Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 65
PENGARUH BENTUK KAMPUH LAS TERHADAP SIFAT
MEKANIK MATERIAL BAJA ST 37
Supriyono 1], Tri Mulyanto2], Cahya Suhenda3]
1], 2]
Dosen Teknik Mesin Fakultas Teknologi Industri Universitas Gunadarma
3]
Jurusan Teknik Mesin Fakultas Teknologi Industri Univeritas Gunadarma
ABSTRAK
Teknik pengelasan banyak digunakan secara luas pada penyambungan logam, proses manufaktur, rangka baja, perkapalan, jembatan, kereta api, pipa saluran dan lain sebagainya. Tujuan utamanya pengelasan dalam konstruksi adalah untuk mencapai hasil yang lebih sempurna sehingga harus memperhatikan beberapa hal, diantaranya efisiensi pengelasan, penghematan tenaga, penghematan energi, dan tentunya dengan biaya yang murah. Kelebihan sambungan las adalah konstruksi ringan, dapat menahan kekuatan yang tinggi, mudah pelaksanaannya, serta cukup ekonomis. Namun kelemahan yang paling utama adalah terjadinya perubahan struktur mikro bahan yang dilas, sehingga terjadi perubahan sifat fisik maupun mekanis dari bahan yang dilas.
Tahapan proses penelitian ini, antara lain : pemilihan material, jenis las, kampuh las, pembuatan sampel uji dan pembuatan specimen. Bagaimanapun baiknya suatu material dipersiapkan, pasti memiliki cacat-cacat kisi yang akan mempengaruhi sifat-sifat yang berkaitan dengan struktur material tersebut. Dengan mengamati sifat mekanik logam, akan diperoleh informasi sifat-sifat cacat kisi tersebut. Ada beberapa pengujian yang dilakukan diantaranya : uji komposisi kimia, uji tarik dan uji metalografi.
Berdasarkan hasil pengujian tarik maka diperoleh perbedaan kekuatan dari hasil pengelasannya, dimana kampuh-U tunggal lebih kuat dibandingkan dengan kampuh-V tunggal dengan perbedaan nilai rata-rata yield stress pada kampuh-V tunggal adalah 370,96 N/m2 sedangkan pada kampuh-U tunggal adalah 389,51 N/m2.
Kata kunci: Pengelasan, kampuh las, pengujian, yield stress
I. PENDAHULUAN 1.1 Latar Belakang
Pada era industrialisasi dewasa ini teknik pengelasan telah banyak dipergunakan secara luas pada penyambungan logam. Teknologi pengelasan merupakan salah satu bagian yang tidak bisa dipisahkan dalam proses ma-nufaktur, ruang lingkup penggunaan teknologi pengelasan meliputi rangka baja, perkapalan, jembatan, kereta api, pipa saluran dan lain sebagainya. Dalam rancangan konstruksi
pengelasan bukan tujuan utamanya
melainkan sarana untuk mencapai tujuan yang lebih sempurna. Untuk itu pengelasan harus memperhatikan beberapa hal yang penting, diantaranya efisiensi pengelasan, penghematan tenaga, penghematan energi, dan tentunya dengan biaya yang murah. Dalam praktek pengelasan, perlu didukung teori-teori pengelasan seperti : perencanaan tentang cara-cara pengelasan, cara-cara pemeriksaan, bahan las, dan jenis las yang
akan digunakan. Pengelasan merupakan penyambungan bahan yang didasarkan pada prinsip-prinsip ikatan magnetik antar atom dari kedua bahan yang disambung. Kelebihan sambungan las adalah konstruksi ringan, dapat menahan kekuatan yang tinggi, mudah pelaksanaannya, serta cukup ekonomis. Namun kelemahan yang paling utama adalah terjadinya perubahan struktur mikro bahan yang dilas, sehingga terjadi perubahan sifat fisik maupun mekanis dari bahan yang dilas.
Mutu dari pengelasan di samping tergantung dari pengerjaan lasnya sendiri dan juga sangat tergantung dari persiapan sebelum pelaksanaan pengelasan, karena pengelasan adalah proses penyambungan antara dua bagian logam atau lebih dengan menggunakan energi panas, secara umum pengelasan dapat diartikan sebagai suatu ikatan metalurgi pada sambungan logam atau logam paduan yang dilaksanakan saat logam dalam keadaan cair.
