.2. Tata Letak Berdasarkan Fungsi Proses (Process Layout) (Wignjosoebroto, 2003)
Process layout dilakukan bila volume produksi kecil dan terutama untuk jenis produk yang tidak standar, biasanya berdasarkan order.
Kondisi ini disebut sebagai job shop. Tata letak process layout banyak dijumpai pada sektor industri manufaktur maupun jasa.
Kelebihan atau keuntungan menggunakan layout tipe ini adalah: a. Penggunaan mesin dapat dilakukan dengan efektif, konsekuensinya
memerlukan sedikit mesin.
b.Fleksibilitas tenaga kerja dan fasilitas produksi besar dan sanggup
berbagai macam jenis dan model produk.
c. Investasi mesin relatif kecil karena digunakan mesin yang umum
(general purpose).
d.Keragaman tugas membuat tenaga kerja lebih tertarik dan tidak
e. Adanya aktivitas supervisi yang lebih baik dan efisien melalui
spesialisasi pekerjaan, khususnya untuk pekerjaan yang sulit dan
memerlukan ketelitian yang tinggi.
f. Mudah untuk mengatasi breakdown pada mesin, yaitu dengan cara memindahkannya ke mesin yang lain dan tidak menimbulkan
hambatan-hambatan dalam proses produksi.
Sedangkan sisi kelemahan atau kekurangannya adalah:
a. Aliran proses yang panjang mengakibatkan material handling lebih mahal karena aktivitas pemindahan material. Hal ini disebabkan karena tata letak mesin tergantung pada macam proses atau fungsi
kerjanya dan tidak tergantung pada urutan proses produksi.
b.Total waktu produksi lebih panjang.
c. Inventori barang setengah jadi cukup besar, jadi menyebabkan
penambahan tempat.
d.Diperlukan keterampilan tenaga kerja yang tinggi guna menangani
berbagai macam aktivitas produksi yang memiliki variasi besar.
e. Kesulitan dalam menyeimbangkan tenaga kerja dari setiap fasilitas
produksi karena penempatan mesin yang terkelompok.
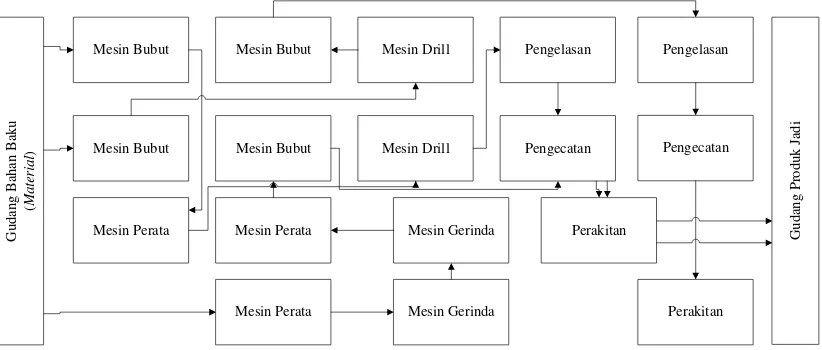
3. Tata letak pabrik berdasarkan kelompok produk (Group Tecnology Layout).
Tipe tata letak ini biasanya komponen yang tidak sama
dikelompokkan kedalam satu kelompok berdasarkan kesamaan bentuk
komponen, mesin atau peralatan yang dipakai. Pengelompokkan
dikelompokkan dalam satu kelompok dan ditempatkan dalam sebuah
manufacturing cell. Gambar tata letak pabrik berdasarkan kelompok produk dapat dilihat pada Gambar 2.3.
G
) Mesin Bubut Mesin Drill
Perakitan
Gambar 2.3. Tata Letak Berdasarkan Kelompok Produk (Wignjosoebroto, 2003)
Kelebihan tata letak berdasarkan kelompok teknologi ini adalah: a. Karena group technology memanfaatkan kesamaan komponen
produk, maka dapat mengurangi pemborosan waktu dalam
perpindahan antar kegiatan yang berbeda.
b.Penyusunan mesin didasarkan atas family product sehingga dapat mengurangi waktu set up, mengurangi ongkos material handling
dan mengurangi area lantai produksi.
c. Apabila ada urutan proses tang terhenti maka dapat dicari alternatif
lain.
e. Operator makin terlatih, cacat produk dapat dikurangi dan dapat
mengurangi bahan yang terbuang.
