1
BAB I PENDAHULUAN
I.1 Latar Belakang
PT. Indo-Rama Synthetics Tbk merupakan industri yang bergerak dalam bidang tekstil pada proses pembuatan produk berbahan polyester dan saat ini menjadi produsen polyester terbesar di Indonesia yang berlokasi di Jl. Industri Ubrug, Kembangkuning, Kec. Purwakarta, Jawa Barat. Salah satu produk yang dihasilkan oleh perusahaan adalah benang tipe POY (Partially Oriented Yarn) yaitu benang yang terbuat dari serat polyester yang dijadikan sebagai bahan baku untuk pembuatan benang tipe DTY (Draw Textured Yarn). Dengan menerapkan sistem make to order, dimana dalam memproduksi produk disesuaikan berdasarkan permintaan dari konsumen dengan spesifikasi berat yaitu 10 kilogram untuk satu unit gulungan benang POY. Namun, tidak semua unit gulungan benang yang dihasilkan dapat mencapai berat sesuai standar yang telah ditentukan sehingga mengakibatkan produk cacat.
Gambar I.1 POY Full Doff
(Sumber: PT. Indo-Rama Synthetics Tbk, 2020)
2
Gambar I.2 POY Unfull
(Sumber: PT. Indo-Rama Synthetics Tbk, 2020)
POY Full Doff merupakan produk benang POY yang memenuhi spesifikasi dengan berat 10 kg/unit (Gambar I.1). Gambar I.2 menunjukkan produk POY Unfull yaitu gulungan benang POY yang tidak memenuhi spesifikasi berat, maka dinyatakan sebagai produk cacat (defect) karena memiliki kualitas yang kurang bagus dan di- downgrade menjadi produk jenis lain. Adapun jenis defect yang ditemukan pada produksi benang POY sebagai berikut:
Tabel I.1 Jenis Defect
Jenis Defect Deskripsi Visualisasi Defect
Flying Filament
Terdapat satu atau lebih filamen yang terbang
Break
Terdapat filamen yang tidak terkena oil sehingga terjadi putus pada proses penggulungan benang belum penuh
3
Tabel I.1 Jenis Defect (Lanjutan)
Jenis Defect Deskripsi Visualisasi Defect
Revolving Failure (Gagal)
Terjadi benang putus pada saat proses pergantian paper tube
(Sumber: PT. Indo-Rama Synthetics Tbk, 2020)
Tabel di atas menjelaskan mengenai jenis-jenis defect yang ditemukan pada produksi benang POY. Terdapat 3 jenis defect diantaranya flying filament, break, dan revolving failure. Untuk mengetahui frekuensi kemunculan setiap jenis defect yang terjadi, maka dilakukan pengumpulan data berdasarkan histori perusahaan yang direpresentasikan dalam diagram pareto sebagai berikut:
Gambar I.3 Diagram Pareto Jenis Defect
Berdasarkan Gambar I.3 dapat diketahui bahwa break merupakan jenis defect yang paling dominan karena memiliki nilai defect tertinggi dengan total defect sebanyak 1539 dan persentase sebesar 52,6%. Berikut merupakan data hasil produksi benang POY dan jumlah break yang terjadi selama periode Januari sampai dengan Mei 2020:
4
Tabel I.2 Data Jumlah Produksi dan Jumlah Break Periode Januari – Mei 2020
Bulan Jumlah Produksi (Ton)
Jumlah
Break Break/Ton KPI (Break/Ton)
Januari 2071,92 1319 0,64 0,60
Februari 2138,11 1586 0,74 0,60
Maret 2278,86 1641 0,72 0,60
April 2496,44 1772 0,71 0,60
Mei 2204,14 1378 0,63 0,60
Total 11189,46 7696 3,00
Rata-rata 2237,89 1539,20 0,69 (Sumber: PT. Indo-Rama Synthetics Tbk, 2020)
Gambar I.4 Grafik Cacat Break/Ton
Break/ton merupakan peristiwa yang menyatakan jumlah break yang terjadi per jumlah produksi dalam POY. PT. Indo-Rama Synthetics Tbk menetapkan Key Performance Indicator (KPI) sebesar 0,60 break/ton untuk setiap bulannya.
Namun, data aktual defect break yang dihasilkan melebihi batas toleransi KPI pada setiap bulannya dengan rata-rata sebesar 0,69 break/ton untuk periode Januari – Mei 2020 yang direpresentasikan pada Gambar I.4. Oleh karena itu, penelitian ini akan difokuskan pada produk benang POY dengan jenis defect dominan yaitu defect break.
0,64
0,74 0,72 0,71
0,63
0,60 0,60 0,60 0,60 0,60
0,40 0,50 0,60 0,70 0,80
Jan-20 Feb-20 Mar-20 Apr-20 Mei-20
Grafik Cacat Break/Ton
Break/Ton KPI
5
Adanya kemunculan defect break diduga proses produksi benang POY belum berjalan secara optimal. Untuk itu, perlu dilakukan identifikasi terhadap setiap alur proses produksi untuk mencari akar penyebab permasalahan yang terjadi. Berikut merupakan alur proses produksi benang POY yang akan disajikan pada Gambar I.5.
