MAGANG TENTANG KESELAMATAN DAN KESEHATAN KERJA DI PT COCA-COLA BOTTLING INDONESIA CENTRAL JAVA SEMARANG.
Teks penuh
Gambar



Garis besar
Dokumen terkait
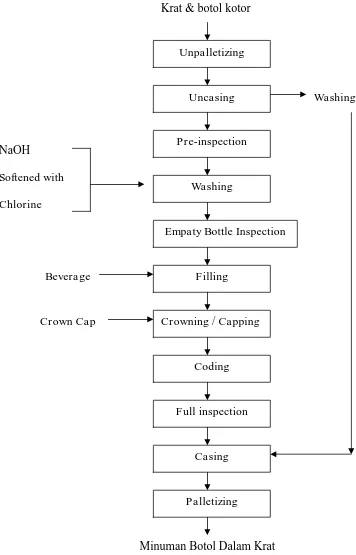
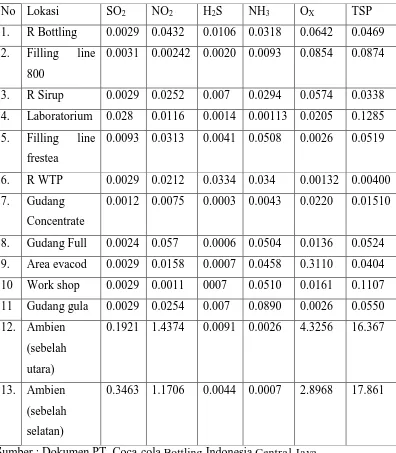
Limbah cair berasal dari proses produksi, proses pencucian botol, bahan kimia sisa pengujian dan sanitasi baik ruang produksi maupun peralatan. Air limbah mengandung berbagai
Diatas 0,7 (m/det 2 ) kategori mengganggu kesehatan. Sedangkan menurut Keputusan Menteri Tenaga Kerja No. KEP- 51/MEN/1999 tentang Nilai Ambang Batas Faktor Fisika di
menyelesaikan skripsi yang berjudul “ Pengaruh Upah Dan Lingkungan Kerja Terhadap Kinerja Karyawan Pada PT Coca-Cola Bottling Indonesia Central Java Ungaran Semarang “ sebagai
Koefisien regresi masing-masing variabel bebas menunjukkan harga yang positif, dengan demikian dapat dikatakan bahwa variabel independen (upah dan lingkungan kerja) memiliki arah
Dalam kaitan ini Manajemen Asset management merupakan sebuah langkah manajerial yang harus dilakukan seorang manajer keuangan saat ini, didalam merencanakan,
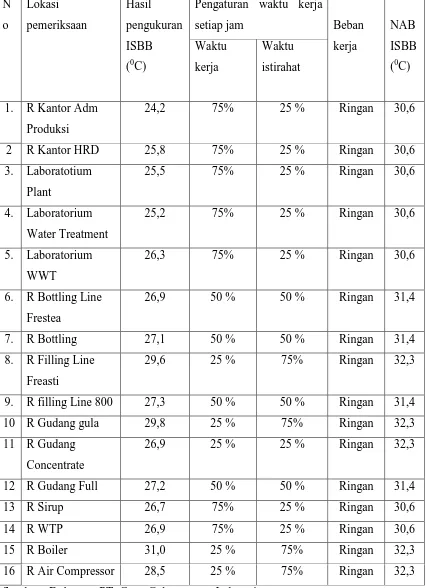
Standar pengukuran iklim kerja (panas) dengan parameter indeks suhu basah dan bola mencakup prinsip pengukuran, peralatan, prosedur kerja, penentuan titik pengukuran dan
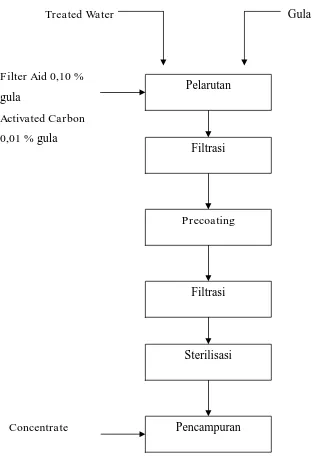
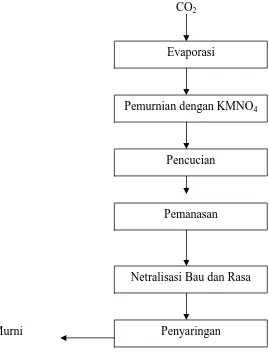
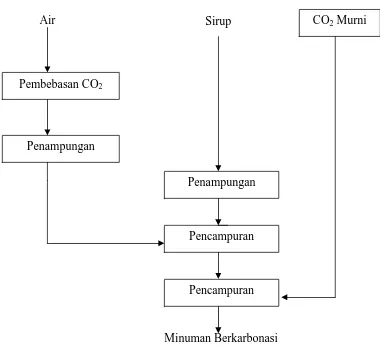
Metode: Penelitian ini dilaksanakan dengan metode diskriptif, yaitu memberikan gambaran secara jelas tentang objek penulisan dengan cara mengadakan observasi langsung ke lapangan,
13/MEN/X/2011, Tentang Nilai Ambang Batas Faktor Fisika Di Tempat Kerja, pasal 1 berbunyi: Indeks suhu Basah dan Bola yang disingkat ISBB adalah parameter untuk menilai