Seperti halnya tipe tata letak fasilitas yang lain, tipe tata letak
berdasarkan kelompok produk juga mempunyai
kekurangan-kekurangan, yaitu:
a. Utilisasi mesin yang rendah.
b.Memungkinkan terjadinya duplikasi mesin.
c. Biaya yang cukup tinggi untuk realokasi mesin.
d.Membutuhkan tingkat kedisiplinan yang tinggi karena ada
kemungkinan komponen yang diproses berada pada sel yang
salah.
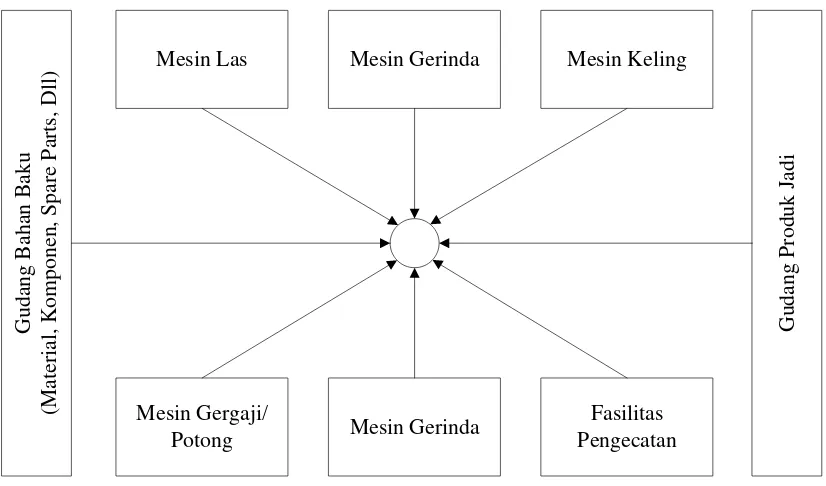
4. Layout berposisi tetap (Fixed Position Layout).
Sistem berdasarkan product layout maupun process layout, produk bergerak menuju mesin sesuai dengan urutan proses yang dijalankan.
Layout yang berposisi tetap ditunjukkan bahwa mesin, manusia serta komponen-komponen bergerak menuju lokasi material untuk menghasilkan produk. Layout ini biasa digunakan untuk memproses barang yang relatif besar dan berat sedangkan peralatan yang
digunakan mudah untuk dilakukan pemindahan. Contoh dari industri
ini adalah industri pesawat terbang, penggalangan kapal, pekerjaan
konstruksi bangunan. Gambar tata letak berdasarkan posisi tetap dapat
G
Gambar 2.4. Tata Letak Berposisi Tetap (Fixed Position Layout) (Wignjosoebroto, 2003)
Keuntungan tata letak tipe ini adalah:
a. Karena yang berpindah adalah fasilitas-fasilitas produksi, maka
perpindahan material dapat dikurangi.
b.Bila pendekatan kelompok kerja digunakan dalam kegiatan
produksi, maka kontinuitas produksi dan tanggung jawab kerja
bisa tercapai dengan sebaik-baiknya.
Sedangkan kerugian dari tipe tata letak ini adalah:
a. Adanya peningkatan frekuensi pemindahan fasilitas produksi atau
operator pada saat operasi berlangsung.
b.Adanya duplikasi peralatan kerja yang akhirnya menyebabkan
perubahan space area dan tempat untuk barang setengah jadi. c. Memerlukan pengawasan dan koordinasi kerja yang ketat
2.6. Operasi dan Produksi.
Operasi dan produksi adalah bidang yang bertanggung jawab langsung
atas pembuatan barang dan jasa yang menjadi output perusahaan. Bidang ini merupakan wadah bagi perusahaan untuk menggabungkan kemampuan perusaahn
dengan kebutuhan atau keinginan pemakai di pasar. Berbagai hal yang harus
dipertimbangkan dalam perumusan kebijakan di bidang operasi dan produksi ini,
antara lain: (Pardede, 2011:129)
1. Jenis barang atau jasa yang dibuat serta ciri-ciri dan sifat-sifat barang
tersebut.
2. Jenis kebutuhan yang akan dipenuhi: barang-barang akan dibuat untuk
persediaan (made to stock) ataukah berdasarkan pesanan (made to order).