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 66
Pengelasan sangat erat hubungannya dengan bentuk kampuh las pada umumnya mempunyai pengaruh terhadap keamanan dari konstruksi yang dilas. Bentuk-bentuk kampuh las antara lain : kampuh las bentuk V tunggal, kampuh las bentuk V ganda, kampuh las bentuk U tunggal, kampuh las bentuk U ganda, kampuh las bentuk T dan kampuh las bentuk L. Maka dalam pemilihan jenis kampuh las yang dipakai pada proses pengelasan sangat berperan terhadap sifat mekanik material, dimana untuk dapat mengetahui pengaruh hasil pengelasan pada pelat baja dilakukan dengan, uji tarik, uji impact, uji tekan dan uji metalografi.
1.2 Maksud dan Tujuan
Bertolak dari latar belakang masalah di
atas maka penulis ingin mengetahui
bagaimana pengaruh jenis-jenis kampuh las terhadap kekuatan dari sambungan las pada logam baja St 37.
Adapun tujuan dari penelitian ini adalah sebagai berikut :
1. Mengetahui pengaruh bentuk kampuh las terhadap kekuatan pelat baja St 37. 2. Mengetahui sifat mekanik akibat
pengelasan TIG (Tungsten Inert Gas).
3. Mengetahui stuktur mikro hasil
pengelasan TIG (Tungsten Inert Gas).
1.3 Batasan Masalah
Agar dalam penelitian ini lebih mengarah ke tujuannya maka dibuat batasan permasa-lahan sebagai berikut:
1. Bahan yang digunakan dalam penelitian ini adalah pelat baja St 37.
2. Pengelasan yang dilakukan adalah pengelasan listrik dengan metode pengelasan TIG (Tungsten Inert Gas),
dengan menggunakan arus listrik
sebesar 110 A.
3. Bentuk kampuh las yang digunakan adalah kampuh las bentuk V tunggal dan kampuh las bentuk U tunggal.
4. Pengujian yang dilakukan adalah uji komposisi kimia, uji tarik dan uji metalografi terhadap kekuatan pada sambungan las dari material pelat baja St 37.
5. Standarisasi yang digunakan adalah mengunakan standarisasi ASTM E8.
II. METODOLOGI PENELITIAN 2.1 Alur Penelitian
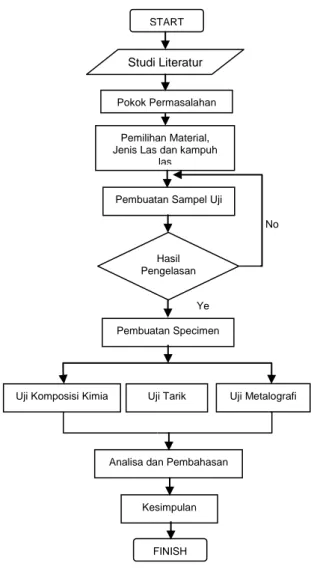
Berikut ini akan dijelaskan mengenai metodologi penelitian yang dilakukan dari awal penelitian hingga akhir, yang ditunjukkan melalui sebuah diagram alir.
Gambar 1 Diagram alir proses penelitian
Diagram di atas menggambarkan
tahapan dan proses yang dilakukan dalam melakukan penelitian sehingga mendapatkan hasil penelitian yang sesuai dengan literatur. Langkah-langkah proses penelitian berupa tahapan proses yang diawali dengan start dan diakhiri dengan finish, yang meliputi beberapa tahapan proses penelitian, mulai dari studi literatur, perumusan masalah, pemilihan bahan dan pengelasan, pembuatan
specimen pengelasan dan pengujian,
pengujian, analisa dan pembahasan, sampai diperoleh kesimpulan.
2.2 Bahan dan Alat
Dalam penelitian ini menggunakan beberapa jenis bahan dan peralatan untuk mendukung penelitian dengan tujuan untuk mengetahui perbandingan pengaruh bentuk kampuh las terhadap sifat mekanik material baja St 37. Adapun jenis bahan dan peralatan utama yang digunakan dalam penelitian ini meliputi: regulator las, elektroda las dan material yang di las.
