Informasi Dokumen
- Penulis:
- Nikodimos Dwi Setyono
- Pengajar:
- Bambang Suhardi, ST, MT
- Taufiq Rochman, STP, MT
- Sekolah: Universitas Sebelas Maret
- Mata Pelajaran: Teknik Industri
- Topik: Perancangan Mesin Emping Jagung Dengan Sistem Roll Pengatur
- Tipe: Skripsi
- Tahun: 2009
- Kota: Surakarta
Ringkasan Dokumen
I. PENDAHULUAN
Bagian ini menjelaskan latar belakang pentingnya perancangan mesin emping jagung dengan sistem roll pengatur. Perkembangan teknologi yang memudahkan proses produksi menjadi alasan utama untuk melakukan penelitian ini. Dengan adanya mesin yang lebih efisien, diharapkan dapat meningkatkan produktivitas dan mengurangi ketergantungan pada tenaga manusia dalam proses pemipihan biji jagung. Penelitian ini juga bertujuan untuk memberikan solusi terhadap permasalahan yang ada di industri kecil, khususnya dalam meningkatkan efisiensi produksi emping jagung.
1.1 Latar Belakang
Latar belakang penelitian ini berfokus pada kebutuhan untuk meningkatkan produktivitas dan efisiensi dalam proses pembuatan emping jagung. Dengan memanfaatkan teknologi mesin yang lebih canggih, diharapkan dapat mengurangi waktu dan tenaga yang dibutuhkan dalam proses produksi. Selain itu, pentingnya ergonomi dalam desain mesin juga menjadi perhatian agar pekerja merasa nyaman dan aman saat beroperasi.
1.2 Permusan Masalah
Permasalahan utama yang diidentifikasi adalah bagaimana merancang mesin emping jagung yang dapat meningkatkan produktivitas. Penelitian ini bertujuan untuk menemukan solusi teknis yang dapat mengatasi masalah yang ada dalam proses produksi, terutama dalam hal efisiensi dan kenyamanan kerja.
1.3 Tujuan Penelitian
Tujuan dari penelitian ini adalah untuk merancang mesin emping jagung yang dapat meningkatkan produktivitas dan efisiensi kerja. Dengan perancangan ini, diharapkan proses produksi menjadi lebih cepat dan hasil yang diperoleh lebih maksimal.
1.4 Manfaat Penelitian
Manfaat dari penelitian ini mencakup peningkatan produktivitas dalam proses pembuatan emping jagung, kemudahan dalam proses kerja, serta pengurangan waktu produksi. Penelitian ini juga memberikan kontribusi pada pengembangan teknologi mesin dalam industri kecil.
1.5 Batasan Masalah
Batasan masalah dalam penelitian ini meliputi fokus pada proses pemipihan biji jagung yang sudah direbus dan siap untuk diproses. Penelitian ini juga hanya akan menggunakan prinsip ergonomi yang berhubungan dengan antropometri dalam desain mesin.
1.6 Asumsi
Asumsi yang digunakan dalam penelitian ini adalah bahwa pekerja beroperasi dalam kondisi normal dan metode kerja tidak berubah selama penelitian berlangsung. Selain itu, bentuk biji jagung dianggap silinder untuk memudahkan perhitungan.
1.7 Sistematika Penulisan
Sistematika penulisan laporan ini terdiri dari enam bab, yang mencakup pendahuluan, tinjauan pustaka, metodologi penelitian, pengumpulan dan pengolahan data, analisis dan interpretasi hasil, serta kesimpulan dan saran.
II. TINJAUAN PUSTAKA
Bab ini menguraikan berbagai teori dan konsep yang mendukung perancangan mesin emping jagung. Teori-teori yang dibahas mencakup ergonomi, antropometri, serta aspek teknis dari mesin dan proses produksi. Pemahaman yang mendalam mengenai teori-teori ini sangat penting untuk memastikan bahwa desain mesin tidak hanya efisien tetapi juga aman dan nyaman bagi pengguna.
2.1 Gambaran Umum Perusahaan
Gambaran umum perusahaan menjelaskan latar belakang usaha kecil yang memproduksi emping jagung. Penjelasan ini mencakup proses produksi, kapasitas mesin yang ada saat ini, serta tantangan yang dihadapi dalam operasional sehari-hari.