3. Jadwal dan tingkat pengembangan barang dan pembuatan barang
baru.
4. Tempat kedudukan perusahaan yang meliputi kedudukan kantor dan
kilang.
5. Tata letak pusat-pusat kerja: tata letak menurut barang (product layout) atau tata letak menurut pekerjaan (process layout).
6. Bauran jumlah dan jenis manusia dan mesin pada kegiatan
pengolahan.
7. Daya kerja (capacity) perusahaan: disesuaikan dengan permintaan atau dengan rencana pengembangan perusahaan.
9. Siasat pembuatan barang: tingkat produksi tetap, menurut permintaan
atau luwes.
10.Standard dan rancangan pekerjaan.
11.Mutu barang atau jasa yang dibuat: mutu yang sebenarnya (quality in real) atau mutu menurut pemakai (quality in perception).
12.Tingkat penguasaan teknologi dan tingkat kesegeraan penyesuaian
terhadap teknologi baru.
2.7. Penelitian Terdahulu
1. Rachmad Hidayat (Jurnal Ilmiah Teknik Industri, Vol. 2 No.1 2014: 37-44).
Melakukan penelitian dengan judul “Perancangan Ulang Shop Floor Layout
Untuk Meminimasi Waste”.
Dalam peneltiannya melakukan beberapa langkah diantaranya menentukan
mesin yang akan diatur layout-nya, membuat matriks hubungan antar mesin, menghitung space yang dibutuhkan tiap mesin dan menghitung nilai Total Closeness Rating (TCR). Penelitian ini membandingkan layout awal dengan
layout usulan. Jarak perpindahan menurun 31,3%. Ongkos matrial handling
menurun 28,54%. Waste menunggu, potential failure mode yang dapat diminimasi. Lama produk berada dalam lintasan produksi lebih cepat menjadi
8,73 jam per produksi. Flow time per produksi mengalami penurunan 8,29%. Efisiensi lintasan produksi meningkat 5,64%.
Penelitian ini dilakukan disebuah pabrik pembuatan ban mobil penumpang
yang berlokasi di daerah Sunter, Jakarta Utara. Dengan tujuan untuk
meningkatkan produktivitas perusahaan, fokus dari penelitian ini diarahkan
kepada melalukan perancangan ulang layout pabrik tersebut. Masalah utama yang dihadapi perusahaan adalah material yang dihasilkan oleh perusahaan tidak berada di satu lokasi, menyebabkan timbulnya masalah jarak dan waktu
yang berujung kepada ketidakefisian layout. Perancangan ulang layout
menggunakan metode SLP dan analisis aliran yang akan mendukung
keseimbangan lintasan agar tercipta layout yang baik. Dengan menggunakan software ARENA untuk mensimulasi dan menganalisa masalah dalam proses
produksi dan dengan membandingkan alternatif layout untuk memutuskan
layout terbaik. Adapun layout terbaik berdasarkan simulasi dan metode SLP yang didukung analisis aliran dan keseimbangan lintasan akan digunakan
sebagai masukan untuk perusahaan.
3. Uttapol Smutkupt dan Sakapoj Wimonkasame (Proceedings of the International Multiconference of Engineers and Computer Scientists, Vol II March 2009: 1820). Melakukan penelitian dengan judul “Plant Layout
Design with Simulation”.
Pada masa sebelumnya, banyak cara-cara yang dilakukan untuk merancang
layout lantai produksi. Yang paling terkenal dan banyak digunakan adalah metode CRAFT (Computerize Relative Allocation Facilities Technique). Namun hasil yang dikeluarkan oleh metode CRAFT terbatas. Hasil tersebut
hanya menunjukkan rancangan dengan biaya perpindahan yang minimum
antar departemen. Sebagai tambahan dilakukan teknik simulasi untuk
waktu menunggu dan utilisasi. Untuk menambahkan simulasi tersebut,
digunakan Microsoft Visual Basic yang bertujuan meningkatkan sistem dasar dari metode CRAFT. Kemudian hasil tersebut akan dikoneksikan dengan
sistem ARENA. Akhirnya, sistem simulasi akan mengirim kembali laporan
BAB 3
GAMBARAN UMUM PERUSAHAAN
3.1. Sejarah Perusahaan.
PT. Nubika Jaya merupakan perusahaan pengolahan kepala sawit di bawah
naungan Permata Hijau Group (PHG), sebuah perusahaan kelapa sawit
terintegrasi yang didirikan tahun 1984, dengan bisnis inti di perkebunan kelapa
sawit, penyulingan minyak nabati, inti sawit, biodiesel dan oleokimia manufaktur.