Regulator las berfungsi sebagai alat utama dalam pengelasan. Regulator las yang
Pemilihan Material, Jenis Las dan kampuh
las START
Studi Literatur Pokok Permasalahan
Pembuatan Sampel Uji
Hasil Pengelasan
Pembuatan Specimen
Uji Komposisi Kimia Uji Tarik Uji Metalografi
Analisa dan Pembahasan
Kesimpulan
FINISH
No
Ye s
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 67
kebanyakan digunakan di industri mempunyai kapasitas 200 sampai 500 Amper. Tegangan yang keluar dari regulator ini antara 38 sampai 70 Volt. Adapun elektroda las ini berfungsi sebagai bahan tambahan yang menghasilkan logam lasan untuk menyatukan material atau komponen yang dilas yang akan mengisi kampuh las.
2.3 Proses Pengelasan Baja ST 37
Dalam proses pengelasan baja ST 37 yang digunakan adalah las TIG (Tungsten Inert Gas) dengan memakai arus 110 A dan menggunakan bentuk kampuh-V tunggal dan
kampuh-U tunggal. Adapun proses
pengelasan yang dilakukan dalam penelitian ini adalah pada material baja ST 37 dimana prosesnya sebagai berikut :
1. Proses awal pemotongan material uji, dimana material baja ST 37 di potong dari ukuran panjang : 230 mm, lebar : 36 mm dan tebal : 6 mm menjadi panjang : 115 mm, lebar : 36 mm dan tebal : 6 mm. 2. Proses selanjutnya pemilihan jenis las, dimana jenis las yang digunakan dalam penelitian ini adalah jenis las TIG
(Tungsten Inert Gas) dengan
menggunakan arus 110 A.
3. Kemudian dilakukan pembentukan
kampuh, jenis kampuh yang digunakan adalah kampuh las bentuk V tunggal dan kampuh las bentuk U tunggal.
4. Proses pengelasan, satu persatu material uji dilas dengan menggunakan las TIG dengan menggunakan elektroda yang berdiameter 3,2 mm.
2.4 Pengujian Bahan
Pengujian bahan dilakukan untuk
mengetahui sifat-sifat mekanik material atau
logam, sehingga akan diperoleh juga
informasi sifat-sifat mekanis ataupun cacat pada material tersebut. Jenis pengujian mekanik yang biasa dilakukan adalah uji metalografi, uji kekerasan, uji impact, dan uji tarik, dimana hasil dari pengujian tersebut untuk memeriksa kualitas material yang dipakai apakah sudah sesuai dengan standar spesifikasinya. Adapun pengujian yang dilakukan dalam penelitian ini meliputi:
2.4.1 Pengujian Metalografi
Pengujian metalografi bertujuan untuk mengetahui struktur logam, yang meliputi
pengujian makroskopi dan pengujian
mikroskopi. Pengujian makroskopi dilakukan dengan mata telanjang atau memakai kaca
pembesar, sedangkan pada pengujian
mikroskopi menggunakan suatu alat yaitu mikroskop optis ataupun mikroskop elektron.
Dalam penelitian ini pengujian metalografi adalah untuk melihat struktur dan fasa yang terkandung pada material baja ST 37.
Sebelum dilakukan pengujian metalografi
perlu diperhatikan beberapa langkah
persiapan terlebih dahulu, kemudian
dilakukan pengujian metalografi dengan langkah-langkah sebagai berikut:
1. Pengamplasan.
Pengamplasan ini bertujuan untuk menghaluskan permukaan material uji dengan goresan yang searah. Amplas yang digunakan adalah dimulai dari ampelas kasar sampai dengan yang halus, yaitu dari nomor 100, 200, 400, 500, 600, 800, 1000, 1200, 1500 dan 2000. Selama pengampelasan material uji harus dialiri air bersih, hal ini untuk menghindari timbulnya panas dipermuka-an material uji akibat kontak ldipermuka-angsung dengan kertas amplas.
2. Pemolesan.
Proses ini bertujuan untuk menghilang-kan sisa-sisa goresan dari proses pengampelasan. Pemolesan dilakukan dengan bantuan mesin poles yang dilapisi media kain beludru dan memakai pasta intan 1μm.
3. Pengetsaan.
Mengetsa dengan bahan etsa dilakukan untuk memperoleh gambar struktur mikro dari permukaan material uji, adapun bahan etsa yang digunakan dalam penelitian ini adalah 10 ml HNO3, 10 ml
Acetic Acid, 15 ml HCL dan 5 ml glycerol. 4. Pengematan dengan mikroskop.