Gambar I.5 Alur Proses Produksi Benang POY
Proses produksi benang POY dimulai setelah proses polimerisasi dilakukan. Terdiri dari 8 proses yang tentunya terdapat persyaratan pada masing-masing proses agar produk yang dihasilkan sesuai dengan spesifikasi. Proses tersebut akan dijelaskan secara rinci beserta permasalahan yang terjadi pada tabel berikut:
Tabel I.3 Deskripsi Proses Produksi Benang POY Proses Deskripsi Proses Process Performance
Requirement Defect
Cooling
Mendingingkan melt polymer dengan media udara untuk mengurangi degredasi/pembentukan karbon
Temperatur melt polymer diturunkan menjadi ± 2800C
Filtration
Menyaring kotoran pada melt polymer dengan Continous Polymer Filter (CPF)
Ukuran CPF yang digunakan ± 20 mikron
Booster Pump
Melakukan pemindahan melt polymer dengan cara memompa
Pressure yang digunakan ≥ 50 bar
6
Tabel I.3 Deskripsi Proses Produksi Benang POY (Lanjutan) Proses Deskripsi Proses Process Performance
Requirement Defect
Spinning Pack
Mengubah melt polymer menjadi filamen dengan spinneret
Diameter spinneret
100 mm dan
melakukan penekanan seminimal mungkin dengan pack pressure 120 – 140 bar
Flying Filament
Quenching Air
Melakukan pendinginan pada filamen dengan media udara
Setting up yang digunakan:
Temperature ± 220C Airflow 0,6-0,8 m/s Pressure ± 500 Pa Kelembapan udara ± 40%
Oiling
Proses pemberian pelumas (oil) untuk menyatukan filamen menjadi benang dan mengurangi listrik statis akibat gesekan
Konsentrasi oil ± 10% Break
Winding
Proses penggulungan benang dengan mesin winder
Speed (kecepatan) ± 3000 meter/menit Waktu dopping (pemotongan) benang
± 120 menit
Revolving
Proses pergantian paper tube secara otomatis pada proses penggulungan benang
Waktu pergantian paper tube rata-rata ± 30 detik
Revolving Failure (Gagal) (Sumber: PT. Indo-Rama Synthetics Tbk, 2020)
7
Tabel di atas menjelaskan mengenai tahapan proses produksi benang POY serta permasalahan jenis defect yang terjadi pada tiap proses. Diketahui dari pihak perusahaan bahwa defect break terjadi pada proses oiling. Proses oiling sangat berpengaruh terhadap proses selanjutnya. Apabila persentase kandungan oil terlalu tinggi dapat mengganggu proses pewarnaan benang karena permukaan tertutup oleh oil, sedangkan persentase kandungan oil terlalu rendah dapat mengakibatkan terjadinya slip dan mudah putus (break) pada saat proses penggulungan benang.
Maka dari itu, penelitian ini difokuskan pada defect break yang terjadi di proses oiling.
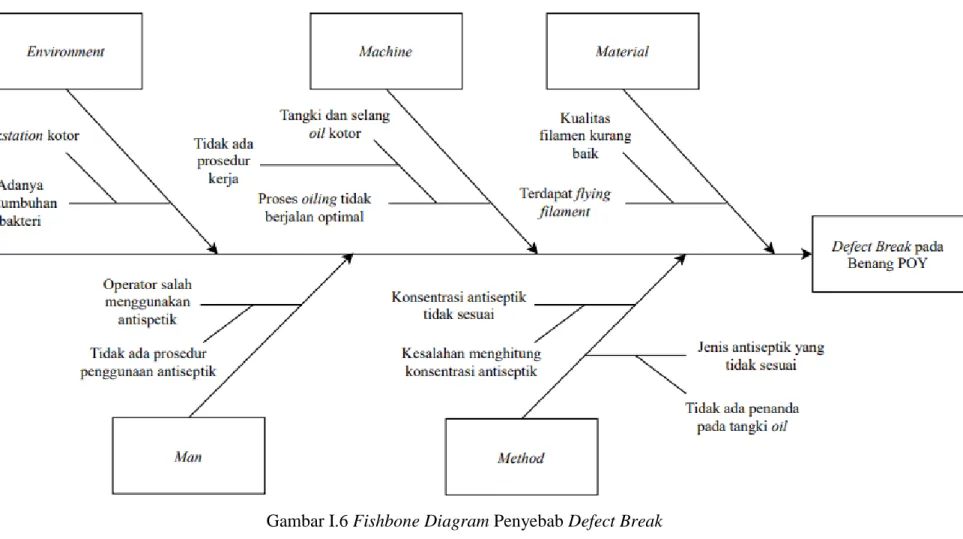
Analisis penyebab defect break pada proses oiling dipetakan dalam Fishbone Diagram berdasarkan masing-masing faktor sebagai berikut:
8
Gambar I.6 Fishbone Diagram Penyebab Defect Break
9
Gambar I.6 menunjukkan terdapat 5 faktor yang menyebabkan terjadinya defect break diantaranya man, material, machine, method, dan environment. Selanjutnya dilakukan pembobotan untuk menentukan faktor potensial yang akan diperbaiki dengan prioritas tertinggi menggunakan perhitungan FMEA (Lampiran F).