Perusahaan mendistribusikan sawit dan produk minyak lauratnya ke seluruh
dunia. Dimulainya pabrik Biodiesel di PT. Nubika Jaya akan memberikan sumber
terbarukan dan berkelanjutan dari produk-produk energi dan dapat menyediakan
berbagai macam Distilasi dan Fractionated Asam Lemak dan derivatnya.
Semua produk-produk di PT. Nubika Jaya terdaftar pada Kosher dan
tersertifikasi halal. Sukses perusahaan adalah atribut untuk pendirian jangka
panjang di industri, pemanfaatan state-of-the-art teknologi untuk pabrik, ekonomi tinggi skala dan sifat terpadu operasi untuk menghasilkan produk berkualitas
tinggi yang efisien dan biaya yang kita sampaikan kepada konsumen, pemasok
dan komunitas melalui kegiatan memiliki nilai tambah.
Permata Hijau Group adalah anggota RSPO, menekankan pada kelestarian
lingkungan dalam pengelolaan perkebunan dan operasi manufaktur dan
berkomitmen penuh dalam efisiensi energi dan mengukur pengurangan secara
keseluruhan dalam penggunaan bahan bakar fosil, seperti memulai di Mekanisme
Pembangunan Bersih (CDM) diprogram sesuai Protokol Kyoto Threaty.
kelapa sawit sadar lingkungan turunan sebagian besar bebas dari bahan bakar
fosil.
Bisnis inti perusahaan adalah budidaya kelapa sawit, pengolahan dan
mendistribusikan minyak kelapa sawit, minyak laurat dan asam lemak ke seluruh
dunia. Sekarang perusahaan telah menjadi salah satu pemain utama di industri
dengan total penjualan untuk tahun 2004 melebihi 800.000 metrik ton produk
sawit.
3.1.1. Kredibilitas & Integritas.
Perusahaan terus melayani pelanggan secara lebih baik dengan
menetapkan standar terbaik untuk produk dan tim kerja yang ada di perusahaan.
Perusahaan percaya bahwa hubungan akan saling menguntungkan jika melayani
kemitraan jangka panjang dengan baik.
3.1.2. Sistem Manajemen Mutu.
Perusahaan terus menerapkan keseluruhan sistem manajemen mutu untuk
memaksimalkan sumber daya manusia dan organisasi untuk kebutuhan
produktivitas sehari-hari.
3.1.3. Sistem Fully Integrated.
Berfungsi untuk memberikan keuntungan efisiensi dalam memenuhi
komitmen kepada pemasok dan pelanggan kami.
3.1.4. Produk
Expeller
Spesifikasi Produk:
1. Palm Kernel Expeller (PKE).
Laurat oil
Spesifikasi Produk:
1. Crude Palm Kernel Oil (CPKO).
a. Asam Lemak Bebas (FFA) sebagai palmitat 5% Max.
b. Moisture & Kotoran (M & I) 0,5% Max.
c. Yodium Nilai (Wijs) 19 Max.
2. Refined Bleached & Deodorised Palm Kernel Oil (RBDPKO).
a. Asam Lemak Bebas (FFA) sebagai laurat 0,1% Max.
b. Moisture & Kotoran (M & I) 0,1% Max.
c. Yodium Nilai (Wijs) 19 Max.
d. Colour (5 1/4" Lovibond Cell) 1.5 Red Max.
3. Palm Kernel Fatty Acid Distillate (PKFAD).
a. Asam Lemak Bebas (FFA) sebagai laurat 50% Min.
b. Moisture & Kotoran (M & I) 1% Max.
c. TFM 95% Min.
Palm Oil
Spesifikasi Produk:
1. Crude Palm Oil (CPO).
a. Asam Lemak Bebas (FFA) sebagai palmitat 5 % Max.
b. Moisture & Kotoran (M & I) 0,5 % Max.
c. Yodium Nilai (Wijs) 51-55.
d. DOBI 2,0-2,2.