Sampel uji yang telah dietsa, selanjutnya diamati dibawah mikroskop optis dengan pembesaran 400 X, untuk mengetahui struktur mikronya.
5. Pengambilan gambar dengan kamera. Kamera digunakan untuk memotret gambar struktur mikro yang telah diamati dibawah mikroskop, sehingga kamera ini harus dapat dipasang pada mikroskop untuk dapat melakukan pemotretan struktur mikro material uji dengan baik dan cepat.
2.4.2 Pengujian Tarik
Pengujian tarik yang akan dilakukan dalam percobaan ini berdasarkan standard
ASTM (American Society for Testing
Materials). Standard ASTM yang digunakan adalah ASTM E yang diperuntukan untuk sampel logam yang berbentuk plat. Ukuran material yang akan diuji dibentuk sesuai dengan standar ASTM dengan panjang 23 mm, lebar 34 mm dan tebal 6 mm.
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 68
Pengujian tarik akan menghasilkan data berupa beban (F) dan panjang (L). Dari data tersebut selanjutnya bisa dihitung tegangan dan regangan material uji, sehingga dari pengujian tarik ini bisa dibuat kurva tegangan dan regangan. Kurva tegangan-regangan tersebut terdiri dari daerah deformasi elastis, deformasi plastis dan pengecilan diameter luas penampang atau yang dikenal sebagai necking. Daerah deformasi elastis terletak dibawah titik luluh sedangkan daerah plastis terletak diantara titik luluh dan titik kekuatan tarik. Pengecilan luas penampang material uji tarik terjadi antara titik kekuatan tarik dan titik patah.
Sifat lain yang didapat dari pengujian tarik adalah keuletan. Sifat ini merupakan ukuran derajat deformasi plastis sebelum patah. Material yang tidak atau sedikit mempunyai daerah deformasi plastis akan besifat getas. Sebaliknya, material dengan besar daerah deformasi plastis akan bersifat ulet.
III. PENGOLAHAN DAN ANALISA DATA 3.1 Pengujian Komposisi Kimia
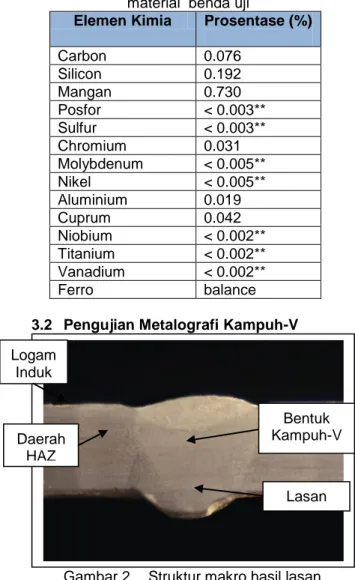
Komposisi kimia dari baja ST 37 yang standar adalah terdiri dari: Cu = 0.042%, Mn = 0.730%, Cr = 0.031 dan Si = 0.192% serta karbon (C) maksimum 0.076% . Baja ST 37 termasuk jenis baja bertipe baja karbon rendah karena unsur karbon yang terkandung hanya sedikit.
Dari hasil pengujian dan data-data yang diperoleh maka specimen uji termasuk baja ST 37 dengan karbon rendah. Dengan terbentuknya fase-fase pada baja ST 37 tersebut maka telah terjadi perubahan konstanta kisi pada sampel dasar. Perubahan konstanta kisi tersebut mengakibatkan terbentuknya sistem kristal baru dari FCC (face central cubic) untuk baja ST 37 menjadi ortorombic untuk fase FeB dan tetragonal untuk fase Fe2B. Fasa yang terjadi pada baja ST 37 adalah fasa austenitic dan fasa ferritik. Sehingga pada material ini lebih keras dan ulet dikarenakan kandungan mangan dalam baja ST 37 ini lebih mendominasi unsur-unsur nya.