2.2 Definisi Ergonomi
Ergonomi adalah ilmu yang mempelajari interaksi antara manusia dan mesin. Dalam konteks perancangan mesin emping jagung, ergonomi berperan penting untuk menciptakan lingkungan kerja yang aman dan nyaman. Hal ini mencakup pengaturan ukuran dan bentuk mesin agar sesuai dengan dimensi tubuh pengguna.
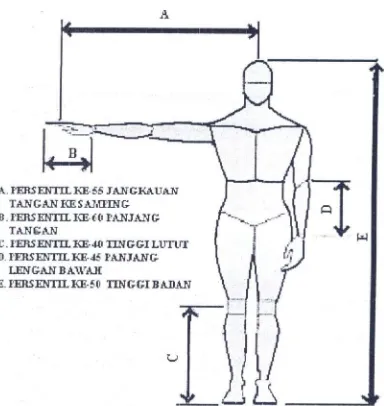
2.2.1 Antropometri dan Aplikasinya
Antropometri adalah studi tentang pengukuran dimensi tubuh manusia. Dalam perancangan mesin, data antropometri digunakan untuk memastikan bahwa mesin dapat digunakan oleh berbagai ukuran tubuh pekerja, sehingga meningkatkan kenyamanan dan efisiensi kerja.
2.2.2 Aplikasi Distribusi Normal
Distribusi normal digunakan untuk menentukan rentang ukuran yang dapat diterima dalam desain mesin. Dengan memahami distribusi ukuran tubuh manusia, perancang dapat memastikan bahwa mesin dapat digunakan oleh sebagian besar populasi.
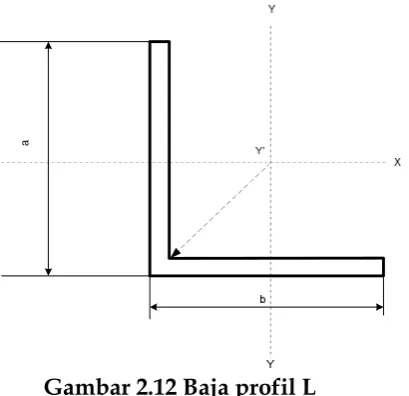
2.3 Rangka
Rangka mesin merupakan komponen struktural yang harus dirancang untuk menahan beban dan memastikan stabilitas mesin. Dalam bab ini dibahas berbagai jenis rangka dan material yang dapat digunakan untuk membangun mesin emping jagung.
2.4 Pengelasan
Pengelasan adalah metode penyambungan logam yang penting dalam konstruksi mesin. Bab ini membahas teknik-teknik pengelasan yang dapat digunakan untuk menyambungkan komponen mesin emping jagung dengan kuat dan aman.
2.5 Motor Gear
Motor gear berfungsi sebagai penggerak utama dalam mesin emping jagung. Dalam bab ini dijelaskan cara kerja motor gear dan bagaimana motor ini dapat meningkatkan efisiensi mesin dalam proses pemipihan biji jagung.
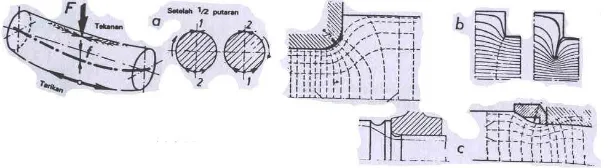
2.6 Poros
Poros adalah komponen penting dalam mesin yang mentransmisikan tenaga dari motor ke bagian lainnya. Desain poros harus memperhatikan kekuatan dan kestabilan untuk mencegah kerusakan selama operasi.
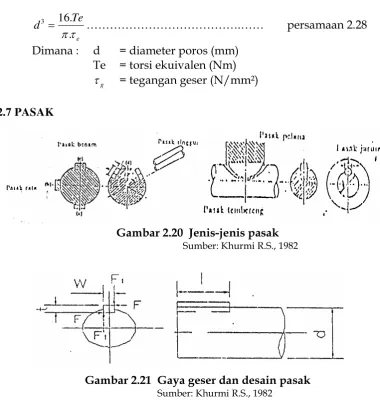
2.7 Pasak
Pasak digunakan untuk menghubungkan poros dengan komponen lain dalam mesin. Bab ini membahas berbagai jenis pasak dan cara penggunaannya dalam perancangan mesin emping jagung.