2. Refined Bleached & Deodorised Palm Oil ( RBDPO ).
a. Asam Lemak Bebas (FFA) sebagai palmitat 0,1 % Max.
b. Moisture & Kotoran (M & I) 0,1 % Max.
d. Point lebur (AOCS Cc3 - 25) 33 - 39o C.
e. Colour (5 1/4 " Lovibond Cell) 3 Red Max.
3. Refined Bleached & Deodorised Palm Olein (Olein).
a. Asam Lemak Bebas (FFA) sebagai palmitat 0,1 % Max.
b. Moisture & Kotoran (M & I) 0,1 % Max.
c. Yodium Nilai (Wijs) 56 Min.
3.2. Ruang Lingkup Bidang Usaha.
PT. Nubika Jaya merupakan industri yang bergerak pada pembuatan
minyak sawit. PT. Nubika Jaya melakukan penyulingan minyak nabati, inti sawit,
biodiesel dan oleokimia manufaktur.
3.3. Lokasi Perusahaan.
PT. Nubika Jaya berlokasi di Jalan Kota Pinang, Desa Blok Songo,
Kecamatan Kota Pinang, Kabupaten Labuhan Batu, Provinsi Sumatera Utara.
Seluruh kegiatan administrasi maupun pabrikasi terpusat pada lokasi ini.
3.4. Visi dan Misi PT. Nubika Jaya.
Visi PT. Nubika Jaya adalah “Menjadi perusahaan agribisnis yang
terkemuka dan mampu bersaing di tingkat Nasional dan Internasional”, sedangkan
misi PT. Nubika Jaya adalah:
1. Menghasilkan produksi minyak sawit dan turunannya yang berkualitas untuk
memberikan kepuasan pelanggan.
2. Meningkatkan daya saing produk secara terus menerus yang didukung oleh
sistem kerja, lingkungan kerja dan nilai-nilai perusahaan yang mendorong
munculnya kreativitas dan inovasi untuk meningkatkan produktivitas dan
3. Menghasilkan laba yang berkesinambungan untuk menjamin pertumbuhan
dan perkembangan perusahaan serta memberikan manfaat dan nilai tambah
bagi pemilik perusahaan, karyawan dan stakeholder lainnya.
4. Memberikan perhatian yang sungguh-sungguh dalam membangun kemitraan
serta menjaga kelestarian lingkungan.
3.5. Struktur Organisasi dan Manajemen.
Struktur organisasi yang diterapkan di PKS PT. Nubika Jaya adalah organisasi
yang fungsional, dimana pabrik dipimpin oleh Mill Manager. Dalam melaksanakan
tugasnya dibantu oleh beberapa staf sesuai dengan bidangnya.
Uraian tugas dan tanggung jawab personil dari organsasi adalah sebagai berikut:
1. Mill Manager.
a. Mengkoordinir penyusunan rencana anggaran belanja tahunan pabrik.
b. Menyusun dan melaksanakan policy umum kebun, sesuai dengan
pedoman dan instruksi kerja dan direksi.
c. Mengajukan saran kepada pimpinan perusahaan.
d. Bertanggung jawab kepada pimpinan perusahaan.
2. Asisten Kepala.
a. Membuat dan menyusun rencana kerja tahunan atau bulanan.
b. Mengkoordinir pekerjaan asisten-asisten proses, maintenance, elektrik
dan labour.
c. Bertanggung jawab kepada manajer.
d. Mengawasi jalannya proses pengolahan.
e. Memberikan saran dan masukan kepada manager baik diminta maupun
tidak dalam rangka peningkatan prestasi kerja dan efisiensi perusahaan.
3. Kepala Tata Usaha.
b. Menyusun rencana anggaran tahunan yang meliputi:
1. Meneliti dan menilai dalam mata uang, semua rencana yang telah
disusun oleh tiap bagian.
2. Membuat perhitungan harga pokok produksi dan tarif unit kerja.
c. Mengawasi pelaksanaan administrasi dan keuangan kebun.
d. Menyusun daftar gaji karyawan.
e. Mengawasi pemasukan, pengeluaran dan penyediaan barang dari dan ke
gudang.
f. Memberikan saran kepada asisten mengenai waktu yang tepat untuk
pengadaan barang
4. Asisten Proses.
a. Bertanggung jawab kepada asisten kepala.
b. Mempertanggung jawabkan pengolahan pabrik.
c. Menyampaikan saran serta usaha perbaikan kepada kepala pabrik.
d. Membuat laporan dan pertanggung jawaban terhadap mutu minyak sawit
dan inti sawit.