Hasil pengujian komposisi kimia dari material yang diuji, hasilnya disusun dalam tabel 1. berikut ini :
Tabel 1. Hasil uji komposisi kimia material benda uji
Elemen Kimia Prosentase (%)
Carbon 0.076 Silicon 0.192 Mangan 0.730 Posfor < 0.003** Sulfur < 0.003** Chromium 0.031 Molybdenum < 0.005** Nikel < 0.005** Aluminium 0.019 Cuprum 0.042 Niobium < 0.002** Titanium < 0.002** Vanadium < 0.002** Ferro balance
3.2 Pengujian Metalografi Kampuh-V
Gambar 2. Struktur makro hasil lasan kampuh-v tunggal
Dari hasil uji struktur makro specimen uji kampuh-V tunggal yang terlihat pada Gambar 2 bentuk dari kampuh lasan. Gambar struktur makro hasil pengujian tersebut meliputi daerah las-lasan dengan bentuk kampuh-v tunggal, daerah yang terpengaruh panas lasan (HAZ) dan daerah logam induk (base metal).
Gambar 3. Struktur mikro base metal. Daerah HAZ Logam Induk Lasan Bentuk Kampuh-V Karbon (C) MgSi
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 69
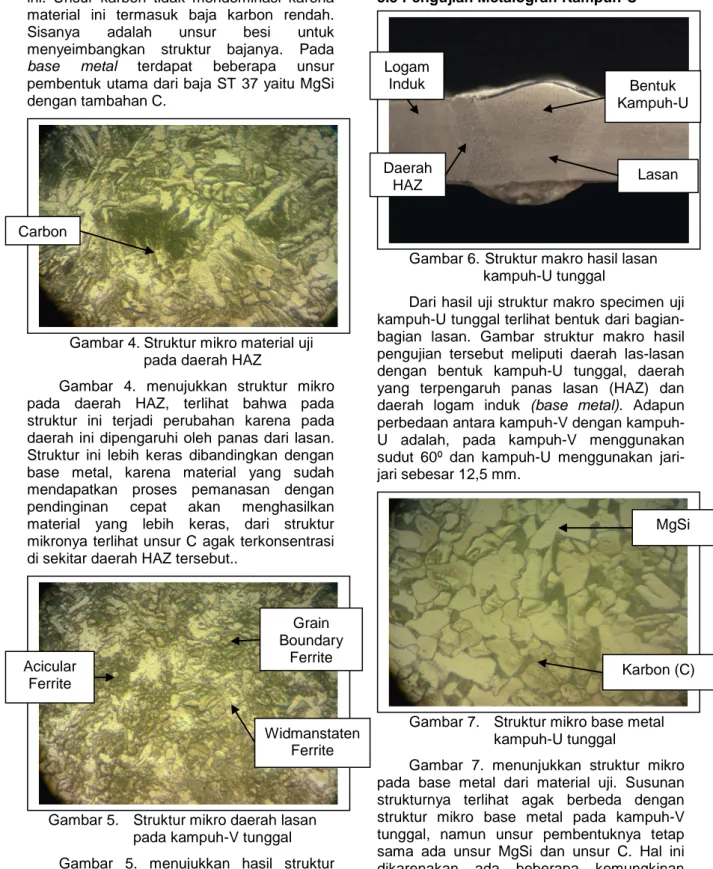
Gambar 3. menunjukkan struktur mikro base metal pada material uji. dimana kan-dungan dari mangan (Mn) lebih mendominasi unsur-unsur komposisi kimia pada material ini. Unsur karbon tidak mendominasi karena material ini termasuk baja karbon rendah.
Sisanya adalah unsur besi untuk
menyeimbangkan struktur bajanya. Pada
base metal terdapat beberapa unsur
pembentuk utama dari baja ST 37 yaitu MgSi dengan tambahan C.
Gambar 4. Struktur mikro material uji pada daerah HAZ
Gambar 4. menujukkan struktur mikro pada daerah HAZ, terlihat bahwa pada struktur ini terjadi perubahan karena pada daerah ini dipengaruhi oleh panas dari lasan. Struktur ini lebih keras dibandingkan dengan base metal, karena material yang sudah mendapatkan proses pemanasan dengan
pendinginan cepat akan menghasilkan
material yang lebih keras, dari struktur mikronya terlihat unsur C agak terkonsentrasi di sekitar daerah HAZ tersebut..
Gambar 5. Struktur mikro daerah lasan pada kampuh-V tunggal Gambar 5. menujukkan hasil struktur mikro pada daerah lasan kampuh-V tunggal. Dalam struktur ini terdapat unsur silikon karbida dari elektroda dan campuran ferro dari base metal itu sendiri. Unsur dalam struktur lasan ini lebih keras dibandingkan
dengan base metalnya, dikarenakan dalam lasan terdapat unsur silikon karbida yang membuat hasil lasan akan lebih keras.