Berdasarkan perhitungan FMEA, didapatkan faktor potensial berupa proses oiling yang tidak berjalan optimal dengan nilai RPN tertinggi sebesar 343. Sehingga, fokus usulan perbaikan pada penelitian ini yaitu pada faktor machine dengan mode kegagalan tidak ada prosedur kerja yang sesuai.
Berdasarkan pemaparan permasalahan di atas, dilakukan pemberian usulan perbaikan berupa perancangan standard operational procedure (SOP) dan visual display pada proses oiling untuk mengurangi defect break benang POY. Sehingga, penulis melakukan penelitian yang berjudul “PERANCANGAN USULAN PERBAIKAN PROSES PRODUKSI PARTIALLY ORIENTED YARN (POY) UNTUK MEMINIMASI DEFECT BREAK MENGGUNAKAN METODE SIX SIGMA DI PT. INDO-RAMA SYNTHETICS TBK”.
I.2 Perumusan Masalah
Berdasarkan latar belakang permasalahan yang terjadi, maka perumusan masalah pada penelitian ini yaitu usulan perbaikan apa yang dapat diberikan untuk mengurangi defect break benang POY pada proses oiling di PT. Indo-Rama Synthetics Tbk?
I.3 Tujuan Penelitian
Berdasarkan rumusan masalah di atas, adapun tujuan yang akan dicapai dalam penelitian ini adalah memberikan usulan perbaikan yang dapat mengurangi defect break benang POY pada proses oiling di PT. Indo-Rama Synthetics Tbk.
I.4 Batasan Penelitian
Penulis menetapkan batasan agar penelitian ini lebih fokus dan terarah pada tujuan yang ingin dicapai. Batasan tersebut meliputi:
10
1. Penelitian hanya menggunakan data histori perusahaan periode Januari – Mei 2020 yang diberikan oleh perusahaan.
2. Penelitian ini difokuskan pada defect break benang POY yang terjadi di proses oiling.
3. Penelitian ini hanya dilakukan sampai tahap perancangan usulan perbaikan, tidak disertai dengan tahap implementasi.
4. Penelitian tidak membahas studi kelayakan untuk perancangan usulan perbaikan.
I.5 Manfaat Penelitian
Penelitian ini diharapkan dapat memberikan manfaat khususnya untuk perusahaan yaitu memberikan informasi mengenai faktor-faktor penyebab terjadinya defect serta usulan perbaikan yang dapat menyelesaikan permasalahan perusahaan untuk mengurangi defect yang terjadi pada proses produksi benang Partially Oriented Yarn, agar dapat dijadikan bahan pertimbangan lebih lanjut.
I.6 Sistematika Penulisan
Adapun sistematika penulisan yang digunakan pada penelitian ini sebagai berikut:
BAB I Pendahuluan
Bab ini menjelaskan mengenai latar belakang dari permasalahan yang terjadi di PT. Indo-Rama Synthetics Tbk, memaparkan perumusan masalah, tujuan penelitian, batasan penelitian, manfaat penelitian, serta sistematika penulisan.
BAB II Landasan Teori
Bab ini berisikan tentang literatur atau teori yang dapat mendukung dan berkaitan dengan permasalahan yang diteliti yaitu teori mengenai pendekatan metode Six Sigma beserta tools yang digunakan untuk merancang usulan perbaikan.
BAB III Metodologi Penelitian
Bab ini menjelaskan tahapan atau langkah-langkah penelitian secara rinci yang dilakukan dalam penyelesaian masalah. Tahapan ini
11
disajikan dalam bentuk model konseptual dan sistematika pemecahan masalah.
BAB IV Pengumpulan dan Pengolahan Data
Bab ini berisikan mengenai data-data yang dibutuhkan dalam penelitian. Data yang diperoleh dari hasil observasi dan wawancara yang kemudian akan dilakukan pengolahan data yang memaparkan prioritas perbaikan dan rancangan usulan perbaikan dari permasalahan yang telah diidentifikasi.
BAB V Analisis
Bab ini berisikan analisis dampak dari hasil usulan perbaikan yang telah dirancang berupa kelebihan dan kekurangan.
BAB VI Kesimpulan dan Saran
Bab ini berisikan kesimpulan berdasarkan penelitian yang telah dilakukan serta saran perbaikan yang diberikan untuk perusahaan maupun penelitian selanjutnya.