5. Asisten Bengkel.
a. Membantu asisten kepala menyusun rencana perawatan instalasi pabrik
dan menyusun anggaran belanja bidang teknik.
b. Bertanggung jawab kepada asisten kepala.
c. Memperbaiki segala kerusakan yang terjadi di pabrik.
d. Mempelajari data pengolahan agar dapat mengetahui keadaan instalasi
pabrik.
6. Asisten Laboratorium.
a. Bertanggung jawab kepada asisten kepala.
BAB 4
METODOLOGI PENELITIAN
Metodologi ini merupakan sesuatu yang sangat penting karena berhasil
atau tidaknya penelitian, juga tinggi atau rendahnya kualitas penelitian sangat
ditentukan oleh ketepatan penulis dalam memilih metodologi penelitiannya.
Dalam bagian metodologi ini penulis akan menyebutkan sekali lagi
dengan jelas apa yang menjadi fokus didalam penelitian. Penyebutan fokus ini
dimaksudkan agar peneliti sendiri mantap dengan variabel yang akan diteliti
sehingga pandangan hati dan pikiran tertuju ke arah yang telah difokuskan.
4.1. Metode Penelitian.
Adapun metode penelitian yang digunakan bersifat tindakan (Action Research) (Sinulingga, 2011:29), sebab bertujuan untuk mendapatkan tata letak yang lebih baik. Bila ditinjau dari tingkat eksplanasi, penelitian bersifat deskriptif
karena penelitian ini memaparkan setiap variabel yang mempengaruhi masalah
yang ada sekarang secara sistematis dan aktual berdasarkan data yang ada.
Penelitian meliputi proses pengumpulan, penyajian, evaluasi dan pengolahan data
serta analisis dan interpretasi.
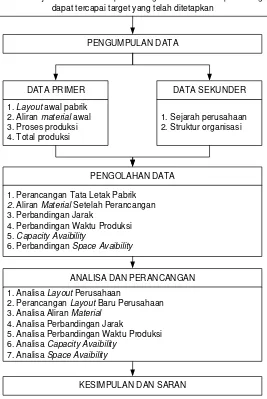
Diagram alir atau tahapan-tahapan dalam melakukan penelitian
STUDI PENDAHULUAN
Stagnansi yang terjadi di dalam lintasan yang berakibat kepada tidak tercapainya target produksi yang ditetapkan sebesar 98%
dari kapasitas produksi
Mendapatkan rancangan ulang layout yang lebih efektif sehingga proses produksi berjalan lancar dan dapat meningkatkan utilisasi kapasitas agar
dapat tercapai target yang telah ditetapkan
1. Sejarah perusahaan 2. Struktur organisasi 1. Layout awal pabrik
2. Aliran material awal 3. Proses produksi 4. Total produksi
DATA PRIMER DATA SEKUNDER
PENGOLAHAN DATA
KESIMPULAN DAN SARAN 1. Perancangan Tata Letak Pabrik
2. Aliran Material Setelah Perancangan 3. Perbandingan Jarak
4. Perbandingan Waktu Produksi 5. Capacity Avaibility
6. Perbandingan Space Avaibility
ANALISA DAN PERANCANGAN
1. Analisa Layout Perusahaan
2. Perancangan Layout Baru Perusahaan 3. Analisa Aliran Material
4. Analisa Perbandingan Jarak
5. Analisa Perbandingan Waktu Produksi 6. Analisa Capacity Avaibility
7. Analisa Space Avaibility
4.2. Lokasi Penelitian.
Adapun objek dari pelaksanaan penelitian ini adalah di ruangan produksi
pengolahan kelapa sawit PT. Nubika Jaya, yang beralamat di Jalan Kota Pinang,
Desa Blok Songo, Kecamatan Kota Pinang, Kabupaten Labuhan Batu, Provinsi
Sumatera Utara.