3.3 Pengujian Metalografi Kampuh-U
Gambar 6. Struktur makro hasil lasan kampuh-U tunggal
Dari hasil uji struktur makro specimen uji kampuh-U tunggal terlihat bentuk dari bagian-bagian lasan. Gambar struktur makro hasil pengujian tersebut meliputi daerah las-lasan dengan bentuk kampuh-U tunggal, daerah yang terpengaruh panas lasan (HAZ) dan daerah logam induk (base metal). Adapun perbedaan antara V dengan kampuh-U adalah, pada kampuh-V menggunakan sudut 60º dan kampuh-U menggunakan jari-jari sebesar 12,5 mm.
Gambar 7. Struktur mikro base metal kampuh-U tunggal
Gambar 7. menunjukkan struktur mikro pada base metal dari material uji. Susunan strukturnya terlihat agak berbeda dengan struktur mikro base metal pada kampuh-V tunggal, namun unsur pembentuknya tetap sama ada unsur MgSi dan unsur C. Hal ini dikarenakan ada beberapa kemungkinan
diantaranya adalah waktu pengelasan,
pengambilan sampel uji dan penentuan titik dari pengujian metalografi itu sendiri.
MgSi Carbon Acicular Ferrite Grain Boundary Ferrite Widmanstaten Ferrite Logam Induk Daerah HAZ Bentuk Kampuh-U Lasan Karbon (C)
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 70
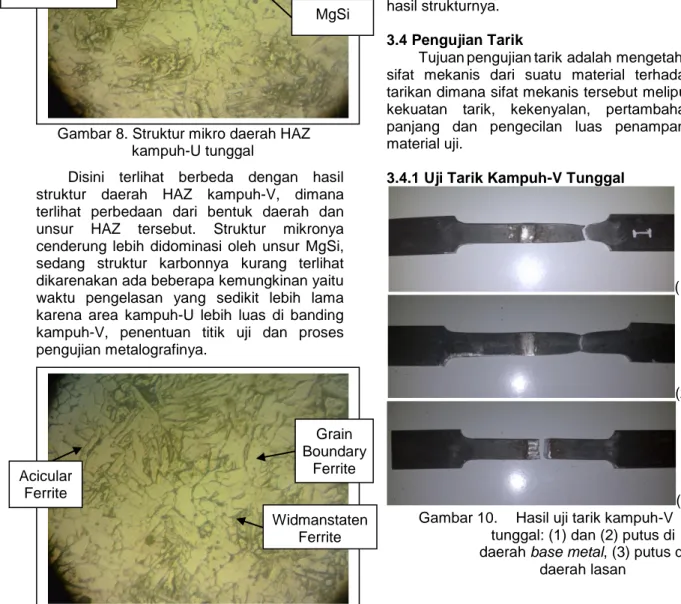
Gambar 8. Struktur mikro daerah HAZ kampuh-U tunggal
Disini terlihat berbeda dengan hasil struktur daerah HAZ kampuh-V, dimana terlihat perbedaan dari bentuk daerah dan unsur HAZ tersebut. Struktur mikronya cenderung lebih didominasi oleh unsur MgSi, sedang struktur karbonnya kurang terlihat dikarenakan ada beberapa kemungkinan yaitu waktu pengelasan yang sedikit lebih lama karena area kampuh-U lebih luas di banding kampuh-V, penentuan titik uji dan proses pengujian metalografinya.
Gambar 9. Struktur mikro hasil lasan kampuh-U tunggal
Dari Gambar 9. di atas tampak bahwa unsur silikon karbidanya kurang terlihat,
dibandingkan dengan struktur mikro pada kampuh-V tunggal dimana susunan silikon karbidanya lebih rapih dibandingkan dengan hasil pada struktur ini. Hal ini antara lain dipengaruhi oleh lamanya proses pengelasan dan bentuk kampuh las yang mempengaruhi hasil strukturnya.
3.4 Pengujian Tarik
Tujuan pengujian tarik adalah mengetahui sifat mekanis dari suatu material terhadap tarikan dimana sifat mekanis tersebut meliputi kekuatan tarik, kekenyalan, pertambahan panjang dan pengecilan luas penampang material uji.