2.8 Bantalan atau Bearings
Bantalan berfungsi untuk mendukung poros dan mengurangi gesekan. Dalam bab ini dibahas jenis-jenis bantalan yang dapat digunakan dalam mesin emping jagung serta pentingnya pemilihannya untuk meningkatkan efisiensi mesin.
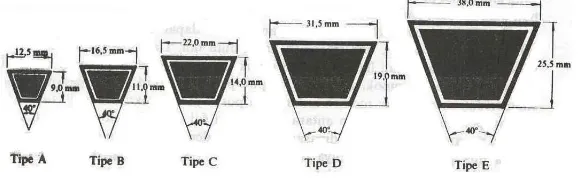
2.9 Sabuk V – Puli
Sabuk dan puli adalah komponen mekanis yang mentransmisikan tenaga dari motor ke bagian lain mesin. Bab ini menjelaskan cara kerja sabuk dan puli serta pentingnya dalam desain mesin emping jagung.
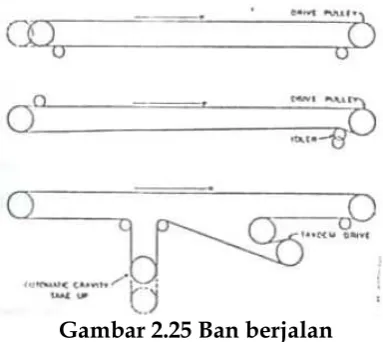
2.10 Ban berjalan
Ban berjalan digunakan untuk memindahkan biji jagung ke bagian pemipihan. Dalam bab ini dibahas berbagai jenis ban berjalan dan aplikasinya dalam proses produksi emping jagung.
III. METODOLOGI PENELITIAN
Metodologi penelitian menjelaskan langkah-langkah yang diambil untuk menyelesaikan permasalahan yang diidentifikasi dalam penelitian. Metode yang digunakan meliputi studi lapangan, pengumpulan data, dan analisis data. Pendekatan ini penting untuk memastikan bahwa hasil penelitian valid dan dapat diandalkan.
3.1 Identifikasi Permasalahan
Identifikasi permasalahan dilakukan melalui observasi dan wawancara dengan pemilik usaha. Dari sini, permasalahan utama dalam proses produksi emping jagung dapat diidentifikasi dan dirumuskan.
3.2 Pengumpulan dan Pengolahan Data
Pengumpulan data dilakukan melalui observasi langsung dan pengukuran dimensi tubuh pekerja. Data yang diperoleh kemudian diolah untuk mendapatkan informasi yang relevan dalam perancangan mesin.
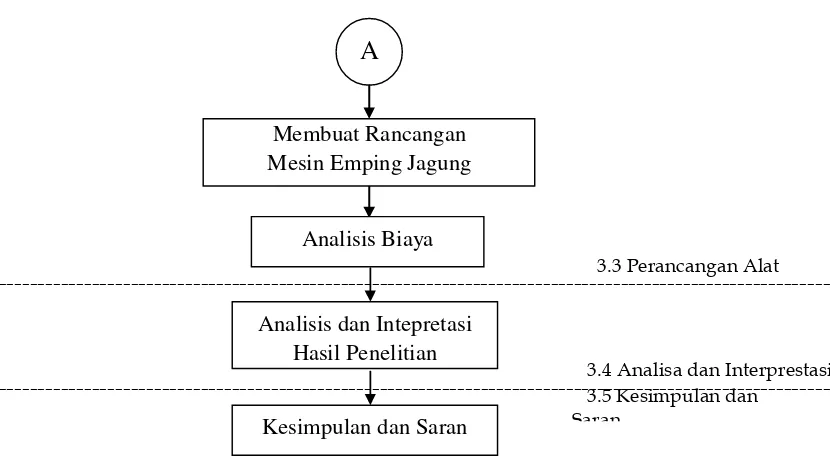
3.3 Perancangan Alat
Perancangan alat dilakukan dengan mempertimbangkan data antropometri dan prinsip ergonomi. Desain mesin harus memenuhi kebutuhan pengguna dan meningkatkan efisiensi produksi.