4.3. Data.
4.3.1 Sumber Data.
Data adalah hasil pencatatan peneliti, baik berupa fakta ataupun angka yang
diperoleh dan akan mempengaruhi kualias dari sebuah penelitian. Berdasarkan
sumbernya data terbagi atas 2 (dua) yaitu data primer dan data sekunder (Sinulingga S,
2011:148).
1. Data primer
Data primer adalah data yang diperoleh dengan cara mencari/menggali
secara langsung dari sumbernya oleh peneliti bersangkutan. Adapun
data-data primer yang dikumpulkan adalah sebagai berikut:
a. Layout awal ruang produksi.
b. Aliran material awal.
c. Urutan proses produksi.
d. Jumlah produksi CPO.
2. Data sekunder
Data sekunder adalah data yang diperoleh dari sumber kedua, dengan
kata lain data tersebut tidak diperoleh melalui pengamatan atau
pengukuran langsung terhadap objek yang diteliti atau sama dengan
informasi. Data sekunder seperti hasil produksi perusahaan, sejarah
4.3.2 Teknik Pengumpulan Data.
Teknik pengumpulan data pada penelitian yang dilakukan adalah: (Sinulingga, S
2011 : 168).
1. Teknik wawancara, yaitu salah satu teknik pengumpulan data dan informasi
melalui cara komunikasi secara langsung dengan responden, yaitu orang-orang
tertentu yang ditetapkan sebagai sumber data.
2. Teknik observasi, yaitu melakukan pengamatan secara langsung terhadap objek
yang akan dipelajari baik dalam lingkungan kerja alamiah maupun dalam
laboratorium.
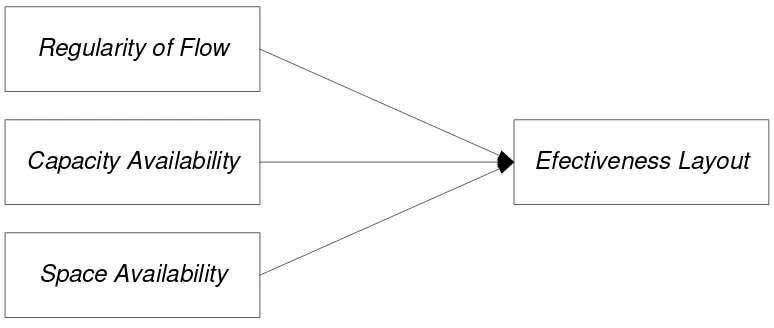
4.4. Kerangka Konseptual.
Kerangka konseptual merupakan kerangka berfikir mengenai hubungan
antar variabel-variabel yang terlibat dalam penelitian atau hubungan antar konsep
dengan konsep lainnya dari masalah yang diteliti sesuai dengan apa yang telah
diuraikan pada studi kepustakaan.
Agar penelitian ini dapat diukur, maka perlu diketahui variabel yang ada
dalam perancangan lintasan keseimbangan variabel bebas dan variabel terikat
(Sinulingga S, 2011:72) adalah sebagai berikut:
1. Variabel dependen/terikat (dependent variable) sering juga disebut variabel
kriteria (criterion variable) adalah variabel yang nilainya dipengaruhi atau
ditentukan oleh nilai variabel lain. Dalam penelitian ini adalah Keefektifan
Layout pabrik kelapa sawit di PT. Nubika Jaya.
2. Variabel independen/bebas (independent variable) sering juga disebut sebagai
variabel prediktor (predictor variable) adalah variabel yang mempengaruhi
variabel dependen baik secara positif maupun negatif. Dalam penelitian ini
a. Regularity of flow adalah keteraturan aliran dalam melaksanakan kegiatan
mengolah kelapa sawit melalui serangkaian tahapan sehingga
menghasilkan Crude Palm Oil (CPO).
b. Capacity availability adalah perbandingan antara kapasitas mesin yang
tersedia dengan kapasitas mesin yang terpakai di lantai produksi
pengolahan kelapa sawit PT. Nubika Jaya.
c. Space availability adalah perbandingan antara luas area yang terpakai
dengan luas area yang tersedia di lantai produksi pengolahan kelapa sawit
PT. Nubika Jaya.
Kerangka konseptual dalam penelitian ini dapat dilihat pada Gambar 4.2.
Regularity of Flow
Capacity Availability Efectiveness Layout
Space Availability