3.4.1 Uji Tarik Kampuh-V Tunggal
(1)
(2)
(3) Gambar 10. Hasil uji tarik kampuh-V
tunggal: (1) dan (2) putus di daerah base metal, (3) putus di
daerah lasan
Tabel 2. Data hasil uji tarik pengelasan kampuh-V tunggal
No. Specification Simbol Unit Material Uji (1) Material Uji (2) Material Uji (3)
1 Panjang sebelum di uji Lo mm 100 100 100 2 Panjang sesudah di uji L1 mm 115 120 110 3 Width ω mm 20 20 20 4 Thichness t mm 5,5 5,5 5,5 5 Maximum Load F N 56350 53900 53410 6 Location of
Break Material Material Sambungan Las
Karbon (C) MgSi Acicular Ferrite Grain Boundary Ferrite Widmanstaten Ferrite
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 71
Tabel 3. Hasil perhitungan uji tarik pengelasan kampuh-V tunggal
No Specification Simbol Unit Material Uji (1) Material Uji (2) Material Uji (3) Rata-rata 1 Sectional Area A0 mm 2 110 110 110 110 2 Tensile Stress σT N/m 2 512,27 490 485,55 495,94 3 Yield Point σY N 40805,17 44100 40785,82 41896,99 4 Yield stress τ N/m2 370,96 400,91 370,78 380,89 5 Elongation ε % 15% 20% 10% 15%
Tabel 2 dan 3 merupakan data hasil pengujian tarik pengelasan dengan bentuk kampuh-V tunggal pada material uji 1, material uji 2 dan material uji 3. Material uji 1 dan 2 putus di daerah base metal, sedangkan pada material uji 3 putus di daerah lasan. Hal ini menandakan bahwa hasil pengelasan pada material uji 1 dan 2 lebih baik dibandingkan dengan hasil pengelasan pada material uji 3.
Dari tabel 2 terlihat bahwa panjang material setelah diuji pada material uji 2 paling panjang dibanding material uji 2 dan 3. Dan dari tabel 3 terlihat pada material uji 2 memiliki nilai yield stress lebih tinggi dibandingkan dengan material uji 1 dan material uji 3, selain itu dilihat dari elongationnya material uji 2 juga paling tinggi dibandingkan dengan material uji 2 dan 3. Hal ini menandakan bahwa pada material uji 2 lebih ulet dibanding material uji 2 dan 3. Sedangkan pada material uji 3 panjang material setelah diuji paling kecil dan elongationnya juga paling kecil, hal ini karena material ujinya putus di daerah lasan.
3.4.2 Uji Tarik Kampuh-U Tunggal
(1)
(2)
(3) Gambar 11. Hasil uji tarik pengelasan
kampuh-U tunggal: (1) dan (2) putus di daerah base metal, (3) putus di daerah lasan
Tabel 4. Data hasil uji tarik pengelasan kampuh-U tunggal
No. Specification Simbol Unit Material Uji (a) Material Uji (b) Material Uji (c)
1 Panjang sebelum di uji L0 mm 100 100 100 2 Panjang sesudah di uji L1 mm 120 120 112 3 Width ω mm 20 20 20 4 Thichness t mm 5,5 5,5 5,5 5 Maximum Load F N 61250 59584 58310 6 Location of
Break Material Material Sambungan Las
Tabel 5. Hasil perhitungan uji tarik pengelasan kampuh-U tunggal
No Specification Simbol Unit Material Uji (a) Material Uji (b) Material Uji (c) Rata-rata 1 Sectional Area A0 mm2 110,00 110,00 110,00 110,00 2 Tensile Stress σT N/m 2 556,82 541,67 530,09 542,86 3 Yield Point σY N 43066,41 43246,45 42224,48 42845,78 4 Yield stress τ N/m2 391,51 393,15 383,86 389,51 5 Elongation ε % 20,00% 20,00% 12,00% 17.33%
Jurnal Mekanikal Teknik Mesin S-1 FTUP Vol 9 No.2 Agustus 2013 72
Tabel 4 dan 5 merupakan data hasil pengujian tarik dari pengelasan dengan bentuk kampuh-U tunggal pada material uji (a), (b) dan (c). Dimana material uji (a) dan (b) putus di daerah base metal, sedangkan pada material uji (c) putus di daerah lasan. Hal ini menandakan bahwa hasil pengelasan pada material uji (a) dan (b) lebih baik dibandingkan dengan hasil pengelasan pada material uji (c). Dari tabel 4 dan 5 tersebut terlihat bahwa pada material uji (a) dan (b) panjang sesudah diuji dan elongationnya nilainya lebih besar dibandingkan nilai material uji (c), hal ini menandakan material uji (a) dan (b) yang patah di base metal lebih ulet dibandingkan dengan material uji (c) yang patah di lasannya.