3.4 Perhitungan Biaya
Perhitungan biaya dilakukan untuk menentukan anggaran yang diperlukan dalam pembuatan mesin emping jagung. Hal ini penting untuk memastikan bahwa proyek tetap dalam batas anggaran yang ditetapkan.
3.5 Analisis dan Interpretasi Hasil
Analisis hasil dilakukan untuk mengevaluasi efektivitas desain mesin yang diusulkan. Data yang diperoleh dari pengujian mesin akan dibandingkan dengan hasil sebelumnya untuk menentukan peningkatan produktivitas.
3.6 Kesimpulan dan Saran
Kesimpulan dari penelitian ini akan merangkum temuan utama dan memberikan rekomendasi untuk perbaikan lebih lanjut dalam desain mesin emping jagung. Saran juga akan diberikan untuk penelitian lanjutan di bidang ini.
IV. PENGUMPULAN DAN PENGOLAHAN DATA
Bagian ini menjelaskan tentang data yang dikumpulkan selama penelitian, termasuk data penelitian dan data antropometri. Pengolahan data dilakukan untuk mendapatkan informasi yang diperlukan dalam perancangan mesin.
4.1 Pengumpulan Data
Pengumpulan data dilakukan dengan menggunakan metode observasi dan wawancara. Data yang diperoleh mencakup informasi tentang proses produksi, kapasitas mesin, dan dimensi tubuh pekerja.
4.2 Pengolahan Data
Data yang telah dikumpulkan diolah menggunakan teknik statistik untuk mendapatkan informasi yang relevan. Pengolahan data ini penting untuk memastikan keakuratan hasil yang diperoleh.
4.3 Perancangan mesin emping jagung
Perancangan mesin dilakukan berdasarkan data yang telah diolah. Desain mesin harus mempertimbangkan faktor ergonomi dan efisiensi untuk meningkatkan produktivitas.
4.4 Perhitungan biaya
Perhitungan biaya dilakukan untuk menentukan anggaran yang diperlukan dalam pembuatan mesin. Hal ini penting untuk memastikan bahwa proyek tetap dalam batas anggaran yang ditetapkan.
V. ANALISIS DAN INTERPRETASI HASIL
Bab ini berisi pembahasan tentang analisis dari pengolahan data yang telah dilakukan. Hasil analisis akan digunakan untuk mengevaluasi efektivitas desain mesin emping jagung yang diusulkan.
5.1 Analisis
Analisis dilakukan untuk mengevaluasi kinerja mesin emping jagung yang baru dirancang. Hasil analisis akan dibandingkan dengan mesin yang lama untuk menentukan peningkatan produktivitas.
5.2 Interpretasi hasil
Interpretasi hasil dilakukan untuk memberikan makna terhadap data yang diperoleh. Hasil ini akan digunakan untuk menyusun kesimpulan dan rekomendasi untuk perbaikan lebih lanjut.
VI. KESIMPULAN DAN SARAN
Bagian ini merupakan bab akhir yang berisi kesimpulan dari penelitian serta saran-saran untuk perbaikan. Kesimpulan akan merangkum temuan utama dan memberikan rekomendasi untuk penelitian lanjutan.
6.1 Kesimpulan
Kesimpulan dari penelitian ini menunjukkan bahwa perancangan mesin emping jagung dengan sistem roll pengatur dapat meningkatkan produktivitas secara signifikan. Desain yang ergonomis juga memberikan kenyamanan bagi pengguna.
6.2 Saran
Saran yang diberikan mencakup perlunya penelitian lebih lanjut untuk meningkatkan desain mesin dan mempertimbangkan aspek lingkungan dalam proses produksi. Selain itu, disarankan untuk melakukan pelatihan bagi pekerja agar dapat menggunakan mesin dengan lebih efektif.
Referensi Dokumen
- Sularso dan Kiyokatsu Suga ( 1991:3 )
- Sularso dan Kiyokatsu Suga ( 1991:166 )
- Sularso dan Kiyokatsu Suga ( 1991:168 )