Sedangkan dari table 5 jika dilihat dari yield stress-nya, maka material uji (b) memiliki nilai yield stress paling tinggi dibandingkan dengan material uji (a) dan (c), sedangkan material uji (c) yield stress-nya paling rendah. Hal ini juga menunjukkan bahwa material uji (b) paling ulet dan material uji (c) paling getas. Dari tabel 2, 3, 4 dan 5 terlihat perbedaan antara hasil uji tarik dari pengelasan dengan bentuk kampuh-V tunggal dengan bentuk kampuh-U tunggal. Dari tabel-tabel tersebut terlihat bahwa specimen dari kampuh-U tunggal memiliki nilai yield stress yang hasilnya lebih tinggi dibandingkan dengan specimen pada kampuh-V tunggal. Dimana pada kampuh-V tunggal memiliki nilai rata-rata yield stress 380,89 N/m2, sedangkan pada kampuh-U tunggal memiliki nilai rata-rata yield stress 389,51 N/m2. Demikian juga jika dilihat dari rata-rata elongation-nya specimen dengan kampuh-U (17,33%) lebih
besar dibandingkan dengan rata-rata
elongation kampuh-V (15%). Sehingga dapat diambil kesimpulan bahwa specimen dengan kampuh-U tunggal lebih kuat dibandingkan dengan specimen pada kampuh-V tunggal.
IV. PENUTUP 4.1. Kesimpulan
Berdasarkan hasil penelitian pengaruh bentuk kampuh las terhadap sifat mekanik material baja ST 37 dengan membedakan bentuk kampuh-V tunggal dengan kampuh-U tunggal, maka dapat diambil beberapa kesimpulan sebagai berikut :
1. Material uji yang digunakan adalah termasuk jenis material baja ST 37 yang memiliki komposisi kimia Mn= 0,730%, Si= 0,192% dan C= 0,076%.
2. Hasil uji metalografi pada kampuh-V tunggal dan kampuh-U tunggal lebih
didominasi oleh struktur MgSi
dibandingkan dengan karbonnya, pada daerah lasannya acicular ferrite memiliki daerah struktur yang lebih banyak
dikarenakan struktur bahan ini
merupakan baja tipe ferritik.
3. Hasil uji tarik pada specimen kampuh-V tunggal memiliki nilai rata-rata tensile
stress (495,94 N/m2), yield point
(41896,99 N), yield stress (370,96 N/m2) dan elongation (15 %).
4. Sedangkan hasil uji tarik pada specimen kampuh-U tunggal memiliki nilai rata-rata tensile stress (542,86 N/m2), yield point (42845,78 N), yield stress (389,51 N/m2) dan elongation (17,33 %). Sehingga dari hasil tersebut diperoleh bahwa kekuatan hasil lasnya pada kampuh-U tunggal lebih kuat dibandingkan dengan kampuh-V tunggal
4.2. Saran
Kegiatan dan hasil penelitian ini dapat disampaikan saran sebagai berikut :
1. Operator lasnya haruslah orang yang
mempunyai kompetensi di bidang
pengelasan, agar diperolah hasil yang baik dan sesuai standard.
2. Alat uji yang akan digunakan sebaiknya dikalibrasi terlebih dahulu, supaya saat digunakan hasil perhitungannya tepat.
DAFTAR PUSTAKA.
1. Electrik, Lincoln, The Procedur Hand Book Of Arc Welding, Edisi Ke12, Ohio, 1973.
2. T, W, Harsono, Okumura, Teknologi Pengelasan Logam, Pradnya Paramita, Cetakan ke VIII, Jakarta, 2000.
3. AWS Comitee on Structural Welding, Structure Welding Code, ANSI/AWS, DI, 1994.
4. Myer, Kutz, Handbook Of Material Selection, An Introduction, 6th ed, New York, 1995.
5. American Standard Testing of Material (ASTM)
6. Dieter, George E, Mechanical Metallurgy, 3rd Edition, New York, 1986.
7. Messler, R, W, Principle of Welding, New York, 1999.